Embed Size (px)
DESCRIPTION
The latest edition of Manufacturing Today Europe
Citation preview

MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS
ISSU
E 11
4
www.manufacturingtoday-europe.com todayIndustry 4.0 is less of a fourth revolution and more of an evolution in many small steps that will truly change how manufacturing and industry does business
Driving the futurePerhaps we all need to treat drivers with a higher level of respect – and that’s across all sectors of commerce and industry
Crackdown on late paymentThe current steps being taken by UK Government to address the cultural malaise of late payment
Also in this issue:
changeTrue

Chairman Andrew Schofield
Group Managing DirectorMike Tulloch
Sales DirectorDavid Garner Editor
Libbie Hammond
Design/Art EditorDavid Howard
Staff Writers Jo Cooper
Andrew Dann Steve Nash
Production ManagerFleur Daniels
Adverising AdministratorTracy Chynoweth
Head of ResearchPhilip Monument
Editorial ResearchersLaura ThompsonJeff GoldenbergMark CowlesTarj D’Silva
Emily Claxton
Advertising SalesJoe Woolsgrove - Sales Manager
Tim EakinsDave King
Darren JolliffeGraham AllinsonMark Cawston
Schofield Publishing Cringleford Business Centre,
10 Intwood Road, Cringleford, Norwich, NR4 6AU, U.K.Tel: 044 (0)1603 274130Fax: 044 (0)1603 274131
www.manufacturingtoday-europe.com
©2015 Schofield Publishing Ltd
Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Schofield Publishing, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
As this issue of MTE goes to press, many of Britain’s leading manufacturers have gathered together at the National Manufacturing Conference in London. An interactive polling amongst the delegates revealed
that 96 per cent feel positive about the current state of UK manufacturing – good news for a sector that had been through such a difficult few years.
In March 2015 KMPG commented that the UK manufacturing sector continues to show that it is on a recovery path, and growing.
And in February, the CBI Industrial Trends Survey reported that ‘activity in the manufacturing sector picked up pace, and output is expected to grow faster still in the next three months’.
There are other considerations of course. The UK sector is performing well, but the CBI have described the Eurozone as ‘treading water’ and while falling oil prices should be positive for the UK economy overall, they are causing North Sea producers to suffer.
So is it a mixed bag? I’d like to hear your perspective.
www.manufacturingtoday-europe.com 1
MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS
ISSU
E 11
4
www.manufacturingtoday-europe.com todayIndustry 4.0 is less of a fourth revolution and more of an evolution in many small steps that will truly change how manufacturing and industry does business
Driving the futurePerhaps we all need to treat drivers with a higher level of respect – and that’s across all sectors of commerce and industry
Crackdown on late paymentThe current steps being taken by UK Government to address the cultural malaise of late payment
Also in this issue:
changeTrue
Editor’s Comment
messageManufacturing

22 Crackdown on late paymentThe current steps being taken by UK Government to address the cultural malaise of late payment
24 Sensing the futureFour steps to consider when building a smart sensor strategy
26 Get positiveIncreasing employee engagement is not something to be entered into lightly but it is worth focusing on
28 ERP - what you should be looking forTo get the best from any ERP investment, companies need to make any decision based on a holistic business perspective and not an IT, functionality-based set of considerations
30 The right systemSucceeding with Continuous Improvement has proven harder than expected for many organisations
Features
8 Lead story
2 www.manufacturingtoday-europe.com
14 Under scrutiny
16 IT
18 Driving the future
33 George Utz
4 NewsUpdates and announcements from the manufacturing arena
8 Ready for a changing worldHow can the UK and the rest of European manufacturing improve competitiveness and implement the structural and supply side reforms to create sustainable growth?
10 When the lights go outDespite the very real risk of power outages, a huge proportion of the critical UK infrastructure is still 100 per cent reliant on the mains supply
12 Building on the heritage of excellenceStephen Chadwick looks at the British automotive sector’s integration and collaborative innovation initiatives
14 Under scrutinyAccording to recent research global manufacturers are ‘turning a blind eye’ to supply chain risks
16 True changeIndustry 4.0 is less of a fourth revolution and more of an evolution in many small steps that will truly change how manufacturing and industry does business
18 Driving the futurePerhaps we all need to treat drivers with a higher level of respect – and that’s across all sectors of commerce and industry
21 Bearing upThe latest developments in plastic bearings, and how industrial manufacturers can use them to produce cost savings while increasing their environmental credentials
12 Building on the heritage of excellence

33 George Utz With a history dating back nearly 70 years, the Utz Group has developed a market-leading reputation in the design, development and manufacture of both custom and standardised material handling products
37 Teagle Machinery Teagle’s latest product line-up is firmly planted in a rich heritage of agricultural machinery, and its Tomahawk range forms the cornerstone of the company
41 Spicer GelenkwellenbauSpicer Gelenkwellenbau concentrates on the sales, engineering, manufacturing, distribution and service of heavy driveshafts for industrial applications under the brand name GWB
Profiles
CONTENTS
www.manufacturingtoday-europe.com 3
45 Wax LyricalOffering customers a range of candles, reed diffusers, room mists, scented sachets and refreshers, Wax Lyrical focuses on the best ingredients and materials, stunning designs and bold fragrances
51 NACCO MaterialsHandling Group (NMHG)Since 1989, NACCO Materials Handling Group (NMHG) has provided the strategic leadership and global support behind Hyster and Yale lift trucks
54 Aztec OilsAs Aztec Oils moves into 2015, it has more exciting plans in the pipeline, including a major acquisition
59 Robertson TimberEngineeringRobertson Timber Engineering is now one of the market leaders, and has a very strong brand and name within the industry
41 Spicer Gelenkwellenbau
37 Teagle Machinery54 Aztec Oils
33 George Utz
59 Robertson Timber Engineering

4 www.manufacturingtoday-europe.com
16
The UK is the costliest place in the world to invest in commercial property according to global research, which places London at the top of the global league of places to have offices. Last year companies spent $700bn on real estate and this figure is expected to rise to record pre-recession levels of $1tn dollars in the next five years.Paul Statham, CEO of Condeco Software comments: “With the economy starting to emerge out of recession, the cost of commercial real estate is forecast to continue to spiral and businesses will still haemorrhage money unless they have access to the facts about how efficient their office space usage actually is. The most worrying aspect of this is that businesses are not aware of the extent to which their office space is under-used or their meeting rooms left empty, and it is large corporates, who own vast amounts of real estate across many cities and countries, who experience this pain more than anyone else.“A major trend for fast-growth multi-national companies right now is the leveraging of USPs within their workplace, such as collaborative spaces, in order to attract and retain the world’s best talent. A flexible workspace, geared to the daily demands of evolving business will not only work towards supporting better employee engagement and satisfaction, but also seriously enhancing productivity,” he adds.The problem companies face with empty rooms is not just confined to the underutilisation of meeting rooms. The reality is that there is a lack of transparency when it comes down to the whole area of meeting room management according to a study by Condeco, with around 20 per cent of the meeting rooms that are booked not being used at any time.Condeco’s suite of solutions recognise the constantly evolving work environment and allow for the linking of the meeting room to calendar appointments so both are cancelled simultaneously.
Watch your space Changing the face of manufacturing Britain’s manufacturers are bracing themselves for the imminent impact of a 4th industrial revolution, but raise grave concerns over the UK’s ability to play a leading role, according to new research out from EEF, the manufacturers’ organisation.The revolution – dubbed Industry 4.0 and driven by rapid advances in technology – will become a widespread reality of manufacturing life within the next decade, with eight in ten manufacturers expecting their business to be affected by 2025.Nine in ten say the UK should be taking a leading role, seeing clear benefits to the sector and the rebalancing of the wider UK economy. But six in ten warn that the UK risks being left behind, potentially knocking back Britain’s burgeoning industrial renaissance and prompting calls for the next Government to ensure the right industrial strategy and support framework is in place.The research supports a key theme of this year’s National Manufacturing Conference and is published alongside a specially-commissioned report - Manufacturing, Britain’s Future - sponsored by leading technology companies Infor and IBM. The report sets out how the 4th industrial revolution is at hand, and how, in the global battle for dominance, innovative firms can take the lead and help position Britain as the manufacturing and technology hub of Europe. Terry Scuoler, CEO of EEF, says: “The 4th industrial revolution will change the global face of manufacturing beyond recognition. The UK must take a leading role if we are to realise our ambitions for a healthy, balanced and growing economy. “The next decade will bring great and rapid change and the early-adopting nations will maximise the opportunities presented by new technologies and thrive as a result. There will inevitably be winners and losers, which is why we should take note when manufacturers say there is a real danger of the UK being left behind.“Our sector’s ability to remain on top of the 4th industrial wave hinges on the decisions made now and over the next decade by consecutive governments. We must continue to establish the foundations to support our manufacturing renaissance, particularly alleviating the pressure that Industry 4.0 will place on investment and skills. It is vital that the Government steps up to this challenge and works hand-in-hand with manufacturers and academia to ensure that the UK is not left behind.”
On guardFortress Interlocks and Troax have combined forces to create a new perimeter guarding system to protect workers from dangerous machinery. The system utilises a unique new bracket for fitting Fortress interlocks to Troax perimeter guarding panels, enabling the safeguarding of virtually any machinery installation.Very easy to install for both end users and OEMs, the brackets are 100 per cent compatible with Fortress’ modular amGardpro and tGard ranges of modular interlocks and Troax’s modular mesh panels. This means that whatever configuration of interlocks or mesh panels is specified first, the brackets will always fit. “This alliance between Fortress and Troax offers a simple, modular and very tough machine guarding option for virtually any application,” commented Fortress’ managing director Rob Lewis. Troax mesh panels fitted with a Fortress amGardpro
interlock using the new brackets
MANUFACTURING NEWS
www.manufacturingtoday-europe.com 5
44
The festivities are over and manufacturing workers are returning to high stress levels according to a new Regus report. Over half of the UK’s manufacturing workforce (58 per cent) say they are closer to burning out than they were just five years ago. This level is significantly higher than the UK cross-sector average of 48 per cent, according to the report that canvassed over 3000 of the UK’s business people about their work environment. The top triggers of workplace stress in the manufacturing sector, are lack of exercise, feeling understaffed and deadline pressures.However, with the pressure on to find ways of reducing stress, many workers believe one way of easing the tension is a break from the main office – at least some of the time. A significant majority of respondents from the manufacturing sector – 66 per cent – found a change of scenery such as working from another location to be a good stress reliever.Richard Morris, UK CEO at Regus comments: “Stress levels are mounting in the workplace as a result of various factors; workers feel deskbound and under-resourced. Dedicated workspaces offer the flexibility to work in a variety of locations. This is the future of work, and brings a number of benefits including improved productivity and employee well-being.”
Burn out or fade away?
Leading foam manufacturer, Carpenter, producers of Fireseal - the world class, highly modified, flexible, acoustic foam for use in the heating and ventilation and construction sector - now meets BS EN 13501 as part of a continued development programme and stringent fire safety testing procedures. As Richard Harris, national sales manager for Fireseal, highlighted: “BS EN 13501 is accepted in all EEC countries, which enables manufacturers to produce or import products that have been tested to a common standard without the need to test in each member state.” Carpenter Fireseal also meets BS476 pt 6 and pt 7 (Class ‘0’) and UL94V-0.The European Standard provides a number of performance criteria to measure the fire characteristics of building products. It includes tests for spread of flame and contribution to fire as well as smoke generation and the production of flaming droplets.Fireseal has been classified as Bs1 d0 - this means it has very low flammability and produced very little smoke and no flaming droplets when tested, giving it an excellent rating.The product is chemically inert and will not dust or migrate when subjected to air movement. Its flexibility offers easy application to curved or complex surfaces and can be readily cut or pressed into a variety of shapes.
Certified for fire safety
Testing time
£1 million available Manufacturing firms have been invited to bid for a share of £1 million to boost UK innovation. The ‘Skills for Innovation in Manufacturing’ competition, launched on 29 Jan 2015, challenges firms to come up with new ways of developing the skills and business practices needed to maximise the value of innovation to the UK economy. In recent years, the UK has risen up the Global Innovation Index, moving from 14th in 2010 to second place in 2014. However, a government assessment of the UK’s science and innovation system, undertaken for the Department of Business, Innovation and Skills in 2014, identified planning, recruiting, training, retention, progression and performance management of people as one of the weakest parts of the system with worrying deficiencies in basic skills, STEM skills and management. Because the economic benefits of innovation are realised through businesses, it follows that the skills, workplace practices, and management at play within them are critical to ensuring the value of innovation is maximised. Paul McKelvie OBE, Training and Development Professional and a Commissioner at the UK Commission for Employment and Skills (UKCES), which is running the competition, commented: “It is fantastic that the UK is ranked as a front-runner in terms of innovation, second only globally to Switzerland. However, we need to do more to capitalise on this if we want to reap the economic reward and remain competitive. To do this effectively, we need to explore the ‘human factor’ in innovation. This means understanding how to better manage innovations; both in the way processes work and how any innovation is taken to market. It is the development of these skills that we want businesses to focus on when responding to our invitation. “This competition is a great opportunity for businesses in the manufacturing sector to come together and come up with ideas and solutions that they want to trial and develop to better maximise the value of innovation. By running this competition, I hope that a range of insights will be drawn from the projects we support to improve future business practice and public policy.” The competition closes at midday on Wednesday 11 March 2015. For more information or to apply visit www.gov.uk/ukces.
Prior Diesel, a Suretank company and leading supplier of diesel driven power solutions and well service products to the oil and gas, marine and industrial sectors, has invested in a highly sophisticated engine test house.Capable of dynamometer testing engines up to 2000 horsepower, the modern test cell is optimised to accommodate any OEM demanding engine characteristics, with advanced cooling capacity, fully adjustable engine bed, incorporating the Da-Taq prolog software suite.Gordon MacLean, joint managing director at Prior Diesel commenting on the new facility said: “This significant investment will allow us to further enhance the product offering and service that we offer to our customers whilst strengthening our position as a market leader in the servicing and refurbishment of diesel and gas engines.“The new equipment will allow us to optimise engines to a higher level, more quickly and efficiently, minimising excessive downtime. Our end users can feel confident that they have a high quality, reliable product that meets stringent environmental and safety standards.”

6 www.manufacturingtoday-europe.com
After a two-year planning and building project, Eberspächer UK Ltd has announced the completion of a major £6.5 million investment, the largest in its history. This sees the company – the UK’s leading manufacturer and supplier of fuel-operated heating, air conditioning and climate control systems for automotive, marine, construction equipment and military applications – open a brand new, state-of-the-art head office, manufacturing and warehousing facility at Forest Gate, Ringwood, Hampshire. The purpose-built facility is now fully operational. Eberspächer UK is planning major expansion of its UK sales and manufacturing operations, and the new building will help achieve these goals. It will provide Eberspächer UK with more manufacturing capacity, both for its existing air conditioning and climate control units as well as the production of a new range of evaporators and condensers. These products will not only be sold in the UK but also in Eberspächer UK’s worldwide export markets, which are expected to double in value over the next three years. The move into the new building will also create employment opportunities, with Eberspächer UK expecting to increase its workforce by some 15 per cent over the next 12 months. With the number of employees currently standing at 85 people, new recruits are expected to join its design/development, manufacturing, sales and warehousing activities.
£6.5 million UK investment
Thought leadership report SKF, in partnership with industrial technology experts and academics from across the globe, has released a new thought leadership report focusing on the future of manufacturing and engineering. The document, entitled ‘Power the Future’, features contributions by specialists from within SKF and leading external authorities. It focuses on current and emerging trends in engineering technology and processes, and outlines how the factory, machinery and the workforce will evolve in the near future.Power the Future will enable engineers and students to develop a greater knowledge of three main areas of interest that are predicted to become increasingly prevalent to future technology developments in a variety of key global industrial segments. The report is divided into three chapters, which focus on the evolution of the factory, the future of intelligent machine design, and the power of knowledge engineering. It can be downloaded for free from www.skfpowerthefuture.com.“For this report we have drawn on our many years of experience to paint a detailed picture of areas within production and manufacturing that we think will experience significant evolution in the near future,” said Bernd Stephan, senior vice president, Group Technology Development at SKF. “As demonstrated in these articles, technology is progressing at such a rapid pace and is increasingly influenced by developments and adoption outside the world of engineering. It is therefore essential that businesses within this sector, including SKF, continue to consistently focus efforts on research and innovation, and also identify future trends which may provide further opportunities.”
New Parliamentary Manufacturing Commission On Feb 5th, a cross-party group coalition of Parliamentarians and leading industry members hosted an event at the Houses of Parliament to mark the start of a new inquiry into the long-term sustainability of the sector in the UK. The inquiry will seek to make practical policy recommendations addressing the emerging area of industrial sustainability and what it regards as the key issues and themes currently affecting UK manufacturing and which threaten the UK’s potential industrial growth, including questions over innovation, skills, finance and taxation, energy, SMEs, trade and investment.Commenting on the new Manufacturing Commission, Barry Sheerman MP, APMG Co-Chair and member of the Commission said: “The APMG has long campaigned for greater understanding from politicians of the often divided manufacturing sector. The Manufacturing Commission is now in a unique position to work within Parliament and across industry to make practical recommendations. It is our aim that through focusing on industrial sustainability in our first inquiry, we can ensure that Britain enjoys a future built on a continued focus on manufacturing.”The forming of a Manufacturing Commission builds upon the All-Party Parliamentary Manufacturing Group’s 2013 research inquiry and report ‘Making Good: A Study of Culture and Competitiveness in UK Manufacturing’, which warned that UK manufacturing is being prevented from becoming ‘wholly competitive’ by a national industrial culture that discourages companies from investing in vital long-term business drivers such as skills development and technological innovation. The Commission will seek to further address these issues. The All-Party Parliamentary Manufacturing Group (APMG) brings Parliamentarians and manufacturing industry organisations together to ensure as broad, and as deep an understanding of the challenges and requirements of the sector as possible.
New ‘performers’ BOFA, the global market leader in fume extraction solutions for manufacturing has introduced two new ‘performers’ to its comprehensive range of units for the laser, electronics and printing industries, featuring the revolutionary iQ operating system.Available to order now, the 2000 iQ and Oracle SA iQ models are the latest BOFA products to incorporate the innovative class-leading iQ system which has received wide industry acclaim since its launch two years ago.Both are upgrades of existing popular products but the iQ system brings multiple performance enhancements for higher efficiency of extraction, individual filter status monitoring and integral design features that combine to deliver a lower cost of ownership.

MANUFACTURING NEWS
www.manufacturingtoday-europe.com 7
Nottingham based bicycle company, Raleigh, is enjoying the benefits of having implemented Paragon’s Multi Depot routing and scheduling solution for the company’s distribution operations. Raleigh reports that the Paragon solution has helped the company to improve the efficiency of its transport operations, reduce lead times and improve customer service.“We’ve been using Paragon’s routing and scheduling solution for about 15 years, now, and the resulting reduction in our lead times has enabled us to hold less stock and invoice earlier – which has a direct positive impact on our cash flow,” says Steve Wigley, distribution manager for Raleigh. “We originally opted for the Paragon solution because we needed to install a routing system that would help us to optimise our vehicle utilisation and improve the efficiency of our delivery operation. Things have changed over the years; as the market has become more oriented towards the adult leisure sector, our business is not quite as seasonal as it used to be. We still have a small peak at Christmas, mainly for
children’s bikes, but our bigger peak is now spring and summer.”Paragon Multi Depot enables users to plan routes and schedules for multiple depots as a single planning task, and facilitates the switch to central planning with the ability to share results with and incorporate changes from other sites across a company’s operation. Routing in this way has been proven to cut planning time, improve visibility of the transport plan, give planning teams added flexibility and enhance the overall efficiency of the vehicle fleet.Taking just two minutes to process the information, the Paragon software calculates a delivery schedule that takes into account order quantities, delivery addresses, vehicle capacities, promised delivery time windows, driver time constraints and driver work standards. The resulting routes are then passed to the planning team for a final check before being automatically uploaded to the Warehouse Management system to drive the picking and loading processes. The dramatic reduction in planning time has knocked a full day off delivery times.
Reduce lead times and increase cash flow
Think away from the box
New Parliamentary Manufacturing Commission
Digital printing technology is not only transforming corrugated packaging into an eye-catching shelf ready packaging solution for retailers but this flexible material is also capturing the imagination of entrepreneurs who see cardboard as a valuable resource.Corrugated plays a pivotal role in supply chain sustainability by protecting goods in transit and now its cushioning qualities are also being put to equally effective use helping to safeguard cyclists (1) from head injuries on the UK’s busy roads. The material has been engineered into a cycling safety helmet launched by a designer as a sustainable alternative to polystyrene. With a design that mimics the woodpecker, corrugated’s ‘tiny little airbags’ absorb the energy of a collision preventing the helmet from cracking. The design has been tested to European standards and when compared to standard polystyrene, the results are impressive.This new safety helmet is a striking example of the practical applications that are being developed for corrugated to create new business opportunities – such as the new polling booths (2) that were trialled in Cornwall during the 2014 European elections.Cornwall decided to follow the lead of the USA and Australia in using cardboard booths for voters because they were more affordable and reduced the costs of storage, transport, cleaning and repairs compared to wooden booths.In addition to getting the vote in Cornwall, corrugated is proving popular with children in Japan where a designer, renowned for manufacturing playthings and toys from corrugated cardboard, created an amusement park in a local shopping area, turning boxes into a car, tank, castle and a truck.Whether amusing small children or adopting the latest digital technology for packaging such as smartphone apps, QR codes and augmented reality, corrugated cardboard’s versatility is being recognised outside its more traditional markets.For instance, Google has produced a DIY virtual reality headset made entirely of cardboard (3), embedded with two lenses to give the viewer an immersive 3D experience when a smartphone is placed in front of the device.Other novel uses for corrugated include refoldable furniture that is lightweight and recyclable, and recycled corrugated boxes used to make eco-cradles for sleeping babies. It has even been used on occasion by an Italian
football club, which, due to low attendances, placed cardboard cutouts of spectators in its stadium to make the ground appear fuller. The Confederation of Paper Industries’ (CPI) director of packaging affairs, Andy Barnetson, said: “Corrugated’s tremendous versatility is being recognised in a variety of new markets. The growing influence of digital technology is contributing to the industry’s willingness to extend beyond its comfort zone.”
(1) http://www.bbc.co.uk/news/health-25681895
(2) http://www.bbc.co.uk/news/uk-politics-27489648
(3) http://www.bbc.co.uk/news/technology-28120953
The Confederation of Paper Industries (CPI) represents a multi-billion pound industry, thousands of UK jobs and the best packaging recycling record in the country. It is not only economical, but also has a superb environmental record – over 80 per cent of the material is recycled every year, which if laid flat would cover an area the size of Greater London three times over.www.paper.org.uk
From safety helmets to virtual reality glasses - innovative corrugated is the material of the future

8 www.manufacturingtoday-europe.com
The European manufacturing industry has endured a difficult period since the financial crisis
in 2008, reflecting the overall difficult position of the Eurozone economy. As we entered
Autumn 2014 there may have been signs of light emerging from some European markets,
but more recent GDP data for the eurozone bloc again provide some cause for caution.
In the second quarter of 2014 the German and Italian economies contracted and France posted no
growth. Of the four main eurozone economies, only Spain posted an expansion.
While some of the weakness can be explained away by temporary factors, business and consumer
confidence remains fragile and the full impact of EU sanctions on Russia have yet to be seen in the
data. A sharp turnaround in fortunes in not on the cards and we expect eurozone growth to come at
just 0.9 per cent this year.
Having fallen faster and further than some of its European competitors, UK manufacturing has
proved to be an exception to this weaker performance with strong growth forecast of over three per
cent this year and over two per cent in 2015. UK manufacturers have benefitted in particular from the
strong performance of the automotive and aerospace sectors where the UK has a particular strength.
This has fed down through the supply chains benefitting the sector overall. This fed through into
strong recruitment intentions with employment in UK manufacturing having risen for five consecutive
quarters, a trend not seen across the sector for more than a decade.
The EU has set a target for manufacturing to account for 20 per cent of European GDP by 2020. Mark Swift takes a look at the current state of play in the market
While some of the weakness can be explained away by temporary factors, business and consumer confidence remains fragile and the full impact of EU sanctions on Russia have yet to be seen in the data
changingReady for a
world

www.manufacturingtoday-europe.com 9
However, despite this improvement in
performance there are few signs that rebalancing
of the UK economy away from consumption and
towards trade and investment is taking place.
Despite hopes that net trade would now be
making positive contributions to UK economic
growth, official trade data have continued
to disappoint. In the three-month period to
June 2014 total goods exports fell by 0.7 per
cent (the fourth consecutive quarterly drop),
with sales to non-EU markets
showing a particularly marked
decline, coming in at their lowest
level since the third quarter of
2013. Exports to the EU were
largely supported by a pick-up
in demand from Germany but
even this modest improvement
does not mark a reversal in the
downward trend over the past
year. Given recent data showing that growth in
Germany is slipping there are fears over whether
this improvement can be sustained.
While the current prospects for UK
manufacturing remain relatively positive, clouds
are gathering again over the Eurozone. The latest
data for Germany shows that key gauges have
fallen to a 15 month low as ongoing tensions
over Ukraine weighed on the sector. France fared
no better with the economy overall showing
no growth in the second quarter of the year.
Italy, one of European manufacturing’s traditional
powerhouse has lost a quarter of its industrial
capacity since 2008.
So where does UK and the rest of European
manufacturing go from here? How does it
improve its competitiveness and implement the
structural and supply side reforms to create
sustainable growth?
There are encouraging signs that European
leaders now talk about the need for reform
and herald a new industrial strategy, which
has competitiveness at its heart. The new
Commission and Parliament must take a fresh
look at embracing and delivering a new industrial
strategy for Europe that supports all member
states and, puts the EU back on the path to
sustained growth. Manufacturers want to see
a reformed EU, one that is more dynamic and
focused on economic, as well as social, goals. They
also want to see an EU that is fit for a changing
world, doing everything possible to reduce red
tape and promoting a robust market economy,
while securing multi-billion pound trade deals in
key markets.
Beneath this there are a number of specific
area that the EU should focus on to boost the
performance of the EU economy overall and
drive a new spirit of competitiveness. Skills are a
problem for industry right across Europe. With
an ageing population the EU must work with
member states to encourage the brightest and
best of Europe’s young people to choose a career
in industry.
Innovation is also key to meeting the economic
challenges of the future. The EU has huge power
and economic resources at its disposals and
should leverage its international scale to boost
the innovation performance of member states.
Successful programmes such as Horizon 2020
should be expanded.
The EU must also change a culture that has
sought to regulate, at the expense of promoting
competitiveness. There must now be a relentless
drive to free up labour markets, as workplace
flexibility is a two way street that benefits
workers and the businesses they work for and
have a stake in. Reducing this flexibility can harm
businesses and their employees.
Looking forward the EU has set a target for
manufacturing to account for 20 per cent of
European GDP by 2020, up from the current
level of just over 15 per cent. This is a tall ask
given the starting base is a depressed economic
bloc surrounded by considerable global
uncertainty. But, whilst the EU and member states
can do nothing about the wider outlook, they can
look to institute reforms that will free up labour
markets, drive innovation and put competitiveness
at the heart of their agenda. By doing this they
will give European manufacturing every chance of
coming close to, if not hitting the 2020 target.v
Mark Swift is head of communications at EEF, the manufacturers’ organisation. EEF is the representative voice of manufacturing in the UK together with UK Steel. EEF has a growing membership of over 6000 companies of all sizes, employing some 900,000 people from every sector of engineering, manufacturing, engineering construction and technology-based industries. For further information visit: www.eef.org.uk.
Report
Mark Swift
There must now be a relentless drive to free up labour markets, as workplace flexibility is a two way street that benefits workers and the businesses they work for and have a stake in

10 www.manufacturingtoday-europe.com
The fragility of the UK’s ageing power
generation network is widely
recognised. However the loss of
Didcot power station to fire in 2014
coming hard on the heels of decommissioning
several nuclear power stations and the lack, as yet,
of sufficient, cost effective and reliable renewables
alternative is pushing the country to the brink. Yet
despite the very real risk of power outages, a huge
proportion of the critical UK infrastructure is still
100 per cent reliant on the mains supply – leaving
businesses and consumers extremely vulnerable
should major outages occur.
From traffic lights to railway crossings and
utilities providers, the fact is that in today’s
joined up and internet enabled society, every
aspect of the infrastructure is reliant upon clean,
reliable power supply. And for those tasked with
delivering these services, contingency planning is
not just about safeguarding the infrastructure; it is
increasingly about safeguarding revenue. In today’s
target driven and highly regulated society, any
significant failure in rail or road networks, water or
power utilities will result in fines, negative publicity
and a drop in shareholder value.
The lights may not go out – yet. But can any
business afford to take the risk?
Lights outWhen the UK government takes out what is
effectively a £1 billion insurance policy against
the lights going out, it is clearly time for the rest
of the country to take note. With Britain facing a
severe power generation crunch for the next two
winters and Ofgem warning that the margin - the
spare capacity above peak demand - could fall to
as low as two per cent next winter, contingency
plans are becoming important.
In addition to the recent controversial
announcement regarding the proposed payment
of £990m in subsidies to power plants to
guarantee demand can be met from 2018, the
government has also invested heavily in the
Critical National Infrastructure (CNI) and the
Securities and Emergencies Measures Directive
(SEMD), designed to protect critical sites against
terrorist attack.
So not only does the UK have to contend with
outWhen the lights go
As Andy Parfitt insists, failing to safeguard that power supply could compromise both revenue and public safety
a power generation network still in transition,
a loss of power may not just come from grid
overload: there is a significant risk of terrorist
activity compromising the power network. And
that means there is a pressing need to safeguard
not only the most obvious aspects of the nation’s
infrastructure – the banks, the petrochemical
plants, the power stations, and the government
– but to also ensure that the air, road and rail
networks are able to manage in the event of
power outage; that water supplies are not affected
and that emergency services can still communicate
effectively.
Fragile societyThe importance of such contingency planning is
demonstrated on a nearly daily basis. When less
than an hour’s downtime of the air traffic control
system over London resulted in two days of chaos;
or when a road closure can cause gridlock in the
surrounding area for hours, the fragility of the UK
infrastructure becomes very clear. How will the
emergency services respond to problems caused
by a power outage when the roads are gridlocked

www.manufacturingtoday-europe.com 11
because the traffic lights are not working? When
innovative technology enables controllers to turn
all the lights green on a key route to support
rapid emergency response – failing to protect the
traffic lights against mains failure would appear
somewhat short-sighted.
Furthermore this is not just about protecting
against a full power outage – in reality just a small
percentage of power problems are associated
with complete failure. It is far more likely that
individual components will be damaged as a
result of a power spike, surge or dip. Protecting
against these problems is also critical to keep the
infrastructure working effectively and to minimise
the additional costs associated with costly repair.
Of course, these are not standard
environments. In addition to being typically
unmanned, from traffic lights to water treatment
plants, these are harsh environments subject to
extremes of temperature, vibration, water ingress,
dust and dirt. They are certainly not suitable for
the standard Uninterruptible Power Supplies
(UPS) that are deployed in clean, temperature
controlled offices and data centres to provide
clean, reliable power supplies. Put these UPS into
the power plant and the life span will shrink from
ten years plus to perhaps just months as a result
of dust or shorting out due to water ingress. Place
them in any environment subject to significant
vibrations and failure will be rapid; while exposure
to cold – or hot – temperature extremes will
result in battery life plummeting.
Fit for purposeThese are critical locations that require
protecting; but they are also often unmanned
and organisations need equipment that is reliable
and offers long-term protection. While some
manufacturers insist data centre and office UPS
need to be regularly tested (including monthly
discharge tests) this is simply not a practical
option for an out of the way, unmanned location.
Demanding monthly maintenance activity creates
an unjustifiable whole life cost in these harsh
environments - the key here is to put in place a
device that is ultra reliable and can both guarantee
a long life and requires minimal on-going
maintenance.
The solution is to provide a rugged
protected UPS that is designed specifically to
work reliably and for a long life within a harsh
environment - one that has been engineered,
modified, ruggedised and tailored to fit within
specific site & application space constraints:
a ‘Protected UPS’. The UPS needs to be the
correct Form-Fit-Function! With the right UPS
in place, organisations can be assured that these
critical aspects of the national infrastructure will
keep running irrespective of power outages
or glitches. Quite simply, put a UPS on a key
traffic light intersection and the traffic continues
flowing, the emergency services can respond as
required; provide a UPS to support a hospital’s
internal phone system and staff can continue to
communicate irrespective of power problems.
Of course, when it comes to national
contingency there is also a financial consideration.
Power stations and water companies, rail
providers and emergency services are all subject
to strict targets – failure to meet these targets
will result in fines, damage to brand image, and an
impact on shareholder value.
Whether the UK hits its full capacity and
the lights go out, or a substation trips for a
few seconds resulting in a surge that damages
equipment, the nation’s reliance on power
Andy Parfitt is sales director at Harland Simon UPS, a specialist independent supplier of Uninterruptible Power Supplies (UPS) from commercial off the shelf products, right through to complex customisation reflecting a customer’s specific requirements.
www.harlandsimonups.com
Power supply
Andy Parfitt
cannot be underestimated. Safeguarding critical
infrastructure is as much about protecting the
smooth operation of the nation as it is about
safeguarding the smooth flow of revenue – and
power contingency is now a fundamental aspect
of business planning.

12 www.manufacturingtoday-europe.com
The British automotive industry has a
long heritage of excellence. Some of
the world’s greatest vehicles have been,
and are being made in Britain. The
future is looking very positive and the industry is a
great success story for the UK economy.
To capitalise on this success vehicle
manufacturers in the UK aim to make more
vehicles more efficiently. They do this by strongly
linking manufacturing to product definition and
by innovating systems engineering to achieve
greater integration of mechanical, software and
electronics functions. This two-pronged strategy
leads to greater production control and increased
manufacturing flexibility. That in turn helps achieve
mass customisation of more appealing vehicles
with advanced characteristics and therefore a
better balance between supply and demand.
All systems goThe automotive industry has always aimed to
be at the forefront of technology and this has
led to many different systems being deployed
over a number of years. Many of these legacy
systems are still in use. The problems that arise
from this history are due to non-integrated of
non-compatible software applications. The result
is that silos of information have built up in many
discreet and disconnected locations. The outcome
of this has been a lack of interdepartmental data
communication that has negatively impacted both
productivity and the ability to collaborate by
sharing information.
To overcome this operational malaise many UK
vehicle OEMs, and their supply chains, deploy the
Dassault Systèmes 3DEXPERIENCE Platform’s
suite of integrated applications to develop, unify
and achieve collaboration around their 3D and
other digital assets. Individual components to
whole vehicles are simulated along with complex
interrelated systems comprising mechanicals,
excellenceBuilding on a heritage of
Stephen Chadwick looks at the British automotive sector’s integration and collaborative innovation initiatives
electronics and software. Applications that cover
the entire product lifecycle by simulating all of its
phases from ideation through design, development
manufacture, usage, maintenance and recycling are
deployed.
Dassault Systèmes partners with British vehicle
brands and supply chains including Bentley
Motors, Jaguar Land Rover and Mclaren as well
as most F1 teams. The 3DEXPERIENCE Platform
facilitates collaboration of teams, speeds time to
market by up to 50 per cent, provides the ability
to better understand and respond to customer

www.manufacturingtoday-europe.com 13
demand, streamlines complex supply chains and
supports decision making while reducing risk.
Thinking inside the boxApplications of The 3DEXPERIENCE platform
reach beyond production of vehicles and into
the consumers’ realm. Car showrooms in cities
where space is precious use the 3DEXPERIENCE
Platform to generate ultra realistic immersive 3D
imagery so visitors can experience every possible
range combination - virtually. Surface textures are
rendered so realistically that it is impossible to tell
real from virtual. Consumer choices can be saved
to generate instructions to produce a vehicle that
exactly matches their selection. It is even possible
to share the vehicle specification via social media
to show friends and family what is being selected
allowing them to join in the process.
The road aheadSupply chain integration is a key to progressing
the collaborative innovation that will help the
British motor industry achieve its potential. Making
3DEXPERIENCE Platform applications available
on the Cloud provides smaller suppliers access
to the same industrial experiences as their OEM
partners. This enables the real-time collaboration
that results in innovation as more, formerly
isolated, groups work together as teams. Accessing
cloud-based applications this way also reduces
costs at tier one and two suppliers as they
have instant access to resources for improved
productivity without any need for configuration or
upgrade procedures.
Lower composites cost and the extended use
of lighter weight metals that can help reduce
emissions provide more design options for
manufacturers. Their growing use is considerably
aided by 3DEXPERIENCE digital simulation
applications. These support 3D modelling and
subsequent production of composite and
aluminium structures in the surety that their
engineering and performance are fully understood
and optimised before they are physically made.
Dassault Systèmes applications have enabled
several UK prestige and high performance vehicle
OEM’s to reduce the weight of their vehicles
while improving strength, rigidity and consumer
appeal.
There has been a strong uptake of 3D printing
in the automotive sector. Key to the use of this
rapidly developing technology is the availability of
3D digital assets across an extended enterprise.
With an integrated application platform, access to,
and utilisation of, 3D digital models is expanding
into non-engineering departments to produce
the business benefits associated with this exciting
new way of making things. Styling and marketing
departments have been some of the first non-
engineers to adopt 3D printing. Now there are
Automotive supply chains
Dassault Systèmes, the 3DEXPERIENCE Company, provides business and people with virtual universes to imagine sustainable innovations. Its world-leading solutions transform the way products are designed, produced, and supported. Dassault Systèmes’ collaborative solutions foster social innovation, expanding possibilities for the virtual world to improve the real world. The group brings value to over 190,000 customers of all sizes, in all industries, in more than 140 countries.
www.3ds.com/industries/transportation-mobility/
Dassault Systèmes
Driving change at Jaguar Land RoverAn example of this type of integrated system can be seen at Jaguar Land Rover (JLR). Paul Davies,
JLR’s director of product development operations, leads the teams that define JLR’s vehicle
development processes, tooling technology, and project and product lifecycle management (PLM)
technologies for more than 8000 JLR people worldwide. Davies recently said: “The challenge
of expanding JLR’s vehicle portfolio into segment-defining products requires strong technical
foundations. Our IT history generated more than 600 islands and silos of JLR legacy data. The
majority is not inter-compatible. To flourish in business, all our data must be interoperably integrated
and intuitively available to every JLR stakeholder.”
To enhance innovation and reduce development time, JLR partnered with Dassault Systèmes to
deploy the 3DEXPERIENCE Platform in a project called iPLM.
Davies said: “Many business users, and even suppliers of PLM strategies, fail to understand its end-
to-end power. They see PLM as a data management system rather than a business transformation
(BT) tool, as IT rather than BT.”
At JLR, 3DEXPERIENCE Platform applications cover the entire vehicle definition and features
across 14 domains. These comprise bills of material, parts and assembly, requirements and
verification, plus in-vehicle embedded software, which currently accounts for 60 per cent of new
car development. Electrical design, styling, and computer-aided engineering, including multi-physics
and Finite Element Analysis (FEA), are also included.
“Dassault Systèmes applications enfranchise data users and managers with 3D visualisations of
all product data and manufacturing operations,” said Davies. “Assembly and disassembly routines
with legislative, parts and vehicle governance data are readily available in manageable formats.
The immediate benefit of creating, seeing, experiencing and sharing data in this environment is
translating into time savings of up to 40 per cent.”
Introducing a single unified platform that is used by all stakeholders allows innovation to flourish
because specialists’ work can be shared and used by all. Closely linking suppliers into this network
allows internal collaboration to be extended to globally located supply chain partners.
http://www.3ds.com/industries/transportation-mobility/
Case Study - integration in action
moves to equip the aftermarket sector with
the means of creating certain parts with 3D
printers.
Dassault Systèmes 3DEXPERIENCE Platform
is helping the British automotive sector to
integrate its processes using a platform that
all stakeholders access. This means that each
vehicle component can be simulated in context
both within its production environment and on
the vehicle itself. This allows stakeholders access
to the information they need whether they are
designing, engineering, making, repairing, owing,
buying. or just aspiring to one of the new breed
of great British vehicles.
14 www.manufacturingtoday-europe.com
Large manufacturers from across the world have admitted they are awarding contracts to
suppliers without having, or checking, critical information about how they do business.
New research shows that a third (36 per cent) of manufacturers around the world are not
gathering anti-bribery and corruption policies from their suppliers. Further, almost one in five
(17 per cent) do not have health and safety policies for their main suppliers and almost one in five
(17 per cent) were not collecting financial documents from main contractors.
Even when manufacturers did obtain business critical information from suppliers, they failed to check
its accuracy via basic desktop research – such as telephone calls or internet research, on the information
provided by their suppliers.
Basic checks:The research found:
l 29 per cent of manufacturer globally did not conduct basic checks on suppliers’ financial records;l 41 per cent of manufacturer globally did not conduct basic checks on suppliers’ health and safety
policies;l 58 per cent of manufacturer globally did not conduct basic checks on suppliers’ anti-bribery and
corruption policies
scrutinyUnderAccording to recent research global manufacturers are ‘turning a blind eye’ to supply chain risks
Globally the manufacturing sector fared worst out of four sectors polled - with oil and gas/mining,
construction and engineering, and power and utilities all performing at least five per cent better in
this area.
And across the board, UK firms fared below the global average for the manufacturing sector in seven
out of nine areas studied – only faring better in collecting policies for anti-bribery and corruption and
then auditing the details.
The market research was commissioned by Achilles – a global supplier information management
company – and conducted by independent research company IFF. Supply chain professionals from 300
companies were interviewed, including 115 from manufacturing firms in the UK, Brazil, USA and Canada,
the Nordics and Spain.
Comprehensive audits on siteThe research also found a high number of manufacturers also did not visit their suppliers’ sites to check
contractors were actually operating in the way they claimed in policies. In total: l 51 per cent did not conduct on-site audits on financial records;l 35 per cent did not conduct on-site audits on health and safety policies; andl 61 per cent did not conduct on-site audits on anti-bribery and corruption policies.
Tom Grand, Achilles regional director in the UK and Ireland, said: “We were surprised to see that across
the globe, manufacturers appear to be turning a blind eye to potential risks associated with their suppliers.
Around one third of manufacturers do not have policies for their suppliers in business critical areas before
awarding a contract.
“It is not an optional extra for manufacturing businesses to operate safely, tackle bribery and corruption
and address financial risks; typically, these are legal requirements. Having policies for suppliers is really a
fundamental step in terms of managing risk and raising standards throughout the supply chain.
“Large businesses are responsible for carrying out proper due diligence on their suppliers to protect
people working on sites, their own reputation and also the investments of shareholders - who trust them
to manage risks.
“We estimate businesses are spending $60 billion on the global management of supplier information -
yet this survey shows it isn’t working; there are still real gaps in knowledge. It is essential manufacturers put
systems in place to gather, manage and update supplier information.
“Businesses often rely on the same suppliers. Managing their data is up to ten times more efficient
when whole industries work together to agree common standards of suppliers, and then share non-
commercial supplier information via an online portal.”
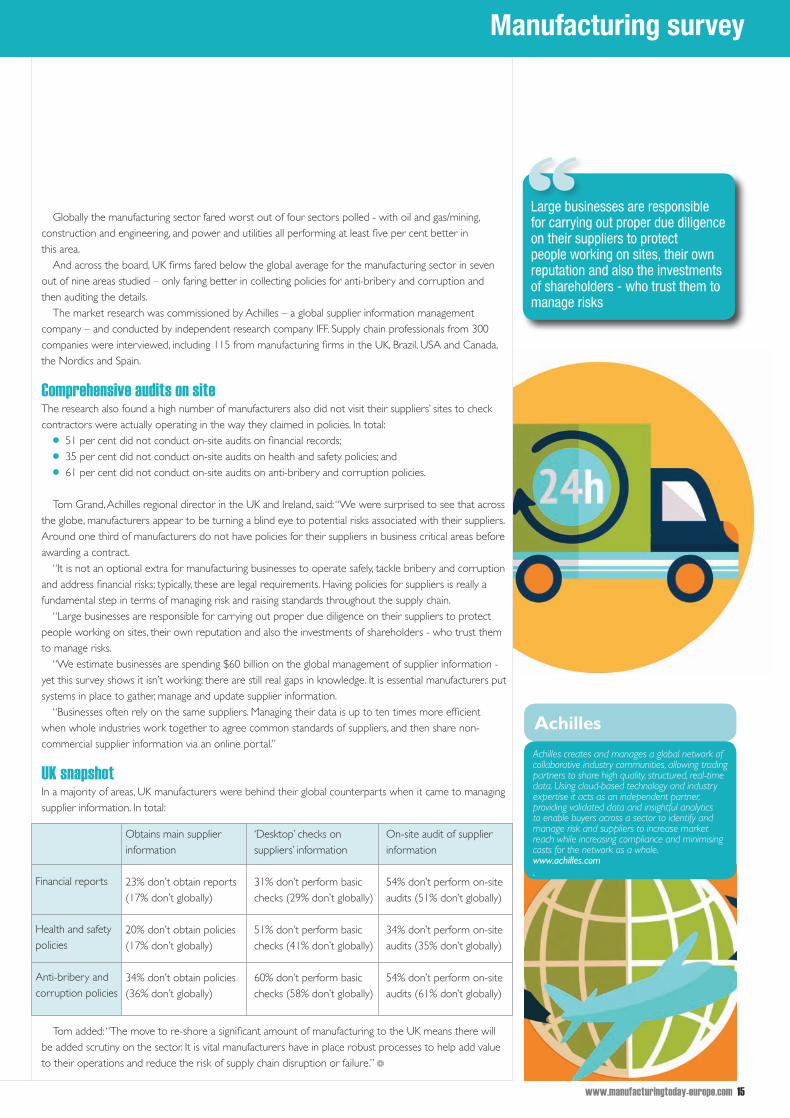
UK snapshotIn a majority of areas, UK manufacturers were behind their global counterparts when it came to managing
supplier information. In total:
Tom added: “The move to re-shore a significant amount of manufacturing to the UK means there will
be added scrutiny on the sector. It is vital manufacturers have in place robust processes to help add value
to their operations and reduce the risk of supply chain disruption or failure.”
www.manufacturingtoday-europe.com 15
Achilles creates and manages a global network of collaborative industry communities, allowing trading partners to share high quality, structured, real-time data. Using cloud-based technology and industry expertise it acts as an independent partner, providing validated data and insightful analytics to enable buyers across a sector to identify and manage risk and suppliers to increase market reach while increasing compliance and minimising costs for the network as a whole.www.achilles.com.
Manufacturing survey
Achilles
Large businesses are responsible for carrying out proper due diligence on their suppliers to protect people working on sites, their own reputation and also the investments of shareholders - who trust them to manage risks
Financial reports
Health and safety
policies
Anti-bribery and
corruption policies
Obtains main supplier
information
23% don’t obtain reports
(17% don’t globally)
20% don’t obtain policies
(17% don’t globally)
34% don’t obtain policies
(36% don’t globally)
‘Desktop’ checks on
suppliers’ information
31% don’t perform basic
checks (29% don’t globally)
51% don’t perform basic
checks (41% don’t globally)
60% don’t perform basic
checks (58% don’t globally)
On-site audit of supplier
information
54% don’t perform on-site
audits (51% don’t globally)
34% don’t perform on-site
audits (35% don’t globally)
54% don’t perform on-site
audits (61% don’t globally)

16 www.manufacturingtoday-europe.com
A quick history quiz. How many
industrial revolutions have there
been? Most of us will recall school
lessons imparting details of the
shift from farming to industrial
production. However, since then there has been
a second industrial revolution, which introduced
mass production with the help of electric power,
followed by the IT revolution that saw the advent
of electronics and technology to further automate
production. And we now face the dawn of a
possible fourth industrial revolution as digitisation
takes hold.
What makes digitisation so special? It opens
up new ways to respond efficiently to customer
needs with methods that can fix problems
(almost) automatically. How is this done? By
converging a specific set of new technologies
and strategies, grounded in a customer-centric
approach.
Firstly the development of the Internet of
Things and cyber-physical systems such as sensors
and wearable technology has enabled machines,
computers and even data itself to have an
active role in the manufacturing and production
processes. Secondly the development of Big Data
and powerful analytics means that these systems
can process huge data sets and that information
can be quickly translated to intelligent courses of
action. Lastly the communications infrastructure
on which these ‘conversations’ rely has become so
secure that it can be trusted with business critical
aspects such as production. In typical fashion, this
amalgamation of technology and business strategy
has been given a shiny new name: Industry 4.0.
The name is already going global. In Germany,
Industry 4.0 includes an initiative that promotes
the computerisation of traditional industries such
as manufacturing. In the United States, the Smart
Manufacturing Leadership Coalition (SMLC)
is a non-profit organisation of manufacturing
practitioners, suppliers, and technology companies;
manufacturing consortia; universities; government
agencies and laboratories with a similar objective.
Not just another labelFrom a business perspective, it is critical to
understand that this is not a new technology
changeTrue
Paul Carreiro explains why Industry 4.0 is not just another revolution
or even a new business discipline in itself. It is
more an approach to enable results that were
impossible a decade ago. Companies do not ask
specifically for ‘Industry 4.0 solutions’ - and the
technology industry should not want to create
such a label. Rather there needs to be an Industry
4.0 approach to solving customer demands as the
new technology enables.
For example, let us suppose the ‘brief ’ is to
increase the speed of business processes and to
run semi-autonomous processes that can produce
more efficiently. Or to deliver customised or
specialist products in small quantities, without
risking lost productivity and higher production
costs.
For either set of demands, it is easy enough to
identify elements such as communication between
machines, the analysis of large volumes of data in
order to optimise the processes and the need for
secure links between design and production. What
is needed however is a holistic strategy to pull all
this together, with modern software applications
able to span these connections and deliver the
data needed for analysis.

www.manufacturingtoday-europe.com 17
There are two notable pressures on the
development of this software. Firstly, speed: the
timeframes for innovation are getting shorter.
Consequently this software must be developed
and evolved faster than ever. Secondly, complexity:
due to the increased automation and networking,
every process has far more ‘moving parts‘. As a
result the software must be flexible.
Not just another technologyFrom a business perspective there is also the need
to recruit, retain and develop a specific set of
collaborative problem-solving skills. If Industry 4.0
is grounded in identifying customer requirements
and the issues they face, it becomes an inherently
collaborative process to solve those challenges.
Sadly many of those skills are still very difficult to
find.
Broadly speaking there are three categories of
these challenges: market, business and technology.
Market challenges could include the entry of a
new competitor or a new geography opening up.
Business challenges are typically more ‘internal’ - a
change to the business model, or threats and
opportunities presented by partners and suppliers.
Challenges presented by technology itself are
simply a consideration of the benefits that can
arise from better management of the digital
components of existing systems.
That management is dependent upon the
solid, flexible integration of systems. A standards-
based framework that provides the technological
foundation to build business processes and
workflows throughout and beyond the Smart
Factory is critical. Likewise, the interface between
people and technology has to be quick, intuitive
and reliable.
In addition, change management will be a vital
part of Industry 4.0 success. As employees’ areas
of responsibility change from the management of
standard tasks to tracking automated processes
and detecting errors and fixing them, the ability
of staff will be to solve complex problems will
demand substantial re-training.
These are challenging goals. Thankfully Industry
4.0 is less of a fourth revolution and more of an
evolution in many small steps that will truly change
how manufacturing and industry does business.
Paul Carreiro is executive vice-president and managing director, EMEA at Infor. Infor is fundamentally changing the way information is published and consumed in the enterprise, helping 73,000 customers in more than 200 countries and territories improve operations, drive growth, and quickly adapt to changes in business demands. Infor offers deep industry-specific applications and suites, engineered for speed, and with an innovative user experience design that is simple, transparent, and elegant.www.infor.com
Industry 4.0
Paul Carreiro
Challenges presented by technology itself are simply a consideration of the benefits that can arise from better management of the digital components of existing systems

18 www.manufacturingtoday-europe.com
The driver shortage is critical, it’s not
getting any better, and it is not so
difficult to see why. It’s not about the
money. Good rates are being offered
across the industry, but I believe the problem
is more closely related to the way drivers are
regarded and treated. Do we, collectively, as
consumers and as commercial organisations
dependent on an efficiently run logistics sector,
fully appreciate the increasing pressures,
demands and constraints placed upon drivers in
their everyday work?
Businesses are under constant pressure to
cut costs and at the same time speed up the
flow of goods in their supply chains. Retailers
are becoming more dependent on internet
sales, omni-channel solutions and ever-faster
delivery, with later and later cut-offs and
constricting delivery windows. And this
places a heavy burden on drivers to perform
under increasingly difficult circumstances.
According to the Interactive Media in Retail
Group (IMRG) 205 million home deliveries
were forecast for November and December
2014, up from 177 million last year. If this trend
is to continue, where are the drivers going to
come from? The Road Haulage Association
estimates the sector needs 60,000 drivers and
will be 257,000 short by 2022.
What’s more, 40 per cent of HGV drivers
are over 50 and only one per cent is under 25.
The recent introduction of CPC regulations
has pushed many older drivers into early
retirement. Clearly, something needs to be
done.
If we are to appeal to a younger generation
of drivers, we need to look closely at the
pressures we place on these key people who
hold our supply chains together. Of course, we
should expect that standards of competence
futureDriving theIs it really so hard to see why drivers are difficult to find asks Mike Farrall
and safety are maintained and sustained,
however, there are many areas where some
empathy, better planning and a little flexibility
could make drivers’ jobs less frustrating and
more appealing to the young.
There may be little we can do in the
short-term about the stress caused by road
congestion, but more could be done about the
time drivers spend waiting due to inefficiencies
in the loading and unloading process. Long
periods of delay are both frustrating for the
driver and have knock-on impacts to schedules,
all of which make for longer shifts and result in
less time with the family. As for most people,
a job’s impact on family life is a very significant
factor when considering a career.
Better planning and control of processes
in the warehouse would help cut these
delays and reduce order inaccuracies, both
points that often have negative consequences

www.manufacturingtoday-europe.com 19
for both driver and customer.
Furthermore, we should ask ourselves: When
vehicles are being unloaded, should drivers be
left standing in the rain as they so often are? Or
for those offered shelter, could more inviting
waiting rooms be provided? After all, drivers are
expected to work long days – a few creature
comforts would help.
But, perhaps, beyond anything else, we all
need to treat our drivers with a higher level
of respect – and that’s across all sectors of
commerce and industry. These are people doing
their daily work to the best of their ability and
we should respect them for it. If we could just
stop and appreciate what they do to keep
our supply chains moving, and demonstrate
that appreciation, rather than just expecting
more from them, then surely we would send a
message to the young that being a driver is a
worthwhile and rewarding career.
Mike Farrall is chairman of Farrall’s Transport. Established in Cheshire in 1956, Farrall’s Transport is a family owned logistics business offering over 160,000 sq ft of food grade warehousing space across sites in Chester and Deeside and full and part-load multi-drop deliveries across mainland UK through its fleet of 40 tractor units and 60 trailers. The company is a founding member and shareholder of Palletforce, an active member of the Transport Association, the Road Haulage Association and the UK Warehousing Association, and is accredited to ISO 9001:2000. www.farralls.co.uk
Mike Farrall
Fleet

www.siemens.com/buildingtechnologies-oem
Economical operation and environmental protection are important criteria with plant for large building complexes and in industrial process heat generation. With large bur-ner and boiler capacities, efficiency becomes a major cost factor. Also, high emission levels can cause problems to plant operators.
Siemens electronic air-fuel ratio control can bring into play a number of benefits: Simpler burner design and greater precision ensure higher efficiency levels while re-ducing emissions. So, all in all, it‘s a more economical and more environment-friendly solution.
LMV – Innovative electronic air-fuel ratio controlControl Products & Systems OEM

www.manufacturingtoday-europe.com 21
The history of the plastic plain
bearing goes back a long way,
spurred on by the discovery of the
lower friction properties of nylon
in around 1860. But in the last few decades,
the composition of plastic materials has been
refined considerably; in the last 30 years igus has
developed 35 different tribologically-optimised
materials, which offer a lower coefficient of friction
than conventional metals or composite materials
– from the economical iglidur G all-rounder to
the FDA-conforming iglidur A180 material. In
addition to being lubricant free, plastic bearings
are maintenance-free, impervious to dirt, water,
chemicals, heat and shock loads; and because they
have essentially the same dimensional structure
as conventional bearings they are relatively
straightforward replacements.
The base of each polymer bearing is, depending
on specific requirements, a carefully selected
and blended thermoplastic matrix material. To
increase the compressive strength of the bearing,
reinforcing fibres are embedded within the
material during the moulding process, as well as
solid lubricants that optimise resistance to wear
and reduction of friction. The solid lubricants are
very important for the dry-running performance
of bearings between the running surface, usually
a shaft and the bearing, where they sufficiently
lubricate the immediate area.
The great advantage of this type of
homogeneous construction is its lack of layers;
during the transition to the next layer, there is a
distinct change in material properties which can
cause wear with traditional composite bearings,
this usually means the end of the bearing, since the
huge increase in rates of friction and wear lead
to catastrophic failure. With an injection-moulded
iglidur plain bearing however, this does not occur,
and the friction and wear rates are constant over
the entire wall thickness and therefore life of the
bearing.
Replacing metal bushingsigus self-lubricating and maintenance-free plastic
plain bearings are today replacing millions of
metal bushings that require oiling or greasing.
They increase the safety of the machinery, reduce
costs and protect the environment; and because
igus rigorously tests it plastics continuously – over
8000 tests per year for durability, friction and wear
– their lifespan can be reliably predicted.
At www.igus.co.uk/iglidurproducts, the
‘Product Finder’ tool helps engineers find the
upBearing
most appropriate iglidur polymer material that
matches specific requirements (highest service
life in dry run operation, dirt-resistant, vibration-
dampening, resistance to chemicals, good for edge
pressure, etc) and state the allowed static surface
pressure, as well as upper and lower temperature
information.
Every year igus develop many new and
innovative plastic-bearing materials; this
interdisciplinary research involves mechanical
engineers, materials scientists, physicists and
chemists working closely together to meet
industry demands. By investing in plastic
bearings, engineers can reduce production and
maintenance costs whilst their equipment and
machinery operate with total reliability in a more
environmentally friendly way. v
Plastic bearings
Rob Dumayne is a director at igus, the largest producer of injection moulded polymer bearings and reinforced plastic cable carriers in the world. Product lines include industry-leading e-chain cable carriers, chainflex continuous-flex cables, iglidur plastic plain bearings, igubal spherical bearings, drylin linear bearings and guide systems. For further information visit: www.igus.co.uk.
Rob Dumayne
Rob Dumayne reviews the latest developments in plastic bearings, and how industrial manufacturers can use them to produce cost savings while increasing their environmental credentials
22 www.manufacturingtoday-europe.com
Anyone who has spent any amount
of time in a customer supplier
relationship has encountered it – late
payment of bills. We’ve all heard the
phrase ‘the cheques in the post – haven’t you
received it yet?’ Another favourite trick is to
query the most trivial of details and to use it
as an excuse not to pay what is often a very
substantial invoice. Let’s be clear from the
outset - late payment of bills is not a clever
strategic initiative to improve cash flow, it’s a
crude, un-ethical breach of contract. It can have
devastating effects upon totally innocent parties
and reverberate all the way down the supply
chain. It doesn’t matter how those that do it
want to ‘dress it up’ – it’s just plain wrong.
Late payment is not a new issue but the
problem has worsened since the financial
crisis of 2009 and particularly affects small and
medium sized firms. Between 2008 and 2012,
the overall level of late payments due to these
businesses almost doubled from £18.6 billion to
£35.3 billion. As of February 2013, the overall
level of late payment owed to small and medium
sized businesses stood at £30.1 billion – an
improvement on 2012, but well above pre-2008
levels. The average amount owed to a small
business stood at £31,000 and 85 per cent said
they had received a late payment.
It doesn’t require a PhD in Economics to
appreciate the negative effect that this kind
of culture has on UK GDP and in particular,
those companies that tend to be SME’s in the
‘middle’ of the supply chain – exactly where
most BFPA members operate. That is why
paymentCrackdown on late
Chris Buxton reports on current steps being taken by UK Government to address the cultural malaise of late payment and the role being played by the Association
the BFPA, along with sister associations in the
Engineering & Machinery Alliance (EAMA), have
been working with other stakeholders such as
the British Bankers Association and Government
departments to try and address the problem.
2014 saw us engage in government consultations
on the subject, the associated research from
which showed that:
· Small businesses on average spend 130
hours each year chasing late payments, which
equates to just over three weeks of work, at an
average cost of £1500 per business.
· 34 per cent of companies report that
they have sought external finance to cover
gaps in cash flow caused by late payment. The
Federation of Small Businesses states that this
has led to £180 million in debt interest charges
– money that could otherwise be used for
investment and growth.
· In 2011 124,100 businesses were almost
put out of business due to their customers
paying late. In 2008, 4000 UK businesses became
As we go into 2015 the Government is introducing measures to encourage prompt payment by obliging bigger companies to publicly report their payment performance
www.manufacturingtoday-europe.com 23
insolvent as a direct consequence of late
payment.
· Good cash-flow is vital in enabling
businesses to continue to raise finance and
invest when required and late payment has a
major negative impact on businesses ability to
access finance. According to Professor Russel
Griggs, the independent external review of the
major banks’ Appeals Process, in 2012/2013 48
per cent of declined finance applications over
£25,000 were rejected on ‘affordability’ grounds
– the ability of an SME to service the debt from
its existing cash-flow.
As we go into 2015 the Government is
introducing measures to encourage prompt
payment by obliging bigger companies to
publicly report their payment performance.
These measures formed an important part of
the Small Business Enterprise and Employment
Bill and government has said that it will consult
with industry on the best way to address it.
BFPA is at the heart of those consultations
and is encouraging a ‘name and shame’ policy.
Conversations with members reveal a great deal
of support for what we are doing.
The details of exactly how these measures
will be implemented is still under discussion and
great care is being taken not to undo all the
good work that has been done to reduce the
regulatory and administrative burden on UK
companies at all levels – but the current culture
has to change. The current view is that if the
large tier one companies can be encouraged to
improve their performance through a mixture
of ‘carrot and stick’ regulation, the improvement
will ‘ripple-down’ the supply chain and improve
performance at all levels.
As Vince Cable, Secretary of State for
Business Innovation & Skills stated: ‘Some of the
options [being] explored are quite radical, and I
make no apology for that – the importance of
the issue demands it!’
Late payers beware – your days are
numbered.
Chris Buxton is CEO of the British Fluid Power Association - BFPA (incorporating the British Fluid Power Distributors Association – BFPDA). The BFPA represents hydraulic and pneumatic businesses commercially and technically throughout the UK. With some 240 distributors and manufacturers in membership the BFPA is a truly full-service trade association. www.bfpa.co.uk
Late payment
Chris Buxton

24 www.manufacturingtoday-europe.com
The Internet of Things (IoT) has
evolved significantly in the past few
years and has gained huge attention
across a range of industries, not
least in manufacturing. To this point, much of the
focus has been on IoT technologies that define
data transmission as well as those emerging
technology areas such as analytics. In reality,
few IoT implementations have put adequate
focus on defining a detailed sensor strategy that
concentrates on the collection of data. The value
derived from the entire IoT value chain can only
be as good as the first stage – data acquisition.
Therefore, it is imperative that manufacturers,
as well as other industries looking to adopt IoT
technology, create a smart sensor strategy at the
acquisition stage to ensure the insights collected
are of a high value.
Why bother with a sensor strategy?Typically, during an IoT implementation, sensor
deployment is outsourced to a third party vendor
who often implements the sensors. There are
chances of deployment without having a well-
defined and detailed strategy in place. This could
lead to two outcomes. Firstly, the quality of data
could be low when examined in the context
of the wider IoT and business strategy; or, the
parameters against which the sensors collect data
could be too detailed, thereby costing the business
a lot of capital and putting unnecessary pressure
on the other aspects of the IoT implementation.
To avoid this, manufacturers need to build a smart
sensor strategy based on four key aspects:
1. Define the parameters to be measuredThe surge of recent technological innovation
in the area of sensing has created a situation
where a huge number of parameters can now be
measured precisely and accurately. The availability
of high quality technologies tempts implementers
to measure data which is not crucial or, at times,
even redundant. Therefore it is important to
look at all of the possible parameters that can be
measured and determine which can actually add
value to the business
futureSensing the
Amarnath Shete gives his advice for defining a smart sensor strategy
2. Identify optimal data quality standardsSensor data quality has a significant downstream
impact and any problems encountered at the
start will ultimately impact on the final insight
drawn from the IoT value chain. While good
quality sensor data is important, a standard that
is beyond what is required will add extra costs
that are not required. There is a fine balance that
has to be maintained between quality and cost to
determine the optimal data quality standards for
the purpose of the IoT solution. There are now
sensor technologies available that can measure at
exceptionally high levels of precision but these do
come at a higher price premium.
3. Calculating frequency of data managementSome sensors could be used to measure defined
parameters continuously, whilst others could be
set to measure at set intervals. Again a balance
needs to be drawn between whether or not
continuous data measurement is required and the
amount of data that can be handled by the system
at any given time. Continuous measurement
generates millions of bytes of data per second,

www.manufacturingtoday-europe.com 25
an amount that could overwhelm a system if
it is not designed to handle that kind of data
measurement. This volume of data is not justifiable
if the parameters typically remain stable over a
long period of time, and can result in poor use
of data storage at a cost to the business. Hence
it is important that data is measured at the right
frequency.
4. Volume of sensors to be deployedAccording to conventional deployments,
companies tend to optimise the number of
sensors. However, this practice cannot fit all
scenarios. In some instances where sensors
are remotely located, sensor redundancy
must be taken into account. This involves the
implementation of ‘reserve’ sensors that can be
switched on should primary sensors fail. This can
help to minimise the costs of replacement as in
person visits may be difficult and/or costly when
sensors are deployed in remote areas. Of course,
in the manufacturing industry this is less likely to
occur than say in specific scenarios in energy and
utilities sector.
By taking into account these four steps when
determining a strategy to implement data
acquisition sensors, manufacturers can ensure that
the data they are feeding to the rest of the
loT value chain is of optimal quality and of the
best value. Given the scale of a typical IoT
implementation the impact of a smart sensor
strategy is very high. A fine balance of cost and
effectiveness has to be maintained, with sensor
strategies meticulously defined for the best results.
Amarnath Shete is consulting manager, Internet-of-Things Advisory Practice at Wipro Limited, a leading information technology, consulting and business process services company that delivers solutions to enable its clients do business better. Wipro delivers winning business outcomes through its deep industry experience and a 360 degree view of ‘Business through Technology’ - helping clients create successful and adaptive businesses. www.wipro.com
Sensors
Amarnath Shete
It is imperative that manufacturers, as well as other industries looking to adopt IoT technology, create a smart sensor strategy at the acquisition stage to ensure the insights collected are of a high value
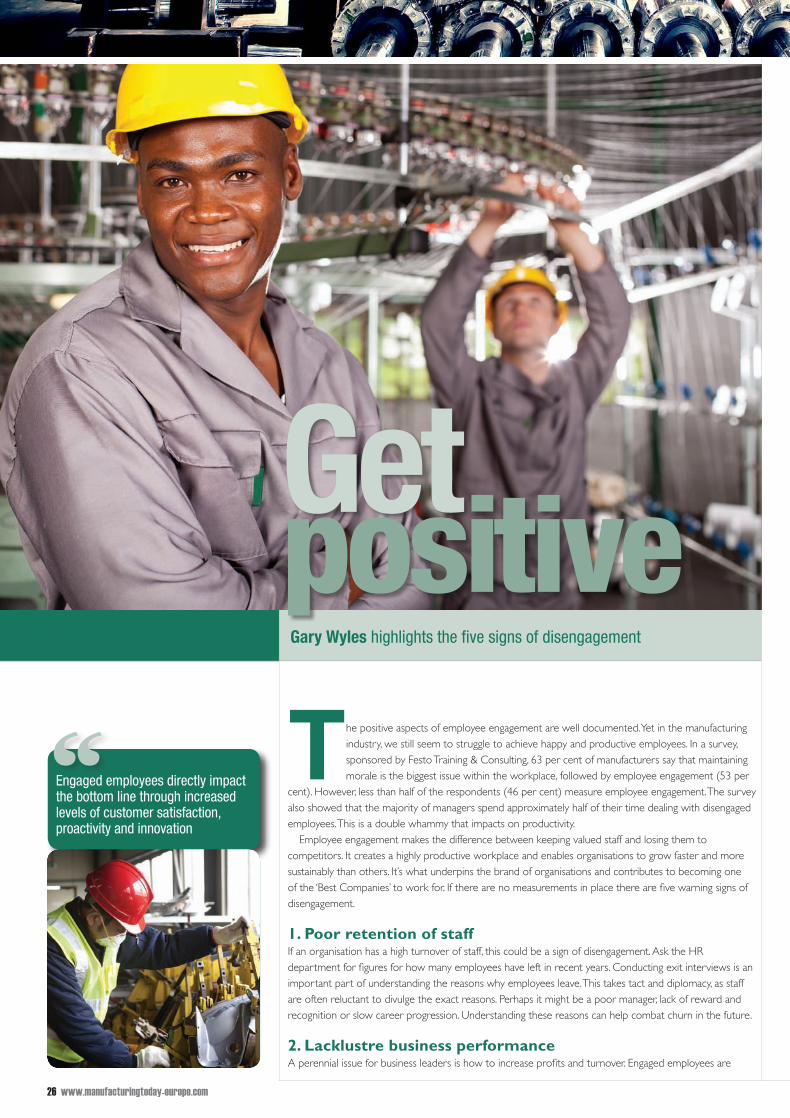
26 www.manufacturingtoday-europe.com
The positive aspects of employee engagement are well documented. Yet in the manufacturing
industry, we still seem to struggle to achieve happy and productive employees. In a survey,
sponsored by Festo Training & Consulting, 63 per cent of manufacturers say that maintaining
morale is the biggest issue within the workplace, followed by employee engagement (53 per
cent). However, less than half of the respondents (46 per cent) measure employee engagement. The survey
also showed that the majority of managers spend approximately half of their time dealing with disengaged
employees. This is a double whammy that impacts on productivity.
Employee engagement makes the difference between keeping valued staff and losing them to
competitors. It creates a highly productive workplace and enables organisations to grow faster and more
sustainably than others. It’s what underpins the brand of organisations and contributes to becoming one
of the ‘Best Companies’ to work for. If there are no measurements in place there are five warning signs of
disengagement.
1. Poor retention of staffIf an organisation has a high turnover of staff, this could be a sign of disengagement. Ask the HR
department for figures for how many employees have left in recent years. Conducting exit interviews is an
important part of understanding the reasons why employees leave. This takes tact and diplomacy, as staff
are often reluctant to divulge the exact reasons. Perhaps it might be a poor manager, lack of reward and
recognition or slow career progression. Understanding these reasons can help combat churn in the future.
2. Lacklustre business performanceA perennial issue for business leaders is how to increase profits and turnover. Engaged employees are
positiveGetGary Wyles highlights the five signs of disengagement
Engaged employees directly impact the bottom line through increased levels of customer satisfaction, proactivity and innovation

www.manufacturingtoday-europe.com 27
more productive and can be the key to unlock
business success. Whether the organisation is
looking to develop new markets, launch new
products and services or introduce new processes,
all of these involve motivating staff to achieve
these goals. Engaged employees directly impact
the bottom line through increased levels of
customer satisfaction, proactivity and innovation.
3. Poor productivityWhile the desire to grow and expand is in place
for manufacturers, the industry suffers from a skills
gap. This means that productivity needs to be high
– usually summed up in the phrase ‘doing more
with less’.
According to the Office for National Statistics,
the UK’s output per hour is 21 percentage points
below the average for the rest of the major G7
industrialised economies in 2012, the widest
productivity gap since 1992.
4. Skills gapA recent EEF report1 found that, “There is an
increasing risk that growth plans will be restricted
because of problems accessing employees with
the required skills.” In Festo’s recent research, we
have found that 82 per cent of manufacturers are
suffering a skills shortage and 86 per cent say this
is likely to stay the same of get worse over the
next year. The largest skills gaps are in experienced
engineers (61 per cent), skilled shopfloor (57 per
cent), and multi-skilled engineers (40 per cent).
While employee engagement does not directly
lead to closing the skills gap, it will aid recruitment
of people and the retention of those already in
the organisation. This means that investment in
training up employees will be retained for the
benefit of the organisation.
5. Low levels of customer satisfactionA price driven strategy is one of the hardest
for UK manufacturers to adopt, due to tough
competition from new and emerging economies
that are focused on driving costs down. UK
manufacturers have to assess different ways to
compete. This might be through innovation and
new technologies, however, customer service and
satisfaction underpins all drives for growth.
There is a direct correlation between customer
satisfaction and employee engagement. A report
by the Hay Group2 says: “Businesses that have high
levels of engagement show customer satisfaction
scores 22 per cent higher than companies with
low levels of engagement. But companies that
both engage and enable employees demonstrate
a total increase in customer satisfaction of
54 per cent.”
Part of understanding successful practices
for employee engagement is the fundamental
realisation that the modern day workplace has
changed. Pay and perks have been replaced by
flexibility, self-realisation and work-life balance as
key motivators.
The first step to understanding employee
engagement is for leaders to assess the levels
in their own organisation. This might be the first
time that the views and opinions of employees
have been listened to. It can be tough and it can
be challenging. It is easy for issues to be glossed
over. Measurement is no good though if it’s just
for measurement’s sake, or for reaching a specific
target.
Allow people to tell managers what they think
and feed back to them. Leaders must be prepared
to identify priorities for action and when these are
going to be put in place.
Increasing employee engagement is not
something to be entered into lightly but it is
worth focusing on. High levels of employee
engagement will ensure the business goes from
strength to strength, outstripping the performance
of competitors, attracting the best talent and
becoming one of those companies that others
look at with admiration and, quite often, a touch
of envy. v
Recruitment
To find out more about employee engagement and why it is important, download the whitepaper Manage to Engage…, The role of managers in employee engagement, available from www.festo-didactic.co.uk/ee
Gary is managing director of Festo Limited and has been with the company for more than 25 years. Festo Training & Consulting specialises in the development of people, organisation and technology. Offering a range of open courses, structured development programmes and tailor-made, customer-specific projects, the business has over 40 years experience when it comes to training clients and helping them achieve their maximum productivity. For further information visit: www.festo-didactic.co.uk.
Gary Wyles
High levels of employee engagement will ensure the business goes from strength to strength, outstripping the performance of competitors, attracting the best talent and becoming one of those companies that others look at with admiration and, quite often, a touch of envy
1‘Skills for Growth: A more productive and flexible labour force’. EEF The Manufacturers’ Organisation2 ‘Tough decisions in a downturn don’t have to lead to disengaged employees’. The Hay Group. 2009

28 www.manufacturingtoday-europe.com
This needs to be set against an ERP sector which has seen wide ranging consolidation over
the past decade, inevitably leaving manufacturers with fewer products and vendors from
which to choose. Not only do many solutions now look similar, they often promise the same
level of functionality. The functionality considerations most often sought include real time Key
Performance Indicators (KPIs), Workflow Management, fully integrated Shop Floor Data Collection (SFDC),
Field Service Management (FSM) capabilities and seamless integration up and down the supply chain. It
goes without saying that the best solutions are expected to be built on the latest architecture and designed
to be future-proof.
Faced with this, a growing number of manufacturers have made a high priority out of working with
an UK author such as Exel. For some, such as Linecross, a full service supplier of innovative, high quality
engineered polymer solutions, it was the decisive factor.
As finance director David Austin explains: “We quickly realised that most of the solutions we reviewed
could probably do what we needed, which brought the focus onto the solution provider. An investment of
this nature involves making a long-term partnership/collaboration with a supplier, because once the system
is in you are reliant on them if anything goes wrong. We didn’t want a system developed by a couple of
guys in an office, nor did we want to deal with a large reseller of a US programme developed in India. We
wanted to work with a partner that shared our ethos, our approach and our passion for our business.”
He continues: “It was obvious from the outset that Exel not only was a similar size to ourselves but
also shared many of the same values. It was as passionate about its own products as we are to ours,
understood our business and was committed to developing its products on a long-term basis. The fact
Exel is also just down the road also helped,” adds Austin, “because if anything ever did go seriously wrong, I
could be down there right away until I got it resolved.”
Another key consideration is investing in a system that provides class leading levels of customisation
ERP-what should you be looking for?
Exel Computer Systems plc provides an insight into the most important factors manufacturers are taking into consideration when deciding on their ERP investment
An investment of this nature involves making a long-term partnership/collaboration with a supplier, because once the system is in you are reliant on them if anything goes wrong

www.manufacturingtoday-europe.com 29
allowing the best possible fit not just with existing
business processes but also the necessary
flexibility and agility to adapt in the future as
these business processes evolve. This was very
much the case for Kent Brushes, one of the UK’s
oldest companies and long-time user of Exel’s
ERP solution, EFACS E/8, as production manager
and IT director Steve Davis explains. “It is the
flexibility and customisability of EFACS E/8 that
remains the most valuable contribution to the
company’s current and ongoing success. It remains
as important as ever for our ERP system to be
easy to customise without going down the path
of bespoke. The ADAPT toolset that comes with
EFACS E/8 enables us to internally tailor the
system to our requirements and also quickly and
cost effectively make use of external consultants.”
While selecting a UK-based author and a
flexible, customisable ERP solution are clearly
important factors, so also is the ability to
successfully implement this quickly, efficiently
and with minimal disruption to the ongoing
nature of the business. For some manufacturers,
especially those without dedicated IT teams, this is
mission critical because a disruption in day-to-day
running could cause the company to go under.
However, what works for one company won’t
necessarily work for another, so what is central
is the need for a flexible, reliable implementation
approach that makes best use of the resource
of both vendor and manufacturer. For example,
Ondrives Ltd, a precision manufacturer of gears,
gearboxes, bearing housings and mechanical drive
components, opted for a very specific, in-house,
approach as sales director Andy Higgs explains.
“I called Exel and told them we would be going
live on April 1st 2011, which was only a matter of
a few weeks away. I then told everyone involved
at Ondrives they were going to have a headache
for a few weeks.” And go live the company did,
successfully, on April 1st, and while it undoubtedly
was hard work, Higgs credits the success to
“everyone pulling together, including the help we
received from Exel.”
It was a totally different scenario with Bennett
Opies, a leading manufacturer of quality pickles
and preserves enjoyed across the world. Business
development director Paul Fox explains why.
“With Exel we knew we would be building a
partnership directly with the authors of the
software – those most knowledgeable about
the system – and this proved invaluable during
our implementation.” This was because of Opies’
recognition of the value of the right approach to
training. Not only did senior management attend
in-depth training at Exel’s dedicated training
centre, Exel provided an onsite consultant that
worked directly at a hands-on level with each
EFACS user.
This had a much greater benefit than simply
ensuring that the implementation went smoothly,
as Fox explains. “Many times the Exel consultant
would make suggestions about doing things
differently which had a real impact on our overall
business approach. This was exactly what we
needed and as a result, we ended up with a
business in much better shape than when we
began and much better than we expected.”
Finally there are businesses, which have more
than just one company to take into consideration.
As well as seamless inter-company communication,
a key requirement here is accuracy and visibility
of data not just at a company but group wide
level. Leading manufacturers and suppliers of
commercial building interiors Laidlaw Interiors
Group has first-hand experience of this.
Generating sales of £130m from its 1500 staff in
35 locations in the UK and overseas, the group
initially was selecting an ERP system for Komfort,
one of the group companies with a £45m
turnover.
Ian Govier is head of IT & business systems for
the group and explains just how important this
was. “EFACS E/8 from Exel had been identified as
the best ERP solution, not just for Komfort but for
the entire group. At the heart of this decision was
the fact that EFACS has a hierarchical framework
structure ideal for individual companies working
within a combined group. EFACS also provides a
built-in workflow facility that enables companies
to automatically interact with each other while the
powerful customisation facilities make it possible
for the same solution to be tailored to the specific
needs of each company. Irrespective of what the
user sees, everything across the entire group will
ultimately be driven by EFACS E/8 in the backend.”
Modern ERP has evolved to the extent that
many systems, if implemented correctly, now
have the potential to interact with not just every
area within a manufacturing enterprise, but
increasingly outside the physical constraints of the
business to suppliers and customers alike. While
every manufacturer will have their own unique
requirements, it is clear that to get the best from
any ERP investment, companies need to recognise
this and make any decision based on a holistic
business perspective and not an IT, functionality-
based set of considerations. v
www.exel.co.uk
ERP

30 www.manufacturingtoday-europe.com
Succeeding with Continuous
Improvement has proven harder than
expected for many organisations. One
big reason is that there are a few
challenges most organisations sooner or later
encounter and where your intuitive responses
actually prevent you from succeeding.
Continuous Improvement Paradox #1 – Simplicity A common reaction to failed improvement
initiatives is going for a more advanced solution.
Go the other way! Simplicity will stand the test
of time.
For your organisation to succeed with
Continuous Improvement you have to make
it a natural part of the everyday work of
every employee. For that to become reality
your approach can’t be complicated. If it is,
new employees will need special training to
understand your improvement method, you
will need additional support resources to keep
progressing and backing it up will demand a
great deal of your managers’ time.
Time is probably your most limited resource,
and in the long run you won’t afford not to use
everyone’s creativity. Kill two birds with one
stone, keep it simple to both save time and to
give everyone a chance to contribute.
Continuous Improvement Paradox #2 – Focus A common reaction to recurring problems is
bombarding them with solutions. Go the other
way! Focus and dig deeper to find the real cause
of the problem.
Imagine what would happen if I took you and
ten of your colleagues to a junkyard and asked
you to build whatever you wanted.
The most common reaction would probably
be to just stand there looking around, not sure
what to do. Imagine instead that I asked you to
build a vehicle that could transport all of you
at least ten yards without any of you touching
the ground. Now your heads would probably
fill with images of wheels, axles, planks to stand
systemThe right
The five continuous improvement paradoxes. By Joakim Ahlström
on, and steering wheels to guide you along the
way. Instantly you would become more creative
and could start to organise and divide the work
among you. Some people think that creativity
grows best when all boundaries are removed.
The opposite is true. When we limit and clarify
the task it becomes easier for everyone to
contribute.
The same principle applies to problem solving.
When you zoom in, dig deeper, divide into
smaller pieces and discard the unessential the
‘aha’ moment will come, and that’s when you
find easy-to-implement solutions with great
impact.
Continuous Improvement Paradox #3 – Visualisation A common reaction to lack of initiative is
pointing out problems that need to be fixed.
Go the other way! Visualise good examples and
positive results first to inspire action.
In an environment where managers constantly
tell or show people in what way they are

organisation. There is only one problem with
them. They kill creativity! If there is an unmet
need to be listened to in an organisation, an idea
campaign might create a surge of ideas, a surge
so big that only a fraction of all ideas can be
implemented. This means the majority of people
will get yet another confirmation that no one
listens to their ideas, and next time they are less
likely to contribute.
A systematic approach should not only
make sure that improvements are made and
problems are solved daily but also increase the
improvement competence of your organisation
every day. When you have a SYSTEM like that
you will Save Yourself Stress, Time, Energy and
Money!
www.manufacturingtoday-europe.com 31
inadequate nobody wants to be the centre of
attention. To draw focus away from themselves,
people will start pointing out faults they see
around them instead, and before you know it
you have developed a culture of blame.
If you start by visualising good examples and
positive results instead you will create a positive
atmosphere and give people a chance to adopt
a behaviour worthy of praise. But even more
importantly, when you continually highlight
progress made and focus on the strengths
people have you also create a safe environment
where improvement potential can be expressed
without people becoming defensive.
Continuous Improvement Paradox #4 – Ownership A common reaction in crucial situations is
adopting a command and control approach. Go
the other way! Ownership is a prerequisite for
using one’s full potential.
If you are told exactly what to do when it
really matters you will start to question your
own ability to handle difficult situations. What’s
worse, when you are confronted with challenges
in the future it is likely that your insecurity
prevents you from taking good decisions or even
acting at all.
For a manager it’s a good idea to monitor
how many questions he or she asks compared
with the number of statements he or she makes.
What is your question-statement ratio? Do you
try to be more interested or more interesting?
If you double your question-statement ratio, you
will both learn more and get more out of your
colleagues.
Continuous Improvement Paradox #5 – System A common reaction to shortage of
improvement ideas is launching an idea
campaign. Go the other way! Only a systematic
approach builds organisational improvement
competence.
Running an idea campaign is a popular
method for tapping into the creativity of an
Continuous improvement
Joakim Ahlstöm is the author of How to Succeed with Continuous Improvement: A Primer for Becoming the Best in the World, available at Amazon.or more info, visit http://www.SucceedwithCI.com.
Joakim Ahlstöm

George Utz Ltd, part of the Utz Group, is expanding
its Alfreton factory to meet rising demand
Breaking the mould
George Utz
George Utz Ltd
Products:
Material handling products Sites:
UK, Switzerland, Germany, Poland, France, the US and China
Employees:Aprox. 800
www.utzgroup.com
www.manufacturingtoday-europe.com 33
W ith a history dating back nearly 70 years, the
Utz Group has developed a market-leading
reputation in the design, development and
manufacture of both custom and standardised
material handling products in plastic. These
are boxes, containers, pallets and returnable
transport packaging (RTP) for the global market.
The company was founded as Georg Utz, Toolmakers in Zürich,
Switzerland by Mr Georg Utz during 1947 and today remains a successful
family owned company with production facilities in Switzerland, Germany,
the UK, France, Poland, the US and China. George Utz Ltd was established as
the UK branch with a sales office of the group during 1990 in Alfreton, UK
and continues in the tradition of delivering off-the-shelf and bespoke material
handling solutions across the automotive, chemistry and pharmaceutical, food,
textiles, postal, warehouse and logistic, electronics and retail and distribution
industries.
Along with the other associated members of the wider Utz Group,
George Utz Ltd is able to act independently to respond to the needs of the
local market, while enjoying the financial support and stability of its healthy
parent company. “The Group has a turn over of around 200 million euros
and approximately up to ten per cent of this is reinvested directly into the
business for new facilities, equipment and technologies,” explains George
Utz Ltd general manager, Carsten Diekmann. “The main market focus for
Epsilon technology for George UtzSuperior cooling technology for maximum efficiency: George Utz relies on German cooling system manufacturer Reisner GmbH to support its injection molding production. The Reisner ‘Epsilon’ cooling system is equipped with Turbocor compressors and a unique control unit. It reliably provides the needed cooling capacity while operating on a minimum consumption of energy. This combination of operational safety and economic efficiency has proved extremely successful for two years now.
ReinseR

need additional capacity and new machinery and
equipment as well as to reduce lead-time, to be
leaner and to be more efficient because customers
tend to not want to wait anymore. They need
a product today and they want it more or less
tomorrow.”
During March 2014 George Utz Ltd announced
a £3.5 million expansion to its Alfreton factory
including increased manufacturing space, offices
and warehousing to meet the rising demand for
of-the-shelf products and bespoke RTP solutions.
The increased manufacturing space will house
a new 2700-tonne injection-moulding machine
to complement the UK companies existing
650-tonne to 1000-tonne machine range. “Our
plastic containers are primarily used in the retail and
automotive markets where they are used to move
parts around supply chain company’s distribution
centres. The UK is moving in the right direction and,
although it is still tough, there are lots of positive
signals. We make approximately a million parts a year
and with this investment, we are looking to double
our output in the future. The building work should
be completed by Christmas and then the additional
injection moulding and vacuum forming equipment
can be installed,” Carsten elaborates.
34 www.manufacturingtoday-europe.com
the group is Europe, the US and China and all of
these areas are currently developing well. The need
for logistics is growing and we follow our customers
and grow with them so we offer the same good
service throughout the entire business. Presently the
group works with nearly 130 injection and vacuum
moulding machines and converts around 50,000
tonnes of raw materials into products. Investment
is mainly in machinery and injection moulding tools
where we are investing in new product families in
Europe and globally.”
Within the UK specifically, George Utz Ltd is
preparing to double its turnover by 2020 and
to capitalise on the momentum it has built over
the years. “Within the UK we have experienced
constant growth and during the last ten years we
won considerably new customers within England
and Ireland with new innovations and products. In
fact each year we deliver between nine and ten new
products that are developed inline with customers’
needs and also for the general market,” Carsten says.
“We have a strong growth strategy in place and we
George Utz
inotec Barcode Security are Europe‘s leading Auto ID label specialists, supplying George Utz as their chosen label partner for ten years and supporting their significant investment in in-mould technology.inotec‘s in-mould labels, allow full-colour logos and barcodes, to be injection moulded into the wall of a container, eliminating the need for costly post mould, printing or label application processes. The permanent bond offers a smooth edgeless surface, highly resistant to heat, sunlight and totally waterproof.
Inotec UK

www.manufacturingtoday-europe.com 35
The KraussMaffei Group is amongst the world’s leading suppliers of machinery and systems for producing and processing plastics and rubber. Its products and services cover the whole spectrum of injection and reaction moulding and extrusion technology, giving the company a unique position in the industry. The KraussMaffei Group is innovation powered, supplying its products, processes and services as standard or custom solutions which deliver sustained added value along the customer’s value adding chain. The company markets its offering under the KraussMaffei, KraussMaffei Berstorff and Netstal brands to customers in the automotive, packaging, medical, construction, electrical, electronics and home appliance industries.
THE KraussMaffEi Group
“We have a core strategy for really high
quality machinery where we invest in additional
equipment that is also more energy efficient and
environmentally friendly. Within the Group the
main companies that supply our injection moulding
equipment are KraussMaffei from Germany and
Engel from Austria,” he continues.
Environmental concerns and responsible
operation are at the core of how George Utz Ltd
conducts its business and interacts with its customers.
“We are audited in the UK for our environmental
management system, which is compliant under
ISO 14001,” Carsten details. “We recycle the material
that we use and we also promise customers that
once products have reached the end of their life
cycle, that we will take the products back and recycle
it to use the raw materials in new production runs.
Furthermore we also use our own production
rejected heat to heat the factory and our offices so
environmental concerns are something that have
been quite important to us for many years.”
As well as increasing the productivity of the
company through greater numbers of machines
and more efficient energy management, the new
equipment due to go into operation in 2015 will
allow George Utz Ltd to enter in a new market with
a new plastic pallet as an effective alternative to the
traditional wooden design. “We will enter into new
markets through the creation of 1200 millimetre by
1000 millimetre dimension plastic pallet for the UK
market, with the additional advantage that we will be
the first UK plastic pallet producer and we will have
the benefit of avoiding logistical costs because we will
manufacture here in Derbyshire,” Carsten says. “The
pallet will be produced using a new large injection-
moulding machine. An additional 1000-tonne
injection-moulding machine for RTP products will
arrive at the end of 2014, supplied by KraussMaffei
from Germany.”
In terms of the advantages of plastic pallets over
wooden pallets, Carsten observes: “The lifetime of
a plastic pallet is longer and the quality is very high.
The dimensions can be guaranteed, which is very
important for automated warehouses and there is
not a problem with water or oil becoming absorbed
into plastic pallets. The main advantage is the lower
Total Cost of Ownership (TCO) of the pallet and
in terms of health and safety plastic pallets does not
splinter in the way that wooden ones can, which is
very important in food processes and distribution.”
As George Utz Ltd and indeed the wider Utz
Group seeks to expand its market share and grow
the business, its will continue to focus on increased
capacity, efficient fabrication and new products.
However, core to its strategy is also it commitment
to long-term customer relationships as Carsten
concludes: “We are committed to develop the
company further and offer our customers the
security to know that we will produce locally for the
local markets and remain on hand for the next ten
to 20 years, so it is real long-term investment.”

the post-war years and the range and scope of
machinery that my grandfather developed was
quite incredible,” says Tom Teagle, sales director,
continuing: “He actually developed his own two-
stroke engine that was fitted into hedge trimmers
and lawn mowers and all kinds of different
handheld machinery. We actually made some of
the first mounted broadcasters and spreaders in
the world.” The business has manufactured a range
of products, from fertiliser spreaders, to the Titan
range of trailers and the Toucan forage harvester.
In the mid 1980’s Teagle Machining developed
its first machine for processing straw to be used
for bedding livestock. Named the Tomahawk 100,
the range has become the cornerstone of the
company and makes up a large proportion of
its turnover. The Tomahawk range is made of the
widest variety of feeder bedders available from any
manufacturer in the world with over 30 unique
Teagle Machinery Ltd is very dedicated to developing
innovative new products and getting them to market effectively
Generations on
Teagle Machinery
Teagle Machinery Ltd
Products:
Agricultural plant and machinery Sites:Global
Employees:150
www.teagle.co.uk
www.manufacturingtoday-europe.com 37
In 2013 the family-run business Teagle
Machinery Ltd celebrated its 70th
anniversary, which was born from a long
history of running farms. With a keen
interest in manufacturing machinery, Tom
Teagle Snr started off supplying local
farmers in the Cornish area with equipment such
as tip carts, manufacturing more sophisticated
machinery as the business developed. As interest
grew, the decision was made to sell off parts of
the family farm to invest in the infrastructure
needed to make the machinery. Today, the original
farmhouse on the site has become a conference
centre for training distributors, dealers and service
teams. “With six members of the family involved
daily in the company, we try very hard as we grow
to retain that family business ethos, which is really
important to all our customers.
“There was a real boom for mechanisation in
tow

cent of our workforce is focused on research
and development. It is also important to get the
product to market effectively and whilst the UK
is a very mature industry we are successfully
developing it further, finding new markets and
developing new products. Recent growth has been
38 www.manufacturingtoday-europe.com
models; these machines are designed to deliver
comfort to livestock and to ensure the correct
preparation of feed and performance.
“One of the most important strands to our
success has been ensuring that we offer innovative
and reliable products, and to achieve this ten per
Teagle Machinery

www.manufacturingtoday-europe.com 39
In addition to technology within agriculture moving at a fast pace, farming practises are also changing quickly, and it is really important that the machinery we are offering to the market is in tune with the demand from the farmers
‘‘on the back of enormous investment in developing
export sales, which started 20 years ago when
my father began focusing on the export trade,”
explains Tom. Over the last six years, this drive has
been further progressed, seeing in the employment
of a US based salesman and a European sales
manager, to which Tom adds: “When working in
export markets it is important to have a structured
aftermarket service, whether that is servicing or
spare parts and we ensure that these aspects of
the business are first class.”
One of the key considerations for the company
is addressing the difficult question of how to
protect designs and intellectual property from
being copied, particularly when selling to a global
market. “The way to ensure that it doesn’t become
a problem is to make sure that by the time
someone has copied one design we are already
onto the next one. In addition to technology within
agriculture moving at a fast pace, farming practises
are also changing quickly, and it is really important
that the machinery we are offering to the market
is in tune with the demand from the farmers,”
says Tom. Through ongoing research the business
is always looking for ways to offer machinery to
farmers to facilitate this to make sure that livestock
are comfortable, productive and ultimately, for the
farmer, that they are profitable.
As a family company it reinvests heavily to
ensure a good foundation for future growth. Every
year over the last six years there has been a major
capital project delivered on the site, from a new
hall for precision machining, to a shot blasting and
powder coating facility, the redevelopment of the
farmhouse, and a new production hall specifically
for manufacturing larger machinery. “As farms grow
larger, so do tractors, and ultimately machinery
too. In 2015 we will open an additional building to
accommodate a restructuring of the factory layout.
Our focus has been on utilising the space we have
more effectively to reach new potential.
“We have also established what is essentially a
strategic partner arrangement, where we work
hand-in-hand with businesses specialising in
electronics and hydraulics, both very sophisticated
systems,” points out Tom, explaining that this
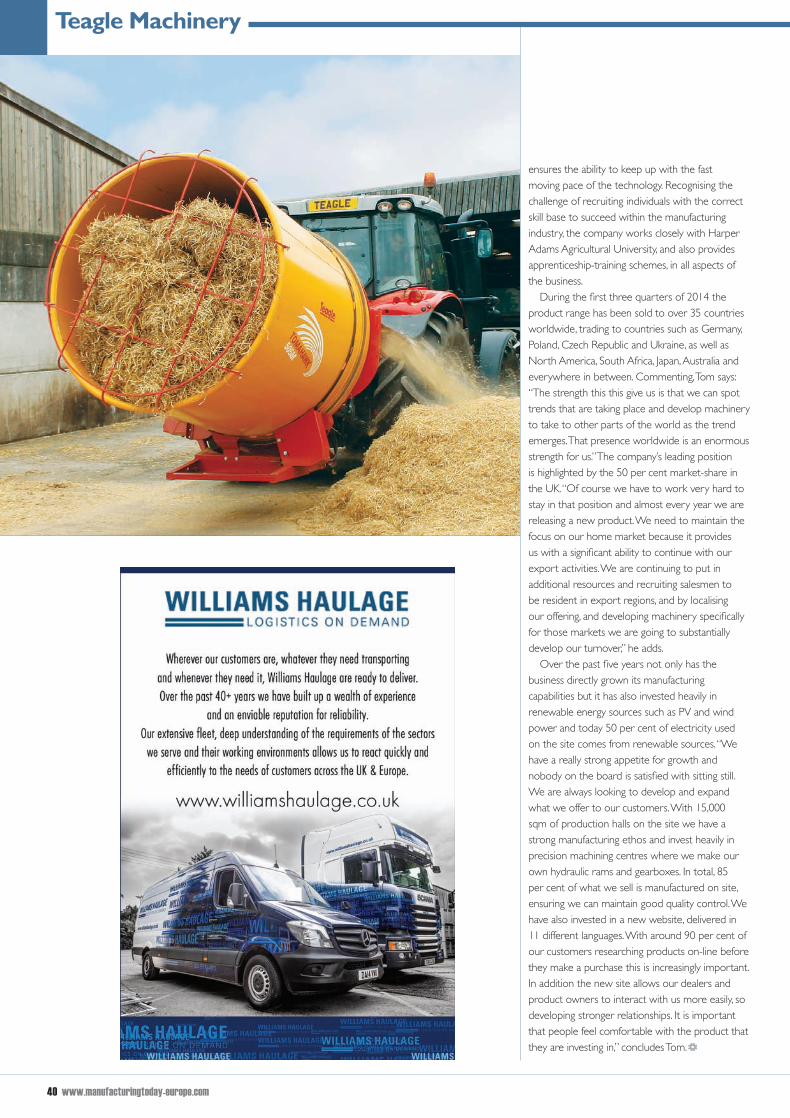
ensures the ability to keep up with the fast
moving pace of the technology. Recognising the
challenge of recruiting individuals with the correct
skill base to succeed within the manufacturing
industry, the company works closely with Harper
Adams Agricultural University, and also provides
apprenticeship-training schemes, in all aspects of
the business.
During the first three quarters of 2014 the
product range has been sold to over 35 countries
worldwide, trading to countries such as Germany,
Poland, Czech Republic and Ukraine, as well as
North America, South Africa, Japan, Australia and
everywhere in between. Commenting, Tom says:
“The strength this this give us is that we can spot
trends that are taking place and develop machinery
to take to other parts of the world as the trend
emerges. That presence worldwide is an enormous
strength for us.” The company’s leading position
is highlighted by the 50 per cent market-share in
the UK. “Of course we have to work very hard to
stay in that position and almost every year we are
releasing a new product. We need to maintain the
focus on our home market because it provides
us with a significant ability to continue with our
export activities. We are continuing to put in
additional resources and recruiting salesmen to
be resident in export regions, and by localising
our offering, and developing machinery specifically
for those markets we are going to substantially
develop our turnover,” he adds.
Over the past five years not only has the
business directly grown its manufacturing
capabilities but it has also invested heavily in
renewable energy sources such as PV and wind
power and today 50 per cent of electricity used
on the site comes from renewable sources. “We
have a really strong appetite for growth and
nobody on the board is satisfied with sitting still.
We are always looking to develop and expand
what we offer to our customers. With 15,000
sqm of production halls on the site we have a
strong manufacturing ethos and invest heavily in
precision machining centres where we make our
own hydraulic rams and gearboxes. In total, 85
per cent of what we sell is manufactured on site,
ensuring we can maintain good quality control. We
have also invested in a new website, delivered in
11 different languages. With around 90 per cent of
our customers researching products on-line before
they make a purchase this is increasingly important.
In addition the new site allows our dealers and
product owners to interact with us more easily, so
developing stronger relationships. It is important
that people feel comfortable with the product that
they are investing in,” concludes Tom.
40 www.manufacturingtoday-europe.com
Teagle Machinery
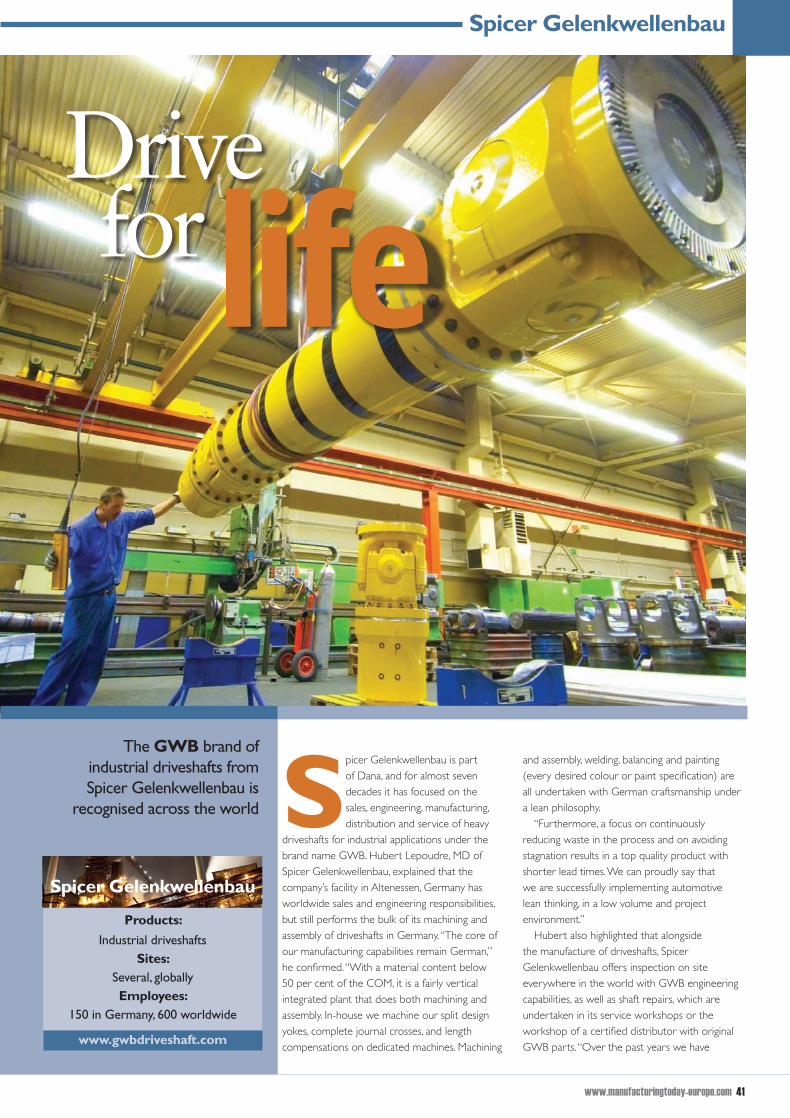
and assembly, welding, balancing and painting
(every desired colour or paint specification) are
all undertaken with German craftsmanship under
a lean philosophy.
“Furthermore, a focus on continuously
reducing waste in the process and on avoiding
stagnation results in a top quality product with
shorter lead times. We can proudly say that
we are successfully implementing automotive
lean thinking, in a low volume and project
environment.”
Hubert also highlighted that alongside
the manufacture of driveshafts, Spicer
Gelenkwellenbau offers inspection on site
everywhere in the world with GWB engineering
capabilities, as well as shaft repairs, which are
undertaken in its service workshops or the
workshop of a certified distributor with original
GWB parts. “Over the past years we have
The GWB brand of industrial driveshafts from Spicer Gelenkwellenbau is
recognised across the world
Drive
lifefor
Spicer Gelenkwellenbau
Spicer Gelenkwellenbau
Products:
Industrial driveshaftsSites:
Several, globallyEmployees:
150 in Germany, 600 worldwide
www.gwbdriveshaft.com
www.manufacturingtoday-europe.com 41
Spicer Gelenkwellenbau is part
of Dana, and for almost seven
decades it has focused on the
sales, engineering, manufacturing,
distribution and service of heavy
driveshafts for industrial applications under the
brand name GWB. Hubert Lepoudre, MD of
Spicer Gelenkwellenbau, explained that the
company’s facility in Altenessen, Germany has
worldwide sales and engineering responsibilities,
but still performs the bulk of its machining and
assembly of driveshafts in Germany. “The core of
our manufacturing capabilities remain German,”
he confirmed. “With a material content below
50 per cent of the COM, it is a fairly vertical
integrated plant that does both machining and
assembly. In-house we machine our split design
yokes, complete journal crosses, and length
compensations on dedicated machines. Machining

Our driveshafts are designed for infinite life,
not just on paper, but also in genuine working
situations.”
GWB also continues to strengthen its global
presence by closely supporting and co-operating
with a number of approved first class value-
added distributors that can deliver parts and local
service. These include GKN, MSI, JP and DLS.
Given this overall dedication to excellence
across the board it is no surprise that customers
keep returning to the GWB brand. “Our
clients value a robust solution, that is German
engineered towards the application and with the
guaranteed quality that comes with GWB,” said
Hubert. “They are supported by a vast network
of trained and certified value added distributors
who are close to the customer, and this means
that customers can focus on the production
process, knowing that GWB will support them
with a product that assures the best cost of life
for his installation.”
Going forward into the New Year, the GWB
brand looks set to remain at the forefront of
the industry. “Markets are not expected to have
a spectacular growth over the next couple of
years, but GWB is well equipped to continue to
position itself as a market leader in its territories,
as well as continue to expand its product and
service offering, reduce its lead times and being a
customer oriented solution provider,” said Hubert.
These plans are reinforced by the skills and
support of a very successful parent company –
Dana. “We belong to the Off-Highway division
of Dana,” added Hubert. “Being part of a
multinational like Dana is an advantage for a 170
42 www.manufacturingtoday-europe.com
Spicer Gelenkwellenbau
strengthened this position to deliver aftersales
service with genuine GWB knowledge from this
location, as well as having a manufacturing and
service site in China,” he said. “But this is not
the end of our value proposition. We want to
expand our support service towards preventative
services, and even play our role in further
development of smart monitoring, to enhance
predictive services.”
One of the strongest foundations of Spicer
Gelenkwellenbau is the excellent market
reputation of the GWB industrial driveshaft,
which can be considered a best buy when looking
at total cost of ownership. It is this product, in
combination with added value services that really
creates such an attractive market proposition.
“GWB does not only deliver a standard
driveshaft,” said Hubert. “We pride ourselves in
offering best solutions for the customer, based
on our in-depth knowledge of the applications in
which the driveshafts operate. We are the original
developer of the split eye design, which facilitates
assembly and disassembly of the knuckles. Our
service free journal crosses dramatically reduce
the intervals between lubrication, thus further
reducing the cost of ownership for the end user.

www.manufacturingtoday-europe.com 43
The sourcing knowledge and combined sourcing purchasing power, gives us a competitive advantage, and the global presence gives us access to markets in regions where we were not active in before
‘‘
people plant, playing in a global environment.
Given the fact that Dana believes in ‘local
ownership’, we still fully own our strategy and
future, and maintain our agility to allow us to
quickly react in the market.
“Dana however brings to us a lot of processes
that we independently could not roll out.
They bring us experienced support in lean
manufacturing (with access to professional
lean tools, and specialists that support us with
subject matter expertise to drive continuous
improvement), HR processes, IT, program
management, VA/VE and so on.”
He concluded: “Dana gives us access to the
best engineering resources in an innovation
oriented multinational. The sourcing knowledge
and combined sourcing purchasing power, gives us
a competitive advantage, and the global presence
gives us access to markets in regions where we
were not active in before.”

44 www.manufacturingtoday-europe.com

purest and finest ingredients. Offering customers a
range of candles, reed diffusers, room mists, scented
sachets and refresher oils from its own Wax Lyrical
collections, the company’s products all emphasise its
commitment to the best ingredients and materials,
stunning designs and bold fragrances. Furthermore,
the company has partnered with five prestigious
brands, the Royal Horticultural Society, Jelly Belly,
Fired Earth, Julie Dodsworth and Churchill China
(UK) Limited Hidden World; by manufacturing
these products under license, the company has
further strengthened its appeal to a broad range of
Following a major change in its business model in 2008,
Wax Lyrical has transformed itself from an ailing organisation
to a major success
More than
scentscommon
Wax Lyrical
Wax Lyrical
Products:
Luxury scented candles, reed diffusers and private label collections
Sites:Cumbria
Employees:130
www.wax-lyrical.com
www.manufacturingtoday-europe.com 45
Based in the scenic Lake
District, home fragancing
company Wax Lyrical’s
team of 130 skilled and
dedicated employees strive
to produce and market
more than 15 million high quality products to its
global customer base. Perfecting its innovative
and unique products in Ulverston, Cumbria, the
company collaborates with the best fragrance
houses in Europe to ensure customers receive
true to life fragrances that come from the

managing director Joanne Barber discusses: “The
Williams family had been using candles in their
hotel and restaurant and, upon realising that there
was an opportunity in the market place, began
manufacturing candles in 1980. Following business
growth, the company, then known as Nice Things,
moved to our current site in 1990, which was
opened by Princess Diana. The company’s name
46 www.manufacturingtoday-europe.com
consumer groups.
Originally established in 1980 by the Williams
family when they noticed potential in the home
fragrancing market while working as hotelier and
restaurateurs, the company has exchanged hands
over the years and faced financial difficulties
before its was acquired and rebranded by
owner and chairman Mike Armstead in 2006, as
Wax Lyrical
Fragrance Oils is extremely proud to be a key fragrance supplier to Wax Lyrical. We have worked alongside them since their establishment and during this time, we have gained a unique insight into their growth and success. We have an in depth understanding of the Wax Lyrical brand which enables us to create bespoke fragrances that are tailored to suit the company’s evolving consumer base. Our ongoing partnership is built on trust and loyalty and the secret of our joint success is the fact that we share many of the same philosophies and values. Equally important is our mutual passion for the luxurious world of home fragrance.
Fragrance oils (international) ltd

www.manufacturingtoday-europe.com 47
was changed again to Colony Gift Corporation
and was later sold to Blyth Industries, an
American candle manufacturer. While in Blyth
Industries’ hands the company became more
of an importer and began to lose money to
the point that by the time Mike acquired it the
company was on the brink of administration. It
was in dire need of a turnaround, but we have
now been profitable for five years, employ
130 people and are market leaders for the
manufacturing of home fragrances in the UK.”
Renamed Wax Lyrical in 2010, the company
today is a true success story for British
manufacturing, supplying many of the major
retailers in the UK and across the globe with
its luxury scented products. By rejecting the
previous owners decision to import 65 to 70
per cent of its goods from the Far East and India,
the dynamic and innovative firm has reaped
the benefits of manufacturing 95 per cent of its
products in-house. Indeed, by bringing the focus
back to UK manufacturing and exporting, the
company has not only enjoyed major success in
a struggling economy, but has also enhanced its
control over issues such as flexibility and product
quality, as Joanne discusses: “Reverting from
importing to exporting was a key aspect to our
successful turnaround, a strategic decision we
made in 2006 when most companies were still
sourcing from locations such as the Far East and
China. It was an unusual choice to make back
then, but it has become more typical over recent
years for companies to say they are a proud UK
manufacturer.
“This decision enabled us to shorten our
lead times and ensure quality to our customers;
Continental Bottle Company ltd
Owner and chairman Mike Armstead
Continental Bottle Company’s (CBC) vision is to provide their customers with the highest level of customer service and be recognised in the home fragrance, perfume, and cosmetics market as the first choice for the supply of candle glass, glass bottles and quality closures.CBC strives to create new products and ranges to enhance the ever changing requirements of the industry.Its mission is to be the first choice for glassware, delivering products of outstanding quality and great service through Its commitment, hard work and dedication to meet their customers’ requirements.CBC serves both large and small companies nationally and internationally, and the company attributes its success to the fact that it offers a wide range of exceedingly flexible services. Its full decoration service includes screen-printing, frosting, spraying, hot foil stamping, sublimation and metallisation. This can be supplied on bottles or glasses for wax fill.Future investment in new innovative projects and designs ensures that CBC remains at the forefront of the industry.CBC has a wealth of experience and design know-how contributing to quality and excellence in all parts of the design process. CBC is here as your first choice on custom projects to complement your packaging requirements.

we are the first home fragrance factory to be
awarded the British Retail Consortium quality
approval, which we have had for seven years
now. This was a real accolade for us, but our
core focus was on enhancing our manufacturing
capabilities, IT and management information
and planning systems to ensure we could drive
productivity and double our production rate. For
example, tealights were not a product that we
could previously manufacture, but we now have
48 www.manufacturingtoday-europe.com
Wax Lyrical
Raiseprint packaging is a specialist in design and production of bespoke, printed, die cut packaging, encompassing everything from blister cards to gift boxes, in solid board and micro flutes. All Raiseprint’s packaging is designed and manufactured in the UK, offering quality, flexibility and control. These are important underpinnings when working with retail driven clients like Wax Lyrical, who need to be responsive to their market’s needs. Over the last four years, Raiseprint and Wax Lyrical have worked closely to align themselves, making the best of every opportunity.
The RaisepRinT GRoup

www.modernutilitymanagement.com 49
Managing director Joanne Barber
the machinery in-house; this is also the case with our reed diffuser
range.”
Joanne notes that other strategies used by the company to
ensure further growth included investment into training for staff
and developing stronger relationships with more locally based
suppliers: “We weren’t just focused on bringing back manufacturing
to the UK, we also looked at our supply base in the UK and
focused on enhancing these relationships to allow for a more short
and flexible lead time. We now work closely with our suppliers at
all levels.”
With 35 per cent of its products sent abroad to emerging
markets such as Russia, the Middle East and Europe, Wax Lyrical
is keen to continue its success story with further expansion both
in the UK and across the world. Affirming that a growth plan is in
place for the company’s ongoing growth, Joanne concludes: “We
want to remain a key player in the UK and global market place and
be a strong, profitable company. To make this aim a reality we will
invest further into our factory, which will double our output on our
tealight line and potentially result in 60-70 per cent growth in our
wax filling lines too. Investment is key to retaining our status as a
market leader.”
We want to remain a key player in the UK and global market place and be a strong, profitable company. To make this aim a reality we will invest further into our factory, which will double our output on our tealight line and potentially result in 60-70 per cent growth in our wax filling lines too. Investment is key to retaining our status as a market leader
‘‘

the-art fabrication and testing to ensure all lift trucks
exceed application requirements. The processes the
utilised by the organisation to ensure world-class
manufacturing include:
l Certified ISO 9001 – Global Registration
l Certified ISO 14001 – Environmental
l Demand Flow Technology (DFT)
l 100 per cent product audits
l Corrective and Preventative Action Process
(CAPA)
Using computer-based and physical testing,
each finished lift truck must conform to a rigorous
standard of excellence that checks for stability, noise
and vibration, ergonomic functioning, service access,
performance and much more. In addition, each
lift truck is subjected to an exhaustive battery of
physical and field tests designed to ensure that every
component is built to last.
In order to maintain a leading position in the
market, NMHG appreciates that it has to ensure
its products continue to meet the increasingly
demanding needs of its clients. As a result, the
company’s product development strategy is
informed, on going and proactive. Its wide global
presence, among the largest of all material handling
manufacturers, enables NMHG to commit the
resources necessary to ensure its lift trucks are some
of the most innovative in the industry.
Strategically located technology development
centres in the United States, Italy, India, The
Netherlands, the United Kingdom, and Japan, enable
Since 1989, NACCO Materials Handling Group (NMHG)
has provided the strategic leader-ship and global support behind
Hyster and Yale lift trucks
The best
businessin the
NACCO Materials Handling Group
NACCO Materials Handling Group (NMHG)
Products:Lift trucks
Sites:Global
Employees:Approx: 600 in UK
www.hyster-yale.com
www.manufacturingtoday-europe.com 51
NACCO Materials Handling
Group (NMHG) is the
operating company of
Hyster-Yale Materials
Handling, Inc. The primary
NMHG brands include
Hyster and Yale lift trucks, two of the most respected
names in the materials handling industry. Together, the
Hyster and Yale brands maintain one of the leading
market share positions, both in the Americas and
worldwide.
NMHG’s history has been marked by innovation
in the Hyster and Yale brands that have helped
power the industry forward. Yale was responsible for
introducing the industry’s first battery-powered, low-
lift platform truck, the first fluid coupling transmission,
and the first hypoid drive axle. Hyster Company’s
MONOTROL pedal for speed and direction control
was revolutionary when patented and introduced to
the industry in 1959 and is still in production today.
Today at Hyster-Yale that spirit of innovation is
alive and well as NMHG works to bring new and
better technologies to market. This includes the use
of hydrogen fuel-cell batteries and a new generation
of electric counterbalance trucks.
The products created by NMHG are crafted at
12 world-class, ISO-certified manufacturing facilities
located in North America, South America, Europe
and Asia. Its global manufacturing network enables
NMHG to remain responsive to regional and even
local needs in the materials handling markets.
Each NMHG manufacturing site uses state-of-
Kubota is a total solutions provider in the manufacture of world class oil and water cooled diesel and duel fuel engines. Available to original equipment manufacturers (OEMs) and dealers, the company’s range of quality, highly durable and innovative engines are renowned across the globe for their exceptional performance. Designed to provide maximum fuel efficiency and minimal noise and vibration levels, Kubota engines feature the latest in technological advancements to meet and exceed emissions regulations. It’s range of engines are used in a wide range of applications including plant equipment, power generation and industrial equipment and include either Diesel Oxidation Catalyst (DOC) technology or Diesel Particulate Filters (DPF) as an after-treatment device to reduce emissions.
Kubota EnginEs

www.manufacturingtoday-europe.com 53
NACCO Materials Handling Group
NMHG to be responsive to regional product needs.
NMHG’s talented and experienced design and test
engineers have the industry’s most advanced design
tools and processes at their fingertips.
At each development centre, input from Hyster
and Yale brand managers and regional industry
consultants is combined with global trends and voice-
of-the-customer research. From concept to launch,
every new product follows a carefully structured
and rigorous six-stage development process. Each
step must confirm that the product will deliver all
the intended benefits to its future users. The result is
a level of toughness and reliability clients can count
on, from one of the most capable and innovative
material handling lift truck manufacturers in the
world.
As a result of its dedication to innovation, the
portfolio of materials handling equipment that
NMHG designs, engineers, manufactures and sells is
among the most comprehensive in the industry. It
covers hundreds of end-user applications in more
than 700 industries. The product range now includes
a full range of electric and internal combustion
engine lift trucks for nearly all indoor and outdoor
applications. From narrow aisle warehouse trucks
to the toughest cargo handling equipment, the
organisation’s counterbalanced lift trucks are
recognised as some of the most productive in the
world.
Furthermore, NMHG recognises that lift truck
users don’t always have identical needs. There are
hundreds of different industries and applications and
different intensities with which users must operate
their equipment. For that reason, NMHG offers the
choice between utility, standard and premium in
some of its lift truck models.
Premium trucks, now offered in a number of
internal combustion engine (ICE) and electric-
powered lift trucks, offer performance and durability
designed for the toughest and most demanding
operations. These trucks, such as the Hyster Fortis
and Fortens and the Yale Veracitor, offer a wide array
of special attachments and customisable features.
Standard trucks, now offered in some lifting
capacities of ICE trucks and electric trucks with
basic battery sizes, are designed for the most typical
applications and lift truck usage.
Finally, NMHG began introducing UTILEV brand
utility forklift trucks in 2011. These lift trucks, offered
currently in limited lifting capacities of ICE trucks with
pneumatic tires, offers a truck for lower intensity
operating environments, particularly without the
need for special attachments.
Whether Hyster, Yale, or UTILEV, it is the
independent dealer that is a key link between
NMHG and the customers it serves. This diverse
network includes independent forklift dealers
throughout the Americas, Europe, the Middle
East, Africa, Asia-Pacific, and China. Through their
partnerships with NMHG, the businesses dealers
have access to the most comprehensive support
and services in the materials handling industry: from
the most recent information regarding regional
pricing and marketing, to assistance with product and
service training. NMHG views the relationship with
each individual dealer as vital and all parties work to
ensure mutual success.
In addition, when it comes to product support
for forklifts, NMHG also prides itself on providing
unmatched service after the sale. The aftermarket
service begins with demand-flow technology, a
customer-driven manufacturing process that enables
NMHG to anticipate clients’ parts and service needs.
Once produced, individual parts are then shipped to
NMHG’s parts distribution centres, which are located
in the US, Brazil, Australia, the Netherlands and Japan.
This well-stocked global supply chain gives NMHG
dealers and their customers virtually instant access
to a worldwide inventory of aftermarket forklift
parts and accessories. The organisation provides
replacement parts for all makes and models of
forklifts.
NMHG is continually upgrading and improving
the quality of its parts and the efficiency of its
distribution. As a result, it is helping customers save
time on forklift repair while lowering the overall cost
of total ownership.
Headquartered in Cleveland, Ohio, NACCO
Materials Handling Group continues to drive the
industry forward. Its partnerships with experts
in areas such as hydrogen fuel cell and advanced
battery technologies are helping bring more
sustainable and greener technologies to the market
while increasing productivity and decreasing
operational costs.
Wallace McDowall has been a supplier to Nacco for over 15 years. During this time it has built an excellent relationship with various Nacco plants throughout the world. Wallace McDowall has found dealing with Nacco to be professional and fair in all areas of their business. They produce an excellent product and Wallace McDowall prides itself in being able to provide quality laser cut, fabricated and machined parts to its customer’s satisfaction. Wallace McDowall was delighted to receive Nacco’s Continuous Improvement award during 2013.
Wallace McDoWall
For over 30 years, Nichol McKay have been a proud supply partner of Nacco Materials Handling Group. Over that period, Nichol McKay have developed from a steel stockholder and through ongoing investment in fabrication technology and process capability have become one of the UK’s premier suppliers of production ready fabricated metal assemblies and components to some of the UK’s leading OEM’s. Nacco’s stringent requirements of quality and service excellence, has helped drive Nichol McKay on this journey and we look forward to supporting Nacco for the next 30 years of their continuing success.
Nichol McKay
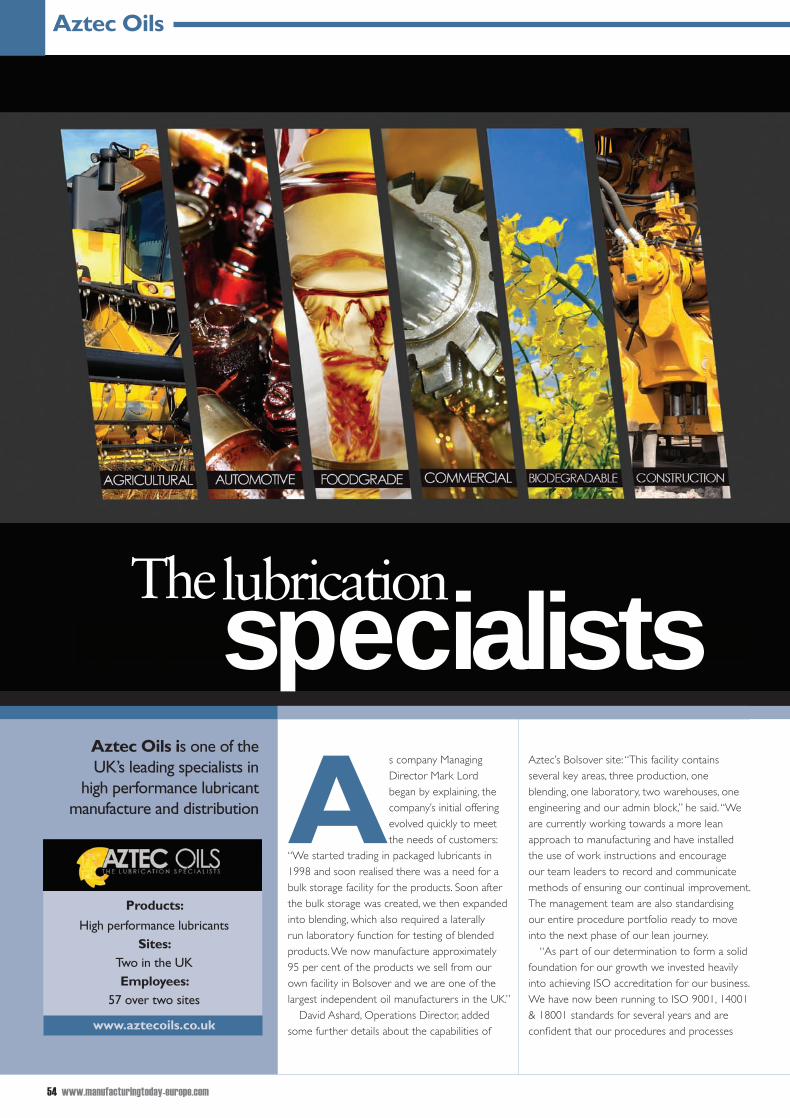
54 www.manufacturingtoday-europe.com
Aztec’s Bolsover site: “This facility contains
several key areas, three production, one
blending, one laboratory, two warehouses, one
engineering and our admin block,” he said. “We
are currently working towards a more lean
approach to manufacturing and have installed
the use of work instructions and encourage
our team leaders to record and communicate
methods of ensuring our continual improvement.
The management team are also standardising
our entire procedure portfolio ready to move
into the next phase of our lean journey.
“As part of our determination to form a solid
foundation for our growth we invested heavily
into achieving ISO accreditation for our business.
We have now been running to ISO 9001, 14001
& 18001 standards for several years and are
confident that our procedures and processes
Aztec Oils is one of the UK’s leading specialists in
high performance lubricant manufacture and distribution
The specialistslubrication
Aztec Oils
Products:
High performance lubricantsSites:
Two in the UKEmployees:
57 over two sites
www.aztecoils.co.uk
As company Managing
Director Mark Lord
began by explaining, the
company’s initial offering
evolved quickly to meet
the needs of customers:
“We started trading in packaged lubricants in
1998 and soon realised there was a need for a
bulk storage facility for the products. Soon after
the bulk storage was created, we then expanded
into blending, which also required a laterally
run laboratory function for testing of blended
products. We now manufacture approximately
95 per cent of the products we sell from our
own facility in Bolsover and we are one of the
largest independent oil manufacturers in the UK.”
David Ashard, Operations Director, added
some further details about the capabilities of

www.manufacturingtoday-europe.com 55
We now manufacture approximately 95 per cent of our sold products from our own facility in Bolsover and are one of the largest independent oil manufacturers in the UK
‘‘
specialistsare robust enough to support our future
development.
“ISO accreditation has become almost a
standard requirement for our customers and
holding and working to these standards gives
our customers the confidence that the high
quality products they purchase are produced in
a safe and environmentally conscious setting.”
The production facility receives over half
a million pounds of investment each year in
order to maintain its state-of-the-art approach,
and furthermore, the company’s laboratory
has recently received a £75,000 facelift. This
investment has created, on average, ten new
positions per annum at its Bolsover site. Mark
pointed out the benefits the lab brings to
Aztec: “Our laboratory quality checks our
entire product range and also takes on a
developmental role for customer specific
requests, normally within the industrial sector.
We are also currently installing the processes
required to test products that customers send
us for profiling.” He continued: “Investing in our
production, laboratory, warehousing, site and
staff has allowed us to keep up with the high
demand for our products we have experienced
over the last several years. We have doubled
our operation and installed a more robust
manufacturing and admin software suite giving
our systems the flexibility to grow alongside the
rest of the operation.”
David added: “During the last 12 months all
drivers have completed driver related NVQs,
and the production and warehouse teams
have also completed NVQs. Staff training is
very important to us and we have seen some
good results from these courses, the general
understanding of the operation and their
individual input to the success of the company
has increased with the knowledge gained. The
Operations Manager has also started an NVQ/
QFC level five leadership and management
course.
DNH as
56 www.manufacturingtoday-europe.com
Aztec Oils

www.modernutilitymanagement.com 57
“As a company, we find investing in our
team instrumental in the continued success of
our business. Several of our key operational
employees have progressed through the
company and brought along their knowledge
into their new roles, and we fully support all
aspects of developing the skills our team require
to continue into new roles within the company.”
Further investments at Aztec include new
software, social media accounts, and a new
website, which is under development. “We have
invested in a sophisticated software package,
which helps with forecasting, planning and stock
usage,” added David. “We are also increasing our
tank farm storage capability, as well as purchasing
new production filling machines and blending
tanks. Finally we are investing in food grade
blending equipment, as we are creating a new
product line for 2015.”
The new product David referred to is
Aztec’s own range of food grade oils. “We
already offered one of the largest ranges of
food grade lubricants, greases and aerosols in
the UK market place, and so the development
of our own range of food grade oils was the
We already offered one of the largest ranges of food grade lubricants, greases and aerosols in the UK market place, and so the development of our own range of food grade oils was the natural next stage
‘‘

58 www.manufacturingtoday-europe.com
Aztec Oils
natural next stage,” highlighted David. “We were
delighted to have met the tough requirements
to become NSF registered and achieving this
certification provides our customers with
the assurance that these products have been
produced in compliance with the relevant
regulations.”
As Aztec Oils moves into 2015, it has more
exciting plans in the pipeline, including a major
acquisition. Mark explained: “The purchase of
Oiline Ltd will strengthen our position in the
West Midlands giving us better connections
and improving our product expertise in
the metalworking sector. Oiline have a long
history of trading in the West Midlands and
have organically grown a significant database
of customers who have confidence in their
products and quality, which is something Aztec
can continue to supply in the future.”
Looking longer term, Mark and David have
more plans for expansion and investment, with
the vision of a total redevelopment of the
Bolsover site and the creation of more jobs:
“Over the next five years we will continue
to grow and develop our operation and set
the foundation for a solid future in Bolsover
for the company and the staff equally,” stated
David, adding: “This vision includes the purchase
of rented land and surrounding five acres to
develop our production and warehousing
operation, and further working with our new
depot in Birmingham in April this year.”
It is clear from talking to Mark and David at
Aztec Oils that the company’s success is due to
not only hard work and innovation, but also a
willingness to invest and an acknowledgement
of the important role played by a hard working
and well trained team of staff. This latter point
was recognised at the Annual Derbyshire
Times Business Awards in 2014 when Aztec
was nominated for employer of the Year : “We
were delighted at reaching the finals of the
awards,” said Mark. “All at Aztec are a vital part
of our current and continued success and we
recognise the importance of this in our everyday
operations.”
Part of the Robertson Construction Group, Robertson Timber Engineering
has been providing precision engineered timber frame solutions
for more than 25 years
The wonders
woodof
Robertson Timber Engineering
Robertson Timber Engineering
Products:
Engineered timber frame solutionsSites:One
Employees:42
www.robertson.co.ukwww.timberkit.co.uk
www.manufacturingtoday-europe.com 59

As Barry Armstrong, technical sales manager, explained, the Robertson Group is comprised of several different divisions, including
construction, property, facilities management, civil engineering, mechanical and electrical, and house building, and as such offers a multi-disciplinary service to clients.
Focusing on the Timber Engineering side, Barry
noted that the factory was originally created
to feed timber and joinery solutions into the
house building division of Robertson, but it
soon expanded and evolved into a specialist in
providing precision-engineered timber frame
solutions for clients from a variety of sectors. “We
are now one of the market leaders, and have a
very strong brand and name within the industry,”
Barry confirmed. “We not only supply our own
in-house products to our construction and house
building divisions, but we also do a lot of work
with external contractors, large construction
companies and national house builders as well.”
These blue-chip clients turn to Robertson
Timber Engineering because its products offer
a range of benefits, one of which is particularly
topical at the moment, as Barry noted: “If you
look at our competition in brick and block, there
is a huge demand for materials and not enough
capacity to handle it, so house builders are
looking for alternatives to bricks. A lot of builders
60 www.manufacturingtoday-europe.com
If you look at our competition in brick and block, there is a huge demand for materials and not enough capacity to handle it, so house builders are looking for alternatives to bricks. A lot of builders have also been forced to go down the route of timber frame due to the lack of bricklayers and labour available, and what we are finding is that once they have used our solutions, they embrace it and wonder why they didn’t do it years ago
‘‘
Robertson Timber Engineering

www.manufacturingtoday-europe.com 61
have also been forced to go down the route of
timber frame due to the lack of bricklayers and
labour available, and what we are finding is that
once they have used our solutions, they embrace
it and wonder why they didn’t do it years ago.
“These clients can also now appreciate the
further benefits of timber framed solutions,
such as the fact they are made off-site, under
controlled factory conditions, and are therefore
extremely accurate and can be erected very
quickly. They offer a very low CO2 footprint,
better air tightness, better insulation, and there
are lesser defects on a timber frame house as
well.
“Our timber buildings also have the same life
span of masonry buildings, but they have lower
running costs over that time,” he added. “So
while there is still an element of reluctance in
England about timber frames, especially when
you compare it to the world market where 75
per cent of all houses are timber framed, I think
it is a bit of a mind set and a fear of change, and
with our superior products we are starting to
transform this.”
As Barry highlighted, many of the benefits of
Robertson’s timber solutions stem from the fact
that they are created in a state-of-the-art factory.
“Our facilities utilise a lot of automation, and this
saves both time and increases accuracy – in fact,
our factory manager is a real stickler for quality
and detail.”
Robertson controls the process from sale to
production, and the company is keen to partner
with clients at the early design stage: “The earlier
we are involved, the longer we have to plan out
the job, iron out any problems and that makes
everyone’s life easier,” said Barry. “Our process
has been carefully created to ensure that our
products are of the highest quality and our clients

and installers frequently comment that they are
the best in the industry.”
Indeed, such has been the recent success of
the products that the company is planning on
extending its capacity, through the re-opening of
another factory. Said Barry: “This was purpose-
built by us around four years ago, but we had
to cease production for a couple of years while
the construction market recovered from the
recession. It was a huge investment for us at
the time and it is still one of the most state-of-
the-art factories in the UK, featuring some very
sophisticated equipment. It covers an area of
around 40,000 sq ft and is located in a position
that has excellent access to the motorway and
distribution network. The re-opening of this
factory will bring numerous new jobs to the
north east of England, so we anticipate our
workforce significantly increasing from its current
level of 42.”
The impetus to re-open this factory has been
partially based on the success Robertson Timber
Engineering has seen in the hotels sector. “Over
the last year or so we have worked on 14 or
15 hotels, for a range of clients,” said Barry. “The
advantage for these projects is our speed of
build – for example a 100 bed hotel can be ready
to accept guests in just six months from first
putting a spade in the ground using our solutions,
compared to nearly double that with traditional,
masonry, steel or concrete techniques. We just
supply the timber frame, and work in partnership
with other companies on these projects.”
62 www.manufacturingtoday-europe.com
Robertson Timber Engineering

Schofield Publishing Limited Unit 10, Cringleford Business Centre, Intwood Road, Cringleford, Norwich, NR4 6AU, UKTel: +44 (0) 1603 274130 Fax: +44 (0) 1603 274131
Schofield Publishing
Editor: Libbie [email protected]
Sales manager: Joe [email protected]
MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS www.manufacturingtoday-europe.com today