Embed Size (px)
Citation preview

Norwegian University of Science and Technology
MANUFACTURING STRATEGIES FOR NORWEGIAN SHIPBUILDING
Marco Semini, Jørund Kolsvik
IGLC workshop, 24.6.2014

Norwegian University of Science and Technology 2
OUTLINE
• Introduction: Manufacturing strategy
• Product, market, and business characteristics
• Product-process matrix
• Strategies with different CODPs (IGLO-MP)
• Degree of vertical integration (MODNET)
• Models for ship production in Norway (SUSPRO)
• Conclusions and further work

Norwegian University of Science and Technology 3
DEVELOPMENT OF MANUFACTURING STRATEGY
(Based on Hill 2000 and the Platts-Gregory procedure 1990)
Product/market
Performance objectives
Cost
Quality
Lead time
Delivery precision
Flexibility
Decision areas
Vertical integration
Organizational structure and control
Facilities, resources and capacities
Process technology
Sourcing and distribution
Production planning and control
Human resources and capabilities
Com-
plementors
Suppliers
Competitors
Customers
National and
international
industry rules and
regulations
National work
system and culture
Economic and
socio-demographic
environment
Technology and
innovation

Norwegian University of Science and Technology 4
PRODUCT/MARKET CHARACTERISTICS
Shipbuilding in general• Large, heavy, expensive
products with a long life• Large product variety
(customization), relatively low volumes
• Uncertain, fluctuating demand with frequent changes
• Many components and complex bills-of-material
• Increasing environmental and life-cycle requirements
Norwegian shipbuilding• At an international level
primarily competitive in the offshore sector
• Equipment/technology-intensive (rather than steel or accommodation)
• Deep product structure
• High level of customization, innovation, and specialization
• High level of change orders

Norwegian University of Science and Technology 5
NORWEGIAN BUSINESS ENVIRONMENT
• Vital tradition for innovating and manufacturing customized, technologically advanced products
• Highly educated and skilled work force
• Flat, flexible, and informal organizational structure
• High level of worker autonomy
• Dedicated and experiencedseamanship
• High-cost country• Main market moving
away from Europe• Increasing global
competition• Lack of resources

Norwegian University of Science and Technology 6
PRODUCT-PROCESS MATRIX
(Hayes and Wheelwright 1979)

Norwegian University of Science and Technology 7
PROJECT-BASED MANUFACTURING
General
• Integrated
design/engineering,
procurement, construction
• High-variety, low volume
production
• Long lead times
• Requirements to flexibility
and responsiveness
• Variety of processes types
Shipbuilding-specific
• Highly technical and complicated
• Many skilled trades and contractors working under the control of a primary contractor.
• International
• Many yards competing for a fairly limited amount of work

Norwegian University of Science and Technology 8
CUSTOMER ORDER DECOUPLING POINT
Adapted from Olhager (2003)

Norwegian University of Science and Technology 9
CUSTOMER ORDER DECOUPLING POINT
Project
Continuous
Mass
Batch
Jobbing
Volume
Variety
Low
High
High
Low
MTO
ATO
MTS
ETO
Based on Hayes & Wheelwright(1984), and Olhager & Wikner (2000)

Norwegian University of Science and Technology 10
CODP IN SHIPBUILDING
(Semini et al., 2014)

Norwegian University of Science and Technology 11
CODP IN SHIPBUILDING
Customized design
MilestonesContract
signingStart of
production
Production & Assembly
Commis-
sioning
After-Sale
Period
DeliveryLaunching
and start
of on-
board
activities
CODP
Market research &
concept design
Basic &
functional
design
Engineering
Supply chain development
& procurement
Contract
design
Planning & coordination
Standardized design
(Semini et al., 2014)

Norwegian University of Science and Technology 12
LINKING STRATEGIES TO PRODUCT/MARKET
Product/market attributes Customized design strategy Standardized design
strategyCost/Price Higher The more ships produced, the
lower the unit cost and price
Lead time Longer Shorter (if production can start
quickly)
Delivery precision More difficult to achieve Easier to achieve
Level of customization Higher Lower
Variety Higher Lower
Modularity and standardization Desirable, but difficult to achieve A must
Accommodation of change
orders
Part of the value offered to the
customer
Must be kept low
Number of components Very high High
Minimum volume requirements One or two Typically three or more
Order qualifiers Quality, lead time, on-time
delivery, price
Quality, lead time, on-time
delivery
Order winners Flexibility and customization,
product design/features
Price, product design/features
(Semini et al., 2014)

Norwegian University of Science and Technology 13
DEGREE OF VERTICAL INTEGRATION (MODNET)
(Mudambi, 2008)

Norwegian University of Science and Technology 14
DEGREE OF VERTICAL INTEGRATION (MODNET)
Project management
The completeshipyard
Degree of vertical integration
Today's Norwegian yards
HighLow
Type Project managementorganization
Today's Norwegian yard The complete shipyard
In-house activities
Design, project management, logistics
Design, outfitting, project management
Design, hull production, outfitting, project management
Comp. advantage
Systems integration; coordination of internal and external processes
Systems integration; coordination of internal and external processes
Process knowledge; integration of internal processes
Purchasing Yard capacity and building expertise
Hull, modules, systems, components
Materials and simple systems
Based on Longva et al. (2007) and Hicks (2000)

Norwegian University of Science and Technology 15
SHIP PRODUCTION AND ASSEMBLY
• In literature, the term manufacturing strategy usually refers to physical production and assembly
• Description of how the company currently carries out its ship production activities.– Important input for design process
• The build strategy is the application of a manufacturing strategy to a particular contract (Bruce & Garrard, 1999)– Build strategy elements: What, how, when, where and with what
resources?
Norwegian University of Science and Technology 16
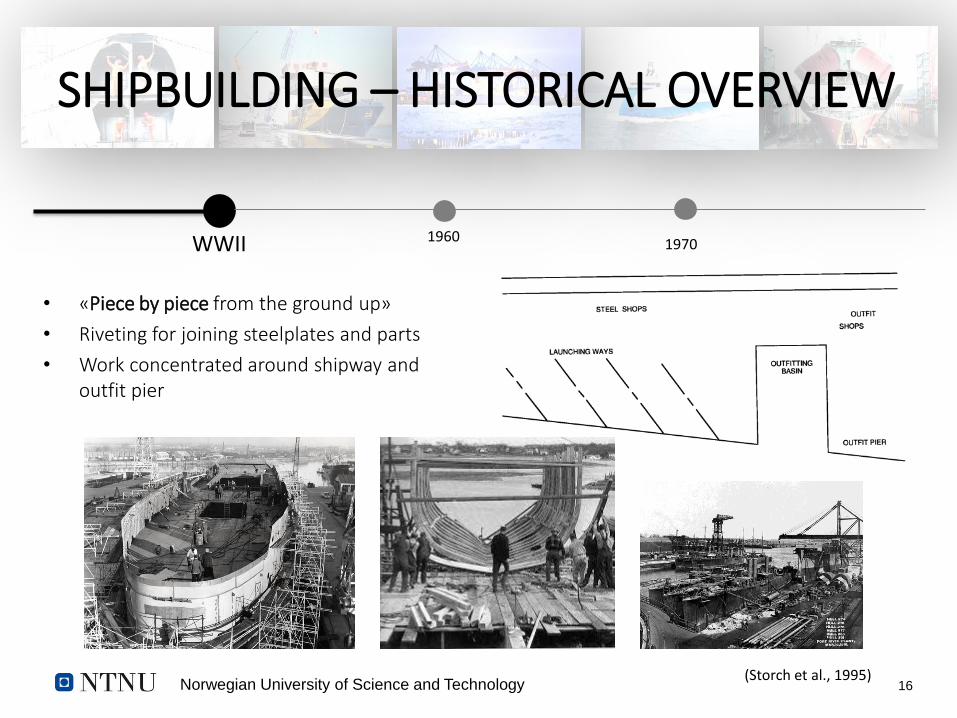
SHIPBUILDING – HISTORICAL OVERVIEW
• «Piece by piece from the ground up»
• Riveting for joining steelplates and parts
• Work concentrated around shipway and outfit pier
WWII 1960 1970
(Storch et al., 1995)

Norwegian University of Science and Technology 17
• Adaption of prefabrication of weldments awayfrom shipsways
• Development of high-technology steel cutting and welding
• Work stations defined and Group Technology applied
• The shipways became assembly areas, rather thanfabrication areas
• Layout change, from job-shop to flow based
• Specialization of facilities, tools, worker skills
1960WWII 1970
SHIPBUILDING – HISTORICAL OVERVIEW
(Storch et al., 1995)

Norwegian University of Science and Technology 18
WWII 19601970
SHIPBUILDING – HISTORICAL OVERVIEW
• Larger & more specialized ship types
• Modifying exisiting yards
• Series production & flow line techniques
• High technology introduced in steel fabrication and transport & lifting
• Further advances in modular construction
• Pre-outfitting introduced(Storch et al., 1995)

Norwegian University of Science and Technology 19
19701960WWII
• Collapsing demand, bankrupting shipyards heavily invested in mechanization and large-scale production
• Shipyards with earlier focus on management prevail enter the success of LEAN Production
SHIPBUILDING – HISTORICAL OVERVIEW

Norwegian University of Science and Technology 20
Basic goal: cost reduction via elimiation of unnecessary operations, waiting time, and inventories
19701960WWII
LEAN SHIPBUILDING
(Liker & Lamb, 2000)

Norwegian University of Science and Technology 21
19701960WWII1. Identify
value
2. Map thevalue
stream
3. Createflow
4. Establish
pull
5. Seekperfection
LEAN SHIPBUILDING
(Liker & Lamb, 2000)

Norwegian University of Science and Technology 22
1965-1995: Japanese shipbuilders improved theirproductivity by 150%.How?• Perfecting structural block construction
approach• Developing advanced and zone outfitting• Applying lean principles
• Others are following
19701960WWII
LEAN SHIPBUILDING
(Liker & Lamb, 2000)

Norwegian University of Science and Technology 23
SUMMARY OF SOME MODERN SHIP PRODUCTION AND ASSEMBLY METHODS
Group technology Exploit the similarities of intermediate products to gain production economies of scale for non-standard products
Standardization Standardized materials, components and modules give economies of scale and increased efficiency, reduced variability and easier planning
Modular construction Based on modular design, allows effective production of complete modules by smaller, more competitive businesses.
Zone construction When the blocks are assembled, use zones as a reference for materials and part lists, drawings, plans, schedules , follow up, and documentation.
Structural prefabrication, block construction
Producing parts of the steel structure outside the berth/dock. Units, 2D blocks, 3D blocks, grand/mega/ring blocks. Blocks of increasing size. Parallel construction of blocks.
Pre-outfitting (pre-erection outfitting, early outfitting, pre-erection system installation)
Installation of ship system components prior to final assembly of the primary structure. On-unit and on-block outfitting.

Norwegian University of Science and Technology 24
PRE-OUTFITTING
Advantages• Improved work access and working positions• Shorter distances for workers, materials, and
equipment• Reduced HSE risk• Reduced need for installation, use, and
removal of temporary product support services
• Work in controlled environment, with possibility for roof and other infrastructure
• Faster, less expensive, better quality control• Automation (cost savings and HSE
improvements (exposure to chemicals etc.))• Less sequence dependency among jobs• No need for damages on complete work• Increased opportunity for parallel work
Drawbacks• Increased inventory carrying
cost (Cost of capital, risk of damage, etc.)
• Potential obstacles for later access
• Sections/blocks heavier
• Reduced opportunity for concurrent engineering
(Based on Hagen, 2014)

Norwegian University of Science and Technology 25
Pre
fabrica
tion
(su
pp
ort
s,
mo
du
les,
pip
es)
Pre
-outf
ittin
g
Bla
sting &
pain
tin
g/c
oatin
g
Tra
nsp
ort
& h
and
ling
(sup
po
rts a
ll pro
cesse
s)
Dim
ensio
na
l con
tro
l &
insp
ection
(su
ppo
rts a
ll pro
ce
sse
s)
Raw material reception &
preparation
Marking, cutting & conditioning
of steel plates & profiles
Fabrication of 2D
blocks
Fabrication of 3D
blocks
Assembly of grand
blocks / pre-erection
Erection & outfitting
Launching
Finishing & outfitting
Commissioning &
trials
Delivery
MODERN SHIPBUILDING – PROCESS OVERVIEW
(Andritsos & Perez-Prat, 2000)

Norwegian University of Science and Technology 26
Marking, cutting & conditioning of steel plates and profiles• Marking
– Powder marking, Inkjet marking, Plasma arc marking, Laser marking
• Cutting
– Shears, Roller shears, water jet cutting, Thermal cutting(Oxy-Fuel cutting, Plasma-cutting. Laser cutting)
MODERN SHIPBUILDING – PROCESS OVERVIEW
(Andritsos & Perez-Prat, 2000)

Norwegian University of Science and Technology 27
Fabrication of 2D blocks• Typical equipment
– Roller bed, Clamping, Butt-welding gantry, Panel
turning/turnover arrangement, Stiffener pallet, Mobile Grinding,
Mobile stiffener gantry, Fillet-welding gantry, Mobile web gantry,
Web welding gantry, Lift-off transportation station
• Types of panel lines
– Mini panel line, Normal flat panel line, Double bottom line,
Curved panel line, Girder building line
MODERN SHIPBUILDING – PROCESS OVERVIEW
(Andritsos & Perez-Prat, 2000)

Norwegian University of Science and Technology 28
Fabrication of 3D blocks• Assembly of flat panels, 2D sub-blocks and curved blocks
• Build strategy designed so as to make the welding in best
possible position, but also maintian possibilities of efficient
block outfitting
• Steel and outfitting work are parallel acitivites in in the
assembly
• When properly planned, a major part of the outfitting can be
performed in the workshop
MODERN SHIPBUILDING – PROCESS OVERVIEW
(Andritsos & Perez-Prat, 2000)

Norwegian University of Science and Technology 29
Erection & Outfitting• Blocks are joined together in the dock and seated on the
dock. They are arranged according to hull form or docking
plan and then welded.
• Welding is by far the most important technology applied:– The weight of the metal deposited by welding in a ship can easily be as much
as 3 to 4% ot the total steel weight, and the cost of the welding consumable
per kg deposited can be more than 10 times the cost of the same weight in
steel
• Erection of prefabriacations(supports, modules,pipes)
MODERN SHIPBUILDING – PROCESS OVERVIEW
(Andritsos & Perez-Prat, 2000)

Norwegian University of Science and Technology 30
Conclusions and further work
• We have presented different strategies for shipbuilding and linked them to product/market characteristics
• We are currently defining three models for Norwegian shipbuilding based on different degrees of domestic hull production.
• The overall purpose is to develop knowledge and theory about shipbuilding of relevance for Norway and other high-cost countries
• Further work (in SUSPRO):

Norwegian University of Science and Technology 31
REFERENCES
Andritsos, F., & Perez-Prat, J. (2000). State-of-the-Art report on: The Automation and Integration of Production Processes in Shipbuilding.
EURPOEAN COMMISSION JOINT RESEARCH CENTRE. INSTITUE FOR SYSTEMS, INFORMATICS & SAFETY
Bruce, G. J., & Garrard, I. (1999). THE BUSINESS OF SHIPBUILDING. London: LLP Reference Publishing.
Hagen, A. (2014). TMR4125, Shipbuilding lecture notes. Institutt for marin teknikk, NTNU. Trondheim.
Hayes, R. H., & Wheelwright, S. C. (1984). Restoring our competitive edge. New York, John Wiley & Sons.
Hayes, S.C. & Wheelwright, R. H. (1979). Link manufacturing process and product life cycles. Harvard business review, 57 (1), 133-265.
Hicks, C., McGovern, T., and Earl, C. F. (2001) "A typology of UK engineer-to-order companies." International Journal of Logistics 4(1). 43-
56.
Hill, T. (2000). Manufacturing strategy: text and cases, Basingstoke, Palgrave.
Liker, J. K. & Lamb, T. (2000). Lean Manufacturing Principles Guide, Version 0.5. A Guide to Lean Shipbuilding. National Steel & Shipbuilding
Co.
Longva, T., Horgen, R., & Brett, P. O. (2007). DP - Konkurransekraftutvikling, verdiskapning og usikkerhet ved samvirkende
forretningskonsepter i norskkontrollert skipsbygging. DNV Research & Innovation.
Mudambi, R. (2008). Location, control and innovation in knowledge-intensive industries. Journal of Economic Geography, 8(5), pp. 699-
725.

Norwegian University of Science and Technology 32
REFERENCES
Olhager, J. (2003) "Strategic positioning of the order penetration point." International Journal of Production Economics. 85(3). pp. 319-329.
Olhager, J. & Wikner, J. (2000) "Production planning and control tools." Production Planning & Control. 11(3) pp. 210-222.
Platts, K. W., & Gregory, M.J. (1990) "Manufacturing audit in the process of strategy formulation." International Journal of Operations &
Production Management 10(9) pp. 5-26.
Semini, M. et al. (2014) "Strategies for customized shipbuilding with different customer order decoupling points." Proceedings of the
Institution of Mechanical Engineers, Part M: Journal of Engineering for the Maritime Environment (2014). DOI: 1475090213493770.
Spicknall, M. H. (2003). The Shipbuilding Process. Society of Naval Architects and Marine Engineers
Storch, R. L., Hammon, C. P., Bunch, H. M., & Moore, R. C. (1995). SHIP PRODUCTION SECOND EDITION. CENTRVILLE, MARYLAND: CORNELL
MARITIME PRESS PRESS





























