Embed Size (px)
Citation preview

Since 1966
MANUFACTURER OF FABRICATED PARTS AS PER DRAWING

Since 1966
SOLUTIONS

Since 1966
Since the incorporation of the company in 1966, our philosophy of offering the best quality has remained intact, allowing us to maintain our position of market leader.We adapt to the most demanding requirements of the market, we act in an absolute professional way, without omitting our origins as a family company, preserving a balance between experience and modernisation of the production systems by adding cutting-edge technology processes and equipment.
+ 5 0years of experience
IN FAMILY
COMPANY
1966 1975 1988 2001 2016
Since 1966
OUR FACILITIES
We are in BELAUNTZA, Gipuzkoa
OUR FACILITIESWe are in BELAUNTZA, Gipuzkoa

Since 1966
50 y e a r s o f e x p e r i e n c eI N F A M I L Y
COMPANY
1966 1975 1988 2001 2016
Employees65

Since 1966
Calculating and detail engineering
Procurement of Materials
Cutting
Forming WeldingNDT and Dimensional Check
SurfaceFinishing
Finishingmachining
Logistics and International Freight Services
Inspection and control of all the processes
PROCESS / Integral Solutions

Since 1966
% Export
year
1980 1990 2000 2016
10
20
30
40
50
EXPORTS

Since 1966
Energy Industrial Processes Science and investigation
UNIVERSAL PRESENCE

Since 1966
Stainless SteelCarbon SteelAluminium
Material Quality Thickness range
From 1mm to 300mm
MATERIALS

Since 1966

Since 1966
Calculating and detail engineering
Procurementof Materials
2D and 3D DesignStructural and finite-element calculation
Global purchasing process management meeting the strictest control and certification requirements
PRODUCTION capabilities

Since 1966
PLASMA CUTTING & OXYCUTTING
Up to 120 mm thickness cutting capacity, above 24.000x3.000mm table and High-definition plasma cutting (90º).
Cutting
PRODUCTION capabilities

Since 1966
BRAKE PRESSES AND ROLLERS
Brake presses of up to 7000mm working length and 500-ton capacity, and 3500x35mm plate bending rollers.
Forming
PRODUCTION capabilities

Since 1966
TIG, MIG, MAG, COATED ELECTRODE and SUBMERGED-ARC WELDING.
* Both processes and welders are EN and ASME IX certified.
Processes
PRODUCTION capabilities

Since 1966
Testing methods:Surface (Dye Penetrant testing and magnetic particle inspection). Volume (Ultrasonic and X-ray ) by qualified operators.
NDT
3D metrology based on Laser Tracker technologyReverse engineering processes and process development from native CAD.Traceability function of all instruments used.
Dimensional Check
PRODUCTION capabilities

Since 1966
PaintingSand blastingShot peeningPickling and passivating
SurfaceFinishing
PRODUCTION capabilities

Since 1966
1/4 CNC BORING-MILLING MACHINES:
With travels of up to 15000x4500x2150mm and 50-ton rotary table.
Finishing machining
PRODUCTION capabilities

Since 1966
PRODUCTION capabilities
2/4 CNC BORING-MILLING MACHINES:
With travels of up to 15000x4500x2150mm and 50-ton rotary table.
Finishing machining

Since 1966
Verit
3/4 VERTICAL LATHE
Diameter 4.000 mmHigh vertical 3.500 mmCapacity 50 TN
PRODUCTION capabilities
Finishing machining

Since 1966
4/4 VERTICAL LATHE
Diameter 8.000 mmHigh vertical 5.000 mmCapacity 80 TN
PRODUCTION capabilities
Finishing machining

Since 1966
Large experience in the management of logistics and land and sea freight services at international level.
Logistics and International Freight Services
Definition, follow-up and validation of internal control and quality plans, starting from customer’s requirements.Our welding and pressure vessel manufacturing activities are adequately certified.
Inspetion and Control of all theprocess
PRODUCTION capabilities

Since 1966

Since 1966
IN16B VACUUM CHAMBER (ILL) PROJECT
SUCCESS THROUGH KNOWLEDGE
Dimensions: 5,5 L x 3,7 W x 4 HVacuum: 1 x 10-3 mbarMaterial: Aluminium AW-5083

Since 1966
LET VACUUM CHAMBER (ISIS) PROJECT
Dimensions: 4 L x 6 W x 3 H Vacuum: 1 x 10-6 mbarMaterial: AISI 304L
SUCCESS THROUGH KNOWLEDGE

Since 1966
Dimensions: 4 L x 2 Ø Vacuum: 1 x 10-3 mbarMaterial: AISI 304L
SUCCESS THROUGH KNOWLEDGE
POLARIS SPECTROMETER (ISIS) PROJECT

Since 1966
DTL TANKS FOR LINAC 4 (CERN) PROJECT
Vacuum: 1 x 10-5 mbarMaterial: AISI 316L
SUCCESS THROUGH KNOWLEDGE

Since 1966
CRYOMODULES HIE-ISOLDE (CERN) PROJECT
Material: AISI 316LVacuum: 1 x 10-5 mbar
SUCCESS THROUGH KNOWLEDGE

Since 1966
NA62 VACUUM VESSEL for RICH DETECTOR (CERN)
Dimensions: 18 L x 4 Ø,40 tones Vacuum:1 x 10-5 mbarMaterial: S275JRSUCCESS THROUGH KNOWLEDGE

Since 1966
BEAM DUMP IFMIF/EVEDA (Rokkasho JAPAN) PROJECT
Dimensions: 5 L x 1,5 ØMaterial: HDPE (Polyethylene), Copper, Carbon Steel and Aluminium AW 5083SUCCESS THROUGH KNOWLEDGE

Since 1966
Paper Energy Food OthersEquipmentfabrication
Structural componentsIndustrial processes

Since 1966
Storage, transport and transformation of solids, liquids and gases
Industrial processes
Paper Energy OthersEquipmentfabrication Food

Since 1966
Food

Since 1966
Paper

Since 1966
Nuclear Hydro Marine Off shore
Energy
Intensive participation in international projects, manufacturing equipment and components for fossil fuel and renewable energy technology applications.
Combinedcycle Nuclear

Since 1966
Combined Cycle

Since 1966
Ciclo combinadoCombined Cycle

Since 1966
Nuclear

Since 1966
Nuclear

Since 1966
Nuclear

Since 1966
Hydro

Since 1966
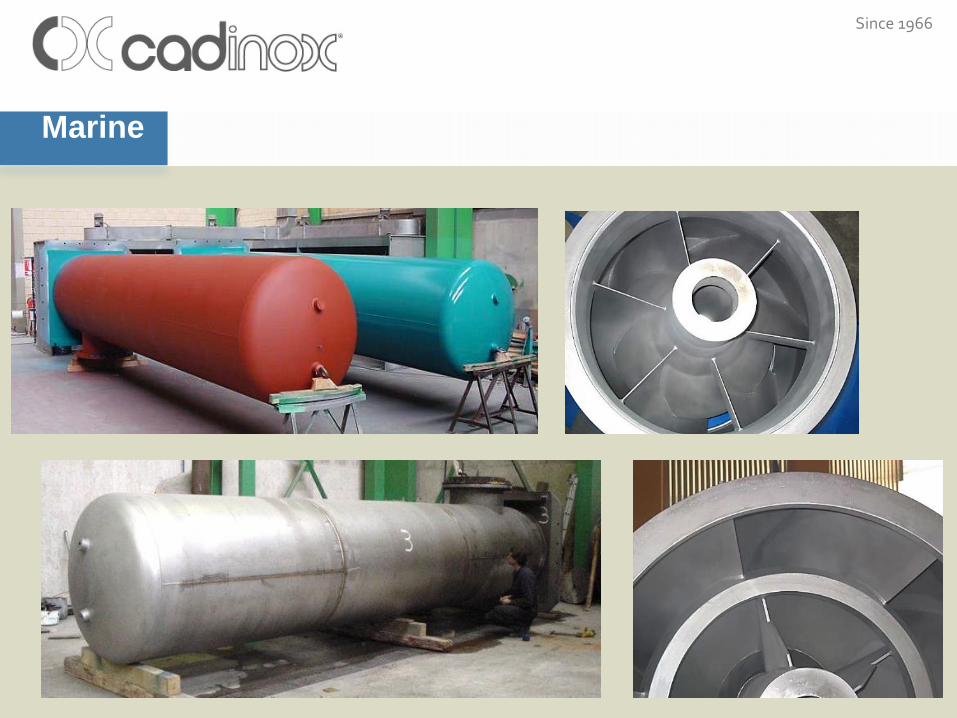
Marine
Since 1966
Marine

Since 1966
Marine

Since 1966

Since 1966
CertificationsAdaptation to the international standards Quality management system
according to ISO 9001 Welding process specialized
according to UNE EN ISO 3834-2

Since 1966
Organization chart
Inspection staffs independent of manufacturing:
Quality Projects Leader Technical office

Since 1966
Since 1966
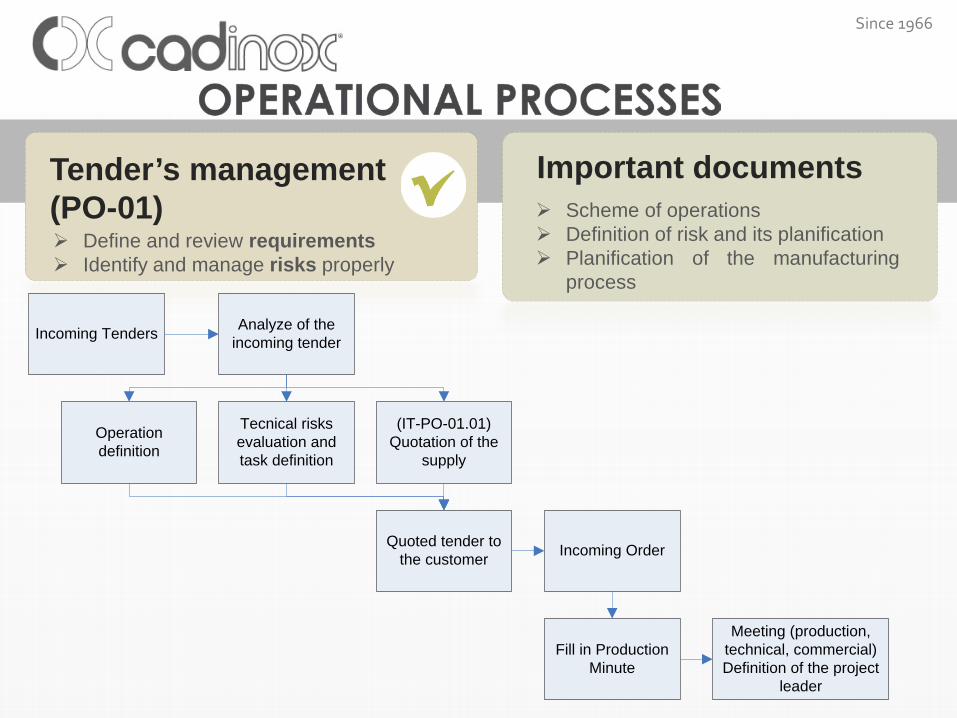
Tender’s management(PO-01) Define and review requirements Identify and manage risks properly
Scheme of operations Definition of risk and its planification Planification of the manufacturing
process
Important documents
Incoming Tenders Analyze of the incoming tender
Operation definition
Tecnical risks evaluation and task definition
(IT-PO-01.01)Quotation of the
supply
Quoted tender to the customer Incoming Order
Fill in Production Minute
Meeting (production, technical, commercial)Definition of the project
leader

Since 1966
Process design(PO-03) Transfer the specifications of the order to
internal specifications Develop the documentation required to
the work shop
Process guide line Material list Welding book
- Welding maps- PQRs- WPSs- WPQs
Workshop documentation
Incoming Order Analyze of the incoming Order
Review customerrequirements
Define welding requirements,
welders qualification needs
Meeting to launch (Quality,Manufacturing, Organization and if
necessaryOT, Shopping and Management)
Planification of the manufacturing
Define work shop documentation

Since 1966
Base metal verification Inspection before welding Use of the welding consumables Verification of welds Definition of repairs Non destructive tests EN 12062 – general rules EN 970 - visual inspection EN 1712,1713,1714 – Ultrasonic Others…
Control of the process
Manufacturing(PO-04) Develop production flow correctly Fulfill quality specifications

Since 1966
Identification and trazeability (SGC-03)
Identify all the elements (raw material, END reports, outsourcings…) of manufacturing process to ensure proper monitoring of the products.
Standard traceability for: Raw material Outsourcing materials Welding information NDTs Dimensional control
Special requirements for the traceability: Item Welders Filler material Measuring tools Others

Since 1966
Quality Staff qualification
Qualification and continuous trainingof all staff involved on inspections
International welding engineer 3 staffs for PT on LEVEL 2 2 staffs for UT on LEVEL 2 2 staffs for VT on LEVEL 2 Other inspection are subcontracted

Since 1966
Measuring equipmentcalibration (PO-10)
Ensure the proper performance and results of inspections carried.
Measuring equipment
Measuring equipment
Check the documentation
Add the measuring
equipment to the Calibration list
Define internal o external
calibration
Calibration/verification of the
equipment
Analyze the results of the
report
¿is the equipment ok? Record de result
Tool out of workanalyze how it
affects the latest measurements
YES
NO
COD EQUIPMENTFARO 16/01 Laser TrackerLUX 20/01 Digital Light MeterMAN 01/14 Digital pressure gauge (0-250 BAR)TER 02/2 Thermometer type K (HI93530N)UNI 15/01 UNIMASTERUT 03/2 UltrasoundAN Ring pattern (10-225 mm)BR Rod pattern (25-675 mm)CAL Analog and digital gauges (150-1000 mm)MEX Outside micrometer (0-600 mm)MIN Inside micrometer(6-1000 mm)

Since 1966
Maintenance (PO-12)
Guidelines for performing maintenance actions
Guidelines for the verification of welding equipment in order to ensure the settings parameter.
Welding equipmentsMETHOD Nº OF EQUIPMENT OBSERVATIONS
Semiautomatic SubmergedArc 2 650 A
1000 A
Welding with core rod 303
DCAC
Tig and inert gas 162
DCAC
Mig and inert gas 30 DC

Since 1966
We are in BELAUNTZA, Gipuzkoa
Thank you !





























