Embed Size (px)
Citation preview
PACK CNCPACK CNC-LCD
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Notice d’installation 1/3PH
ASE
1 :
La ré
cept
ion
du c
olis.
PHAS
E 2
:D
escri
ptio
n du
mat
érie
l.
PHAS
E 3
:Pr
épar
atio
n av
ant i
nsta
llatio
n.
2
1
3
4
Nous allons décrire l’installation de votre nouveau système de commande numérique 4 axes spécial fraisage. Nous vous re-mercions pour votre choix qui nous le souhaitons vous apportera pleinement satisfaction.Le Pack CNC et Pack CNC-LCD différent uniquement par l’afficheur LCD 2x16 caractères. Au niveau fonctionnement, l’option LCD ne modifie rien.
Afin de vous faciliter sa mise en oeuvre, nous allons décrire pas à pas l’installation et par la suite l’utilisation de votre nouveau contrôleur.
Bonne Réception.
Afin de mettre en oeuvre le module CNC, il est nécessaire de disposer d’une alimentation électrique. La puissance maximum délivrée par cette alimentation devra tenir compte principalement du nombre d’axes souhaités. L’alimentation type pour un usage polyvalent est une alimentation redressée non régulée de 25V DC en 160VA. Se reporter à la fiche pratique relative à la fabrication d’une telle ali-mentation (Rubrique Documentation). Le module MOTION4NC est à entrée unique pour l’alimentation électrique et permet d’alimenter le module de pilotage, de puissance et d’interfaçage (CONTROL4NC).
ATTENTION : Lors de l’intégration du module MOTION4NC dans un boitier métal (de préférence Aluminum), METTRE IMPERATIVEMENT DES ISOLANTS ELECTRIQUES entre le boitier (qui fait office de dissipateur) et les composants de la MOTION4NC. RISQUE MAJEUR DE COURT-CIRCUIT et perte de Garantie.
Dans votre colis, vous trouverez le matériel suivant :
PACK-CNC : 1- MOTION4NC, le module principal de pilotage et de puissance spécial CNC.
2- CONTROL4NC-LCD, le module d’interface associé au MOTION4NC. (CONTROL4NC pour le PACK CNC)
3- Câble de Liaison MOTION4NC-CONTROL4NC.
4- Câble de Liaison MOTION4NC-PC par port parallèle.

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Notice d’installation 2/3PH
ASE
4 :
Mon
tage
d’e
nsem
ble.
PHAS
E 5
:Co
nfig
urat
ion
MO
TIO
N4NC
..
PHAS
E 6
:Un
ique
men
t pou
r MAC
H2.
1
2
1
PACK CNCPACK CNC-LCD
L’assemblage des différents module ne pose pas de problème particuliers. Le montage obtenu doit ressembler à la photo ci-contre. Le câble 40pts fil nappe est muni de détrompeur évitant ainsi tout problème de sens de branchement. Pour le moment, nous n’avons toujours pas mis sous tension l’ensemble. Avant cela, nous allons con-figurer la partie pilotage sur la MOTION4NC.
POUR LES UTILISATEURS DE LOGICIELS D’USINAGE AUTRE QUE MACH2 (Artofcnc) : (Ninos 3D, Turbocnc, Cnc3axes, ...)
Sur la partie pilotage de la Motion4NC, il n’y a qu’un seul cavalier à positionner. Il se situe à l’indication (1) sur le dessin ci-contre.
A titre d’information, ce cavalier est utilisé pour la programmation du microcontrôleur embarqué sur la platine de pilotage.
UNIQUEMENT POUR LES UTILISATEURS DE MACH2 (Artofcnc) :
La Motion4NC intégre une fonction particulière de MACH2. Il s’agit de la fonction nommée ‘PUMP CHARGE’. Cette fonction a pour objectif de sécuriser l’ensemble Logiciel-motion4NC-mécanique en ne permettant les mouvement des moteurs et l’activation du relais de commutation uniquement lorsque le logiciel est chargé. Tant que MACH2 n’est pas chargé, la Motion4NC n’est pas active. Ce dispositif est désactivable.Sur la figure ci-contre, le cavalier positionné en (2) active le dis-positif de sécurité. L’enlever revient à un fonctionnement classique décrit en PHASE 5.
CAVALIER placé en :CONTROLE DE LA MISE EN MARCHE MOTEURS & RELAIS unique-
ment quand MACH2 est chargé en mode ‘PUMP CHARGE’
2

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Notice d’installation 3/3PH
ASE
7 :
PHAS
E 8
:Pe
miè
re m
ise s
ous
tens
ion.
PHAS
E 9:
Liaiso
n PC
por
t Par
allè
le. 1
-
+
21
3
R _ A : O F F M o _ M : O F FX : O Y : O Z : O A : O
45
6
+- R _ A : O F F M o _ M : O F F
X : O Y : O Z : O A : O
PACK CNCPACK CNC-LCD
Afin de s’assurer que l’ensemble pleinement fonctionnel, nous allons alimenter le pack par le bornier principal d’alimentation. Le bornier d’alimentation est en 4 pôles débrochables situés sous les 4 ajustables multitour. Les 4 points du bornier correspondent au (+) et au (-) (voir ci-contre pour l’ordre des pôles) de notre alimentation préalablement réaliser.Nature de l’alimentation admissible en entrée à respecter impérativement :Entre 12 et 32V DC ( Alimentation type en 25V redressée non régulée -transfo en 18V avant re-dressement-)Les pôles du bornier sont regroupés 2 à 2. Soient 2 pôles au même potentiel pour le (-) et 2 pôles pour le (+). Il suffit dans la pratique de ne con-necter que 2 fils sur le bornier sur un pôle (+) et un pôle (-).
Nous voilà prêt à mettre sous tension. Pour ce 1er test, ne pas mettre le cordon port parallèle sur la Motion4NC. Vous pouvez maintenant mettre sous tension.Le voyant (1) doit s’illuminer - bon fonctionnement du Motion4NC - ainsi que (2) voyant rouge de fonc-tionnement du CONTROL4NC, En (3), il y a 4 voyants jaune d’état des entrées (fin de course, palpeur, ...) qui doivent s’illuminer également. En (4), le voyant vert de gauche doit être sous tension. En (5) doit figurer deux parenthèses fixes. Et pour le modèle avec l’afficheur LCD, les indications ci-dessus doivent figurer sur l’afficheur. (aucun branchement en (7) pour ce test et hors moteurs).
7
Le Pack CNC (-LCD) est prêt pour intégration dans son boîtier d’acceuil en prenant soin évidement de respecter la consigne indiquée précédement sur l’isolation électrique des 2 régulateurs de tensions (Se reporter à la PHASE 3. Vous pouvez maintenant mettre le cordon port parallèle et connecter ainsi le module avec le PC avec une rallonge PC parallèle de type Mâle/Femelle (Ne pas confondre avec un cordon série Sub-D25 qui y ressemble). L’étape suivante consiste à décrire le branchement et le réglage des moteurs, ainsi que le câblage des entrées et des commandes du module.
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Notice Technique - MOTION4NCPACK CNCPACK CNC-LCD
MOTION4NC - Dimensions
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Notice Technique - CONTROL4NCPACK CNCPACK CNC-LCD
CONTROL4NC (-LCD) - Dimensions
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Branchement Moteurs Pas à Pas 1/2M
OTE
UR P
AS A
PAS
TYP
E 1
:Bi
pola
ire 4
Fils
.
MO
TEUR
PAS
A P
AS T
YPE
2 :
Bipo
laire
8 F
ils.
MO
TEUR
PAS
A P
AS T
YPE
3 :
Unip
olai
re 6
fils.
PACK CNCPACK CNC-LCD
A B C D
A B
C D
A B
C D
A B
C D
A B
C D
2
1
2
1
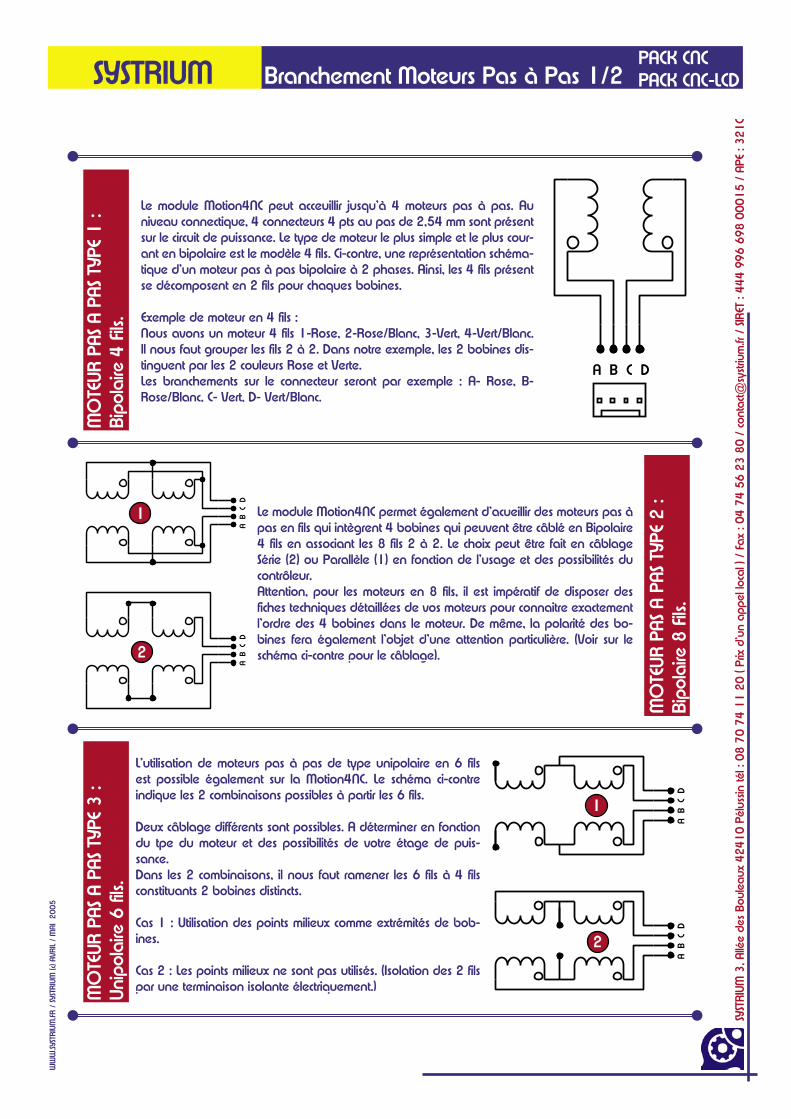
Le module Motion4NC peut acceuillir jusqu’à 4 moteurs pas à pas. Au niveau connectique, 4 connecteurs 4 pts au pas de 2,54 mm sont présent sur le circuit de puissance. Le type de moteur le plus simple et le plus cour-ant en bipolaire est le modèle 4 fils. Ci-contre, une représentation schéma-tique d’un moteur pas à pas bipolaire à 2 phases. Ainsi, les 4 fils présent se décomposent en 2 fils pour chaques bobines.
Exemple de moteur en 4 fils :Nous avons un moteur 4 fils 1-Rose, 2-Rose/Blanc, 3-Vert, 4-Vert/Blanc. Il nous faut grouper les fils 2 à 2. Dans notre exemple, les 2 bobines dis-tinguent par les 2 couleurs Rose et Verte.Les branchements sur le connecteur seront par exemple : A- Rose, B- Rose/Blanc, C- Vert, D- Vert/Blanc.
Le module Motion4NC permet également d’acueillir des moteurs pas à pas en fils qui intègrent 4 bobines qui peuvent être câblé en Bipolaire 4 fils en associant les 8 fils 2 à 2. Le choix peut être fait en câblage Série (2) ou Parallèle (1) en fonction de l’usage et des possibilités du contrôleur.Attention, pour les moteurs en 8 fils, il est impératif de disposer des fiches techniques détaillées de vos moteurs pour connaitre exactement l’ordre des 4 bobines dans le moteur. De même, la polarité des bo-bines fera également l’objet d’une attention particulière. (Voir sur le schéma ci-contre pour le câblage).
L’utilisation de moteurs pas à pas de type unipolaire en 6 fils est possible également sur la Motion4NC. Le schéma ci-contre indique les 2 combinaisons possibles à partir les 6 fils.
Deux câblage différents sont possibles. A déterminer en fonction du tpe du moteur et des possibilités de votre étage de puis-sance.Dans les 2 combinaisons, il nous faut ramener les 6 fils à 4 fils constituants 2 bobines distincts.
Cas 1 : Utilisation des points milieux comme extrémités de bob-ines.
Cas 2 : Les points milieux ne sont pas utilisés. (Isolation des 2 fils par une terminaison isolante électriquement.)

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Branchement Moteurs Pas à Pas 2/2M
OTE
UR P
AS A
PAS
TYP
E 3
:Un
ipol
zire
6 fi
ls.
PACK CNCPACK CNC-LCD
Le Pack CNC (-LCD) est prêt pour intégration dans son boîtier d’acceuil en prenant soin évidement de respecter la consigne indiquée précédement sur l’isolation électrique des 2 régulateurs de tensions (Se reporter à la PHASE 3. Vous pouvez maintenant mettre le cordon port parallèle et connecter ainsi le module avec le PC avec une rallonge PC parallèle de type Mâle/Femelle (Ne pas confondre avec un cordon série Sub-D25 qui y ressemble). L’étape suivante consiste à décrire le branchement et le réglage des moteurs, ainsi que le câblage des entrées et des commandes du module.

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Configuration MicropasM
OTI
ON4
NC :
Conf
igur
atio
n m
ode
Micr
opas
XYZ
A.
PACK CNCPACK CNC-LCD
A
X
Y
Z
Exemple de configuration : (figure de droite)
L’axe X est en 1/8 de pas (huitième de pas).L’axe Y est en 1/2 de pas (demi-pas).L’axe Z est en 1/4 de pas (quart de pas).L’axe A est en 1/1 de pas (pas entier).
A
X
Y
Z
a2a1z2z1y2y1x2x1
1
Pour configurer le module MOTION4NC dans le mode micropas désiré, il est nécessaire de mettre hors tension l’ensemble de pilotage et de séparer les 2 circuits qui constituent le module MOTION4NC. Il suffit simplement de déclipser le plus petit circuit ( circuit de dimensions 80 x 60 mm qui porte les connecteurs port parallèle et Fil nappe 40 fils) de l’étage de puissance (circuit de dimensions 80 x 140 mm qui porte les composants de puissance). Prier de séparer les 2 circuits avec soin pour ne pas abîmer la connectique d’assemblage. Dés lors, vous verez sur le circuit de puissance un connecteur en 2 rangées de 8 points à l’endroit indiqué comme en . A partir de ce connecteur, nous pouvons définir le mode de fonctionnement en micropas pour chacun des 4 moteurs (indépendament les uns des autres). Chaque axe sera donc configurer en pas entier (1/1), en demi pas (1/2), en quart de pas (1/4) ou bien encore en huitième de pas (1/8). Pour cela, au mieux deux cavaliers seront positionnés pour chaque axe.
1
1/2
1/8
1/4
1/1 A
X
Y
Z
x2x1
x2x1
x2x1
x2x1
1/1
1/8
1/2
1/4
Pour faciliter la visualisation des différents points du connecteur Micropas, on distingue 4 zones de 4 pts en Rouge/Bleu/Vert/Orange respectivement pour les axes A, Z, Y et X. ( voir représentation en couleur ci-contre ). En l’absence totale de cavaliers positionnés, le module se trouvera configurer en 1/8 de pas pour l’ensemble des axes.
Pour faciliter la visualisation des différents points du connecteur Micropas, on dis-tingue 4 zones de 4 pts en Rouge/Bleu/Vert/Orange respectivement pour les axes A, Z, Y et X. ( voir représentation en couleur ci-contre ). En l’absence totale de cavaliers positionnés, le module se trouvera configurer en 1/8 de pas pour l’ensemble des axes.

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Réglage Courant moteursM
OTI
ON4
NC :
Régl
age
cour
ant m
oteu
rs.
PACK CNCPACK CNC-LCD
AXY Z
AX
YZ
+-
!! IMPÉRATIF !!!! RÉGLAGE COURANT MOTEURS ALIMENTATION
SOUS TENSION MAIS SANS MOTEURS MONTÉS SUR ÉTAGE DE PUISSANCE !!
1
1
Le réglage du courant dans les moteurs est une étape importante pour une utilisation optimale de l’ensemble de pilotage afin d’obtenir des performance adap-tée à l’ensemble mécanique à disposition (moteurs & mécanique). Il est inutile de chercher à utiliser dans les conditionsextrêmes en courant ses moteurs sous peine d’obtenir une chauffe disproportionnée de l’étage de puissance sans surplus significatif de puissance au niveau des moteurs.Le réglage du courant est individuel pour chaque axe, ce qui permet d’utilser le format et le bobinage en courant les mieux adaptés à l’application souhaitée. Vous disposez pour cela de 4 ajustables multitours sur le circuit de pilotage ( en 80 x 60 mm ). Selon le sens de rotation de la vis dont sont munis ces ajustables, nous serons en mesure d’accroitre ou de diminuer le courant parcour-ant les bobines moteurs. DANS TOUS LES CAS, CE-TTE ETAPE DE REGLAGE DE COURANT SE FERA IMP2RATIVEMENT SANS MOTEURS MONTES SUR LE MOTION4NC / RISQUE IMPORTANT DE MAUVAISE OPERATIONS. BEAUCOUP DE SOINS EXIGES.Le réglage du courant passe par une mesure de tension aux pts pour chacun des 4 axes. La mesure de tension nécessite l’usage d’un voltmètre sur calibre de mesure en tension continu en pointant respectivement un point sur la masse (voir le bornier d’alimentation pour
trouver le point de masse GND/MASSE) et un des 4 points du connecteurs correspondanst à X, Y, Z et A. La tension mesure sera entre 0,2 V et 2,4 V. Pour la détermination du courant en fonction de la tension mesurée, la formule est trés simple à mémoriser : La valeur mesurée en tension correspond exacte-ment à la valeur du courant injecté dans les bob-ines moteurs. Exemple : Si je mesure 2,1V pour l’axe Y, alors, on aura 2,1A pour le réglage courant de notre moteur (courant injecté pour chaque bobine du moteur). Pour modifier la valeur du courant, il suffit simplement de tourner la vis sur l’ajustable cor-respondant à l’axe que l’on souhaite réglé dans le sens + ou - comme indiqué sur la figure ci-contre.Les ajustables doivent être manipulés au tournevis avec soin pour éviter la destruction du mécanisme de réglage interne. Etant donné que les ajustables sont des 25 tours, il sera donc inutile de faire plus de tours que nécessaire pour arriver en butée au risque de la forcer.

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Câblage Fil nappe 40 Fils 2/2M
OTI
ON4
NC :
Des
cript
ion
des
fils
du c
âble
nap
pe 4
0 p
oint
s.
PACK CNCPACK CNC-LCD
+ 5 V DC
ENTREE N°1 ( Usage type Fin de Course X )
ENTREE N°2 ( Usage type Fin de Course Y )
ENTREE N°3 ( Usage type Fin de Course Z)
ENTREE N°4 ( Usage type Fin de Course A )
Arrêt d’urgence ( Contact momentané )
Commande Relais en Mode Manuel ( Contacteur )
Commande ‘MODE RELAIS’ ( Contacteur )
Réinitialisation de l’arrêt d’urgence / RESET URGENCE ( Contact momentané )
Voyant Lumineux d’état du RELAIS ( LED Anode + )
Voyant Lumineux d’état clignotant d’arrêt d’urgence ( LED Anode + )
Voyant Lumineux d’état de la mise sous tension moteurs XYZA ( LED Anode + )
Voyant Lumineux d’état de l’ENTREE n°1 ( LED Anode + ) / FDC X
Voyant Lumineux d’état de l’ENTREE n°2 ( LED Anode + ) / FDC Y
Voyant Lumineux d’état de l’ENTREE n°3 ( LED Anode + ) / FDC Z
Voyant Lumineux d’état de l’ENTREE n°4 ( LED Anode + ) / FDC A
Commande ‘MODE DE CHAUFFE’ / - MANU ou AUTO - ( uniq. sur MOTION4HC )
Commande de la mise sous tension des moteurs en Automatique ou à l’arrêt.
Bouton poussoir pour diminuer% de chauffe / mode MANU (uniq. MOTION4HC)
Bouton pour augmenter% de chauffe / mode MANU (uniq. MOTION4HC)
Bouton poussoir de fonction ( SHIFT ) / mode MANU (uniq. MOTION4HC)
Bouton poussoir pour MAX% de chauffe / mode MANU (uniq. MOTION4HC)
Broche Donnée D4 pour afficheur LCD
Bouton poussoir pour MEM% de chauffe / mode MANU (uniq. MOTION4HC)
Broche Donnée D5 pour afficheur LCD
Broche Donnée D6 pour afficheur LCD
Broche commande RW pour afficheur LCD
Broche Donnée D7 pour afficheur LCD
Broche commande RS pour afficheur LCD
Afficheur 2x7seg. / Segment F
Broche commande E pour afficheur LCD
Afficheur 2x7seg. / Segment A
Afficheur 2x7seg. / Segment E
Afficheur 2x7seg. / Segment C
Afficheur 2x7seg. / Segment D
Afficheur 2x7seg. / Segment B
Afficheur 2x7seg. / Segment G
Afficheur 2x7seg. /Anode Commnune Afficheur des DIZAINES.
Afficheur 2x7seg. /Anode Commnune Afficheur des UNITES.
GND / - O V / MASSE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
31
30
32
33
34
35
36
37
38
39
40
CONNECTEUR ENTREES/SORTIES 40 POINTS
40
1
40
1

FIL n°2FIL n°1
ANODE (+)
CATHODE (-)
FIL n°2
FIL n°1
I
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
Câblage Fil nappe 40 Fils 1/2M
OTI
ON4
NC :
( opt
ion
LCD
)M
ise e
n oe
uvre
des
élé
men
ts d
e co
ntrô
le.
PACK CNCPACK CNC-LCD
AFFIC
HEUR
LCD
2x1
6 c
arac
tère
s /
Affic
hage
Ent
rées
& c
omm
ande
s &
urge
nce CÂBLAGE DES 7 VOYANTS LUMINEUX D’ÉTAT :
( FIL NAPPE N° 10 À 16 )
Le fil de la nappe correspondant au voyant entre par l’anode du voyant (LED) et la cathode reste connectée à la masse (fil n°40).Exemple : Pour installer le voyant d’état de l’arrêt d’urgence, il suffit de relier le Fil n°11 sur l’Anode (+) d’une LED et la Cathode (-) à la masse Fil n°40.
CÂBLAGE DES 6 POUSSOIRS DE COMMANDE :( FIL NAPPE N° 2 À 6 & 9 )
Les poussoirs correspondent aux 4 entrées & Arrêt d’urgence & Reset arrêt d’urgence (réinitialisation de l’arrêt d’urgence).Exemple : Pour installer le poussoir de commande de l’arrêt d’urgence, il suffit de relier le Fil n°6 sur l’un des 2 points d’entrée du poussoir et le second point d’entrée du poussoir à la masse Fil n°40.
CÂBLAGE DES 3 COMUTATEURS DE COMMANDE :( FIL NAPPE N° 7 & 8 & 18 )
Les commutateurs correspondent aux 3 commandes Relais, Mode Relais, et de Mise sous tension moteurs.Exemple : Pour installer le commutateur de commande du mode de fonction-nement du relais, il suffit de relier le Fil n°7 sur l’un des 2 points d’entrée du commutateur et le second point d’entrée du poussoir à la masse Fil n°40.
CÂBLAGE DU VOYANT DE MISE SOUS TENSION :( FIL NAPPE N° 1 ASSOCIÉ À 40 )
Le voyant de mise sous tension nécessite l’emploi d’une résistance limitatrice de courant associée à une LED ( voir représentation ci-contre ). Relier pour cela la résistance au 5V ( fil 1) et la cathode de la LED à la masse ( fil 40 ).
CÂBLAGE DE L’AFFICHEUR 2 x 7 SEGMENTS :( FIL NAPPE N°31 & 39 )
Le câblage de l’afficheur 2 x 7 segments ne nécessite pas l’ajout de résist-ances limitatrice. En partant de l’afficheur, il suffit simplement de relier les segments ( a ... g ) aux fils 31 à 37, et les 2 fils 38/39 pour la commande de l’anode commune à chaque chiffre sur les 2 entrées de l’afficheur Anode Dizaines et Anode Unités. (Pour plus de précisions, voir le schéma électrique de la platine CONTROL4NC-LCD ).
CÂBLAGE DE L’AFFICHEUR LCD 2 x 16 CARACTÈRES :( FIL NAPPE N° 23 & 25 À 30 )
Le câblage de l’afficheur LCD est optionnel. Cet afficheur apporte une lisibilité accrue sur l’état du système de pilot-age. Se reporter au schéma électrique pour le branche-ment des 11 fils utilisés pour le bon fonctionnement de l’afficheur. ( Afficheur 2x16 caractères avec connecteur 16 broches ).
LCD
D4LC
DD5
LCD
D6LC
DD7
()G
ND/M
ASSE
-()G
ND/M
ASSE
- ()+5
VV
Cont
raste
LCD
RSLC
DRW
LCD
E
bad
cg
e f
ba
dc
ge
f
bad
cg
e fANODE
Dizaines
ANODEUnités
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 1/7CO
NTRO
L4NC
:Le
com
pagn
on d
u M
OTI
ON4
NC..
PACK CNCPACK CNC-LCD
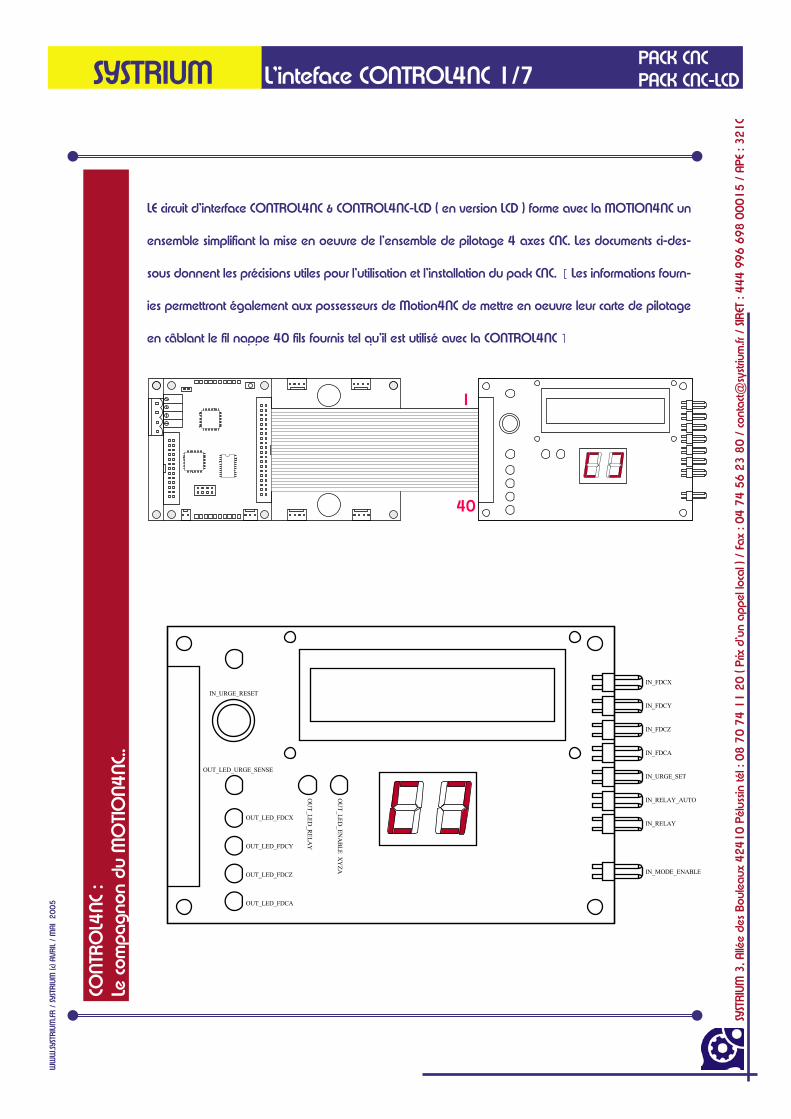
LE circuit d’interface CONTROL4NC & CONTROL4NC-LCD ( en version LCD ) forme avec la MOTION4NC un
ensemble simplifiant la mise en oeuvre de l’ensemble de pilotage 4 axes CNC. Les documents ci-des-
sous donnent les précisions utiles pour l’utilisation et l’installation du pack CNC. [ Les informations fourn-
ies permettront également aux possesseurs de Motion4NC de mettre en oeuvre leur carte de pilotage
en câblant le fil nappe 40 fils fournis tel qu’il est utilisé avec la CONTROL4NC ]
IN_FDCY
IN_FDCA
IN_RELAY
IN_RELAY_AUTO
IN_FDCX
IN_FDCZ
IN_URGE_SET
IN_MODE_ENABLE
OUT_LED_FDCX
OUT_LED_FDCZ
OUT_LED_URGE_SENSE
OU
T_LED_EN
ABLE
XY
ZA
OUT_LED_FDCY
OUT_LED_FDCA
OU
T_LED_RELA
Y
IN_URGE_RESET
1
40

13579111315171921232527293133353739
2468
10121416182022242628303234363840
JP5
HEADER 20X2
VCC
GND
IN_FDCYIN_FDCAIN_RELAYIN_URGE_RESET
IN_RELAY_AUTO
OUT_AFF_SEG_2
LCD_RW
LCD_D4LCD_D6
IN_FDCXIN_FDCZ
IN_PWM_AUTO
IN_URGE_SET
IN_MODE_ENABLE
OUT_AFF_SEG_1
LCD_E LCD_RS
LCD_D5LCD_D7
OUT_SEG_COUT_SEG_A
OUT_SEG_E
OUT_SEG_G
OUT_LED_FDCXOUT_LED_FDCZ
OUT_LED_URGE_SENSEOUT_LED_ENABLE_XYZA
OUT_SEG_B OUT_SEG_D
OUT_SEG_F
OUT_LED_FDCYOUT_LED_FDCA
OUT_LED_RELAY
BOUTON_SHIFTBOUTON_MOINSBOUTON_PLUS
BOUTON_MAXBOUTON_MEM
ab
f
c
gde
AFF_1
ab
f
c
gde
AFF_2
F1 18
G1 17
A1 16
B1 15
AN1 14
AN2 13
F2 12
A2 11
B2 10
E11
D12
C13
DP14
E25
D26
G27
C28
DP29
dpdp
DS1
HEADER 1X2
OUT_AFF_SEG_2OUT_AFF_SEG_1
OUT_SEG_C OUT_SEG_A
OUT_SEG_EOUT_SEG_G
OUT_SEG_B
OUT_SEG_DOUT_SEG_F
OUT_SEG_C OUT_SEG_A
OUT_SEG_E
OUT_SEG_G
OUT_SEG_B
OUT_SEG_DOUT_SEG_F
S6
BT MAX
S4
BT PLUS
S1
BT MOINS
S2
BT MEM
S3
BT SHFT
OUT_LED_FDCX
OUT_LED_FDCZ
OUT_LED_URGE_SENSE
OUT_LED_ENABLE_XYZA
OUT_LED_FDCY
OUT_LED_FDCA
OUT_LED_RELAY
GND
GND
GND
GND
GND
GND
BOUTON_SHIFT
BOUTON_MOINS
BOUTON_PLUS
BOUTON_MAX
BOUTON_MEM
IN_URGE_RESETS5
URGE RST
GND
D1
POWER
VCC
D2
URGE SENSE
D3
ENABLE
D4
RELAY
D5
FDCX
D6
FDCY
D7
FDCZ
D8
FDCA
R2330R
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
J6CON16
GND
R1RES2
VCC
GND
VCC
LCD
_RW
LCD
_D4
LCD
_D6
LCD
_E
LCD
_RS
LCD
_D5
LCD
_D7
1 2
JP1
LIGHT LCD
VC
ON
R4RES2
R5RES2
VCC
GND
VCON
12
J10
MODE ENB
12
J9
PWM AUTO
12
J8
RELAY
12
J7
RELAY AUTO
12
J5
URGE SET
12
J4
FDCA
12
J3
FDCZ
12
J2
FDCY
12
J1
FDCXGND
GND
GND
GND
GND
GND
GND
GND
GND
IN_FDCY
IN_FDCA
IN_RELAY
IN_RELAY_AUTO
IN_FDCX
IN_FDCZ
IN_URGE_SET
IN_PWM_AUTO
IN_MODE_ENABLE
C8100nF
R3100R
GND
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 2/7CO
NTRO
L4NC
:Sc
hém
a él
ectri
que.
PACK CNCPACK CNC-LCD

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 3/7CO
NTRO
L4NC
:Fo
nctio
ns &
Com
man
des
PACK CNCPACK CNC-LCD
L’interface Control4NC et Control4NC-LCD regroupe
la connectique utile pour le câblage simplifier des
entrées & commandes de la Motion4NC. Ce sont
ainsi 4 entrées et 5 commandes à portée de main
pour le contrôle d’installation 4 axes. La sécurité de
l’installation fait l’objet d’un soin particuliers avec
un bouton d’arrêt d’urgence et le bouton RESET
déporté, ainsi que la possibilité d’activer le mode
‘PUMP CHARGE’.
2
1
3
4
5
6
8
7
9
B
A
J
I
H
G F
E
D
C
ENTREE N°1 ENTREE N°2ENTREE N°3ENTREE N°4ARRET D’URGENCEMODE RELAISRELAIS MANUACTIVITE MOTEURSRESET URGENCE
2
1
3
4
5
6
8
7
9
B
A
J
I
H
G
F
E
D
C
Voyant d’état ENTREE N°1Voyant d’état ENTREE N°2Voyant d’état ENTREE N°3Voyant d’état ENTREE N°4Voyant d’état Clignotant de L’arrêt d’urgenceVoyant d’état de relais ON/OFFVoyant d’état de la mise sous tension des moteurs ON/OFFAfficheur 2x7segments - Visuallisation diverseAfficheur LCD 2x146 caractères - Visualisation diverseVoyant d’état de mise en marche du CONTROL4NC

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 4/7CO
NTRO
L4NC
:Fo
nctio
ns &
Com
-
PACK CNCPACK CNC-LCD
2
1
3
4
5
ENTR
EE N°
1
ENTR
EE N°
4EN
TREE
N°
3EN
TREE
N°
2AR
RET
D’U
RGEN
CE
L’entrée n°1 a pour objet de retourner à la partie logicielle une information tout ou rien sur l’état de notre système mécanique. L’utilisation de cette entrée consiste en l’ouverture ou la fermeture du contact placé sur le connecteur 2 points situés en sur le CONTROL4NC. L’état du contacteur de l’entrée n°1 est visualisé sur le voyant en .
- Contacteur Ouvert = Voyant allumé.- Contacteur Fermé = Voyant éteint.Usage type - Fin de Course (X) ou Référence (X) ou palpeur
Cette entrée permet la mise en oeuvre simple pour installer un bouton d’arrêt d’urgence qui permet de couper la mise sous tension des moteurs et du relais de commutation. Un simple bouton poussoir suffit pour matérialiser le dispositif qui sera connecté sur le connecteur 2 pts en . Dés que le bouton pous-soir est fermé, l’arrêt d’urgence est activé est le voyant lumineux se met à clignoter. La remise en marche du système ne sera possible que lorsque le bouton RESET en sera pressé.
- Contacteur Ouvert = Arrêt d’urgence inactif & éteint.- Contacteur Fermé = Arrêt d’urgence actif & clignotant.
B
A
E
D
C
1
A
A
1
1
L’entrée n°2 a pour objet de retourner à la partie logicielle une information tout ou rien sur l’état de notre système mécanique. L’utilisation de cette entrée consiste en l’ouverture ou la fermeture du contact placé sur le connecteur 2 points situés en sur le CONTROL4NC. L’état du contacteur de l’entrée n°2 est visualisé sur le voyant en .
- Contacteur Ouvert = Voyant allumé.- Contacteur Fermé = Voyant éteint.Usage type - Fin de Course (Y) ou Référence (Y) ou palpeur
2
B
B
2
2
A
B
L’entrée n°3 a pour objet de retourner à la partie logicielle une information tout ou rien sur l’état de notre système mécanique. L’utilisation de cette entrée consiste en l’ouverture ou la fermeture du contact placé sur le connecteur 2 points situés en sur le CONTROL4NC. L’état du contacteur de l’entrée n°3 est visualisé sur le voyant en .
- Contacteur Ouvert = Voyant allumé.- Contacteur Fermé = Voyant éteint.Usage type - Fin de Course (Z) ou Référence (Z) ou palpeur
3
C
C
3
3
C
L’entrée n°4 a pour objet de retourner à la partie logicielle une information tout ou rien sur l’état de notre système mécanique. L’utilisation de cette entrée consiste en l’ouverture ou la fermeture du contact placé sur le connecteur 2 points situés en sur le CONTROL4NC. L’état du contacteur de l’entrée n°4 est visualisé sur le voyant en .
- Contacteur Ouvert = Voyant allumé.- Contacteur Fermé = Voyant éteint.Usage type - Fin de Course (A) ou Référence (A) ou palpeur
4
D
D
4
4
D
9
5
E
9
E
E
5
5
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 5/7CO
NTRO
L4NC
:Fo
nctio
ns &
Com
man
des
PACK CNCPACK CNC-LCD
6
8
7
9
MO
DE
RELA
ISRE
SET
URG
ENCE
RELA
IS M
ANU
ACTI
VITE
MO
TEUR
S
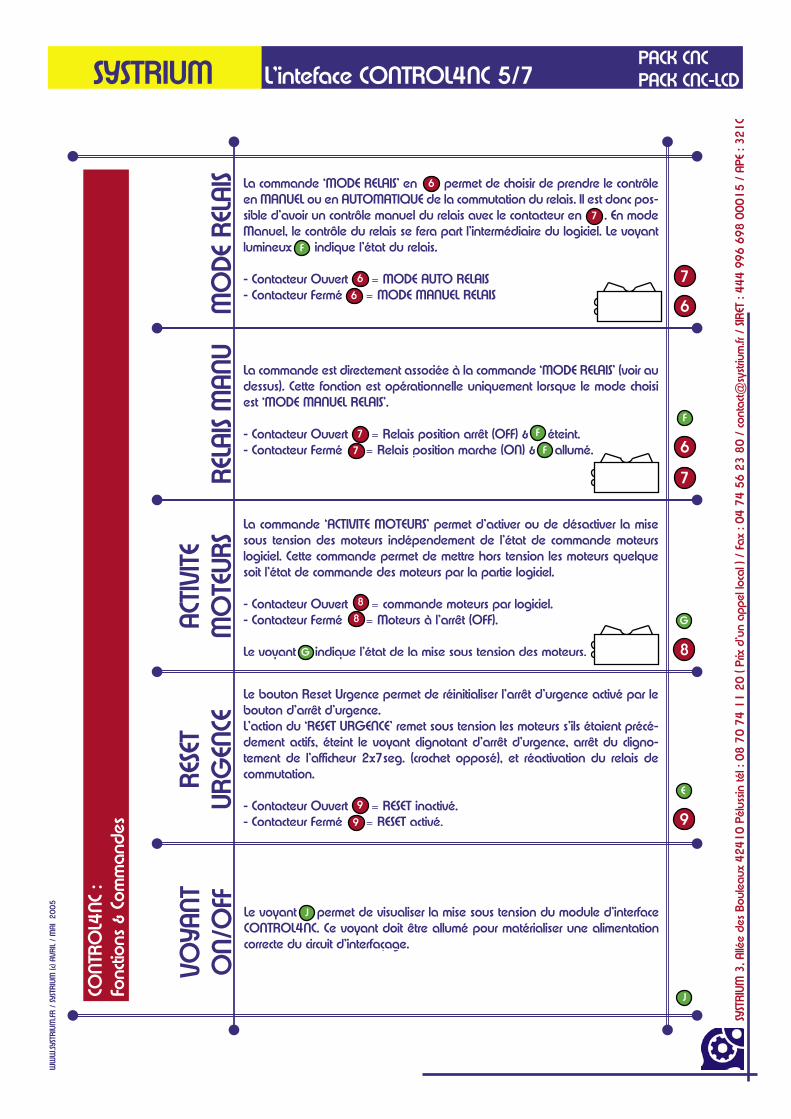
La commande ‘MODE RELAIS’ en permet de choisir de prendre le contrôle en MANUEL ou en AUTOMATIQUE de la commutation du relais. Il est donc pos-sible d’avoir un contrôle manuel du relais avec le contacteur en . En mode Manuel, le contrôle du relais se fera part l’intermédiaire du logiciel. Le voyant lumineux indique l’état du relais.
- Contacteur Ouvert = MODE AUTO RELAIS- Contacteur Fermé = MODE MANUEL RELAIS
La commande est directement associée à la commande ‘MODE RELAIS’ (voir au dessus). Cette fonction est opérationnelle uniquement lorsque le mode choisi est ‘MODE MANUEL RELAIS’.
- Contacteur Ouvert = Relais position arrêt (OFF) & éteint.- Contacteur Fermé = Relais position marche (ON) & allumé.
La commande ‘ACTIVITE MOTEURS’ permet d’activer ou de désactiver la mise sous tension des moteurs indépendement de l’état de commande moteurs logiciel. Cette commande permet de mettre hors tension les moteurs quelque soit l’état de commande des moteurs par la partie logiciel.
- Contacteur Ouvert = commande moteurs par logiciel.- Contacteur Fermé = Moteurs à l’arrêt (OFF).
Le voyant indique l’état de la mise sous tension des moteurs.
Le bouton Reset Urgence permet de réinitialiser l’arrêt d’urgence activé par le bouton d’arrêt d’urgence.L’action du ‘RESET URGENCE’ remet sous tension les moteurs s’ils étaient précé-dement actifs, éteint le voyant clignotant d’arrêt d’urgence, arrêt du cligno-tement de l’afficheur 2x7seg. (crochet opposé), et réactivation du relais de commutation.
- Contacteur Ouvert = RESET inactivé.- Contacteur Fermé = RESET activé.
J
G
F
E
VOYA
NTO
N/O
FF
Le voyant permet de visualiser la mise sous tension du module d’interface CONTROL4NC. Ce voyant doit être allumé pour matérialiser une alimentation correcte du circuit d’interfaçage.
6
7
F
6
6 7
67
7
F
F
8
8
G
9
9
J
H
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 6/7CO
NTRO
L4NC
:Vi
sual
isatio
n Af
fixhe
ur 2
x7 s
egm
ents
.
PACK CNCPACK CNC-LCD
AFFIC
HEUR
2x7
Segm
ents
/ A
ffich
age
Entré
es &
Urg
ence
& A
ctivi
té m
oteu
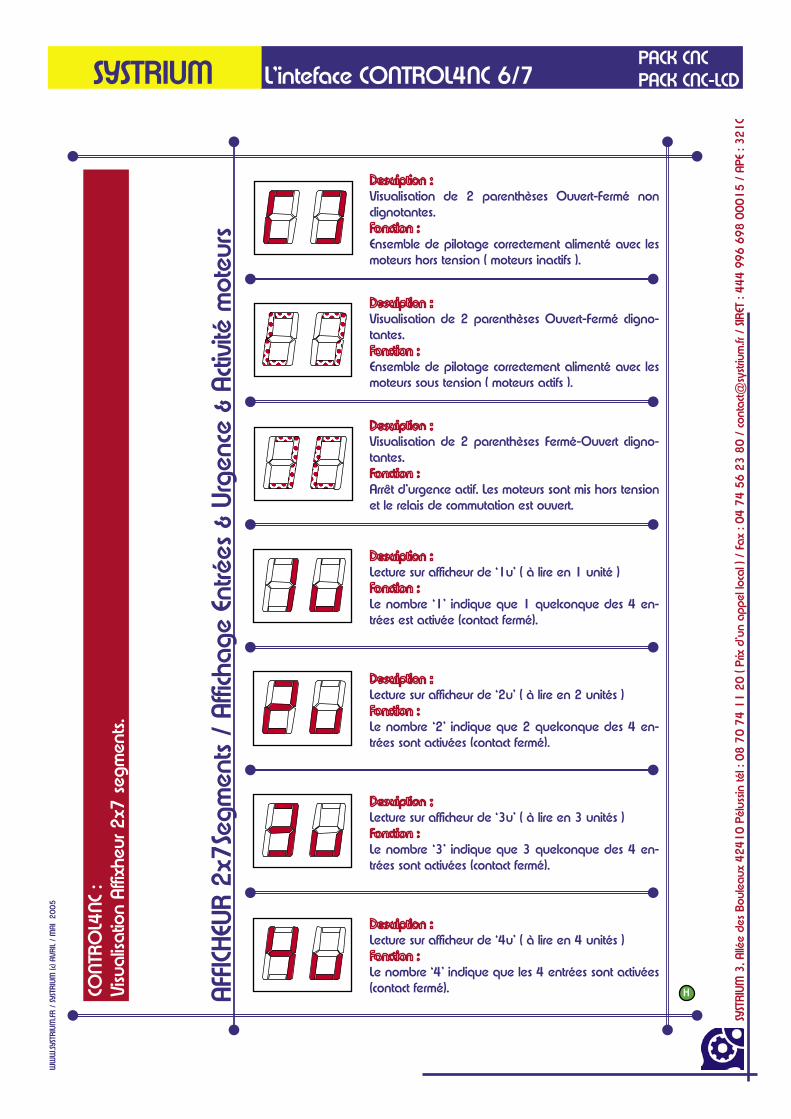
rsVisualisation de 2 parenthèses Ouvert-Fermé non clignotantes.
Ensemble de pilotage correctement alimenté avec les moteurs hors tension ( moteurs inactifs ).
Visualisation de 2 parenthèses Ouvert-Fermé cligno-tantes.
Ensemble de pilotage correctement alimenté avec les moteurs sous tension ( moteurs actifs ).
Visualisation de 2 parenthèses Fermé-Ouvert cligno-tantes.
Arrêt d’urgence actif. Les moteurs sont mis hors tension et le relais de commutation est ouvert.
Lecture sur afficheur de ‘1u’ ( à lire en 1 unité )
Le nombre ‘1’ indique que 1 quelconque des 4 en-trées est activée (contact fermé).
Lecture sur afficheur de ‘2u’ ( à lire en 2 unités )
Le nombre ‘2’ indique que 2 quelconque des 4 en-trées sont activées (contact fermé).
Lecture sur afficheur de ‘3u’ ( à lire en 3 unités )
Le nombre ‘3’ indique que 3 quelconque des 4 en-trées sont activées (contact fermé).
Lecture sur afficheur de ‘4u’ ( à lire en 4 unités )
Le nombre ‘4’ indique que les 4 entrées sont activées (contact fermé).

I
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
L’inteface CONTROL4NC 7/7CO
NTRO
L4NC
-LCD
: ( o
ptio
n LC
D )
Visu
alisa
tion
info
rmat
ions
affi
cheu
r LCD
.
PACK CNCPACK CNC-LCD
AFFIC
HEUR
LCD
2x1
6 c
arac
tère
s /
Affic
hage
Ent
rées
& c
omm
ande
s &
urge
nce
( Mode de gestion du relais )Lecture de R_A (Relais Auto) ou R_M (Relais Manu)
A--Auto & M--Manu
La lettre ‘A’ ou ‘M’ indique que le fonctionne-ment du relais est respectivement en Auto ou Manu. ( voir commande ‘MODE RELAIS’ )
O F F O F F O O O O
O F F O F F O O O O
O F F O O O O
O F F O O O O
O F F O F F O O O O
O F F O F F O O O O
O F F O O O O
O F F O O O O
R e l a i s / R e l a i s O F F
O F F O F F O F O F
( Etat du relais de commutation )Lecture de ON--Marche & OFF--Arrêt du RELAIS.
Etat du relais de commutation. ( voir commande associée ‘RELAIS MANU’ )
( Mode de gestion moteurs )Lecture de Mo_A (Moteurs Auto) ou Mo_M (Mo-teurs Manu)
A--Auto & M--Manu
La lettre ‘A’ ou ‘M’ indique que la mise sous ten-sion des moteurs est faite en Auto (par logiciel) ou Manu ( voir commande ‘ACTIVITE MOTEURS’ )
( Etat de l’alimentation moteurs )Lecture de ON--Marche & OFF--Arrêt des Mo-teurs.
Etat de la mise sous tension des moteurs. ( voir commande associée ‘ACTIVITE MOTEURS’).
( Etat du contact d’entrée )Lecture de O--Ouvert ou F--Fermé.
Etat du relais de commutation. ( voir commande associée ‘RELAIS MANU’ )
( Etat de l’arrêt d’urgence )Lecture d’un message d’arrêt machine.
Etat du dispositif de sécurité de pilotage. Arrêt des moteurs et du relais simultanément. ( voir Commande ‘ARRET & RESET URGENCE’ ).
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
La configuration logicielle x/xLIA
ISON
PORT
PAR
ALLÈ
LE /
MO
TIO
N4NC
:D
escri
ptio
n de
s sig
naux
de
pilo
tage
.
PACK CNCPACK CNC-LCD
SIGNAUX DE PILOTAGE PORT PARALLELE
125
13
14
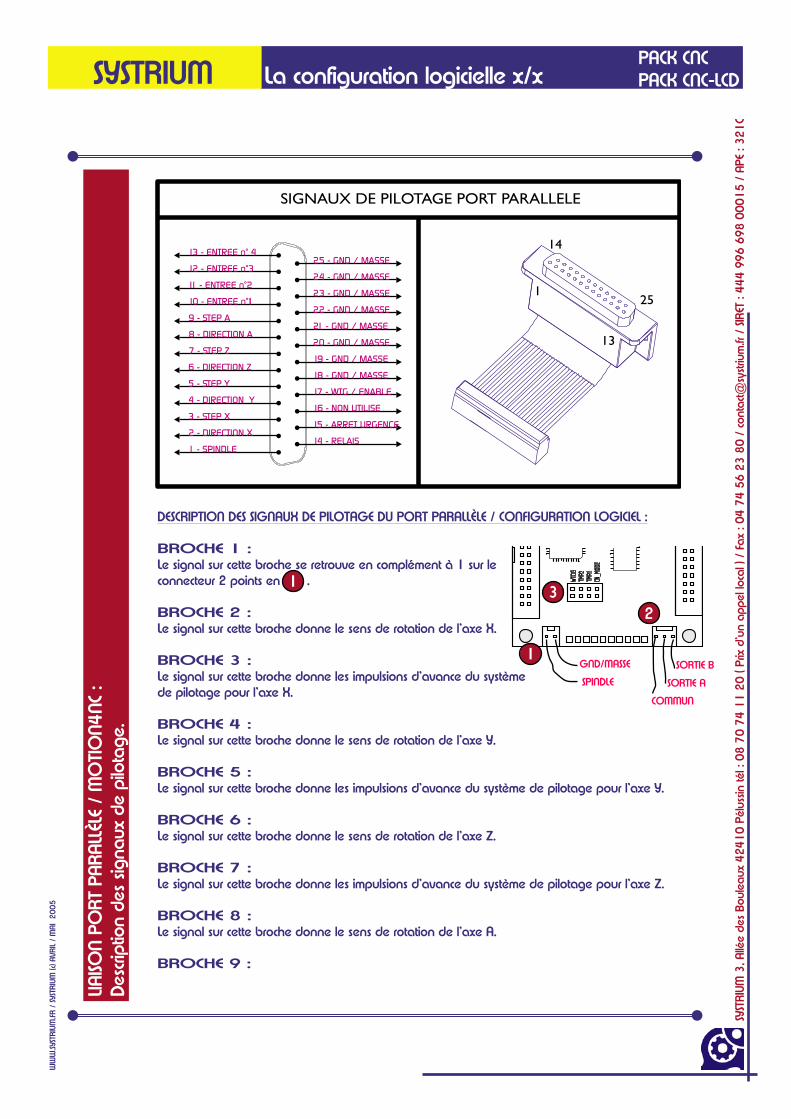
1 - SPINDLE
2 - DIRECTION X
3 - STEP X
4 - DIRECTION Y
5 - STEP Y
6 - DIRECTION Z
7 - STEP Z
8 - DIRECTION A
9 - STEP A
10 - ENTREE n° 1
11 - ENTREE n 2°
12 - ENTREE n 3°
13 - ENTREE n 4°
14 - RELAIS
15 - ARRET URGENCE
16 - NON UTILISE
17 - WTG / ENABLE
18 - GND / MASSE
19 - GND / MASSE
20 - GND / MASSE
21 - GND / MASSE
22 - GND / MASSE
23 - GND / MASSE
24 - GND / MASSE
25 - GND / MASSE
DESCRIPTION DES SIGNAUX DE PILOTAGE DU PORT PARALLÈLE / CONFIGURATION LOGICIEL :
BROCHE 1 :Le signal sur cette broche se retrouve en complément à 1 sur le connecteur 2 points en .
BROCHE 2 :Le signal sur cette broche donne le sens de rotation de l’axe X.
BROCHE 3 :Le signal sur cette broche donne les impulsions d’avance du systèmede pilotage pour l’axe X.
BROCHE 4 :Le signal sur cette broche donne le sens de rotation de l’axe Y.
BROCHE 5 :Le signal sur cette broche donne les impulsions d’avance du système de pilotage pour l’axe Y.
BROCHE 6 :Le signal sur cette broche donne le sens de rotation de l’axe Z.
BROCHE 7 :Le signal sur cette broche donne les impulsions d’avance du système de pilotage pour l’axe Z.
BROCHE 8 :Le signal sur cette broche donne le sens de rotation de l’axe A.
BROCHE 9 :
2
1
31
GND/MASSE
SPINDLE
COMMUN
SORTIE A
SORTIE B
SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
La configuration logicielle x/xLIA
ISON
PORT
PAR
ALLÈ
LE /
MO
TIO
N4NC
:D
escri
ptio
n de
s sig
naux
de
pilo
tage
.
PACK CNCPACK CNC-LCD
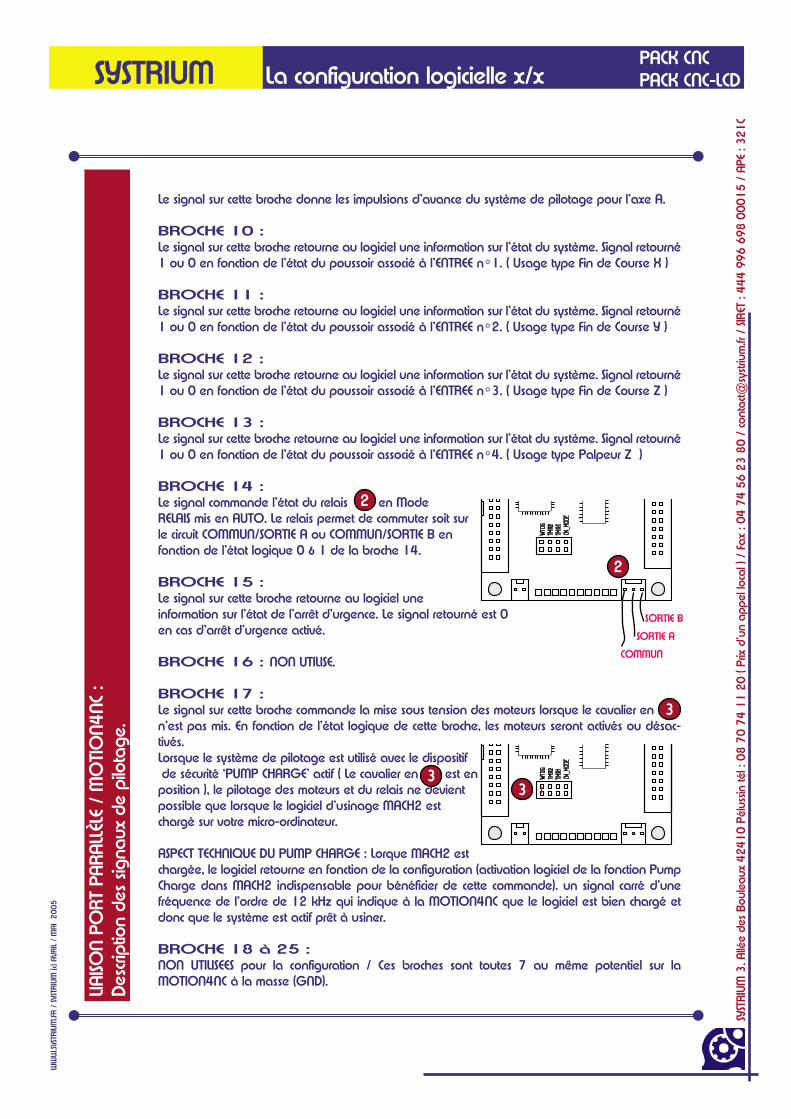
Le signal sur cette broche donne les impulsions d’avance du système de pilotage pour l’axe A.
BROCHE 10 :Le signal sur cette broche retourne au logiciel une information sur l’état du système. Signal retourné 1 ou 0 en fonction de l’état du poussoir associé à l’ENTREE n°1. ( Usage type Fin de Course X )
BROCHE 11 :Le signal sur cette broche retourne au logiciel une information sur l’état du système. Signal retourné 1 ou 0 en fonction de l’état du poussoir associé à l’ENTREE n°2. ( Usage type Fin de Course Y )
BROCHE 12 :Le signal sur cette broche retourne au logiciel une information sur l’état du système. Signal retourné 1 ou 0 en fonction de l’état du poussoir associé à l’ENTREE n°3. ( Usage type Fin de Course Z )
BROCHE 13 :Le signal sur cette broche retourne au logiciel une information sur l’état du système. Signal retourné 1 ou 0 en fonction de l’état du poussoir associé à l’ENTREE n°4. ( Usage type Palpeur Z )
BROCHE 14 :Le signal commande l’état du relais en Mode RELAIS mis en AUTO. Le relais permet de commuter soit sur le circuit COMMUN/SORTIE A ou COMMUN/SORTIE B en fonction de l’état logique 0 & 1 de la broche 14.
BROCHE 15 :Le signal sur cette broche retourne au logiciel une information sur l’état de l’arrêt d’urgence. Le signal retourné est 0 en cas d’arrêt d’urgence activé.
BROCHE 16 : NON UTILISE.
BROCHE 17 :Le signal sur cette broche commande la mise sous tension des moteurs lorsque le cavalier enn’est pas mis. En fonction de l’état logique de cette broche, les moteurs seront activés ou désac-tivés.Lorsque le système de pilotage est utilisé avec le dispositif de sécurité ‘PUMP CHARGE’ actif ( Le cavalier en est en position ), le pilotage des moteurs et du relais ne devient possible que lorsque le logiciel d’usinage MACH2 est chargé sur votre micro-ordinateur.
ASPECT TECHNIQUE DU PUMP CHARGE : Lorque MACH2 estchargée, le logiciel retourne en fonction de la configuration (activation logiciel de la fonction Pump Charge dans MACH2 indispensable pour bénéficier de cette commande). un signal carré d’une fréquence de l’ordre de 12 kHz qui indique à la MOTION4NC que le logiciel est bien chargé et donc que le système est actif prêt à usiner.
BROCHE 18 à 25 :NON UTILISEES pour la configuration / Ces broches sont toutes 7 au même potentiel sur la MOTION4NC à la masse (GND).
2
COMMUN
SORTIE A
SORTIE B
3
2
3
3

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
ANNEXE : GABARIT CONTROL4NC 1/2G
ABAR
IT D
E M
ISE E
N FA
ÇAD
E :
Dim
ensio
ns &
Pla
n gé
néra
le.
PACK CNCPACK CNC-LCD
120.0 mm
111.5 mm
75.0 mm
80.0
mm
71.5
mm
68.0 mm
20.0
mm
31.0
mm
20.0
mm
25.0 mm
17.5 mm
7.3m
m10
.0m
m9.
0m
m16
.0m
m
7.5 mm
3 mm
5 mm
5m
m
5 mm 3 mm
3 mm
3 mm
5 mm

SYST
RIUM
3, A
llée
des
Boul
eaux
424
10
Pél
ussin
tél :
08
70
74
11
20
( Pr
ix d
’un
appe
l loc
al )
/ Fa
x : 0
4 7
4 5
6 2
3 8
0 /
con
tact@
syst
rium
.fr /
SIR
ET :
44
4 9
96 6
98 0
00
15
/ A
PE :
321
C
SYSTRIUMW
WW
.SYST
RIUM
.FR /
SYS
TRIU
M (c
) AVR
IL /
MAI
20
05
ANNEXE : GABARIT CONTROL4NC 2/2G
ABAR
IT D
E M
ISE E
N FA
ÇAD
E :
Gab
arit
de p
erça
ge.
PACK CNCPACK CNC-LCD
50.0 mm
OPTIONLCD
50.0m
m
CETTE PAGE EST DESTINÉE À ÊTRE IMPRIMÉE POUR SERVIR DE GUIDE DE PERÇAGE POUR LA FIXATION DU MODULE CONTROL4NC ( -LCD ) EN FACE AVANT.
SE RÉFÉRER AU DOCUMENT PRÉCÉDENT POUR LES DIAMÈTRES DE PERÇAGE.
Deux échelles dans le sens de la hauteur et de la largeur figurent sur le gabarit pour vérifier que les dimensions du gabarit imprimé sont exactes.
Diamètre voyants : 5 mmDiamètre bouton RESET : 9 mm





























