Embed Size (px)
DESCRIPTION
Manual Alimentador de Bituminoso
Citation preview

INDICE 1 Resumen 3 2 sistema compuesto por 3 3 Trabajo 4 4 de 4 indicadores técnicos importantes 4 5 de función y características 5,1 Función 4 5.2 Características de los 5 Instalación 5 6 6.1 Instalación del cuerpo 5 escala 6,2 Sistema de conexión 6 6.2.1 Requisitos de cableado 6 6.2.2 Puesta a tierra Requisito 6 7 7 Funcionamiento básico 7.1 Preparación antes de la puesta 7 7,2 arranque 7 7,3 hasta 8 8 Sistema de control de 8 8.1 Control Local 8 8.1.1 9 de circuito cerrado de control 8.1.2 Control automático de bucle abierto 9 8.1.3 Manual de Control de 11 8.2 en los medios de control 11 9 de depuración de calibración 12 9.1 Calibración dijo Shigekura 12 Rotor 9.2 Balance de calibración 13 9.2.1 Calibración de código dinámico vinculado 13 9.2.2 Calibración Física 15 9.2.3 línea de demarcación física 16 10 15 ajustes de los parámetros PID 10.1 escala de ajuste de parámetros PID del rotor 15 10,2 alimentador PID de ajuste de parámetros 18 11 Sistema de mantenimiento y Notas 18 1 Información general SPF polvo alimentación de cuantitativo, es Fabrica Jinshan equipo de automatización de instituto Cemento Investigación Hefei, se estudiaba y absorción de productos similares de tecnología extranjera, combinado con nuestro en las aplicaciones de control de polvo de flujo en los años de experiencia práctica, la investigación y el desarrollo de nuevos generación de polvo cuantitativa confiable equipo de medición. Es desde el punto de vista de ingeniería, el FR alimentador de polvo y RWF pesaje de alimentación del rotor orgánico combinado con un sistema avanzado de control del PLC para lograr una tecnología de automatización de primera clase y la combinación del proceso de producción de primera clase, lo que hace medición de los materiales en polvo precisa y control de estabilidad problema ha sido resuelto. asignación razonable del sistema, la configuración es simple, flexible, uniforme de alimentación, precisa, estable creíble, puede ser ampliamente aplicada en metalurgia, industria química, energía eléctrica, materiales de construcción la industria, tanto en polvo de transporte continuo, la medición del caudal, la alimentación cuantitativa. Tales como la industria del cemento del horno (horno de yacimientos de carbón seco y húmedo) medición del polvo, control de flujo, las calderas de eléctricas y sistema de control carbón de la alimentación de fundición de acero en alto horno.
2 componentes del sistema Se muestra en la Figura 1, el sistema por el mencionado silo de pesaje, FR alimentador de polvo, RWF pesaje de alimentación del rotor (un pesaje del rotor), equipos de transporte y los componentes eléctricos de control. SPF en polvo alimentación de control del sistema de acogida parte de la utilización cuantitativa Siemens SIMATIC S7 PLC de la serie. El uso de CPU 214 DC/DC, el tiene 14 D1y 10 DO, que puede realizarse a través de paga emergencia, realimentación de estado y contar múltiples de alta velocidad. El módulo de expansión con camino 3 de 12 de AI y 4 camino de 12 AO, a través del cual puede ser la señal se dio cuenta con un programa de AD / DA, y con el control de las comunicaciones analógicas.

3 Tesis de trabajo Los polvos desde entrada a dicho el silo de pesaje, detectado por el sensor para estabilizar la posición del nivel material, para que estabilizar el flujo. El flujo constante de alimentación en polvo, incluso después de FR alimentador al alimentar en uniforme del RWF pesaje rotor. El polvo tras del rotor entra el equipo de inferior. El diseño especial de la estructura hace que el sensor de carga puede medir con precisión los polvos para el cuerpo RWF del disco de peso, por la unidad de procesamiento de señales SPD tratar la señal débil (como peso de material en el rotor, peso de material en el silo, etc.) adquisición, ampliación, conversión, y luego transferir la boca de entrada analógica del PLC. El sistema detectó por la velocidad de conmutación magnética de la señal de la escala del rotor y el recuento de alta velocidad en número de puertos CPU214, por el sistema de control, las operaciones de manipulación de polvo se produce la corriente real, mediante el ajuste de la escala de velocidad del rotor para alcanzar la dosis en polvo. FR alimentador seguimiento el velocidad del RWF rotor de regulador de velocidad sincrónica para garantizar el sistema es estable y precisa operación.
4 indicadores técnico ▲ error dinámico de acumulación: ≤ 0,5% ▲ precisión en el control: ± 1% ▲ Capacidad del alimentador: por 0.5T/ h 50 t / h (peso volumen 0.5T / m) ▲ sistema de potencia: ≤ 10KW ▲ control de voltaje del sistema: 110 V ± 10% 60Hz ± 1Hz ▲ Medio Ambiente: Temperatura de -20 ° C 50 ° C, Humedad relativa: ≤ 85% ▲ Material: materiales en polvo (carbón, materia prima en polvo, las cenizas volantes)
5 Función y característica de sistema 5,1 Función ▲ configuración de parámetros y los cambios En línea escenario de un caudal determinado, rendimiento. Puede también modificar el peso de tara en línea, rango, coeficiente de compensación, ajustar los parámetros, límites de las alarmas y parámetros del sistema mecánico. ▲ ventana de visualización dinámica Cambiar tipo de pantalla de flujo instantáneo, para un caudal determinado, el volumen total, carga, velocidad, la tara, el valor instantáneo de la conversión AD, el valor DA conversión instantánea y el estado de alarma, y casi todos los parámetros del proceso. También puede a través del menú mostrar el instantáneo dinámicamente caudal, carga, velocidad de las tendencias y las tendencias históricas ▲ calibrado y automático de calibración en líneaEl sistema en sí que silo puede calibración en línea puede ser. Por el largo tiempo de operado, de los parámetros después de los cambios, el sistema automáticamente se puede corregir. ▲ Interfaz de comunicación SIMATIC S7 con capacidades de comunicación fuertes. Significa no sólo PPI, MPI modo de puerto de comunicación y el modo libre, y por extensión método módulo PROFIBUS-DP para apoyar los protocolos de DP red. 5.2 característica ▲ Interfaz de usuario operable Debido a que el sistema utilizado en el campo industrial, el polvo, usamos Siemens táctil TP170 pantalla, como la interfaz hombre-máquina; TP170 en el ambiente chino, muestra un montón de parámetros, operación fácil, "explosivo". ▲ alta fiabilidad El equilibrio del rotor de carbón de medición de caudal del sistema de control es el equipo esencial para garantizar la fiabilidad del sistema, usamos Siemens SIMATIC S7-200 como el anfitrión del sistema, simplificando así la estructura de hardware y de máquinas de gran alcance, alta confiabilidad operación capaz y estable en ambientes adversos. ▲ fuerte sentimiento anti-interferencias Señales de Sensor, señales de control con la transmisión de corriente.

6. Instalación 6.1 Instalación del cuerpo de la balanza.Balanza de las dimensiones del cuerpo de la maquinaria de la instalación, consulte la sección "Polvo SPF Alimentación Sistema de Control de la Guía de Selección cuantitativos".6.2 Conexión del sistema6.2.1 Requisitos de cablear Cable de armario de control de externo de instalación debe ser la cable de corriente fuerte y débil (líneas eléctricas, líneas de señales) por separado, preferiblemente de más de 200mm. Las líneas eléctricas, cables de señal Cantidad Ver Figura 2.
6.2.2 requisito por tierra(1) Armario de control en tierra: La instalación del armario de control debe bien
estar conectado a tierra, así, su tierra debe enlazar con la tierra de fábrica. Los instrumentos externo de armario de control y la computador, que su tierra debe que solo punto a tierra. (2) blindaje tierra: cable blindado blindaje tierra ser debe que según el norma de manual conectar a conecto DC el suelo, y sólo a tierra única.
(3) el sistema informático a tierra de las protegidas: para los sistemas informáticos tan bien protegidas. Individualmente establecido un cable a tierra, a tierra resistencia requerida ≤ 4 ohmios.

7 Funcionamiento básico Sistema de control del SK- PLC de Siemens panel de la TP170 pantalla táctil completa el diálogo hombre-máquina, TP170 en el ambiente chino, muestran que muchos parámetros, todos los personajes sugieren, la operación es muy simple, puede ser completado por todos los sistema de control de la información y operaciones de control. 7.1 Preparación antes de comenzar 1 Compruebe si el equilibrio cayendo el raspador del rotor, tolva de alimentación es adecuada en el plano material. 2 Alimentador en la parte superior de la compuerta se abrirá una abertura adecuada. 3 controlará la mano / auto el switch de armario de control en forma automática. 4 aprender poder de general de sistema, a continuación, a su vez por parte del poder K1, K2, K3, K4, K5, K6, PLC automáticamente los programas de carga en el sistema, TP170 debe mostrar el estado inicial, y luego entrar el menú principal en el sistema. Se muestra en la Figura 3.
Figura 3 7,2 arranque 1 Pulse botón del [configuración de caudal] y [Configuración de cargar] en sistema de menú principal, configura establezca el caudal adecuado y grosor del material. 2 menú principal del sistema [conjunto parar emergencia] el botón, el sistema está entrelazado estado de automáticamente. Pulse botón de [parar emergencia], acuerdo con el sistema iniciará automáticamente la secuencia de la rueda separada, el balanza del rotor y la máquina de alimentación, y realizar un seguimiento automático del flujo establecido. 3 sistema en cualquier momento durante el funcionamiento y modificar el flujo y el espesor del material. 7.3 Puesta 1 Pulse el botón de sistema de menú principal [parar emergencia], el sistema se parará automáticamente la secuencia de alimentación, el balanza del rotor y la rueda de separador. 2 Si la hora de dejar de alimentar, y luego apague la parte de la potencia K1, K2, K3, K4, K5, K6, y el poder total, para proteger el sensor y el raspador.
8 Sistema de Control 8,1 De control local En primer lugar, programa la sistema en automático. Y en [programación], debido a se dará en el sistema de programa externo, en [los parámetros de sistema] el sistema se establecerá en modo local. Se muestra en la Figura 4, factor de equilibrio de flujo que está en curso en la regulación de dos lazos para asegurar el flujo de alimentación de tráfico ≤ balanza del rotor, para evitar que la material bloqueo y acumular.
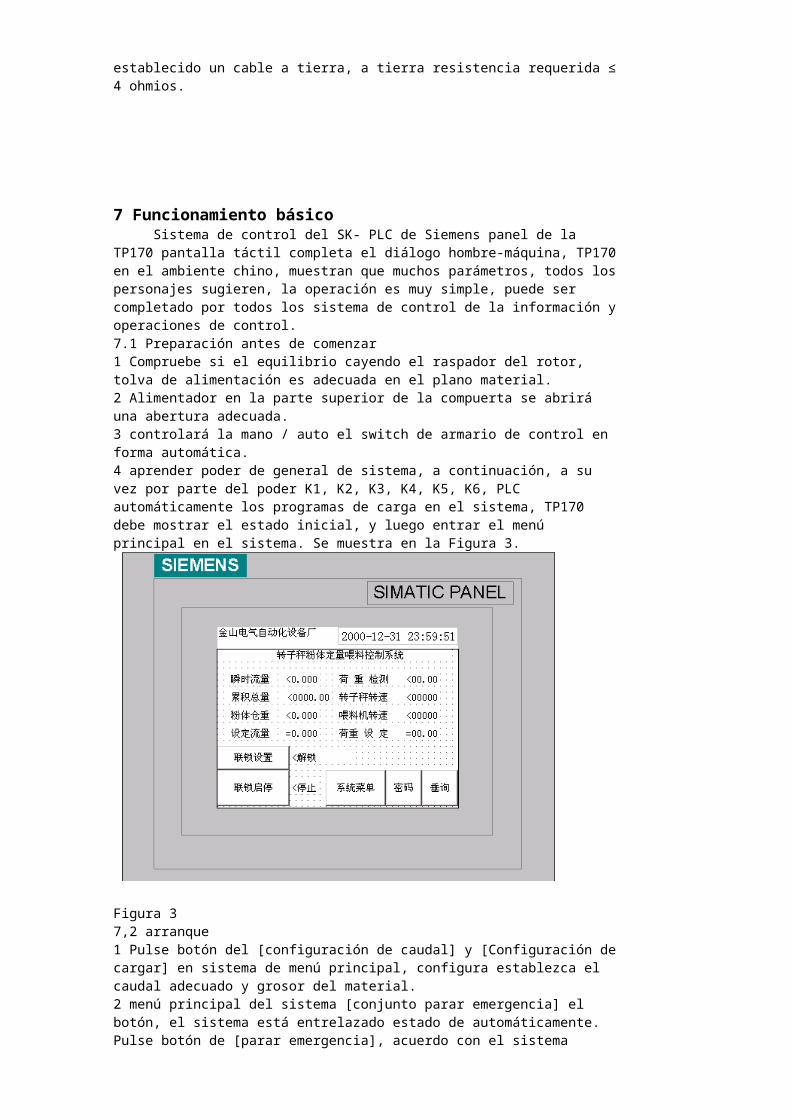
Figura 4
8.1.1 automático de circuito cerrado de control Este enfoque está en buenas condiciones después de la depuración de la solicitud.
Operación con el Capítulo VII, en primer lugar a través del sistema de menú principal [parar emergencia], con el sistema está en estado de bloqueo. Pulse botón de [programa de caudal] y [programa de cargar], De acuerdo del flujo y grosor del material. Luego en otra vez pulse el botón [parar emergencia], el sistema iniciará automáticamente la secuencia de la rueda separada, el equilibrio del rotor y la máquina de alimentación, y realizar un seguimiento automático del flujo establecido. En este modo de sistema, los operadores puede modificar la programa de flujo, y la sistema realizará automáticamente el seguimiento del ajuste para logra el objetivo preciso de la alimentación. 8.1.2 automática Este enfoque está en la regulación o función no favorables cuando se aplica. En primer lugar, el sistema del menú principal a través [parar emergencia], ejecutar el sistema está desbloqueado. En el [rotor manualmente] y [alimentar manualmente] en el menú ajustar de velocidad del rotor y el alimentador directamente, que se muestra en la Figura 5, Figura 6, así, en TP170 se mostrar el flujo correspondiente.

Figura 5
En la pantalla, el botón [Manual Auto] se utiliza para cambiar de la balanza rotor está lazo abierto / lazo cerrado, cuando la pantalla está en lazo manual indica que la balanza de rotor es control de abierto, a través del botón de [balanza rotor salida], figural velocidad de rotor directamente (la unidad es el porcentaje de la velocidad clasificado). Velocidad [Selección de determina velocidad] es selección el modo de determinar el velocidad, exterior determina de velocidad a través de interruptor determinar de velocidad para media, dentro determinar del velocidad la retroalimentación de velocidad a través del inversor. [Determinar velocidad K] como el coeficiente de velocidad interna, valor por defecto es 15, [deferencia] desviación en el valor de compensación de velocidad, el valor por defecto es 0.
Figura 6 En la pantalla, [Manual Auto] se utiliza para cambiar el alimentador de lazo abierto / lazo cerrado, cuando la pantalla mostrar el manual indica que es el control de alimentación de lazo abierto, mediante el botón [alimentador de salida], situado directamente de velocidad alimentador (unidad el porcentaje de la velocidad clasificado). Cuando la pantalla de forma automática el estado que es de alimentador estar en control de circuito cerrado, la alimentador con la configuración (el espesor del material) seguimiento automático, a fin de lograr la estabilidad de la alimentación del rotor. Luego, en el menú [control eléctrica], puede encender la balanza del rotor y alimentar

a cada máquina, como se muestra en la Figura 7:
Figura 7De esta manera, el flujo de no control preciso del sistema, pero los operadores del horno con experiencia que tiene, puede controlar la alimentación y el balanza del rotor de la velocidad, a fin de lograr el propósito de los piensos en bruto. Durante la operación también se puede solicitar en cualquier momento para cambiar la velocidad de balanza de rotor y el alimentador. 8.1.3 control en manualEn primer lugar, armario de control del interruptor manual/automático al modo manera. ▲ Ajuste manual de control de potenciómetro (para regular o PLC el fracaso de la aplicación) De esta manera, el flujo no control preciso del sistema, pero los operadores del horno con experiencia que tiene, puede controlar la alimentación y el balanza del rotor de la velocidad, a fin de lograr el propósito de los piensos en bruto. La velocidad alimentador y del rotor se puede ampliar por observar el correspondiente. Botón 1: Fijar la velocidad de alimentación requerida, en unidades de gira / min. Perilla 2: requerida por la velocidad del rotor, en unidades de gira / min. Luego, a través del botón del panel de control para iniciar la balanza el rotor y el alimentador. 8,2 el modo de control de centroEn primer lugar, en armario de control toma modo automático. Y en menú [modo de programa] figurar en programa exterior, y en sistema figurar el [sistema de parámetro] en modo control en centro. Figura 4: De este modo, el rotor SPF de configuración del sistema y empezar gestionar para sala de control. En la sala de control puede ser programa con señal de corriente 4-20mA para establecer el flujo, para iniciar el rotor. Sistema de Rotor se iniciará automáticamente la rotor de separación, el rotor y la máquina de alimentación, y seguir el flujo conjunto adecuado.9 Calibraciones de regulación 9,1 Calibración de silo en empieza calibrada el rotor, primer calibrar el silo. En el sistema de menú principal, pulse [calibración silo] para entrar el menú de silo. Figura 8, Figura 9.

Figura 8
Figura 9
En el caso de silo esta vacío pulse [la calibración a cero] botón, PLC automáticamente el valor cero a cero por escrito los parámetros. Luego ponga en la posición X toneladas de peso, y luego pulse [enlace peso botón], relacionado con el peso de la X que está nota, de acuerdo con botón [completa punto de calibración], PLC automáticamente escribir el punto completo el valor del punto total del parámetro. Además, la pantalla también se puede modificar directamente el parámetro punto cero y los parámetros de punto completo. La calibración debe ser realizada por profesionales para operar, de lo contrario, traerá consecuencias inesperadas. ¡Recuerde! ¡Recuerde!
9,2 Balance Rotor de calibración 9.2.1 Calibración del en carga de dinámico En el sistema de menú principal, pulse el botón [calibración de carga] para introducir la calibración de la carga menú, el menú puede ser calibrar del rotor, que se muestra en la Figura 10. En la siguiente manera:

Figura 10
En primer lugar, debe que garantizar que no hay materia y esta estático el rotor, además de una adecuada presión de preparación (se muestra los número 300 - 3000), a continuación introducir la numero de giro, y luego pulse el botón [ajuste de cero clave], PLC automáticamente en la pantalla siguiente (Figura 11). En este punto, PLC establece automáticamente un precio, según el punto parámetro de dinámico medido cero de giro calibrado, pulse [OK] para confirmar la operación, pulse [Cancelar] para cancelar. Y colgando Y Kg. de peso y luego pulse [paso de carga] y punta las cantidad, entonces pulse [el punto de calibración completa], y PLC completamente automático de calibración dinámica punto de culminación. Después de que el calibración en carga, sino también calibrada dinámico del rotor pelado, pelado operación dinámica es muy simple, primero retire los pesos, en mismo de pantalla [calibración de la carga] de [calibración pelado], PLC automáticamente dinámico de calibración de la pelado. Pulse el botón [OK] para confirmar la operación, pulse [Cancelar] para cancelar.
Figura 11 Nota: Esta acción por el personal de mantenimiento profesional para operar, de lo contrario, esto afectará la precisión del balanza rotor. 9.2.2 calibración de físicaEn el caso de un condicional se puede ampliar la demarcación física del rotor. En primer lugar, el menú del sistema principal [calibración de físico], entrar en la

demarcación física del menú, como se muestra en la Figura 12:
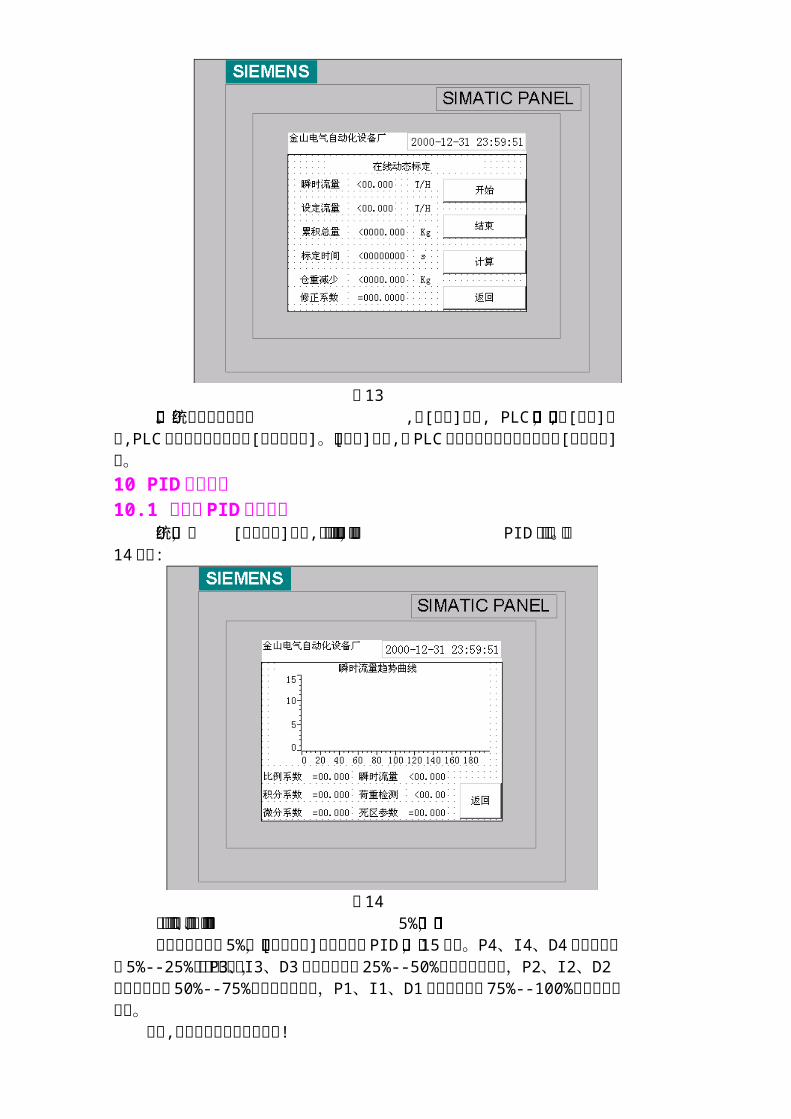
Figura 12 En el caso de el sistema es estable, primero pulse el botón [Inicio], al mismo tiempo, tomar el material, desde hace algún tiempo, pulse [final] botón, y dejar de acceder a materiales. A continuación, escriba el peso real de los materiales a [peso real] y luego pulse botón de [calcular], el PLC de forma automática en el factor de corrección que está escrito. Método de calibración para lograr este tipo tiene un cierto de dificultad, existe una demarcación física de las siguientes maneras más fáciles de alcanzar. Pero la configuración del sistema tiene que se conjunto un silo de balanza. 9.2.3 línea de demarcación física En la principal menú de [calibración en línea], introduzca la calibración en línea sub-menú, que se muestra en la Figura 13:
Figura 13 En primer material de relleno dentro de silo y dejan de alimentarse. En el sistema esta estable operación, pulse el botón [Inicio], PLC registran automáticamente en este momento y comenzó acumulativo, más de algún tiempo, pulse botón [final], PLC dejar el acumulativo y calcula automáticamente [reducción de la posición de peso]. El PLC calcula automáticamente de corrección y por escrito a la[factor corrección]. 10 calibrar de los parámetros PID 10,1 calibración de los parámetros PID del rotor

En el menú del sistema, pulse el botón [tendencias del tráfico] se puede utilizar para observar la calidad de seguimiento del flujo, los parámetros de PID se puede ajustar adecuadamente. Figura 14:
Figura 14
En la pantalla los coeficiente proporcional, coeficiente de integral, coeficiente de diferencial son inferior al 5% del factor de coeficiente de ajuste, eso es para seguimiento el flujo mas estable. Cuando la desviación del flujo superior al 5% debe ingresar [parámetros ajustables] del menú secundario para ajustar los parámetros PID, que se muestra en la Figura 15. P4, I4, D4 es una desviación del flujo del 5% - 25% de los parámetros ajustados, P3, I3, D3 es una desviación del flujo del 25% - 50% de los parámetros ajustados, P2, I2, D2 es la desviación del flujo 50% - 75% de los parámetros ajustables, P1, I1, D1 es la desviación del flujo en un 75% - 100% del parámetro ajustable. Tenga en cuenta que los cambios de los parámetros por los profesionales!
Figura 15
10,2 configuración de alimentador de los parámetros PID En el menú de sistema se utiliza submenú [tendencias de carga] para observar el carga del rotor, que se muestra en la Figura 16:

Figura 16 Cuando el coeficiente proporcional, integral coeficiente, coeficiente diferencial es que se trate para el alimentador. Este sistema es ajuste la velocidad del alimentador para ajustar el balance del grosor del material del rotor. La imagen del factor la diferencia de carga de coeficiente de proporcional, la coeficiente de diferencia, coeficiente de integrante de la desviación es inferior a 5Kg., este ajuste que puede cargar más estable. Cuando la desviación de carga es superior a 5kg, a continuación, ajuste en el menú [parámetros de núcleo]. En el sistema de menú principal, pulse el botón [parámetros de núcleo], introduzca los [parámetros de núcleo]. Figura 17.
Figura 17
Cuando la desviación de carga es superior a 5kg, el alimentador ajustar de cada 5 segundo, ajustar el rango de los [parámetros de carga 2] * 15 giro, cuando la desviación de carga es superior a 10kg, el rango de ajuste de los [parámetros de carga 1] * 15 giro. La imagen del [desviación flujo] indica | configuración - caudal instantáneo |> [desviación flujo], la velocidad de la pre-alimentador es [preset coeficiente] * factor de producción * 15 giros. Cuando el | configuración - caudal instantáneo | continua 20 segundos menos de los [parámetros de flujo], el rotor en [el flujo de retraso] no la regularse, específicamente a regular el equilibrio dinámico del punto de rotor. Mientras tanto, la máquina de

alimentación en [carga de retraso] no se ajusta. Estas dos unidades de 100 ms. [Diferencia de límite de arriba del alimentador] diferencia es de la preselección actual a el límite máximo de velocidad. [Diferencia de límite de abajo del alimentador] diferencia es de la preselección actual a el límite mínimo de velocidadTenga en cuenta que los cambios de los parámetros por los profesionales!11 Sistema de mantenimiento y las precauciones1. Sistemas en funcionamiento, se observa con frecuencia en la salida del variador de pantalla actual, si es mayor de 7,5, de posibles sucederá atascado las materiales, si se confirma el material atascado, informar inmediatamente al operador del alimentador cerrar la puerta de alimentador, y parar el alimentador. 2. tratamiento de atascado material: moverse el eje de motor de alimentador con la mano, o abrir ventana de limpieza donde arriba de alimentador borrar el cuerpo extraño. 3. Rotor es de equipos de pesaje del sistema, el disco está estrictamente prohibido estampida, no podrá poner los escombros y limpiar al menos una vez en cada clase. 4. Apretado del sensor no se pueden ajustar en la cadena, de lo contrario, tendrá graves repercusiones en la precisión del sistema. 5. No se puede sin autoriza desmontar la parte superior de la tolva de alimentación del filtro para asegurar un almacenamiento de materiales limpios, para evitar que el atascado material. 6. Si las dispositivos con discapacidad a largo plazo, por favor trate de limpiar sus posiciones cortas en el material, para evitar la aglomeración de materiales en el silo.
目 4 录
1概述....................................................................142系统组成..............................................................153工作原理..............................................................154主要技术指标.......................................................165系统功能与特点....................................................165.1 功能.................................................................165.2 特点.................................................................166 系统安装.............................................................176.1 秤体的安装.....................................................176.2 系统接线........................................................176.2.1电缆敷设要求.............................................176.2.2接地要求...................................................187 基本操作.............................................................187.1开机前的准备....................................................187.2开机.................................................................197.3停机.................................................................198 系统控制方式.......................................................198.1本地控制方式....................................................198.1.1自动闭环控制.................................................208.1.2 自动开环控制.................................................208.1.3手动控制方式.................................................228.2中控方式...........................................................119 调试标定.............................................................239.1 称重仓标定.......................................................239.2 转子秤标定.......................................................249.2.1动态挂码标定.................................................24

9.2.2 实物标定.......................................................269.2.3 在线实物标定.................................................2610 PID参数设定.....................................................1510.1 转子秤PID参数设定........................................1510.2 喂料机PID参数设定........................................2811 系统设备维护及注意事项.....................................18
1概述 SPF 粉体定量喂料控制系统是合肥水泥研究设计院金山电气自动化
设备厂在消化和吸收国外同类产品技术的基础上,结合我院在粉体流量控制应用方面的多年实践经验,研制开发的新一代稳定可靠的粉体定量计量设备。它从系统工程角度出发,将 FR 粉体喂料机和 RWF 转子称重喂料机有机地结合,配以先进地 PLC 控制系统,实现了一流的自动控制技术与一流生产工艺过程的结合,使得粉体物料精确计量和稳定控制的难题得到了很好解决。该系统配置合理,组态简单、灵活,喂料均匀,计量准确,运行稳定可靠,可广泛应用在冶金、化工、电力、建材等行业用于粉体连续输送、流量测量、定量给料。如水泥工业入窑(干湿法窑)煤粉计量,流量控制,电厂锅炉和炼铁高炉的喂煤系统控制上。

2系统组成 如图 1 所示,系统由称重仓、FR 粉体喂料机、RWF 转子称重喂料
机(转子秤)、输送装置及电气控制部分组成。SPF 粉体定量喂料控制系统主机部分选用德国西门子公司 SIMATIC S7 系列 PLC。
图 1 系统组成
CPU 选用 214 DC/DC 型,它本身具有 14 个 DI 和 10 个 DO,通过它可实现逻辑连锁、状态反馈及多路高速计数。扩展模块选用 3 路 12 位AI 和 4 路 12 位 AO,通过它可实现与现场信号的 AD/DA,及与中控的模拟量通讯。
3工作原理 粉体由进料口进入称重仓,通过传感器检测来稳定仓的料位,从而得到稳流的作用。粉体经稳流后再由 FR 喂料机均匀稳定地喂入 RWF 转子秤。进入 RWF 转子秤的粉体由转子从进料口带至出料口并喂入下级设备。特殊设计的结构使得荷重传感器能精确的测出 RWF 圆盘体中粉体的重量,并由 SPU 信号处理单元将现场弱信号(如转子中粉体物料的负荷、称重仓内物料的负荷等)进行采集、放大、转换, 然后传输 PLC 的模拟输入口中。系统通过磁电式开关检测转子秤的速度信号,并送入 CPU214 的高速计数口计数,经控制系统处理运算得到粉体的实际流量,通过调节转子秤的转速,实现粉体定量给料。FR 喂料机的转速跟踪 RWF 转子的转速同步调节,保证系统稳定、准确运行。
4主要技术指标 ▲ 动态累计误差: ≤0.5%
▲ 控制精度: ±1%▲ 喂料能力:0.5t/h 50t/h(按容量重 0.5t/m)
▲ 系统功率: ≤10KW▲ 控制系统工作电压: 110V ± 10%

60Hz ± 1Hz▲ 环境:温度-20°C 50°C ,相对湿度:≤85%▲ 物料:粉体物料(煤粉、生料粉、粉煤灰)
5系统功能与特点5.1 功能 ▲ 参数设定与修改
可在线设定给定流量、产量。亦可在线修改皮重、量程、补偿系数、调节参数、报警限值及系统的机械参数等。
▲ 动态显示窗口可切换显示瞬时流量、给定流量、累计量、荷重、转速、皮重、瞬时 AD 转换值、瞬时DA 转换值及报警状态等几乎所有的过程参数还可以通过菜单动态显示瞬时流量、荷重、转速的趋势图及历史趋势图
▲ 在线标定及自动校正系统本身有称重仓可进行在线标定。对于长期运行后系统中的一些参数的变化,系统可自动进行校正。
▲ 通讯接口SIMATIC S7 具有很强的通讯功能。它不仅具有 PPI 方式、MPI方式和自由通讯口方式,而且通过 PROFIBUS—DP 扩展模块的方法支持DP网络协议。
5.2 特点 ▲ 人机界面可操作性强 由于系统运用于工业现场,粉尘大,我们采用西门子公司触摸屏面板TP170 作为人机界面;TP170 采用中文环境,显示参数多、操作直观简便,“一触即发”。 ▲ 系统可靠性高 转子秤煤粉计量控制系统是工艺流程中关键设备,为保证系统的可靠性,我们选用德国西门子公司 SIMATIC S7-200 作为系统主机,从而简化了系统的硬件结构,该机功能强大,可靠性高,能够在恶劣环境下稳定运行。 ▲ 抗干扰能力强
传感器信号、控制信号等采用电流传输方式。
6 系统安装6.1 秤体的安装
秤体的机械安装尺寸请参见《SPF 粉体定量喂料控制系统选型手册》。
6.2 系统接线6.2.1电缆敷设要求 控制柜外部电缆敷设应强弱电(动力线,信号线)分开,最好相隔
200毫米以上。动力线、信号线电缆规格数量参见图 2 。
图 2
6.2.2接地要求 (1)控制柜的接地:控制柜安装时应接地良好,其安全地可与厂里接
地网联结起来。控制柜内仪表、计算机等均用单点接地。
(2)屏蔽地:屏蔽电缆的屏蔽地必须按使用说明书要求接到微机系统
的直流地上,且只能单端接地。
(3)微机系统的保护地:计算机系统应用良好的保护地。可单独埋设
一根地线,要求接地电阻≤4欧姆。

7 基本操作 SK-PLC 控制系统通过西门子 TP170触摸屏面板完成人机对话,TP170 采用中文环境,显示参数多,全汉字提示,操作十分简便,通过它可完成对系统所有信息的监视及控制操作。7.1开机前的准备
1 检查转子秤刀架是否落下,喂料仓内料位是否合适。2 将喂料机上方闸板开一适当开度。3 将控制柜上的手/自切换开关设在自动方式上。4 开 启 系 统 总 电 源 , 再 打 开 各 部 分 电 源
K1、K2、K3、K4、K5、K6,PLC 将自动装载程序进入系统,TP170 应显示初始化状态,然后进入系统主菜单。如图 3 所示。
图 3
7.2开机1 按系统主菜单上的[流量设定]及[荷重设定]按钮,设定相应的流量及
料厚。
2 系统主菜单上[联锁设置]按钮,使系统处于联锁状态。按[联锁启停]
按钮,系统将自动按顺序启动分隔轮、转子秤和喂料机,并自动跟踪
设定流量。3 系统在运行过程中可随时修改流量及料厚。
7.3停机1 按系统主菜单上[联锁启停]按钮,系统将自动按顺序停止喂料机、
转子秤和分隔轮。2 若 长 时 间 停 止 喂 料 , 则 关 闭 各 部 分 电 源
K1、K2、K3、K4、K5、K6 和总电源,并把转子秤刀架抬起,以保护传感器和刀口。

8 系统控制方式8.1本地控制方式
首先将控制柜上的手/自动开关切换为自动方式。并在[给定方式]菜单中将系统设为内给定方式;在[系统参数]菜单中将系统设为就地方式。如图 4 所示,流量平衡系数即在双闭环调节方式下保证喂料机流量≤转子秤流量,以防堵料、积料。
图 4
8.1.1自动闭环控制 本方式是在调试完毕后工况良好时应用。 操作同第七章,首先通过系统主菜单上[联锁设置]按钮,使系统处于联锁状态。按系统主菜单上的[流量设定]及[荷重设定]按钮,设定相应的流量及料厚。再按[联锁启停]按钮,系统将自动按顺序启动分隔轮、转子秤和喂料机,并自动跟踪设定流量。在本方式下窑头操作人员可在系统运行过程中随时修改设定流量,系统会自动跟踪调节,从而达到精确喂料的目的。
8.1.2 自动开环控制 本方式是在调试或工况非良好时应用。 首先通过系统主菜单上[联锁设置]按钮,使系统处于解锁状态。在[转子手动]和[给料手动]菜单中直接设定转子秤和喂料机速度,如图 5、图 6 所示,TP170 上便显示相应的流量。

图 5
该画面中,[手动自动]按钮是用来切换转子秤的开环/闭环方式,当显示手动状态时,表示转子秤是开环控制,通过[转子秤输出]按钮,直接设定转子秤的转速(单位是额定转速的百分比)。 [测速选择]为选择测速方式,外测速通过测速开关测速,内测速通过变频器反馈测速。[测速 K]为内测速系数,默认值为 15,[偏差]为内测速补偿值,默认值为 0。
图 6在该画面中,[手动自动]按钮是用来切换喂料机的开环/闭环方式,当
显示手动状态时,表示喂料机是开环控制,通过[喂料机输出]按钮,直接设定喂料机的转速(单位是额定转速的百分比)。当显示自动状态时,表示喂料机是闭环控制,喂料机根据设定荷重(即料层厚度)自动跟踪,以实现转子秤的稳定喂料。
再在[电气控制]菜单中,可分别启动转子秤和喂料机,如图 7 所示:

本方式下,流量不受系统精确控制,但窑头操作人员可根据经验控制喂料机及转子秤的转速,从而达到粗略喂料的目的。
在运行过程中也可随时按要求改变转子秤和喂料机的转速。
图 7
8.1.3手动控制方式首先将控制柜上的手/自动开关切换为手动方式。▲ 手动调节电位器控制(调试或PLC 发生故障时应用)
本方式下,流量不受系统精确控制,但窑头操作人员可通过控制柜内的电位器旋钮根据经验控制喂料机及转子秤的转速,从而达到粗略喂料的目的。 喂料机及转子秤的转速可通过对应变频器的显示屏进行观测。
旋钮 1:设定要求的喂料机转速,单位为 转/分钟。旋钮 2:设定要求的转子秤转速,单位为 转/分钟。然后,通过控制柜面板上按钮来启动转子秤和喂料机。
8.2中控方式首先将控制柜上的手/自动开关切换为自动方式。并在[给定方式]菜
单中将系统设为外给定方式;在[系统参数]菜单中将系统设为中控方式。如图 4 所示:
在该方式下,SPF 转子秤系统的设定和启动完全交给中控室来管理。中控室可通过 4-20mA 信号的电流信号来设定流量,可无源开关量信号来启动转子秤系统。转子秤系统将自动按先后循序启动分格轮、转子秤和喂料机,并跟踪相应的设定流量。

9 调试标定9.1 称重仓标定
转子秤初调时,对装有称重仓的转子秤系统首先应对称重仓进行标定。在系统主菜单中,按[仓重标定]键,进入仓重标定子菜单。如图 8、图 9 所示。
图 8
图 9
在空仓情况下按[零点标定]按钮,PLC 自动将零点值写入零点参数中。再在仓上放 X吨砝码,然后按[挂码重量]按钮,将所挂的砝码重量 X写入,按[满点标定]按钮,PLC 自动将满点值写入满点参数中。另外,在该画面还可直接修改零点参数和满点参数。

该标定一定要由专业人员来进行操作,否则,会带来意想不到的后果。切记!切记!
9.2 转子秤标定9.2.1动态挂码标定
在系统主菜单中,按[荷重标定]键进入荷重标定子菜单,在该菜单下可对转子秤进行挂码标定,如图 10 所示。方法如下:
图 10
首先要保证转子秤内无料、静态,加一合适的预压(采样显示字在300 – 3000),再输入要标定的圈数,然后按[零点标定]键,PLC 自动进入下一画面(图 11)。此时,PLC 自动置一速度,根据标定的圈数动态测零点参数,按[确认]键确认此次操作,按[取消]键取消。再挂砝码 Y公斤,按[挂码重量]键将砝码重量 Y写入,再按[满点标定]键,同上PLC 自动动态完成满点标定。
在挂码标定以后,还需要对转子秤进行动态去皮,动态去皮操作很简单,首先去掉所挂的砝码,同上在[荷重标定]界面下按[去皮标定]键,PLC 自动动态完成去皮标定。按[确认]键确认此次操作,按[取消]键取消。

图 11注意:该操作应由专业维护人员进行操作,否则,会影响转子秤的精度。
9.2.2 实物标定 在有条件的情况下可对转子秤进行实物标定。首先,在系统主菜单中按[实物标定]键,则进入实物标定子菜单中,如图 12 所示:
图 12 在系统运行稳定的情况下,首先按[开始]按钮,同时进行接物料,过若
干时间后,按[结束]按钮,同时停止接物料。然后将实际称的物料重量写入[实际称量]中,再按[计算]按钮,PLC 自动将系数写入修正系数中。
这种实物标定方法实现起来有一定的难度,下面有一种实物标定办法较易实现。但系统须配置称重仓。9.2.3 在线实物标定
在主菜单按[在线标定]键,则进入在线标定子菜单,如图 13 所示:

图 13 首先将称重仓内装满料后停止进料。在系统稳定运行情况下,按[开
始]按钮, PLC此时自动记下仓重并开始累计,过若干时间后,按[结束]按钮,PLC停止累计并自动计算[仓重减少量]。再按[计算]按钮,则PLC 自动计算修正系数并写入到[修正系数]中。10 PID参数设定10.1 转子秤PID参数设定
在系统菜单中,按[流量趋势]按钮,可用来观察流量跟踪的品质,并可进行适当PID参数调整。如图 14 所示:
图 14
画面中的比例系数、积分系数、微分系数是流量偏差小于 5%时的调节系数,调节它可使流量跟踪更稳定
当流量偏差大于 5%时,应进入[调节参数]子菜单进行 PID参数设定,如图 15 所示。P4、I4、D4 是流量偏差在 5%--25%之间的调节参

数,P3、I3、D3 是流量偏差在 25%--50%之间的调节参数,P2、I2、D2 是流量偏差在 50%--75%之间的调节参数,P1、I1、D1是流量偏差在 75%--100%之间的调节参数。
注意,该参数应由专业人员修改!
图 15
10.2 喂料机PID参数设定在系统菜单下的[荷重趋势]子菜单是用来观察转子秤荷重跟踪的情况,
如图 16 所示:
图 16
这里的比例系数、积分系数、微分系数是针对喂料机而言。本系统是通过调节喂料机的快慢来调节转子秤的料层厚度的。该画面的比例系数、积分系数、微分系数是荷重偏差小于 5kg时的调节系数,调节它可使荷重更趋稳定。当荷重偏差大于 5kg时,则在[内核参数]菜单中调节。
在系统主菜单中按[内核参数]键,则进入[内核参数]画面。如图 17 所示。
图 17
当荷重偏差大于 5kg时,喂料机每 5秒钟调节一次,调节幅度为[荷重参数 2]*15 转,当荷重偏差大于 10kg时,调节幅度为[荷重参数 1]*15转。
该画面中的[流量偏差]表示当|设定值-瞬时流量|>[流量偏差]时,预置喂料机的转速为[预置系数]*设定产量*15 转。
当|设定值-瞬时流量|连续 20秒小于[流量参数]时,转子秤在[流量延时]时间内不调节,专门调节转子秤的动态平衡点。同时,喂料机在[荷重延时]时间内不调节。以上两个延时单位为 100MS。
[喂料机上限差]是从当前预置到调速上限之间的差值。[喂料机下限差]是从当前预置到调速下限之间的差值。注意,该参数应由专业人员修改!
11 系统设备维护及注意事项1.系统正常运行时,经常观察变频器上显示的输出电流,一旦大于
7.5A,便有卡料现象的发生的可能,若确认卡料,则立刻通知有关操作人员把喂料机闸板关闭,并停止喂料机的运行。
2.卡料的处理:手盘喂料机电机轴或打开喂料机上的清物口清除异物。3.转子秤为系统称量设备,圆盘上严禁踩踏,不准放置杂物,且每班至少清扫一次。
4.传感器上的链条松紧不可随意调整,否则,将严重影响系统精度。5.不可擅自拆除喂料仓顶部的过滤网,以确保入仓物料的干净,防止系
统设备卡料现象的发生。6.若长期停用设备,请尽量清空仓中物料,以防物料在仓中结块。