Embed Size (px)
Citation preview

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
1
Manipulating the Size, the Morphology and the Polymorphism of
Acetaminophen using Supercritical Antisolvent (SAS)
Precipitation.
Matthias Rossmanna,b
,Andreas Braeuerb,c*
,Alfred Leipertzb,c
, and Eberhard Schlueckera
a Lehrstuhl für Prozessmaschinen und Anlagentechnik (iPAT), Friedrich-Alexander Universitaet Erlangen-
Nuernberg, Cauerstraße 4, 91058 Erlangen, Germany
b Erlangen Graduate School in Advanced Optical Technologies (SAOT), Friedrich-Alexander Universitaet
Erlangen-Nuernberg, Paul-Gordan-Straße 6, 91052 Erlangen, Germany
c Lehrstuhl für Technische Thermodynamik (LTT), Friedrich-Alexander Universitaet Erlangen-Nuernberg, Am
Weichselgarten 8, 91058 Erlangen, Germany
* Corresponding author.
E-mail address: [email protected] Fax: +49 9131 85 25851
Keywords: Supercritical Antisolvent Process, SAS, Particle, Nucleation, Micronization,
Precipitation, Crystallization, Polymorphism
Abstract
The supercritical antisolvent technology is used to crystallize Paracetamol particles.
Supercritical carbon dioxide (scCO2) is used as antisolvent. Ethanol, acetone and
mixtures of ethanol and acetone are used as solvents. The initial concentration of
paracetamol in the solution was varied between 1 and 5 wt %, the composition of the
ethanol/acetone solvent mixture between 50 and 90 wt % of ethanol and the
operation pressure between 10 and 16 MPa at a temperature of 313 K. The most
important finding is that the polymorph of paracetamol crystals can be adjusted
between monoclinic and orthorhombic by varying the content of ethanol in the
solution. The second important finding is that the occurrence of primary and
secondary crystal structures can be explained solely by the overall supersaturation
during the crystallization process. While X-ray diffraction was used to analyze the
polymorph of the particles, their morphology was analyzed using scanning electron
microscopy.
*ManuscriptClick here to view linked References

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
2
1 Introduction
The usage of supercritical fluids for the production or micronization of pharmaceutical
compounds is investigated by an increasingly number of research groups because of
its numerous advantages [1-9]. The role of the supercritical fluid in the various
processes is highly diverse and ranges for example from solvent to dispersion
medium or antisolvent [5, 6, 8, 10-13]. The latter is the case in the supercritical
antisolvent process (SAS), where supercritical carbon dioxide (scCO2) is used as an
antisolvent. Due to the very gentle process route, especially thermo labile and special
compounds such as pharmaceuticals, polymers and biologically active proteins are in
the focus of research for SAS processing. The SAS process works on the basis of
antisolvent precipitation or crystallization. In this process, the solute that is to be
micronized is previously dissolved in a solvent and the resulting solution is then
injected into a supercritical fluid which acts as an antisolvent with respect to the
solute. The particles are generated due to the resulting supersaturation of the solute
which is compensated by nucleation and particle growth. By varying the process
parameters, the generation of tailor made particles with defined properties can be
achieved [1, 14, 15]. Conventional parameters that can be adjusted in the process
are pressure, temperature, solute concentration and the flow rate ratio of solution and
antisolvent. Some groups also reported on the influence of the type of solvent used
[9] respectively using mixtures of different solvents to adjust the solvent strength [16,
17].
The mechanisms that govern the single steps of particle generation in the SAS
process and therefore the properties of the resulting products are still in the focus of
recent research. Concerning the basic mechanisms, due to empirical investigations
and especially advanced optical in situ measurement techniques, a good
understanding exists [14, 15, 18-24]. Depending on the type of solute used, whether
it is an ideal or a non-ideal solute, different models can be applied to describe the
influence of the determining parameters[15].
For an ideal solute, which means that the solute is sparingly soluble in the
antisolvent, precipitation takes places. This results in amorphous particles, where the
size and the morphology of the generated particles can vary from spherical nano
particles to spherical micro or expanded micro particles.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
3
In the case of a non-ideal solute, which means that the solute is slightly soluble in the
antisolvent scCO2, crystallization occurs[17]. This is due to the fact, that the overall
level of supersaturation in the SAS process for these solutes is significantly lower
than for an ideal solute [15, 17]. In this case, the particle generation in the SAS
process can be described by the crystallization theory where the supersaturation is
the governing factor, and not by the time scale model. Therefore the manipulation of
the supersaturation by varying the corresponding parameters like for example vessel
pressure, solute concentration or temperature can be used to influence the properties
of the generated crystals.
The aim of this study is to further investigate the crystallization by the SAS process.
Considering the non-ideal SAS solute Paracetamol (acetaminophen, PCM) [17], the
influence of conventional SAS parameters like initial solute concentration and
pressure on the supersaturation and therefore the characteristics of the generated
PCM crystals are analyzed. Furthermore, the effect of the solvent on the
crystallization behaviour of PCM is examined in detail for the solvents ethanol,
acetone and mixtures of both. PCM itself is a well-known active pharmaceutical
ingredient and an important bioactive compound, which is used as an antipyretic and
analgesic drug. It is chosen as the example API, as it shows a polymorphic behavior
and exists in three known crystal forms, which are monoclinic (form I), orthorhombic
(form II) and an unstable not fully characterized form III [25]. Although it is an
established and worldwide used API, there is still ongoing research concerning PCM,
especially on its crystallization behaviour [26-28]. As it is known from other
crystallization techniques, the supersaturation and especially the solvent can play a
key role in controlling the desired polymorph [29, 30]. Therefore the conducted
experiments focus especially on the possibility of altering the polymorphic form of the
crystallized PCM via the variation of pressure, initial solute concentration and the
type of solvent used. A detailed investigation of the defined manipulation of the
polymorphic form of PCM via SAS-processing has, to the best knowledge of the
authors, not been conducted. Other authors have reported on different aspects of
PCM generation via SAS process, but not on a generation of different crystalline
modifications of PCM [31-35].

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
4
2 Experimental section
2.1 Materials
Paracetamol (acetaminophen, PCM) with a purity of ≥ 99 % was purchased from
VWR International and was delivered as a white free flowing powder. Before SAS
processing, PCM is crystalline (monoclinic form I). Ethanol (EtOH) with a purity of
99.9 % was purchased from Bundesmonopolverwaltung für Branntwein (Germany)
and acetone (Ac) with a purity of 99 % from Sigma Aldrich. The antisolvent carbon
dioxide (CO2) was supplied by Linde Company (Germany) with a purity of 99.9 %. All
chemicals were used as delivered.
2.2 SAS apparatus and methods
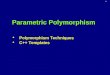
A schematic flow sheet of the optically accessible SAS plant is given in Fig. 1. The
solvent (S1) respectively the solution (S2) is conveyed through a nozzle into the high
pressure vessel using a syringe pump. The capillary nozzle, through which the liquid
feed is sprayed into the vessel, has an inner diameter of 150 µm.
The antisolvent CO2 is pressurized and brought to the vessel by a compressor (CP).
The antisolvent flow enters the vessel from the side, while the liquid feed is sprayed
from the top. The operating pressure is adjusted by a pneumatically driven back
pressure regulator valve (V) and the remaining flow is separated into liquid solvent
and gaseous antisolvent in a demister (D). Particles generated are either filtered
directly at the outlet of the vessel or in an external filter unit downstream. The
temperature of the whole plant is kept constant at 313 K by heating cartridges in the
vessel walls and heating tapes on all of the pipes. The plant is fully automated and
can be operated from an external control room.
The generation of particles using the supercritical antisolvent technology follows the
standard procedure [1, 36]. The vessel is continuously flushed with a certain flow rate
of CO2 and pure solvent (without solute) until steady conditions, such as the desired
overall molar fraction xCO2, the pressure, the temperature and all other operation
parameters, are adjusted. The liquid feed flow is then switched from solvent (no

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
5
solute dissolved in it) to solution (solute dissolved in the solvent), which leads to the
generation of the solute particles due to antisolvent crystallization. The injection of
the solution is stopped, when the desired amount of solute is generated. Before the
particles can be analysed, the whole system has to be purged with pure antisolvent
for around two hours to remove any residual solvent from the vessel. After this drying
step, the vessel is stepwise depressurized and particle samples can be taken on
various positions within the vessel and on the filter frit.
2.3 Particle analysis
Particles generated were analysed using scanning electron microscopy (SEM) and
powder X-ray diffraction (XRD). To carry out the SEM measurements, samples of the
particles taken from the SAS plant were placed on a carbon film stuck on an
aluminium stub (Plano GmbH, Germany). To enhance the conductivity in order to
have a higher quality of the SEM images, the particles were then sputtered with a thin
film of gold palladium. Images of the samples were taken with an ULTRA 55 field
emission scanning electron microscope (SEM, Carl Zeiss AG, Germany).
To investigate into the crystalline modification of the generated PCM crystals and
their solid dispersions, crystallographic analysis was carried out by means of powder
diffraction. The measurements were carried out with a Phillips wide & small angle X-
ray diffractometer under nitrogen gas atmosphere and at ambient temperature with
diffraction angles from 5° to 40° with CuKα radiation at operation parameters of
40 mA and 45 KV. The XRD measurements of the powder samples were repeated
after a certain time to ensure that the generated polymorphic form of PCM is stable.
3 Results and discussion
3.1 Generation of paracetamol crystals from EtOH solutions
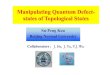
In Fig. 2, generated PCM crystals from ethanol solutions are given. In the left column
from image a) to c), the pressure was kept constant at 16 MPa and the PCM
concentration was increased from a) 1 wt% to b) 3 wt% and to c) 5 wt%. In the right
column from image d) to f), the concentration was kept constant at 1 wt% and the
pressure was decreased from d) 30 MPa to e) 16 MPa and f) 10 MPa. In all the
images given in Fig. 2, a primary and/or a secondary crystal structure can be found.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
6
The primary structure is flat and angular shaped and due to crystal growth and solid
bridging a secondary structure can be formed. This structure is rod- respectively
needle-like. The occurrence of the primary or secondary structure and the size of the
generated crystals can be explained by the level of supersaturation during the SAS
process.
In our previous work [15], we showed that Paracetamol is slightly soluble in CO2 and
therefore an overall lower level of supersaturation is reached during the SAS
crystallization. Thus the presence of the primary and secondary structures in Fig. 2
can be described using the crystallization theory [17]. This means that a higher
supersaturation leads to a high nucleation rate and small particles, whereas a lower
supersaturation leads to a lower rate of nucleation and a more distinct crystal growth
phase, resulting in larger particles (or even secondary structures).
This behavior is reflected in the SEM images given in Fig. 2, where the
supersaturation increases for both image columns from the top to the bottom due to
either an increase in concentration (left column) or a decrease of pressure (right
column). The primary structure of small separated crystals of PCM can be found in
the images c) and f). In these cases a high level of supersaturation occurs, due to a
high concentration of paracetamol in the initial solution and/or a low pressure during
the experiment. As paracetamol is slightly soluble in CO2, a higher pressure leads to
a higher solubility respectively to a lower supersaturation [15]. A higher initial PCM
concentration in the injected solution has the reverse effect [15], as the
supersaturation is defined by the ratio of the actual concentration to the saturation
concentration [20]. In the images a) and d), large crystals with the reported
secondary structure can be seen. No small single crystals are present at these
parameters, only large needle or rod like crystals (secondary structure) are
generated. This is due to a low level of supersaturation at either a low initial
concentration of paracetamol (a) or a high pressure (d) during the process. For the
parameters in the images b) and e) an intermediate level of supersaturation occurs.
In these SEM images, both a primary and a secondary structure can be seen. Single
crystals can still be identified, but they already have a more distinct growth phase and
start to grow together respectively start solid bridging. For the highest levels of
supersaturation achieved at the reported parameters, in the images c) and f)only

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
7
small primary crystals are generated. In the images a) and b) also a higher
magnification of the SEM image is given, to highlight the shape of the crystallized
PCM particles. Irrespectively of the process conditions always the already described
flat angular crystalline structure can be found.
Next to the size and shape of the generated PCM crystals from the SEM images, the
crystalline modification respectively the polymorphic form was analyzed by carrying
out XRD measurements. In Fig. 3, example XRD spectra of the produced PCM
crystals and the corresponding SEM images are given. It has to be noted, that for
reasons of better comparability, the spectra have an arbitrary offset of 1000 counts to
each other. By comparing those spectra with the given spectra for the unprocessed
monoclinic form I paracetamol (given in Fig. 5), no change in the crystalline
modification can be found [37]. Paracetamol, irrespectively of the occurrence of
primary or secondary crystals respectively high or low concentration and pressure,
always crystallizes in the monoclinic form I, when generated from ethanol solutions.
Form I of paracetamol has a zig-zag pattern (flat angular shaped), which can be also
found in all the SEM images shown in Fig. 2.
As can be seen in Fig. 3, the angular position of the peaks is not shifted, which
means that the crystalline modification is the same for the three given experiments.
For the orthorhombic modification II, peaks in the XRD spectra would be observable
at around 10 degree (2 theta), at 22 degree and 35 degree and others would be
missing [25]. In Fig. 3, no significant intensity can be observed at those degrees
which also lead to the assumption that no modification mixture, even with a low
amount of form II, was generated.
Consequently, the generation of PCM crystals by SAS processing out of an ethanol
solution in the here analyzed range leads to the pure monoclinic form I. The main
determining factor for the final product (crystal size, occurrence of primary and/or
secondary structure) is the occurring supersaturation during the process, which is a
function of the chosen process parameters.
3.2 Generation of paracetamol crystals from acetone solutions
SEM images of produced PCM crystals from acetone solutions using the SAS
process are given in Fig. 4. For the left column from a) to c) the pressure is set to

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
8
16 MPa in all the experiments and the PCM concentration was increased from a)
1 wt % to b) 3 wt % and c) 5 wt %, In the right column (d, e) the concentration is
constant at 3 wt % and the pressure was decreased from d) 16 MPa to e) 10 MPa.
As it was observable for the PCM particles crystallized from ethanol solutions
(compare Fig. 2), also for PCM particles crystallized from acetone solutions (compare
Fig. 4) a primary and a secondary structure can be found. The coherence between
the supersaturation during the process and the parameters pressure and
concentration is the same as discussed in the previous chapter. No experiments at
30 MPa and 1 wt % were conducted for acetone solutions
In Fig. 4, image a) the supersaturation has the lowest level for the examined values of
pressure and initial PCM concentration. In this case, the pressure is set to 16 MPa
and the initial PCM concentration was 1 wt %. The generated crystals show a
secondary structure and have a bigger size compared to the other SEM images.
Furthermore, no small primary crystalline structure can be found at these conditions.
In the images b) and d), where the pressure was set to 16 MPa and the concentration
is 3 wt %, a primary crystalline structure can still be clearly identified, and larger
crystals respectively a secondary structure can also be found. The supersaturation in
this case is higher than in the image a), due to a higher initial solute concentration. In
the images c) and e), the highest supersaturation was present during the
micronization due to either a high initial concentration (image c) or a low pressure
(image e). At those parameters only a primary crystalline structure of smaller crystals
is generated. The crystals already start to build solid bridges, but no distinct
secondary structure, like needles or rods, can be identified.
The enlarged zooms in the images b) and c) furthermore show that the morphology
of the crystals is different to the ones generated from ethanol solutions given in Fig. 2.
No distinct flat zigzag pattern can be found and the crystals show a more planar
cuboidal morphology. To further investigate into the exact crystalline structure of the
generated particles and not only their morphology, XRD measurements were also
conducted with the PCM powder generated from acetone solution.
The results of the XRD measurements are given in Fig. 5. The spectra given have an
arbitrary offset of 200 counts to enhance a better comparability. The spectra a), b),
and c) are from generated powders at different process conditions whereas spectrum

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
9
d) represents the diffraction pattern of the unprocessed (monoclinic) PCM. The
spectrum a) origins from PCM powder generated at 10 MPa and 1 wt %. The
parameters for b) are 16 MPa, 1 wt % and for c) 10 MPa and 3 wt %.
The X-ray diffractometry spectra of the powder generated from acetone solutions all
show the same behavior with respect to the d-spacing position of the peaks. The
height of the peaks, which represent the crystallinity, does however vary with the
process conditions. The influence of the pressure on the crystallinity can be seen by
comparing spectrum a) with spectrum b). In the experimental run for spectrum a) the
pressure was set to 10 MPa and for b) it was set to 16 MPa, at otherwise similar
conditions. The d spacing position of the peaks does not change with the increased
pressure, but the overall counts for all intensities are lower for a higher pressure.
The grey bars at different angles (d spacing) in Fig. 5, represent the previously
mentioned characteristic angles where peaks occur for the orthorhombic phase II for
PCM [37]. By looking at the highlighted areas, it can be seen that all the conducted
experiments with acetone solutions lead to PCM with an orthorhombic modification
phase II. From literature [37] it is also known, that also other d spacing angles could
be used to identify the corresponding modifications of PCM. For the differentiation
between monoclinic and orthorhombic modification of PCM, only the highlighted grey
areas are discussed in more detail in this work, although also other positions, could
be used. The lack of respective signal intensities[25] in the XRD spectra related to
modification I indicates that no crystalline mixture of both forms, with a significant
amount of form I, was generated from PCM/acetone solutions.
As it is the case for ethanol solutions, also PCM crystals can be successfully
generated from acetone solutions. The size and the structure, primary and/or
secondary structure, of the crystals can also be adjusted by varying the investigated
parameters pressure and concentration The coherence between the level of
supersaturation and the crystal properties also follow classical crystallization theory,
as it was described for ethanol. The primary crystalline structure, which in the case of
PCM crystallization from acetone solutions has a more planar cuboidal morphology
can be related to the orthorhombic modification form II. XRD investigation shows, that
using acetone as the solvent, instead of ethanol, paracetamol crystals with
orthorhombic modification II are generated. This modification does not alter during

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
10
storage, as the produced powder samples were measured by X-ray diffractometry
repeatedly during several months after storage at ambient conditions.
3.3 Generation of paracetamol crystals from mixtures of ethanol
and acetone
Following the previously shown possibility of altering the polymorphic form of PCM by
changing the organic solvent, the usage of mixtures of different ratios of ethanol and
acetone must also lead to a change in the crystalline form at otherwise constant
conditions. To confirm the influence of the solvent mixture on the PCM crystals
generated, experiments with different ratios of ethanol to acetone were conducted.
The solvent mixtures used were 50/50, 70/30, 80/20 and 90/10 in weight ratio of
ethanol to acetone.
In Fig. 6 SEM images of the generated paracetamol crystals at different process
conditions and ethanol/acetone ratios are given. The images a) show crystals
generated from a 50/50 ethanol/acetone mixture at a pressure of 10 MPa and a
solute concentration of 1 wt %. These images only differ in their magnification to give
a better overview of the uniform size distribution of the generated crystals and also to
allow a detailed consideration of the single crystals. Only primary crystals can be
found at these conditions, which resemble the orthorhombic morphology of the ones
generated from pure acetone solutions. In the images b) also one experimental result
with different magnifications is given. In this case, the solvent ratio is 50/50, the
pressure is 10 MPa and the concentration was set to 3 wt %. Also here, only
uniformly sized primary crystals can be found. The crystals are slightly smaller
compared to the experiment at 1 wt % (images a)) due to the higher supersaturation
on account of an increased initial PCM concentration. The effect of the different initial
concentrations is not as dominant as it was observed for using either acetone or
ethanol as solvents. The morphology of the generated crystals for both experiments
is a planar cuboidal-orthorhombic structure, similar to the PCM particles generated
from PCM/acetone solutions.
In the SEM images c) and d) in Fig. 6, PCM crystals generated from solvent mixtures
with an ethanol to acetone weight ratio of 70/30 (c) and 80/20 (d) are shown. In both
images, the pressure was 10 MPa and the concentration was 3 wt %, so only the

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
11
solvent ratio was varied. The images show only primary crystal structures with no
secondary structure formed. The average size of the crystals is not much influenced
by varying the solvent composition but the morphologies are different. By comparing
the images b), c) and d) the influence of the different solvent ratio at otherwise
constant conditions can be seen. By increasing the amount of ethanol in the solvent
composition, the morphology changes from compact orthorhombic crystals towards
more flake like crystals with an increased amount of fragments.
To have a further insight into the structure respectively the polymorphic modification
of the generated PCM crystals from ethanol/acetone mixtures, X-ray diffractometry
analysis was also carried out. The spectra of the investigated powders are given in
Fig. 7. The spectra a) and b) represent the experiments given in Fig. 6 in the images
a) and b). They vary only in the initial solute concentration, which was increased from
1 wt % (XRD Spectrum a)) to 3 wt % (Spectrum b)). The other parameters were kept
constant at 10 MPa and a solvent composition of 50/50 ethanol to acetone. No
significant influence of the varied concentration can be found in the two
corresponding spectra. The d-spacing position of the peaks does not change, only a
slightly higher intensity of the peaks occurs for the experiment with the lower
concentration. This can be attributed to the larger size of the crystals because of the
lower level of supersaturation caused by a lower initial PCM concentration.
In the XRD spectra c), d) and e) in Fig. 7, the pressure is constant at 10 MPa and the
concentration was set to 3 wt %. From the bottom to the top (c) to e)), the solvent
composition was changed from 70/30 (c) to 80/20 (d) and to 90/10 (e) weight ratio of
ethanol to acetone. The measured spectra show, that increasing the amount of
ethanol in the solvent mixture, a transition from the orthorhombic modification II
towards the monoclinic modification I occurs. At a mixture of 70 wt % EtOH to 30%
acetone, still orthorhombic features can be detected at the determining highlighted
angles, represented by the grey bars. The intensity of those peaks is lower than for
example for the 50/50 EtOH/acetone mixture or the pure acetone XRD samples. As
other peaks that belong to the monoclinic XRD fingerprint start to occur slightly, it has
to be assumed that at this solvent composition already a mixture of monoclinic and
orthorhombic modifications is generated.
A further increase of the quantity of ethanol in the solvent blend towards a ratio of
80/20 and 90/10 wt % of EtOH to acetone, finally leads to a pure monoclinic

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
12
modification I of the generated paracetamol crystals. Those two solvent mixtures are
represented by the spectra d) (80/20) and e) (90/10) and can be compared with
spectrum f), which represents the unprocessed paracetamol in the pure monoclinic
form I. This means that referred only to the crystalline modifications of PCM, mixtures
of EtOH and acetone result in the generation of PCM in the orthorhombic
modification form II until the content of EtOH does not exceed 70 wt %. The
coherence between the supersaturation and the previously discussed PCM crystal
size and structure (primary and/or secondary) is nevertheless still valid also for the
solvent mixtures processed.
4 Conclusion
Different strategies can be applied to adjust the properties of PCM via the SAS
process. As PCM is a so called non-ideal solute, which means it is slightly soluble in
scCO2, the crystallization theory can be applied to describe the behaviour of PCM.
The supersaturation can be varied by the parameters concentration and pressure. An
increase of concentration and/or a decrease of pressure lead to a higher level of
occurring supersaturation and vice versa. Depending on the level of supersaturation,
the PCM crystals show a primary and/or a secondary structure. Low levels of
supersaturation results in bigger crystals that show a distinct secondary structure due
to a prolonged crystal growth phase. An increase of supersaturation by varying one
of the two discussed parameters leads to a decrease of the formed secondary
structure and an even higher supersaturation results in smaller single crystals that
show predominantly a primary structure. This behavior was found for both the
solvents used. Neither the initial PCM concentration nor the pressure variation
enabled the altering of the polymorphic form of PCM. This was found to be
achievable by changing the solvent. Using ethanol as the organic solvent, always the
monoclinic polymorphic form I of PCM was generated irrespectively of the pressure
and the concentration. Changing the organic solvent in the initial solution to acetone
resulted in a different polymorph of PCM. Crystallizing PCM via the SAS process with
acetone as solvent eventuates in the orthorhombic form II. Also a mixture of both
solvents can favour either form I or form II. It was found that already 30 % of acetone

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
13
in the initial mixture is sufficient to change the polymorphic form from monoclinic, as it
is the case for pure EtOH, to orthorhombic.
Generating PCM in an amorphous state was neither able by varying the process
conditions nor the type of solvent. This follows the previously proposed criterion of
ideal and non-ideal solutes, that a switch between precipitation and crystallization is
not possible by just changing the process parameters. If an API, which belongs to the
non-ideal solutes, should be required in a precipitated amorphous form, the authors
propose a co-precipitation with another solute to produce an amorphous solid
dispersion.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
14
4.1 Acknowledgments:
The authors gratefully acknowledge financial support for parts of this work by the
German Research Foundation (DFG) which additionally funds the Erlangen Graduate
School in Advanced Optical Technologies (SAOT) in the framework of the German
Excellence Initiative to Promote Science and Research at German Universities.
Furthermore, we would like to acknowledge the Institute of Particle Technology of the
Friedrich-Alexander Universitaet Erlangen-Nuernberg (FAU) for providing us access
to the SEM and the Department of Chemistry and Pharmacy for providing us access
to the XRD.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
15
5 References [1] M. Perrut, Supercritical fluids applications in the pharmaceutical industry, S.T.P. Pharma
Sciences, 13 (2003) 83-91.
[2] P.B. Deshpande, G.A. Kumar, A.R. Kumar, G.V. Shavi, A. Karthik, M.S. Reddy, N.
Udupa, Supercritical fluid technology: Concepts and pharmaceutical applications, PDA
Journal of Pharmaceutical Science and Technology, 65 (2011) 333-344.
[3] H.S. Tan, S. Borsadia, Particle formation using supercritical fluids: Pharmaceutical
applications, Expert Opinion on Therapeutic Patents, 11 (2001) 861-872.
[4] E. Badens, V. Majerik, G. Horváth, L. Szokonya, N. Bosc, E. Teillaud, G. Charbit,
Comparison of solid dispersions produced by supercritical antisolvent and spray-freezing
technologies, International Journal of Pharmaceutics, 377 (2009) 25-34.
[5] J. Fages, H. Lochard, J.-J. Letourneau, M. Sauceau, E. Rodier, Particle generation for
pharmaceutical applications using supercritical fluid technology, Powder Technology, 141
(2004) 219-226.
[6] J. Kluge, G. Muhrer, M. Mazzotti, High pressure homogenization of pharmaceutical
solids, The Journal of Supercritical Fluids, 66 (2012) 380-388.
[7] R.T.Y. Lim, W.K. Ng, R.B.H. Tan, Amorphization of pharmaceutical compound by co-
precipitation using supercritical anti-solvent (SAS) process (Part I), Journal of Supercritical
Fluids, 53 (2010) 179-184.
[8] A. Tabernero, E.M. Martín del Valle, M.A. Galán, Supercritical fluids for pharmaceutical
particle engineering: Methods, basic fundamentals and modelling, Chemical Engineering and
Processing: Process Intensification, 60 (2012) 9-25.
[9] P. Girotra, S.K. Singh, K. Nagpal, Supercritical fluid technology: A promising approach in
pharmaceutical research, Pharmaceutical Development and Technology, 18 (2013) 22-38.
[10] B. Subramaniam, R.A. Rajewski, K. Snavely, Pharmaceutical processing with
supercritical carbon dioxide, Journal of Pharmaceutical Sciences, 86 (1997) 885-890.
[11] G. Muhrer, U. Meier, F. Fusaro, S. Albano, M. Mazzotti, Use of compressed gas
precipitation to enhance the dissolution behavior of a poorly water-soluble drug: Generation
of drug microparticles and drug-polymer solid dispersions, International Journal of
Pharmaceutics, 308 (2006) 69-83.
[12] K. Moribe, Y. Tozuka, K. Yamamoto, Supercritical carbon dioxide processing of active
pharmaceutical ingredients for polymorphic control and for complex formation, Advanced
Drug Delivery Reviews, 60 (2008) 328-338.
[13] P.-C. Lin, C.-S. Su, M. Tang, Y.-P. Chen, Micronization of ethosuximide using the rapid
expansion of supercritical solution (RESS) process, The Journal of Supercritical Fluids, 72
(2012) 84-89.
[14] E. Reverchon, E. Torino, S. Dowy, A. Braeuer, A. Leipertz, Interactions of phase
equilibria, jet fluid dynamics and mass transfer during supercritical antisolvent micronization,
Chemical Engineering Journal, 156 (2010) 446-458.
[15] M. Rossmann, A. Braeuer, S. Dowy, T.G. Gallinger, A. Leipertz, E. Schluecker, Solute
solubility as criterion for the appearance of amorphous particle precipitation or crystallization
in the supercritical antisolvent (SAS) process, Journal of Supercritical Fluids, 66 (2012) 350-
358.
[16] A. Gokhale, B. Khusid, R.N. Dave, R. Pfeffer, Effect of solvent strength and operating
pressure on the formation of submicrometer polymer particles in supercritical microjets, The
Journal of Supercritical Fluids, 43 (2007) 341-356.
[17] S. Varona, J. Fernández, M. Rossmann, A. Braeuer, Solubility of paracetamol and
polyvinylpyrrolidone in mixtures of carbon dioxide, ethanol, and acetone at elevated
pressures, Journal of Chemical and Engineering Data, 58 (2013) 1054-1061.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
16
[18] A. Braeuer, S. Dowy, E. Torino, M. Rossmann, S.K. Luther, E. Schluecker, A. Leipertz,
E. Reverchon, Analysis of the supercritical antisolvent mechanisms governing particles
precipitation and morphology by in situ laser scattering techniques, Chemical Engineering
Journal, 173 (2011) 258-266.
[19] I. De Marco, O. Knauer, F. Cice, A. Braeuer, E. Reverchon, Interactions of phase
equilibria, jet fluid dynamics and mass transfer during supercritical antisolvent micronization:
The influence of solvents, Chemical Engineering Journal, 203 (2012) 71-80.
[20] S. Dowy, E. Torino, S.K. Luther, M. Rossmann, A. Braeuer, Imaging the supersaturation
in high-pressure systems for particle generation, Chemical Engineering Journal, 168 (2011)
896-902.
[21] O. Boutin, T. Petit-Gas, E. Badens, Powder Micronization using a CO2 supercritical
antisolvent type process: Comparison of different introduction devices, Industrial and
Engineering Chemistry Research, 48 (2009) 5671-5678.
[22] A. Montes, A. Tenorio, M.D. Gordillo, C. Pereyra, E.J. Martínez de la Ossa, Screening
design of experiment applied to supercritical antisolvent precipitation of amoxicillin:
Exploring new miscible conditions, The Journal of Supercritical Fluids, 51 (2010) 399-403.
[23] Y. Wang, Y. Wang, J. Yang, R. Pfeffer, R. Dave, B. Michniak, The application of a
supercritical antisolvent process for sustained drug delivery, Powder Technology, 164 (2006)
94-102.
[24] A. Braeuer, R. Adami, S. Dowy, M. Rossmann, A. Leipertz, Observation of liquid
solution volume expansion during particle precipitation in the supercritical CO 2 antisolvent
process, Journal of Supercritical Fluids, 56 (2011) 121-124.
[25] S. Gurunath, S. Pradeep Kumar, N.K. Basavaraj, P.A. Patil, Amorphous solid dispersion
method for improving oral bioavailability of poorly water-soluble drugs, Journal of Pharmacy
Research, 6 (2013) 476-480.
[26] T. Delmas, U.V. Shah, M.M. Roberts, D.R. Williams, J.Y.Y. Heng, Crystallisation of the
orthorhombic form of acetaminophen: Combined effect of surface topography and chemistry,
Powder Technology, 236 (2013) 24-29.
[27] P.J. Frawley, N.A. Mitchell, C.T. Ó'Ciardhá, K.W. Hutton, The effects of
supersaturation, temperature, agitation and seed surface area on the secondary nucleation of
paracetamol in ethanol solutions, Chemical Engineering Science, 75 (2012) 183-197.
[28] N.A. Mitchell, C.T. Óciardhá, P.J. Frawley, Estimation of the growth kinetics for the
cooling crystallisation of paracetamol and ethanol solutions, Journal of Crystal Growth, 328
(2011) 39-49.
[29] C. Sudha, K. Srinivasan, Supersaturation dependent nucleation control and separation of
mono, ortho and unstable polymorphs of paracetamol by swift cooling crystallization
technique, CrystEngComm, 15 (2013) 1914-1921.
[30] I. Pasquali, R. Bettini, F. Giordano, Supercritical fluid technologies: An innovative
approach for manipulating the solid-state of pharmaceuticals, Advanced Drug Delivery
Reviews, 60 (2008) 399-410.
[31] F. Fusaro, M. Mazzotti, G. Muhrer, Gas Antisolvent Recrystallization of Paracetamol
from Acetone Using Compressed Carbon Dioxide as Antisolvent, Cryst. Growth Des., 4
(2004) 881-889.
[32] B. Shekunov, J. Baldyga, P. York, Particle formation by mixing with supercritical
antisolvent at high Reynolds numbers, Chemical Engineering Science, 56 (2001) 2421-2433.
[33] B.Y. Shekunov, M. Hanna, P. York, Crystallization process in turbulent supercritical
flows, Journal of Crystal Growth, 198-199 (1999) 1345-1351.
[34] A. Weber, L.V. Yelash, T. Kraska, Effect of the phase behaviour of the solvent–
antisolvent systems on the gas–antisolvent-crystallisation of paracetamol, The Journal of
Supercritical Fluids, 33 (2005) 107-113.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
17
[35] V.J. Pereira, R.L. Matos, S.G. Cardoso, R.O. Soares, G.L. Santana, G.M.N. Costa,
S.A.B. Vieira de Melo, A new approach to select solvents and operating conditions for
supercritical antisolvent precipitation processes by using solubility parameter and group
contribution methods, The Journal of Supercritical Fluids, 81 (2013) 128-146.
[36] E. Reverchon, Supercritical antisolvent precipitation of micro- and nano-particles,
Journal of Supercritical Fluids, The, 15 (1999) 1-21.
[37] G.L. Perlovich, T.V. Volkova, A. Bauer-Brandl, Polymorphism of paracetamol :
RRRelative stability of the monoclinic and orthorhombic phase revisited by sublimation and
solution calorimetry, Journal of Thermal Analysis and Calorimetry, 89 (2007) 767-774.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
18
Figure captions:
Fig. 1: Schematic of the SAS plant. (S1: solvent, S2: solution, AS: antisolvent CO2, S:
solvent; SP: syringe pump; HPV: optically accessible high pressure vessel; V: back pressure
regulating valve; D: demister)
Fig. 2: SEM images of PCM crystals generated from ethanol solutions at 313 K and
xCO2 = 0.98. For the left column from a) to c) the pressure was 16 MPa in all the experiments
and the PCM concentration was increased from a) 1 wt% to b) 3 wt% and c) 5 wt%, In the
right column (d), e), f)) the concentration is constant at 1 wt% and the pressure was decreased
from d) 30 MPa to e) 16 MPa and f) 10 MPa.
Fig. 3: XRD spectra of the generated PCM crystals from ethanol solutions. a) 10 MPa,
5 wt %; b) 16 MPa, 1 wt%; c) 30 MPa, 5 wt %.
Fig. 4: SEM images of PCM crystals generated from acetone solutions at 313 K and
xCO2 = 0.98. For the left column from a) to c) the pressure was 16 MPa in all the experiments
and the PCM concentration was increased from a) 1 wt % to b) 3 wt % and c) 5 wt %. In the
right column (d), e)) the concentration is constant at 3 wt % and the pressure was decreased
from d) 16 MPa to e) 10 MPa. For 30 MPa, no experiments from acetone solutions were
conducted.
Fig. 5: Exemplary XRD spectra of the generated PCM particles crystallized from acetone
solutions. a) 10 MPa, 1 wt %; b)16 MPa, 3 wt %; c) 10 MPa, 3 wt %; d) reference spectra of
monoclinic PCM (as delivered)).
Fig. 6: SEM images of PCM crystals generated from ethanol/acetone mixture solutions at
313 K and xCO2 = 0.98. In the images a), the conditions were p = 10 MPa, c = 1 wt %,
EtOH/Ac = 50/50. In the right images b) p = 10 MPa, c = 3 wt %, EtOH/Ac = 50/50. The top
and the bottom images of a) and b) differ only in their magnification. In the bottommost row
in image c) the conditions were p = 10 MPa, c =3 wt %, ratio of EtOH/Ac = 70/30 and in
image d) p = 10 MPa, c = 3 wt %, EtOH/Ac = 80/20
Fig. 7: Exemplary XRD images of the generated PCM crystals from ethanol/acetone mixture
solutions and reference spectra of monoclinic PCM. a) 10 MPa, 1 wt %
EtOH/acetone = 50/50; b) 10 MPa, 3 wt %, EtOH/acetone = 50/50; c) 10 MPa, 3 wt %,
EtOH/acetone = 70/30, d)10 MPa, 3 wt %, EtOH/acetone = 80/20, e) 10 MPa, 3 wt %,
EtOH/acetone = 90/10, f) reference spectra of unprocessed monoclinic PCM

Fig. 1: Schematic of the SAS plant. (S1: solvent, S2: solution, AS: antisolvent CO2, S: solvent; SP: syringe pump; HPV: optically accessible high pressure vessel; V: back pressure regulating valve; D: demister)
Figure(s)

Fig. 2: SEM images of PCM crystals generated from ethanol solutions at 313 K and xCO2 = 0.98. For the left column from a) to c) the pressure was 16 MPa in all the experiments and the PCM concentration was increased from a) 1 wt% to b) 3 wt% and c) 5 wt%, In the right column (d), e), f)) the concentration is constant at 1 wt% and the pressure was decreased from d) 30 MPa to e) 16 MPa and f) 10 MPa
Sup
ersatu
ration
100µm
200µm
100µm
d)
e)
f)
zoom
zoom
30MPa, 1 wt.%
16MPa, 1 wt.%
10MPa, 1 wt.%
c = con
st. ; pre
ssure
de
crease
200µm
100µm
100µm
a)
b)
c)
16MPa, 1 wt.%
16MPa, 3 wt.%
16MPa, 5 wt.%
p = co
nst. ; co
nce
ntratio
n in
crease

Fig. 3: XRD spectra of the generated PCM crystals from ethanol solutions. a) 10 MPa, 5 wt %; b) 16 MPa, 1 wt%; c) 30 MPa, 5 wt %.
0
500
1000
1500
2000
2500
3000
5 10 15 20 25 30 35 40
Co
un
ts
2θ
a) 10MPa; 5wt.%,
ethanol
b) 16MPa; 1wt.%,
ethanol
c) 30MPa; 5wt.%,
ethanol

Fig. 4: SEM images of PCM crystals generated from acetone solutions at 313 K and xCO2 = 0.98. For the left column from a) to c) the pressure was 16 MPa in all the experiments and the PCM concentration was increased from a) 1 wt % to b) 3 wt % and c) 5 wt %. In the right column (d), e)) the concentration is constant at 3 wt % and the pressure was decreased from d) 16 MPa to e) 10 MPa. For 30 MPa, no experiments from acetone solutions were conducted
20µm
20µm
d)
e)
20µm
20µm
20µm
a)
b)
c)
zoom
Sup
ersatu
ration
16MPa, 1 wt.%
16MPa, 3 wt.%
16MPa, 5 wt.%
16MPa, 3 wt.%
10MPa, 3 wt.%
p = co
nst. ; co
nce
ntratio
n in
crease
c = con
st. ; pre
ssure
de
crease

0
500
1000
1500
2000
2500
5 10 15 20 25 30 35 40
Co
un
ts
2θ
DB11 DB12 DB13 PCM unprocessed
a) 10MPa; 1wt.%,
acetone
d) unprocessed
monoclinic PCM
b) 16MPa; 3wt.%,
acetone
c) 10MPa; 3wt.%,
acetone
Fig. 5: Exemplary XRD spectra of the generated PCM particles crystallized from acetone solutions. a) 10 MPa, 1 wt %; b)16 MPa, 3 wt %; c) 10 MPa, 3 wt %; d) reference spectra of monoclinic PCM (as delivered)).

Fig. 6: SEM images of PCM crystals generated from ethanol / acetone (50/50) solutions at 313K and xCO2=0.98. For the left row from a) and b) the pressure was 10 MPa and the PCM concentration was 1 wt%. In the right row , c) and d), the pressure was also 10 MPa and the concentration was increased to 3 wt%
20µm 100µm
10µm 10µm
10µm
c)
10µm
d)
10MPa, 3 wt.% EtOH/Ac = 80/20
10MPa, 3 wt.% EtOH/Ac = 70/30
20µm
a) b)
20µm
10MPa, 1 wt.%
EtOH/Ac 50/50
10MPa, 3 wt.%
EtOH/Ac 50/50

0
500
1000
1500
2000
2500
5 10 15 20 25 30 35 40
Co
un
ts
2θ
a) 10MPa; 1wt.%,
EtOH/Ac=50/50
f) unprocessed
monoclinic PCM
b) 10MPa; 3wt.%,
EtOH/Ac=50/50
c) 10MPa; 3wt.%,
EtOH/Ac=70/30
d) 10MPa; 3wt.%,
EtOH/Ac=80/20
e) 10MPa; 3wt.%,
EtOH/Ac=90/10
Fig. 7: Exemplary XRD images of the generated PCM crystals from ethanol/acetone mixture solutions and reference spectra of monoclinic PCM. a) 10 MPa, 1 wt % EtOH/acetone = 50/50; b) 10 MPa, 3 wt %, EtOH/acetone = 50/50; c) 10 MPa, 3 wt %, EtOH/acetone = 70/30, d)10 MPa, 3 wt %, EtOH/acetone = 80/20, e) 10 MPa, 3 wt %, EtOH/acetone = 90/10, f) reference spectra of unprocessed monoclinic PCM




![java1-lecture6.ppt [호환 모드]dis.dankook.ac.kr/lectures/java20/wp-content/... · Polymorphism 다형성(Polymorphism) 다형성(polymorphism)이란객체들의타입이다르면똑같은](https://img.dokumen.tips/doc/110x75/5fcfbaad9d9260016a636609/java1-eeoedisdankookackrlecturesjava20wp-content-polymorphism.jpg)