Embed Size (px)
Citation preview

. . . . - . . , I - , . , . . ,.
*I
. . . NASA TECHNICAL
M E M O R A N D U M
eo r;
. . NASA TM X-53178
DECEMBER 11, 1964
LOW TEMPERATURE MECHANICAL PROPERTIES OF 8AI-IMo-IV TITANIUM ALLOYS AND COMPOSITE WELDMENTS by C. R. DENABURG
Propulsion and Vehicle Engineering Laboratory
NASA
George C. Mdrshull S’uce Flight Center, Hantsville, Alubdmd
https://ntrs.nasa.gov/search.jsp?R=19650008395 2018-04-28T13:22:08+00:00Z

TECHNICAL MEMORANDUM X- 53178
LOW TEMPERATURE MECHANICAL PROPERTIES OF 8A1-1M0 - l V TITANIUM ALLOYS AND COMPOSITE WELDMENTS
C. R. Denaburg
George C. Marshall Space F l i g h t Center
Huntsv i l le , Alabama
ABSTRACT
The mechanical p r o p e r t i e s of annealed 8A1-1Mo-1V t i t an ium a l l o y s h e e t , 0.063-inch t h i c k , were determined a t temperatures from ambient t o -253°C (-423°F). The a l l o y had h igh s t r e n g t h through the e n t i r e test temperature range. The t e n s i l e s t r e n g t h a t -253°C (-423°F) was approximately 75 percent g r e a t e r than the ambient temperature t e n s i l e s t r e n g t h . The e longat ion decreased from approximately 16 pe rcen t a t ambient temperature t o approximately 8 pe rcen t a t -196°C (-320°F) and t o less than 3 percent a t -253OC (-423°F).
Weldments of 8A1-1Mo-1V t i tan ium t o 6Al-4V t i tan ium were made by u t i l i z i n g t h e TIG process with 6A1-4V t i tan ium a l l o y f i l l e r . weldments were made wi th the e l e c t r o n beam process without f i l l e r wire. Based upon t y p i c a l s t r e n g t h values of 6Al-4V t i t an ium a l l o y , t h e as- welded j o i n t e f f i c i e n c i e s of both types of weldments exceeded 95 pe rcen t over the e n t i r e range of t es t temperatures from ambient t o -253°C (-423°F). over t he t es t temperature range except a t room temperature, where s t r e n g t h s were approximately equal.
S imi la r
The TIG weldments r e s u l t e d i n s l i g h t l y h igher s t r e n g t h s

NASA - GEORGE C . MARSHALL SPACE FLIGHT CENTER
TECHNICAL MEMORANDUM X-53178
LOW TEMPERATURE MECHANICAL PROPERTIES OF 8Al-lM0-1V TITANIUM ALLOYS AND COMPOSITE WELDMENTS
C . R . Denaburg
MATERIALS DIVISION PROPULSION AND VEHICLE ENGINEERING LABORATORY

TABLE OF CONTENTS
SUMMARY .................................................... INTRODUCTION ............................................... EQUIPMENT AND SPECIMEN CONFIGURATION ....................... RESULTS AND D I S C U S S I O N ..................................... CONCLUSIONS ................................................ APPENDIX ................................................... ReFERENCES .................................................
Page
1
1
2
2
3
4
13
iii
LIST OF ILLUSTRATIONS
F igure
1
2
3
4
5
6
Table
I
I1
I11
T i t l e
Low Temperature Mechanical P r o p e r t i e s of 8A1-1Mo-1V Titanium Alloy Sheet (0.063-inch th ick) ............................................. Low Temperature NotchedhJnnotched Tens i l e S t rength Rat io of 8Al-lMo-lV Titanium Alloy Sheet (0.063-inch t h i c k ) . . . . . . . . . . . . . . . . . . . . . . . . . . . Low Temperature Tens i l e S t r eng ths of 8A1-1Mo-1V Titanium Alloy Sheet Welded t o 6A1-4V Titanium Alloy Sheet (0.063-inch th i ck ) ............ Low Temperature Tens i l e S t r eng th of Titanium Alloy 8Al-lMo-lV TIG Weldments, No F i l l e r .......... St ruc tu re of TIG Weldment .......................... St ruc tu re of E lec t ron Beam Weldment ................
LIST OF TABLES
Composition of Titanium Alloys 8A1-1Mo-1V and 6A1-4V ......................................... Low Temperature Mechanical P r o p e r t i e s of 8A1-1Mo-1V Titanium Alloy .......................... Low Temperature Tens i l e S t r eng th of 8 A1-IMo-1V Titanium t o 6A1-4V Titanium Welded J o i n t s .........
iV
Page
5
6
7
8
9
10
Page
11
11
1 2

TECHNICAL MEMORANDUM X-53178
LOW TEMPERATURE MECKANICAL PROPERTIES OF 8A1-1M0 - l V TITANIUM ALLOYS AND COMPOSITE WELDMENTS
SUMMARY
The mechanical p r o p e r t i e s of t i t an ium a l l o y 8Al-lMo-lV s h e e t , 0.063-inch t h i c k , were determined a t temperatures from ambient t o -253°C (-423°F). The u l t ima te t e n s i l e s t r e n g t h increased from 158.1 k s i a t ambient temperature t o 279.1 k s i a t -253°C (-423°F). The notched t o unnotched t e n s i l e s t r eng th r a t i o dropped from 0.90 a t ambient temperature t o 0 .81 a t -129°C (-200°F) and decreased sharp ly t o 0 .51 a t -253OC (-423°F). Composite weldments of t i t an ium a l l o y 8Al-lMo-lV t o t i t an ium a l l o y 6A1-4V were made by us ing bo th t h e TIG and e l e c t r o n beam welding processes . 6A1-4V f i l l e r wire; no f i l l e r wire was used wi th the e l e c t r o n beam welding process . J o i n t e f f i c i e n c i e s produced by the TIG process were g r e a t e r than those produced by the e l e c t r o n beam process . I n both cases, however, the j o i n t e f f i c i e n c i e s were above 95 pe rcen t from ambient temperature t o -253°C (-423OF).
The TIG weldments were made w i t h
INTRODUCTION
Titanium a l l o y 8Al-lMo-lV, having an a lpha r i c h - l e a n b e t a s t r u c t u r e , has good f o r g e a b i l i t y and h e a t t reatment q u a l i t i e s and a l s o high s t r e n g t h and r e s i s t a n c e t o c reep a t ambient and h igh temperatures . This a l l o y was developed o r i g i n a l l y f o r j e t engine compressor p a r t s , i . e . , d i s c s , space r s , and b l ades , where high t e n s i l e p rope r t i e s and r e s i s t a n c e t o c reep were of t he utmost importance (Ref. 1).
This i n v e s t i g a t i o n was prompted by the need f o r a d d i t i o n a l low temperature data t o f u l l y eva lua te the performance of t h i s a l l o y over a wide v a r i e t y of environments f o r p o t e n t i a l use i n advanced space v e h i c l e duc t ing , s t r u c t u r a l members, and tank sk ins . The study was l i m i t e d t o t h e low temperature p r o p e r t i e s of the a l l o y i n s h e e t s of 0.063 inch i n th ickness , furnished by the Titanium Metals Corporat ion of America from Heat No. (210) D-3457. I n a d d i t i o n , s i n c e the p r o p e r t i e s of t h i s a l l o y are r epor t ed ly comparable t o the 6A1-4V t i t a n i u m a t room temperature and supe r io r a t e l eva ted temperatures , weldments of 8Al-lMo-lV t o 6A1-4V were prepared f o r eva lua t ion a t low temperatures . TIG ( tungs ten a r c i n e r t gas) weldments u t i l i z i n g 6A1-4V t i t an ium a l l o y f i l l e r and e l e c t r o n beam weldments wi thout a f i l l e r were eva lua ted . welding and t h e welding schedules used are descr ibed i n the Appendix.
Preparat ion of the s h e e t material before

EQUIPMENT AND SPECIMEN CONFIGURATION
The desc r ip t ions of the t e s t i n g equipment and specimen conf igu ra t ion a re repor ted i n r e fe rence 2.
RESULTS AND DISCUSSION
The compositions of t he two t i t an ium a l l o y s inves t iga t ed a re shown i n Table I. The 0.063-inch t h i c k commercial grade shee t was t e s t e d i n the as - rece ivedy s i n g l e 'annealed condi t ion .
The mechanical p r o p e r t i e s of the 8A1-1Mo-1V a l l o y l i s t e d i n Table I1 show the ambient temperature t e n s i l e and y i e l d s t r e n g t h s i n the long i tud ina l d i r e c t i o n t o be 158.1 k s i and 150.0 k s i , r e s p e c t i v e l y , and 279.1 k s i and 258.9 k s i , r e s p e c t i v e l y , a t -253OC (-423%'), which is an inc rease of approximately 75 percent . A comparison of the p r o p e r t i e s i n both the long i tud ina l and t r ansve r se d i r e c t i o n s i s shown i n FIG 1. The percent e longat ion drops gradual ly from 14 pe rcen t a t ambient temper- a t u r e t o 8 .3 percent a t -196OC (-320°F) and decreases sharp ly t o 2 . 7 pe rcen t a t -253°C (-423°F) i n the l o n g i t u d i n a l d i r e c t i o n . The notched t o unnotched t e n s i l e r a t i o s i n d i c a t e a decrease i n toughness wi th a decrease i n temperature (FIG 2 ) . Notch s e n s i t i v i t y i n the long i tud ina l d i r e c t i o n i s n o t q u i t e as severe as t h a t i n the t r ansve r se d i r e c t i o n . However, t he notch s e n s i t i v i t y i n the two d i r e c t i o n s e x h i b i t s a sharp inc rease a t temperatures below -129°C (-200°F).
The 8A1-1Mo-1V shee t , 0.063-inch t h i c k , was TIG welded t o 6A1-4V shee t of the same th ickness us ing 6A1-4V f i l l e r m a t e r i a l . The low temperature t e n s i l e s t r e n g t h s of the composite weldments are shown i n Table 111. The T I G welds, t r ansve r se t o the loading d i r e c t i o n , increased i n t e n s i l e s t r e n g t h from 137.8 k s i a t ambient temperature t o 257.6 k s i a t -253°C (-423°F). (See FIG 3 . ) The average i n c r e a s e i n s t r e n g t h was 29 k s i per 100°F decrease i n temperature w i t h j o i n t e f f i c i e n c i e s i n excess of 95 percent f o r the t e s t ' t e m p e r a t u r e spectrum. The e l e c t r o n beam weldments increased i n t e n s i l e s t r e n g t h from 138.7 k s i a t ambient temperature t o 256.9 k s i a t -253°C (-423°F). J o i n t e f f i - c i e n c i e s of the e l e c t r o n beam weldments were 95 pe rcen t o r above f o r a l l t es t temperatures. Only th ree specimens of t he t o t a l number of weldments t e s t ed f a i l e d i n the fus ion zone; the remainder f a i l e d i n the 6A1-4V a l l o y base m a t e r i a l . Low temperature t e n s i l e s t r e n g t h s of the 8A1-1Mo-1V TIG weldments w i th no f i l l e r added a r e shown i n FIG 4 (Ref. 3) . The s t r e n g t h va lues of composite weldments a r e lower than those from TIG weldments of 8Al-lMo-lV, as would be expected cons ider ing the lower s t r eng th of the 6A1-4V a l l o y .
2

'd'
Macrostructures and micros t ruc tures of bo th types of weldments are shown i n FIG 5 and 6. The h e a t a f f e c t e d zones common t o t h e TIG weld- ments are shown a t lOOX magnif icat ion i n FIG 5. The two upper micro- s t r u c t u r e s i n FIG 6 show the a lpha r i ch - l ean be ta 8Al-lMo-lV t i t an ium and t h e a lpha be ta 6A1-4V t i t an ium a l l o y shee t materials. The lower mic ros t ruc tu re of t he e l e c t r o n beamweld j o i n t shows t h e same type of t r a n s i t i o n from the h e a t a f f e c t e d zone t o the fus ion zone as i l l u s t r a t e d i n FIG 5; however, t r a n s i t i o n from the base metal through t h e h e a t a f f e c t e d zones t o the fus ion zone occurs i n a much narrower area. P repa ra t ion of the macrostructure and mic ros t ruc tu res shown i n FIG 5 and 6 i s descr ibed i n re ference 4.
CONCLUSIONS
It was determined t h a t t i t an ium a l l o y 8Al-lMo-lV has good mechanical p r o p e r t i e s i n the temperature range of 27°C (80'F) through -129°C (-200'F). The composite TIG weldments u t i l i z i n g 6A1-4V f i l l e r metal and the e l e c t r o n beam weldments r e s u l t e d i n weld e f f i c i e n c i e s g r e a t e r than 95 percen t over t he t e s t temperature range from ambient t o -253°C (-423°F). As determined from the eva lua t ion of t he one h e a t of 8Al-lMo-lV t i t an ium a l l o y , t h i s a l l o y i s no t recommended f o r dynamic load a p p l i c a t i o n s a t l i q u i d n i t rogen and l i q u i d hydrogen temperatures because of t h e low d u c t i l i t y and increased notched s e n s i t i v i t y as measured by pe rcen t e longa t ion and notched t o unnotched t e n s i l e r a t i o , r e s p e c t i v e l y .
3

APPENDIX
PREPARATION OF TITANIUM ALLOYS 8A1-1M0 - l V AND 6A1-4V SHEET PRIOR TO WELDING
Degrease by wiping wi th so lven t (a lcohol) Soak i n a l k a l i n e c l eane r f o r 5 minutes (180°F) Immerse i n a water s o l u t i o n of 5 percent "03 and 0.5
Rinse and dry by wiping wi th l i n t - f r e e c l o t h o r t i s s u e percent HF f o r 20 minutes
WELDING SCHEDULE FOR TIG WELDMENTS
Backing p l a t e - S t a i n l e s s s tee l F i l l e r - 1/16-inch diameter 6A1-4V t i tan ium a l l o y Electrode - 3/32-inch diameter t h o r i a t e d tungsten No. 8 metal cup Copper hold down b a r s Volts - 8 Amps - 170 F i l l e r wi re speed - 30 inches/minute Carr iage speed - 18 inches/minute Argon cover flow r a t e - 30 c f h Helium flow r a t e on t r a i l i n g s h i e l d - 6 c f h Helium flow r a t e on backing p l a t e - 50 c fh
WELDING SCHEDULE FOR ELECTRON BEAM WELDMENTS
Machine - Hamilton Zeiss W1-2 E lec t ron Beam Welder
Welding Pass
Beam diameter - 0.005 inch t o 0.008 inch Ki lovo l t s - 110 Milliamps - 3.25 Travel speed - 30 inches/minute Beam d e f l e c t i o n ( t r ansve r se t o weld seam) -
0.020 inch , each s i d e
Wash Pass
Beam diameter (defocused) - 0.040 inch t o 0.050 inch Travel speed - 30 inches/minute
4

280
2 60
240
220
.- v) Y
vi E 200 - v,
180
160
140
120
Temperature, deg Fahr
-400 -300 -200 -100 0 +IO0 I I I I I I I I I I I I
f
,-:I Long i t ud in a I
.. ...... 0 ....... Transverse
I I I I I I I I I I I I -240 -184 -129 -73 - 17.8 t37.8
Temperature, deg Centigrade
v)
20.0 r" V c -
15.0 o N
c .- 10.0 +
2 5.0 2
0 'L
c 0)
c 0
(D w t 0 w -
FIGURE 1 LOW TEMPERATURE MECHANICAL PROPERTIES OF 8AL-1MO-1V
TITANIUM ALLOY SHEET (0.063-INCH THICK)

L 5 m LL
M a, U - z 3
m a, Q
a, I-
c,
L
E
O 0
+ 4
0
0 0 4
I
0 0 cv I
0 0 m I
0 0 e
I
I
- m c -a 3
M c 0 -.I
.-
c, .-
e 0
I I
Y
4
c
Y,
a, > Y, c m I-
L
L
. . . . . .
.
00 r\ m +
00 r\ 4
I
M r\
1
m cv M
I
e 00 4
I
0 e cv I
a, U m M
c a, 0
M a, -0
L
.- c,
- ? 3
m a, Q
a, t-
u
L
€
I I- c3 z W E I- cn W J
v, Z W I-
W I 0 I- O Z Z 3 \
W I 0 I- O Z W E 3 I- Q CT W L1
W I-
0
-
n
n
2
3 1
cv W CT 3 c3 - LL

Temperature, deg Fahr
I -400 -300 -200 -100 0 + l o o
I I I I I I I I I I I I 260
240
220
200
180
160
140
- I
- I
- I
- I
- - - D
-
260
240
220
200
180
160
140
120
-400 -300 -200 -100 0 + l o o I I I I I I I I I I I I
- - TIG, 6AL-4V Fi l ler
I ........o....,.. Electron Beam
- I
- I
- I
- -
- D
- I
I I I I I I I I I I I I -240 -184 -129 -73 -17.8 +37.8
FIGURE 3 LOW TEMPERATURE TENSILE STRENGTHS O F 8AL-1MO-1V TITANIUM
ALLOY SHEET WELDED T O 6AL-4V TITANIUM ALLOY SHEET
(0.063 INCH THICK)
r
7
120 I I I I I I I I I I I I I -240 -184 -129 -73 -17.8 +37.8

8
Temperature, deg Fahr I
-400 -300 -200 -100 0 t 1 0 0 280
2 60
240
220 .- m Y
m m 2 c
200 v,
180
3 60
140
-240 -184 -129 -73 -17.8 t 3 7 . 8
Temperature, deg Centigrade
Figure 4 LOW TEMPERATURE TENSILE STRENGTH OF TITANIUM ALLOY
8AL-1MO-1V TIG WELDMENTS, NO FILLER
Extracted From Reference 3

TIG Weldment Mag. 1OX
8 A I - 1 M o - 1 V T i Heat Affected Zone 6AL-4V T i Heat Affected Zone
Mag. loox
FIGURE 5 STRUCTURE OF TIG WELDMENT
9

Electron Beam Weldment \ Mag. 1OX
/ \
8AI-1Mo-1V Ti Heat Affected Zone 6AI-4V T i Heat Affected Zone
Mag. 100X.
FIGURE 6 STRUCTURE OF ELECTRON BEAM WELDMENT
10
J

TABLE I ,
COMPOSITION OF TITANIUM ALLOYS 8Al-lMo-lV AND 6A1-4V
T i Alloy C - Fe - A 1 - V - I v b H2 02 N2
8-1-11 0.025 0 .08 7 .9 1.0 1 .o 0.004 0.0902 0.010
0.020 0.13 6 . 1 4 . 0 0.006 0 . 0872 0.019 - 1 6 -4
Note 1 - Vendor's Analys is Note 2 - MSFC Analys is
TABLE I1
LOW TEMPERATURE MECHANICAL PROPERTIES OF 8Al- lM0-1V TITANIUM ALLOY
E l . Notched Notched/ U 1 t imate Y.S. 2-Inch Tens i l e Unnotched
Temperature Di rec t ion T.S . 0.2% O f f s e t Gage S t r eng th T e n s i l e O C ks i k s i % k s i ( K t = l O ) Ra t io
+2 7 Long i tud ina 1 158.1 150.0 14.0 141.6 0.90 Transverse 159.2 149.7 16.2 140.4 0 .88
-73 Longi tudinal 188.4 176.8 10.0 141.0 0.79 Tr an sver s e 185.6 1 7 7 . 1 10.5 146.4 0.79
-129 Long i tud ina 1 196.4 194.4 8.0 160.4 0 .81 Transverse 199.0 193.8 9.2 156.7 0.79
-1 96 Longi tud ina 1 243.1 229.3 8 .3 159.9 0.66 Transverse 243.6 226.2 10 .3 137.3 0.56
-253 Longitudinal 279.1 258.9 2 . 7 142.4 0 .51 Transverse 266.4 256.8 1 . 7 136.4 0 .51
Note - Each s t r e n g t h va lue i s an average of t h r e e o r more specimens.
11
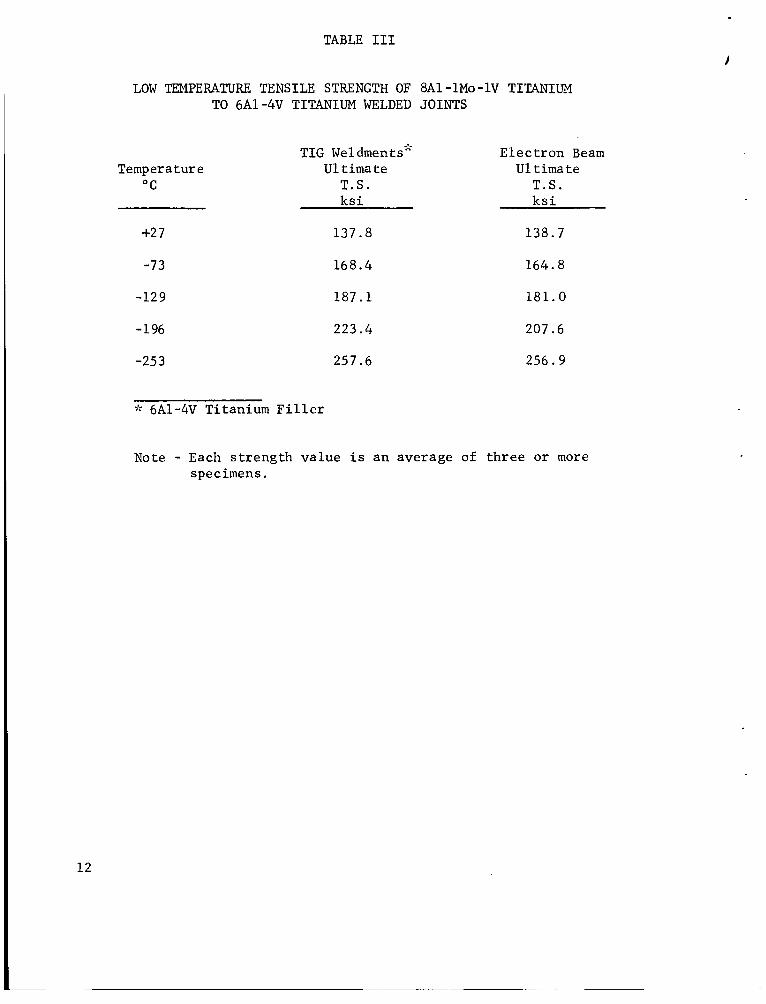
TABLE 111 I
LOW TEMPERATURE TENSILE STRENGTH OF TO 6A1-4V TITANIUM WELDED
Temp e r a t u r e O C
+2 7
-73
-129
-196
-253
TIG Weldments” U1 t i m a t e
T.S. k s i
137. a
168.4
187.1
223.4
8A1- 1Mo - 1V TITANIUM JOINTS
E l e c t r o n Beam U1 timate
T.S. k s i
138.7
164.8
181.0
207.6
257.6 256.9
7k 6A1-4V Titanium F i l l e r
Note - Each s t r e n g t h v a l u e i s a n average of t h r e e o r more specimens.
12

REFERENCES
1. Titanium Metals Corporation of America, P r o p e r t i e s of Ti-8Al-lMo-lV.
2 . Miller , P. C., "Low Temperature Mechanical P r o p e r t i e s of Severa l Aluminum Al loys and Thei r Weldments , I 1 MTP-S&M-M-64-16 , October 1961.
3. Schwartzberg, F. R . , Osgood, S. H . , and Keys, R . D . , Cryogenic Material Data Handbook, F.4.6-3, Prepared under Cont rac t N o . 0 3 3 (657-916) by the Martin Company , Denver , Colorado.
4 . Titanium Meta l lu rg ica l Laboratory, Battelle Memorial I n s t i t u t e , "Metallography of Titanium Alloys," "MI, Report No. 103, May 29, 1956.
13

December 11, 1964 APPROVAL TM X-53178
LOW TEMPERATURE MECHANICAL PROPERTIES OF 8Al- lM0-1V TITANIUM ALLOYS AND COMPOSITE WELDMENTS
The information i n t h i s r e p o r t has been reviewed f o r s e c u r i t y c l a s s i f i c a t i o n . Defense o r Atomic Energy Commission programs has been made by the MSFC Secur i ty C l a s s i f i c a t i o n Of f i ce r . has been determined t o be u n c l a s s i f i e d .
Review of any information concerning Department of
This r e p o r t , i n i t s e n t i r e t y ,
This document has a l s o been reviewed and approved f o r t echn ica l accuracy.
C . E . Cataldo Chief , Metallic Materials Branch
ad? W . R . Lucas L Chief , Materials Div is ion
i d ' . ' Acting Di rec to r , Propuls ion and Vehicle Engineer ing Laboratory
14
-

DISTRIBUTION
R-P&VE -DIR R-ME -DIR R-P&VE -S R-P&VE -S R-P&VE -SA R-P&VE -SAA R-P&VE -SAA R-P&VE-SJ R-ME -X R -ME -M R -P&VE -M R -P&VE -MM R-P&VE -MN R -P&VE -ME R -P&VE -MC MS -1P cc -P MS -H MS -T Ms -1PL .R -P&VE -RT
Mr. C l ine M r . Kuers M r . Kroll Mr. S t e r r e t t Mr. Blumrich M r . Loy M r . Crawford M r . Verb le M r . Wuencher M r . O r r D r . Lucas ( 5 ) M r . Ca ta ldo (15) M r . Shannon M r . Kingsbury M r . R ieh l Mr. Remer Mr . War den Mr. Akens M r . Wiggins Miss Robertson (8) M r . Hofues
S c i e n t i f i c and Technical Informat ion F a c i l i t y (25) At tn : NASA Represen ta t ive (S-AK/RKT) P. 0. Box 5700 Bethesda, Maryland 20014
15





























