Embed Size (px)
Citation preview

ONTROL OF DETRIMENTAL
SUBSTANCES Low molecular weight cationic polymers can help
BY D.K. CHUNG, J. CANTRELL AND G. LEFEVRE
& G. Lefevre,
Nalco Canada Inc. Now with
National Silicates Ltd., Toronto, ON.
ETRIMENTAI. SUBSTANCES iS a term commonly used to identify a D wide range of dissolved and col-
loidal, anionic and nonionic material which adversely affects productivity and paper quality [ 11. Every mill has its own particular "witches brew" depending on a number of parameters including:
The pulp (CTMP, TMP, groundwood, sulphite, kraft) ; 4 Wood species; 4 Bleaching process (peroxide, chlo- rine, hydrosulphite); 4 Additives (size, defoamers, de-inking chemicals, starches); 4 Contaminants in the furnish (ink binders, hot melts, coating materials); 4 Contaminants in the raw mill water; 4 Process pH.
The concentration of detrimental substances varies considerably from mill to mill. I t is a function of the rate at which the material is generated and the rate at which it is removed. Removal is effected by evaporating water in the paper machine dryers (detrimental sub- stances remain with the sheet) and by
sewering process water. However, because of the increased closure of white water loops, the best way to reduce the detrimental material is by removing it from the process system with the pro- duction paper.
Nowadays, all pulp and paper mills are under strong pressure 10 improve product quality and at the same lime reduce operating costs. The use of' CTMP pulp, more peroxide bleaching, the use of de-inked and recycled fibre etc. are a few examples we can easily cite here. Unfortunately, all these changes have caused a dramatic upward trend in the concentration of detrimental sub- stances.
ODVERSE EFFECTS Detrimental substances are either
nonionic or highly negatively charged in nature and have a very small particle size compared to papermaking fibres and fillers. The combination of minute size and high charge make them extremely difficult to retain in the paper web. This leads directly to a build-up in the white water loop, which if not treated, will eventually give runnability and paper quality problems.
The unwanted extremely small organic substances will first agglomerate to form pitch-like deposits in the paper machine system and Uhle vacuum boxes. These deposits will then gradually build up and eventually cause runnability prob- lems (breaks, down time for wash-ups) at the wet end of the machine.
A build up of detrimental substances in a closed water system can lead to sheet quality problems, especially in those grades using waste or mechanical fibres as part of the furnish. In some cir- cumstances, these substances will adsorb onto the surface of the papermaking fibres and actually interfere with fibre to fibre bonding. This will give problems of surface linting which becomes more
prevalent when using the more demand- ing printing methods, such as four-color heat-set web offset.
In other circumstances, the detri- mental material will interfere with the activity of other wet end additives such as filler clays, retention aids, wet/dry strength additives. They can retard press dewatering and reduce dryer efficiency.
The presence of large amounts of' detrimental substances in mill effluenls is primarily responsible for high BOD and COD levels. Therefore effluent dis- posal costs can be significantly reduced by controlling the build up of these sub- stances in the machine wet end.
OONTROL STRATEGIES In the past, alum was predominantly
used for controlling pitch deposition. Some mills still use alum despite the many problems associated with this prac- tice including corrosion, poor bleaching efficiency, and sheet yellowing.
Dispersants such as low molecular weight (LMW) sodium acrylate, poly- phosphate and naphthalene sulphonate condensate polymer are also used. How- ever, the strategy of keeping the detri- mental substances dispersed until they are removed from the system fails when a certain level of white-water closure is attained. In addition, the high levels of BOD and COD in the effluent which result from this practice are difficult and expensive to treat. Finally, this strategy actually increases the concentration of detrimental substances in the wet end of the paper machine limiting the oppor- tunities available with other additives.
Eliminating the problem at the source is another strategy. Some mills have removed certain species from their wood supply. Others have added inven- tory control of round wood or chips to promote bacterial treatment of the detrimental substances [3]. Chemical treatment of the fresh water supply has
68 PULP & PAPER CANADA 94:12 (1993) 4 T403
also proven beneficial. Retention aids which retain their
activity in the presence of detrimental substances have been designed. This approach, however, fails to provide the benefits associated with the optimum control of the detrimental substances.
Other chemical programs have been developed to reduce the concentration of detrimental substances in the wet end by increasing the rate at which they are removed with the paper. Talc and Bentonite clay are used to adsorb the dissolved and colloidal material, fol- lowed by a high molecular weight (HMW) flocculant to remove the clay with the paper. Another approach is to treat the system with special LMW cationic polymers. The use of these poly- mers is the subject of this paper. Coagulation mechanisms: Chemically, coagulants are LMW cationic polymers which have a much higher charge den- sity than conventional HMW fpolyacry- lamide flocculants. Coagulants will be readily adsorbed onto the surface of the anionic detrimental substances.
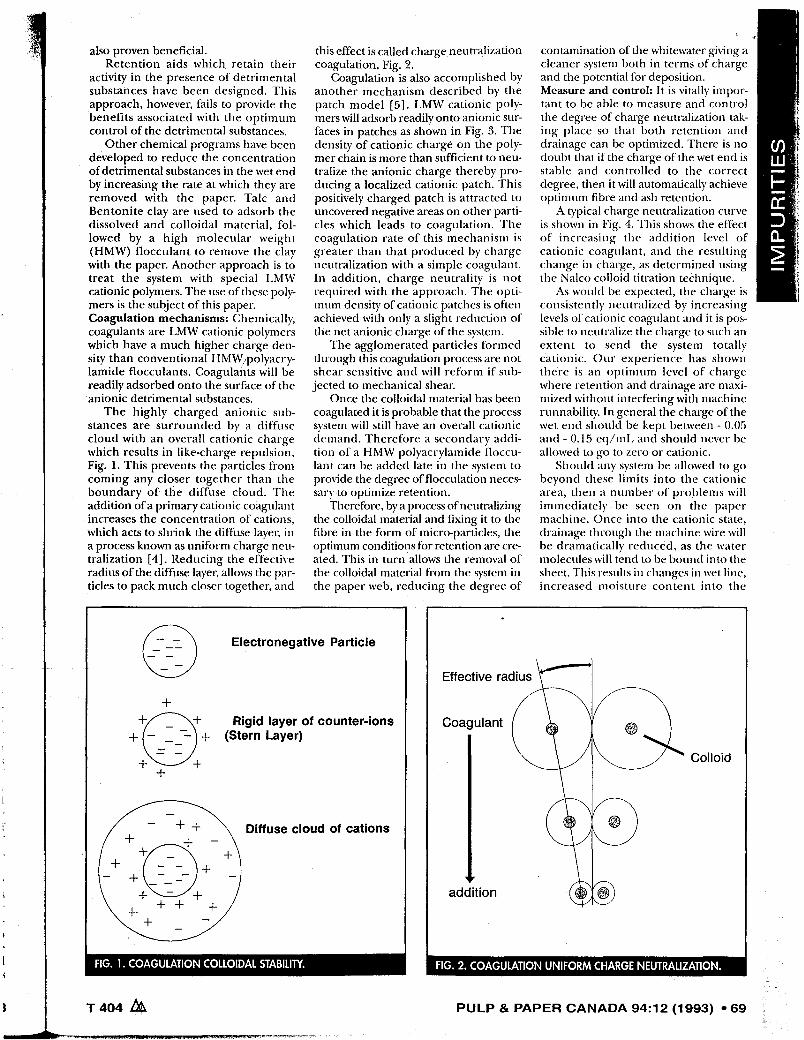
The highly charged anionic sub- stances are surrounded by a diffuse cloud with an overall cationic charge which results in like-charge repulsion, Fig. 1. This prevents the particles from coming any closer together than the boundary of tlie diffuse cloud. The addition of a primary cationic coagulant increases the concentration of cations, which acts to shrink the diffuse layer, in a process known as uniform charge neu- tralization [4]. Reducing the effective radius of the diffuse layer, allows the par- ticles to pack much closer together, and
this effect is called charge neutralization coagulation, Fig. 2.
Coagulation is also accomplished by another mechanism described by the patch model [ 5 ] . LMW cationic poly- mers will adsorb readily onto anionic sur- faces in patches as shown in Fig. 3. The density of cationic charge on the poly- mer chain is more than sufficient to neu- tralize the anionic charge thereby pro- ducing a localized cationic patch. This positively charged patch is attracted to uncovered negative areas on other parti- cles which leads to coagulation. The coagulation rate of this mechanism is greater than that produced by charge neutralization with a simple coagulant. I n addition, charge neutrality is not required with the approach. The opti- mum density of cationic patches is often achieved with only a slight reduction of the net anionic charge of the system.
The agglomerated particles formed through this coagulation process are not shear sensitive and will reform if sub- jected to mechanical shear.
Once the colloidal material has been coagulated it is probable that the process system will still have an overall cationic demand. Therefore a secondary addi- tion of a HMW polyacrylamide floccu- lant can be added late in the system to provide the degree of flocculation neces- sary to optimize retention.
Therefore, by a process of neutralizing the colloidal material and fixing it to the fibre in the form of micro-particles, the optimum conditions for retention are cre- ated. This in turn allows the removal of the colloidal material from the system i n the paper web, reducing the degree of
C '
contamination of the whitewater giving a cleaner system both in terms of charge and the potential for deposition. Measure and control: I t is vitally impor- tant to be able to measure and control the degree of charge neutralization tak- ing place so that both retention and drainage can be optimized. There is no doubt that if the charge of the wet end is stable and controlled to the correct degree, then it will automatically achieve optimum fibre and ash retention.
A typical charge neutralization curve is shown i n Fig. 4. This shows the effect of increasing the addition level of cationic coagulant, and the resulting change in charge, as determined using the Nalco colloid titration technique.
As would be expected, the charge is consistently neutralized by increasing levels of cationic coagulant and it is pos- sible LO neutralize the charge to such an extent to send the system totally cationic. Our experience has shown there is an optimum level of charge where retention and drainage are maxi- mized without interfering with machine runnability. I n general the charge of the wet end should be kept between - 0.05 and - 0.15 eq/mL and should never be allowed to go to zero or cationic.
Should any system be allowed to go beyond these limits into the cationic area, then a number o f problems will immediately be seen on the paper machine. Once into the cationic state, drainage through the machine wire will be dramaLically reduced, as the water molecules will tend to be bound in to the sheet. This results in changes i n wet line, increased moisture content into the
a Electronegative Particle l- - I
Rigid layer of counter-ions + (Stern Layer)
+ +
Diffuse cloud of cations
T404 4
Effective radius \---i Coagulant
addition
Colloid
PULP & PAPER CANADA 94:12 (1993) 69

presses, and loss of draw control through the dryers. All of these can give severe runnability problems. In addi- tion, over-charging the process will also result in poor first pass fine, chemicals and ash retention, leading to poor final physical properties of the sheet. There-
fore, in order to optimize retention and drainage, we have to monitor and con- trol the correct charge balance i n the process system. Case history No. 1: The mill produces newsprint on two fourdrinier machines with a furnish of groundwood aiid high-
yield sulphite (HYS) . N o alum is used. I n the past, pitch was controlled with dis- persants fed to each pulping process.
Eventually, the mill plans to add clay- filled specialty grades to their product mix. Recognizing the requiremellt that ash retention be controlled with reten-
anionlc surlace
L------d -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
Days
peqlml 0.0
-0.8 I "; Progpm A ,f Prpgram,B , LJ 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
Dosage, kg/ton
-0.2
d -0.7"
-0.8 _I_---J-i
-1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
Days
Percent FPR
1
20 "I 10 -
-Program A
+Program B
*A+C 1 kglto
Dosage, W:on
70 PULP 81 PAPER CANADA 94:12 (1993) 4 T 405

tion aids, the mill waited to eliminate the use of dispersants which they felt would interfere with the retention aid chemistry.
After the dispersant was turned off, a proprietary low molecular weight cationic polymer was fed to the groundwood bull screen chest and the HYS secondary refined stock chest at 0.2 kilogram/tonne (kg/t). The use of this type of chemistry for pitch control is patented by Nalco Canada Inc., formerly Alchem Inc. (Patent Number 1194254 Dated 1985-10-01).
As shown in Fig. 5 uncoagulated free pitch in whitewater as measured using Allen's method [7] \vas controlled in both the groundwood and sulphite pulps within eight hours ofthe chemical addition (shown as time 0). This level of pitch control was achieved with only a very slight reduction in the soluble cationic demand of the system.
Whereas pitch control was accom- plished very quickly, the change in head- box soluble cationic demand a s shown in Fig. 6 was very gradual, taking place over several days. The low dosage of the poly- mer slightly increased the rate at which detrimental substances (other than col- loidal pitch particles) were removed from the system with the paper. Due to the enormous volume of the pulp mill and paper mill systems, a long period of time was required for a new equilibrium condition to be reached in response to this small change.
Pitch control in this mill has been ver- ified with other tests. The pitch content in the sheet has increased from 0.29% to 0.44%. This in turn has resulted in a 20% increase in the level of natural siz- ing as measured by the Bristow test. Case history No. 2: This mill produces groundwood specialities using 100% CTMP bleached with hydrogen perox- ide. N o additives were used for either retention or pitch control. A substantial improvement in opacity was required.
The results of the pretrial lab evalua- tion are shown in part in Fig. 7 and 8. The total dissolved and colloidal sub- stances (TDCS) in this mill varies in direct proportion with the pulp bright- ness target which is changed according to the grade being produced. With the highest brightness grades, the level can climb as high as 3230 ppm. This level cor- responds to a soluble cationic demand of -1.0 microequivaleiits/mL. The headbox sample used for the lab evaluations had a charge of - 0.73 peg/mL.
In Fig. 7 the charge neutralization effectiveness of a low molecular weight cationic polymer derived from diallyl- dimethylammonium chloride (product A) is compared to that of polyethyleneimine (product B). Various levels of charge neutralization can be achieved with about one half the dosage of product A as to B. Through experi- ence, the dosage required in a mill to
T406 4
peq/ml percent FPR
0.0
-0.2
-0.4
-0.6
-0.8
175.0 C.D uealml . .-
start start 172.5 Product A Product C .'.. '.. FPR %
1
I . . . . . . I, . . . , . . . , . . . . . . . ..
I V I I I I I I '55.0 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
days
achieve the level of response shown would range between 1 and 4 kg/t.
In Fig. 8 the effectiveness of the two products at improving first pass reten- tion is compared. I n this case product B is more effective than product A. How- ever if a high molecular weight cationic flocculant Product C is used in coii.jimc- tion with product A, substantial improvements in retention can be achieved. Of interest in this figure is the reduction in retention which occurs as the dosage of the low molecular weight product alone is first increased. This effect was noticed for both the product A and product B and is mentioned here because of a curious similarity to the results observed during the mill trial which is discussed next.
As a result of the lab valuation, a two- stage trial was approved. The first stage involved the pretreatment of the CTMP stock system and the paper mill wet end system with product A. This stage was planned to extend over several days until a new equilibrium level of detrimental substances was established. The second stage would then be the addition of the high molecular weight cationic flocculant (product C) to the headbox approach piping of one of the fourdrinier paper machines to increase fines retention.
The results of the first stage of the eval- uation are shown in Fig. 9. Product A was fed at 2.0 to 3.0 kg/t to the CTMP thick stock following the bleaching stage. Immediately after the low molecular weight polymer dosage was started, first pass retention dropped from 63% to 60%. This drop could be associated with
the initial cleaning up of the system as the new equilibrium condition was being established. As mentioned above, a simi- lar drop i n retention was observed in the lab testing. In the lab, the drop occurred as dosage increased. I n the trial, the drop occurred as time increased. One problem with lab testing is the difficulty of accu- rately simulating the recycle of detrimen- tal substances in the white water loops. The correlation between lab and mill trial results ma!. indicate that the effect of recy- cle in the mill can be simulated in the lab by increasing the polymer dosage.
After the initial drop, first pass reten- tion increased steadily over a two-day period to about 68%. This represents a significant five-point net gain over nor- mal performance.
Also shown in Fig. 9 is the soluble cationic demand of the headbox stock. A rapid and substantial reduction in charge from -0.73 to -0.20 peg/mL resulted from the addition of product A at 3.0 kg/t. Following this period, the rate of peroxide bleaching was increased in preparation for a grade change planned for the next day. This change caused the charge to increase gradually over a 24-hour period. The fact that charge only increased to -0.6 peg/mL indicates the effectiveness of the low molecular weight polymer treatment. Normally, the mill operates with a charge of -1.0 p&mL during the production of paper with this brightness target.
Having established a new equilibrium of detrimental substances, Stage 2 was commenced with the addition of 0.5 kg/t of product C, a high molecular weight
PULP & PAPER CANADA 94:12 (1993) 71

cationic flocculant, to the headbox approach piping. First pass retention improved from 68 to 72%. Headbox con- sistency was reduced from 1.0 to 0.52% and white water consistency from 0.38 to 0.16%. With this level of dewatering per- formance, the hydraulic capacity of the fan pump was reached restricting further increases in the dosage of the flocculant.
Opacity improved 2.5 points. Parker Print Surf smoothness improved from 3.7 to 3.2. The frequency of paper machine washups has been reduced from every fourth day to every sixteenth day. As a result of these improvements, the chemical treatment program has been continued since this trial.
Shortly after, the mill ran a short trial with filler clay to evaluate the improve- ments in opacity which would accrue with 5% sheet ash. First pass ash reten- tion was 40% with the constraints imposed by the equipment limitations on the dosage of high molecular weight flocculant. Opacity was improved an additional 1.5 points.
OXPE RIME WTA L A. Test procedure for first pass reten- tion (FPR): The Britt Jar (or Dynamic Drainage Jar (DDJ)) is used to duplicate paper machine retention with a simple lab test aimed at the effect of attraction or repulsion forces rather than physical entrapment of fines and mechanical entanglement of fibres. I n order to sep- arate these factors, the test is conducted under controlled shear conditions (dynamic) to avoid mat formation. Betest pmcedures:
1. Prepare and dilute polymer solu- tions.
2. Determine stock consistency and adjust pH. The best working range for consistencies is 0.2 to 0.7% (FPR is inde- pendent of consistency in this range).
3. Calculate polymer dosages on a kg/t basis. 4. Assemble the Britt Jar with a prede-
termined screen (70 mesh for retention work). Method:
1. Add stock (500 mL) to the mixing chamber while the impeller is mixing. If the stock is added while the mixer is shut off, a mat will form on the screen giving high FPR values. Do this at three different rpm settings - 800, 1000, 1200 rpm - to an untreated sample to match on-machine retention to that you get in the jar (eg. 55% for a blank).
2. Once you have selected your rpm setting for the test, leave it at this speed for the testing period. (As rpm i s increased, retention of fines decreases).
3. When comparing polymer pro- grams, keep total agitation time the same for equal shear.
4. At the end of the set agitation
period, drain white water by opening the stock cock (Note: stirrer is still on while you drain!). Discard the first 50 mL you collect as this is a “dead volume” (untreated white water that fills the bot- tom unit even before treating). Collect 125 mL in a beaker and then shut off the mixer. The DDJ gives you no infor- mation on drainage rates as the flow is controlled by the nozzle size.
5. Measure 100 mL of collected white water and filter through a Buchner fiinnel with a preweighed Whatman No. 41 paper.
6. Remove the filter pad, dry and weigh the residue. This is used to calcu- late your FPR.
7. Clean the jar by dismantling and washing the screen thoroughly with a water spray to clean the holes. C;alculalioizs:
Headbox - white water consistency consistency
FPR = x 100 Headbox consistency
Notes lo retncmDc.r: 1. Avoid mat formation. This can be
caused by lack of agitation, high consis- tency, small screen size (finer than 200 mesh), height of impeller from screen (no higher than 0 .3 cm), and too rapid drainage rate (less than 20 seconds to collect 100 mL).
2. Always add stock solutions with the impeller mixing.
3. Keep total agitation time period constant for all tests. B. Test procedure for cationic demand: The colloid titration technique is used to determine the net “soluble” colloidal charge of a furnish. It can be run on any stock, water, or additive from the pulp and paper mill.
The method involves the titration of a
sample with a standardized anionic poly- mer solution (PVSK) until an excess of the anionic titrant is detected by the color change from blue to purple (TB indicator). Filtration of samples for test: Prepare the samples for charge determination by fil- tering through coarse filter paper (What- man No. 4 or No. 41). If filter paper is not available use paper towelling or coffee fil- ters to pass your sample through. All fibrous material must be removed since fibre theoretically has an infinite demand or adsorption for cationic polyelec- trolytes. Filter samples regardless if it is a white water sample or thick stock sample. Gravity or vacuum assisted filtering have been observed to give equal results. Use the resources available. Once your sam- ples have been filtered you can leave the sample as long as you want. The soluble charge will not change over time once fil- tered. Volume required is 10 to 20 mL. It is important that you pre-soak your filter medium in the test solution so that the fil- trate will not change charge due to the fil- ter paper itself.
1. Pipette 10 mL of filtered sample into a 250-mL flask, (see filtration proce- dure).
2. Dilute sample with 100 mL of dis- tilled or deionized water. Tap water con- tains numerous ionic species which will change the test.
3 . Pipette 5 mL of polyDADMAC solution into the sample. Swirl to mix.
4. Add four drops of TB indicator to the sample. The solution will turn blue.
5. Titrate with PVSK solution until the entire solution turns purple. Record the volume of titrant as “A”. Ensure good mixing during the titration.
6. Repeat the titration with only 5 mL of polyDADMAC solution in 100 mL of distilled or deionized water (Step 2 - 5).
t d e la p l t e mecanique, d e s casses d e fabrication un certain nombre d e problbmes causes par les
Abstract: Paper mills using mechanical pulp, broke or recycled fibre can experience a num- ber of problems caused by the high levels of detrimental substances typically found in these fur- nishes. Certain low molecular weight cationic polymers have been found particularly effective at eliminating these problems. Recent case histories are given which demonstrate the benefits of this program including excellent pitch control, and improved activity of other wet end addi- tives such as retention aids. An example where improved fines and filler retention resulted in improved opacity is discussed.
Reference: CHUNG, D.K., CANTELL, J., LEFEVRE, G. Control of detrimental substances. Pulp P a p Can 94( 12): T403-408 (December 1993). Paper presented at the 1989 Pacific Coast- Western Branches Joint Conference of the Technical Section, CPPA, at Whistler, BC, on May 24 to 27, 1989. Not to be reproduced without permission. Manuscript received May 4, 1989. Revised manuscript approved for publication by the Review Panel March 26, 1993.
Keywords: IMPURITIES, REMOVAL, PAPER MILLS.
72 PULP & PAPER CANADA 94:12 (1993)

1
Effect of M’hite-Water Contamination on Newspriq Properties. J. Pz~lpPa~~evSn’ . 11(4), 113-121, 1985. 3. TRAFFORD J. Pitch investigation with PinusKadi- N / N bisiilphite and tliermomechanical pulps. Ap/)i/0:41(.7), 207-211, 1988. 4. HEIMESZ P. Principles of Colloid and Surface chemist!-): Slarcel Dekker Iiic., New York, 1977. 3 . COOSEKSJ.W:S., LUNER P. Flocculation of micro- ci-ystalline celliilose suspensions with cationic poly- mers: effect of agitation. TN’H:59(2), 89-94, 1976. 6. HAGEDORN R.A. The combination of highly charged polyelectrolytes with retention agents: retention i i i the presence of interfering substances. T,W’L70( 8) , 1.7 1-134, 1988. 7. ALLEN L.H. Deteriniliatioil o f dispersed pitch Ixii.ticle coiiceiiti-atioiis. Pidp and Paper Research
Record the volume of PVSK titrant used as “B”. Typical value is 5 2 mLs PVSK (not 5.0!). This is your blank. Calculation of snnzple colloid rlinrge:
mL “A” - mL “B” --
mL sample
Cationic charge demand (peg/mL) Notes:
1. If the volume of “A” is less than 2.0 mL repeat the test using a 10 mL cationic spike (polyDADMAC solution). Remem- ber to retitrate the blank “B” volume also.
2. If the volume of “A” is still less than 2.0 mL with a 10 mL cationic spike, repeat the test with a 5-mL filtered sam- ple and a 10-mL spike.
3. The common complaint is that the end point is difficult to see. The follow- ing may help:
(a) Dilute sample with more water to get a sharper end point. High conductiv- ity, water hardness and alum can drag out the endpoint. Know the system prior to titrating.
(b) Five to six drops of TB indicator (Remember to run the blank with the same number of drops).
4. For systems that ale quite close to neutral (k0.10 peg/mL) i t is suggested that 20-mL filtered sample is used for the titration.
5. For most mills a 3-mL cationic spike is sufficient. Noi-nially TMP and CTMP furnishes will require a 10-mL polyDADMAC spike due to high anionic trash present.
6. A +0.2-mL titration difference between identical samples is considered the precision of the test.
The test call give valuable informa- tion on the soluble colloidal charge of a paper mill system. It can give you an idea of cationic demand changes after treatment of headbox or thick stock samples with coagulants etc.
These two case histories demonstrate some of the benefits of the use of low molecular weight polymers for the con- trol ofdetrimental substances in an inte- grated mills producing paper with mechanical pulp. At a very low dosage, excellent control of colloidal pitch can be achieved. At higher dosage, the con- trol of detrimental substances greatly enhances the activity of retention aids. The benefits of this program including improved opacity and runnability have been demonstrated.
Detrimental substances accumulate as a result of the recycle of white water. The control of these substances with low molecular weight cationic polymers is accomplished by changing the rate at which these materials are removed from the system with the papei web. Due to
the volume in the pulping and paper making systems, a large amount of time often stretching into days is required after treatment commences before a new equilibrium concentration of detri- mental substances is achieved.
OEFERENCES I . AUHORN W.J., MELZER J. Improved efficiency of wet end additives in closed wet end systems through elimination of detrimental siibstaiices. TAPPI Papermakers Conf. Proceed., Boston, 494(i. 1979.
hances are that you recognize the names on this page. They are among the proven leaders in C the industry. You’ve come to trust their
quality and performance.
SANTXSALO is North America’s manufacturer of these units.
an old gear box, or simply need service on any of your gearing, call us. When it comes to
What you may not be aware of is that
Should you need a new gear, need to rebuild
SANTASALO.
PULP & PAPER CANADA 94:12 (1993) 73 T408 Lph


















![Journal of Controlled Release3.1. Cationic polymers enhance penetration of the cell membrane Cationic polymers are often used to facilitate siRNA penetration of the cell [55] because](https://img.dokumen.tips/doc/110x75/60124bca796a736b14103b90/journal-of-controlled-31-cationic-polymers-enhance-penetration-of-the-cell-membrane.jpg)










