Embed Size (px)
Citation preview
Liquid Analysis for Metals Extraction and Processing
Visualize > Analyze > Optimize

2
TRUSTED AROUND THE WORLD: THE MOST ADVANCED LIQUID ANALYSIS SOLUTIONS
LIQUID ANALYTICAL SOLUTIONS FOR METALS
Visualize the benefits of optimizing yields and minimizing
expenses for metal extraction processing.
Analyze with Emerson’s exclusive PlantWeb® concept using
a scalable control system with independent devices and
final control elements that link these various steps together
to optimize production parameters for a complete mining
operation.
Optimize production parameters with Rosemount Analytical
instruments and PlantWeb by monitoring conditions in liquid
solutions containing metals and other chemicals, enabling
feedback control of important liquid parameters such as pH,
electrical conductivity and ORP. These products can also be
used in standalone mode to control individual processes as
needed. Processes will vary depending on the metal
involved, the grade of ore, and the technology employed.
This brochure shows examples of how Rosemount Analytical
liquid analytical products are used throughout extraction
and processing.
EMERSON PROCESS MANAGEMENT
COMPREHENSIVE SOLUTIONS
LEACHING AND ORE EXTRACTION PAGE 3
CONCENTRATION AND SEPARATION 4-6
FINISHED PRODUCT PURIFICATION 7
WASTE DISPOSAL 8-9
ROSEMOUNT ANALYTICAL INSTRUMENTATION 10
PLANTWEB® 11

3
Leaching Process
Rich ores are ground down to about80% -200 mesh and mixed with a0.1% cyanide solution and enoughlime to keep the pH between 11 and12. An agitated leach is faster andmore efficient than a heap becausethe smaller particles have more sur-face area. The leaching process isconducted in leach tanks that have atotal residence time of about 24hours. The gold cyanide in the preg-nant solution is typically adsorbedon granular activated carbon insidethe carbon in pulp (CIP) tanks. Thecoarse laden carbon particles arescreened out of the last tank,
Cyanide-based extraction
Precious metals such as gold and silver are
commonly processed using cyanide compounds.
Cyanide dissolves the precious metal by forming a
chemical complex with it, thus separating the
precious metal from the other constituents of the
ore, which do not dissolve. The leaching process
can be accomplished inexpensively by placing the
ore on a simple liner (heap leaching) or more
efficiently in a stirred tank (agitated leaching).
More concentrated ores justify the expense of
more complex extraction methods.
LEACHING AND ORE EXTRACTION
washed with caustic to remove thegold cyanide, and the gold metal isproduced using electrowinning.Due to the rapid reactions takingplace in an agitated leach process,automatic pH control is stronglyrecommended. See ApplicationData Sheet #3300-08 for moreinformation on cyanide leaching.When the pregnant liquor containslarge amounts of silver, zinc metalis added to liberate the gold metalinstead of carbon adsorption.
pH for Safety and Efficiency
pH values below 11 favor theformation of hydrogen cyanide thatinterferes with the leaching processand is a colorless, poisonous gasthat can quickly become deadly.Gas leaks into the environment area risk to the mine personnel and afuture liability to the mining corpo-ration that can be avoided withcontinuous pH control.
Continuously measuring pH with aninline sensor is complicated by thenature of the leaching solution. Thesolution has finely ground abrasiveore, which can abrade glassmeasurement electrodes andgenerally coat the sensor. Lime(CaO) is frequently used for pH con-trol, however it has low solubilityand can form a hard coating on thepH sensor, effectively taking thesensor out of service. In addition,the high concentration of cyanidecan, over time, penetrate the pHsensor and contaminate the
reference, also causing large errors.The recommended pH sensor forthis application must be ruggedenough to withstand abrasion,resistant to attack by cyanide, andalso resistant to coating. ThePERpH-X® design is an excellentchoice for this environment.
The PERpH-X sensor includes a hightemperature glass electrode forresisting temperature shock, arefillable reference electrolyte, anda replaceable reference junction forlong life. The model 3500 sensorhas forward and reverse facingthreads for mounting versatility. Forextra resistance to coating, a jetspray cleaner accessory is availableas PN 12707-00.
The Model 1056 analyzer can moni-tor up to two pH sensors and is idealfor monitoring and controlling thepH of the leaching area. Standardfeatures include two 4-20 mAoutputs, three (3) process alarmrelays, and pH sensor diagnostics. Atimer relay is included for periodicactivation of a cleaning cycle.
Jet Spray Cleaning Attachment
Model 1056 Dual Measurement Analyzer
PERpH-X High Performance pH Sensor
CONCENTRATION AND SEPARATION
4
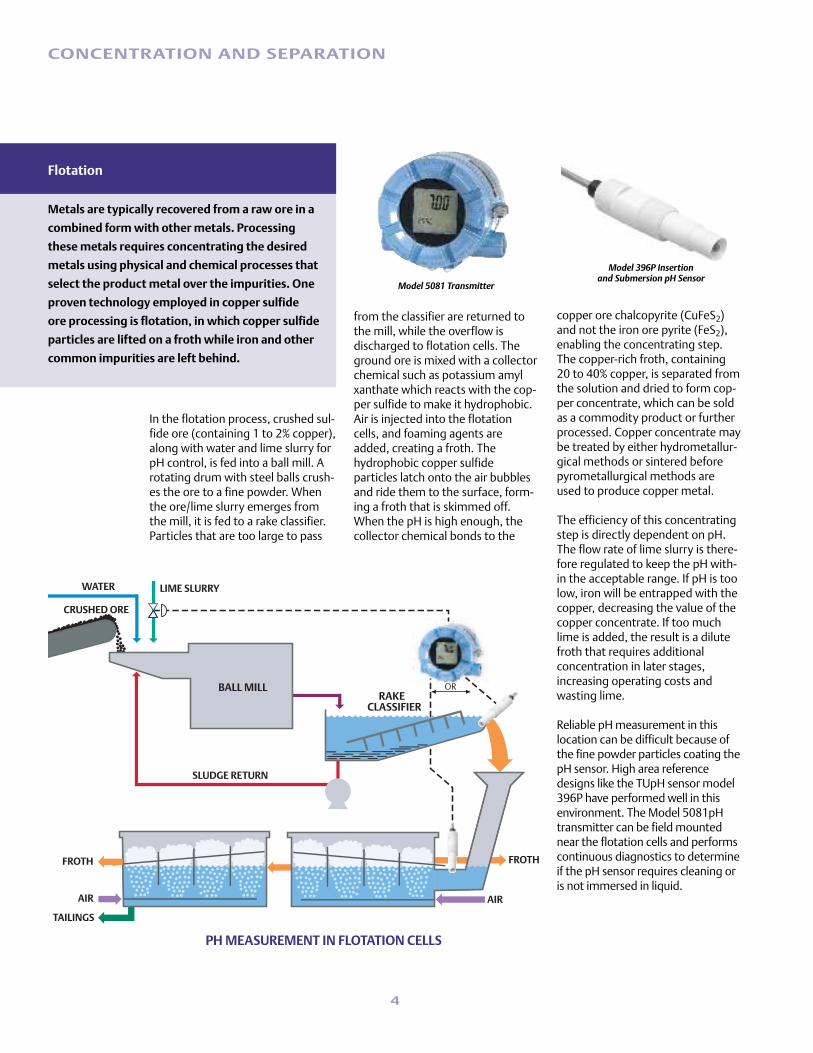
In the flotation process, crushed sul-fide ore (containing 1 to 2% copper),along with water and lime slurry forpH control, is fed into a ball mill. Arotating drum with steel balls crush-es the ore to a fine powder. Whenthe ore/lime slurry emerges fromthe mill, it is fed to a rake classifier.Particles that are too large to pass
Flotation
Metals are typically recovered from a raw ore in a
combined form with other metals. Processing
these metals requires concentrating the desired
metals using physical and chemical processes that
select the product metal over the impurities. One
proven technology employed in copper sulfide
ore processing is flotation, in which copper sulfide
particles are lifted on a froth while iron and other
common impurities are left behind.
from the classifier are returned tothe mill, while the overflow isdischarged to flotation cells. Theground ore is mixed with a collectorchemical such as potassium amylxanthate which reacts with the cop-per sulfide to make it hydrophobic.Air is injected into the flotationcells, and foaming agents areadded, creating a froth. Thehydrophobic copper sulfideparticles latch onto the air bubblesand ride them to the surface, form-ing a froth that is skimmed off.When the pH is high enough, thecollector chemical bonds to the
copper ore chalcopyrite (CuFeS2)and not the iron ore pyrite (FeS2),enabling the concentrating step.The copper-rich froth, containing20 to 40% copper, is separated fromthe solution and dried to form cop-per concentrate, which can be soldas a commodity product or furtherprocessed. Copper concentrate maybe treated by either hydrometallur-gical methods or sintered beforepyrometallurgical methods areused to produce copper metal.
The efficiency of this concentratingstep is directly dependent on pH.The flow rate of lime slurry is there-fore regulated to keep the pH with-in the acceptable range. If pH is toolow, iron will be entrapped with thecopper, decreasing the value of thecopper concentrate. If too muchlime is added, the result is a dilutefroth that requires additionalconcentration in later stages,increasing operating costs andwasting lime.
Reliable pH measurement in thislocation can be difficult because ofthe fine powder particles coating thepH sensor. High area referencedesigns like the TUpH sensor model396P have performed well in thisenvironment. The Model 5081pHtransmitter can be field mountednear the flotation cells and performscontinuous diagnostics to determineif the pH sensor requires cleaning oris not immersed in liquid.
Model 396P Insertionand Submersion pH Sensor
Model 5081 Transmitter
PH MEASUREMENT IN FLOTATION CELLS
PREC
IPIT
ATO
R
BAUXITE
DIG
ESTE
RS
SLURRYMIXER
RED MUDWASHER
REDMUD
GREENLIQUOR
RECYCLECAUSTIC
ALUMINAPRODUCT
FLASH TANKS
SEPARATOR
FILTERS
5
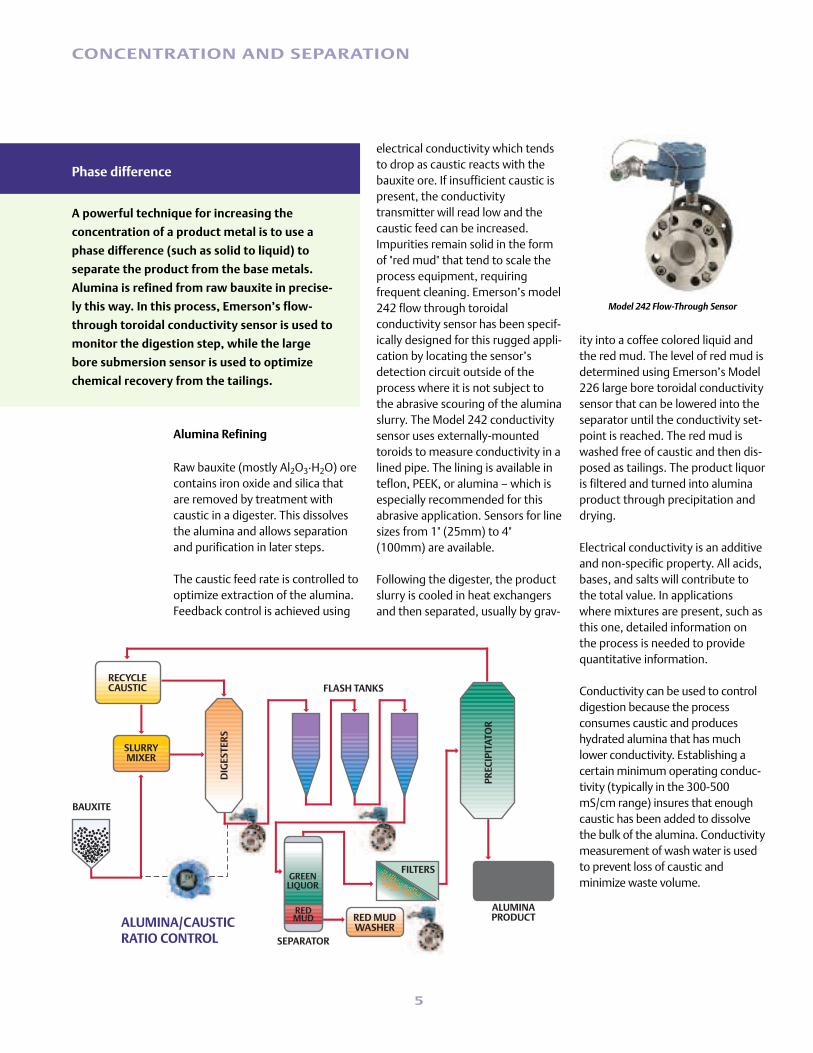
ity into a coffee colored liquid andthe red mud. The level of red mud isdetermined using Emerson’s Model226 large bore toroidal conductivitysensor that can be lowered into theseparator until the conductivity set-point is reached. The red mud iswashed free of caustic and then dis-posed as tailings. The product liquoris filtered and turned into aluminaproduct through precipitation anddrying.
Electrical conductivity is an additiveand non-specific property. All acids,bases, and salts will contribute tothe total value. In applicationswhere mixtures are present, such asthis one, detailed information onthe process is needed to providequantitative information.
Conductivity can be used to controldigestion because the processconsumes caustic and produceshydrated alumina that has muchlower conductivity. Establishing acertain minimum operating conduc-tivity (typically in the 300-500mS/cm range) insures that enoughcaustic has been added to dissolvethe bulk of the alumina. Conductivitymeasurement of wash water is usedto prevent loss of caustic andminimize waste volume.
CONCENTRATION AND SEPARATION
Alumina Refining
Raw bauxite (mostly Al2O3·H2O) orecontains iron oxide and silica thatare removed by treatment withcaustic in a digester. This dissolvesthe alumina and allows separationand purification in later steps.
The caustic feed rate is controlled tooptimize extraction of the alumina.Feedback control is achieved using
electrical conductivity which tendsto drop as caustic reacts with thebauxite ore. If insufficient caustic ispresent, the conductivitytransmitter will read low and thecaustic feed can be increased.Impurities remain solid in the formof "red mud" that tend to scale theprocess equipment, requiringfrequent cleaning. Emerson’s model242 flow through toroidalconductivity sensor has been specif-ically designed for this rugged appli-cation by locating the sensor’sdetection circuit outside of theprocess where it is not subject tothe abrasive scouring of the aluminaslurry. The Model 242 conductivitysensor uses externally-mountedtoroids to measure conductivity in alined pipe. The lining is available inteflon, PEEK, or alumina – which isespecially recommended for thisabrasive application. Sensors for linesizes from 1" (25mm) to 4"(100mm) are available.
Following the digester, the productslurry is cooled in heat exchangersand then separated, usually by grav-
Phase difference
A powerful technique for increasing the
concentration of a product metal is to use a
phase difference (such as solid to liquid) to
separate the product from the base metals.
Alumina is refined from raw bauxite in precise-
ly this way. In this process, Emerson’s flow-
through toroidal conductivity sensor is used to
monitor the digestion step, while the large
bore submersion sensor is used to optimize
chemical recovery from the tailings.
Model 242 Flow-Through Sensor
ALUMINA/CAUSTICRATIO CONTROL

6
CONCENTRATION AND SEPARATION
Sulfate Process
In the sulfate process, ilmenite(FeTiO3) is soaked in sulfuric acid todissolve the titanium as titaniumsulfate and bind the iron as solid fer-rous sulfate for removal by settling.The titanium sulfate reacts withcaustic and water in a hydrolysistank at high temperature toproduce a hydrated form oftitanium dioxide. This precipitate isfiltered and washed to removetraces of iron impurities. Othermetal ions such as potassium, phos-phorus, or aluminum may be addedto control particle size anddurability. The hydrate paste thenundergoes a high temperature calci-nation stage that yields the solidwhite product.
The properties of the producttitanium dioxide pigment arestrongly affected by the conditionspresent during the hydrolysis andcalcination stages.
Temperature, pH, deposition rate,ore quality, and additives all play afactor in determining the crystalstructure. Specifically, the pH in thehydrolysis step influences thereactivity of the TiO2 and the ease ofremoving the impurities. However,the finely dispersed ore particlestend to badly coat standard pHsensors, first causing sluggishnessand eventual total failure. This prob-lem is compounded if the process isallowed to dry on the pH sensor. ThePERpH-X model 3300HT is rated foroperations up to 145°C anddesigned for a long lifetime indifficult applications like this one.The replaceable reference junctionallows rapid troubleshooting and
maintenance when the sensor isresponding slowly due to coating.
In addition, the PASVE Mountingand Service valve can be used toenable automatic flushing andcleaning of the sensor as need be.The PASVE removes the sensorfrom the process line by rotatingthe sensor into a cleaning positionand has many mounting options.For additional information on thePASVE valve see the PDS-71-PASVE.
TITANIUMORE
PURE WHITETITANIUM DIOXIDE
IRONIMPURITIES
CONTACTTANK
SETTLING TANK
HYDROLYSISTANK
FILTERWASHER
CALCINATION DRYER
WATER
WATERNaOHH SO2 4
PERpH-X High Performance pH Sensor
PASVE Valve in measurement position
TITANIUM OXIDE MANUFACTURING PROCESS

7
Steel Treatment
Stainless steel is an alloy of various different
formulations that is widely used in industry. Each
different formulation has different specifications
for the final product but despite the best
production methods some off-spec product may
result. Frequently, impurities can be removed
with a short soak in acid, a common finishing
technique for steel rolls. Control of the acid
concentration is crucial in removing just the
right amount of surface contamination. The
process is frequently called steel pickling, and is
one of the largest bulk consumers of
hydrochloric acid worldwide.
Steel is produced in long thin rolls forconvenient transportation to endusers. Contaminants fromproduction processes and storageoxidation are heavily concentrated
on the surface of the rolls and cantherefore be removed by surfaceactive chemical processes. A shortdip in hydrochloric or sulfuric acid isbeneficial in removing contami-nation, but a long dip or a highlyconcentrated acid can remove toomuch product, lowering yield. Thetemperature of the bath is around180°F (82°C) to increase the speed ofthe pickling process. Theconcentration of HCL acid can bemonitored using Emerson’s ruggedModel 228 toroidal conductivitysensor and any of Emerson’sanalyzers listed on page 10. Toroidalconductivity sensors are virtuallyimmune to surface coating effects
FINISHED PRODUCT PURIFICATION
Model 228 Submersion/Insertion Sensor
1 2 3 4
RINSEWATERHCl
RAWSTEEL
TREATEDSTEEL
STEEL TREATING PROCESS
and are the sensors of choice forliquids with suspended solids. Themodel 228 sensor is injectionmolded of polyetheretherketone(PEEK), an extremely robustengineering thermoplastic.
The process typically will haveseveral acid baths of varyingpercent concentration and at leasttwo rinse baths. Care must betaken to remove all traces of acidfrom the steel or long termexposure will cause extensivedamage to the metal roll.Conductivity measurement is aversatile tool for monitoringconcentrated acids since manysolutions have been measured anddocumented for conductivity levelsat various temperatures. Over time,buildup of iron and other metals inthe acid baths will change theconductivity behavior of thesolution somewhat, so it issometimes advisable to monitorthe conductivity directly and notrely on published data.
MINEWASTE
ALKALI
Cl 2
REACTION TANK NO. 1pH 10 ORP 400mV5 TO 15 MINUTES
ACID
REACTION TANK NO. 2pH 8.52 TO 5 MINUTES
DISCHARGE
ALKALI
Cl 2
REACTION TANK NO. 3pH 8 ORP 600mV10 TO 15 MINUTES
600 mVpH 8.5
400 mVpH 10
0 mV
CONCENTRATIONCN 0 Cl 2
MIXER
MIXER
MIXER
8
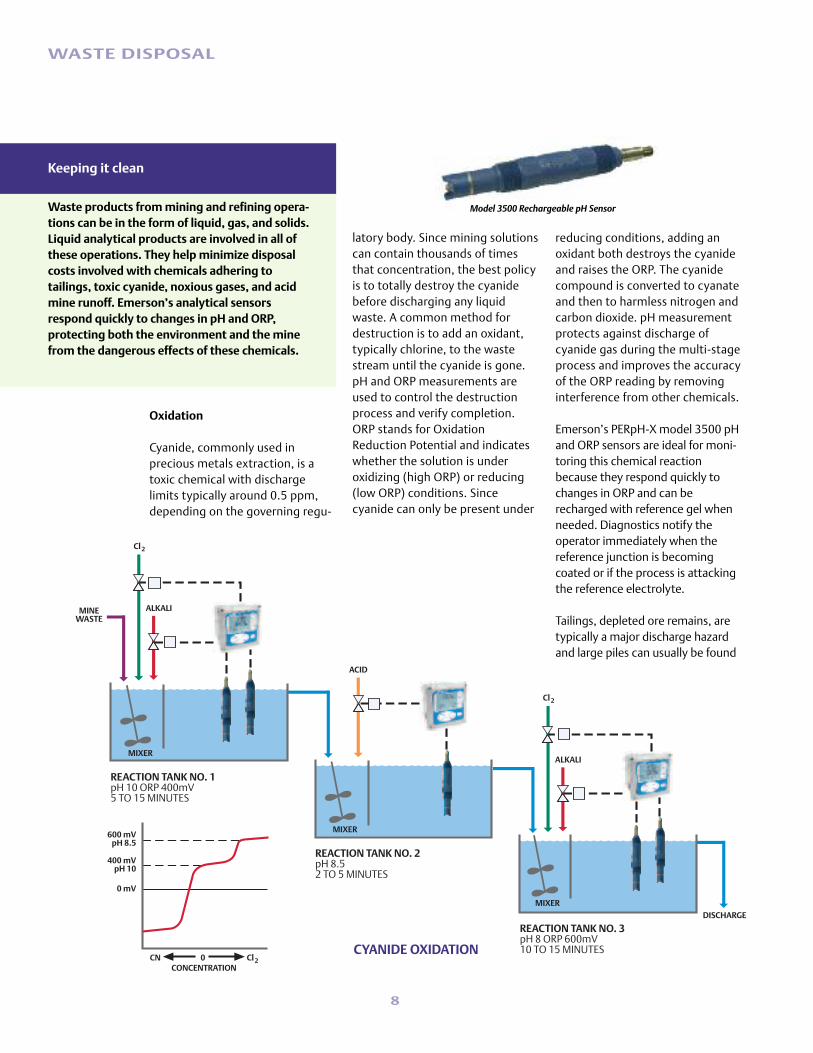
Oxidation
Cyanide, commonly used inprecious metals extraction, is atoxic chemical with dischargelimits typically around 0.5 ppm,depending on the governing regu-
Model 3500 Rechargeable pH Sensor
Keeping it clean
Waste products from mining and refining opera-tions can be in the form of liquid, gas, and solids.Liquid analytical products are involved in all ofthese operations. They help minimize disposalcosts involved with chemicals adhering totailings, toxic cyanide, noxious gases, and acidmine runoff. Emerson’s analytical sensorsrespond quickly to changes in pH and ORP,protecting both the environment and the minefrom the dangerous effects of these chemicals.
WASTE DISPOSAL
latory body. Since mining solutionscan contain thousands of timesthat concentration, the best policyis to totally destroy the cyanidebefore discharging any liquidwaste. A common method fordestruction is to add an oxidant,typically chlorine, to the wastestream until the cyanide is gone.pH and ORP measurements areused to control the destructionprocess and verify completion.ORP stands for OxidationReduction Potential and indicateswhether the solution is underoxidizing (high ORP) or reducing(low ORP) conditions. Sincecyanide can only be present under
reducing conditions, adding anoxidant both destroys the cyanideand raises the ORP. The cyanidecompound is converted to cyanateand then to harmless nitrogen andcarbon dioxide. pH measurementprotects against discharge ofcyanide gas during the multi-stageprocess and improves the accuracyof the ORP reading by removinginterference from other chemicals.
Emerson’s PERpH-X model 3500 pHand ORP sensors are ideal for moni-toring this chemical reactionbecause they respond quickly tochanges in ORP and can berecharged with reference gel whenneeded. Diagnostics notify theoperator immediately when thereference junction is becomingcoated or if the process is attackingthe reference electrolyte.
Tailings, depleted ore remains, aretypically a major discharge hazardand large piles can usually be found
CYANIDE OXIDATION
9
Rechargeable sensor can be customizedwith different solutions
WASTE DISPOSAL
near any operating mine. Thesesolids typically contain various sortsof heavy metal compounds in oreform and will have traces of acid orcaustic used in the mining process.Rinsing the tailings to reclaim thesechemicals and regenerating orreusing them renders the tailingsless hazardous. Monitoring the rinsewater for electrical conductivity is alow-cost method of reclaiming thechemicals without wasting water.The recommended sensor is themodel 228 toroidal conductivitysensor which monitors waterconductivity levels down to below250 µS/cm.
Scrubbers
Scrubbers are used to remove harm-ful and odorous gases that arecollected from various locationsthroughout the facility. These gasesare typically acidic and are thereforeremoved by contact with a causticliquid stream. Monitoring thereused scrubber solution for pH
ensures that the gases are trappedin the liquid phase for subsequenttreatment. Conductivitymeasurement monitors the buildupof dissolved solids in the scrubbingliquid so that some of the liquid canbe removed before the nozzles arescaled up. Emerson’s PERpH-X pH
sensors and 228 toroidal conductiv-ity sensors are designed to conductthese measurements with aminimum of maintenance. All theEmerson instruments on page 10are compatible with these sensors,but the field-mounted 5081 modelis most popular in this application.
UPPER CHEVRONS
LOWER CHEVRONS
MAKEUP15%
NaOH
WASTE GAS
SCRUBBERSOLUTION
CLEAN
INTERNAL OXIDATIONAIR SPARGER
NORMAL LIQUID LEVEL
Model 228 Submersion/Insertion Sensor
MEASUREMENT CONTROLS MAKE-UP OF SCRUBBER SOLUTION
10
ROSEMOUNT ANALYTICAL INSTRUMENTATION
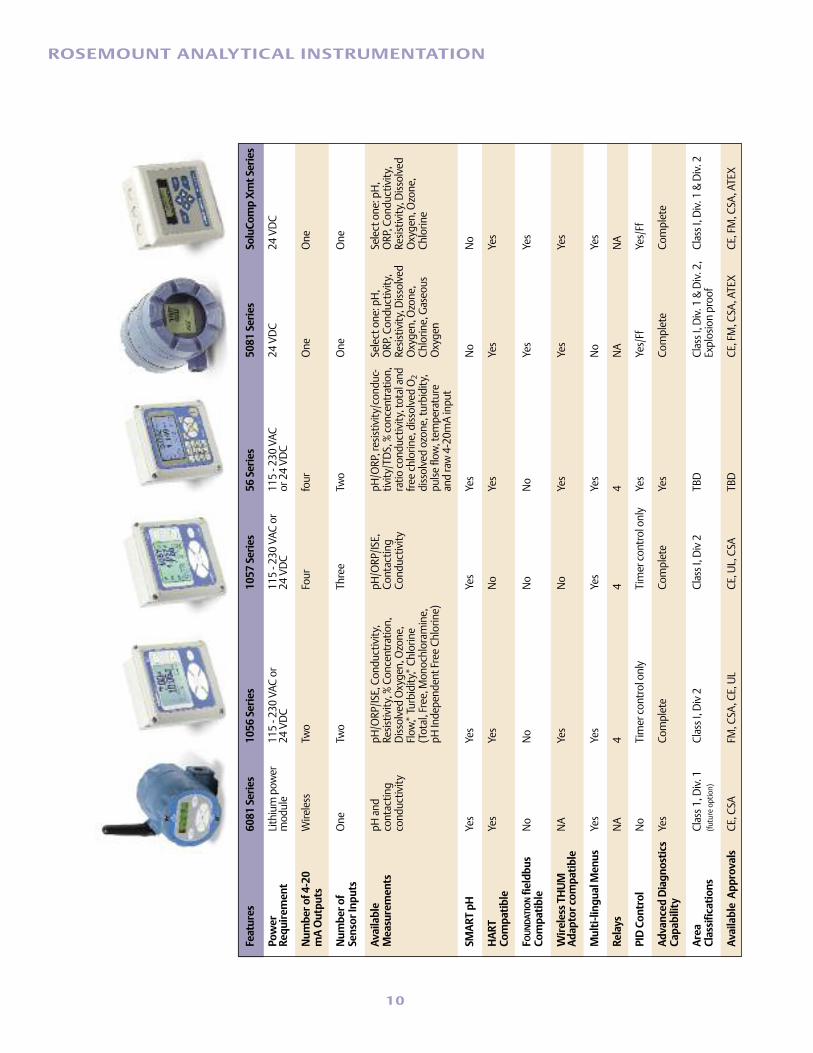
Features
6081 Series
1056 Series
1057 Series
56 Series
5081 Series
SoluComp Xmt Series
Power
Lithium pow
er11
5 - 2
30 VAC
or
115 - 2
30 VAC
or
115 - 2
30 VAC
24
VDC
24 VDC
Requirem
ent
mod
ule
24 VDC
24 VDC
or 24 VD
C
Num
ber of 4-20
Wire
less
Two
Four
four
One
One
mA Outputs
Num
ber of
One
Two
Three
Two
One
One
Sensor Inputs
Available
pH and
pH
/ORP
/ISE, Con
ductivity
, pH
/ORP
/ISE,
pH/O
RP, resistiv
ity/con
duc-
Select one
: pH,
Select one
: pH,
Measurements
contac
ting
Resistivity
, % Con
centratio
n,Co
ntac
ting
tivity
/TDS, % con
centratio
n, ORP
, Con
ductivity
, ORP
, Con
ductivity
, co
nduc
tivity
Dissolved
Oxyge
n, Ozo
ne,
Cond
uctiv
ityratio
con
ductivity
, total and
Resistivity
, Dissolved
Re
sistivity
, Dissolved
Flow
,* Tu
rbidity
,* Ch
lorin
e free
chlorine, dissolved
O2
Oxyge
n, Ozo
ne,
Oxyge
n, Ozo
ne,
(Total, Free, M
onoc
hloram
ine,
dissolve
d ozon
e, tu
rbidity
, Ch
lorin
e, Gaseo
us
Chlorin
epH
Inde
pend
ent F
ree Ch
lorin
e)pu
lse flo
w, tem
perature
Oxyge
nan
d raw 4-20m
A inpu
t
SMART pH
Yes
Yes
Yes
Yes
No
No
HART
Yes
Yes
No
Yes
Yes
Yes
Compatible
F OUNDATIONfieldbus
No
No
No
No
Yes
Yes
Compatible
Wireless THUM
NA
Yes
No
Yes
Yes
Yes
Adaptor com
patible
Multi-lingual Menus
Yes
Yes
Yes
Yes
No
Yes
Relays
NA
44
4NA
NA
PID Control
No
Timer con
trol only
Timer con
trol only
Yes
Yes/Ff
Yes/Ff
Advanced Diagnostics
Yes
Complete
Complete
Yes
Complete
Complete
Capability
Area
Class 1
, Div. 1
Class I, D
iv 2
Class I, D
iv 2
TBD
Class I, D
iv. 1
& Div. 2
,Class I, D
iv. 1
& Div. 2
Classifications
(future op
tion)
Explosion proo
f
Available Approvals
CE, C
SAFM
, CSA
, CE, UL
CE, U
L, CSA
TBD
CE, FM, C
SA, A
TEX
CE, FM, C
SA, A
TEX

11
PLANTWEB® BRINGS IT ALL TOGETHER
Emerson is the world’s largest provider of gaschromatography, process gas, combustion andenvironmental analysis solutions.
GAS CHROMATOGRAPHY SOLUTIONS
Rosemount Analytical gas chromatographs arethe world leaders in process gas measurement,separating process gas into identifiablecomponents. Our family of chromatographshas a worldwide reputation for accuracy,repeatability, and dependability.
Call 866.422.3683, or see us on the web atwww.raihome.com
PROCESS GAS AND COMBUSTION SOLUTIONS
Emerson is the world’s premier supplier ofcombustion analysis, process analysis andenvironmental monitoring solutions. Withmore than 80 years of experience, we go waybeyond simple data collection and offer provable analytical solutions, advancedRosemount Analytical® instrumentation andthe professionals who really know how to keepyou up and running efficiently, safely andeconomically.
Call 800.433.6076, or see us on the web atwww.raihome.com
MORE ANALYTICALSOLUTIONS FROMEMERSON PROCESS MANAGEMENT
Rosemount Analytical field devices are corecomponents of the PlantWeb digital plantarchitecture, and capture rich diagnosticdata about the health of the device, as wellas the process itself. Device functionality ispresented at the user interface in ways thatare consistent, intuitive, and easy to use.
PlantWeb architecture consists of intelligent field devices,scalable platforms and integrated modular software, allworking together. The result is optimal plant performanceby getting the right information to the right user, in time tomake a difference. The advanced diagnostics in RosemountAnalytical sensors alert users to device or processproblems, before they happen. Control in the field canprovide more reliable process control.
Increase Accuracy and Throughput, Reduce Costs – PlantWeb Makes the Difference
WORLDWIDE STRENGTH
Emerson Process Management is part of Emerson, a global
company that brings together technology and engineering to
provide innovative solutions for our customers in a wide range
of industrial, commercial and consumer markets. Our priority
is to design, produce and deliver products, systems and
solutions that make people's lives better.
SMART pH measurement loops which include SMART pHsensors and SMART-enabled instruments have the advantageof not requiring calibration of pH sensors in the field. AllSMART sensors automatically download critical calibrationdata and performance parameters to the instrument uponcalibration in the lab. Simply reconnect the pre-calibratedsensor to a SMART-enabled fieldinstrument and the pH loop isautomatically calibrated.
Rosemount Analytical SMART Technology – The smart solution for pH measurement
Sensor data transferred to analyzer

91-6036 10.10
LIQUID ANALYTICALEmerson Process ManagementRosemount Analytical 2400 Barranca ParkwayIrvine, CA 92606 USAT +1.949.757.8500T 800.854.8257F [email protected]
Emerson Process Management, Rosemount Analytical, ENDURANCE and PUR-Sense are marks of Emerson Process Management group of companies. All other marks are theproperty of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure its accuracy, they are not to be construed aswarranties or guarantees, expressed or implied, regarding the products or services described herein or their use or applicability. All sales are governed by our terms and conditions,which are available on request. We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
© Rosemount Analytical Inc. 2012. All rights reserved. Printed in the U.S.A.
Online ordering available.
RosemountAnalytical.com
GAS CHROMATOGRAPHSEmerson Process ManagementRosemount Analytical10241 West Little YorkSuite 200Houston TX 77040 USAT +1.713.396.8700T 866.422.3683F [email protected]
PROCESS & COMBUSTIONEmerson Process ManagementRosemount Analytical 6565 P Davis Industrial ParkwaySolon, OH 44139 USAT +1.440.914.1261T 800.433.6076F +1.440.914.1262gas.csc@emerson. com
> COMPLETE PROCESS ANALYTICAL SOLUTIONS
GAS CHROMATOGRAPHY GAS LIQUID SAFETY
INDUSTRIAL HAZARD SAFETYEmerson Process ManagementNet Safety Monitoring2721 Hopewell Place N.E.Calgary, AB T1Y 7J7 Canada T +1.403.219.0688T 866.347.3427F [email protected]





























