Embed Size (px)
Citation preview
Level 1 NVQ Certificate in Performing Engineering Operations
(7682-10) August 2017 Version 1.1
QU
AL
IFIC
AT
ION
HA
ND
BO
OK

2 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Qualification at a glance
Subject area Engineering
City & Guilds number 7682-10
Age group approved Pre-16, 16-18, 19+
Entry requirements None
Assessment By portfolio
Fast track Available
Support materials Centre handbook
Registration and certification
Consult the Walled Garden/Online Catalogue for last dates
Title and level GLH TQT City & Guilds number
Accreditation number
Level 1 NVQ Certificate in Performing Engineering Operations
160 220 7682-10 600/9470/9
Version and date Change detail Section 1.1 August 2017 Added TQT details
Deleted QCF
Qualification at a glance, Structure Throughout
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 3
Contents
1 Introduction 5
Structure 6
2 Centre requirements 8
Approval 8
Resource requirements 8
Continuing professional development (CPD) 9
Learner entry requirements 9
3 Delivering the qualification 10
Initial assessment and induction 10
Recording documents 10
4 Assessment 11
Assessment strategy 11
Minimum Performance Evidence requirements 12
5 Units 15
Unit 201 Working safely in an engineering environment 16
Unit 102 Carrying out engineering activities efficiently and effectively 21
Unit 103 Using and communicating technical information 26
Unit 104 Making components using hand tools and fitting techniques 31
Unit 105 Assembling mechanical components 37
Unit 106 Carrying out pipe fitting activities 43
Unit 107 Using lathes for turning operations 49
Unit 108 Using milling machines 54
Unit 109 Using grinding machines 60
Unit 110 Carrying out routine servicing of mechanical equipment 65
Unit 111 Assembling fluid power equipment 70
Unit 112 Carrying out sheet metal cutting, forming and assembly activities 75
Unit 113 Cutting and shaping platework components 81
Unit 114 Using oxy-fuel gas cutting equipment 86
Unit 115 Using manual metal arc welding equipment 91
Unit 116 Using manual TIG welding equipment 96
Unit 117 Using semi-automatic MIG or MAG welding equipment 101
Unit 118 Using manual oxy-fuel gas welding equipment 106
Unit 119 Using manual flame brazing and soldering equipment 111

4 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 120 Wiring electrical equipment and circuits 116
Unit 121 Assembling electrical wiring support systems 122
Unit 122 Assembling and wiring electrical panels 127
Unit 123 Assembling electronic circuits 133
Unit 124 Carrying out routine servicing of electrical/electronic equipment 139
Unit 125 Making components from wood-based materials 144
Unit 126 Assembling engineering woodwork components 150
Unit 127 Carrying out composite moulding activities 155
Unit 128 Assembling composite components 161
Unit 129 Preparing sand for moulding and coremaking 166
Unit 130 Making sand moulds and cores for casting 171
Unit 131 Manually casting components 176
Unit 132 Fettling cast components 181
Unit 133 Applying coatings or coverings to finish surfaces 186
Unit 134 Applying surface treatments 191
Unit 135 Applying heat treatment to engineering materials196
Unit 136 Hand forging engineering materials 201
Appendix 1 Relationships to other qualifications 205
Appendix 2 Sources of general information 206

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 5
1 Introduction
This document tells you what you need to do to deliver the qualification:
Area Description
Who is the qualification for?
It is for learners who are just starting out in their engineering career and require a broad range of competencies to enable safe progression to higher level engineering qualifications or into the workplace.
What does the qualification cover?
It allows learners to learn, develop and apply the skills required for employment and/or career progression in the engineering sector.
What opportunities for progression are there?
It allows learners to progress into employment or onto the following City & Guilds qualifications:
Level 2 NVQ Diploma in Performing Engineering Operations

6 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Structure
To achieve the Level 1 NVQ Certificate in Performing Engineering Operations, learners must achieve a minimum of 22 credits. 11 credits must come from the mandatory units and a minimum of 11 credits from two units from the optional units.
Unit accreditation number
City & Guilds unit number
Unit title Credit value
Mandatory
L/600/5781 Unit 201 Working safely in an engineering environment
5
A/504/6350 Unit 102 Carrying out engineering activities efficiently and effectively
3
J/504/6352 Unit 103 Using and communicating technical information
3
Optional
Y/504/6355 Unit 104 Making components using hand tools and fitting techniques
10
D/504/6356 Unit 105 Assembling mechanical components
10
H/504/6357 Unit 106 Carrying out pipe fitting activities 10
K/504/6358 Unit 107 Using lathes for turning operations
10
M/504/6359 Unit 108 Using milling machines 10
H/504/6360 Unit 109 Using grinding machines 10
K/504/6361 Unit 110 Carrying out routine servicing of mechanical equipment
10
M/504/6362 Unit 111 Assembling fluid power equipment
10
T/504/6363 Unit 112 Carrying out sheet metal cutting, forming and assembly activities
10
A/504/6364 Unit 113 Cutting and shaping platework components
10
F/504/6365 Unit 114 Using oxy-fuel gas cutting equipment
10
J/504/6366 Unit 115 Using manual metal arc welding equipment
10
R/504/6368 Unit 116 Using manual TIG welding equipment
10
Y/504/6369 Unit 117 Using semi-automatic MIG or MAG welding equipment
10
R/504/6371 Unit 118 Using manual oxy-fuel gas welding equipment
10
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 7
D/504/6373 Unit 119 Using manual flame brazing and soldering equipment
9
H/504/6374 Unit 120 Wiring electrical equipment and circuits
10
M/504/6376 Unit 121 Assembling electrical wiring support systems
10
A/504/6378 Unit 122 Assembling and wiring electrical panels
10
T/504/6380 Unit 123 Assembling electronic circuits 10
A/504/6381 Unit 124 Carrying out routine servicing of electrical/electronic equipment
10
J/504/6383 Unit 125 Making components from wood-based materials
10
R/504/6385 Unit 126 Assembling engineering woodwork components
9
Y/504/6386 Unit 127 Carrying out composite moulding activities
10
H/504/6388 Unit 128 Assembling composite components
9
K/504/6389 Unit 129 Preparing sand for moulding and coremaking
5
H/504/6391 Unit 130 Making sand moulds and cores for casting
10
M/504/6393 Unit 131 Manually casting components 9
A/504/6395 Unit 132 Fettling cast components 6
F/504/6396 Unit 133 Applying coatings or coverings to finish surfaces
7
L/504/6398 Unit 134 Applying surface treatments 7
R/504/6399 Unit 135 Applying heat treatment to engineering materials
7
A/504/6400 Unit 136 Hand forging engineering materials
7
Total Qualification Time
Total Qualification Time (TQT) is the total amount of time, in hours, expected to be spent by a Learner to achieve a qualification. It includes both guided learning hours (which are listed separately) and hours spent in preparation, study and assessment.
Title and level GLH TQT
Level 1 NVQ Certificate in Performing Engineering Operations
160 220

8 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2 Centre requirements
Approval
Centres already approved to offer the 7582-10 Level 1 NVQ Certificate in Performing Engineering qualification will receive automatic approval to run the new 7682-10.
Centres not already offering City & Guilds qualifications
To offer this qualification, new centres will need to gain both centre and qualification approval. Please refer to the Centre Manual - Supporting Customer Excellence for further information.
Centre staff should familiarise themselves with the structure, content and assessment requirements of the qualification before designing a course programme.
Resource requirements
Physical resources and site agreements
Centres can use specially designated areas within a centre to assess as long as it meets the Semta Assessment Strategy requirements.
The machinery, tools, materials, equipment and resources used must be representative of industry standards and there must be sufficient equipment/resources available for each learner to demonstrate their competence individually.
Centre staffing
Staff delivering this qualification must be able to demonstrate that they meet the following occupational expertise requirements. They must be occupationally competent or technically knowledgeable in the areas for which they are delivering training and/or have experience of providing training. This knowledge must be to the same level as the training being delivered.
Centre staff may undertake more than one role, eg tutor and assessor or internal quality assurer, but cannot internally verify their own assessments.
Assessors and Internal Quality Assurer
Assessors must be able to demonstrate that they have verifiable, relevant and sufficient technical competence to evaluate and judge performance

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 9
and knowledge evidence requirements as set out in the relevant unit learning outcomes and associated assessment criteria. Technical competence is defined by Semta as a combination of practical skills, knowledge, and the ability to apply both of these, in familiar and new situations, within a real working environment.
This will be demonstrated either by holding a relevant technical qualification or by proven industrial experience of the technical areas to be assessed. The assessor’s competence must, at the very least, be at the same level as that required of the learner(s) in the units being assessed.
Internal Quality Assessors must have a technical understanding of the areas covered by the qualifications. Technical understanding is defined here as having a good understanding of the technical activities being assessed, together with knowledge of relevant Health & Safety implications and requirements of the assessments.
Centre staff should hold, or be working towards, the relevant Assessor/Internal Quality Assurer TAQA qualification for their role in delivering, assessing and verifying this qualification, and meet the relevant experience requirements.
Continuing professional development (CPD)
Centres must support their staff to ensure that they have current knowledge of the occupational area, that delivery, mentoring, training, assessment and verification is in line with best practice, and that it takes account of any national or legislative developments.
Learner entry requirements
City & Guilds does not set entry requirements for this qualification. However, centres must ensure that learners have the potential and opportunity to gain the qualification successfully.
Age restrictions
There is no age restriction for this qualification unless this is a legal requirement of the process or the environment.
10 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
3 Delivering the qualification
Initial assessment and induction
An initial assessment of each learner should be made before the start of their programme to identify:
if the learner has any specific training needs,
support and guidance they may need when working towards their qualification.
any units they have already completed, or credit they have accumulated which is relevant to the qualification.
the appropriate type and level of qualification.
We recommend that centres provide an induction programme so the learner fully understands the requirements of the qualification, their responsibilities as a learner, and the responsibilities of the centre. This information can be recorded on a learning contract.
Recording documents
Candidates and centres may decide to use a paper-based or electronic method of recording evidence.
City & Guilds endorses several ePortfolio systems, including our own, Learning Assistant, an easy-to-use and secure online tool to support and evidence learners’ progress towards achieving qualifications. Further details are available at: www.cityandguilds.com/eportfolios.
City & Guilds has developed a set of Recording forms including examples of completed forms, for new and existing centres to use as appropriate. Recording forms are available on the City & Guilds website.
Although new centres are expected to use these forms, centres may devise or customise alternative forms, which must be approved for use by the qualification consultant, before they are used by candidates and assessors at the centre. Amendable (MS Word) versions of the forms are available on the City & Guilds website.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 11
4 Assessment
Candidates must
have a completed portfolio of evidence for each unit. The minimum level of evidence required is determined by Semta.
Assessment strategy
Assessment requirements
The PEO Level 1 units are intended to have a wide application throughout the engineering sector. It is necessary therefore to have a flexible approach to the environment in which the units are delivered and assessed.
There will be learners who have been working in an industry for some time and wish to acquire a broad range of basic competencies as part of an existing job role or to enable career progression. The PEO units will satisfy that need. Where this is the case assessment should take place within the learner’s normal workplace/environment.
However, there is much to be gained by acquiring the basic engineering competencies whilst working in a sheltered environment. This is due to an ongoing emphasis on safety critical work activities and the need to ensure flexibility of assessment opportunities to both maintain and enhance the provision of competent personnel within the industry. This assessment method will allow a minimum safe level of skills, knowledge and understanding to be achieved and demonstrated by the learner prior to being exposed to the hazards of the industrial environment, thus minimising the risk of injury to themselves and other employees.
It is recognised that not all learners who wish to achieve PEO NVQ units would require this form of assessment. Only those who are judged to be potentially at risk would need to provide evidence of a minimum level of skills, knowledge and understanding to enter the industrial environment.
Examples of this are:
Where the hazardous nature of the engineering occupations mean that the learner requires close supervision whilst they provide evidence of competence involving safety critical activities.
For reasons of age, people entering an industrial training environment are gradually introduced to the “world of work”, this helps them mature and grow in confidence as well as providing evidence of their engineering competence.

12 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Learners with special assessment requirements benefit from the close supervision offered by this type of environment whilst providing evidence of competence.
Adult learners new to the industry or to a specific skill area can provide evidence with out fear of making mistakes which could prove to be dangerous and/or expensive.
Where equipment to be used or worked on by approved, licensed or competent people (such as the aircraft industry) learners can only provide the necessary evidence that they have achieved a level of skills, knowledge and understanding in-order that they may prepare themselves for future employment.
Penal institutions where learners wish to provide evidence of a vocational achievement in-order that they may prepare themselves for future employment.
For the above reasons the assessment of a learners competence in a sheltered environment is acceptable for this qualification, where the environment replicates that expected in industry. Workpieces or work outcomes assessed must be the learners own work and should be actual work examples that combine the skills, techniques required by the units so that achievement will properly reflect the learners competence as specified in the unit assessment criteria Assessors must therefore ensure that the competency is fully transferable to the workplace. Other aspects that should be considered could include:
environmental conditions such as lighting conditions, noise levels and the presence of hazards
pressure of work such as time constraints and repetitive activities
producing actual workpieces or work outcomes and the consequence of making mistakes and the effect this has on customer, supplier and departmental relationships.
Carrying Out Assessment
The NVQ units were specifically developed to cover a wide range of activities. The evidence produced for the units will, therefore, depend on the learners choice of “bulleted items” listed in the unit assessment criteria.
Where the assessment criteria gives a choice of bulleted items (for example ‘any three from five’), assessors should note that learners do not need to provide evidence of the other items to complete the unit (in this example, two) items, particularly where these additional items may relate to other activities or methods that are not part of the learners normal workplace activity or area of expertise.
Minimum Performance Evidence requirements
Performance evidence must be the main form of evidence gathered. In order to demonstrate consistent, competent performance for a unit, a minimum of three different examples of performance must be provided, and must be sufficient to show that the assessment criteria have been achieved to the prescribed standards. It is possible that some of the

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 13
bulleted items in the assessment criteria may be covered more than once. The assessor and learner need to devise an assessment plan to ensure that performance evidence is sufficient to cover all the specified assessment criteria and which maximises the opportunities to gather evidence. Where applicable, performance evidence maybe used for more than one unit.
The most effective way of assessing competence, is through direct observation of the learner. Assessors must make sure that the evidence provided reflects the learner’s competence and not just the achievement of a training programme.
Evidence that has been produced from team activities, for example, maintenance or installation activities is only valid when it clearly relates to the learners specific and individual contribution to the activity, and not to the general outcome(s).
Each example of performance evidence will often contain features that apply to more than one unit, and can be used as evidence in any unit where appropriate.
Performance evidence must be a combination of:
outputs of the learner’s work, such as items that have been manufactured, installed, maintained, designed, planned or quality assured, and documents produced as part of a work activity
together with:
evidence of the way the learner carried out the activities such as witness testimonies, assessor observations or authenticated learner reports, records or photographs of the work/activity carried out, etc.
Competent performance is more than just carrying out a series of individual set tasks. Many of the units contain statements that require the learner to provide evidence that proves they are capable of combining the various features and techniques. Where this is the case, separate fragments of evidence would not provide this combination of features and techniques and will not, therefore, be acceptable as demonstrating competent performance.
If there is any doubt as to what constitutes valid, authentic and reliable evidence, the internal and/or external verifier should be consulted.
Assessing knowledge and understanding
Knowledge and understanding are key components of competent performance, but it is unlikely that performance evidence alone will provide enough evidence in this area. Where the learners knowledge and understanding (and the handling of contingency situations) is not apparent from performance evidence, it must be assessed by other means and be supported by suitable evidence.
Knowledge and understanding can be demonstrated in a number of different ways. Semta expects oral questioning and practical demonstrations to be used, as these are considered the most appropriate

14 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
for these units. Assessors should ask enough questions to make sure that the learner has an appropriate level of knowledge and understanding, as required by the unit.
Evidence of knowledge and understanding will not be required for those bulleted items in the assessment criteria that have not been selected by the learner.
The achievement of the specific knowledge and understanding requirements of the units cannot simply be inferred by the results of tests or assignments from other units, qualifications or training programmes. Where evidence is submitted from these sources, the assessor must, as with any assessment, make sure the evidence is valid, reliable, authentic, directly attributable to the learner, and meets the full knowledge and understanding requirements of the unit.
Where oral questioning is used the assessor must retain a record of the questions asked, together with the learner’s answers.
Witness testimony
Where ‘observation’ is used to obtain performance evidence, this must be carried out against the unit assessment criteria. Best practice would require that such observation is carried out by a qualified Assessor. If this is not practicable, then alternative sources of evidence may be used.
For example, the observation may be carried out against the assessment criteria by someone else that is in close contact with the learner. This could be a team leader, supervisor, mentor or line manager who may be regarded as a suitable witness to the learners competency. However, the witness must be technically competent in the process or skills that they are providing testimony for, to at least the same level of expertise as that required of the learner. It will be the responsibility of the assessor to make sure that any witness testimonies accepted as evidence of the learner’s competency are reliable, auditable and technically valid.
Recognition of prior learning (RPL)
Recognition of prior learning means using a person’s previous experience or qualifications which have already been achieved to contribute to a new qualification.
RPL is allowed and is also sector specific.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 15
5 Units
Availability of units
The units are contained within this qualification handbook. The following are contained within this handbook. They are also on The Register of Regulated Qualifications: http://register.ofqual.gov.uk/Unit
Structure of units
These units each have the following:
City & Guilds reference number
unit accreditation number (UAN)
title
level
credit value
guided learning hours
unit aim
relationship to NOS, other qualifications and frameworks
endorsement by a sector or other appropriate body
learning outcomes which are comprised of a number of assessment criteria

16 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 201 Working safely in an engineering environment
UAN: L/600/5781
Level: 2
Credit value: 5
GLH: 33
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 01: Working safely in an engineering environment (Suite 2)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to work safely in an engineering environment. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will act as a basis for the development of additional skills and occupational competences in the working environment. It covers carrying out the learner’s work activities in accordance with instructions and by the use of safe working practices and procedures.
The learner will be required to comply with all relevant regulations that apply to their area of work, as well as their general responsibilities as defined in the Health and Safety at Work Act. The learner must be able to identify the relevant qualified first aiders or appointed person, and know the location of the first aid facilities. The learner will have an understanding of the procedures to be adopted in the case of accidents involving injury, and in situations where there are dangerous occurrences or hazardous malfunctions of equipment, processes or machinery. The learner will also need to be fully conversant with the organisation’s procedures for fire alerts and for the evacuation of premises.
The learner will be required to identify

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 17
hazardous situations, equipment, materials or conditions, and know how to take appropriate action to eliminate/minimise the risks to life, property and the environment within their immediate work surroundings. As part of hazard control, the learner will be required to recognise the hazards in the engineering environment in which they work, and to have an appreciation of the risk involved with those hazards and the precautions they can take to lower the risk of injury or damage to plant and equipment. Whilst working in the engineering environment, the learner will be required to note and report any changes in the work area or process that may affect their own safety or the safety of others.
The learner will be expected to dress, behave and maintain the workplace in a manner that is acceptable to the organisation in which they work and the type of activities being carried out. This will require the learner to observe all relevant statutory and organisation regulations, and to comply with codes of good practice and safe working procedures at all times.
The learner’s responsibilities will require them to comply with organisational policy and procedures for the activities undertaken. The learner will need to take account of any potential difficulties or problems that may arise with the activities, and to seek appropriate help and advice in determining and implementing a suitable solution. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide a good understanding of their work, and will provide an informed approach to working safely in an engineering environment. The learner will understand the safety requirements and their application, to the required depth to provide a sound basis for carrying out their activities safely and correctly.

18 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Learning outcome
The learner will:
1. work safely in an engineering environment
Assessment criteria
The learner can:
1.1 comply with their duties and obligations as defined in the health and safety at work act (HASAWA)
1.2 demonstrate their understanding of their duties and obligations to health and safety by carrying out all of the following:
a. applying in principle their duties and responsibilities as an individual under the Health and Safety at Work Act and other relevant current legislation
b. identifying, within their working environment, appropriate sources of information and guidance on health and safety issues, to include:
bi. eye protection and personal protective equipment
bii. COSHH regulations
biii. risk assessments
c. identifying the warning signs and labels of the main groups of hazardous or dangerous substances
d. complying at all times with the appropriate statutory regulations and specific regulations relevant to their work
1.3 apply safe working practices and procedures at all times
1.4 apply safe working practices in an engineering environment, to include all of the following:
a. present themselves in the workplace suitably dressed/prepared for the activities to be undertaken
b. observe personal protection and hygiene procedures at all times
c. act in a responsible manner at all times within the working environment
d. maintain a tidy workplace, with exits and gangways free from obstructions
e. use tools and equipment safely and only for the purpose intended
f. carry out their work activities in accordance with legal requirements and the organisations safety policies
g. take measures to protect others from harm resulting from any work that they are carrying out
1.5 follow organisational accident and emergency procedures
1.6 comply with all emergency requirements, to include:
a. identifying the appropriate qualified first aiders or appointed person, and the location of first aid facilities
b. identifying the procedures to be followed in the event of injury to themselves or others
c. following organisational procedures in the event of fire/fire drills and for the evacuation of premises/work area
d. identifying and using the procedures to be followed in the event of dangerous occurrences or hazardous malfunctions of equipment, processes or machinery
1.7 recognise and control hazards in the workplace to minimise risks

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 19
1.8 identify the hazards and risks that are associated with all of the following:
a. their working environment (such as working at height, in confined spaces, hot work)
b. the tools and equipment that they use (such as machines, power tools, cutting tools)
c. materials and substances that they use (such as cutting fluids/oils, hydraulic fluids, fluxes)
d. using working practices that do not follow laid-down procedures
1.9 use correct manual lifting and carrying techniques
1.10 demonstrate the following methods of manual lifting and carrying techniques:
a. lifting alone
plus one more of the following:
a. with assistance of others
b. with mechanical assistance
Learning outcome
The learner will:
2. know how to work safely in an engineering environment
Assessment criteria
The learner can:
2.1 describe the roles and responsibilities of themselves and others under the health and safety at work act and other current legislation (such as the management of health and safety at work regulations; workplace health and safety and welfare regulations; personal protective equipment at work regulations; manual handling operations regulations; provision and use of work equipment regulations; display screen at work regulations, reporting of injuries, diseases and dangerous occurrences regulations)
2.2 describe the specific regulations and safe working practices and procedures that apply to their work activities (such as the electricity at work regulations, woodworking regulations)
2.3 describe the warning signs for the main groups of hazardous substances defined by classification, packaging and labelling of dangerous substances regulations
2.4 explain how to locate relevant health and safety information for their tasks, and the sources of expert assistance when help is needed
2.5 explain what constitutes a hazard in the workplace (such as moving parts of machinery, electricity, slippery and uneven surfaces, dust and fumes, handling and transporting, contaminants and irritants, material ejection, fire, working at height, environment, pressure/stored energy systems, volatile or toxic materials, unshielded processes)
2.6 describe their responsibilities for dealing with hazards and reducing risks in the workplace (such as hazard spotting and safety inspections; the use of hazard check lists, carrying out risk assessments, coshh assessments and safe systems of working)
2.7 describe the risks associated with their working environment (such as the tools, materials and equipment that they use, spillages of oil

20 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
and chemicals, not reporting accidental breakages of tools or equipment and not following laid-down working practices and procedures)
2.8 describe the sources of information for safety (such as local work procedures, codes of practice or guidance, the severity of the accident or injury that the hazard may cause)
2.9 describe the control measures that can be used to eliminate/reduce the hazard (such as lock-off and permit to work procedures, provision of safe access and egress, use of guards and fume extraction equipment, use of personal protective equipment)
2.10 describe the first aid facilities that exist within their work area and within the organisation in general, and the procedures to be followed in the case of accidents involving injury
2.11 explain what constitute dangerous occurrences and hazardous malfunctions, and why these must be reported even if no-one was injured
2.12 describe the procedures for sounding the emergency alarms, evacuation procedures and escape routes to be used, and the need to report their presence at the appropriate assembly point
2.13 describe the organisational policy with regard to fire fighting procedures; the common causes of fire and what they can do to help prevent them
2.14 describe the personal protective equipment (PPE) and protective clothing that is available for their areas of activity
2.15 describe the need to observe personal protection and hygiene procedures at all times (such as skin care (barrier creams, gloves); eye protection (safety glasses, goggles, full face masks); hearing protection (ear plugs, ear defenders); respiratory protection (fume extraction, face masks, breathing apparatus; head protection (caps with hair restraints, protective helmets); foot protection (safety footwear); dangers of ingestion and the importance of washing hands)
2.16 explain how to act responsibly within the working environment (such as observing restricted area notices, complying with warning signs, walking not running, using equipment only for its intended purpose, not interfering with equipment or process that are not within their job role, following approved safety procedures at all times)
2.17 describe the methods of manually handling and moving loads (such as pushing, pulling, levering); how to lift and carry loads safely and correctly (such as from ground level, waist high, overhead, reaching over); and the manual and mechanical lifting and moving aids available
2.18 describe good housekeeping arrangements (such as maintaining cleanliness of their work area; removal of waste materials; storage of materials, tools and equipment and products; maintenance of access and egress (such as clear walkways, emergency exits))
2.19 explain when to act on their own initiative and when to seek help and advice from others
2.20 explain to whom they should report in the event of problems that they cannot resolve

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 21
Unit 102 Carrying out engineering activities efficiently and effectively
UAN: A/504/6350
Level: 1
Credit value: 3
GLH: 22
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 02: Working efficiently and effectively in engineering (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
Prior to undertaking the engineering activity, the learner will be required to carry out all necessary preparations within the scope of their responsibility. This will include preparing the work area and ensuring that it is in a safe condition to carry out the intended activities. The learner will need to obtain the appropriate job documentation, work instructions, tools, equipment and materials for the work activities to be undertaken, and to check that they are in a safe and usable condition.
On completion of the engineering activity, the learner will be required to return their immediate work area to an acceptable condition before undertaking further work requirements. This may involve placing part-completed or completed work in the correct location, returning and/or storing any tools and equipment in the correct area, removing

22 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
any waste and/or scrapped materials, and reporting any defects or damage to tools and equipment used.
In order to be efficient and effective in the workplace, the learner will also be required to demonstrate that they can create and maintain effective working relationships with colleagues and supervisors, and review objectives and targets for their personal development.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the activities undertaken. The learner will need to report any difficulties or problems that may arise with the engineering activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will provide an informed approach to working efficiently and effectively in an engineering environment. The learner will understand the need to work efficiently and effectively, and will know about the items that they need to consider when preparing and tidying up the work area. The learner will know how to deal with problems, maintain effective working relationships, and agree their development objectives and targets, in adequate depth to provide a sound basis for carrying out the activities safely and correctly.
The learner will understand the safety precautions required when carrying out the specific engineering activities. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 23
Learning outcome
The learner will:
1. work efficiently and effectively in engineering
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 ensure that they apply all of the following checks and practices at all times during the engineering activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. wear the appropriate personal protective equipment for the work area and specific activity being carried out
c. use all tools and equipment safely and correctly, and only for their intended purpose
d. ensure that the work area is maintained and left in a safe and tidy condition
1.3 prepare the work area to carry out the engineering activity
1.4 prepare to carry out the engineering activity, by carrying out all of the following:
a. checking that the work area is free from hazards, and is suitably prepared for the activities to be undertaken
b. ensuring that any required safety procedures are implemented
c. obtaining any necessary personal protection equipment, and checking that it is in a usable condition
d. obtaining all tools and equipment required, and checking that they are in a safe and usable condition
e. obtaining all necessary drawings, specifications and associated documentation
f. obtaining the correct materials or components
g. ensuring that job instructions are understood
h. obtaining the appropriate authorisation to carry out the work
1.5 obtain all necessary tools and equipment, and check that they are in a safe and usable condition
1.6 report any difficulties or problems that may arise, and carry out any agreed actions
1.7 complete the work activities, to include all of the following:
a. returning tools and equipment to the designated location
b. returning drawings and work instructions
c. disposing of waste materials in line with organisational and environmental requirements
d. completing all necessary documentation accurately and legibly
e. identifying and reporting, where appropriate, any damaged or unusable tools or equipment
1.8 deal with problems affecting the engineering activity, to include two of the following:
a. materials
b. tools and equipment

24 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. drawings
d. job specification
e. quality
f. people
g. timescales
h. safety
i. work activities or procedures
1.9 maintain effective working relationships with colleagues and supervisors
1.10 create and maintain these working relationships, to include carrying out all of the following:
a. turning up at their place of work on time and suitably dressed for the work activities to be carried out
b. following instructions given to them, and checking out any uncertainties before they start work
c. seeking information and assistance in a courteous and polite manner
d. taking advice from others in a positive way
e. dealing with disagreements in an amicable and constructive way
f. ensuring that others nearby know about any actions they are taking which may affect their work
g. showing respect for the views, rights and property of others
1.11 assist in the review of their personal training and development, as appropriate to the job role
1.12 contribute to developing their own engineering competence, to include all of the following:
a. describing the levels of skill, knowledge and understanding needed for competence in the areas of work expected of you
b. describing your development objectives/program, and how these were identified
c. using feedback and advice to improve their personal performance
1.13 tidy up the work area on completion of the engineering activity
Learning outcome
The learner will:
2. know how to work efficiently and effectively in engineering
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed whilst preparing and tidying up their work area
2.2 describe how to present themselves in the workplace, suitably dressed for the activities to be undertaken (such as being neat, clean and dressed in clothes which are appropriate to the area of activity; ensuring that, if you have long hair, it is tied back or netted; and removing any jewellery or other items that can become entangled in the machinery)
2.3 state the personal protective equipment (PPE) to be worn for the engineering activities undertaken (such as correctly fitting overalls, safety shoes, eye protection, ear protection)
2.4 state the correct use of any equipment used to protect the health

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 25
and safety of themselves and their colleagues
2.5 state the procedure for ensuring that all tools, equipment, materials and documentation relating to the work being carried out is available, prior to starting the activity
2.6 state the checks to be carried out to ensure that tools and equipment are safe to use, and in full working order, prior to undertaking the activity
2.7 state the action that should be taken if tools, equipment, materials or documentation are incomplete or do not meet the requirements of the activity
2.8 describe their role in helping to develop their own skills and knowledge (such as checking with their supervisor about the work they are expected to carry out and the standard they need to achieve; the safety points to be aware of and the skills and knowledge they will need to develop)
2.9 state the benefits of continuous personal development and the training opportunities that are available in the workplace
2.10 state the importance of reviewing their training and development with trainers and supervisors, to think about and compare the skills, knowledge and understanding that they have at any given point with the competence they need to develop, and to set objectives to overcome any shortfall or development needs
2.11 state the importance of maintaining effective working relationships within the workplace (such as listening attentively to instructions told to them by their supervisor, making sure that they ask for help and advice in a polite and courteous manner, responding positively to requests for help from others)
2.12 state the reasons for informing others of their activities which may have impact on their work (such as the need to temporarily disconnect a shared resource like electricity or compressed air supply; making undue noise or creating sparks, fumes or arc flashes from welding)
2.13 describe how to deal with disagreements with others in ways which will help to resolve difficulties and maintain long term relationships
2.14 state the organisational procedures to deal with and report any problems that can affect working relationships
2.15 state the difficulties that can occur in working relationships, and how to resolve them
2.16 state the sorts of attitudes and requests that are likely to create conflict or negative responses
2.17 state the regulations that affect how they should be treated at work (such as equal opportunities and equal pay, race relations and sex discrimination, working time directive, disabled persons acts)
2.18 state the need to dispose of waste materials, and consumables (such as oils and chemicals) in a safe and environmentally friendly way
2.19 describe where tools and equipment should be stored and located, and the importance of returning all tools and documentation to their designated area on completion of work activities
2.20 describe when they should act on their own initiative and when to seek help and advice from others
2.21 state the importance of leaving the work area and equipment in a safe condition on completion of activities (such as equipment correctly isolated, cleaning the work area, and removing and disposing of waste)

26 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 103 Using and communicating technical information
UAN: J/504/6352
Level: 1
Credit value: 3
GLH: 22
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No 03: Using and communicating technical information (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to make use of text, numerical and graphical information, by interpreting and using technical information extracted from a range of documentation, such as engineering drawings, technical manuals, technical specifications, reference tables and charts, electronic displays, planning and quality control documentation.
This will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be required to extract the necessary data from the various specifications and related documentation, in order to establish and carry out the work requirements, and to make valid decisions about the quality and accuracy of the work carried out. The learner will also need to be able to communicate and record technical information, using a range of different methods such as producing detailed sketches, preparing work planning documentation, producing technical reports and recording data from testing activities.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 27
The learner’s responsibilities will require them to comply with organisational policy and procedures for obtaining, using and communicating the technical information applicable to the activity. The learner will need to report any difficulties or problems that may arise with the information, and carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of the types of documentation available for use, and will provide an informed approach to applying and communicating engineering instructions and procedures. The learner will be able to read and interpret the documentation available, and will know about the conventions, symbols and abbreviations to the required depth to provide a sound basis for carrying out the activities to the required specification.
Learning outcome
The learner will:
1. use and communicate technical information
Assessment criteria
The learner can:
1.1 use the approved sources to obtain the required data, documentation or specifications
1.2 in using these sources to obtain the necessary data and related specifications, carry out all of the following:
a. exercise care and control over the documents at all times
b. correctly extract all necessary data in order to carry out the required tasks
c. seek out additional information where there are gaps or deficiencies in the information obtained
d. deal with or report any problems found with the data
e. return all documentation to the approved location on completion of the work
f. complete all necessary production documentation
1.3 extract and interpret information from engineering drawings and other related documentation
1.4 use information extracted from engineering documentation, to include one or more of the following:
a. detailed component drawings
b. general assembly drawings
c. repair drawings
d. fluid power drawings

28 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
e. wiring/circuit diagrams
f. installation drawings
g. approved sketches
h. illustrations
i. visual display screens
j. modification drawings
k. sub-assembly drawings
l. schematic diagrams
m. fabrication drawings
n. pattern drawings
o. welding drawings
p. casting drawings
q. operational diagrams
r. physical layouts
s. manufacturers’ manuals/drawings
t. photographic representations
u. contractual specifications
1.5 use information extracted from related documentation, to include one from the following:
a. job instructions
b. drawing instructions
c. test schedules
d. manufacturers’ instructions
e. welding procedure specifications
f. material specifications
g. finishing specifications
h. reference tables/charts
i. national, international and organisational standards
j. planning documentation
k. quality control documents
l. operation sheets
m. process specifications
1.6 extract information that includes three of the following:
a. materials or components required
b. dimensions
c. tolerances
d. build quality
e. installation requirements
f. connections to be made
g. circuit characteristics (such as pressure, flow, current, voltage speed)
h. surface texture requirements
i. location/orientation of parts
j. process or treatments required
k. assembly sequence
l. inspection requirements
m. part numbers for replacement parts
n. surface finish required
o. weld type and size
p. operations required

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 29
q. shape or profiles
r. test points to be used
1.7 report any inaccuracies or discrepancies in the drawings and specifications
1.8 use the information obtained to establish work requirements
1.9 record and communicate the technical information, using appropriate means
1.10 include two of the following when recording and communicating the technical information:
a. producing fully detailed sketches of work/circuits completed or required
b. recording data from testing activities
c. producing reports on activities that you have completed
d. completing material and tool requisition documentation
e. producing a list of replacement parts required for a maintenance activity
f. completing training records or portfolio references
g. completing quality documentation
1.11 report any difficulties or problems that may arise with using or communicating the information, and carry out any agreed actions
Learning outcome
The learner will:
2. know how to use and communicate technical information
Assessment criteria
The learner can:
2.1 describe the information sources used for the data and documentation that they use in their work activities (such as verbal, written, electronic)
2.2 state why technical information is presented in different forms (such as drawings, job instructions, data sheets and national and international standards)
2.3 state how and where to obtain the various documents that they will be using (such as safety handouts, drawings, planning documentation, work instructions, maintenance records, technical manuals and reference tables/charts), and how to check that they are current and valid
2.4 describe the types of engineering drawings used and how they interrelate (such as isometric and orthographic drawings; assembly, sub-assembly and general arrangement drawings; circuit and wiring diagrams, block and schematic diagrams; fluid power and instrumentation and control diagrams)
2.5 describe the meaning of the different symbols and abbreviations found on the documents that they use (such as surface finish to be achieved, linear and geometric tolerances, electronic components, weld symbols and profiles, pressure and flow characteristics, torque values, imperial and metric systems of measurement, tolerancing and fixed reference points)
2.6 state how to use other sources of information to support the data (such as electronic component pin configuration specifications, standard reference charts for limits and fits, tapping drill reference charts, bend allowances required for material thickness, electrical conditions required for specific welding electrodes, mixing ratios

30 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
for bonding and finishing materials, metal finishing specifications and inspection requirements)
2.7 describe the procedures for reporting any discrepancies in the data or documents, and for reporting lost or damaged drawings and documents
2.8 state care and control procedures for the documents, how damage or graffiti on drawings can lead to scrapped work and the importance of returning them to the designated location on completion of the work activities
2.9 state typical ways of communicating technical information (such as sketches, test and inspection reports, work planning documents), and the amount of detail that should be included
2.10 describe the need to ensure that sketches are of a suitable size, use appropriate drawing conventions, are in proportion and are legible to others
2.11 state when to act on their own initiative to find, clarify and evaluate information, and when to seek help and advice from others
2.12 state why they should always seek clarification if they are in any doubt as to the validity or suitability of the information that they have gathered
2.13 state to whom they should report in the event of problems that they cannot resolve

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 31
Unit 104 Making components using hand tools and fitting techniques
UAN: Y/504/6355
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 04: Making components using hand tools and fitting techniques (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic hand fitting that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the hand fitting activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In producing the components, the learner will be expected to use appropriate tools and equipment to mark out the material for a range of features to be produced, and then to use hand tools, portable power tools, shaping and fitting techniques appropriate to the type of material and operations being performed. These activities will include hand sawing, band sawing, filing, drilling, chiselling, threading, scraping, lapping and off-hand grinding. The components produced will have features that include flat, square, parallel and angular faces, radii and curved profiles, drilled holes, internal and

32 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
external threads, and sliding or mating parts.
During, and on completion of, the fitting operations, the learner will be expected to check the quality of the workpiece, using measuring equipment appropriate to the aspects being checked and the tolerances to be achieved. The learner will need to be able to recognise fitting defects, to take appropriate action to put right any faults that occur, and to ensure that the finished workpiece is within the drawing requirements. On completion of the fitting activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the fitting activities undertaken. The learner will need to report any difficulties or problems that may arise and carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate hand fitting techniques safely. The learner will understand the hand fitting process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when using hand fitting techniques, and when using hand and power tools. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 33
Learning outcome
The learner will:
1. make components using hand tools and fitting techniques
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the hand fitting activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assemblies drawings and procedures
c. ensure that all power tool cables, extension leads or air supply hoses are in a serviceable condition
d. check that all measuring equipment is within calibration date
e. apply safe and appropriate hand fitting techniques and procedures at all times
f. return all tools and equipment to the correct location on completion of the fitting activities
1.3 obtain the appropriate tools and equipment for the hand fitting operations, and check that they are in a safe and usable condition
1.4 use all of the following measuring equipment during the hand fitting and checking activities:
a. rules
b. squares
c. external micrometers
d. surface finish equipment (such as comparison plates, machines)
1.5 mark out the components for the required operations, using appropriate tools and techniques
1.6 mark out material forms, to include one of the following:
a. square/rectangular (such as bar stock, sheet material, machined components)
b. circular/cylindrical (such as bar stock, tubes, turned components, flat discs)
c. sections (such as angles, channel, tee section, joists, extrusions)
d. irregular shapes (such as castings, forgings, odd shaped components)
1.7 use marking out methods and techniques, including one of the following:
a. direct marking using instruments
b. use of templates
c. tracing/transfer methods
1.8 use a range of marking out equipment, to include five of the following:
a. rules/tapes
b. dividers/trammels
c. scribers
d. punches

34 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
e. scribing blocks
f. squares
g. protractor
h. Vernier instruments
1.9 mark out workpieces, to include five of the following features:
a. datum/centre lines
b. square/rectangular profiles
c. angles/angular profiles
d. circles
e. radial profiles
f. linear hole positions
g. radial hole positions
1.10 cut and shape the materials to the required specification, using appropriate tools and techniques
1.11 use a range of hand fitting activities, to include five of the following:
a. filing
b. hand sawing
c. drilling
d. producing internal threads
e. power sawing
f. off hand grinding
g. scraping
h. chiselling
i. lapping
j. producing external threads
1.12 produce components which combine different fitting operations and cover six of the following:
a. flat datum faces
b. faces which are square to each other
c. faces which are parallel to each other
d. faces angled to each other
e. curved profiles
f. drilled holes (through or to a depth)
g. reamed holes
h. internal threads
i. external threads
j. counterbore, countersink, or spot face
k. sliding or mating parts
1.13 cut and shape one type of material from the following:
a. low carbon/mild steel
b. high carbon steel
c. cast iron
d. stainless steel
e. aluminium/aluminium alloys
f. brass/brass alloys
g. plastic/nylon/synthetic
h. composite
i. other specific material
1.14 check that the finished components meet the standard required
1.15 carry out checks for accuracy, to include five of the following:

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 35
a. linear dimensions
b. flatness
c. squareness
d. angles
e. profiles
f. hole position
g. hole size/fit
h. thread size and fit
i. surface finish
1.16 produce components to all of the following standards, as applicable to the process:
a. components to be free from false tool cuts, burrs and sharp edges
b. dimensional tolerance +/- 0.25mm or +/- 0.
c.
d. angles within +/- 1 degree
e. surface finish 63µin or 1.6 µm
1.17 report any difficulties or problems that may arise with the fitting activities, and carry out any agreed actions
1.18 leave the work area in a safe and tidy condition on completion of the fitting activities
Learning outcome
The learner will:
2. know how to make components using hand tools and fitting techniques
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the hand fitting activities undertaken
2.2 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.3 state the hazards associated with the hand fitting activities (such as use of power tools, trailing leads or hoses, damaged or badly maintained tools and equipment, using files with damaged or poor fitting handles), and how they can be minimised
2.4 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.5 describe how to use and extract information from engineering drawings and related specifications (to include bs or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.6 describe how to prepare the materials in readiness for the marking out activities, in order to enhance clarity, accuracy and safety (such as visually checking for defects, cleaning the materials, removing burrs and sharp edges, applying a marking out medium)
2.7 describe how to select and establish a suitable datum; the importance of ensuring that marking out is undertaken from the selected datum, and the possible effects of working from a different datum

36 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.8 describe methods of holding and supporting the workpiece during the marking out activities, and the equipment that can be used for this (such as surface plates, angle plates, vee blocks and clamps, parallel bars)
2.9 describe use of marking out conventions when marking out the workpiece (including datum lines, cutting guidelines, square and rectangular profiles, circular and radial profiles, angles, holes which are linearly positioned, boxed and on pitch circles)
2.10 state the cutting and shaping methods to be used, and the sequence in which the operations will be carried out
2.11 state the various types of file that are available, the cut of files for different applications, and the importance of ensuring that file handles are secure and free from embedded foreign bodies or splits
2.12 describe the use of vice jaw plates to protect the workpiece from damage
2.13 describe how to file flat, square and curved surfaces and achieve a smooth surface finish (such as by draw filing, the use of abrasive cloth, lapping using abrasive pastes)
2.14 state how to select saw blades for different materials, and how to set the saw blades for different operations (such as cutting externally and internally)
2.15 state how to cut external threads (using hand dies), and the method of fixing and adjusting the dies to give the correct thread fit
2.16 state how to determine the drill size for tapped holes, and the importance of using the taps in the correct sequence
2.17 state how to prepare drilling machines for operations (such as adjustment of table height and position; mounting and securing drills, reamers, countersink and counterbore tools in chucks or morse taper sockets; setting and adjusting spindle speeds; setting and adjusting guards/safety devices)
2.18 state how to mount the workpiece (such as in a machine vice, clamped to table, clamped to angle brackets; techniques of positioning drills to marking out, use of centre drills, and taking trial cuts and checking accuracy, how to correct holes which are off centre)
2.19 describe the problems that can occur with the hand fitting activities, and how these can be overcome (such as defects caused by incorrectly ground drills, inappropriate speeds, damage by workholding devices)
2.20 state when to act on their own initiative and when to seek help and advice from others
2.21 describe the importance of leaving the work area in a safe and clean condition on completion of the activities (such as removing and storing power leads, isolating machines, removing and returning drills, cleaning the equipment, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 37
Unit 105 Assembling mechanical components
UAN: D/504/6356
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 05: Assembling mechanical components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic mechanical assembly that will prepare the learner for entry into the engineering or manufacturing sector, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the assembly activities by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required.
In carrying out the assembly operations, the learner will be required to work to instructions in order to produce the required assembly. The assembly activities will include making all necessary checks and adjustments, to ensure the components are correctly orientated, positioned and aligned, that moving parts have the correct working clearances, all fasteners are tightened to the correct torque, and that the assembled parts are checked for completeness and function as per the specification. On completion of the assembly activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.

38 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the assembly activities undertaken. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate assembly techniques safely. The learner will understand the assembly process, and its application, and will know about the mechanical equipment being assembled, the components, tools and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the assembly activities, and when using assembly tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble mechanical components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the assembly activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and procedures
c. ensure that all power tool cables, extension leads or air supply hoses are in a safe and serviceable condition
d. use lifting and slinging equipment, in accordance with health and safety guidelines and procedures (where appropriate)
e. ensure that components used are free from foreign objects, dirt or other contamination
f. apply safe and appropriate assembly techniques and
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 39
procedures at all times
g. return all tools and equipment to the correct location on completion of the assembly activities
1.3 obtain and prepare the appropriate components, tools and equipment
1.4 use the appropriate methods and techniques to assemble the components in their correct positions
1.5 produce assemblies, using four of the following methods and techniques:
a. assembling of components by expansion/contraction
b. fitting (such as filing, scraping, lapping or polishing)
c. securing by using mechanical fasteners/threaded devices
d. applying sealants/adhesives
e. electrical bonding of components
f. assembling of products by pressure
g. setting and adjusting
h. drilling
i. reaming
j. balancing components
k. applying bolt locking methods
l. shimming and packing
m. blue-bedding of components
n. aligning components
o. riveting
p. pinning
q. torque setting
1.6 assemble products to meet the required specification, using six of the following types of component:
a. assembly structure (framework, support, casings, panels)
b. pre-machined components
c. fabricated components
d. bearings
e. seals
f. bushes
g. shafts
h. chains
i. couplings
j. sprockets
k. cams and followers
l. levers/linkages
m. keys
n. pulleys
o. gears
p. pipework/hoses
q. springs
r. belts
s. gaskets
t. other specific components
1.7 assemble products, using two of the following assembly aids and equipment:
a. workholding devices
40 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. lifting and moving equipment
c. specialised assembly tools/equipment
d. jigs and fixtures
e. shims and packing
f. rollers or wedges
g. supporting equipment
1.8 secure the components, using the specified connectors and securing devices
1.9 use two of the following categories of fastening devices for securing the components:
a. threaded fasteners (such as nuts, bolts, machine screws, cap screws)
b. locking and retaining devices (such as tab washers, locking nuts, wire locks, special purpose types)
c. pins (such as parallel/dowels, hollow/roll, tapered, split)
d. spring clips (such as external circlips, internal circlips, special clips)
e. rivets (such as countersunk, roundhead, blind, special purpose types)
1.10 check the completed assembly to ensure that all operations have been completed, and that the finished assembly meets the required specification
1.11 carry out the required quality checks, to include four of the following, using appropriate equipment:
a. positional accuracy
b. freedom of movement
c. component security
d. completeness
e. dimensions
f. orientation
g. alignment
h. function
i. bearing/shaft end float
j. operating/working clearances
k. freedom from damage or foreign objects
1.12 produce mechanical assemblies which comply with all of the following:
a. all components are correctly assembled and aligned, in accordance with the specification
b. moving parts are correctly adjusted and have appropriate clearances
c. where appropriate, assemblies meet geometric tolerances (such as square, straight, angles free from twists)
d. all fastenings have appropriate washers and are tightened to the required torque
e. where appropriate, bolt locking methods are applied
1.13 report any difficulties or problems that may arise with the assembly activities, and carry out any agreed actions
1.14 leave the work area in a safe and tidy condition on completion of the assembly activities
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 41
Learning outcome
The learner will:
2. know how to assemble mechanical components
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the assembly activities undertaken
2.2 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.3 state the hazards associated with the assembly activities (such as use of power tools, trailing leads or air hoses, damaged or badly maintained tools and equipment, lifting and handling heavy items), and how they can be minimised
2.4 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.5 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.6 describe how to prepare the components in readiness for the assembly activities (such as visually checking for defects, cleaning the components, removing burrs and sharp edges)
2.7 describe the assembly/joining methods, techniques and procedures to be used, and the importance of adhering to these procedures
2.8 describe how the components are to be aligned, adjusted and positioned prior to securing, and the tools and equipment to be used
2.9 state the various mechanical fastening devices that are used (such as nuts, bolts, machine screws, cap screws, clips, pins, locking and retaining devices)
2.10 state the importance of using the specified components and joining devices for the assembly, and why the learner must not use substitutes
2.11 describe where appropriate, the application of sealants and adhesives within the assembly activities, and the precautions that must be taken when working with them
2.12 describe how to conduct any necessary checks to ensure the accuracy, position, security, function and completeness of the assembly (such as checking for correct operation where the assembly has moving parts, checking the torque figures to which critical fastenings have been tightened, checking the end float on shafts, checking operating clearance on actuating mechanisms)
2.13 describe how to detect assembly defects (such as ineffective joining techniques, foreign objects, component damage), and what to do to rectify them
2.14 state the methods and equipment used to transport, lift and handle components and assemblies
2.15 state the importance of ensuring that all tools are in a safe and usable condition, and are used correctly, within their permitted operating range
2.16 describe problems with the assembly operations, and the

42 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
importance of informing appropriate people of non-conformances
2.17 describe when to act on their own initiative and when to seek help and advice from others
2.18 state the importance of leaving the work area in a safe and clean condition on completion of the assembly activities (such as removing and storing power leads, returning hand tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 43
Unit 106 Carrying out pipe fitting activities
UAN: H/504/6357
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 06: Carrying out pipe fitting activities (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic pipe fitting that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the pipe fitting activities, by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In carrying out the pipe fitting activities, the learner will be expected to use a range of hand tools, pipe bending and forming equipment and pipe assembly techniques, appropriate to the type of pipe and operations being performed. Pipe fitting activities will include, cutting the pipes to the required lengths, bending and forming pipes and assembling them using a range of different pipe connectors.
During, and on completion of, the pipe fitting operations, the learner will be expected to check the quality of their work, to recognise pipe bending and fitting defects, to take appropriate action to put right any faults that
44 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
occur, and to ensure that the finished workpiece is within the drawing/job requirements. On completion of the pipe fitting activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the pipe fitting activities undertaken. The learner will need to report any difficulties or problems that may arise with the pipe fitting activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate pipe fitting techniques safely. The learner will understand the pipe fitting equipment and techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the pipe fitting activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. carry out pipe fitting activities
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the pipe fitting activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and procedures
c. check that the bending and forming equipment is in a safe and

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 45
usable condition
d. apply safe and appropriate pipe fitting techniques and procedures at all times
e. return all tools and equipment to the correct location on completion of the pipe fitting activities
f. apply safe working practise at all times
1.3 cut the pipes to the appropriate lengths, ensuring appropriate allowances for bending and attachment of fittings
1.4 cut and prepare the pipes for forming and assembly, to include carrying out all of the following:
a. cutting pipes to the correct length, with appropriate allowance for fittings
b. removing all external and internal burrs
c. cleaning pipe ends for soldering or cementing (where appropriate)
d. cutting threads on pipe ends, to the appropriate length (where appropriate)
e. checking that prepared pipes are the correct length
1.5 cut and prepare pipework, using two of the following:
a. saws (hand or power)
b. pipe/tube cutter
c. abrasive cloth
d. de-burring reamers
e. wire pipe cleaners
1.6 bend and form the pipes, using the appropriate tools and equipment for the type and size of pipes used
1.7 use one of the following methods to bend and form the pipes:
a. bending springs
b. hand operated pipe bender
c. hydraulic pipe bending equipment
d. pipe expander
e. heating methods
f. swaging kit
g. fillers
1.8 produce pipework bends/forms that include two of the following:
a. angular bends
b. offsets
c. bridge sets
d. expansion loops
e. radii
f. external swaged ends
g. internal swaged ends
1.9 assemble and secure the pipework, using the correct fittings and pipe joining techniques
1.10 produce pipework assemblies using one of the following types of pipe:
a. carbon steel
b. stainless steel
c. copper
d. brass
e. aluminium

46 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
f. plastic
1.11 assemble pipes, using one of the following methods:
a. compression fittings
b. snap-on/push fittings
c. screwed connections
d. soldered fittings
e. brazed fittings
f. cemented fittings
g. welded joints
1.12 assemble pipework using four of the following types of fitting:
a. straight couplings
b. flanges
c. unions
d. elbows
e. reduction pieces
f. valves
g. tee pieces
h. drain/bleeding devices
i. blanking caps
j. screwed fittings (such as tank, tap, pump, gauges)
1.13 check the completed pipe assembly to ensure that all operations have been completed, and that the finished assembly meets the required specification
1.14 produce pipework assemblies which comply with all of the following quality and accuracy standards:
a. pipes are bent to the appropriate shape/form and position
b. all pipe bends are free from buckling or deformation
c. appropriate fittings are used, and are secure and leak free
d. soldered and cemented fittings are free from excessive residues (where appropriate)
e. pipe assemblies are of the correct dimensions
f. the completed assembly meets the specific system requirements
1.15 report any difficulties or problems that may arise with the pipe fitting activities, and carry out any agreed actions
1.16 leave the work area in a safe and tidy condition on completion of the assembly activities
Learning outcome
The learner will:
2. know how to carry out pipe fitting activities
Assessment criteria
The learner can:
2.1 describe the health and safety requirements, and safe working practices and procedures required for the pipe fitting activities undertaken
2.2 describe the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.3 describe the hazards associated with the pipe fitting activities (such as handling long pipe lengths, using damaged or badly maintained tools and equipment, using pipe bending equipment, using heating

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 47
and soldering equipment, using adhesives), and how they can be minimised
2.4 describe the procedure for obtaining the required job instructions, drawings and other related specifications
2.5 state how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.6 state how to determine the overall length of the pipework required, taking into account allowances for pipe fittings and, where appropriate, screwed connections
2.7 state the tools and equipment used in the cutting and preparing the pipes (such as saws, pipe and tube cutters)
2.8 state the methods used to hand bend and form the pipe (including the use of bending springs, hand bending machines, fillers, heating methods)
2.9 describe how to produce the various bends required (such as angled bends, dog-leg sets, bridge sets and expansion loops)
2.10 state the preparation of pipework and fittings for the assembly operation (such as checking for damage, removing foreign objects, dirt and swarf from the bore of the pipe, removing burrs)
2.11 state the range of pipe fittings that can be used (such as straight connectors, elbows, tee pieces, reduction pieces, flanged fittings, valves, blanking pieces/cap ends), and how to identify them
2.12 state the different types of fitting available (such as screwed fittings, soldered fittings, compression fittings, push fit fittings and cemented fittings)
2.13 describe methods used to seal screwed joints (such as tapes and sealing compounds)
2.14 state the methods used to prepare pipe ends and fittings for soldering or brazing, and why it is necessary to ensure that these preparations are carried out
2.15 state the various types of soldered connector available (such as solder ring types and capillary fittings)
2.16 state the methods used to solder the joints, and how to recognise when the fitting is correctly soldered on
2.17 state the precautions to be taken when using gas torches to form the joint, and the effect of overheating the joint
2.18 state the methods used to prepare pipe ends and fittings when using adhesives, and why it is necessary to ensure that these preparations are carried out
2.19 state the methods used to cement the joints, and how to recognise when the fitting is correctly secured
2.20 state the precautions to be taken when using the adhesives and sealing compounds (such as adequate ventilation, fume extraction, away from naked flames, avoiding skin contact)
2.21 state the use of compression fittings; how the pipes are sealed; and the effects of over tightening the fittings
2.22 state the use of push-fit connectors, and their advantages and disadvantages
2.23 describe how to identify the correct orientation of fittings with regard to flow, and the consequences of incorrectly orientating the fitting

48 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.24 state the supporting methods that are used when assembling pipework
2.25 state the methods of testing pipework systems for leaks (using air, water or hydraulic testing methods)
2.26 describe when to act on their own initiative and when to seek help and advice from others
2.27 state the importance of leaving the work area in a safe and clean condition on completion of the pipe fitting activities (such as returning hand tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 49
Unit 107 Using lathes for turning operations
UAN: K/504/6358
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 07: Using lathes for turning operations (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic turning that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The turning operations may be carried out on machines such as centre lathes, capstan or turret lathes, or other specific turning machines. The learner will be expected to prepare for the turning activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In machining the workpieces, the learner will be required to work to instructions, to mount, position and set the workpiece, and to use cutting feeds and speeds and techniques appropriate to the type of material, tooling and operations performed. The learner will be expected to produce components that combine a number of different features, such as parallel, stepped and tapered diameters, drilled, bored and reamed holes.
During, and on completion of, the turning

50 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
operations, the learner will be expected to check the quality of their work, using measuring equipment appropriate to the aspects being checked and the tolerances to be achieved. The learner will need to be able to recognise turning defects, to take appropriate action to put right any faults that occur, and to ensure that the finished workpiece is within the drawing requirements. On completion of the turning activities, the learner will be expected to leave the machine and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the turning activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they produce.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate turning techniques safely. The learner will understand the turning process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the lathe, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use lathes for turning operations
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following at all times during the turning activities:

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 51
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that machine guards are in place and are correctly adjusted
c. ensure that components are held securely (without damage or distortion)
d. ensure that cutting tools are maintained in a suitable/safe condition
e. apply safe and appropriate turning techniques and procedures at all times
f. ensure that the work area is maintained and left in a safe and tidy condition
1.3 obtain and prepare the appropriate materials, tools and equipment
1.4 use four of the following types of tool:
a. turning
b. facing
c. boring
d. knurling
e. parting-off
f. forming
g. recessing/grooving
h. chamfering
i. centre drills
j. twist/core drills
k. reamers
l. taps
m. dies
1.5 mount the workpiece safely and securely, in line with instructions
1.6 mount, secure and machine components, using one of the following workholding devices:
a. three-jaw chucks
b. collet chucks
c. drive plate and centres
d. fixtures
e. magnetic or pneumatic devices
f. four-jaw chucks
1.7 set and adjust the machine tool speeds and feeds, in line with instructions
1.8 use the machine tool controls safely and correctly, in line with operational procedures
1.9 machine components made from one of the following types of material:
a. low carbon/mild steel
b. high carbon steel
c. aluminium/aluminium alloys
d. cast iron
e. brass/brass alloys
f. plastic/nylon/composite
g. other specific material
1.10 produce machined components which combine different

52 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
operations and have features that cover six of the following:
a. flat faces
b. parallel diameters
c. stepped diameters
d. drilled holes
e. bored holes
f. profile forms
g. reamed holes
h. internal threads
i. external threads
j. chamfers or radii
k. tapered diameters
l. knurls or special finishes
m. grooves/undercuts
n. parting off
1.11 check that the finished components meet the standard required
1.12 carry out checks for accuracy, to include three of the following:
a. external diameters
b. bore/hole size/fit
c. linear dimensions (lengths, depths)
d. surface finish
1.13 use three of the following types of measuring equipment during the machining and checking activities:
a. rules
b. external micrometers
c. gauges
d. surface finish equipment (such as comparison plates, machines)
1.14 produce components to all of the following quality and accuracy standards, as applicable to the operation:
a. components to be free from false tool cuts, burrs and sharp edges
b. dimensional tolerance +/- 0.25mm or +/- 0.010”
c. surface finish 63 µin or 1.6µm
1.15 report any difficulties or problems that may arise with the turning activities, and carry out any agreed actions
1.16 shut down the equipment to a safe condition on completion of the machining activities
Learning outcome
The learner will:
2. know how to use lathes for turning operations
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when using lathes (such as ensuring correct isolation of the machine before mounting workholding devices; fitting and adjusting machine guards, ensuring that the workpiece is secure and that tooling is free from the workpiece before starting the machine)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 53
2.2 state the hazards associated with the turning operations (such as revolving/moving parts of machinery, airborne and hot metal particles, sharp cutting tools, and burrs and sharp edges on components), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the turning activities (such as correctly fitting overalls and safety glasses; ensuring that, if you have long hair, it is tied back or netted; and removing any jewellery or other items that can become entangled in the machinery)
2.4 state the safety mechanisms on the machine (such as emergency stop buttons, emergency treadle brakes), and the procedure for checking that they function correctly
2.5 state the correct operation of the machine controls in both hand and power modes; how to stop the machine in both normal and emergency situations, and the procedure for restarting after an emergency
2.6 state the importance of keeping the work area clean and tidy (such as cleaning the machine, disposal of waste, ensuring that any spilt cutting fluids are correctly dealt with)
2.7 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.8 state the effects of clamping the workpiece in a chuck/workholding device, and how this can cause damage or distortion in the finished components
2.9 describe how to check that cutting tools are in a safe and usable condition, and how to handle and store tools safely and correctly
2.10 state the effects of backlash in machine slides and screws, and how this can be overcome
2.11 state the techniques of taking trial cuts, and checking dimensional accuracy
2.12 state the application of roughing and finishing cuts, and the effect on tool life, surface finish and dimensional accuracy
2.13 state the type of cutting tool, cutting feeds and speeds to be used, and the depth of cut that can be taken
2.14 state the application of cutting fluids and compounds, and why some materials do not require cutting fluids to be used
2.15 describe how to recognise machining faults, and how to identify when tools need re-sharpening
2.16 state the checks to be carried out on the components before removing them from the machine (such as have all operations been completed, dimensional checks, surface finish checks)
2.17 state the problems that can occur with the turning activities (such as defects caused by incorrectly ground or worn tools, inappropriate feeds/speeds, damage by workholding devices), and how these can be overcome
2.18 describe when to act on their own initiative and when to seek help and advice from others
2.19 state the importance of leaving the machine in a safe condition on completion of activities (such as correctly isolated, cutting tools removed, cleaning the machine and removing and disposing of waste)

54 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 108 Using milling machines
UAN: M/504/6359
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 08: Using milling machines (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic milling that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The milling operations may be carried out on horizontal, vertical or universal milling machines. The learner will be expected to prepare for the milling activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In machining the workpieces, the learner will be required to work to instructions, to mount, position and set the workpiece, and to use cutting feeds and speeds and techniques appropriate to the type of material, tooling and operations performed. The learner will be expected to produce components that combine a number of different features, such as flat faces, parallel faces, faces square to each other, angular faces, steps, open and enclosed slots, drilled holes and special forms/profiles.
During, and on completion of, the milling operations, the learner will be expected to check the quality of their work, using

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 55
measuring equipment appropriate to the aspects being checked and the tolerances to be achieved. The learner will need to be able to recognise milling defects, to take appropriate action to put right any faults that occur, and to ensure that the finished workpiece is within the drawing requirements. On completion of the milling activities, the learner will be expected to leave the machine and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the milling activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they produce.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate milling techniques safely. The learner will understand the milling process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the milling machine, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use milling machines
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following at all times during the milling activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations

56 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. ensure that machine guards are in place and correctly adjusted
c. ensure that components are held securely (without damage or distortion)
d. ensure that cutting tools are maintained in a suitable/safe condition
e. apply safe and appropriate milling techniques and procedures at all times
f. ensure that the work area is maintained and left in a safe and tidy condition
1.3 obtain and prepare the appropriate materials, tools and equipment
1.4 use two of the following types of milling cutter/tool:
a. face mills
b. slab/cylindrical cutters
c. end mills
d. slot drills
e. side and face cutters
f. slot cutters
g. slitting saws
h. form cutters (such as vee or radius)
i. twist/core drills
1.5 mount the workpiece safely and securely, in line with instructions
1.6 mount, secure and machine components, using one of the following workholding devices:
a. fixed vice
b. swivel or universal vice
c. fixtures
d. direct clamping to machine table
e. angle plates
f. vee block and clamps
g. magnetic or pneumatic devices
h. chucks
i. indexing device
1.7 set and adjust the machine tool speeds and feeds, in line with instructions
1.8 use the machine tool controls safely and correctly, in line with operational procedures
1.9 machine components made from one of the following types of material:
a. low carbon/mild steel
b. high carbon steel
c. aluminium/aluminium alloys
d. cast iron
e. brass/brass alloys
f. plastic/nylon/composite
g. other specific material
1.10 produce machined components which combine different operations and have features that cover six of the following:
a. flat faces
b. parallel faces
c. square faces

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 57
d. steps/shoulders
e. angular faces
f. open ended slots
g. enclosed slots
h. recesses
i. drilled holes
j. bored holes
k. tee slots
l. indexed or rotated forms
m. profile forms (such as vee, concave, convex, serrations)
1.11 check that the finished components meet the standard required
1.12 carry out checks for accuracy, to include four of the following:
a. linear dimensions
b. flatness
c. squareness
d. surface finish
e. slots (such as position, width, depth)
1.13 use four of the following types of measuring equipment during the machining and checking activities:
a. rules
b. external micrometers
c. squares
d. Vernier callipers
e. gauges
f. protractors
g. surface finish equipment (such as comparison plates, machines)
1.14 produce components to all of the following quality and accuracy standards applicable to the operation:
a. components to be free from false tool cuts, burrs and sharp edges
b. dimensional tolerance +/- 0.25mm or +/- 0.010”
c. flatness and squareness within 0.125mm per 25mm or 0.005” per inch
d. surface finish 63 µin or 1.6µm
e. angles within +/- 1 degree
1.15 report any difficulties or problems that may arise with the milling activities, and carry out any agreed actions
1.16 shut down the equipment to a safe condition on completion of the milling activities
Learning outcome
The learner will:
2. know how to use milling machines
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when preparing and using milling machines (such as ensuring the correct isolation of the machine before mounting cutters and workholding devices; fitting and adjusting machine guards,

58 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
ensuring that the workpiece is secure and that cutters are free from the workpiece before starting the machine)
2.2 state the hazards associated with the milling operations (such as revolving/moving parts of machinery, airborne and hot metal particles, sharp cutting tools and burrs and sharp edges on component), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the milling activities (such as correctly fitting overalls and safety glasses; ensuring that, if you have long hair, it is tied back or netted; and removing any jewellery or other items that can become entangled in the machinery)
2.4 state the safety mechanisms on the machine (such as emergency stop buttons, emergency brakes), and the procedure for checking that they function correctly
2.5 state the correct operation of the machine controls in both hand and power modes; how to stop the machine in both normal and emergency situations, and the procedure for restarting after an emergency
2.6 state the importance of keeping the work area clean and tidy (such as cleaning the machine, disposal of waste, ensuring that any spilt cutting fluids are correctly dealt with)
2.7 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.8 state the effects of clamping the workpiece in a vice or other work holding device, and how this can cause damage or distortion in the finished components
2.9 state the various milling operations that can be performed, and the types of cutters that are used (such as face mills, slab/cylindrical cutters, side and face cutters, end mills, slot drills, form cutters, twist drills)
2.10 describe how to position the workpiece in relation to the milling cutters, to give conventional or climb milling conditions
2.11 describe how to check that the milling cutters to be used are in a safe and usable condition
2.12 state the effects of backlash in machine slides and screws, and how this can be overcome
2.13 state the techniques of taking trial cuts and checking dimensional accuracy
2.14 state the application of roughing and finishing cuts, and the effect on tool life, surface finish and dimensional accuracy
2.15 state the type of cutting tool, cutting feeds and speeds to be used, and the depth of cut that can be taken
2.16 state the application of cutting fluids and compounds, and why some materials do not require cutting fluids to be used
2.17 describe how to recognise machining faults, and how to identify when cutters need re-sharpening
2.18 state the checks to be carried out on the components before removing them from the machine (such as have all operations been completed, dimensional checks, surface finish checks)
2.19 state the problems that can occur with the milling activities (such as defects caused by worn cutters, inappropriate feeds/speeds, damage by workholding devices), and how these can be overcome

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 59
2.20 describe when to act on the their own initiative and when to seek help and advice from others
2.21 state the importance of leaving the machine in a safe condition on completion of activities (such as correctly isolated, cutting tools removed, cleaning the machine and removing and disposing of waste)

60 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 109 Using grinding machines
UAN: H/504/6360
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 09: Using grinding machines (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic grinding that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The grinding operations may be carried out on horizontal or vertical surface grinding machines, cylindrical or universal grinding machines. The learner will be expected to prepare for the grinding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In grinding the workpieces, the learner will be required to work to instructions, to mount, position and set the workpiece, and to use grinding feeds, speeds and techniques appropriate to the type of material, type of grinding wheel and operations performed. The learner will be expected to grind components that combine a number of different features, such as flat faces, parallel faces, faces square to each other, angular faces, steps and slots, or parallel, stepped and tapered diameters, faces, bores and special forms/profiles.
During, and on completion of, the grinding

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 61
operations, the learner will be expected to check the quality of their work, using measuring equipment appropriate to the aspects being checked and the tolerances to be achieved. The learner will need to be able to recognise grinding defects, to take appropriate action to put right any faults that occur, and to ensure that the finished workpiece is within the drawing requirements. On completion of the grinding activities, the learner will be expected to leave the machine and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the grinding activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate grinding techniques safely. The learner will understand the grinding process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the grinding machine, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use grinding machines
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 ensure that the learner applies all of the following checks and
62 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
practices at all times during the grinding activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that machine guards are in place and are correctly adjusted
c. ensure that components are held securely (without damage or distortion)
d. ensure that grinding wheels are maintained in a suitable/safe condition
e. apply safe and appropriate grinding techniques and procedures at all times
f. ensure that the work area is maintained and left in a safe and tidy condition
1.3 obtain and prepare the appropriate materials, tools and equipment
1.4 mount the workpiece safely and securely, in line with instructions
1.5 grind components mounted on one of the following workholding devices:
a. magnetic chuck or blocks
b. fixed vice
c. swivel or universal vice
d. angle plates
e. vee block and clamps
f. fixtures
g. chucks
h. centres
i. mandrels
1.6 set and adjust the machine tool speeds and feeds, in line with instructions (where appropriate)
1.7 prepare grinding wheels, to include carrying out one of the following:
a. dressing and ‘trueing up’ grinding wheels
b. wheel forming (such as chamfers, radii, angular forms, profiles)
c. relieving the wheel sides
1.8 use the machine tool controls safely and correctly, in line with operational procedures
1.9 grind components made from one of the following types of material:
a. low carbon/mild steel
b. high carbon steel
c. aluminium/aluminium alloys
d. cast iron
e. brass/brass alloys
f. plastic/nylon/composite
g. other specific material
1.10 grind components which combine different operations and have features that cover three of the following:
a. flat faces
b. parallel faces
c. faces square to each other
d. vertical faces
e. angular faces
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 63
f. steps and shoulders
g. slots
h. parallel diameters
i. stepped diameters
j. tapered diameters
k. counterbores
l. tapered bores
m. parallel bores
n. profile forms
1.11 check that the finished components meet the standard required
1.12 carry out checks for accuracy, to include all of the following:
a. dimensions
b. parallelism
c. surface texture
1.13 use all of the following measuring equipment during the grinding and checking activities:
a. external micrometers
b. surface finish equipment (such as comparison plates, machines)
1.14 produce components to all of the following quality and accuracy standards, as applicable to the operation:
a. components to be free from false grinding cuts, wheel marks, burrs and sharp edges
b. general dimensional tolerance +/- 0.1mm or +/- 0.004”
c. flatness and squareness within 0.025mm per 25mm or 0.001” per inch
d. surface texture 16 µin or 0.4µm
1.15 report any difficulties or problems that may arise with the grinding activities, and carry out any agreed actions
1.16 shut down the equipment to a safe condition on completion of the grinding activities
Learning outcome
The learner will:
2. know how to use grinding machines
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when preparing and using grinding machines (such as ensuring the correct isolation of the machine before mounting the workholding devices and workpiece; fitting and adjusting machine guards and dust extraction equipment, ensuring that the workpiece is secure, and that grinding wheels are free from damage and are clear of the workpiece before starting the machine)
2.2 state the hazards associated with the grinding operations (such as revolving/moving parts of machinery, sparks/airborne particles, bursting grinding wheels, insecure components, burrs and sharp edges on components), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the grinding activities (such as correctly fitting overalls and safety glasses; ensuring that, if you have long hair, it is tied back or netted; and removing any jewellery or other items that can become

64 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
entangled in the machinery)
2.4 state the safety mechanisms on the machine, and the procedure for checking that they function correctly
2.5 state the correct operation of the machine controls in both hand and power modes; how to stop the machine in both normal and emergency situations, and the procedure for restarting after an emergency
2.6 state the importance of keeping the work area clean and tidy (such as cleaning the machine, disposal of waste, ensuring any spilt cutting fluids are correctly dealt with)
2.7 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.8 describe how to mount the workpiece in the workholding devices (such as magnetic chucks and blocks, vices, angle plates, fixtures, centres, mandrels, collets and chucks)
2.9 state the effects of clamping the workpiece in a chuck/work holding device, and how this can cause damage or distortion in the finished components
2.10 describe how to check that the grinding wheels are in a safe and serviceable condition (such as free from damage, cracks, correctly balanced)
2.11 state the need for ‘trueing up’ and dressing of wheels to prevent glazing and burning of the workpiece, and methods of forming the wheels to the required profile (such as use of pantograph, diamond dressing units)
2.12 state the effects of backlash in machine slides and screws, and how this can be overcome
2.13 state the techniques of taking trial cuts and checking dimensional accuracy
2.14 state the application of roughing and finishing cuts, and the effect on tool life, surface finish and dimensional accuracy
2.15 state the types of grinding wheels, cutting feeds and speeds to be used, and the depth of cut that can be taken
2.16 state the application of cutting fluids with regard to a range of different materials, and why some materials do not require cutting fluids to be used
2.17 describe how to recognise grinding faults, and how to identify when grinding wheels need dressing
2.18 state the checks to be carried out on the components before removing them from the machine (such as have all operations been completed, dimensional checks, surface finish checks)
2.19 state the problems that can occur with the grinding activities (such as defects caused by glazed wheels, inappropriate feeds/speeds, damage by workholding devices), and how these can be overcome
2.20 describe when to act on their own initiative and when to seek help and advice from others
2.21 state the importance of leaving the machine in a safe condition on completion of activities (such as correctly isolated, cleaning the machine, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 65
Unit 110 Carrying out routine servicing of mechanical equipment
UAN: K/504/6361
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 10: Carrying out routine servicing of mechanical equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic mechanical equipment servicing/scheduled maintenance that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the mechanical equipment servicing/scheduled maintenance activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be required to carry out the servicing/scheduled maintenance tasks on a range of mechanical equipment, such as machine tools, gearboxes, portable tools, engines, pumps, process control valves, compressors, process plant, conveyers and elevators, lifting and handling devices, transfer equipment, workholding devices and other company-specific equipment. On completion of the servicing/scheduled maintenance activities, the learner will be expected to leave the equipment and work area in a safe and tidy condition.

66 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the servicing activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate servicing techniques and procedures safely, to mechanical equipment. The learner will understand the process of implementing routine servicing/scheduled maintenance tasks, the importance of carrying them out at specific times, and of recording their outcomes and actions taken, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the servicing/scheduled maintenance tasks, especially those for isolating the equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. carry out routine servicing of mechanical equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the servicing/scheduled maintenance tasks:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. confirm that the equipment is ready for carrying out the scheduled maintenance activity
c. ensure the safe isolation of equipment (such as mechanical, electricity, gas, air or fluids)
d. ensure that safe access and working arrangements have been

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 67
provided for the maintenance area
e. carry out the scheduled maintenance tasks, using safe and appropriate techniques and procedures
f. leave the equipment and work area in a clean and safe condition
1.3 obtain and prepare the appropriate materials, tools and equipment
1.4 prepare the equipment for the servicing operations
1.5 carry out the servicing activities, in accordance with instructions and the appropriate maintenance schedule
1.6 carry out servicing/scheduled maintenance activities on one of the following:
a. gearboxes
b. machine tools
c. lifting and handling devices
d. process plant
e. portable tools
f. drive and control mechanisms
g. engines
h. pumps
i. transfer equipment
j. process control valves
k. compressors
l. conveyers and elevators
m. workholding devices
n. fluid power equipment
o. heating equipment
p. ventilating equipment
q. refrigeration
r. other company-specific equipment
1.7 carry out eight of the following servicing/scheduled maintenance activities:
a. removing excess dirt and grime
b. checking equipment for leaks
c. routine lubrication of moving parts
d. replacing ‘lifed’ and non-serviceable components (such as belts, filters, gaskets, seals, hoses)
e. monitoring the condition/deterioration of components (such as bearings, chains, gears, cams, couplings)
f. repairing leaks to fluid or air systems
g. setting and adjusting operating mechanisms (such as levers, cams, chain and belt drives)
h. checking that any safety equipment or controls are operating correctly
i. checking the operation of instrumentation (such as gauges, sensors and indicators)
j. checking/tightening fastenings to the required torque
k. replacing fluids (such as oil, greases, coolants, hydraulic fluids)
1.8 carry out all of the following checks on completion of the servicing/scheduled maintenance activities:
a. all servicing operations have been completed
b. all guards and covers have been replaced

68 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. there are no oil, air or fluid leaks
d. excess grease or spilled oil/fluids have been cleaned up
1.9 check and replace all limited life components, as appropriate
1.10 ensure that all connections are free from damage or malfunctions
1.11 report any difficulties or problems that may arise with the servicing activities, and carry out any agreed actions
1.12 complete the relevant servicing/maintenance records accurately, and pass them on to the appropriate person
1.13 complete one of the following servicing/scheduled maintenance records:
a. job cards
b. specific company documentation
c. permit to work/formal risk assessment
1.14 dispose of waste materials, in accordance with safe working practices and approved procedures
Learning outcome
The learner will:
2. know how to carry out routine servicing of mechanical equipment
Assessment criteria
The learner can:
2.1 state the health and safety requirements of the area in which the servicing/scheduled maintenance tasks are to take place, and the responsibility these requirements place on the learner
2.2 state the isolation procedures or permit-to-work procedure that applies to the equipment being maintained
2.3 state the specific health and safety precautions to be applied during the servicing/scheduled maintenance tasks, and their effects on others
2.4 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.5 describe hazards associated with carrying out servicing/scheduled maintenance tasks on mechanical equipment (such as handling oils/greases, stored pressure/force, misuse of tools), and how they can be minimised
2.6 describe how to obtain and interpret information from job instructions and other documentation used in the servicing activities (such as drawings, specifications, manufacturers’ manuals, servicing schedules, symbols and terminology)
2.7 describe how to clean the equipment to remove all excess dirt and lubricants, and the cleaning agents that are to be used
2.8 state the various checks to be carried out during the servicing/scheduled maintenance procedure
2.9 state the procedure for obtaining consumables to be used during the servicing/scheduled maintenance activity
2.10 describe methods of checking that components are fit for purpose, and the need to replace ‘lifed’ items (such as checking for damage or wear on belts, leaking seals, contaminated lubricants)
2.11 describe how to make adjustments to components/assemblies to ensure that they function to specification (such as adjusting working clearances, setting belt or chain drive tensions, setting operating mechanisms like levers and linkages, setting air line

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 69
pressures)
2.12 describe how to check and top up fluid and/or lubrication systems (such as checking sight glasses or dip sticks, using grease guns, topping up oil, hydraulic fluid or coolant levels)
2.13 describe making checks on critical fastening devices and connections (such as making torque load checks on bolts, checking that pipe joints and connectors are tight and free from damage)
2.14 describe how to complete checks to ensure that the equipment has been correctly serviced and is in a satisfactory operational order
2.15 describe how to complete servicing/scheduled maintenance records/logs/reports, in accordance with company policy and procedures
2.16 state the equipment operating and control procedures, and how to apply them in order to carry out the servicing/scheduled maintenance
2.17 state the problems that can occur whilst carrying out the servicing/scheduled maintenance tasks, and how they can be avoided
2.18 describe when to act on their own initiative and when to seek help and advice from others
2.19 state the importance of leaving the equipment in a clean and safe condition on completion of the servicing activities (such as correctly isolated, cleaning up and excess or spilled oils, grease or fluids, removing and disposing of waste)

70 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 111 Assembling fluid power equipment
UAN: M/504/6362
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 11: Assembling fluid power equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic fluid power assembly that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the fluid power assembly activities by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required. The learner will be required to use the appropriate equipment, based on the assembly operations to be carried out and the type of fluid power equipment being assembled, which will include hydraulic, pneumatic or vacuum systems.
In carrying out the fluid power assembly operations, the learner will be required to work to instructions, in order to produce the required assembly. The assembly activities will also include making all necessary checks and adjustments, to ensure that fluid power components are correctly orientated and positioned, and that all pipework connections are correctly made and are secure. On completion of the fluid power assembly activities, the learner will be

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 71
expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require you to comply with health and safety requirements and organisational policy and procedures for the fluid power assembly activities undertaken. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate fluid power assembly techniques safely. The learner will understand the assembly process, and its application, and will know about the fluid power equipment being assembled, the components, tools and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the assembly activities, and when using assembly tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble fluid power equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the assembly of the fluid power equipment:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, fluid power assembly drawings and procedures
c. check that all tools and equipment to be used are in a safe and usable condition

72 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
d. ensure that all components and pipes used are kept free from foreign objects, dirt or other contamination
e. apply safe and appropriate fluid power fitting and assembly techniques at all times
f. return all tools and equipment to the correct location on completion of the assembly activities
1.3 obtain and prepare the appropriate fluid power components, assembly tools and equipment
1.4 use the appropriate methods and techniques to assemble the components in their correct positions
1.5 assemble components for one of the following types of fluid power systems:
a. pneumatic
b. hydraulic
c. vacuum
1.6 produce fluid power assemblies which contain five of the following types of component:
a. pipework (such as rigid pipe, flexible pipe, hoses)
b. valves (such as poppet, spool, piston, disc)
c. cylinders (such as single or double acting)
d. actuators (such as rotary or linear, mechanical or electrical)
e. power generation components (such as motors, pumps, compressors, intensifiers)
f. fluid conditioning components (such as filters, lubricators, separation units, heaters/driers, cooler units)
g. storage devices (such as reservoirs, accumulators)
h. monitoring components (such as sensors, meters, gauges and indicators)
i. connection devices (such as manifolds, couplings, cables and wires)
1.7 apply fluid power assembly methods and techniques, to include all of the following:
a. checking components for serviceability
b. positioning equipment/components
c. securing by using mechanical fixings
d. making pipework connections to components
e. dressing and securing pipes and hoses
1.8 secure the components, using the specified connectors and securing devices
1.9 check the completed assembly to ensure that all operations have been completed, and that the finished assembly meets the required specification
1.10 produce fluid power assemblies which meet all of the following:
a. the system is complete, as per specification
b. components are correctly positioned and aligned
c. direction and flow indicators on components are correct
d. all components are securely held in place
e. all connections to components are correct and are tightened to the required torque
f. pipework is free from ripple and creases and is correctly clipped/supported
1.11 report any difficulties or problems that may arise with the fluid

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 73
power assembly activities, and carry out any agreed actions
1.12 leave the work area in a safe and tidy condition on completion of the fluid power assembly activities
Learning outcome
The learner will:
2. know how to assemble fluid power equipment
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the fluid power assembly activities undertaken
2.2 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.3 describe hazards associated with carrying out assembly activities on fluid power equipment (such as handling fluids, stored energy/force, misuse of tools), and how these can be minimised
2.4 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.5 describe how to obtain and interpret drawings, charts, circuit and physical layouts, specifications, manufacturers’ manuals, symbols used in fluid power to appropriate BS or ISO standards, and other documents needed in the assembly activities
2.6 describe how to prepare the components in readiness for the assembly activities (such as visually checking for defects, cleaning the components, removing burrs and sharp edges)
2.7 state the general principles of fluid power, and the purpose and function of the components used
2.8 describe how to identify the fluid power components to be used (such as valves, actuators, sensors, manifolds, pumps)
2.9 state the techniques used to assemble/install fluid power equipment (such as positioning components; making pipe bends using fittings and by hand bending methods; connecting components using rigid and flexible pipework; using gaskets/seals and jointing/sealing compounds)
2.10 state the importance of using the specified fluid power components for the assembly, and why the learner must not use substitutes
2.11 state the need to ensure that pipework is supported at appropriate intervals, and the need to eliminate stress on the pipework connections
2.12 state the need to ensure cleanliness of the fluid power system, and the ways of purging pipework before connection to components and pressure sources
2.13 describe recognition of contaminants and the problems they can create, and the effects and likely symptoms of contamination in the system
2.14 describe how to check that tools and test equipment are free from damage or defect, and are in a safe and usable condition
2.15 state the problems associated with the fluid power assembly and testing activity, and how they can be overcome
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area in a safe and clean

74 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
condition on completion of the fluid power assembly activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 75
Unit 112 Carrying out sheet metal cutting, forming and assembly activities
UAN: T/504/6363
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 12: Carrying out sheet metal cutting, forming and assembly activities (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for basic sheet (up to and including 3 mm) metalworking that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the sheet metalworking activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In producing the sheetmetal components, the learner will be expected to use appropriate tools and equipment to mark out the material for a range of features to be produced, and then to use hand tools, portable power tools and simple machines to produce a variety of shapes, profiles and forms. The learner will also be expected to produce simple sheet metal assemblies, using self-secured joints, thermal methods or mechanical fastening devices. On completion of the sheet metalworking activities, the learner will be expected to

76 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require you to comply with health and safety requirements and organisational policy and procedures for the sheet metalworking activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate sheet metalworking techniques and procedures safely. The learner will understand the sheet metal cutting, forming and assembly process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the sheet metalworking activities, and when using the various tools and equipment, especially guillotines and bending/forming equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. carry out sheet metal cutting, forming and assembly activities
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the sheet metalworking activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that all power tool cables, extension leads or air supply

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 77
hoses are in a tested and serviceable condition
c. apply safe and appropriate sheet metal cutting and forming techniques and procedures at all times
d. return all tools and equipment to the correct location on completion of the sheet metalworking activities
1.3 obtain the appropriate tools and equipment for the sheet metalworking operations, and check that they are in a safe and usable condition
1.4 mark out the components for the required operations, using appropriate tools and techniques
1.5 use marking-out methods and techniques, including one of the following:
a. direct marking using instruments
b. use of templates
c. tracing/transfer methods
1.6 use a range of marking-out equipment, to include five of the following:
a. scriber
b. punch
c. rule or tape
d. straight edge
e. square
f. protractor
g. dividers or trammels
h. chalk, bluing or paint
1.7 mark out material, to include four of the following features:
a. datum and centre lines
b. square/rectangular profiles
c. angles
d. circles
e. curved profiles
f. cutting and bending detail (including allowances)
g. hole centring and outlining (such as circular or linear)
1.8 cut and shape the materials to the required specification, using appropriate tools and techniques
1.9 cut and finish material to the marked-out shape, using two of the following hand tools:
a. tin snips
b. hacksaw
c. hand power tools (such as drill, nibbling, saw)
d. trepanning
e. bench shears
f. files
g. pneumatic tools
h. thermal device
i. other specific tool
1.10 cut and finish material to the marked-out shape, using one of the following machine tools:
a. guillotine
b. pillar drill
c. punch/cropping machine
78 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
d. nibbling machine
e. mechanical saw
1.11 perform cutting operations to produce components that have three of the following shapes:
a. square or rectangular profiles
b. angled profiles
c. external curved contours
d. notches
e. internal curved contours
f. round holes
g. square holes
1.12 carry out forming operations, to produce sheet metal components that have three of the following shapes:
a. bends or flanges
b. folds/safe edges
c. wired edges
d. swages
e. curved panels
f. tray/box sections
g. cylindrical sections
h. cowlings and rounded covers
i. square to round trunking
1.13 use two of the following types of sheet metal forming equipment/techniques:
a. bending machine (hand or powered)
b. rolling machine (hand or powered)
c. hammers/panel beating equipment
d. presses
e. stakes and formers
f. jenny/wiring machine
g. wheeling machine
h. swaging machine
i. shrinking techniques
j. stretching techniques
1.14 use the appropriate methods and techniques to assemble and secure the components in their correct positions
1.15 assemble sheet metal components using one of the following methods:
a. temporary tack welding
b. soldering or brazing
c. resistance spot welding
d. riveting (such as hollow or solid)
e. adhesive bonding
f. flanged and mechanically fastened (such as bolts, screws)
g. self-securing joints (such as knocked up, paned down, swaged, joggled)
1.16 use sheet metal (up to and including 3 mm) in one appropriate material from the following:
a. hot rolled mild steel
b. cold rolled mild steel
c. coated mild steel (such as primed, tinned, galvanised)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 79
d. stainless steel
e. aluminium
f. brass
g. copper
h. lead
i. titanium
1.17 check that the finished components meet the standard required
1.18 produce sheet metal components which meet all of the following:
a. all dimensions are within +/- 3.0mm or +/- 0.125”
b. finished components are correctly formed and meet the required shape/geometry (square, straight, angles free from twists)
c. completed components are free from excessive tool or bending marks, stretching or distortion, cracking, sharp edges, slivers or burrs
d. all components are correctly assembled and have secure and firm joints
1.19 report any difficulties or problems that may arise with the sheet metal activities, and carry out any agreed actions
1.20 leave the work area in a safe and tidy condition on completion of the sheet metal activities
Learning outcome
The learner will:
2. know how to carry out sheet metal cutting, forming and assembly activities
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the sheet metalworking activities undertaken
2.2 state the personal protective clothing and equipment (PPE) to be worn when carrying out the sheet metal activities (such as leather gloves, eye protection, ear protection), and the importance of keeping the work area safe and tidy
2.3 describe how to handle sheet materials safely and correctly and the need to wear gloves and other related safety equipment
2.4 describe safe working practices and procedures to be observed when using manual and power operated tools
2.5 state the hazards associated with carrying out sheet metalworking activities (such as handling sheet materials, using dangerous or badly maintained tools and equipment, operating guillotines and bending machines, and when using hand and bench shears), and how they can be minimised
2.6 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.7 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)

80 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.8 describe how to prepare the materials in readiness for the marking out activities, in order to enhance clarity, accuracy and safety (such as visually checking for defects, cleaning the materials, removing burrs and sharp edges, applying a marking-out medium)
2.9 describe how to select and establish a suitable datum; the importance of ensuring that marking out is undertaken from the selected datum, and the possible effects of working from a different datum
2.10 state the methods of marking out cutting guidelines, square and rectangular profiles, circular and radial profiles, angles and hole positions
2.11 describe ways of laying out the marking-out shapes or patterns to maximise use of materials
2.12 describe how to cut sheet metal (using such tools as tin snips, bench shears, guillotines, portable power tools, bench drills, saws)
2.13 describe how to form sheet metal (using such tools and equipment as hammers, mallets, stakes, formers, sand bags folding and rolling machines)
2.14 state the various forming operations that can be carried out (such as bends, box sections, cylinders and curved sections, safe/folded edges. wired edges and swages)
2.15 state the importance of using tools or equipment only for the purpose intended; the care that is required when using the tools or equipment
2.16 state the various methods of securing the assembled components, and the range of mechanical fastening devices that are used (such as nuts and bolts, screws, rivets, special fasteners, resistance and tack welding methods and techniques, adhesive bonding of components, and self-secured joints such as knocked up, paned down, swaged and joggled)
2.17 state the preparations to be carried out on the components prior to assembling them
2.18 describe how to set up and align the various components, and the tools and equipment that is used
2.19 describe methods of temporarily holding the joints together to aid the assembly activities (clamps, rivet clamps)
2.20 state the problems that can occur with the sheet metalworking activities (such as defects caused by incorrectly set or blunt shearing blades), and how these can be overcome
2.21 describe when to act on their own initiative and when to seek help and advice from others
2.22 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as removing and storing power leads, isolating machines, cleaning the equipment, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 81
Unit 113 Cutting and shaping platework components
UAN: A/504/6364
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 13: Cutting and shaping platework components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for basic heavy platework (above 3 mm) that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the plateworking activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In producing the platework components, the learner will be expected to use appropriate tools and equipment to mark out the material for a range of features to be produced, and then to use hand tools, portable power tools and simple machines to produce a variety of shapes, profiles and forms. The learner will also be expected to produce simple platework assemblies, using mechanical fastening devices and tack welding. On completion of the plateworking activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.

82 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the plateworking activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate plateworking techniques and procedures safely. The learner will understand the cutting, forming and assembly processes, and their application, and will know about the tools and equipment used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the plateworking activities, and when using the various tools and equipment, especially guillotines and bending/forming equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. cut and shape platework components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the plateworking activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that all power tool cables, extension leads or air supply hoses are in a tested and serviceable condition
c. apply safe and appropriate platework cutting and forming techniques and procedures at all times
d. return all tools and equipment to the correct location on completion of the plateworking activities
1.3 obtain the appropriate tools and equipment for the plateworking operations, and check that they are in a safe and usable condition
1.4 mark out the components for the required operations, using
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 83
appropriate tools and techniques
1.5 use marking-out methods and techniques, including one of the following:
a. direct marking using instruments
b. use of templates
c. tracing/transfer methods
d. other specific method
1.6 use a range of marking-out equipment, to include five of the following:
a. scriber
b. punch
c. rule or tape
d. straight edge
e. square
f. protractor
g. dividers or trammels
h. chalk, bluing or paint
1.7 mark out material to include four of the following features:
a. datum and centre lines
b. square/rectangular profiles
c. angles
d. circles
e. curved profiles
f. cutting and bending detail (including allowances)
g. hole centring and outlining (such as circular or linear)
1.8 cut and shape the materials to the required specification, using appropriate tools and techniques
1.9 cut and finish material to the marked-out shape, using two of the following:
a. guillotine
b. abrasive disc
c. cropping machine
d. drill (such as bench, pillar, radial)
e. machine saw
f. thermal cutting equipment (such as hand held or machine)
1.10 perform cutting operations to produce components that combine operations and cover three of the following features:
a. component with parallel sides
b. components with angled sides
c. bevel edges or weld preps
d. components with sides square to each other
e. components with curved contours
f. holes linearly pitched
g. holes radially pitched
1.11 use one of the following types of forming equipment/techniques:
a. bending machine (hand or powered)
b. rolling machine (hand or powered)
c. presses
d. heating techniques
1.12 carry out forming operations to produce components that cover two of the following features:

84 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
a.
b. bends of various angles
c. flattening or straightening plate
d. producing curved plates/sections
e. cylinders
1.13 use the appropriate methods and techniques to assemble and secure the components in their correct positions
1.14 assemble platework components, using one of the following methods:
a. temporary tack welding
b. riveting (hot or cold)
c. mechanically fastened (such as bolts, screws)
1.15 use two of the following materials:
a. flat plate
b. pipe/tube
c. rolled sections (angle, channel, RSJ, rail section )
d. solid bar (such as square, round, hexagonal)
1.16 check that the finished components meet the standard required
1.17 produce platework components which meet all of the following:
a. all dimensions are within +/- 3.0mm or +/- 0.125”
b. finished components meet the required shape/geometry (such as square, straight, angles free from twists)
c. completed components are free from excessive tooling marks, deformation, cracking, sharp edges, slivers or burrs
d. all components are correctly assembled and have secure and firm joints
1.18 report any difficulties or problems that may arise with the platework activities, and carry out any agreed actions
1.19 leave the work area in a safe and tidy condition on completion of the platework activities
Learning outcome
The learner will:
2. know how to cut and shape platework components
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the plateworking activities undertaken
2.2 state the personal protective clothing and equipment (PPE) to be worn when carrying out the plateworking activities (such as leather gloves, eye protection, ear protection), and the importance of keeping the work area safe and tidy
2.3 describe how to handle plate and section materials safely and correctly, and the need to wear gloves and other related safety equipment
2.4 state the hazards associated with carrying out heavy plateworking activities (such as handling sheet materials, using dangerous or badly maintained tools and equipment, operating guillotines, cropping and bending machines, and when using power saws, drilling machines and abrasive cutting discs), and how they can be

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 85
minimised
2.5 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.6 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.7 describe how to prepare the materials in readiness for the marking-out activities, in order to enhance clarity, accuracy and safety (such as visually checking for defects, cleaning the materials, removing burrs and sharp edges, applying a marking-out medium)
2.8 describe how to select and establish a suitable datum; the importance of ensuring that marking out is undertaken from the selected datum, and the possible effects of working from a different datum
2.9 state the methods of marking out cutting guidelines, square and rectangular profiles, circular and radial profiles, angles and hole positions using templates or marking-out equipment
2.10 describe ways of laying out the marking-out shapes or patterns to maximise the use of materials
2.11 describe how to cut platework and section materials (such as using guillotines, cropping machines, abrasive discs, drilling machines, machine saws and thermal cutting equipment)
2.12 describe how to form platework and section materials (such as using heating techniques, hammers and flanging bars, rolls and bending machines)
2.13 describe how to produce holes in platework and section materials (using portable and bench/pedestal drilling machines and radial arm machines)
2.14 describe how to hold platework materials for cutting operations (such as clamping for drilling, holding work when using portable grinders)
2.15 state the safety mechanisms and devices that are on the machines, and why they must always be used (such as machine guards, interlocks, safety operating devices)
2.16 state the various methods of securing the assembled components; the range of mechanical fastening devices that are used (such as nuts and bolts, rivets, tack welding methods and techniques)
2.17 state the preparations to be carried out on the components prior to assembling them
2.18 describe methods of temporarily holding the joints together to aid the assembly activities
2.19 state the problems that can occur with the plateworking activities (such as defects caused by incorrectly set or blunt shearing blades), and how these can be overcome
2.20 describe when to act on their own initiative and when to seek help and advice from others
2.21 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as removing and storing power leads, isolating machines, cleaning the equipment, and removing and disposing of waste)

86 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 114 Using oxy-fuel gas cutting equipment
UAN: F/504/6365
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 14: Using oxy-fuel gas cutting equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for cutting and shaping plate (3mm thickness and above), rolled sections, pipe and tube using oxy-fuel gas cutting equipment. This will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The oxy-fuel cutting will include equipment such as hand-held oxy-fuel gas cutting equipment, simple portable machines running on tracks and fixed bench cutting machines.
In carrying out the cutting activities, the learner will need to ensure that the equipment is correctly set up and that the flame is adjusted to give the correct cutting conditions. Cuts will include straight cuts, guided cuts, vertical cuts, square/rectangular profiles, angular and curved profiles, round and square holes, as appropriate. The learner will be expected to prepare for the cutting activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. On completion of the oxy-fuel cutting activities, the learner will be expected to return all tools and equipment

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 87
to the correct location, and to leave the equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require you to comply with health and safety requirements and organisational policy and procedures for the oxy-fuel cutting activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate oxy-fuel cutting techniques and procedures safely. The learner will understand the cutting process, and its application, and will know about the tools and equipment used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the oxy-fuel cutting activities, and when using the various tools and equipment (especially those involved in lighting up and closing down of the equipment and with regard to fire and potential explosion), and the safeguards necessary for undertaking the activities safely and correctly. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use oxy-fuel gas cutting equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the oxy-fuel gas cutting process, to include carrying out all of the following:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
88 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. check that regulators, hoses and valves are securely connected and free from leaks and damage
c. check that the correct gas nozzle is fitted to the cutting torch
d. ensure that a flashback arrestor is fitted to the gas equipment
e. ensure that appropriate gas pressures are set
f. use the correct procedure for lighting, adjusting and extinguishing the cutting flame
g. ensure that hoses are safely routed and protected at all times
h. ensure that gas cylinders are handled and stored safely and correctly (where appropriate)
i. prepare the work area for the cutting activities (such as positioning screens and fume extraction, ensuring that there are no combustible materials in the near vicinity)
1.3 obtain the appropriate tools and equipment for the oxy-fuel gas cutting operations, and check that they are in a safe and usable condition
1.4 check that the oxy-fuel gas cutting equipment is set up for the operations to be performed
1.5 where appropriate, mark out the components for the required operations, using appropriate tools and techniques
1.6 operate the oxy-fuel gas cutting equipment to produce items/cut shapes to the dimensions and profiles specified
1.7 use one of the following types of oxy-fuel gas cutting methods:
a. hand-held oxy-fuel gas cutting equipment
b. simple, portable, track-driven cutting equipment (electrical or mechanical)
c. fixed bench gas cutting equipment
1.8 perform cutting operations, to include three of the following:
a. down-hand straight cuts (freehand)
b. making straight cuts (track guided)
c. cutting regular shapes
d. cutting irregular shapes
e. making angled cuts
f. cutting chamfers
g. making radial cuts
h. gouging/flushing
i. bevelled edge – weld preparations
j. cutting out holes
1.9 produce thermal cuts in two of the following forms of material (metal of 3mm and above):
a. plate
b. rolled sections
c. pipe/tube
d. solid bars
1.10 produce cut profiles for one type of material from the following:
a. mild steel
b. high tensile/special steel
c. stainless steel
d. other appropriate metal
1.11 check that the finished components meet the standard required
1.12 produce thermally-cut components which meet all of the following:
a. dimensional accuracy is within the tolerances specified on the

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 89
drawing/specification, or within +/- 3mm
b. angled/radial cuts are within specification requirements
c. cuts are clean and smooth and free from flutes
1.13 report any difficulties or problems that may arise with the cutting activities, and carry out any agreed actions
1.14 shut down the equipment to a safe condition on conclusion of the cutting activities
1.15 leave the work area in a safe and tidy condition on completion of the cutting activities
Learning outcome
The learner will:
2. know how to use oxy-fuel gas cutting equipment
Assessment criteria
The learner can:
2.1 state the specific safety precautions to be taken when working with oxy-fuel gas cutting equipment in a fabrication environment (including general workshop safety; protecting other workers by siting protective screens; fire and explosion prevention; safety in enclosed/confined spaces; fume control)
2.2 state the personal protective clothing and equipment (PPE) to be worn when working with gas cutting equipment (such as leather aprons and gloves, eye protection)
2.3 state the hazards associated with carrying out gas cutting activities (including trailing hoses, naked flames, fumes and gases, explosive gas mixtures, oxygen enrichment, spatter, hot metal, enclosed spaces), and how they can be minimised
2.4 describe safe working practices and procedures for using thermal equipment, in line with british compressed gas association (bcga) codes of practice (to include setting up procedures and emergency shutdown procedures)
2.5 state the procedure for obtaining the required drawings, job instructions and other related specifications
2.6 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.7 state the various types of gas cutting equipment available (such as handheld, portable track driven, fixed machine)
2.8 state the accessories that can be used with handheld gas cutting equipment to aid cutting operations (such as cutting guides, trammels, templates)
2.9 describe how to identify the gases used in the cutting process, and the colour coding of gas cylinders
2.10 describe preparations prior to cutting (including checking connections for leaks, setting gas pressures, setting up the material/workpiece, and checking the cleanliness of materials used)
2.11 state the holding methods that are used to aid thermal cutting, and the equipment that can be used
2.12 state the correct procedure for lighting and extinguishing the flame (to include lighting the cutting torch and adjusting gas controls to

90 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
produce a neutral flame; methods of starting the cut and controlling the cutting speed, direction and angle of cut; the procedure for extinguishing the flame, and the importance of following the procedure)
2.13 state the problems that can occur with thermal cutting, and how they can be avoided (including causes of distortion during thermal cutting and methods of controlling distortion)
2.14 state the effects of oil, grease, scale or dirt on the cutting process
2.15 state the causes of cutting defects, how to recognise them, and methods of correction and prevention
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as safely storing gas cylinders and cutting equipment, removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 91
Unit 115 Using manual metal arc welding equipment
UAN: J/504/6366
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 15: Using manual metal arc welding equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic manual metal arc (MMA) welding that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the MMA welding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. The learner will also be expected to check the welding equipment and to ensure that all the leads/cables, electrode holder and workpiece earthing arrangements are securely connected and free from damage.
In preparing to weld, the learner will need to set and adjust the welding conditions, in line with instructions and/or the welding procedure specification. The learner must operate the equipment safely and correctly, and make any necessary adjustments to settings in line with their permitted authority, in order to produce the welded joints to the required specification.

92 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner will need to be able to recognise basic welding defects, to take appropriate action to limit any faults that occur and to ensure that the finished workpiece is within the specification requirements. On completion of the welding activities, the learner will be expected to return the workholding devices to their designated location, and to leave the welding equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the manual metal arc welding activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate manual metal arc welding techniques and procedures safely. The learner will understand the welding process, and its application, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the manual metal arc welding equipment, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use manual metal arc welding equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the manual metal arc welding process, to include carrying out all of the following:
a. adhere to procedures or systems in place for risk assessment,

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 93
COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. check the condition and security of welding leads, earthing arrangements and electrode holder
c. set and adjust the welding conditions/parameters, in accordance with job instructions and the welding procedure specification (where appropriate)
d. prepare the work area for the welding activities (such as positioning welding screens and fume extraction)
e. prepare the materials and joint in readiness for welding (such as cleaning of joint faces, grinding weld preparations, setting up the joint, supporting the joint)
1.3 obtain and prepare the appropriate manual metal arc welding equipment and welding consumables
1.4 use manual metal-arc welding and related equipment, to include either of the following:
a. alternating current (AC) equipment
b. direct current (DC) equipment
1.5 use one type of electrode from the following:
a. rutile
b. basic
c. cellulosic
d. other suitable electrodes
1.6 prepare and support the joint, using the appropriate methods
1.7 tack weld the joint at appropriate intervals, and check the joint for accuracy before final welding
1.8 weld the joint to the required quality, dimensions and profile specified
1.9 produce two of the following welded joints of at least 100mm long, using single or multi-run welds (as appropriate), with at least one stop and start included:
a. fillet lap joints
b. Tee fillet joints
c. corner joints
d. butt joints
1.10 produce joints in one of the following types of material:
a. carbon steel
b. stainless steel
1.11 produce joints in one of the following forms of material:
a. plate
b. section
c. pipe/tube
d. other forms
1.12 weld joints, in good access situations, in one of the following BS EN ISO 6947 positions:
a. Flat (PA)
b. Horizontal vertical (PB)
c. Horizontal (PC)
d. Vertical upwards (PF)
e. Vertical downwards (PG)
1.13 check that the welded joint conforms to the specification, by checking all of the following:

94 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
a. dimensional accuracy
b. alignment/squareness
c. size and profile of weld
d. number of runs
1.14 produce welded joints which meet all of the following: (with reference to BS 4872 part 1 weld test requirements)
a. welds meet the required dimensional accuracy
b. fillet welds are equal in leg length and slightly convex in profile, with the size of the fillet equivalent to the thickness of the material welded
c. the welds are adequately fused, and there is minimal undercut, overlap and surface inclusions
d. joins at stop/start positions merge smoothly, with no pronounced hump or crater in the weld surface
e. tack welds are blended in to form part of the finished weld, without excessive hump
f. the weld surface is free from cracks and substantially free from porosity, shrinkage cavities and trapped slag
g. the weld surface and adjacent parent metal is substantially free from arcing or chipping marks
1.15 report any difficulties or problems that may arise with the welding activities, and carry out any agreed actions
1.16 shut down the equipment to a safe condition on conclusion of the welding activities
1.17 leave the work area in a safe and tidy condition on completion of the welding activities
Learning outcome
The learner will:
2. know how to use manual metal arc welding equipment
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures that need to be followed when using MMA welding equipment (such as general workshop safety; appropriate personal protective equipment; fire prevention; protecting other workers from the effects of the welding arc; safety in enclosed/confined spaces; fume extraction/control)
2.2 state the hazards associated with MMA welding (such as live electrical components; poor earthing; the electric arc; fumes and gases; spatter; hot slag and metal; grinding and mechanical metal/slag removal; elevated working; welding in enclosed spaces; slips, trips and falls), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the welding activities (such as correctly fitting overalls; leather aprons, welding gloves/gauntlets; safety boots; head/eye shield with correct shade of filter)
2.4 state the major parts of the welding equipment, and their function (including ac and dc power sources and power ranges)
2.5 describe types of electrodes used, and the correct control, storage and drying of electrodes

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 95
2.6 state the types of welded joint to be produced (such as lap joints, corner joints, tee joints, butt welds, single and multi-run welds)
2.7 describe terminology used for the appropriate welding positions
2.8 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.9 describe how to prepare the materials in readiness for the welding activity (such as ensuring that the material is free from excessive surface contamination (such as rust, scale, paint, oil/grease and moisture); ensuring that edges to be welded are correctly prepared (such as made flat, square or bevelled))
2.10 describe how to set up and restrain the joint, and the tools and techniques that are used (such as the use of jigs and fixtures, restraining devices (such as clamps and weights/blocks); setting up the joint in the correct position and alignment)
2.11 describe tack welding size and spacing in relationship to material thickness
2.12 state the techniques of operating the welding equipment to produce a range of joints in the various joint positions (such as striking and initiating the arc; fine adjustment of parameters; correct manipulation and welding speed of electrode; blending in stops/starts and tack welds)
2.13 describe how to close down the welding equipment safely and correctly
2.14 describe problems that can occur with the welding activities (such as causes of distortion and methods of control, effects of welding on materials and sources of weld defects), and how these can be overcome
2.15 describe how to check the welded joints for uniformity, alignment, position and weld size and profile
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area in a safe and clean condition on completion of welding activities (such as isolation of electrical supplies, safely storing equipment and consumables, removing and disposing of waste)

96 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 116 Using manual TIG welding equipment
UAN: R/504/6368
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 16: Using manual TIG welding equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out basic manual tungsten inert gas (TIG) welding that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the TIG welding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. The learner will also be expected to check the welding equipment and to ensure that all the leads/cables, hoses and torches are securely connected and free from damage.
In preparing to weld, the learner will need to set and adjust the welding conditions, in line with instructions and/or the welding procedure specification. The learner must operate the equipment safely and correctly, and make any necessary adjustments to settings in line with their permitted authority, in order to produce the welded joints to the required specification.
The learner will need to be able to recognise

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 97
basic welding defects, to take appropriate action to limit any faults that occur and to ensure that the finished workpiece is within the specification requirements. On completion of the welding activities, the learner will be expected to return the workholding devices to their designated location, and to leave the welding equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the manual TIG welding activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate manual TIG welding techniques and procedures safely. The learner will understand the TIG welding process, and its application, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the manual TIG welding equipment, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use manual TIG welding equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the manual TIG welding process, to include carrying out all of the following:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
98 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. check the condition and security of welding leads, earthing arrangements, hoses and welding torch
c. set and adjust the welding conditions/parameters, in accordance with job instructions and the welding procedure specification (where appropriate)
d. prepare the work area for the welding activities (such as positioning welding screens and fume extraction)
e. prepare the materials and joint in readiness for welding (such as cleaning of joint faces, grinding weld preparations, setting up the joint, supporting the joint)
1.3 obtain and prepare the appropriate welding equipment and welding consumables
1.4 use welding equipment and consumables, appropriate to the material and application, to include one of the following:
a. AC current types
b. DC current types
1.5 prepare and support the joint, using the appropriate methods
1.6 tack weld the joint at appropriate intervals, and check the joint for accuracy before final welding
1.7 weld the joint to the required quality, dimensions and profile specified
1.8 produce two of the following welded joints of at least 100mm long, using single or multi-run welds (as appropriate), with at least one stop and start included:
a. fillet lap joints
b. Tee fillet joints
c. corner joints
d. butt joints
and using one of the following methods:
a. with filler wire
b. without filler wire (autogenously)
1.9 produce welded joints in one of the following types of material:
a. carbon steel
b. stainless steel
c. aluminium
1.10 produce joints in one of the following forms of material:
a. sheet (less than 3mm)
b. plate
c. section
d. pipe/tube
e. other forms
1.11 weld joints, in good access situations, in one of the following BS EN ISO 6947 positions:
a. Flat (PA)
b. Horizontal vertical (PB)
c. Horizontal (PC)
d. Vertical upwards (PF)
e. Vertical downwards (PG)
1.12 check that the welded joint conforms to the specification, by checking all of the following:
a. dimensional accuracy
b. alignment/squareness
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 99
c. size and profile of weld
d. number of runs
1.13 produce welded joints which meet all of the following: (with reference to BS 4872 part 1 weld test requirements)
a. welds meet the required dimensional accuracy
b. fillet welds are equal in leg length and slightly convex in profile, with the size of the fillet equivalent to the thickness of the material welded
c. the welds are adequately fused, and there is minimal undercut, overlap and surface inclusions
d. joins at stop/start positions merge smoothly, with no pronounced hump or crater in the weld surface
e. tack welds are blended in to form part of the finished weld, without excessive hump
f. the weld surface is free from cracks and substantially free from porosity, shrinkage cavities and trapped slag
g. the weld surface and adjacent parent metal is substantially free from arcing or chipping marks
1.14 report any difficulties or problems that may arise with the welding activities, and carry out any agreed actions
1.15 shut down the equipment to a safe condition on conclusion of the welding activities
1.16 leave the work area in a safe and tidy condition on completion of the welding activities
Learning outcome
The learner will:
2. know how to use manual TIG welding equipment
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when using manual TIG welding equipment (such as general workshop safety; appropriate personal protective equipment (PPE); fire prevention; protecting other workers from the effects of the welding arc; safety in enclosed/confined spaces; fume extraction/control)
2.2 state the hazards associated with using manual TIG welding equipment (such as live electrical components; poor earthing; the electric arc; fumes and gases; hot metal; welding in enclosed spaces; slips, trips and falls), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the welding activities (such as correctly fitting overalls; leather aprons, welding gloves/gauntlets; safety boots; head/eye shield with correct shade of filter)
2.4 state the correct handling and storage of gas cylinders (such as manual handling and use of cylinder trolley, leak detection procedures, relevant bcga codes of practice, cylinder identification, gas pressures, cylinder and equipment safety features)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.6 state the major parts of the welding equipment, and their function
100 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.7 describe types and application of filler wires and welding electrodes
2.8 describe reasons for using shielding gases, and the types and application of the various gases
2.9 describe gas pressures and flow rates (in relation to the type of material being welded)
2.10 state the types of welded joint to be produced (such as lap joints, corner joints, tee joints and butt welds)
2.11 describe terminology used for the appropriate welding positions
2.12 describe how to prepare the materials in readiness for the welding activity (such as ensuring that the material is free from excessive surface contamination (such as rust, scale, paint, oil/grease and moisture); ensuring that edges to be welded are correctly prepared (such as made flat, square or bevelled)
2.13 describe how to set up and restrain the joint, and the tools and techniques that are used (such as the use of jigs and fixtures, restraining devices (such as clamps and weights/blocks); setting up the joint in the correct position and alignment)
2.14 describe tack welding size and spacing (in relation to material thickness)
2.15 state the techniques of operating the welding equipment to produce a range of joints in the various joint positions (such as fine adjustment of parameters; correct manipulation of the torch; blending in stops/starts and tack welds)
2.16 describe how to close down the welding equipment safely and correctly
2.17 describe problems that can occur with the welding activities (such as causes of distortion and methods of control, effects of welding on materials and sources of weld defects), and how these can be overcome
2.18 describe how to check the welded joints for uniformity, alignment, position and weld size and profile
2.19 describe when to act on their own initiative and when to seek help and advice from others
2.20 state the importance of leaving the work area in a safe and clean condition on completion of welding activities (such as isolation of electrical supplies, safely storing equipment and consumables, removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 101
Unit 117 Using semi-automatic MIG or MAG welding equipment
UAN: Y/504/6369
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 17: Using semi-automatic MIG or MAG welding equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for a range of basic semi-automatic MIG, MAG or flux cored-wire arc welding equipment that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the welding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. The learner will also be expected to check the welding equipment and to ensure that all the leads/cables, shielding gas system, hoses and wire feed mechanisms are securely connected and free from damage.
In preparing to weld, the learner will need to set and adjust the welding conditions, in line with instructions and/or the welding procedure specification. The learner must operate the equipment safely and correctly, and make any necessary adjustments to settings in line with their permitted authority, in order to produce the welded joints to the required specification.
The learner will need to be able to recognise

102 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
basic welding defects, to take appropriate action to limit any faults that occur and to ensure that the finished workpiece is within the specification requirements. On completion of the welding activities, the learner will be expected to return the workholding devices to their designated location, and to leave the welding equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the semi-automatic MIG/MAG welding activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate semi-automatic MIG/MAG welding techniques and procedures safely. The learner will understand the MIG/MAG welding process, and its application, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the semi-automatic MIG/MAG welding equipment, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use semi-automatic MIG or MAG welding equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the MIG, MAG or flux cored-wire welding process, to include carrying out all of the following:

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 103
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. check the condition and security of welding leads/cables, hoses, shielding gas supply and wire feed mechanisms
c. set and adjust the welding conditions/parameters, in accordance with the welding procedure specification
d. prepare the work area for the welding activities (such as positioning welding screens and fume extraction)
e. prepare the materials and joint in readiness for welding (such as cleaning of joint faces, grinding weld preparations, setting up the joint, supporting the joint)
1.3 obtain and prepare the appropriate welding equipment and welding consumables
1.4 use manual/semi-automatic welding and related equipment, to include one of the following:
a. MIG
b. MAG
c. other flux-cored wire welding equipment
1.5 use consumables appropriate to the material and application, to include the following:
one of the following wire types:
a. solid wire
b. cored wire
plus one of the following types of shielding gas:
a. inert
b. active
1.6 prepare and support the joint, using the appropriate methods
1.7 tack weld the joint at appropriate intervals, and check the joint for accuracy before final welding
1.8 weld the joint to the required quality, dimensions and profile specified
1.9 produce two of the following welded joints of at least 150mm long, by single or multi-run (as appropriate), with at least one stop and start included:
a. fillet lap joints
b. Tee fillet joints
c. corner joints
d. butt joints
1.10 produce joints in one of the following types of material:
a. carbon steel
b. stainless steel
c. aluminium
1.11 produce welded joints in one of the following forms of material:
a. plate
b. section
c. sheet (less than 3mm)
d. pipe/tube
e. other forms
1.12 weld joints in good access situations in one of the following BS EN ISO 6947 positions:
a. Flat (PA)

104 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. Horizontal vertical (PB)
c. Horizontal (PC)
d. Vertical upwards (PF)
e. Vertical downwards (PG)
1.13 check that the welded joint conforms to the specification, by checking all of the following:
a. dimensional accuracy
b. alignment/squareness
c. size and profile of weld
d. number of runs
1.14 produce welded joints which meet all of the following: (with reference to BS 4872 part 1 weld test requirements)
a. welds meet the required dimensional accuracy
b. fillet welds are equal in leg length and slightly convex in profile, with the size of the fillet equivalent to the thickness of the material welded
c. the welds are adequately fused, and there is minimal undercut, overlap and surface inclusions
d. joins at stop/start positions merge smoothly, with no pronounced hump or crater in the weld surface
e. tack welds are blended in to form part of the finished weld, without excessive hump
f. the weld surface is free from cracks and substantially free from porosity, shrinkage cavities and trapped slag
g. the weld surface and adjacent parent metal is substantially free from arcing or chipping marks
1.15 report any difficulties or problems that may arise with the welding activities, and carry out any agreed actions
1.16 shut down the equipment to a safe condition on conclusion of the welding activities
1.17 leave the work area in a safe and tidy condition on completion of the welding activities
Learning outcome
The learner will:
2. know how to use semi-automatic MIG or MAG welding equipment
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when preparing and using MIG, MAG or flux cored wire arc welding equipment (such as general workshop safety; appropriate personal protective equipment (PPE); fire prevention; protecting other workers from the effects of the welding arc; safety in enclosed/confined spaces; fume extraction/control)
2.2 state the hazards associated with using MIG, MAG or flux cored-wire arc welding (such as live electrical components; poor earthing; the electric arc; fumes and gases; spatter; hot slag and metal; grinding and mechanical metal/slag removal; elevated working; enclosed spaces; slips, trips and falls), and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the welding activities (such as correctly fitting overalls; leather aprons,

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 105
welding gloves/gauntlets; safety boots; head/eye shield with correct shade of filter)
2.4 state the correct handling and storage of gas cylinders (such as manual handling and use of cylinder trolley, leak detection procedures, relevant BCGA codes of practice, cylinder identification, gas pressures, cylinder and equipment safety features)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.6 state the major parts of the welding equipment, and their function
2.7 describe types, selection and application of electrode wires (such as solid and cored)
2.8 describe reasons for using shielding gases, and the types and application of the various gases
2.9 describe gas pressures and flow rates (in relation to the type of material being welded)
2.10 state the types of welded joints to be produced (such as lap joints, corner joints, tee joints and butt welds)
2.11 describe terminology used for the appropriate welding positions
2.12 describe how to prepare the materials in readiness for the welding activity (such as ensuring that the material is free from excessive surface contamination (such as rust, scale, paint, oil/grease and moisture); ensuring that edges to be welded are correctly prepared (such as made flat, square or bevelled)
2.13 describe how to set up and restrain the joint, and the tools and techniques that are used (such as the use of jigs and fixtures, restraining devices (such as clamps and weights/blocks); setting up the joint in the correct position and alignment)
2.14 describe tack welding size and spacing (in relation to material thickness)
2.15 state the techniques of operating the welding equipment to produce a range of joints in the various joint positions (such as fine adjustment of parameters; correct manipulation of the welding gun; blending in stops/starts and tack welds)
2.16 describe methods/modes of metal transfer and their uses (such as dip, globular, free flight, spray and pulsed)
2.17 describe how to close down the welding equipment safely and correctly
2.18 describe problems that can occur with the welding activities (such as causes of distortion and methods of control; effects of welding on materials and sources of weld defects), and how these can be overcome
2.19 describe how to check the welded joints for uniformity, alignment, position and weld size and profile
2.20 describe when to act on their own initiative and when to seek help and advice from others
2.21 state the importance of leaving the work area in a safe and clean condition on completion of welding activities (such as isolation of electrical supplies, safely storing equipment and consumables, removing and disposing of waste)

106 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 118 Using manual oxy-fuel gas welding equipment
UAN: R/504/6371
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 18: Using manual oxy-fuel gas welding equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for a range of basic oxy-fuel gas manual welding equipment that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the oxy-fuel gas welding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. The learner will also be expected to check the welding equipment to ensure that the regulators, hoses, check valves, flashback arrestor and welding torch are securely connected and are free from leaks or damage.
In preparing to weld, the learner will need to set and adjust the gas pressures/welding conditions, in line with instructions and/or the welding procedure specification. The learner must operate the equipment safely and correctly, and make any necessary adjustments to settings in line with your permitted authority, in order to produce the welded joints to the required specification.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 107
The learner will need to be able to recognise basic oxy-fuel gas welding defects, to take appropriate action to limit any faults that occur and to ensure that the finished workpiece is within the specification requirements. On completion of the welding activities, the learner will be expected to return all tools, equipment and workholding devices to their designated location, and to leave the welding equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the oxy-fuel gas welding activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate manual oxy-fuel gas welding techniques and procedures safely. The learner will understand the oxy-fuel gas welding process, and its application, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the oxy-fuel gas welding equipment, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
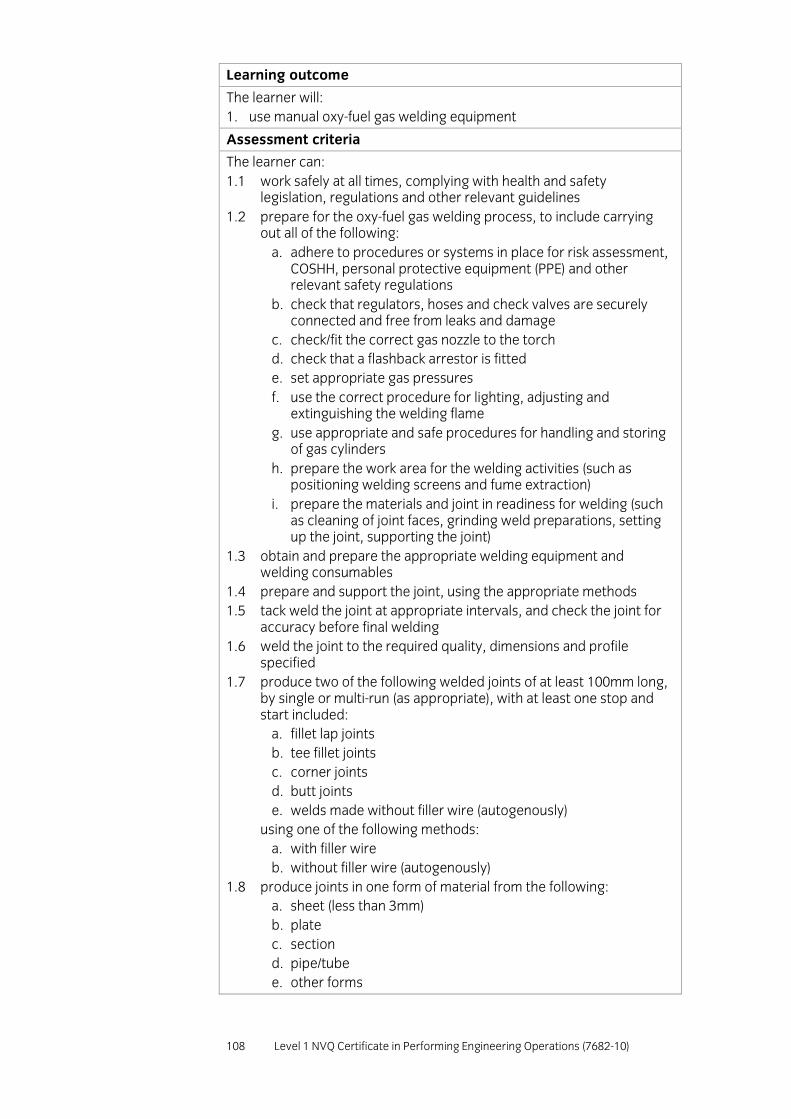
108 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Learning outcome
The learner will:
1. use manual oxy-fuel gas welding equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the oxy-fuel gas welding process, to include carrying out all of the following:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. check that regulators, hoses and check valves are securely connected and free from leaks and damage
c. check/fit the correct gas nozzle to the torch
d. check that a flashback arrestor is fitted
e. set appropriate gas pressures
f. use the correct procedure for lighting, adjusting and extinguishing the welding flame
g. use appropriate and safe procedures for handling and storing of gas cylinders
h. prepare the work area for the welding activities (such as positioning welding screens and fume extraction)
i. prepare the materials and joint in readiness for welding (such as cleaning of joint faces, grinding weld preparations, setting up the joint, supporting the joint)
1.3 obtain and prepare the appropriate welding equipment and welding consumables
1.4 prepare and support the joint, using the appropriate methods
1.5 tack weld the joint at appropriate intervals, and check the joint for accuracy before final welding
1.6 weld the joint to the required quality, dimensions and profile specified
1.7 produce two of the following welded joints of at least 100mm long, by single or multi-run (as appropriate), with at least one stop and start included:
a. fillet lap joints
b. tee fillet joints
c. corner joints
d. butt joints
e. welds made without filler wire (autogenously)
using one of the following methods:
a. with filler wire
b. without filler wire (autogenously)
1.8 produce joints in one form of material from the following:
a. sheet (less than 3mm)
b. plate
c. section
d. pipe/tube
e. other forms

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 109
1.9 weld joints, in good access situations, in one of the following BS EN ISO 6947 positions:
a. flat (PA)
b. horizontal vertical (PB)
c. horizontal (PC)
d. vertical upwards (PF)
e. vertical downwards (PG)
1.10 check that the welded joint conforms to the specification, by checking all of the following:
a. dimensional accuracy
b. alignment/squareness
c. size and profile of weld
d. number of runs
1.11 produce welded joints which meet all of the following: (with reference to BS 4872 part 1 weld test requirements)
a. welds meet the required dimensional accuracy
b. fillet welds are equal in leg length and slightly convex in profile, with the size of the fillet equivalent to the thickness of the material welded
c. the welds are adequately fused, and there is minimal undercut, overlap and surface inclusions
d. joins at stop/start positions merge smoothly, with no pronounced hump or crater in the weld surface
e. tack welds are blended in to form part of the finished weld, without excessive hump
f. the weld surface is free from cracks and substantially free from porosity, shrinkage cavities and trapped slag
g. the weld surface and adjacent parent metal is substantially free from arcing or chipping marks
1.12 report any difficulties or problems that may arise with the welding activities, and carry out any agreed actions
1.13 shut down the equipment to a safe condition on conclusion of the welding activities
1.14 leave the work area in a safe and tidy condition on completion of the welding activities
Learning outcome
The learner will:
2. know how to use manual oxy-fuel gas welding equipment
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be followed when preparing and using manual oxy-fuel gas welding equipment (such as general workshop safety; appropriate personal protective equipment (PPE); fire and explosion prevention, protecting other workers, safety in enclosed/confined spaces; fume extraction/control)
2.2 state the hazards associated with using manual oxy-fuel gas welding equipment (such as naked flames, fumes and gases, explosive gas mixtures, oxygen enrichment, spatter, hot metal, elevated working, welding in enclosed spaces, slips trips and falls),

110 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
and how they can be minimised
2.3 state the personal protective equipment (PPE) to be worn for the welding activities (such as correctly fitting overalls; leather aprons, welding gloves/gauntlets; safety boots; head/eye shield with correct grade of filter)
2.4 state the correct handling and storage of gas cylinders (such as manual handling and use of cylinder trolley, leak detection procedures, relevant bcga codes of practice, cylinder identification, gas pressures, cylinder and equipment safety features)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.6 state the major parts of the welding equipment, and their function
2.7 state the consumables associated with gas welding (such as types of filler wire, fluxes, the types of gas and its supply and control)
2.8 describe setting gas working pressures, reading the gauges to establish content and pressures
2.9 state the types of welded joints to be produced (such as lap joints, corner joints, tee joints and butt welds)
2.10 describe terminology used for the appropriate welding positions
2.11 describe how to prepare the materials in readiness for the welding activity (such as ensuring that the material is free from excessive surface contamination (such as rust, scale, paint, oil/grease and moisture); ensuring that edges to be welded are correctly prepared (such as made flat, square or bevelled)
2.12 describe how to set up and restrain the joint, and the tools and techniques that are used (such as the use of jigs and fixtures, restraining devices (such as clamps and weights/blocks); setting up the joint in the correct position and alignment)
2.13 describe tack welding size and spacing (in relation to material thickness)
2.14 state the techniques of operating the welding equipment to produce a range of joints in the various joint positions (such as selection of nozzle, lighting and adjusting the flame, correct manipulation of torch and filler rods)
2.15 state the safe and correct sequence for shutting down the equipment (such as sequence of turning off the gases, extinguishing the flame and closing valves on gas supply/cylinders)
2.16 describe problems that can occur with the welding activities (such as causes of distortion and methods of control; effects of welding on materials and sources of weld defects), and how these can be overcome
2.17 describe how to check the welded joints for uniformity, alignment, position and weld size and profile
2.18 describe when to act on their own initiative and when to seek help and advice from others
2.19 state the importance of leaving the work area in a safe and clean condition on completion of welding activities (such as isolation of gas supplies, safely storing equipment and consumables, removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 111
Unit 119 Using manual flame brazing and soldering equipment
UAN: D/504/6373
Level: 1
Credit value: 9
GLH: 59
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 19: Using manual flame brazing and soldering equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out a range of basic manual flame brazing and soldering that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare the manual flame brazing or soldering activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required. The learner will also be expected to check the flame brazing or soldering equipment, and to ensure that the hoses and torch are securely connected and free from damage.
The learner must operate the equipment safely and correctly, and set and adjust the brazing or braze welding conditions, in line with instructions and safe operating procedures. The learner will need to be able to recognise basic brazing or soldering defects, to take appropriate action to limit any faults that occur and to ensure that the finished workpiece is within the specification requirements. On completion of the brazing or soldering activities, the learner will be

112 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
expected to return all tools, equipment and workholding devices to their designated location, and to leave the brazing or soldering equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the brazing or soldering activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for your own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate manual flame brazing or soldering techniques and procedures safely. The learner will understand the brazing or soldering process, and its application, and will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when working with the flame brazing or soldering equipment, and with its associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. use manual flame brazing and soldering equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 prepare for the manual flame brazing or soldering process, to include carrying out all of the following:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. check that hoses, regulators and valves are securely connected and free from leaks and damage

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 113
c. check/fit the correct size gas nozzle to the torch
d. check that a flashback arrestor and check valves are fitted (where appropriate)
e. set appropriate gas pressures
f. use the correct procedure for lighting, adjusting and extinguishing the flame
g. use appropriate and safe procedures for handling and storing of gas cylinders (where appropriate)
h. prepare the work area for the activities (such as positioning screens and fume extraction equipment)
i. prepare the materials and joint in readiness for brazing or bronze welding (such as cleaning of joint faces, setting up the joint, supporting the joint)
j. ensure that the work area is maintained and left in a safe and tidy condition
1.3 obtain and prepare the appropriate flame brazing or soldering equipment and consumables
1.4 use one of the following manual flame processes and related equipment:
a. brazing
b. braze welding
c. soldering
1.5 use specified consumables, appropriate to the parent metals, to include one of the following:
a. self fluxing rods/solder
b. flux coated/impregnated rods
c. powder/paste flux and rods/solder
1.6 prepare and support the joint, using the appropriate methods
1.7 tack the joint at appropriate intervals, and check the joint for accuracy before final brazing or soldering
1.8 produce brazed or soldered joints of the required quality and of specified dimensional accuracy
1.9 produce joints in one of the following materials or material combinations:
a. copper to copper
b. brass to brass
c. copper to brass
d. copper to carbon
e. tin plate
f. other appropriate materials
1.10 produce joints, in good access situations, covering one of the following:
a. lap joints
b. tee joints
c. corner joints
d. butt joints
e. socket joints
1.11 produce joints in the following positions:
for brazing or soldering use one of the following:
a. horizontal flow
b. vertical down flow
c. vertical up flow

114 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
for braze welding use one of the following:
a. flat position
b. horizontal-vertical position
1.12 produce joints in one of the following forms of material:
a. sheet/plate
b. pipe/tube
1.13 produce brazed or soldered components which meet all of the following:
a. achieve the specified joint quality
b. meet the required dimensional accuracy within specified tolerance
c. are of good appearance, free from flux residues and excess filler metal
1.14 report any difficulties or problems that may arise with the brazing or soldering activities, and carry out any agreed actions
1.15 shut down the equipment to a safe condition on conclusion of the brazing or soldering activities
1.16 leave the work area in a safe and tidy condition on completion of the activities
Learning outcome
The learner will:
2. know how to use manual flame brazing and soldering equipment
Assessment criteria
The learner can:
2.1 state the safe working practices and procedures to be observed when working with manual flame gas brazing and soldering equipment (such as general workshop safety; appropriate personal protective equipment (PPE); fire and explosion prevention, protecting other workers, safety in enclosed/confined spaces; fume extraction/control)
2.2 state the hazards associated with carrying out flame brazing and soldering activities (such as naked flames, explosive gas mixes, oxygen enrichment, fumes and gasses, hot metal, enclosed spaces), and how they can be minimised
2.3 state the personal protective equipment to be worn for the brazing and soldering activities (such as correctly fitting overalls; leather aprons, eye protection with the appropriate shade of filter)
2.4 state the correct handling and storage of gas cylinders (such as manual handling and use of cylinder trolley, leak detection procedures, relevant BCGA codes of practice, cylinder identification, gas pressures, cylinder and equipment safety features)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.6 describe types and forms of filler metal and fluxes
2.7 state the types of joint to be produced (such as lap, tee, corner, butt)
2.8 describe how to prepare the materials in readiness for the brazing

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 115
and soldering activity (such as ensuring that the material is free from surface contamination (such as dirt or rust); ensuring that edges/surfaces to be brazed or soldered are correctly prepared (such as made flat, square)
2.9 describe setting up and supporting the joint (such as use of jigs and fixtures, restraining devices; self-locating joints; pre-placement of filler metal and flux)
2.10 describe how to prepare to braze or solder (such as checks to confirm the correct set-up of equipment, checking connections for leaks)
2.11 state the correct use of the torch to produce a range of joints (such as selection of nozzle, adjustment of the flame, application of flux and the correct manipulation of torch and filler material)
2.12 state the safe and correct sequence for shutting down the brazing or soldering equipment (such as sequence of turning off the gases, extinguishing the flame and closing valves on gas supply/cylinders)
2.13 describe problems that can occur with the brazing or soldering activities (such as incorrect heat pattern (hot or cold spots); fluxing technique; formation of oxides during the process; distortion of the joint due to overheating), and how these can be overcome
2.14 describe methods of removing flux residues and cleaning the finished joint
2.15 describe how to check the brazed or soldered joints for uniformity, alignment, position, joint size and profile
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area in a safe and clean condition on completion of brazing or soldering activities (such as isolation of gas supplies, safely storing equipment and consumables, removing and disposing of waste)

116 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 120 Wiring electrical equipment and circuits
UAN: H/504/6374
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 20: Wiring electrical equipment and circuits (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to wire up electrical equipment and circuits. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the electrical wiring activities by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required. The learner will be required to use the appropriate tools and equipment, based on the operations to be performed and the components to be connected.
In carrying out the electrical wiring operations, the learner will be required to work to instructions for the wiring of the various electrical components and connectors that make up the electrical system/circuit being produced. The wiring activities will also include making all necessary checks and adjustments to the circuit, including visual checks for security of components, freedom from damage to components or cables, and simple continuity checks. On completion of the electrical wiring activities, the learner will be expected

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 117
to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the electrical wiring activities undertaken. The learner will need to report any difficulties or problems that may arise with the wiring activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate electrical wiring and termination techniques and procedures safely. The learner will understand the electrical wiring process, and its application, and will know about the various cables and components used to produce the circuits, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the wiring and testing activities, especially those for ensuring the safe isolation of the equipment and circuits produced. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. wire electrical equipment and circuits
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the wiring and testing activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure the safe isolation of services during the wiring and testing activities
c. follow job instructions, circuit drawings and test procedures at all times
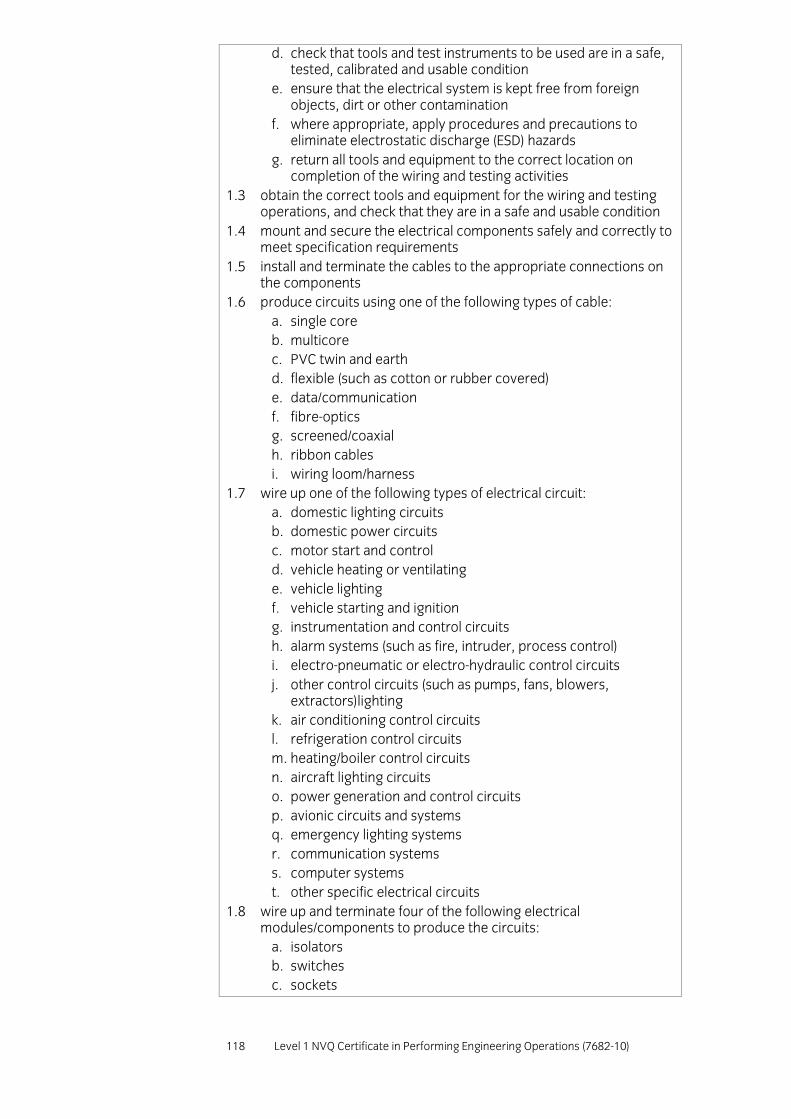
118 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
d. check that tools and test instruments to be used are in a safe, tested, calibrated and usable condition
e. ensure that the electrical system is kept free from foreign objects, dirt or other contamination
f. where appropriate, apply procedures and precautions to eliminate electrostatic discharge (ESD) hazards
g. return all tools and equipment to the correct location on completion of the wiring and testing activities
1.3 obtain the correct tools and equipment for the wiring and testing operations, and check that they are in a safe and usable condition
1.4 mount and secure the electrical components safely and correctly to meet specification requirements
1.5 install and terminate the cables to the appropriate connections on the components
1.6 produce circuits using one of the following types of cable:
a. single core
b. multicore
c. PVC twin and earth
d. flexible (such as cotton or rubber covered)
e. data/communication
f. fibre-optics
g. screened/coaxial
h. ribbon cables
i. wiring loom/harness
1.7 wire up one of the following types of electrical circuit:
a. domestic lighting circuits
b. domestic power circuits
c. motor start and control
d. vehicle heating or ventilating
e. vehicle lighting
f. vehicle starting and ignition
g. instrumentation and control circuits
h. alarm systems (such as fire, intruder, process control)
i. electro-pneumatic or electro-hydraulic control circuits
j. other control circuits (such as pumps, fans, blowers, extractors)lighting
k. air conditioning control circuits
l. refrigeration control circuits
m. heating/boiler control circuits
n. aircraft lighting circuits
o. power generation and control circuits
p. avionic circuits and systems
q. emergency lighting systems
r. communication systems
s. computer systems
t. other specific electrical circuits
1.8 wire up and terminate four of the following electrical modules/components to produce the circuits:
a. isolators
b. switches
c. sockets

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 119
d. relays/contactors
e. alarm devices
f. motors and starters
g. pumps
h. heaters
i. blowers
j. lamp holders
k. panel lamps
l. luminaires
m. ballast chokes
n. consumer units
o. residual current device (RCD)
p. instruments
q. transformers
r. panels or sub-assemblies
s. fuses/circuit breakers
t. sensors
u. actuators
v. junction boxes/terminal blocks
w. other electrical components
1.9 carry out all of the following wiring and termination activities:
a. positioning and securing of equipment and components
b. determining the current rating and lengths of cables required
c. stripping outer coating without damage to conductor insulation
d. stripping cable conductor insulation/protection
e. making mechanical/screwed/clamped connections
f. crimping (such as spade end, loops, tags and pins)
g. soldering and de-soldering
h. secure wires and cables (such as glands, clamps, clips, plastic strapping, lacing, harnessing)
1.10 check the completed circuit to ensure that all operations have been completed, and that the finished circuit meets the required specification
1.11 carry out checks to the equipment and circuits being wired, to include all of the following:
a. making visual checks (such as completeness, signs of damage, incorrect termination)
b. movement checks (such as loose fittings and connections)
c. continuity
1.12 produce electrical circuits, in compliance with one or more of the following standards:
a. BS 7671/IET wiring regulations
b. other BS and/or ISO standards
c. company standards and procedures
1.13 report any difficulties or problems that may arise with the electrical wiring activities, and carry out any agreed actions
1.14 leave the work area in a safe and tidy condition on completion of the electrical wiring activities

120 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Learning outcome
The learner will:
2. know how to wire electrical equipment and circuits
Assessment criteria
The learner can:
2.1 state the specific safety practices and procedures that the learner needs to observe when wiring electrical equipment (including any specific legislation, regulations or codes of practice for the activities, equipment or materials)
2.2 state the hazards associated with wiring electrical equipment, and with the tools and equipment used, (such as using sharp instruments for stripping cable insulation, using soldering irons), and how they can be minimised
2.3 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.4 describe what constitutes a hazardous voltage and how to recognise victims of electric shock
2.5 describe how to reduce the risks of a phase to earth shock (such as insulated tools, rubber matting and isolating transformers)
2.6 state the interpretation of circuit diagrams, wiring diagrams, and other relevant specifications (including BS and ISO schematics, wiring regulations, symbols and terminology)
2.7 state the types of cabling used for wiring up the equipment/circuits (such as multicore cables, single core cables, solid and multi-stranded cables, screened cables)
2.8 state the application and use of a range of electrical components (such as switches, sockets, lighting and fittings, junction boxes, consumer units, relays, solenoids, transformers, sensors and actuators, circuit protection equipment)
2.9 describe how to check that components meet the required specification/operating conditions (such as values, tolerance, current carrying capacity, voltage rating, power rating, working temperature range)
2.10 describe methods of mounting and securing electrical equipment/components to various surfaces (such as the use of nuts and bolts, screws and masonry fixing devices)
2.11 state the specific electrical termination methods and devices to be used (such as plugs and sockets, soldering, screwed, clamped and crimped connections)
2.12 state the use of BS7671/IET wiring regulations when selecting wires and cables
2.13 describe how to prepare the cables for terminating (such as cutting them to the correct length, removing correct length of outer and inner insulation without damaging insulation or conductors)
2.14 describe methods of attaching markers/labels to components or cables to assist with identification (such as colour coding conductors, using coded tabs)
2.15 state the tools and equipment used in the wiring and testing activities (including the use of cable stripping tools, crimping tools, soldering irons)
2.16 state the importance of conducting inspections and checks on the completed circuit (such as visual examination for loose or exposed conductors, excessive solder or solder spikes which may allow short circuits to occur, strain on terminations, insufficient slack

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 121
cable at terminations, continuity checks)
2.17 state the importance of earthing procedures for electrical installations, and why the earth bonding must be both mechanically and electrically secure
2.18 describe problems that can occur with the wiring operations, and how these can be overcome
2.19 describe when to act on their own initiative and when to seek help and advice from others
2.20 state the importance of leaving the work area in a safe and clean condition on completion of the wiring (such as returning hand tools and test equipment to the designated location, cleaning the work area, and removing and disposing of waste)

122 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 121 Assembling electrical wiring support systems
UAN: M/504/6376
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 21: Assembling electrical wiring support systems (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to form and assemble electrical wiring support systems such as conduit, trunking and traywork systems. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the assembly of the electrical wiring support systems by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required.
The assembly activities will include the forming and assembly of metallic and/or non-metallic systems, and will cover the selection of the appropriate materials, cutting and bending/forming the appropriate pieces that make up the support system. The learner will also need to assemble the prepared pieces, using a range of connection devices, and to position, align and secure them in the correct locations, using the specified/appropriate techniques. On completion of the assembly activities, the learner will be expected to return all tools

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 123
and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the assembly of the electrical wiring support systems. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate assembly techniques and procedures safely for electrical wiring support systems. The learner will understand the forming and assembly methods and procedures used, and their application, and will know about the various wiring support systems and components used to produce the assemblies, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the assembly activities, especially those for handling long lengths of conduit or trunking. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble electrical wiring support systems
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the electrical wiring support system forming and assembly activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions and assembly/installation drawings at all times

124 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. ensure that the electrical cable enclosure system is kept free from foreign objects, dirt or other contamination
d. apply safe and appropriate forming and assembly techniques and procedures at all times
e. return all tools and equipment to the correct location on completion of the assembly/installation activities
1.3 obtain the correct tools and equipment for the cutting, forming and assembly operations, and check that they are in a safe and usable condition
1.4 cut and form the electrical wiring support system components to the required size and shape, using appropriate tools and techniques
1.5 form and assemble one of the following types of electrical wiring support systems:
a. metal conduit systems
b. non-metallic conduit systems
c. non-metallic trunking systems
d. metal trunking system
e. traywork systems
1.6 assemble the electrical wiring support system, using the appropriate connectors
1.7 include three of the following in the electrical cable support systems:
a. straight connectors/couplings
b. bends/elbows (solid or inspection type)
c. tee pieces (such as solid or inspection type)
d. boxes (such as circular or square, terminal or multi branch)
e. reducers
f. conversion units and adaptors
g. crossover units (such as saddle sets)
h. inside and outside risers
1.8 include four of the following in the electrical wiring support systems:
a. horizontal runs
b. bends
c. tee junctions
d. vertical drops
e. offsets
f. bridge/saddle sets
1.9 mount and secure the electrical wiring support system components safely and correctly to meet the specification requirements
1.10 construct electrical wiring support system components, to include carrying out four of the following:
a. cutting the materials to the correct lengths (taking into account allowances for bends or joints required)
b. removing all burrs and sharp edges
c. producing external threads on conduit
d. producing or fabricating bends
e. producing or fabricating offsets
f. producing or fabricating bridge/saddle sets
1.11 check the completed assembly to ensure that all operations have been completed, and that the finished assembly is secure and

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 125
meets the required specification
1.12 in checking the completed assembly, include carrying out all of the following:
a. checking for level and alignment
b. checking that all connections are secure
c. ensuring that sufficient supports are used and that they are correctly spaced
d. correct outlets are used (such as for sockets, switches, light fittings, wire junction and inspection fittings)
1.13 produce electrical wiring support systems, in compliance with one or more of the following standards:
a. BS 7671/IET wiring regulations
b. Other BS and/or ISO standards
c. company standards and procedures
1.14 report any difficulties or problems that may arise with the electrical wiring support system assembly activities, and carry out any agreed actions
1.15 leave the work area in a safe and tidy condition on completion of the assembly of the electrical wiring support systems
Learning outcome
The learner will:
2. know how to assemble electrical wiring support systems
Assessment criteria
The learner can:
2.1 state the specific safety practices and procedures that they will need to observe when forming and assembling electrical wiring and support systems (including any specific legislation, regulations or codes of practice for the activities, equipment or materials)
2.2 state the hazards associated with forming and assembling electrical wiring and support system components, and with the tools and equipment used (such as using bending and forming equipment, handling long lengths of pipe and trunking, using solvents and adhesives), and how they can be minimised
2.3 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.4 state the interpretation of circuit diagrams, wiring diagrams, and other relevant specifications (including BS and ISO schematics, wiring regulations, symbols and terminology)
2.5 state the various types of electrical wiring support system used, and their typical applications
2.6 describe marking out lengths to be cut, taking into account any allowances (such as for bending, screwing, cementing)
2.7 describe methods of holding workpieces without damaging them (such as use of pipe vice)
2.8 state the tools and equipment used in the cutting, bending and forming operations (such as the use of conduit bending machines, threading equipment, hot air torches and bending springs)
2.9 describe methods of producing bends and sets in conduit materials (such as 90 degree bends, offsets, bridge sets)
2.10 describe methods of bending plastic conduit (such as using hot air

126 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
guns and springs)
2.11 describe how to produce fabricated bends in trunking and traywork section material (such as bends, tee junctions, double and saddle sets)
2.12 state the methods of forming screw threads on ends of conduit, and using appropriate tools to remove all sharp edges and burrs
2.13 state the various fittings used to assemble conduit, trunking and traywork systems (including screwed fittings, cemented fittings, straight connectors, bends, tees, inspection fittings, light, power and control outlet boxes)
2.14 state the importance and use of inspection fittings (such as elbows and junction boxes)
2.15 state the problems to look for when checking finished components/assemblies (such as dimensional checks, position and angle of bends/sets, out of alignment, loose connections, insufficient supports, damaged threads, deformed pipe around area of bend, burrs and sharp edges that could damage cables)
2.16 describe how to check alignment of components (including use of plumb bobs, levels and by visual means)
2.17 state the methods of supporting and securing the components (such as position and spacing of supporting brackets and devices, using pipe clips, saddles and supports)
2.18 describe problems that can occur with the assembly operations, and how these can be overcome
2.19 describe when to act on their own initiative and when to seek help and advice from others
2.20 state the importance of leaving the work area in a safe and clean condition on completion of the assembly activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 127
Unit 122 Assembling and wiring electrical panels
UAN: A/504/6378
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 22: Assembling and wiring electrical panels (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to assemble and wire electrical panels or components mounted in enclosures. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the assembly of the electrical panels by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required.
The activities will include the assembly of a range of electrical components such as component panels, isolator switches, fuses and circuit breakers, contactors and relays, bases for plug-in devices, rail-mounted terminal blocks, trunking, earth bonding, and sub-assemblies such as power supplies and card racks. This will involve using a range of tools and equipment along with soldering techniques and anti-static protection techniques. On completion of the assembly activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.

128 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the assembly of the electrical panels. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate assembly techniques and procedures safely for electrical panels. The learner will understand the assembly methods and procedures used, and their application, and will know about the various components used to produce the panels, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when mounting electrical components on panels or in enclosures, and with using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble and wire electrical panels
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the mounting and wiring of the electrical components:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and procedures at all times
c. ensure that the components are free from damage, foreign objects, dirt or other contamination
d. check that tools and equipment to be used are in a safe,

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 129
tested, calibrated and usable condition
e. prepare the electrical components and panels/enclosures for the assembly operations
f. use safe and approved techniques to mount the electrical components on the panels or in the enclosures
g. where appropriate, apply procedures and precautions to eliminate electrostatic discharge (ESD) hazards (such as the use of grounded wrist straps and mats)
h. return all tools and equipment to the correct location on completion of the assembly activities
1.3 obtain the correct tools and equipment for the assembly and test operations, and check that they are in a safe and usable condition
1.4 use the appropriate methods and techniques to assemble the components in their correct positions
1.5 mount electrical components on panels or into enclosures, to include six of the following items:
a. enclosure partitions
b. component mounting plates
c. contactors
d. overload and other relays
e. transformers/chokes
f. circuit breakers/fuses
g. panel meters (voltage, current)
h. terminal blocks/junction boxes
i. safety interlocks
j. isolators
k. bases for plug-in devices
l. switches (push button, toggle)
m. capacitors
n. resistors
o. rectifiers
p. power supplies
q. circuit boards
r. thermistors/thermocouples
s. indicators (lamps, LEDs)
t. limit switches
u. sensors
v. plugs/sockets
w. grommets/grommet strip
x. batteries
y. connector rails
z. solenoids
aa. other specific components
1.6 use six of the following methods and techniques (and the appropriate tools) during the wiring activities:
a. insulation stripping
b. cable routeing
c. cable forming/bending
d. making screwed/clamped connections
e. making crimped connections (such as spade end, loops, tags and pins)
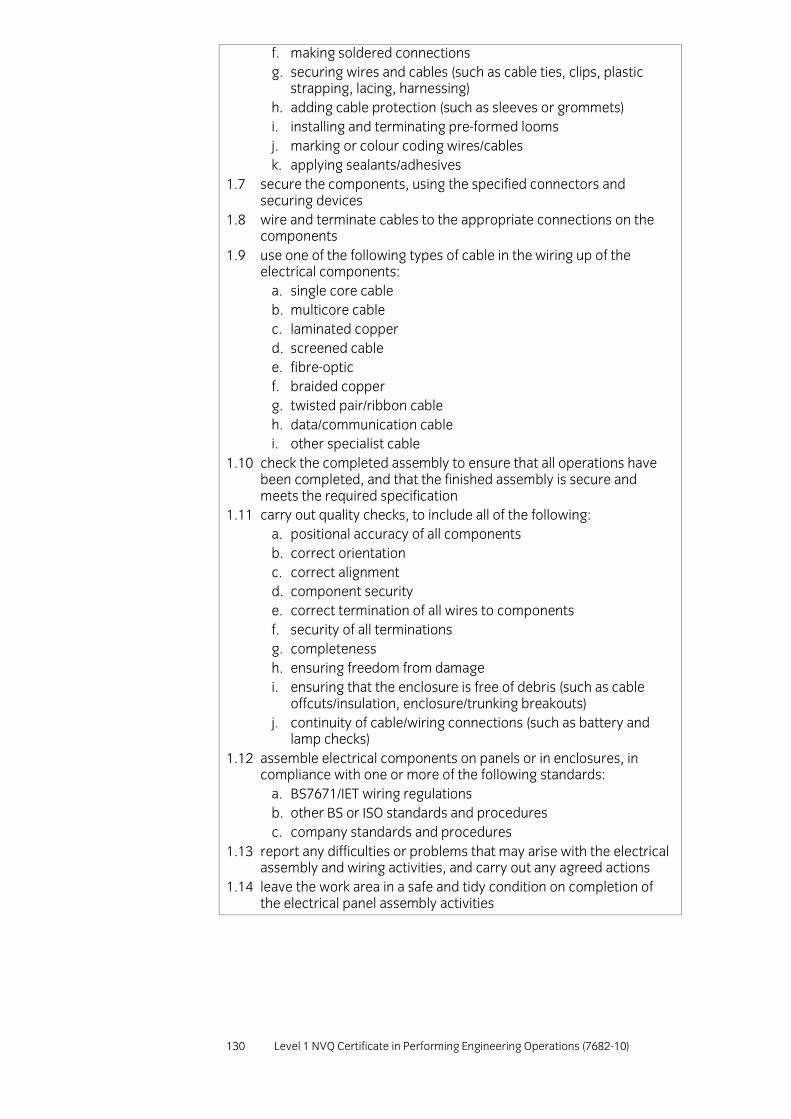
130 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
f. making soldered connections
g. securing wires and cables (such as cable ties, clips, plastic strapping, lacing, harnessing)
h. adding cable protection (such as sleeves or grommets)
i. installing and terminating pre-formed looms
j. marking or colour coding wires/cables
k. applying sealants/adhesives
1.7 secure the components, using the specified connectors and securing devices
1.8 wire and terminate cables to the appropriate connections on the components
1.9 use one of the following types of cable in the wiring up of the electrical components:
a. single core cable
b. multicore cable
c. laminated copper
d. screened cable
e. fibre-optic
f. braided copper
g. twisted pair/ribbon cable
h. data/communication cable
i. other specialist cable
1.10 check the completed assembly to ensure that all operations have been completed, and that the finished assembly is secure and meets the required specification
1.11 carry out quality checks, to include all of the following:
a. positional accuracy of all components
b. correct orientation
c. correct alignment
d. component security
e. correct termination of all wires to components
f. security of all terminations
g. completeness
h. ensuring freedom from damage
i. ensuring that the enclosure is free of debris (such as cable offcuts/insulation, enclosure/trunking breakouts)
j. continuity of cable/wiring connections (such as battery and lamp checks)
1.12 assemble electrical components on panels or in enclosures, in compliance with one or more of the following standards:
a. BS7671/IET wiring regulations
b. other BS or ISO standards and procedures
c. company standards and procedures
1.13 report any difficulties or problems that may arise with the electrical assembly and wiring activities, and carry out any agreed actions
1.14 leave the work area in a safe and tidy condition on completion of the electrical panel assembly activities

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 131
Learning outcome
The learner will:
2. know how to assemble and wire electrical panels
Assessment criteria
The learner can:
2.1 state the specific safety practices and procedures that the learner need’s to observe when assembling and wiring electrical components mounted on panels or in enclosures (including any specific legislation, regulations or codes of practice for the activities, equipment or materials)
2.2 state the hazards associated with assembling and wiring electrical panels (such as using sharp instruments for stripping cable insulation, use of soldering equipment), and how they can be minimised
2.3 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.4 describe what constitutes a hazardous voltage and how to recognise victims of electric shock
2.5 describe how to reduce the risks of a phase to earth shock (such as insulated tools, rubber matting and isolating transformers)
2.6 state the precautions to be taken to prevent electrostatic discharge (ESD) damage to circuits and sensitive components (such as use of earthed wrist straps, anti-static mats, special packaging and handling areas)
2.7 describe how to interpret drawings, circuit and physical layouts, charts, specifications, graphical electrical symbols, BS and ISO wiring regulations, and other documents needed for the electrical activities
2.8 state the types of components and sub-assemblies that are used in the assembly activities (such as contactors, relays, circuit breakers/fuses, solenoids, switches, transformers, ballast chokes, terminal blocks, sub-assemblies)
2.9 describe preparations to be undertaken on the components and enclosure, prior to the mounting activities
2.10 describe how the components are to be aligned and positioned prior to securing, and the tools and equipment that are used
2.11 describe how to identify any orientation requirements, values or polarity for the components used in the electrical assembly and wiring activities
2.12 state the types of cabling to be used in the assembly and wiring of the panels or enclosures (such as multicore cables, single core cables, single insulated, double insulated, screened cables)
2.13 describe why electrical bonding/earthing is critical, and why it must be both mechanically and electrically secure
2.14 state the use of BS7671/IET wiring, and other, regulations when selecting wires and cables
2.15 state the assembly methods and techniques to be used when wiring electrical panels or components mounted in enclosures (such as cable stripping, soldering, crimping, securing cables using cable ties, lacing/strapping of wires)
2.16 state the different types, applications, and methods of attaching identification markers/labels during the electrical wiring activities

132 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.17 describe how to conduct any necessary checks to ensure the accuracy and quality of the assembly produced (such as visual checks for completeness and freedom from damage to conductors or components, mechanical checks for security of components and connections, checks for electrical continuity and earth continuity)
2.18 describe how to check that tools and equipment are free from damage or defects, are in a safe, tested, calibrated and usable condition
2.19 describe when to act on their own initiative and when to seek help and advice from others
2.20 state the importance of leaving the work area in a safe and clean condition on completion of the electrical assembly and wiring activities (such as returning tools and equipment to the designated location, cleaning the work area, removing and disposing of waste)
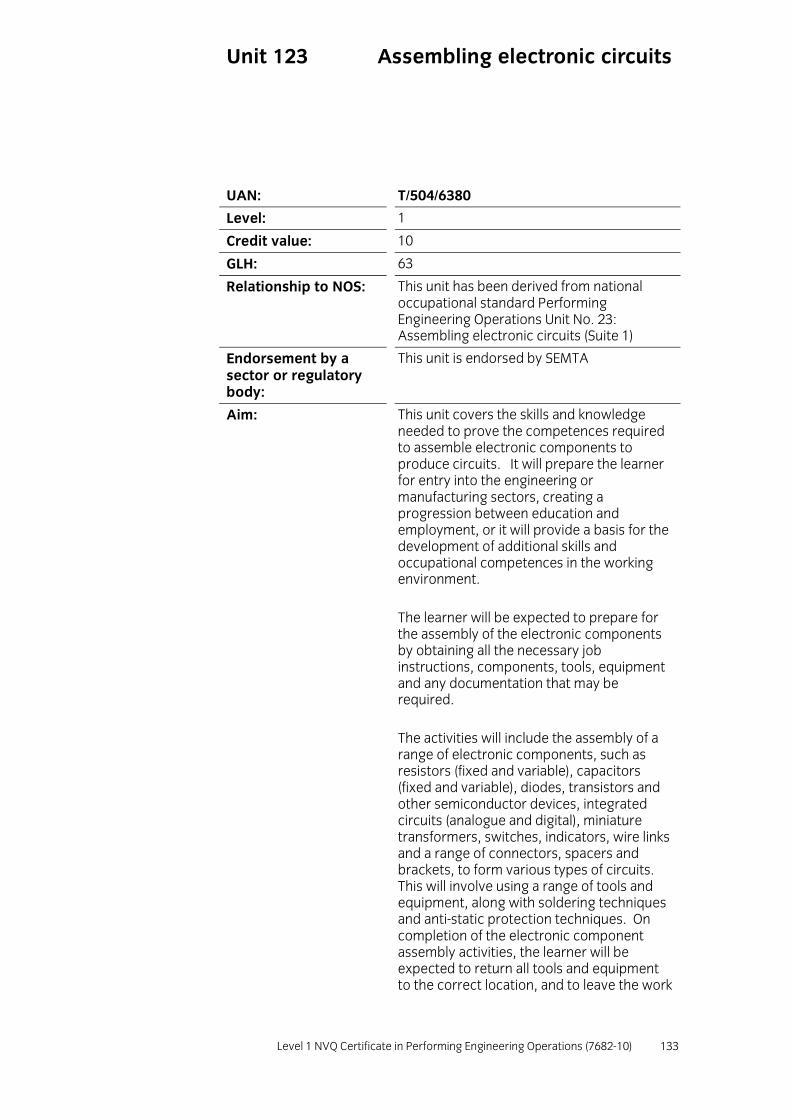
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 133
Unit 123 Assembling electronic circuits
UAN: T/504/6380
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 23: Assembling electronic circuits (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to assemble electronic components to produce circuits. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the assembly of the electronic components by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required.
The activities will include the assembly of a range of electronic components, such as resistors (fixed and variable), capacitors (fixed and variable), diodes, transistors and other semiconductor devices, integrated circuits (analogue and digital), miniature transformers, switches, indicators, wire links and a range of connectors, spacers and brackets, to form various types of circuits. This will involve using a range of tools and equipment, along with soldering techniques and anti-static protection techniques. On completion of the electronic component assembly activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work
134 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the electronic assembly activities. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate assembly techniques and procedures safely for electronic components and circuits. The learner will understand the assembly methods and procedures used, and their application, and will know about the various components used to produce the circuits, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the electronic component assembly activities, and with using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble electronic circuits
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the electronic assembly activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and assembly procedures at all times
c. ensure that the components are free from damage, dirt or other contamination

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 135
d. prepare the electronic components for the assembly operations (such as pre-forming and cleaning pins)
e. use safe and approved techniques to mount the electronic components on the circuit boards
f. check that tools and equipment to be used are in a safe, tested and usable condition
g. where appropriate, apply procedures and precautions to eliminate electrostatic discharge (ESD) hazards (such as the use of grounded wrist straps and mats)
h. follow clean work area protocols, where appropriate
i. return all tools and equipment to the correct location on completion of the assembly activities
1.3 obtain the correct tools and equipment for the assembly operations, and check that they are in a safe and usable condition
1.4 assemble circuits, using four of the following tools:
a. heat shunts/tweezers
b. snipe or long nosed pliers
c. sleeving pliers
d. component forming devices
e. wire strippers
f. side or end cutters
g. mechanical fasteners (screwdriver, spanners)
h. anti-static packaging, mats and straps
i. specialised assembly tools/equipment
1.5 use the appropriate methods and techniques to assemble the electronic components in their correct positions
1.6 assemble one of the following circuit types:
a. single-sided circuit
b. flexible circuit
c. thick film circuit
d. double-sided circuit
e. thin film circuit
f. hybrid circuit
1.7 assemble electronic components, using one of the following:
a. manual soldering techniques
b. surface mount techniques
c. mechanical fixing methods
1.8 assemble circuits to the required specification, to include using ten of the following types of component:
a. fixed resistors
b. variable resistors
c. potentiometers
d. light dependent resistors (LDR)
e. fixed capacitors
f. variable capacitors
g. electrolytic capacitors
h. diodes
i. zener diodes
j. light emitting diodes
k. transistors
l. thyristors

136 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
m. thermistors
n. analogue or digital integrated circuits
o. surface mount packages
p. rectifiers
q. switches
r. mini transformers
s. decoders
t. regulators
u. encoders or resolvers
v. inverters or servo controllers
w. edge connectors
x. wiring pins/tags/wire links
y. fixing spacers
z. insulators
aa. small heat sinks
bb. cables
cc. cable connectors
dd. protection devices
ee. opto-electonics/optical fibre components
ff. relays
gg. inductors
hh. other specific electronic components
1.9 assemble electronic components to produce two of the following types of circuit:
a. audio amplifiers
b. signal converters
c. signal generators
d. counter/timers
e. oscillators
f. filters
g. microprocessor based applications (such as PIC chips)
h. comparators
i. power amplifiers
j. motor control
k. regulated power supplies
l. logic function controls
m. display circuits
n. ADC and DAC hybrid circuits
o. sensor/actuator circuit (such as linear, rotational, temperature, photo-optic, flow, level, pressure)
p. digital circuit (such as process control, microprocessor, logic devices, display devices)
q. signal processing circuit (such as frequency modulating/demodulating, amplifiers, filters)
r. alarms and protection circuits
s. other specific circuit
1.10 secure the components, using the specified connectors, securing devices and soldering techniques
1.11 wire and terminate cables to the appropriate connections on the circuit boards
1.12 check the completed assembly to ensure that all operations have
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 137
been completed, and that the finished assembly meets the required specification
1.13 carry out visual checks on the completed circuits, to include all of the following:
a. soldered joints are clean, shiny, free from solder spikes, bridges, holes, excess solder and flux
b. components are correctly mounted for best physical support, and are correctly orientated
c. excess component leads have been trimmed off safely to the standard required
d. circuit tracks are free from faults (such as lifting, breaks, bridges, hot spots)
e. there are no obvious signs of damage to components or to the substrate
f. all required connectors, wire links, spacers and other ancillary items are in place
1.14 produce electronic circuits in compliance with one of the following:
a. BS or ISO standards and procedures
b. customer standards and requirements
c. company standards and procedures
d. other international standards
1.15 report any difficulties or problems that may arise with the electronic assembly and wiring activities, and carry out any agreed actions
1.16 leave the work area in a safe and tidy condition on completion of the assembly activities
Learning outcome
The learner will:
2. know how to assemble electronic circuits
Assessment criteria
The learner can:
2.1 state the specific safety practices and procedures that the learner need’s to observe when assembling electronic circuits (including any specific legislation, regulations or codes of practice for the activities, equipment or materials)
2.2 state the hazards associated with assembling electronic circuits (such as heat from soldering irons, toxic fumes, static electricity, using sharp instruments for stripping cable insulation), and how they can be minimised
2.3 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.4 state the precautions to be taken to prevent electrostatic discharge (ESD) damage to electronic circuits and components (such as use of earthed wrist straps, anti-static mats, special packaging and handling areas)
2.5 describe what constitutes a hazardous voltage and how to recognise victims of electric shock
2.6 describe how to reduce the risks of a phase to earth shock (such as insulated tools, rubber matting and isolating transformers)
2.7 describe how to use and extract information from circuit diagrams,

138 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
block and schematic diagrams, equipment manuals, data sheets and instructions (to include symbols and conventions to appropriate BS or ISO standards) in relation to work undertaken
2.8 state the various types of circuit boards used (such as printed circuit boards, thin film, thick film and flexible film circuitry)
2.9 state how to recognise, read the values and identify polarity and any other orientation requirements for the electronic components being used in the assemblies (such as capacitors, diodes, transistors, integrated circuit chips, and other discrete through-hole or surface-mounted components)
2.10 state the preparation requirements for components to be used in the assembly (such as pre-forming and cleaning component pins/legs)
2.11 describe methods of mounting and securing electronic components to various surfaces (such as the use of manual soldering techniques, surface mount technologies and mechanical fixing devices, use of heat sinks/shunts)
2.12 describe methods of attaching markers/labels to components or cables to assist with identification (such as colour coding conductors, using coded tabs)
2.13 state the use of specifications, and other, regulations when selecting wires and cables
2.14 state the importance of making visual checks of the completed assembly (such as visual examination for excessive solder or solder spikes which may allow short circuits to occur, correct orientation of components for pin configuration or polarity, obvious signs of damage (such as heat damage) or strain on terminations)
2.15 describe how to remove and replace faulty components without causing damage to circuit boards or surrounding components
2.16 state the tools and equipment used in the electronic assembly activities (including the use of cable stripping tools, crimping tools, soldering irons, specialist assembly tools)
2.17 state the importance of ensuring that all tools are in a safe and serviceable condition, are used correctly and are returned to their correct location on completion of the assembly activities
2.18 describe when to act on their own initiative and when to seek help and advice from others
2.19 state the importance of leaving the work area in a safe and clean condition on completion of the electronic assembly activities (such as returning tools and equipment to the designated location, cleaning the work area, removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 139
Unit 124 Carrying out routine servicing of electrical/electronic equipment
UAN: A/504/6381
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 24: Carrying out routine servicing of electrical/electronic equipment (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out a range of basic electrical/electronic equipment servicing/scheduled maintenance competences that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment
The learner will be expected to prepare for the servicing/scheduled maintenance activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be required to carry out servicing/scheduled maintenance on electrical/electronic equipment, such as control systems, motors and starters, switchgear and distribution panels, electrical plant, wiring enclosures, luminaires, alarm and protection equipment, portable appliances and other specific electrical/electronic equipment. On completion of the servicing/scheduled maintenance activities, the learner will be

140 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
expected to leave the equipment and work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the servicing activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate servicing techniques and procedures safely to electrical/electronic equipment. The learner will understand the process of implementing routine servicing/scheduled maintenance tasks, the importance of carrying them out at specific times, and of recording their outcomes and actions taken, and they will know about the equipment, materials and consumables used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the servicing/scheduled maintenance tasks, especially those for isolating the equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. carry out routine servicing of electrical/electronic equipment
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety and other relevant regulations and guidelines
1.2 carry out all of the following during the servicing/scheduled maintenance activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. confirm that the equipment is ready for carrying out the servicing/scheduled maintenance activity
c. ensure the safe isolation of the electrical/electronic equipment

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 141
d. ensure that safe access and working arrangements have been provided for the maintenance area
e. carry out the servicing/scheduled maintenance tasks, using safe and appropriate techniques and procedures
f. leave the equipment and work area in a clean and safe condition
1.3 obtain and prepare the appropriate tools and maintenance equipment required for the servicing operations
1.4 prepare the electrical/electronic equipment for the servicing operations
1.5 carry out the servicing activities, in accordance with the appropriate maintenance schedule
1.6 carry out servicing/scheduled maintenance tasks on two of the following groups of electrical/electronic equipment:
a. electrical plant
b. wiring enclosures
c. portable appliances
d. alarm and protection equipment/circuits
e. switchgear and distribution panels
f. control systems and components
g. motors and starters
h. luminaires
i. sensor/actuator equipment/circuit (such as linear, rotational, temperature, photo-optic, flow, level, pressure)
j. other specific electrical/electronic equipment
1.7 carry out eight of the following servicing/scheduled maintenance activities:
a. removing excessive dirt and grime
b. replacing ‘lifed’ consumables (such as seals, motor brushes, batteries, light bulbs)
c. monitoring the condition/deterioration of components (such as cables, connectors switches, contactors, safety devices)
d. checking that any safety equipment or controls are operating correctly
e. checking the operation of test/measuring equipment (such as instrumentation, sensors and indicators)
f. carrying out and/or checking equipment self-analysis data
g. making adjustments to components and/or connections
h. checking/tightening fastenings to the required torque
i. checking the integrity and security of connections and earth bonding
j. checking the operation of alarm and protection equipment
k. inspecting and cleaning sensors
l. servicing battery systems
1.8 carry out all of the following checks on completion of the servicing/scheduled maintenance activities:
a. all servicing operations have been completed
b. all tools and materials have been removed from casings/electrical apertures
c. all protective covers/panel doors have been replaced/closed
d. isolation/protection devices are removed and power is restored (where appropriate)

142 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.9 carry out routine servicing/scheduled maintenance activities on electrical/electronic equipment, in compliance with one or more of the following:
a. organisational guidelines and codes of practice
b. equipment manufacturer’s operation range
c. BS7671/IET wiring regulations
1.10 check and replace all worn or limited life components, as appropriate
1.11 ensure that the equipment is free from signs of damage or malfunctions
1.12 report any difficulties or problems that may arise with the servicing activities, and carry out any agreed actions
1.13 complete the relevant servicing/maintenance records accurately, and pass them on to the appropriate person
1.14 one of the following servicing /scheduled maintenance records must be completed:
a. job cards
b. specific company documentation
c. permit to work/formal risk assessment
1.15 dispose of waste materials in accordance with safe working practices and approved procedures
Learning outcome
The learner will:
2. know how to carry out routine servicing of electrical/electronic equipment
Assessment criteria
The learner can:
2.1 state the health and safety requirements of the area in which the electrical/electronic servicing/scheduled maintenance tasks are to take place, and the responsibility these requirements place on the learner
2.2 state the isolation procedures or permit-to-work procedure that applies to the electrical/electronic equipment being serviced
2.3 state the specific health and safety precautions to be applied during the servicing/scheduled maintenance tasks, and their effects on others
2.4 state the importance of wearing appropriate protective clothing and equipment (PPE), and of keeping the work area safe and tidy
2.5 describe hazards associated with carrying out servicing/scheduled maintenance tasks on electrical/electronic equipment (such as live electrical components, electrostatic discharge (ESD), handling cleaning fluids/agents, misuse of tools), and how they can be minimised
2.6 describe what constitutes a hazardous voltage and how to recognise and deal with victims of electric shock (to include methods of safely removing the victim from the power source, isolating the power source, and how to obtain first aid assistance)
2.7 describe how to obtain and interpret information from job instructions and other documentation used in the servicing activities (such as BS or ISO standard drawings, specifications, servicing schedules, BS7671/IET regulations symbols and

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 143
terminology)
2.8 describe how to clean the equipment to remove all excess dirt and grime, and the cleaning agents to be used
2.9 state the various checks to be carried out during the servicing/scheduled maintenance procedure
2.10 state the procedure for obtaining the consumables to be used during the scheduled maintenance activity
2.11 describe methods of checking that components are fit for purpose, and the need to replace ‘lifed’ items (such as batteries, lamps, motor brushes)
2.12 describe how to carry out checks to ensure that the equipment has been correctly serviced and is in a satisfactory operational order
2.13 describe how to complete servicing/scheduled maintenance records/logs/reports, in accordance with company policy and procedures
2.14 state the equipment operating and control procedures, and how to apply them in order to carry out the servicing/scheduled maintenance
2.15 state the problems that can occur whilst carrying out the servicing/scheduled maintenance tasks, and how they can be avoided
2.16 describe when to act on the learner’s own initiative and when to seek help and advice from others
2.17 state the importance of leaving the equipment and work area in a clean and safe condition on completion of the servicing activities (such as correctly isolated, removing and disposing of waste)

144 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 125 Making components from wood-based materials
UAN: J/504/6383
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 25: Making components from wood-based materials (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out a range of basic hand and wood machining competences that will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or that will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the wood machining activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In producing the components, the learner will be expected to use appropriate tools and equipment to mark out the material for a range of features to be produced, then to rough out the components using fixed or portable machine tools, and to finish them using hand tools. These activities will include sawing, planing, sanding and drilling. The components produced will have features that include flat, square, parallel and angular faces, radii and curved profiles, drilled holes and simple joints. On completion of the activities, the learner will be expected to return all tools and equipment to the correct location, and to
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 145
leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the woodworking activities undertaken. The learner will need to report any difficulties or problems that may arise, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate hand and wood machining techniques safely. The learner will understand the cutting and shaping process, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the cutting and shaping activities, especially those for using woodworking machines and portable power tools. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. make components from wood-based materials
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the woodwork cutting and shaping activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. check that the equipment to be used is fit for purpose and is in a safe, tested and usable condition (such as hand tools, machines and machine cutting tools)
c. ensure that all machine guards and safety devices are correctly positioned
d. check that dust extraction equipment is functioning correctly

146 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
e. use safe and approved cutting and shaping techniques and procedures at all times
f. ensure that cutting tools are maintained in a serviceable condition
g. return all tools and equipment to the correct location on completion of the woodworking activities
1.3 obtain and prepare the appropriate tools and equipment required for the woodworking operations
1.4 mark out the components for the required operations, using appropriate tools and techniques
1.5 use marking-out methods and techniques, including one of the following:
a. direct marking, using instruments
b. use of templates
c. tracing/transfer methods
d. other specific method
1.6 use a range of marking-out equipment, to include five of the following:
a. pencil
b. marking knife
c. rule or tape
d. straight edge
e. square
f. protractor or sliding bevel
g. dividers, compass or trammels
h. marking gauge
1.7 mark out material, to include five of the following features:
a. datum and centre lines
b. square/rectangular profiles
c. angles
d. curved profiles
e. cutting detail
f. circles
g. hole centring and outlining
h. joints
i. assembly positions
1.8 cut and shape the materials to the required specification, using appropriate tools and techniques
1.9 use hand tools to cut and shape materials, to include four of the following:
a. rip saws
b. tenon saws
c. chisels/gouges
d. jack or smoothing planes
e. files/rasps
f. drills/braces
g. portable powered hand tools
h. sanding blocks/paper
i. other specific hand tools
1.10 use fixed and portable machines, to include four of the following:
a. circular saw

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 147
b. band saw
c. sander (such as face, belt, bobbin)
d. planer/thicknesser
e. morticer/tenoner
f. router
g. bench or pedestal drill
h. other special purpose machine
1.11 produce components which combine different features and cover six of the following profiles:
a. flat faces
b. parallel faces
c. square faces
d. slots/grooves
e. rebates
f. angular/tapered faces
g. curved profiles
h. tenons
i. mortices
j. half lap joints
k. drilled holes
l. countersunk/counterbored holes
m. concave profiles
n. convex profiles
1.12 produce components made from two of the following materials:
a. soft woods
b. hard woods
c. plywood
d. blockboard
e. fibreboard (MDF)
f. hardboard
1.13 check that the finished components meet the standard required
1.14 use appropriate measuring equipment and tools to check four of the following:
a. dimensions
b. flatness
c. squareness
d. angles/taper
e. alignment
f. position
g. profile
h. distortion/straightness
1.15 produce components which meet all of the following requirements:
a. components to be free from false tool cuts and material defects
b. dimensional tolerances within +/- 3mm or +/- 0.125”
c. inch
d. angles within +/- 5 degrees
e. components have an appropriate surface texture
1.16 report any difficulties or problems that may arise with the

148 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
woodworking activities, and carry out any agreed actions
1.17 leave the work area in a safe and tidy condition on completion of the woodworking activities
Learning outcome
The learner will:
2. know how to make components from wood-based materials
Assessment criteria
The learner can:
2.1 state the health and safety requirements, and safe working practices and procedures required for the woodworking activities undertaken (including the use of hand tools; working with machinery; operation of machine safety devices; stopping the machine in an emergency; dust extraction, closing the machine down on completion of activities)
2.2 state the importance of wearing appropriate protective clothing/equipment (PPE), and of keeping the work area safe and tidy
2.3 state the hazards associated with cutting and shaping wood and composite materials, and with the tools and equipment that is used (such as use of hand power tools, trailing power leads, dust inhalation, damaged or badly maintained tools and equipment, handling long or wide lengths of material), and how they can be minimised
2.4 describe how to use and extract information from woodworking drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.5 describe how to identify the materials that are to be used (to include colour, grain structure, size), and the common defects that occur in the wood to be used
2.6 state the types of defect that would render the materials unfit for use
2.7 describe how to mark out the materials for the cutting and shaping operations to be carried out (such as datums, centre lines, cutting guidelines, square and rectangular profiles, joints, circular and curved profiles, angles, holes)
2.8 describe how to select and establish suitable datums; the importance of ensuring that marking out is undertaken from the selected datums; and the possible effects of working from different datums
2.9 describe ways of laying out the marking-out shapes or patterns to maximise the use of materials
2.10 state the various hand tools that are used to cut and shape the materials, and the range of operations they are capable of performing (such as rip saws, tenon saws, smoothing planes, jack planes, chisels and gouges)
2.11 describe how to check that the hand cutting tools are in a usable and safe condition; and the procedure for sharpening and adjusting these when required
2.12 state the various machines that are used in wood machining, and the range of operations that they are capable of performing (such

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 149
as sawing, planing, rebating, profiling)
2.13 state the importance of checking that the machinery used is working correctly, that machine guards and dust extraction equipment are correctly positioned, and that the cutting tools are undamaged and are in a safe and sharp condition
2.14 state the importance of ensuring that all machine and portable tools are used correctly, pat tested, and within their permitted operating range
2.15 state the methods used to cut square, angular and circular/curved profiles
2.16 describe how to conduct any necessary checks to ensure the accuracy and quality of the components produced
2.17 describe when to act on their own initiative and when to seek help and advice from others
2.18 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as removing and storing power leads, isolating machines, cleaning the equipment, and removing and disposing of waste)

150 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 126 Assembling engineering woodwork components
UAN: R/504/6385
Level: 1
Credit value: 9
GLH: 59
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 26: Assembling engineering woodwork components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to assemble engineering woodwork components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the engineering woodworking assembly activities by obtaining all the necessary job instructions, components, tools, equipment and any documentation that may be required.
In carrying out the engineering woodwork assembly operations, the learner will be required to work to instructions in order to produce the required assembly. The learner will also be expected to align the components correctly, and to assemble them in the correct order, using the appropriate fixing devices and adhesives. The assembly activities will also include making all necessary checks and adjustments, to ensure that components are correctly assembled and that the assembly is free from damage and has an appropriate cosmetic appearance. On completion of the woodwork assembly activities, the learner

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 151
will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the engineering woodwork assembly activities undertaken. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate woodwork assembly techniques safely. The learner will understand the woodwork assembly process, and its application, and will know about the materials, tools and equipment used, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the woodwork assembly operations, especially those involving the use of adhesives, and when using the assembly tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble engineering woodwork components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the engineering woodwork assembly activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and procedures
152 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. ensure that all tools, equipment, power tool cables and extension leads used are in a safe, tested and serviceable condition (where appropriate)
d. ensure that components used are free from damage or other defects
e. apply safe and appropriate assembly techniques and procedures at all times
f. return all tools and equipment to the correct location on completion of the assembly activities
1.3 obtain and prepare the appropriate components, tools and equipment
1.4 use the appropriate methods and techniques to assemble the components in their correct positions
1.5 produce engineering woodwork assemblies, including one of the following:
a. structural assemblies
b. doors and door frames
c. storage units
d. transportation units
e. furniture units
f. frames or bulkheads
g. show stands or cases
h. consoles
i. models
j. patterns
k. jigs or fixtures
l. formers
m. other specific assemblies
1.6 carry out five the following assembly activities, as appropriate to the assemblies produced:
a. ensuring that correct components are used
b. ensuring that the correct ‘hand’ of component is used at the appropriate position (left or right handed)
c. ensuring the correct orientation, position and alignment of components
d. using cramps and clamps to hold the components during the assembly activities
e. drilling and countersinking/counterboring (where appropriate)
f. securing components using mechanical fasteners (such as pins, screws, nails, special fasteners, dowels)
g. securing components using prepared joints
h. securing components using adhesives
i. fitting of accessories (hinges, locks, handles, catches)
1.7 secure the components, using the specified connectors and securing devices
1.8 check the completed assembly to ensure that all operations have been completed, and that the finished assembly meets the required specification
1.9 carry out quality checks, to include six of the following, using appropriate equipment:
a. dimensions
b. flatness

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 153
c. squareness
d. alignment
e. orientation
f. positional accuracy
g. distortion/straightness
h. profile (where appropriate)
i. fit/component security
j. finish
k. completeness
l. function (where appropriate)
m. freedom from damage
1.10 produce engineering woodwork assemblies which meet all of the following:
a. all components are correctly assembled and aligned, in accordance with the specification
b. assemblies are dimensionally accurate within specification tolerances
c. where appropriate, assemblies meet geometric tolerances (such as square, straight, angles free from twists)
d. interlocking components (joints) are secure
e. moving parts are correctly adjusted and have appropriate clearances
1.11 report any difficulties or problems that may arise with the assembly activities, and carry out any agreed actions
1.12 leave the work area in a safe and tidy condition on completion of the assembly activities
Learning outcome
The learner will:
2. know how to assemble engineering woodwork components
Assessment criteria
The learner can:
2.1 state the specific safety precautions to be taken whilst carrying out the engineering woodwork assembly activities (including any specific legislation, regulations or codes of practice relating to the activities, equipment or materials)
2.2 state the importance of wearing appropriate protective clothing/equipment (PPE) during the woodwork assembly activities, and of keeping the work area safe and tidy
2.3 state the hazards associated with producing wood and composite assemblies, and with the tools and equipment used, (such as use of hand power tools, trailing power leads, dust inhalation, using adhesives), and how they can be minimised
2.4 describe how to use and extract information from engineering drawings and related specifications (to include BS or ISO standard symbols and abbreviations, imperial and metric systems of measurement, workpiece reference points and system of tolerancing)
2.5 describe how to prepare the components in readiness for the assembly activities (such as visually checking for defects, marking for left or right handing)

154 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.6 state the woodwork assembly methods and procedures to be used, and the importance of adhering to these procedures
2.7 state the importance of assembling components in the correct order
2.8 describe how to mark out the necessary datum lines for the assembly operations
2.9 describe how the components are to be aligned, oriented and positioned prior to securing them, and the tools and equipment that are used for this
2.10 state the various mechanical fasteners that will be used to secure the components, and their method of installation (such as nails, screws and special securing devices)
2.11 state the application of adhesives within the assembly activities, and the precautions that must be taken when working with them
2.12 describe how to conduct any necessary checks to ensure the accuracy and quality of the assembly produced, and the type of equipment that is used
2.13 describe how to check that the assembly tools and equipment to be used are in a safe, tested and serviceable condition
2.14 describe why it is important to keep the tools and equipment clean and free from damage, to practice good housekeeping of tools and equipment, and to maintain a clean and unobstructed working area
2.15 describe when to act on their own initiative and when to seek help and advice from others
2.16 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as removing and storing tools, equipment and power leads, removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 155
Unit 127 Carrying out composite moulding activities
UAN: Y/504/6386
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 27: Carrying out composite moulding activities (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to produce composite mouldings, using techniques such as wet lay-up, pre-preg resin infusion techniques, spray lay up, hot press, resin and pultrusion. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the composite moulding activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be expected to obtain and check the tooling, apply release agents and prepare the composite materials. The learner will produce the composite mouldings, which will incorporate a range of features, using a range of application methods. The activities will also include making all necessary checks, to ensure that the mouldings meet the required specification and have an appropriate cosmetic appearance. On completion of the composite moulding activities, the learner will be expected to return all tools and equipment to the correct location, and to
156 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the composite moulding activities undertaken. The learner will need to report any difficulties or problems that may arise with the moulding activities, and carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate composite moulding techniques and procedures safely. The learner will understand the moulding/laying-up procedure, and its application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the composite moulding activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. carry out composite moulding activities
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the composite moulding activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, drawings, process specifications and moulding/lay-up procedures
c. ensure that all equipment and tools used are in a safe and serviceable condition
d. return all tools and equipment to the correct location on

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 157
completion of the moulding/lay-up activities
1.3 prepare the moulds, jigs or formers ready for the manufacturing operations
1.4 prepare for the composite moulding activities, to include carrying out all of the following as applicable to the moulding process:
a. Ensure the correct tooling is being used and check for resin build up and surface defects
b. correctly apply sealers/release agents
c. Ensure the correct materials are being used for the activity, and check that they are ‘in life’
d. cut the materials to the correct size and shape (where applicable)
e. obtain the correct measure and mix of resin/catalyst
f. check equipment settings are correct
g. dispense and apply the correct measure and mix of resin/catalyst
1.5 carry out the moulding or laying-up activities, using the correct methods and techniques
1.6 carry out one of the following composite moulding activities:
a. wet lay-up
b. pre-preg laminating
c. resin infusion (flow or film)
d. spray lay-up laminating
e. hot press moulding
f. resin transfer moulding
g. pultrusion techniques
h. other (to be specified)
1.7 produce composite mouldings which combine operations and include three of the following shape features:
a. internal corner
b. external corner
c. vertical surface
d. return surfaces
e. double curvature
f. concave surface
g. flanges
h. convex surface
i. joggle details
j. nett edges
1.8 produce composite mouldings using three of the following:
a. resin (such as polyester, epoxy, phenolic, vinyl ester, bismaleimide, cyanate ester)
b. fibre (such as glass, carbon, polyethylene, aramid, hybrid)
c. reinforcement (such as braids, roving, tapes, chopped strand, continuous filament, woven)
d. core material (such as wood, core mat, structural foam, honeycomb)
1.9 use one of the following during the cure cycle: (where it is appropriate to the moulding technique used)
a. oven
b. heated tools/moulds

158 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. autoclave
d. heated press
e. pressure bags
f. vacuum bags
g. thermal mould expansion
h. fibre tensioning
i. curing lamps
j. infrared heating
k. microwave
l. hot bonder
m. electric heating
n. water/steam heating
1.10 use one of the following to apply pressure during the moulding process
a. pressure bags
b. vacuum bags
c. hot de-bulk
d. pressure de-bulk
e. press
f. autoclave
g. thermal mould expansion
h. fibre tensioning
1.11 trim/finish moulding to specification (where applicable)
1.12 remove the composite mouldings from the formers, and carry out three of the following as applicable to the moulding process:
a. visually check that the moulding is complete and free from defects
b. mark out the mouldings for trimming of excess material
c. cut/trim the mouldings, using appropriate tools and equipment (such as cutting wheels/discs, routers, saws)
d. carry out edge filling (where appropriate)
e. sand the mouldings, using appropriate tools and equipment (such as rubbing blocks, diamond files, disc or belt sanders, pencil grinders)
f. produce and finish holes in the mouldings, using appropriate tools and techniques (such as drills, hole saws, countersinks, counterbores, threading devices), where appropriate
g. polish the mouldings using appropriate tools and equipment (such as wet sanding, cutting compounds)
h. store components in the correct orientation and location
1.13 check that all the required operations have been completed to specification
1.14 produce composite mouldings which comply with all of the following:
a. components are dimensionally accurate within specification requirements
b. finished components meet the required shape/geometry (such as squareness, straightness, angularity and being free from twists)
c. completed components are free from defects, sharp edges or slivers
d. components meet company standards and procedures

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 159
1.15 report any difficulties or problems that may arise with the moulding activities, and carry out any agreed actions
1.16 leave the work area in a safe and tidy condition on completion of the moulding activities
Learning outcome
The learner will:
2. know how to carry out composite moulding activities
Assessment criteria
The learner can:
2.1 state the health and safety precautions to be taken, and procedures to be used, when working with composite materials, tools and equipment
2.2 state the hazards associated with using composite materials, consumables, tools and equipment, and how to minimise these in the work area
2.3 state the protective equipment (PPE) that is needed for personal protection and, where required, the protection of others
2.4 state the specific workshop environmental conditions the must be observed when producing composite mouldings (such as temperature, humidity, styrene levels to threshold limits, fume/dust extraction systems and equipment)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate british, european or relevant international standards in relation to work undertaken)
2.6 state the types of resin systems, fibres and reinforcement used, and their applications
2.7 state the visual identification of both raw and finished composite materials
2.8 describe methods of preparation for patterns, moulds and tooling (including the correct use of surface sealers and release agents)
2.9 describe methods used in the application of materials to tooling surfaces (such as for tailoring and cutting materials)
2.10 describe mixing ratios for gel coats, resins and catalysts, and their associated working times
2.11 state the methods used in the application of the resin/fibre during the moulding activity
2.12 state the curing of mouldings, and the importance of adhering to the cure cycle
2.13 state the tools and equipment used in the moulding activities, and their care, preparation and control procedures
2.14 describe how to recognise faults that can occur during the moulding process
2.15 describe procedures and methods used for removing mouldings from production tooling
2.16 state the identification of defects in the composite moulding (such as de-lamination, voids, contaminants)
2.17 describe how to mark out the mouldings in preparation for the trimming activities, and the tools and equipment to be used
2.18 state the methods and techniques used to trim mouldings, and the different types of manual and power tools used in the trimming

160 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
operations
2.19 state the care and safe handling of production tooling and composite mouldings throughout the production cycle
2.20 describe why it is important to keep the tools and equipment clean and free from damage, to practice good housekeeping of tools and equipment, and to maintain a clean and unobstructed working area
2.21 describe when to act on their own initiative and when to seek help and advice from others
2.22 state the importance of leaving the work area in a safe and clean condition on completion of activities (such as removing and storing power leads, cleaning the equipment and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 161
Unit 128 Assembling composite components
UAN: H/504/6388
Level: 1
Credit value: 9
GLH: 59
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 28: Assembling composite components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to produce composite assemblies from composite and non-composite components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the composite assembly activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
In carrying out the assembly operations, the learner will be required to use appropriate or specified assembly and joining techniques and methods for the composite components to be assembled. This will include a range of features such as loose and close fit tolerances, permanent and non-permanent fixing, shape location, staggered, return and overlap joins. On completion of the composite assembly activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.

162 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the composite assembly activities undertaken. The learner will need to report any difficulties or problems that may arise with the assembly activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate composite assembly techniques and procedures safely. The learner will understand the composite assembly techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the composite assembly activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. assemble composite components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the composite assembly activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions, assembly drawings and procedures
c. use the correct tools and equipment for the activity, and ensure that they are safe to use
d. ensure that components to be used are of the correct type, and that all mouldings are free from defects
e. apply safe and appropriate assembly techniques at all times
f. return all tools and equipment to the correct location on completion of the assembly activities

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 163
1.3 obtain the appropriate components, tools and equipment
1.4 use the appropriate methods and techniques to assemble the components in their correct positions
1.5 produce composite assemblies for one of the following:
a. one-off assemblies
b. batch assemblies
c. assembly line
1.6 produce composite assemblies that incorporate two of the following features:
a. loose fit tolerances
b. close fit tolerances
c. non-permanent fixing
d. shape location
e. joggle joins
f. permanent fixing
g. return joins
h. overlap joins
1.7 produce composite assemblies that require two of the following methods to be used:
a. trimming/fettling
b. pinning
c. clamping
d. trial fitting
e. aligning
f. use of assembly jigs
g. drilling
h. countersinking/counterboring
1.8 produce composite assemblies that use one of the following joining methods:
a. thread inserts
b. quick-release fasteners
c. rivets
d. mechanical fasteners
e. anchor nuts
f. bonding/adhesives
1.9 use one of the following types of composite component in the assemblies:
a. trim
b. closing panels
c. body panels
d. tubes
e. structural components
f. aerodynamic components
g. core materials
h. sections
i. housings
j. inserts
k. other specific components
1.10 use one of the following types of non-composite components in the assemblies:
a. brackets

164 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
b. fixtures
c. fittings
d. trim
e. tapes
f. memory foam
g. films
h. other specific components
1.11 secure the components, using the specified methods and securing devices
1.12 check that all the required assembly operations have been completed to specification
1.13 produce assemblies which comply with all of the following:
a. assemblies are dimensionally accurate within specification requirements
b. all components are correctly assembled and aligned, in accordance with the specification
c. all fastenings are correctly fitted and are secure
d. where appropriate, moving parts are correctly adjusted and have appropriate clearances
e. finished assemblies meet the required shape/geometry and are free from defects (such as square, straight, angle, free from twists)
1.14 report any difficulties or problems that may arise with the moulding activities, and carry out any agreed actions
1.15 leave the work area in a safe and tidy condition on completion of the assembly activities
Learning outcome
The learner will:
2. know how to assemble composite components
Assessment criteria
The learner can:
2.1 state the health and safety precautions to be taken, and the procedures to be used, when producing composite assemblies and working with composite materials, consumables, tools and equipment in the specific work area
2.2 state the hazards associated with assembling composite materials, and with the consumables, tools and equipment used, and how to minimise these in the work area
2.3 state the protective equipment that is needed for personal protection (PPE) and, where required, the protection of others
2.4 state the specific workshop environmental conditions the must be observed when producing composite assemblies (such as temperature, humidity, styrene levels to threshold limits, fume/dust extraction systems and equipment)
2.5 describe how to use and extract information from engineering drawings and related specifications (to include symbols and conventions to appropriate british, european or relevant international standards in relation to work undertaken)
2.6 describe how to use the correct system of measurement such as metric and imperial
2.7 describe terminology used for the composite assembly activities

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 165
(such as types of components used, types of fittings and fasteners, materials and adhesives used)
2.8 describe preparations to be undertaken on the composite components prior to assembly
2.9 state the assembly/joining methods, techniques and procedures to be used, and the importance of adhering to these procedures (such as screw fasteners, rivets, special purpose fittings)
2.10 describe where appropriate, the application of sealants and adhesives within the assembly activities, and the precautions that must be taken when working with them
2.11 describe how the components are to be aligned, adjusted, positioned and clamped prior to assembly, and the tools and equipment that is used
2.12 state the tools and equipment used in assembly activities, and how to check that the tools and equipment to be used are in a safe and serviceable condition
2.13 state the problems that can occur with the assembly activities, and how they can be avoided
2.14 describe when to act on their own initiative and when to seek help and advice from others
2.15 state the importance of leaving the work area in a safe and clean condition on completion of the assembly activities (such as returning hand tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)
166 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 129 Preparing sand for moulding and coremaking
UAN: K/504/6389
Level: 1
Credit value: 5
GLH: 38
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 29: Preparing sand for moulding and coremaking (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to prepare sand and materials used in the production of sand moulds and cores for casting. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the sand preparation activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be expected to use manual or mechanised methods to mix the sand, depending on the amount of the processed materials needed. The materials covered include sands, refractory slurries, additives and additions, and the learner will be expected to perform simple tests on the materials being processed, to confirm that they meet the required specification. On completion of the sand preparation activities, the learner will be expected to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 167
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the sand preparation activities undertaken. The learner will need to report any difficulties or problems that may arise with the sand preparation activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate sand mixing techniques and procedures safely. The learner will understand the different methods of preparing the materials, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the sand mixing activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand the responsibility they owe to themselves and others in the workplace.
Learning outcome
The learner will:
1. prepare sand for moulding and coremaking
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the sand preparation activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. use the correct tools and equipment for the activity, and ensure that they are safe to use
c. follow job instructions and apply safe and appropriate sand preparation techniques and procedures at all times
d. ensure that the sand mixtures produced meet the required specification for quality and accuracy
e. return all tools and equipment to the correct location on completion of the sand preparation activities
168 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.3 obtain the required materials, and check them for quantity and quality
1.4 obtain and prepare three of the following materials for the sand mixing operations:
a. sand
b. additives
c. additions
d. refractory material
1.5 determine how the materials need to be prepared
1.6 use the appropriate methods and techniques to prepare, mix and mill the materials
1.7 produce the mixed materials, using one of the following methods:
a. manual mixing
b. batch mixing
c. combined methods
d. ribbon flow semi-automatic
e. continuous mixing
1.8 mix the materials for use, to include carrying out all of the following:
a. measuring out the required amounts of sand for the operations being performed
b. adding the correct quantities of additives/additions, in the correct ratios, at the appropriate time during mixing
c. using the correct techniques to mix and mill the materials for the appropriate time
d. checking that the mixed materials are to the required specification
1.9 complete the sand preparation activities, to include carrying out all of the following:
a. confirming that prepared materials are ready for use, and that they comply with required specification
b. storing the mixed materials in suitable locations
c. completing all relevant documentation
1.10 check that the prepared sand meets the required specification
1.11 check the quality of the mixed materials, using one of the following methods:
a. visual inspection
b. manual testing of material
c. electronically
1.12 carry out one of the following checks on the prepared sand:
a. moisture content
b. strength
c. viscosity
d. permeability
1.13 prepare sand mixes in accordance with one of the following:
a. BS or ISO standards and procedures
b. customer standards and requirements
c. company standards and procedures
1.14 report any difficulties or problems that may arise with the sand preparation activities, and carry out any agreed actions
1.15 leave the work area in a safe and tidy condition on completion of the sand preparation activities

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 169
Learning outcome
The learner will:
2. know how to prepare sand for moulding and coremaking
Assessment criteria
The learner can:
2.1 state the health and safety precautions to be taken, and the procedures to be used, when preparing sands for moulding or coremaking activities
2.2 state the hazards associated with preparing sands, and with the consumables, tools and equipment used, and how to minimise these in the work area
2.3 state the COSHH regulations that apply when dealing with solvents, resins, catalysts and gelling agents
2.4 state the protective equipment that is needed for personal protection (PPE) and, where required, the protection of others
2.5
2.6 state the specific workshop environmental conditions the must be observed when mixing sand and using sand additives (such as temperature, humidity, fume/dust extraction systems and equipment)
2.7 describe manual lifting techniques and requirements on acceptable weights to be handled by hand
2.8 describe how to obtain the necessary job instructions, and how to interpret their information
2.9 state the tools and equipment used in the sand preparation activities, and how to check that the tools and equipment to be used are in a safe and serviceable condition
2.10 describe why it is necessary to check the amounts of materials prior to commencing mixing operations
2.11 state the actions that are needed when materials are found to be below the required amounts
2.12 describe why checks need to be made on the materials to be used
2.13 state the effects on the prepared materials if the base product is passed the ‘use by’ date, is different in content from the company requirement/specification, is added to the mix at the wrong time or at the wrong temperature, or if too little or too much is added to the mix
2.14 state the different processes and machines used to prepare the materials (such as manual, semi and fully automatic)
2.15 state the additions and additives that are used when preparing the materials
2.16 state the reasons why different materials are used for different molten metal alloys
2.17 describe why sampling of prepared materials is performed
2.18 describe why some prepared materials, which are outside of specification after testing, have to be disposed of
2.19 state the quality control checks to be carried out on the prepared material (such as moisture content, strength, viscosity and freedom from foreign bodies)
2.20 state the problems that can occur with the sand preparation activities, and how they can be avoided

170 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.21 describe how to identify prepared material non-conformance (such as dry or wet sand, unmixed sand, thick/thin slurry or unmixed slurry)
2.22 state the importance of keeping the equipment clean and free from damage, of practicing good housekeeping of tools and equipment, of maintaining a clean working area, and of carrying out machine start-up and shut-down procedures
2.23 describe when to act on their own initiative and when to seek help and advice from others
2.24 state the importance of leaving the work area in a safe and clean condition on completion of the sand preparation activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 171
Unit 130 Making sand moulds and cores for casting
UAN: H/504/6391
Level: 1
Credit value: 10
GLH: 63
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 30: Making sand moulds and cores for casting (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to manually produce sand moulds and cores for casting. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the production of the moulds and cores by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be required to select the appropriate equipment to use, based on the type and size of the pattern, the moulding method employed, and the material to be cast. The learner will be expected to produce the moulds, using either greensand, chemically bonded gas activated sand, chemically bonded resin/catalyst activated sand or resin bonded heat activated sand. The patterns used will be loose or boarded, circular, square or irregular in shape, and will have projections and internal cavities. The moulds will be produced either in boxes or boxless, as appropriate. On completion of the mould and core making activity, any surplus material will be disposed of safely and correctly. The learner will be expected

172 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
to return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the production and preparation of the sand moulds and cores. The learner will need to report any difficulties or problems that may arise with the moulding and coremaking activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate manual sand moulding and coremaking techniques safely for casting. The learner will understand the manual sand moulding and coremaking process and its application, and will know about the equipment, materials, consumables and tests that are used to confirm that the sand is fit for purpose, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the sand moulding activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. make sand moulds and cores for casting
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the sand moulding and coremaking activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 173
relevant safety regulations
b. follow job instructions and apply safe and appropriate sand moulding techniques and procedures at all times
c. use the correct tools and equipment for the moulding activity, and ensure that they are safe to use
d. ensure that the moulds produced meet the required specification for quality and accuracy
e. return all tools and equipment to the correct location on completion of the moulding and coremaking activities
1.3 obtain and prepare the appropriate tools, equipment and materials
1.4 prepare the mould and coremaking equipment for use, to include carrying out both of the following:
a. visually inspecting the pattern or core box for damage
b. applying release agents to the pattern or core box (as applicable)
1.5 ensure that the patterns are correctly prepared, sited and positioned ready for the moulding process
1.6 ensure that the sand is correctly mixed and milled
1.7 carry out the sand moulding and coremaking activities, using the correct methods and techniques
1.8 produce moulds and cores from one of the following types of sand:
a. greensand (naturally or synthetically bonded)
b. chemically bonded gas activated
c. chemically bonded resin/catalyst
d. resin bonded heat activated
e. other type of sand (specify)
1.9 produce full or half cores from one of the following types of core box:
a. solid turnout boxes
b. split boxes
1.10 produce drag and cope mould parts from one of the following types of patterns:
a. loose flat back and split type
b. plated flat type and split type
1.11 produce mould parts, using one of the following methods:
a. use of moulding boxes
b. boxless, using mould location devices
1.12 produce moulds and cores using two of the following techniques:
a. hand tucking and ramming
b. mechanical assistance with core consolidation
c. curing and drying the cores
d. inserting reinforcements (such as wire or bars)
e. incorporating vents (such as pre-formed, manually applied)
1.13 assemble and finish the moulds, to include carrying out all of the following:
a. inserting and securing the cores (such as horizontal or vertical location), where appropriate
b. forming runner, riser and feeder systems on the mould (such as cut and formed manually, reformed with fixed formers, preformed with loose formers)
c. applying mould coatings/dressings (such as by spray, flood, brush or dry)

174 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.14 prepare and close the moulds ready for casting, to include carrying out all of the following:
a. cleaning and removing foreign bodies and surplus sand from the mould cavity
b. carrying out visual checks on moulds for completeness (including all cores and freedom from cracks)
c. checking that runner/riser/feeder systems are clean, connected and complete
d. applying mould sealant, where appropriate
e. locating the moulds using pins, rebates, diabolos or cores, as appropriate
f. closing moulds manually or by mechanical means
g. securing the moulds using clamps/clips and/or weights
1.15 produce sand moulds which meet all of the following quality and accuracy standards:
a. they are complete and free from obvious defects (such as cracks, broken or damaged mould surfaces)
b. they meet the required specification (such as shape, dimensional accuracy)
c. they are free from soft spots
1.16 report any difficulties or problems that may arise with the sand moulding and coremaking activities, and carry out any agreed actions
1.17 dispose of surplus material safely and correctly
1.18 leave the work area in a safe and tidy condition on completion of the sand moulding and coremaking activities
Learning outcome
The learner will:
2. know how to make sand moulds and cores for casting
Assessment criteria
The learner can:
2.1 state the specific safety precautions to be taken when producing and preparing sand moulds for casting (such as wearing full protective clothing and protective equipment (PPE); ensuring adequate ventilation/fume extraction)
2.2 state the coshh regulations that apply when dealing with chemically bonded sands, surface coatings, release agents and surface dressings
2.3 state the hazards associated with producing and preparing sand moulds and cores for casting, and how they can be minimised
2.4 state the importance of wearing appropriate protective clothing and equipment (PPE), and keeping the work area safe and tidy
2.5 state the types of sand used in the mould and coremaking activities (such as green sand, and chemically prepared sands such as gas activated, resin/catalyst and oil types)
2.6 state the various types of core boxes that are used (such as solid turnout boxes, split boxes)
2.7 state the different pattern types used in the moulding process (such as loose and plated), and the jointing methods that are required for the different pattern types
2.8 describe methods of positioning the patterns for correct

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 175
orientation; centralising and supporting the pattern in the moulding box
2.9 state the application and use of pattern release agents and core coatings or dressings
2.10 describe methods of filling moulds and core boxes, and of compacting the sands (such as manual filling and compacting and machine filling and compacting), and the precautions to be taken to ensure that the pattern doesn’t become displaced during the filling and compacting activities
2.11 describe methods of reinforcement, venting and chilling of the moulds and cores (such as using vent wire and rods, pre-formed shapes, pre-formed wax or nylon)
2.12 describe methods of mould stripping and pattern rapping; removing the pattern without damaging the mould cavity or pattern
2.13 describe methods of cutting and forming downsprues, ingates, riser and feeder systems
2.14 describe why it is necessary to check the moulds and cores prior to commencing core setting and mould closing operations
2.15 describe how to prepare the moulds, and the methods of locating and setting cores in the moulds using core prints, glues and sprigs
2.16 state the methods of closing and securing the moulds (using weights or clamps), and the dangers/effects of using moulds which are incorrectly closed or clamped
2.17 describe why it is important to keep the pattern and core box equipment clean and free from damage, to practice good housekeeping of moulding tools and equipment, and to maintain a clean working area
2.18 describe when to act on the learner’s own initiative and when to seek help and advice from others
2.19 state the importance of leaving the work area in a safe and clean condition on completion of the assembly activities (such as returning tools and equipment to is designated location, cleaning the work area, and removing and disposing of waste)

176 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 131 Manually casting components
UAN: M/504/6393
Level: 1
Credit value: 9
GLH: 59
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 31: Manually casting components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to prepare and safely cast molten materials (such as ferrous or non-ferrous alloys, plastic polymers and liquid ceramics) into prepared moulds, dies, or shells, manually. It will prepare the learner for entry into the engineering or manufacturing sector, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the casting activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will need to check that the moulds to be cast are positioned correctly and are bushed up and secure. The learner must ensure that the casting ladles, and any supporting or carrying frames, are free from defects that could affect the safe operation of carrying and pouring the molten material. The learner will collect the molten material from the source vessel or furnace, and skim or apply coagulant to the molten material to remove/contain impurities from the surface. The learner will then cast the moulds in a safe manner and at the correct speed. On completion of the casting activity, any surplus molten material must be disposed of

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 177
safely and correctly, and the learner will be expected to return all tools and equipment to the correct location and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the casting activities undertaken. The learner will need to report any difficulties or problems that may arise with the casting activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate molten material pouring and casting techniques and procedures safely. The learner will understand the casting techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the manual casting activities, especially those for transporting and pouring molten materials. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. manually cast components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the manual casting activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that the work area is clear of obvious hazards
178 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
c. follow job instructions, and apply safe and appropriate casting techniques and procedures at all times
d. confirm that the required material handling equipment is available and is in a safe and usable condition
e. check that any required ancillary equipment is available (such as fume extraction equipment, molten material treatment equipment)
f. return all tools and equipment to the correct location on completion of the casting activities
1.3 ensure that the moulds are correctly prepared, sited and positioned ready for the casting process
1.4 check that the moulds/dies are complete and ready for casting, to include carrying out all of the following checks:
a. appropriate clamps and/or weights are in position
b. downsprues are marked, and pouring bushes/basins are in position and free from obstructions
c. any necessary filters are in place
d. access to the moulds/dies/shells is clear
e. containers for surplus molten material are prepared and positioned conveniently in relation to the mould/dies/shells
1.5 cast molten materials into one of the following:
a. sand moulds
b. metal moulds/dies
c. shells (investment process)
1.6 collect and transport the molten material safely and correctly from the furnace
1.7 prepare the molten material ladles/handling equipment, to include carrying out all of the following:
a. checking that the ladle is the correct size for the amount of material to be poured
b. checking that the ladle/lining is in a safe condition and is complete and dry
c. ensuring that any necessary pre-heating has been carried out
1.8 collect the molten material and carry out two of the following melt checks/procedures, as appropriate to the melt:
a. making temperature checks
b. skimming of the melt to remove slag and other impurities
c. applying coagulant material
d. using inhibitor materials or gas
1.9 use the appropriate technique to pour the molten material into the moulds
1.10 produce cast components to the required specification
1.11 produce cast components from one of the following:
a. ferrous alloys
b. non-ferrous alloys
c. plastics/polymers
d. liquid ceramics
1.12 transfer and pour the molten material into moulds/dies, using one of the following:
a. single operation
b. double pour
1.13 produce cast components which contain all of the following

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 179
features:
a. faces that are flat, square or angular to each other
b. have round, curved or contoured surfaces
c. have slots or holes
1.14 produce cast components which comply with all of the following:
a. cast components are complete and free from obvious defects (such as blow holes, impurities, cracks, damaged or deformed surfaces)
b. the cast components meet the required specification (such as shape, dimensional accuracy)
c. the cast components meet company standards and procedures
1.15 report any difficulties or problems that may arise with the casting activities, and carry out any agreed actions
1.16 dispose of surplus material safely and correctly
1.17 leave the work area in a safe and tidy condition on completion of the casting activities
Learning outcome
The learner will:
2. know how to manually cast components
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken with regard to handling and transporting molten materials (such as wearing full protective clothing and protective equipment, and the elimination of slipping or tripping hazards)
2.2 state the hazards associated with pouring molten materials (such as splashes and spills of molten materials; fumes; handling hot and heavy materials), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used; how to obtain it, and how to check that it is in a safe and usable condition
2.4 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.5 state the importance of following job instructions and defined casting procedures
2.6 state the emergency procedures to be followed in the event of a furnace failure or malfunction in any vessel used to transport and cast molten materials
2.7 state the various methods of collecting molten material from the furnace or ladle, and the different types of vessel used
2.8 state the manual lifting techniques and requirements on acceptable weights to be handled by hand
2.9 describe why it is sometimes necessary for the ladles to be preheated, and the effects of using wet or untreated/cold ladles
2.10 state the causes of surface impurities on molten materials, and the methods of removing them
2.11 state the effects on the quality of the cast components if impurities are allowed to enter the mould/die cavity
2.12 state the checks to be carried out on the moulds/dies/shells prior to

180 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
casting (such as checking that clamps or weights are correctly positioned, downsprues are marked and pouring bushes/basins are in position, necessary filters are in place and access to moulds is clear)
2.13 state the importance of using the correct pouring techniques, and of casting at the correct speed
2.14 describe methods of pouring molten material for single operations or double pour applications
2.15 state the defects in cast components which can be directly related to using the incorrect pouring technique, incorrect material temperature, or untreated molten material/material
2.16 describe how to dispose of surplus molten material (such as returning material to furnace or receiver; pouring into prepared sand beds or ingot moulds)
2.17 describe when to act on their own initiative and when to seek help and advice from others
2.18 state the importance of leaving the work area in a safe and clean condition on completion of the casting activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 181
Unit 132 Fettling cast components
UAN: A/504/6395
Level: 1
Credit value: 6
GLH: 45
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 32: Fettling cast components (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to use hand and power tools to fettle and finish cast components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the fettling activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be expected to check that the tools and equipment are in a safe and usable condition, and that the abrasive wheels/discs to be used during the fettling operation are suitable for the material and operations to be carried out. The cast components could be circular, square or irregular in shape, and may have projections and internal cavities. The learner will remove the runners and risers/feeders, using manual or mechanical means. Other surplus material present, on both external and internal surfaces (such as joint line and core print flash), must also be removed. On completion of the fettling activity, all waste material must be disposed of safely and correctly, and the learner will be expected to

182 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
return all tools and equipment to the correct location, and to leave the work area in a safe and tidy condition.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the fettling activities undertaken. The learner will need to report any difficulties or problems that may arise with the fettling activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate fettling techniques and procedures safely. The learner will understand the fettling techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the fettling activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. fettle cast components
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following, in preparation for the fettling and finishing activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. ensure that the work area is clear of obvious hazards
c. obtain any necessary personal protective equipment, and check that it is in good order
Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 183
d. follow job instructions, fettling and finishing specifications and procedures
e. check that the tools and equipment they need are in a safe, tested and usable condition (such as extension leads, hoses, pneumatic equipment, hand tools)
f. ensure that dust extraction and air filtering equipment is functioning correctly
g. ensure that all guards and screens are in place and are in good order
h. return all tools and equipment to the correct location on completion of the fettling and finishing activities
1.3 remove the cast components from the moulds/dies, using appropriate tools and techniques
1.4 when removing cast components from moulds, carry out all of the following, as appropriate to the castings produced:
a. knocking castings out of the moulds
b. removing castings from the moulding material
c. de-coring
d. removing runner/riser/feeder systems
e. visually checking castings for obvious defects (such as incomplete or deformed castings, blow holes)
1.5 clean the cast components and, where appropriate, remove any cores
1.6 fettle and finish the castings to remove excess material
1.7 fettle and finish cast components which have been produced from one of the following materials:
a. ferrous alloys
b. non-ferrous alloys
c. plastics/polymers
d. liquid ceramics
1.8 fettle and finish cast components, to include the use of three of the following:
a. hand tools (such as wire brushes, knives, scrapers, saws, files)
b. pneumatic chipping hammers
c. slitting saw
d. disc/angle grinder
e. linishers
f. pedestal grinders
g. band saw
h. other methods (specify)
1.9 fettle and finish cast components that have three of the following shapes/profiles:
a. square
b. irregular
c. projections
d. internal cavities
e. circular, curved or tapered profiles
1.10 fettle castings in accordance with one of the following:
a. company standards and procedures
b. customer standards and requirements
c. specific job requirements
1.11 check the casting for visible defects

184 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.12 dispose of waste material safely and correctly, in line with organisational procedures
1.13 report any difficulties or problems that may arise with the fettling activities, and carry out any agreed actions
1.14 leave the work area in a safe condition on completion of the fettling activities
Learning outcome
The learner will:
2. know how to fettle cast components
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken when fettling and finishing cast components (such as wearing full protective clothing and protective equipment, using screens and dust extraction equipment)
2.2 state the hazards associated with fettling and finishing cast components (such as handling hot castings, airborne sparks and metal particles, sharp edges on components, using power tools and abrasive discs, handling heavy materials), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used (such as eye protection, overalls, full face masks, breathing equipment); how to obtain it and check that it is in a safe and usable condition
2.4 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.5 state the importance of following job instructions and defined fettling procedures
2.6 describe manual lifting techniques, and requirements on acceptable weights to be handled by hand
2.7 state the different methods that can be used to knock out and de-core moulds and shells, and how to avoid damaging the moulds and cast components
2.8 describe how to clean the castings and remove any cores, and the tools and equipment that can be used
2.9 describe how to correctly remove runners and associated systems by braking off or cutting off
2.10 describe how to fettle castings to remove joint line flash, runner and feeder stubs, and the amount of material that should be removed
2.11 state the various hand and power tools that are used to carry out the fettling activities (such as hammers and chisels, files, grinding machines/discs, linishing equipment, knives and scrapers)
2.12 state the checks to be made on the tools and equipment to ensure that they are in a safe, tested and usable condition
2.13 state the various workholding methods and devices used to hold the cast components during the cleaning and fettling activities
2.14 state the effect on casting quality of incorrectly fettling of castings (such as under or over-dressing)
2.15 describe why it is important to keep the equipment clean and free from damage, to practice good housekeeping of tools and

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 185
equipment, to maintain a clean working area
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area in a safe and clean condition on completion of the fettling activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)
186 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 133 Applying coatings or coverings to finish surfaces
UAN: F/504/6396
Level: 1
Credit value: 7
GLH: 49
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 33: Applying coatings or coverings to finish surfaces (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required to finish surfaces by the application of coatings or coverings. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the finishing activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be required to use the specified techniques to prepare the surfaces in readiness for the application of the coatings or coverings. The finishing activities which will include the application of protective or decorative coatings or coverings, using hand tools, brushes, rollers, pads, cloths, or spray equipment, as applicable to the task.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the finishing activities

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 187
undertaken. The learner will need to report any difficulties or problems that may arise with the finishing activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate hand finishing techniques and procedures safely. The learner will understand the preparation and finishing techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the finishing activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. apply coatings or coverings to finish surfaces
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the surface finishing activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions and finishing specifications and procedures
c. check that the tools and finishing equipment they need are in a safe and usable condition (such as brushes, rollers spray equipment, hoses, hand tools)
d. where appropriate, ensure that dust extraction and air filtering equipment is functioning correctly
e. provide a suitable means for curing the coating (such as heating, or air supply to assist curing)
1.3 prepare the work surfaces in readiness to receive the appropriate coating or covering
188 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.4 include four of the following surface preparations:
a. stripping old finishes
b. cleaning/degreasing
c. mechanical surface preparation
d. flattening down
e. masking up
f. filling
g. sealing
h. pre-surface treatments
i. re-activating treatments
1.5 prepare the required coating or covering materials for use
1.6 include all of the following when preparing the coating or covering materials:
a. obtaining the correct types and quantities of materials
b. ensuring that the correct mixing rations are adhered to
c. checking that the prepared coating material is of the correct viscosity/consistency
d. ensuring that the prepared coating material has been left for the required induction period (if applicable)
e. ensuring that the prepared coating material is at the temperature recommended for application
1.7 apply the coatings or coverings to the surfaces, using appropriate techniques and procedures
1.8 apply the coatings or coverings to one of the following materials:
a. wood based
b. ferrous material
c. non-ferrous material
d. composite (such as glass fibre, Kevlar)
e. pre-painted surfaces
f. ceramic
g. plaster/brick/concrete
1.9 apply liquid coatings (such as primer/undercoat and finishing coats) using two of the following finishing materials:
a. sanding sealer
b. water based paints
c. oil/alkyd based paints
d. synthetic paints
e. two-component polyurethane paint
f. bituminous or rubber paints
g. petroleum based
h. polyurethane varnish
i. lacquer
j. stain
k. wax
l. French polish
m. temporary protective coatings
n. mastics
o. other special finishes (specify)
or apply coverings which are decorative, insulative or protective, to include two of the following:
p. paper based

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 189
q. polymer based
r. composite
s. metallic
t. wood
u. ceramic
1.10 apply finishes to a range of surfaces, to include two of the following:
a. flat
b. horizontal
c. vertical
d. overhead
e. curved or cylindrical
f. corners (such as outside corners, edges, ‘obscured’ corners)
1.11 check that the completed surface finishes or coverings comply with all of the following:
a. the final finish or covering is in line with the specification or job requirements
b. the finished surface is free from defects (such as runs, drips, bubbles, unevenness)
c. the finished surface meets customer/company requirements
1.12 report any difficulties or problems that may arise with the surface finishing activities, and carry out any agreed actions
1.13 dispose of waste material safely and correctly, in line with organisational procedures
1.14 leave the work area in a safe condition on completion of the finishing activities
1.15 tidy up the work area on completion of the coating or covering activities, to include carrying out all of the following:
a. cleaning tools, equipment and containers to be reused
b. returning all tools and excess materials to their designated location
c. disposing of waste materials, non-reusable containers and used solvents, in accordance with approved procedures
Learning outcome
The learner will:
2. know how to apply coatings or coverings to finish surfaces
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken when preparing surfaces, and when applying surface coatings and coverings (such as wearing protective clothing and protective equipment, using fume and dust extraction equipment)
2.2 state the hazards associated with preparing surfaces and applying surface coatings and coverings (such as using chemical for cleaning activities, dust and fume inhalation, use of power tools and abrasive discs; including the information to be found in manufacturers’ data sheets), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used (such as eye protection, overalls, face masks, breathing equipment); how to obtain it and check that it is in a safe and usable condition

190 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.4 state the requirements for working in confined spaces and safe systems of work (including required air quantities (RAQs) and local exhaust ventilation (LEV)) to maintain safe conditions; the provision of adequate and safe lighting and avoidance of sources of ignition
2.5 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.6 state the importance of following job instructions and defined surface finishing procedures
2.7 state the surface preparation methods and techniques to be undertaken, prior to applying the coatings or coverings (such as carrying out repairs to the surface or making good any damaged or defective surfaces; stripping off old materials; using solvents to remove dirt and grease; masking surfaces to prevent overspill/spray)
2.8 state the specific coatings or coverings to be used (such as liquid coatings, coverings in sheet, roll or tile form), and the types of surface for which they are best suited
2.9 state the preparation methods and techniques for mixing paints, varnishes, lacquers, stains and polishes
2.10 state the various methods of applying the required finishes (such as using brushes, rollers, paint pads, cloths adhesive spreaders and spray equipment)
2.11 state the safe operation of spray equipment, and the effects of air pressure variance on the spray quality
2.12 state the time intervals that are required between coats, and why these must be adhered too
2.13 state the use of lamps and heaters to aid the drying of the coatings or coverings
2.14 describe cleaning and maintenance procedures for the tools and equipment that are used (such as brushes, rollers adhesive spreading tools and spray equipment)
2.15 state the procedures for dealing safely and correctly with used consumables and surplus coatings or coverings
2.16 state the problems that can occur with the finishing operations, and how these can be overcome
2.17 describe when to act on their own initiative and when to seek help and advice from others
2.18 state the importance of leaving the work area and equipment in a safe and clean condition on completion of the finishing activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 191
Unit 134 Applying surface treatments
UAN: L/504/6398
Level: 1
Credit value: 7
GLH: 49
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 34: Applying surface treatments (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out surface treatments on components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the surface treatment activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be expected to use the specified techniques to prepare the surfaces in readiness for the application of the treatments. The treatment activities will include the application of surface treatments such as plating, anodising, powder coating, hot dip treatments and chemical treatments, as applicable to the task.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the surface treatment activities undertaken. The learner will need to report any difficulties or problems that may arise with the surface treatment activities, and to carry out any agreed actions. The learner will work under a high

192 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate surface treatment techniques and procedures safely. The learner will understand the preparation and surface treatment techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the surface treatment activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. apply surface treatments
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the surface treatment activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions and surface treatment specifications and procedures
c. check that the equipment is ready for the surface treatment operations being performed
d. carry out handling/jigging of the component (where appropriate)
e. clean all tools and equipment on completion of the surface treatment activities
f. dispose of waste and excess materials, in line with agreed organisational procedures
1.3 prepare the work surfaces in readiness to receive the appropriate treatment
1.4 prepare the components for the surface treatment activities by carrying out one of the following:

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 193
a. degreasing
b. cleaning
c. rinsing
d. masking
e. pre-heating
f. pickling
1.5 check that the finishing equipment and treatment solutions are at satisfactory operating conditions and levels
1.6 carry out the treatment process, using appropriate techniques and procedures
1.7 apply surface treatments to components, by carrying out one of the following treatment processes:
a. powder coating
b. hot dip treatments
c. electroplating
d. anodising
e. chemical treatments
f. phosphating
1.8 apply surface treatments to one of the following substrates:
a. mild steel
b. stainless steel
c. brass
d. copper
e. zinc based diecastings
f. aluminium
g. previously plated substrates
h. plastics/composite material
i. glass
j. other specific material
1.9 use one of the following methods for locating the work during the treatment process:
a. wiring
b. specialised jigs
c. jigging components, which are masked prior to processing
d. jigs with integral masking
1.10 carry out the surface treatment activities, to include all of the following:
a. confirm with the authorised person that the plant is ready for carrying out the treatment operations
b. check that the components are correctly prepared for the required treatment activities (such as dry, at the correct temperature, correctly masked)
c. load components safely into the treatment plant/solutions
d. ensure that components are left for the required induction period (if applicable)
e. remove the components from the plant/solution safely and correctly
f. apply appropriate post treatment activities (such as curing, cooling, quenching)
1.11 apply surface treatments to one of the following types of component:

194 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
a. symmetrical shaped components
b. irregular shaped components
c. welded/joined components
d. hollow/tubular components
e. flat components
f. other specific components
1.12 carry out surface treatment processes which comply with all of the following:
a. the final surface finish is in line with the specification or job requirements
b. the finished surface is free from defects
c. the finished surface meets customer/company requirements
1.13 report any difficulties or problems that may arise with the surface treatment activities, and carry out any agreed actions
1.14 dispose of waste material safely and correctly, in line with organisational procedures
1.15 shut down the finishing equipment to a safe condition on completion of the surface treatment activities
1.16 leave the work area in a safe condition on completion of the surface treatment activities
Learning outcome
The learner will:
2. know how to apply surface treatments
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken when preparing surfaces and applying surface treatment processes (such as wearing protective clothing and protective equipment, using fume extraction equipment)
2.2 state the hazards associated with preparing surfaces and applying surface treatments (such as using chemicals for cleaning and coating activities, fume inhalation, splashes from hot or corrosive treatment processes), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used (such as eye protection, overalls, face masks, breathing equipment); how to obtain it and check that it is in a safe and usable condition
2.4 state the requirements for working in confined spaces and safe systems of work (including required air quantities (RAQs) and local exhaust ventilation (LEV)) to maintain safe conditions
2.5 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.6 state the importance of following job instructions and defined surface treatment procedures
2.7 state the surface preparation methods and techniques to be undertaken prior to applying the treatments (such as stripping off old materials; using solvents to remove dirt and grease; masking surfaces to contain the deposits)
2.8 state the specific surface treatment process to be carried out (such

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 195
as powder coating, hot dip treatments, chemical treatments, phosphating, electroplating and anodising)
2.9 state the pre-treatments to be carried out on the components prior to the surface treatment activities (such as cleaning/degreasing, pickling, pre-heating)
2.10 state the visual checks to be made on the components prior to carrying out the surface treatment activities (such as checking that they are dry, have been pre-heated or are correctly masked up)
2.11 state the need to make certain that all substrates and jigs are completely free of water or other solvents prior to immersing in a hot solution, and the potential consequences of failing to check this
2.12 state the methods used to hold/secure components during the surface treatment process (such as wires, hooks, jigs)
2.13 state the importance of monitoring the equipment settings and process solutions during the treatment process
2.14 state the time intervals that the components need to be immersed, or the time required between coats, and why these must be adhered too
2.15 state the problems that can occur with the surface treatment operations, and how these can be overcome
2.16 describe when to act on their own initiative and when to seek help and advice from others
2.17 state the importance of leaving the work area and equipment in a safe and clean condition on completion of the surface treatment activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

196 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Unit 135 Applying heat treatment to engineering materials
UAN: R/504/6399
Level: 1
Credit value: 7
GLH: 49
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 35: Applying heat treatment to engineering materials (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out specified heat treatment processes to engineering materials/components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the heat treatment activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will be required to use the specified techniques to prepare the materials and equipment in readiness for the application of the heat treatments. The heat treatment activities will include the application of treatments such as flame hardening, case hardening, carburising, tempering, annealing and normalising, as applicable to the task.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 197
procedures for the heat treatment activities undertaken. The learner will need to report any difficulties or problems that may arise with the heat treatment activities, and to carry out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate heat treatment techniques and procedures safely. The learner will understand the preparation and heat treatment techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the heat treatment activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout. The learner will also understand their responsibilities for safety, and the importance of taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. apply heat treatment to engineering materials
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the heat treatment activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions and heat treatment process specifications and procedures
c. check that the equipment is ready for the heat treatment operations being performed
d. store all tools and equipment on completion of the heat treatment activities
e. dispose of waste and excess materials in line with agreed organisational procedures
1.3 prepare the materials in readiness to receive the appropriate heat treatment

198 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.4 prepare the components for the heat treatment activities, by carrying out one of the following:
a. removing scale
b. degreasing/cleaning
c. masking
d. polishing area to be tempered
e. pre-heating
1.5 check that the heat treatment equipment is at satisfactory operating conditions
1.6 carry out the heat treatment process, using appropriate techniques and procedures
1.7 carry out two of the following heat treatment processes:
a. flame hardening
b. case hardening
c. carburising
d. tempering
e. annealing
f. normalising/stress relieving
1.8 apply heat treatments to one of the following types of material:
a. low carbon steel
b. high carbon steel
c. silver/tool steel
d. chilled cast iron
e. welded fabrications
f. copper
g. other materials (specify)
1.9 use two of the following methods of heating the components:
a. furnace
b. blacksmith’s forge
c. gas torches
d. salt/chemical baths
1.10 use one of the following methods of quenching/cooling the material:
a. fresh water
b. salt water
c. oil
d. air
e. sand
f. left in the furnace to cool
1.11 carry out the heat treatment activities, to include all of the following:
a. lighting up the furnace/forge or torch, using approved procedures
b. checking that the components are correctly prepared for the required heat treatment activities (such as dry, at the correct temperature, correctly polished or masked, packed with carbon enriched material)
c. checking that there is sufficient cooling medium so that it will not overheat or reach flash point
d. loading the components safely into the heat source/solution
e. ensuring that components are left for the required induction

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 199
period
f. removing the components safely and correctly from the heat source/solution
g. quenching/cooling the components, using the appropriate medium and technique
1.12 carry out heat treatment processes which comply with all of the following:
a. the final heat treated material is in line with the specification or job requirements
b. the heat treated material is free from defects
c. the heat treatment process meets customer/company requirements
1.13 report any difficulties or problems that may arise with the heat treatment activities, and carry out any agreed actions
1.14 shut down the heat treatment equipment to a safe condition on completion of the activities
1.15 leave the work area in a safe condition on completion of the heat treatment activities
Learning outcome
The learner will:
2. know how to apply heat treatment to engineering materials
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken when carrying out heat treatment processes (such as wearing protective clothing and protective equipment, using fume extraction equipment)
2.2 state the hazards associated with carrying out heat treatment processes (such as handling hot materials, using heat treatment solutions, fume inhalation, splashes from hot oil or liquids, fire and explosive mixtures), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used (such as leather aprons, eye protection, overalls, face masks, breathing equipment); how to obtain it and check that it is in a safe and usable condition
2.4 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.5 state the importance of following job instructions and defined heat treatment procedures
2.6 state the material preparation methods and techniques to be undertaken, prior to applying the heat treatments (such as removing scale, oil and dirt; masking surfaces to contain the case hardening or carburising deposits; polishing surfaces to be tempered using visual methods; packing or coating the components with a carbon enriched material; pre-heating before immersion into a salt bath)
2.7 state the specific heat treatment process to be carried out, and the types of application for which they are best suited (such as flame hardening, case hardening, carburising, annealing, tempering and normalising)

200 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
2.8 describe how to prepare the equipment for the heat treatment activities (such as setting furnace or salt bath controls to give the correct temperature; the procedure for lighting and extinguishing the blacksmith’s forge; setting up gas torches; ensuring that suitable tongs/handling devices are available)
2.9 state the methods used to hold/secure components in a heat treatment solution (such as wires, hooks, jigs)
2.10 state the importance of monitoring the equipment settings and process solutions during the heat treatment process
2.11 describe the heating of the components to the correct temperature for the process being carried out (such as hardening temperatures for various carbon contents; soak times at set temperatures for carburising, annealing or normalising; temperatures and colours for various tempering applications), and why these must be adhered too
2.12 state the quenching and cooling methods to be used (such as fresh water, salt water, oil, sand, air and leaving the components in the furnace to cool naturally)
2.13 state the need to maintain quenching oil at a temperature below its flash point
2.14 state the problems that can occur with the heat treatment operations, and how these can be overcome
2.15 describe when to act on their own initiative and when to seek help and advice from others
2.16 state the importance of leaving the work area and equipment in a safe and clean condition on completion of the heat treatment activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 201
Unit 136 Hand forging engineering materials
UAN: A/504/6400
Level: 1
Credit value: 7
GLH: 49
Relationship to NOS: This unit has been derived from national occupational standard Performing Engineering Operations Unit No. 36: Hand forging engineering materials (Suite 1)
Endorsement by a sector or regulatory body:
This unit is endorsed by SEMTA
Aim: This unit covers the skills and knowledge needed to prove the competences required for carrying out hand forging activities to engineering materials/components. It will prepare the learner for entry into the engineering or manufacturing sectors, creating a progression between education and employment, or it will provide a basis for the development of additional skills and occupational competences in the working environment.
The learner will be expected to prepare for the hand forging activities by obtaining all the necessary job instructions, materials, tools, equipment and any documentation that may be required.
The learner will use the specified techniques to prepare the materials and equipment in readiness for the hand forging activities. The forging activities will include operations such as bending, twisting, drawing down, upsetting, swaging, punching, cutting off and flame welding, as applicable to the task.
The learner’s responsibilities will require them to comply with health and safety requirements and organisational policy and procedures for the hand forging activities undertaken. The learner will need to report any difficulties or problems that may arise with the hand forging activities, and to carry

202 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
out any agreed actions. The learner will work under a high level of supervision, whilst taking responsibility for their own actions and for the quality and accuracy of the work that they carry out.
The learner’s knowledge will provide an understanding of their work, and will enable them to apply appropriate hand forging techniques and procedures safely. The learner will understand the hand forging techniques used, and their application, and will know about the equipment, materials and consumables, to the required depth to provide a sound basis for carrying out the activities to the required specification.
The learner will understand the safety precautions required when carrying out the hand forging activities, and when using the associated tools and equipment. The learner will be required to demonstrate safe working practices throughout, and will understand their responsibility for taking the necessary safeguards to protect themselves and others in the workplace.
Learning outcome
The learner will:
1. hand forge engineering materials
Assessment criteria
The learner can:
1.1 work safely at all times, complying with health and safety legislation, regulations and other relevant guidelines
1.2 carry out all of the following during the hand forging activities:
a. adhere to procedures or systems in place for risk assessment, COSHH, personal protective equipment (PPE) and other relevant safety regulations
b. follow job instructions and hand forging specifications and procedures
c. ensure that the material handling equipment and hand tools are in a safe and usable condition
d. return all tools and equipment to their correct designation on completion of the hand forging activities
e. dispose of waste and excess materials, in line with organisational procedures
1.3 prepare the materials in readiness for the forging operations
1.4 prepare the forging equipment in readiness for the forging operations
1.5 carry out the hand forging operations, using appropriate techniques and procedures
1.6 use one of the following methods of heating the components:
a. furnace/oven
b. blacksmith’s forge

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 203
c. gas torch
d. induction heating
1.7 carry out three of the following hand forging operations:
a. bending
b. twisting
c. drawing down
d. upsetting
e. swaging
f. punching
g. cutting off
h. flame welding
1.8 carry out hand forging operations on one of the following types of material:
a. wrought iron
b. low carbon steel
c. high carbon steel
d. alloy steel
e. brass
f. copper
g. other materials (specify)
1.9 use three of the following during the forging process:
a. hand hammers
b. pneumatic hammers
c. blacksmith’s anvil
d. formers
e. swages
f. stakes
g. punches
h. drifts
i. other (specify)
1.10 carry out the hand forging activities, to include all of the following:
a. lighting up the furnace/forge or torch, using approved procedures
b. checking that the components are correctly prepared for the required hand forging activities (such as free from scale or excessive rust, heated to the correct colour/temperature)
c. using appropriate tools and techniques to forge the required shapes/profiles
d. re-heating the forged components at suitable periods during the forging process
e. using appropriate tools/gauges to determine when the required shape is achieved
1.11 produce hand forged components which comply with all of the following:
a. all dimensions are within job requirements
b. finished components meet the required shape/geometry (such as flat, straight, angles, twists)
c. completed components are free from excessive tooling/hammer marks, deformation or cracks
1.12 report any difficulties or problems that may arise with the hand forging activities, and carry out any agreed actions

204 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
1.13 shut down the forging equipment to a safe condition on completion of the activities
1.14 leave the work area in a safe condition on completion of the hand forging activities
Learning outcome
The learner will:
2. know how to hand forge engineering materials
Assessment criteria
The learner can:
2.1 state the specific health and safety precautions which must be taken when carrying out hand forging processes (such as wearing protective clothing and protective equipment, using fume extraction equipment)
2.2 state the hazards associated with carrying out hand forging processes (such as handling hot materials, fume inhalation, fire), and how they can be minimised
2.3 state the personal protective equipment (PPE) that should be used (such as leather aprons, eye/ear protection, overalls, face masks, breathing equipment); how to obtain it and check that it is in a safe and usable condition
2.4 state the importance of ensuring that fume extraction equipment is operating effectively, and that good housekeeping and fire prevention procedures are observed
2.5 state the importance of following job instructions and defined hand forging techniques and procedures
2.6 state the meaning of forging terminology (such as drawing down, upsetting swaging, twisting, punching and flame welding)
2.7 describe how to prepare the equipment for the hand forging activities (such as setting furnace controls to give the correct temperature; the procedure for lighting and extinguishing the blacksmith’s forge; setting up gas torches; ensuring that suitable tongs/handling devices are available)
2.8 state the material preparation methods and techniques to be undertaken prior to carrying out the hand forging operations (such as removing scale, oil and dirt; heating the material to the correct forging temperature)
2.9 describe how to determine when the material is ready for the forging operations (by checking the colour of the hot material)
2.10 state the various hand forging methods used, and the types of tooling required (including types of hammers, formers, swages, stakes, punches and drifts)
2.11 state the use of the various parts of the blacksmith’s anvil for the forging operations
2.12 state the problems that can occur with the hand forging operations, and how these can be overcome
2.13 describe when to act on their own initiative and when to seek help and advice from others
2.14 state the importance of leaving the work area and equipment in a safe and clean condition on completion of the forging activities (such as returning tools and equipment to the designated location, cleaning the work area, and removing and disposing of waste)

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 205
Appendix 1 Relationships to other qualifications
Links to other qualifications
Mapping is provided as guidance and suggests areas of commonality between the qualifications. It does not imply that candidates completing units in one qualification have automatically covered all of the content of another.
Centres are responsible for checking the different requirements of all qualifications they are delivering and ensuring that candidates meet requirements of all units/qualifications.
This qualification has connections to the:
City & Guilds Level 1 NVQ Certificate in Performing Engineering Operations 7582-10
City & Guilds Level 2 NVQ Diploma in Performing Engineering Operations 7682-20
Example:
Unit 7582-101 from the City & Guilds Level 1 NVQ Certificate in Performing Engineering Operations 7582-10 is a mandatory unit within this qualification. Achievement of this unit can be used towards achievement of unit 7682-101. Achievement of this unit can also be used towards the City & Guilds Level 2 NVQ Diploma in Performing Engineering Operations.
Literacy, language, numeracy and ICT skills development
This qualification can develop skills that can be used in the following qualifications:
Functional Skills (England) – see www.cityandguilds.com/functionalskills
Essential Skills (Northern Ireland) – see www.cityandguilds.com/essentialskillsni
Essential Skills Wales – see www.cityandguilds.com/esw

206 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Appendix 2 Sources of general information
The following documents contain essential information for centres delivering City & Guilds qualifications. They should be referred to in conjunction with this handbook. To download the documents and to find other useful documents, go to the Centres and Training Providers homepage on www.cityandguilds.com.
Centre Manual - Supporting Customer Excellence contains detailed information about the processes which must be followed and requirements which must be met for a centre to achieve ‘approved centre’ status, or to offer a particular qualification, as well as updates and good practice exemplars for City & Guilds assessment and policy issues. Specifically, the document includes sections on:
The centre and qualification approval process
Assessment, internal quality assurance and examination roles at the centre
Registration and certification of candidates
Non-compliance
Complaints and appeals
Equal opportunities
Data protection
Management systems
Maintaining records
Assessment
Internal quality assurance
External quality assurance.
Our Quality Assurance Requirements encompasses all of the relevant requirements of key regulatory documents such as:
SQA Awarding Body Criteria (2007)
NVQ Code of Practice (2006)
and sets out the criteria that centres should adhere to pre and post centre and qualification approval.

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 207
Access to Assessment & Qualifications provides full details of the arrangements that may be made to facilitate access to assessments and qualifications for candidates who are eligible for adjustments in assessment.
The centre homepage section of the City & Guilds website also contains useful information such on such things as:
Walled Garden: how to register and certificate candidates on line
Events: dates and information on the latest Centre events
Online assessment: how to register for e-assessments.

208 Level 1 NVQ Certificate in Performing Engineering Operations (7682-10)
Useful contacts
UK learners
General qualification information
T: +44 (0)844 543 0033
International learners
General qualification information
T: +44 (0)844 543 0033
F: +44 (0)20 7294 2413
Centres
Exam entries, Certificates, Registrations/enrolment, Invoices, Missing or late exam materials, Nominal roll reports, Results
T: +44 (0)844 543 0000
F: +44 (0)20 7294 2413
Single subject qualifications
Exam entries, Results, Certification, Missing or late exam materials, Incorrect exam papers, Forms request (BB, results entry), Exam date and time change
T: +44 (0)844 543 0000
F: +44 (0)20 7294 2413
F: +44 (0)20 7294 2404 (BB forms)
International awards
Results, Entries, Enrolments, Invoices, Missing or late exam materials, Nominal roll reports
T: +44 (0)844 543 0000
F: +44 (0)20 7294 2413
Walled Garden
Re-issue of password or username, Technical problems, Entries, Results, e-assessment, Navigation, User/menu option, Problems
T: +44 (0)844 543 0000
F: +44 (0)20 7294 2413
Employer
Employer solutions, Mapping, Accreditation, Development Skills, Consultancy
T: +44 (0)121 503 8993
Publications
Logbooks, Centre documents, Forms, Free literature
T: +44 (0)844 543 0000
F: +44 (0)20 7294 2413
Every effort has been made to ensure that the information contained in this publication is true and correct at the time of going to press. However, City & Guilds’ products and services are subject to continuous development and improvement and the right is reserved to change products and services from time to time. City & Guilds cannot accept liability for loss or damage arising from the use of information in this publication.
If you have a complaint, or any suggestions for improvement about any of the services that we provide, email: [email protected]

Level 1 NVQ Certificate in Performing Engineering Operations (7682-10) 209
About City & Guilds
As the UK’s leading vocational education organisation, City & Guilds is leading the talent revolution by inspiring people to unlock their potential and develop their skills. We offer over 500 qualifications across 28 industries through 8500 centres worldwide and award around two million certificates every year. City & Guilds is recognised and respected by employers across the world as a sign of quality and exceptional training.
City & Guilds Group
The City & Guilds Group operates from three major hubs: London (servicing Europe, the Caribbean and Americas), Johannesburg (servicing Africa), and Singapore (servicing Asia, Australia and New Zealand). The Group also includes the Institute of Leadership & Management (management and leadership qualifications), City & Guilds Licence to Practice (land-based qualifications), the Centre for Skills Development (CSD works to improve the policy and practice of vocational education and training worldwide) and Learning Assistant (an online e-portfolio).
Copyright
The content of this document is, unless otherwise indicated, © The City and Guilds of London Institute and may not be copied, reproduced or distributed without prior written consent. However, approved City & Guilds centres and candidates studying for City & Guilds qualifications may photocopy this document free of charge and/or include a PDF version of it on centre intranets on the following conditions:
centre staff may copy the material only for the purpose of teaching candidates working towards a City & Guilds qualification, or for internal administration purposes
candidates may copy the material only for their own use when working towards a City & Guilds qualification
The Standard Copying Conditions (see the City & Guilds website) also apply.
Please note: National Occupational Standards are not © The City and Guilds of London Institute. Please check the conditions upon which they may be copied with the relevant Sector Skills Council.
Published by City & Guilds, a registered charity established to promote education and training
City & Guilds
1 Giltspur Street
London EC1A 9DD
T +44 (0)844 543 0000
F +44 (0)20 7294 2413
www.cityandguilds.com





























