Embed Size (px)
Citation preview

Lean Manufacturing
A Presentation
With Success Stories!!!

ContentsA Brief Over-viewA Brief HistoryLean EnterpriseTools & MethodologySuccessful Case StudiesConclusion
How to make Lean WorkLean PeopleOvercoming ObstaclesBenefits of Lean Manufacturing

Key DefinitionsValue – A capability provided to a customer at the right time at
an appropriate price as defined in each case by the customer.
Product ( or service) features, cost, performance and availability are dimensions of value.
Waste – Any activity that consumes resources but creates no value (waste).
What Is Lean Manufacturing?
Lean manufacturing can be defined as “A systematic approach to identifying and eliminating waste (non-value-added activities) through continuous improvement by flowing the product at the pull of the customer in pursuit of perfection.”

Over-view of Lean ProductionFocuses on eliminating wastes in
process Is not about eliminating people Is about expanding capacity by reducing
costs and cycle time Is about understanding what is important
to customer

Lean = Eliminating Waste
D - DefectsO - OverproductionW - WaitingN - Non (under) utilized peopleT - Transportation I - InventoryM - MotionE - Extra (unnecessary) processing
(Typically 90-95% of Total Lead Time Is Non-Value Added!)

Lean Is Not Restricted to Shop-floorLean is not a “point” solution but a
continuos improvement processLean practices & principles are not just
“shop floor” improvements Lean can be deployed in Marketing,
Finance, Design, Procurement and other Administrative areas
Best Companies are migrating lean “beyond shop floor”

Lean Manufacturing: A Brief History FORD
One of the most noteworthy accomplishments in maintaining low price of Ford Products was gradual shortening of their production cycle
“The longer an article is in the process of manufacture and the more it is moved about, the greater is its ultimate cost” – Henry Ford, 1926
Henry Ford identified 5 of the 7 Lean Wastes in the 1920’s

Lean Manufacturing: A Brief HistoryTOYOTA
Manufacturer of Trucks and Small Automobiles in the post WW-II Japan
A need declared by Toyota’s President for a new production method that would help to eliminate wastes and catch up with foreign competitors
Chief Engineer studied Henry Ford’s writings and visited Ford plants extensively in the 1950’s

Lean Manufacturing: A Brief HistoryTOYOTA
This led to “Toyota Production System (TPS)” which became popular in the 1970’s
The concept introduced by the Japanese was first applied by the factories in America
Later came to be known as
“Lean Manufacturing” Lean Production Strategies were adopted by
most industries around the world in the 1990’s and beyond

Lean Enterprise - Definition
Extends lean principles to all business functions including manufacturing, finance, design, planning, human resource and supply chain

Lean Enterprise
Does
more
With less: Materials Electricity Space Paperwork Transportation Waste Effort

Objectives of Lean Enterprise
Total Customer Satisfaction
Elimination of Waste
Business Processes
Physical Processes
Respect for Workers Dignity
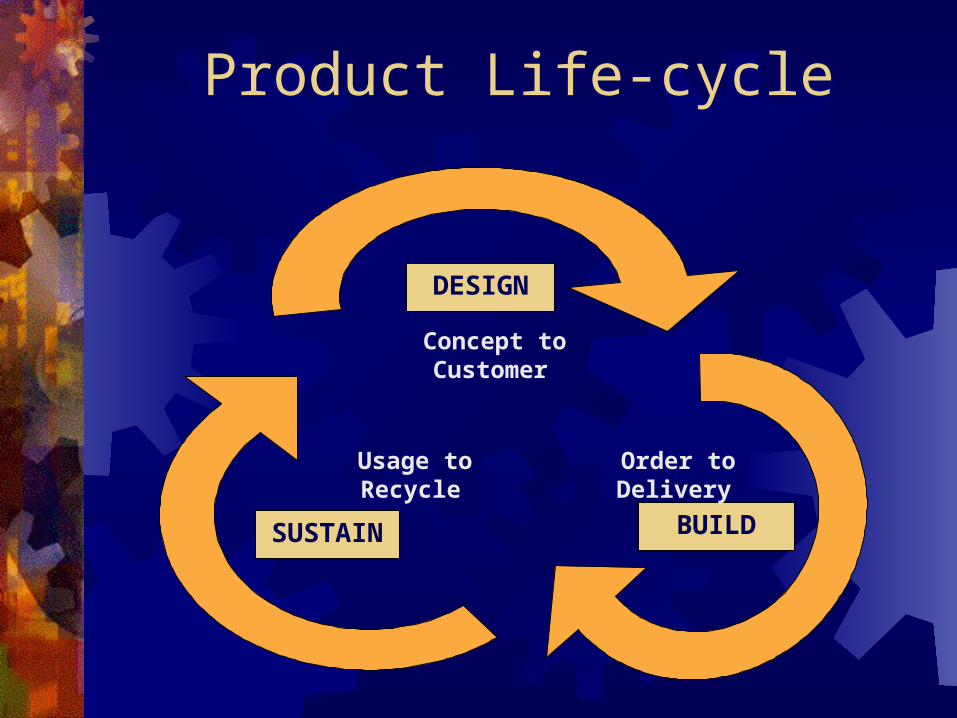
Product Life-cycle
DESIGN
BUILDSUSTAIN
Concept to Customer
Order to Delivery Usage to Recycle
Transformation to Lean Enterprise
Lean Manufacturing Pull Flow of
Parts Flexible Shop Floor
Managed
Lean Enterprise Pull Applied in All
Business Functions Flow of Parts and
Paper / Information Flexibility in
Production,Design, Sales,Marketing
Value Stream Managed

Old Paradigm

New Paradigm

Lean Vs. Traditional Half the hours of engineering effort Half the product development time Half the investment in machinery,tools and
equipment Half the human efforts in factory Half the defects in output Half the factory space for the same output A tenth or less of in-process inventories

Lean Implementation Dimensions
Spatial
Resource
Organizational
Transactional

Tools & Methodology
Value Stream MappingJIT (KANBAN)SMEDPokayokeSix-SigmaMotion StudyDFMBenchmarkingKAIZEN

Value Stream Mapping
The initial step which must be taken for an organisation to adopt lean strategies
A method of visually mapping the flow of materials and information from the time products come in the back door as raw material, through all manufacturing process steps, and off the loading dock as finished products

Value Stream MappingCan be a communication tool, a business
planning tool, and a tool to manage an Organisation’s change process
Visualises the current state of the process activities and guides towards the future desired state
Goal is to identify and eliminate waste (any non-value addition) in the process

Benefits of Value Stream Mapping
Helps visualize the production process at the plant level not just the single process level
Helps you see more than waste it helps you see the sources of waste in your value stream
Shows the linkage between the information flow and the material flow

Benefits of Value Stream Mapping
Makes decisions about the flow apparent, so you can discuss them
Forms the basis of an implementation planTies together lean concepts and
techniques to enable improvements that show up in your organization's bottom line

Value of Time
Henry Ford, 1922, My Life and Work: "If a device would save in time just 10 per cent. or increase results 10 per cent., then its absence is always a 10 per cent tax.
…Save ten steps a day for each of twelve thousand employees and you will have saved fifty miles of wasted motion and misspent energy."

Ford on Supplier Development "The man finally consented to try to manufacture
at exactly one half his former price. Then, for the first time in his life, he began to learn how to do business. …he found he could make cost reductions here, there, and everywhere, and the upshot of it was that he made more money out of the low price than he had ever made out of the high price, and his workmen have received a higher wage" (Henry Ford, 1926, Today and Tomorrow).
The supplier had wanted $152 per body. Ford built a model for $50 in labor and materials. The supplier then agreed to accept $72 per body.
Waste To ProfitHenry Ford: A wood distillation plant turned scrap wood into methyl
alcohol, charcoal, tar, and fuel gas $12000/day could pay 2000 workers @$6/day (Ford's
relatively high minimum wage) in 1926 Charcoal briquettes from sawmill chips (Kingsford
charcoal) Blast furnace slag cement and paving material A paper plant converted waste paper into binder board
and cardboard Fumes from a coating operation were recovered by
adsorption in charcoal and reused

Keep Your Eye on the Doughnut's Hole
• Doughnut = the product
• Hole = whatever is thrown away
Example: metal sheet with six stamped holes (product)
Workers ask, "What was in those holes?"
Most people saw scrap for remelting and reuse. Ford's workers saw radiator caps. Pressing two disks made a very strong radiator cap.

Organisations Working on Lean Boeing BMW Carrier Caterpillar Chrysler Coca Cola Dell Ford
General Motors IBM Toyota Johnson & Johnson Subway US Navy, Air force Gateway Exxon Mobil

Success Stories of Lean Implementation


Donnelly Mirrors Grand Haven Plant

Donnelly Mirrors Grand Haven Plant

Results of Improvements
Korry Electronics Co.
Successfully Implemented Lean in their entire Organisation
ISO-9001:2000 Certified CompanyLocated in Washington, USA Specialises in Operator’s Interfaces for
Aerospace, Defence & Other IndustriesExpertise in Electronic Displays, Lighting,
Switching …






Korry Needed a Better Way
To eliminate mistakesTo reduce cycle and lead timeTo lower labour costsTo save spaceTo reduce inventory















5S Organization Methods



Lean Manufacturing Is Not Only for Big Organisations
Case Study of Kamaka Hawaii Inc., USA

Kamaka Hawaii Inc. A family-owned and operated business
with fewer than 50 employees.
Manufactures high-quality Ukuleles (Guitar - like musical instrument), parts, and accessories.
Leading supplier of Ukuleles to the Hawaii marketplace.

Problem Faced by the Company
Product demand outpaced its production capacity
Considered moving to a larger facility to allow for expansion

Solution
General Manager decided to apply lean concepts
Realized his company did not need to move
Could instead improve its process flow
ResultsDecreased work in process by 60 percent Reduced space requirements and product
damageStreamlined production processSimplified order entry Improved customer service and flexibility
to manufacture products as per order Avoided expense of moving to larger
facility, while expanding production

The Impact of Becoming Lean
Toyota has overtaken Ford as number two in the global motor industry
It intends to overtake General Motors to become number one by 2010
“Brilliant process management is our strategy.” Senior Toyota executive

How Important Is Lean?

To Conclude:

How to Make Lean Work?
System
Techniques
People
Philosophy

Lean People Make a Lean Enterprise
An enterprise is a collection of people voluntarily banding together to produce a product or service
To have a lean enterprise, you have to have lean people
People have to get lean before the enterprise can get lean

Lean People Have Something

Skills
Pre-requisites to applying the knowledge And experience Understanding value Identifying and working in the value
stream Being able to adapt rapidly Leading from below Taking the initiative Innovating: changing things for the better Having a collaborative outlook

Obstacles
Resistance to change – An emotional / Behavioural Response to real or imagined work change

Main Reasons For Resistance To Change
Culture LimitationsKnowledge LimitationsManagement Limitations
Culture LimitationAn individual’s misconception about
changePoor Communication Fear of failureClimate of mistrustTime Pressure

Knowledge LimitationLack of TrainingLack of Knowledge in both Management
and Team MembersLack of Team and Meeting Skills

Management LimitationLack of Management CommitmentLack of LeadershipUnprofessional behaviour of
Management

Winston Churchill On Change
“To improve is to change; To be perfect is to change often”
Most Companies have “Continuos Improvement” in their Quality Policy but still resist Change
Remember… Improvement Requires ChangeChange Requires ExperimentingNo Cookie-Cutter approach to ChangeNo one gets it right the first time, every
time!A Change-friendly culture will use “failure”
as an opportunity to learn and share

Become Lean & Attain Innumerable Benefits
Improved customer service
Reduced inventory costs
Increased quality Reduced scrap Improved cash flow Increased
productivity
Decreased down time
Increased flexibility Reduced lead times Growth from within
the organization Better utilization of
resources,rather than adding resources
And Much More…
Thank you!










