Embed Size (px)
Citation preview

AMERIC.lN INSTITUTI.: O F MINING A N D METAL1,URGICAL ENGINEICRS
Technical Publ~cat~on No. 788 (CLASS 1C, INBTITUTPI o r MRTALB DIVIBION. NO 232)
DISCUSSION OF THIS PAPER IS INKITED It should p~vfe~ab ly be p~cscnted by lhe con- t ~ ~ b u t o ~ 8 1 1 perboll at, the New York h l e e t ~ n g . F e b ~ u a ~ y . 1917, \ \hen .ln abst~.tct of the p.rpel x111 bc lead If 1111s IS ~~r iposs~ble , d ~ s ~ u s s ~ o n I n k i ~ t l n g may be saut to the S e c ~ e t a ~ y . A ~ n e ~ i ~ a n Il~slitute of M ~ n ~ n g .rnd ~ M e t a l l u ~ g ~ c a l Engluee~s . 29 Wrs t 39th S t ~ e e t , New York, N Y Unless specul artange- lnent ~s mud?, d ~ s ~ u s s l o n of t h ~ s paper wlll dose April 1, 1937 Any d~scuss~on o R e ~ o d thereaftel should p~eferably be In the form of a new paper
Lead Coating of Steel
(New York Meet~ng. Februnry, 1937)
LEAD has oftcn becil suggested as a protective coating for iron and steel Such a protectlvc coating should posscss: (I) good adhes io~~, (2) durability, (3) case of appl~cation, (4) freedoill from pinholes, (5) good appearance and (6) low cost, but, unfortunately, lead coatings so far produccd do not h a w all of these cl~aracteristics Bccause of the necessity of carrying out the coatiilg proccss cheaply, and because lead solutions have poor plating cl~aracteristics, inost of thc efforts havc I~eeil cllrccted toward the hot-d~pping proccss ~a t l i c r than clectroplating.
Tllc hot-clipp~ng proccsses uslilg lead have not bccn successful ch~efly bccausc of the lack of adlicrencc between iron and lead In any coating proccss ~nvolvmg iron a bond can be obtained oilly by the forinat1011 of an ~ntermctallic compound, the forn~ation of a so ld solution, or inechanical mcans Lcad forins w ~ t h lron two ~minisciblc l~quid solu- tions, and in the solid statc no internletallic compounds or solutions It is necessary, therefore, to elllploy soillc other clement or elenieilts as a bind~ilg agent Tin may be used as in terncplate, or copper in thc form of a thin film of clectrolytically dcposited inetal to which the lead \\rill adhere.
Bccause of its physlcal and chemical propcitles, lcad as a coating mcc11um \vould uildoubtcdly kc lirn~tcd In its use to shcct and wire and then only whcn the article is not subjcct to abrasion or wear. A very large tonnage of these products are bang used under such cond~ t~ons and a successful lcad-coating process should be a valuable contribution to thc sclcncc Two othcr difficulties stand in thc way of successful lead coatmg-that of poor appearance of the weathered surface and thc tendcrlcy of thc lead to form pinholes during sol~dificat~oil S~nce lead 1s commoi~ly acceptcd as catl~ocl~c to iron, these exposcd arcas are oncs of accelerated corros~oil
use of Zznc -Thc method undcr consideration involves zinc as a blnd111g agent on both the steel sheet and in the molten bath Thls
A part of the work tlcscrlbed was done as a thes~s 111 partlal fulfillment of the requlrcment for the tlegrce of Doctor of Science from the Massachusetts I n s t ~ t u t ~ of Technology Manuscr~pt recelved a t the office of the Institute Nov 27, 1936
* Hcad, School of Chemical Englneenng, Purdue U~llversity, Lafayette, Ind 1
Copyright. 1937, by t.he American Institute of Mlnlng and Metallurg~ral Engineers, I n c P r ~ n t e d In U S h
I\~ETALS TECHNOLOGY February, 1937
2 LEAD COATING OF STEEL
method has often been suggested, and tried before, but these methods have all been unsuccessful because of the rough surfaces obtained as well as the presence of pinholes. The writer proposes to show that this failure has been caused by a lack of knowledge of the fundamentals involved in the coating process.
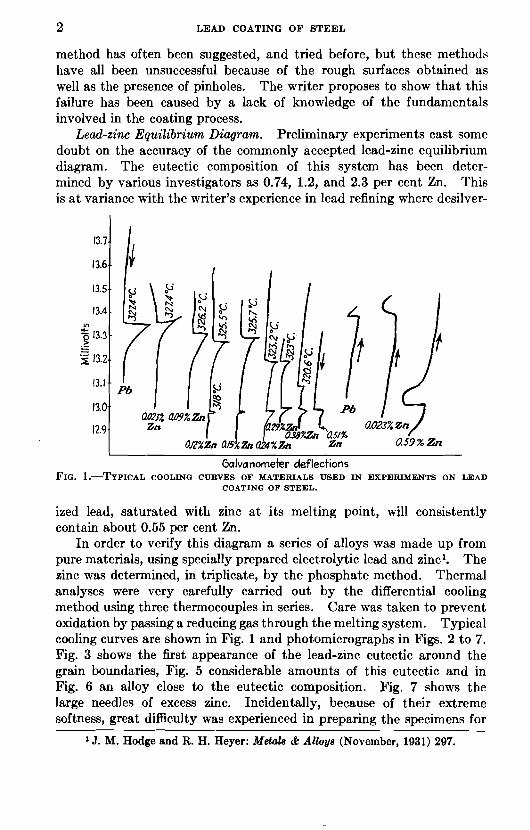
Lead-zinc Equilibrium Diagram.-Preliminary experiments cast some doubt on the accuracy of the commonly accepted lead-zinc equilibrium diagram. The eutectic composition of this system has been deter- mined by various investigators as 0.74, 1.2, and 2.3 per cent Zn. This is a t variance with the writer's experience in lead refining where desilver-
Galvanomekr deflections FIG. 1.-TYPICAL COOLINQ CURVES OF MATERIALS USED IN EXPERIMENTS ON LEAD
COATING OF STEEL.
ized lead, saturated with zinc a t its melting point, will consistently contain about 0.55 per cent Zn.
In order to verify this diagram a series of alloys was made up from pure materials, using specially prepared electrolytic lead and zinc1. The zinc was determined, in triplicate, by the phosphate method. Thermal analyses were very carefully carried out by the differential cooling method using three thermocouples in series. Care was taken to prevent oxidation by passing a reducing gas through the melting system. Typical cooling curves are shown in Fig. 1 and photomicrographs in Figs. 2 to 7. Fig. 3 shows the first appearance of the lead-zinc eutectic around the grain boundaries, Fig. 5 considerable amounts of this eutectic and in Fig. 6 an alloy close to the eutectic composition. Fig. 7 shows the large needles of excess zinc. Incidentally, because of their extreme softness, great difficulty was experienced in preparing the specimens for
- --
I J. M. Hodge and R. H. Heyer: Metals & Alloy8 (November, 1931) 297.

J. L. BRAY 3
FIGS. 2-7.-LEAD AND LEAD-ZINC ALLOYS. X 100. Fig. 2, pure lead. Fig. 5, 0.17 per cent Zn. Fig. 3, 0.06 per cent Zn. Fig. 6, 0.55 per cent Zn. Fig. 4, 0.08 per cent Zn. Fig. 7, 1.30 per cent Zn.

J. L. BRAY 3
FIGS. 2-7.-LEAD AND LEAD-ZINC ALLOYS. X 100. Fig. 2, pure lead. Fig. 5, 0.17 per cent Zn. Fig. 3, 0.06 per cent Zn. Fig. 6, 0.55 per cent Zn. Fig. 4, 0.08 per cent Zn. Fig. 7, 1.30 per cent Zn.

4 ' LEAD COATING OF STEEL
microscopic examination. Samples were cut vertically from the ingots by a sharp, oiled hack saw. They were then ground on numbers 1 , 0 and 00 French emery papers using a solution of paraffin in kerosene as a lubricant. They were then cleaned with alcohol and naphtha, and rough-polished on felt or broadcloth wheels using a fairly coarse suspen- sion of'levigated alumina in distilled water containing a few drops of liquid soap. This polishing was continued until all emery particles were removed from the surface of the metal. This required from fifteen minutes to half an hour or more. A black smudge, which forms first, must be entirely removed by the end of this process so that the surface has the appearance of a roughly polished piece of steel. After washing,
I 0 0.1 0.2 0.3 0.4 0.5 0.6
Per cent zinc FIG. 8.-EQUILIBRIUM DIAGRAM OF LEAD-RICH LEAD-ZINC ALLOYS.
" I '
the specimens were polished on a silk-velvet wheel using a very fine suspension of alumina in a soap solution. Very light polishing pres- sure had to be used to prevent further smudging. When the scratches were apparently removed the following etchant was used: glycerin, 60 cc.; glacial HC2H302, 20 c.c.; concentrated HNO3, 20 C.C. I t should be made up fresh for best results. Excessive dilution of the etching reagent with water must be avoided. By repeated polishing and etching the structures of the alloys were clearly brought out as shown in the preced-
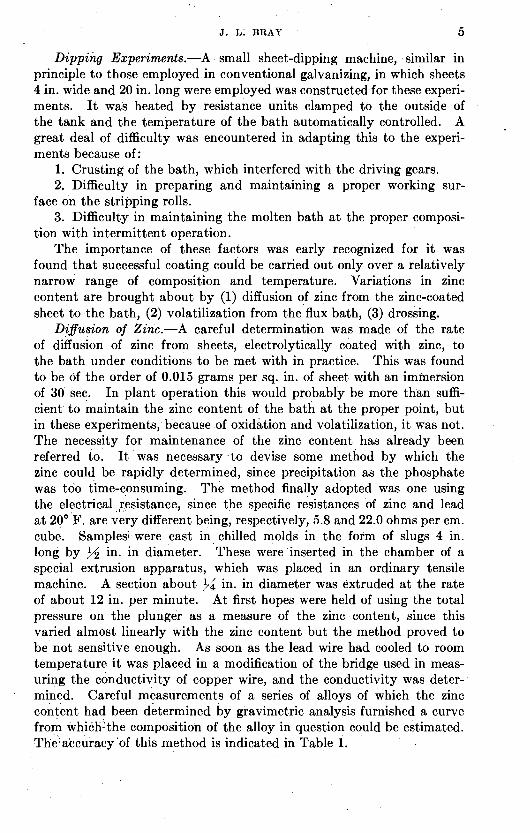
. . ing photomicrographs. The lead-rich end of the new diagram, as indicated by the data
above, is shown in Fig. 8. I t differs from the old one in the presence of a solid solution containing up to 0.05 per cent Zn and a more accurate determination of the eutectic proportions. The function and importance of the solid solution, heretofore unrecognized, will be discussed later.
J. L. BRAY 5
Dipping Experiments.-A small sheet-dipping machine, similar in principle to those employed in conventional galvanizing, in which sheets 4 in. wide and 20 in. long were employed was constructed for these experi- ments. I t was heated by resistance units clamped to the outside of the tank and the temperature of the bath automatically controlled. A great deal of difficulty was encountered in adapting this to the experi- ments because of:
1. Crusting of the bath, which interfered with the driving gears. 2. Difficulty in preparing and maintaining a proper working sur-
face on the stripping rolls. 3. Difficulty in maintaining the molten bath at the proper composi-
tion with intermittent operation. The importance of these factors was early recognized for it was
found that successful coating could be carried out only over a relatively narrow range of composition and temperature. Variations in zinc content are brought about by (1) diffusion of zinc from the zinc-coated sheet to the bath, (2) volatilization from the flux bath, (3) drossing.
Difusion of Zinc.-A careful determination was made of the rate of diffusion of zinc from sheets, electrolytically coated with zinc, to the bath under conditions to be met with in practice. This was found to be of the order of 0.015 grams per sq. in. of sheet with an immersion of 30 sec. In plant operation this would probably be more than suffi- cient to maintain the zinc content of the bath a t the proper point, but in these experiments, because of oxidation and volatilization, it was not. The necessity for maintenance of the zinc content has already been referred to. It was necessary to devise some method by which the zinc could be rapidly determined, since precipitation as the phosphate was too time-consuming. The method finally adopted was one using the electrical yesistance, since the specific resistances of zinc and lead a t 20' F. are very different being, respectively, 5.8 and 22.0 ohms per cm. cube. Samples! were cast in chilled molds in the form of slugs 4 in. long by in. in diameter. These were inserted in the chamber of a special extrusion apparatus, which was placed in an ordinary tensile machine. A section about $S in. in diameter was extruded at the rate of about 12 in. per minute. At first hopes were held of using the total pressure on the plunger as a measure of the zinc content, since this varied almost linearly with the zinc content but the method proved to be not sensitive enough. As soon as the lead wire had cooled to room temperature it was placed in a modification of the bridge used in meas- uring the conductivity of copper wire, and the conductivity was deter- mined. Careful measurements of a series of alloys of which the zinc content had been determined by gravimetric analysis furnished a curve from which'the composition of the alloy in question could be estimated. The accuracy of this method is indicated in Table 1.

6 LEAD COATING OF STEEL
The total elapsed time from the taking of the sample to the estima- tion of the zinc need not exceed 25 min., as compared with 3 to 6 hr. using the gravimetric method. In this way the composition of the bath can be kept within the narrow limits required.
TABLE 1.-Estimation of Zinc Content
Coating Experiments.-Nearly 300 runs were made over a period of two years, in which the bath composition, bath temperature, flux com- position, construction and composition of the stripping rolls, sheet speed, stripping-roll pressure, etc. were varied. Within the narrow range of temperature and composition referred to smooth, adherent coatings of lead could be obtained. I t was possible to produce, under certain conditions, a particularly attractive sheet with a spangle similar to that obtained in galvanizing, but not, of course, to so pronounced a degree.
Coating of Wire.-This method of coating was also extended to wire on a semicommercial scale. By modifying the method commonly used in galvanizing, much less difficulty was experienced in coating the wire.
Corrosion Tests.-In order to determine the relative life of these lead coatings under the commonly accepted testing conditions, a large number of tests were run with the salt spray and Weatherometer. Samples have also been under atmospheric exposure in racks for three years a t Key West, Galveston and a seaside location in Maine. The details of these tests are omitted, because there appears to be a lack of correlation between such tests and actual atmospheric weathering. Suffice it to say that in no test, save with wire, or sheet purposely made under poor conditions, was the life of the article less than that of a control sample of high-grade galvanized stock, and frequently it was 40 to over 100 per cent longer.
Function of the Zinc.-Because of the differences in hardness between the various alloy layers, great di5culty was experienced in examining the coatings at high magnification. Figs. 9 and 10 are typical of these sections. The binding agent is undoubtedly the needles of zinc (Fig.
Per Cent Zinc by Analysis
0.38 0.65 0.72 0.98 1.31 1.51
--
Alloy No.
545-2 546-2 547-2 549-2 550-2 551-2
-
Per Cent Zinc Predicted
. 0.38 0.61 0.71 1.00 1.28 1.46

J. L. BRAY 7
11)2 which can attach themselves to the lead through a solid solution of zinc in lead, and to the sheet that has been previously coated with zinc,
FIGS . 9-10.-TYPICAL COATINGS. X 500. Fig. 9, iron-zinc contact. Steel base, top left; zinc along the bottom. FIG. 1 0 , zinc-lead contact. Steel base a t top; zinc in middle and lead a t bottom.
a series of solid solutions of the zinc-iron intermetallic compound zinc. There will obviously be a limiting size to these needlelike
2From U. S. Patent 1948505.
8 LEAD COATING OF STEEL
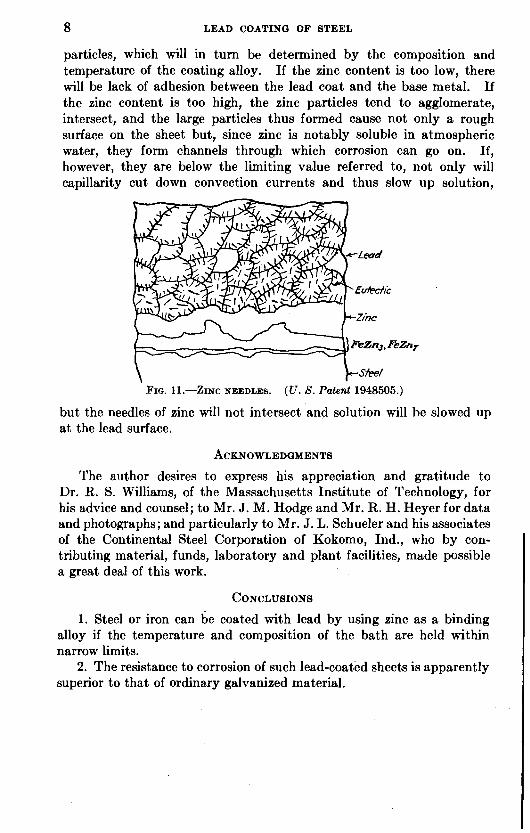
particles, which will in turn be determined by the composition and temperature of the coating alloy. If the zinc content is too low, there will be lack of adhesion between the lead coat and the base metal. If the zinc content is too high, the zinc particles tend to agglomerate, intersect, and the large particles thus formed cause not only a rough surface on the sheet but, since zinc is notably soluble in atmospheric water, they form channels through which corrosion can go on. If, however, they are below the limiting value referred to, not only will capillarity cut down convection currents and thus slow up solution,
\ FIG. 11.-ZINC NEEDLES. (U. S. Patent 1948505.)
but the needles of zinc will not intersect and solution will he slowed up a t the lead surface.
The author desires to express his appreciation and gratitude to Dr. R. S. Williams, of the Massachusetts Institute of Technology, for his advice and counsel; to Mr. J. M. Hodge and Mr. R. H. Heyer for data and photographs; and particularly to Mr. J. L. Schueler and his associates of the Continental Steel Corporation of Kokomo, Ind., who by con- tributing material, funds, laboratory and plant facilities, made possible a great deal of this work.
1. Steel or iron can be coated with lead by using zinc as a binding alloy if the temperature and composition of the bath are held within narrow limits.
2. The resistance to corrosion of such lead-coated sheets is apparently superior to that of ordinary galvanized material.





























