Embed Size (px)
Citation preview

The LBMA Assaying & Refining Seminar7‐8 March 2011 1
LBMA Assaying & Refining Seminar
M h 7th & 8th 2011March 7th & 8th 2011
The Occurrence and Acceptability of I f ti i GDL B R fi ’ ViImperfections in GDL Bars – Refiners’ View
SG 2 Consult Sàrl
What is important to consider fromLBMA & Refiners’ perspective
Meeting Good London Delivery Requirements
For gold :
– have a weight between 350 and 430 troy ounces– have a correct assay with a minimum fineness of 995 gold– have a weight respecting LBMA’s rounding requirements– to be safe to handle– to be safe to stack
meet with LBMA’s recommendations as regard size– meet with LBMA’s recommendations as regard size– to be free of major irregularities which can cause weight changes
(losses)– by either trapping some water or having protuberance (s) lost in
handling/ shipping
SG 2 Consult Sàrl

The LBMA Assaying & Refining Seminar7‐8 March 2011 2
What is important to consider from LBMA & Refiners’ perspective
For silver :
– have a minimum silver content between 750 and 1100 troy ounces– have a minimum silver content between 750 and 1100, troy ounces– but with a preference to have the range between 900 and 1050 troy
ounces– have a correct assay with a minimum fineness of 999 silver– have a weight respecting LBMA’s rounding requirements– to be safe to handle– to be safe to stack– meet with LBMA’s recommendations as regard to size
b f f j i l i i hi h i h h– to be free of major irregularities which can cause weight changes (losses)
– by either trapping some water or having protuberance (s) lost in handling / shipping
SG 2 Consult Sàrl
What is important to consider from LBMA & Refiners’ perspective
GDL bars should further have durable markings including:
– Assay stamp of Refiner– Year of manufacture– Serial number– Fineness to four significant figures
Note :it i d d th t i ht t k d th bit is recommended that weights are not marked on the bars
For further detailed definitions of LBMA’s requirements for GDL barsplease refer to the Good Delivery Rules ( www.lbma.org.uk ) pages 10 &11.
SG 2 Consult Sàrl

The LBMA Assaying & Refining Seminar7‐8 March 2011 3
Consider Refiners’ views / constraints
GDL bars, being gold or silver are not a piece of jewellery with a totally flawless surface !
They are :
– a mass produced end product with no real added value / manufacturing charge
They represent substantial costs if you consider :
– financial charges / costs during the time of manufacturing– the guarantees of weight and assays that are built in the bars without financial
compensationcompensation– The melting, casting, checking and marking costs
Rejecting of GLD bars can represent serious additional costs for Refiners as well asthreats to their Credit Ratings.
SG 2 Consult Sàrl
SG 2 Consult Sàrl
Not flawless surfaces

The LBMA Assaying & Refining Seminar7‐8 March 2011 4
SG 2 Consult Sàrl
Not flawless surfaces
SG 2 Consult Sàrl
Shrinkage in the center

The LBMA Assaying & Refining Seminar7‐8 March 2011 5
SG 2 Consult Sàrl
Crystallisation
SG 2 Consult Sàrl
Hammering of small protuberance

The LBMA Assaying & Refining Seminar7‐8 March 2011 6
SG 2 Consult Sàrl
Irregularities on the top surface
SG 2 Consult Sàrl
Irregularities on the bottom surface

The LBMA Assaying & Refining Seminar7‐8 March 2011 7
SG 2 Consult Sàrl
Irregularities on the bottom surface
SG 2 Consult Sàrl
Miscellaneous imperfections on the side

The LBMA Assaying & Refining Seminar7‐8 March 2011 8
SG 2 Consult Sàrl
Segregations of impurities on the surface/
Would be reworked
SG 2 Consult Sàrl
Layering on the side
The LBMA Assaying & Refining Seminar7‐8 March 2011 9
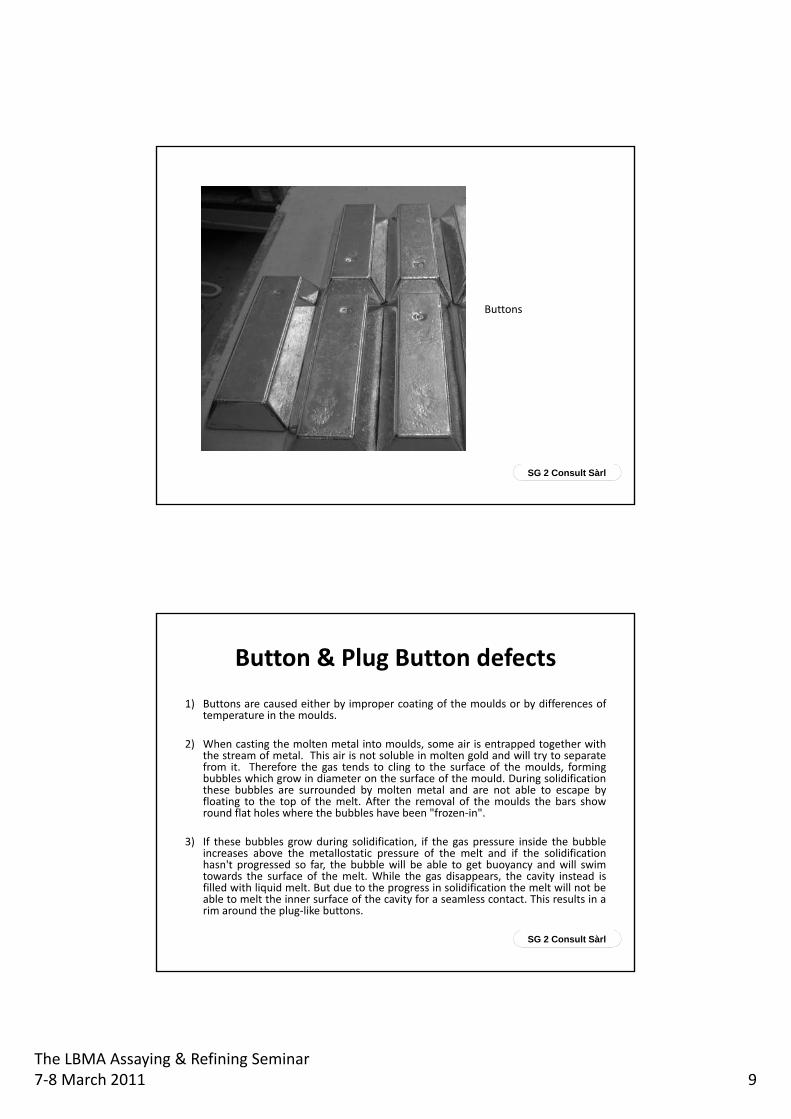
Buttons
SG 2 Consult Sàrl
Button & Plug Button defects
1) Buttons are caused either by improper coating of the moulds or by differences oftemperature in the moulds.
2) When casting the molten metal into moulds, some air is entrapped together withthe stream of metal. This air is not soluble in molten gold and will try to separatefrom it. Therefore the gas tends to cling to the surface of the moulds, formingbubbles which grow in diameter on the surface of the mould. During solidificationthese bubbles are surrounded by molten metal and are not able to escape byfloating to the top of the melt. After the removal of the moulds the bars showround flat holes where the bubbles have been "frozen‐in".
3) If these bubbles grow during solidification, if the gas pressure inside the bubbleincreases above the metallostatic pressure of the melt and if the solidificationincreases above the metallostatic pressure of the melt and if the solidificationhasn't progressed so far, the bubble will be able to get buoyancy and will swimtowards the surface of the melt. While the gas disappears, the cavity instead isfilled with liquid melt. But due to the progress in solidification the melt will not beable to melt the inner surface of the cavity for a seamless contact. This results in arim around the plug‐like buttons.
SG 2 Consult Sàrl

The LBMA Assaying & Refining Seminar7‐8 March 2011 10
Layering & Hammering
Layering is caused when the casting velocity of the melt is nothigh enough and if the melt or the moulds are too cold. Theconsequence is that too much heat is removed per time unitresulting in a layer‐wise solidification of the melt inside themould.
Hammering is a way to get rid of small protuberances on GLDbars Refiner’s views on hammering differ and whilst some arebars, Refiner s views on hammering differ and whilst some arein favour of using it, other’s strictly refuse to considerhammering.
SG 2 Consult Sàrl
SG 2 Consult Sàrl
Not flawless surfaces

The LBMA Assaying & Refining Seminar7‐8 March 2011 11
Refiners’ views on LBMA’s database project
The following questions were raised :– do you consider favourably the project of the LBMA to create a database with
marks on the acceptability / rejection of GLD bars ?
– are you ready to contribute by supplying neutral data to the LBMArepresenting your views in the future if the idea goes to materialisation ?
The vast majority of the refiners contacted have expressed that they considerthis project as a plus for the industry and are ready to contribute by supplyingillustrations of what they consider as acceptable or not acceptable defects &imperfectionsimperfections.
One Refiner however expressed the view that it might be very difficult to findillustrations allowing to express marks between 1 to 10 for each defect andrecommended a more simple approach, yes / no.
SG 2 Consult Sàrl
Refiners whose opinion / cooperation was solicited (alphabetical order )
• Argor – Heraeus
• Aurubis
• Chimet
• JM USA
• Metalor Technologies
• Pamp
• Peñoles
• Perth Mint
• Rand Refinery
• Tanaka
• Umicore
• Valcambi
SG 2 Consult Sàrl

The LBMA Assaying & Refining Seminar7‐8 March 2011 12
My appreciation and thanks to those who h t ib t dhave contributed.
Should other Refiners wish to express their views or contribute they can contact me :Should other Refiners wish to express their views or contribute, they can contact me :
Serge Gambs
SG2 Consult Sàrl
E‐mail : [email protected]
SG 2 Consult Sàrl





























