Embed Size (px)
Citation preview

It is important to note that the power range most useful for material processing, such as cutting or welding is about 2–6 kW, as
shown in this Mazak Optonics OPTIPLEX 3015 equipped with a fiber laser for cutting. The company’s Intelligent Multi-Function
Torch and Nozzle technology controls fiber beam diameter and focus.
May 2015 | AdvancedManufacturing.org 105
AdvAncements in LAsers
Laser Technologies Offera Growing Array of Choices
Bruce MoreyContributing Editor
When it comes to cutting, welding,
drilling, and marking, lasers have proven
their worth. New improvements are
further driving down cost and expanding
the list of laser choices available
Lasers first started making a significant
impact for manufacturing in the early to mid
1970s. Since then, a number of advances,
both evolutionary and revolutionary, have
made lasers a common tool of choice for applica-
tions such as cutting, welding, drilling, brazing,
and cladding. They are often easier to automate
than many of their mechanical competitors. No
moving part contacts the metal, so no tool wears
out that needs replacement.
As the field has developed, there has been a
proliferation in the number of choices available,
from gas lasers to solid state to ultrashort pulse.
Photo courtesy Mazak Optonics Corp.

106 AdvancedManufacturing.org | May 2015
In the Beginning CO2 and Nd:YAG
CO2 and solid-state lasers are now considered a mature
technology, and they offer practical, cost-effective industrial
material processing. The CO2 is a gas laser, with the gas act-
ing as a lasing medium excited by electricity. For solid-state
lasers, what emerged as the most common for industrial
processing was a laser that dopes Neodymium in an yttrium-
aluminum-garnet medium, or Nd:YAG. The solid core rod is
‘pumped’ with flash-lamps (or semiconductor diodes today)
to create a lasing effect.
An important contrast between the two is that the CO2’s
beam wavelength is about 10 µm, solid-state lasers like Nd:YAG
about 1 µm. Engineers figured out how to deliver a 1-µm
beam through a fiber-optic cable, an important convenience
in machinery and around the shop floor. The 10-µm beam of
the CO2 must rely on comparatively clunky mirrors and optics.
The CO2 laser has a wall-plug efficiency of about 10–12% and
the Nd:YAG about 3% or less. CO2 lasers have improved from
500-W versions to 6 kW (or more) versions today for roughly the
Visit FARO at eastec 2015, Booth #3029 May 6-7, 2015
The world’s leading manufacturers rely on FARO’s Portable Coordinate Measuring Machines to provide precise, reliable, and repeatable 3D Measurements
www.FARO.com | 800.736.0234
AdvAncements in LAsers
Direct-diode lasers have sufficient beam quality for a number of
applications, such as remote welding as shown in this LaserLine
installation for a body-in-white application.
Phot
o co
urte
sy H
ighy
ag
See us at RAPID Booths #574 & #743

108 AdvancedManufacturing.org | May 2015
AdvAncements in LAsers
108 AdvancedManufacturing.org | May 2015
same price, with commercially available powers up to 20 kW.
Reliability for both has improved to the point that users see no
reason to replace existing lasers for years to come.
Energy in each wavelength interacts with material at dif-
ferent efficiencies. Tuning the wavelength to the application is
another important element in choice.
The Nd:YAG laser can deliver high-frequency,
modulated beams that have a very high peak power in
pulses measured in micro and picoseconds. “This de-
livers very high peak power, for example 30-kW peak in
a millisecond or less, even though the average power
could be between 20–600 W,” explained Tracey Ryba,
laser product manager for Trumpf (Plymouth, MI). Early
CO2 lasers were modulated with spinning mirrors,
but not at nearly the same frequency as modern CO2
lasers using high-frequency RF modulation in the kHz
range. In addition, they do not achieve the high peak
powers such as those seen in pulsed Nd:YAG.
Short and ultrashort-pulsed lasers are used for
fine cutting, drilling, and ablation. For example, fuel
injectors are drilled and heart stents cut with such de-
vices. An example of an ultrashort-pulse device is the
StarFemto released by Rofin-Sinar in
March. With an average power of only
20 W, it delivers up to 200 MW of peak
power and frequencies up to 2 MHz.
New Technology Advancements—
Better Solid-State Lasers
Not content with the status quo, la-
ser engineers continue to develop ways
to improve lasers. Solid-state lasers like
Nd:YAG experience thermal limitations,
limiting efficiency and average power.
As the lasing rods heat up during use,
they lose efficiency through thermal
lensing. If the lasing material is thinned
out into a disk and pumped with diode
lasers, the thin disk can be cooled bet-
ter and kept at a uniform temperature,
preventing thermal lensing. Enter disk
lasers, a prime offering from Trumpf.
These greatly improve efficiency and
peak power for laser beams in the
1-µm wavelength, while offering higher
power than Nd:YAG. The Trumpf disk
lasers produce power up to 16 kW.
High-beam quality means light cable
diameters measure as small as 50 µm,
HAIMER Power Mill:Maximum metal removalrate – A quantum leap into the next millingdimension.
Tooling Technology
Measuring InstrumentsBalancing TechnologyShrinking Technology
Haimer USA, LLC | 134 E. Hill Street | Villa Park, IL 60181 | Phone: +1-630-833-1500Email: [email protected] | www.haimer-usa.com
AdvAncements in LAsers
New applications for lasers will become economical as costs continue
to fall, as shown in this graphic from Trumpf.
Imag
e co
urte
sy T
rum
pf
See us at EASTEC Booth #5553

110 AdvancedManufacturing.org | May 2015
making them easy to attach to robots and other common
automation systems.
A related type of laser for industrial processing that
is gaining market share fast is the fiber laser. Instead
of a disk, diode lasers pump an optical fiber. This too
provides excellent cooling with a simpler construction
resulting in a more efficient laser than when using a
Nd:YAG lasing rod.
IPG Photonics (Oxford, MA) was a
pioneer in the development of high-
power fiber lasers. Offering a wide
range of such lasers, their YLS series
alone ranges from 500 W to 100
kW, operating in continuous wave or
modulated up to 20 kHz with wall-plug
efficiencies greater than 30%, accord-
ing to information from the company.
Fiber delivery cable diameters are as
small as 50 µm, depending on the
power delivered. Reflecting the grow-
ing importance of this class of laser,
companies like Trumpf and Rofin-Sinar
also offer versions of fiber lasers as
well. Both fiber and disk solid-state
lasers offer wall-plug efficiencies in the
30–35% range.
Both disk and fiber lasers are
pumped by a semiconductor laser,
the direct-diode laser. This begs a
question—why not use that as a laser
source? It boasts up to 40% wall-plug
efficiency and is less complicated to
use. Its downside is that it has poorer
beam quality, limiting its use to applica-
tions that need less beam quality.
Trends and Predictions
“The CO2 laser is not going to go
away anytime soon, but its market
share will decrease,” predicts Chris
Dackson, laser product manager for
Rofin-Sinar (Plymouth, MI). The long
10-µm wavelength of the CO2 actually
reacts less with most metals than the
1-µm beams, putting less energy into
them. Counterintuitively, that can be an
advantage, especially in welding. “The
CO2 beam spatters less and creates
a cleaner looking weld,” said Dackson
from Rofin-Sinar precisely because the
AdvAncements in LAsers
See us at EASTEC Booth #5440

May 2015 | AdvancedManufacturing.org 111
10-µm wavelength reacts less with metals. This makes it a
better choice for high-volume automotive powertrain parts,
where tiny bits of welding spatter could cause problems in
precision gearing, for example. “It is also important for stain-
less steel welding where simple cosmetics are important,
such as tubes used in appearance applications,” agreed
Ryba from Trumpf.
Another advantage for the CO2 laser is that it is ideal for
nonmetallic processing, such as wood, fabric, glass, or plas-
tics. “There is a huge market in low-power CO2 applications,
less than 2 kW, for plastic welding and cutting, as an exam-
ple,” explained Ryba, such as precision medical applications.
He also said there are new applications for the old workhorse
in making the next generation of computer chips. “CO2 is ideal
in exciting another element to create a shorter wavelength,
in the ultraviolet,” he said. As he describes it, the resulting
extreme UV light is ideal for the next generation of chipmaking
devices, allowing them to pack more transistors onto a chip.
“It will be a niche market, but an important one,” said Ryba.
Make no mistake, both Ryba and Trumpf see the future in
fiber and disk lasers. “This is because of their high efficiency
and simple delivery through a fiber-optic cable. They are the
preferred laser for most metal processing applications today,”
said Ryba. He also sees direct-diode lasers as achieving
the power and beam quality required for cutting and remote
welding in the next couple of years.
In this comparison between a nanosecond laser (ns) and
femtosecond laser (fs), it is easy to see that the ultrashort
pulse provides both more precision with no heat effect on
surrounding material.
Imag
e co
urte
sy R
ofin-
Sina
r
See us at EASTEC Booth #5345

May 2015 | AdvancedManufacturing.org 113
Learning and Matching Is the Key to New Lasers
“We currently sell about 50% of our laser systems
equipped with CO2 lasers and 50% with fiber lasers,” said
Matt Garbarino, marketing manager for Cincinnati Inc. (Har-
rison, OH). “The fiber laser share is
growing.” His company specializes in
laser cutting systems featuring flying
optics, where the material remains sta-
tionary and is cut by a moving beam.
They purchase a laser source and
integrate it into a platform. Incremental
improvements in CO2, he said, have
meant a slow evolution in improvement.
“What is different is that fiber lasers
are a revolution in technology, not an
incremental step,” he said.
As with other new technologies, fiber
lasers come with a higher purchase
price. A 4-kW fiber laser will cost more
to Cincinnati than a 4-kW CO2. “There
are a variety of reasons for that, but
against that we are seeing operating
costs for fiber lasers that are 60–70%
of that for a CO2, depending on the ap-
plication,” he said. The choice is in the
tradeoffs. “Fiber lasers excel in cutting
thinner materials fast, in some cases up
to twice as fast in thinner materials than
an equivalent CO2,” he explained. Not
so for thicker materials. “The breakpoint
[for choosing a CO2] is approximately
10 gage or thicker,” he said, which is
equivalent to about 4-mm thick. “Edge
quality is better with a CO2 [in those
thicker metals], that is why you do not
see everyone buying fiber lasers,” he
said. Garbarino related that applica-
tions like food industry equipment are
well suited for fiber-laser cutting, while
agricultural equipment and heavy-duty
machinery are at present well suited for
CO2. Thick versus thin.
Mazak Optonics (Elgin, IL) is another
machine provider specializing in laser
cutting applications for fabrication,
both 2D and 3D as well as tube and
pipe. “We make about 50 different models, and 60–70% of
our systems currently use CO2,” explained Mark Mercurio
applications and technical support manager for Mazak, with
the balance using fiber lasers. He also sees a trend towards
When we introduced our MV Series wire EDM machines,
we had a feeling they’d make waves. The never-before-seen
design improvements have reinforced our leadership in
the market—and sparked our customers’ success.
No other machine on the market has our non-contact
cylindrical drive technology, improved power supply
and deeper submerged cutting capabilities—all backed
by the reliable, expert support our customers expect.
See what all the buzz is about at www.mcmachinery.com or call 866-994-7856.
DISCOVER THE #1-SELLING EDM IN NORTH AMERICA
LEADING THE CHARGE.
ONE SOURCE. ENDLESS EXPERTISE.
Cylindrical Drive Technology Revolutionary non-contact design
Auto-Threader Allows up to 14 inches of through-part
wire threading for tall parts
Compact Head Design Easy indexing during operation
For current open positions, please visit our website:
www.mcmachinery.com or email: [email protected] EOE M/F/D/V
AdvAncements in LAsers
See us at EASTEC Booth #1426 & RAPID Booth #638
114 AdvancedManufacturing.org | May 2015
more fiber lasers in just the last few years. The key is tuning
the laser to the application. “Our 4-kW fiber laser can now
compete with a CO2 laser cutting ¾" {19.1-mm] mild steel
plate,” stated Mercurio. “That will grab a wider segment of
the cutting market.”
To better tune lasers to applications, Mazak developed a
multifunction torch. “Its function is to make the process more
consistent by removing the operator from the process, allow-
ing the machine to do the setup rather than the operator,” he
explained. Engineering the beam that the fiber laser delivers
for optimal cutting is the key. Thick cutting requires a different
beam shape than thinner material.
However, he also predicts CO2 remaining a viable solution
for some time to come. His perspective is that both CO2
and fiber lasers cut materials in the ½–¾" thickness almost
identically, with similar edge quality and speeds. “But the
CO2 is quite a bit less expensive. If I am cutting 1/2" [12.7-
mm] thick material all day long, the CO2 is cost-effective,” he
said. Where fiber lasers really become attractive is when they
can cut faster, say in 20 gage material where the feed rate
is 2400 ipm [61 m/min]. “The CO2 may only cut at 800 ipm
[20.3 m/min] in that application,” he said, making the fiber
laser the clear choice.
Mark Barry, vice president of sales and marketing, Prima
Power Laserdyne (Champlin, MN) is direct in his enthusiasm
for fiber lasers—they are increasingly the tool of choice today.
His company also delivers turnkey laser systems
for cutting, welding, and drilling. “A laser is like an
electric motor, it is useless without a machine to
enable it to do something,” he said. “From that
perspective, the fiber laser is often a better engine.
There are things I am doing today with a fiber laser
that are vastly superior to what we were doing with
a CO2 or an Nd:YAG.”
Further advancements will lie in controlling
the laser beam rather than in choosing the laser
itself. An example Barry pointed out is Laser-
dyne’s SmartRamp software recently installed in
their controllers for consistent endpoint control
during laser welding. SmartRamp controls laser
parameters in conjunction with the motion of the
beam to eliminate depressions at the end points of
welds. Depressions are a common occurrence in
laser welding because the power is ramped down
at the end of welds after the start point has been
overlapped. It is more than aesthetics, these can
be leak points in hermetically sealed devices.
Future Developments—Direct Diodes
As convenient as fiber and disk lasers are, the
technology to watch is direct-diode lasers. While still
considered under development, there is evidence
that direct diodes are gaining ground even now.
They offer better efficiency, smaller footprint, and
less complexity. “We are seeing the laser market for
material processing increasing by 10%, but the business for
our diode lasers increased by 25% last year and we are aiming
for that in 2015 again,” said Wolfgang Todt vice president US
operations for Laserline (Santa Clara, CA), a company that
specializes in what it terms as fiber-coupled diode lasers.
Laserline’s LDF series of fiber-coupled diode lasers ranges
from 3 to 25 kW in power, though the beam quality decreas-
es as power increases. For example, the 3-kW version of
AdvAncements in LAsers
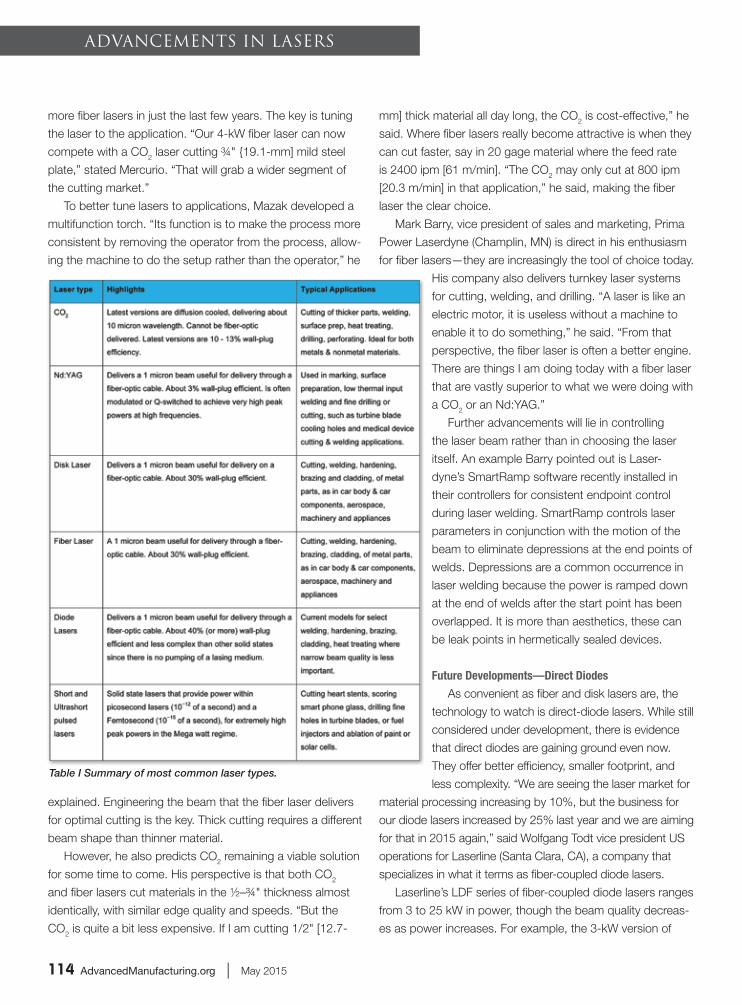
Table I Summary of most common laser types.

May 2015 | AdvancedManufacturing.org 115
Laserline’s LDF system has a beam parameter product (BPP)
of 20 mm-mrad, the 6-kW version is only 40 mm-mrads,
compared with single-digit BPPs for fiber or disk lasers.
Note: a smaller BPP means finer beam quality.
Still, for a number of applications—
especially outside of cutting—direct-di-
ode lasers are often competitive. “There
are a number of industries where we are
seeing the same competitive situations
pop-up time and again, with custom-
ers comparing disk lasers, fiber lasers,
and direct diodes,” he said, where all
three are competitive at some level.
Todt shared that their prices have come
down 10–15% in the last year as well,
driven by higher production volumes
and decreasing cost in components.
His company’s direct diodes are
continually improving, now boasting a
top power range of 40 kW with a 220
mm-mrad BPP first introduced in 2014.
“This is aimed at high-speed cladding
operations or deep welding,” he said.
He said to look for a new product fam-
ily announcement in 2015 that will reduce the physical size of
their diode lasers with even better beam quality. The aim is to
make direct-diode lasers competitive in applications where a
brilliant beam quality matters.
// CONTURA MADE BY ZEISS
More Flexibility
The moment measuring equipment surpasses even your uncompromising standards.The new ZEISS CONTURA.
The affordable ZEISS CONTURA CMM for flexible, reliable and uncompromising
quality assurance. The ZEISS CONTURA line has sizes up to 1200 x 2400 x
1000 mm and more sensor options. Proven navigator technology and CALYPSO
software let you measure faster, increasing throughput.
See the ZEISS CONTURA at EASTEC, booth #3302
www.zeiss.com/contura (800) 327-9735
Cincinnati Inc.513-367-7100 / www.e-ci.com
IPG Photonics508-373-1100 / ipgphotonics.com/
Laserline408-834-4660 / laserline.de/t
Mazak Optonics Corp.847-252-4500 / mazakoptonics.com/
Prima Power Laserdyne763-433-3700 / prima-na.com/ pages/164_laserdyne_systems.cfm
Rofin-Sinar734-455-5400 / rofin.com/
Trumpf Inc.860-255-6000 / us.trumpf.com/en
?


























![[Array, Array, Array, Array, Array, Array, Array, Array, Array, Array, Array, Array]](https://img.dokumen.tips/doc/110x75/56816460550346895dd63b8b/array-array-array-array-array-array-array-array-array-array-array.jpg)


