Embed Size (px)
Citation preview

February 16, 2011
Ian D. Harris, Ph.D.Technical Director, AMCTechnology Leader, Arc WeldingT: 614 688 5131C: 614 440 [email protected]
Laser AM and Additive Manufacturing ConsortiumLAM 2011, Houston, TX

Outline
IntroductionIntegrated Process ModelingAdditive Manufacturing Consortium (AMC)Conclusions
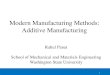
Cladding and Additive Manufacturing
Powder, hot wire, cold wire, etc.Used for cladding, repair, and additive manufacturing
Small-ScaleCold-Wire Repair
Cladding for Resistance to Corrosion or Wear

EWI operates lasers ranging in power from 5 to 15,000 watts
─ 15-kW IPG Fiber Laser
─ 4-kW Trumpf Nd:YAG Laser
─ 1-kW Trumpf Disk Laser
─ 600-W Single-Mode IPG Fiber Laser
─ 200-W Trumpf PowerWeld (pulsed Nd:YAG)
Laser Processing Equipment
15-kW IPGYb- Fiber Laser

Lower power lasers for processing metals, plastics, ceramics, and a variety of other materials
5-W MiyachiPulsed Nd:YAG
─ 200-W Laserline Diode Laser
─ 150-W Miyachi Unitek Pulsed Nd:YAG
─ 100-W JDS Uniphase Diode Laser
─ 22-W CEO Stiletto Q-Switched Pulsed Nd:YAG
─ 5-W Miyachi Unitek Pulsed Nd:YAG
Laser Processing Equipment
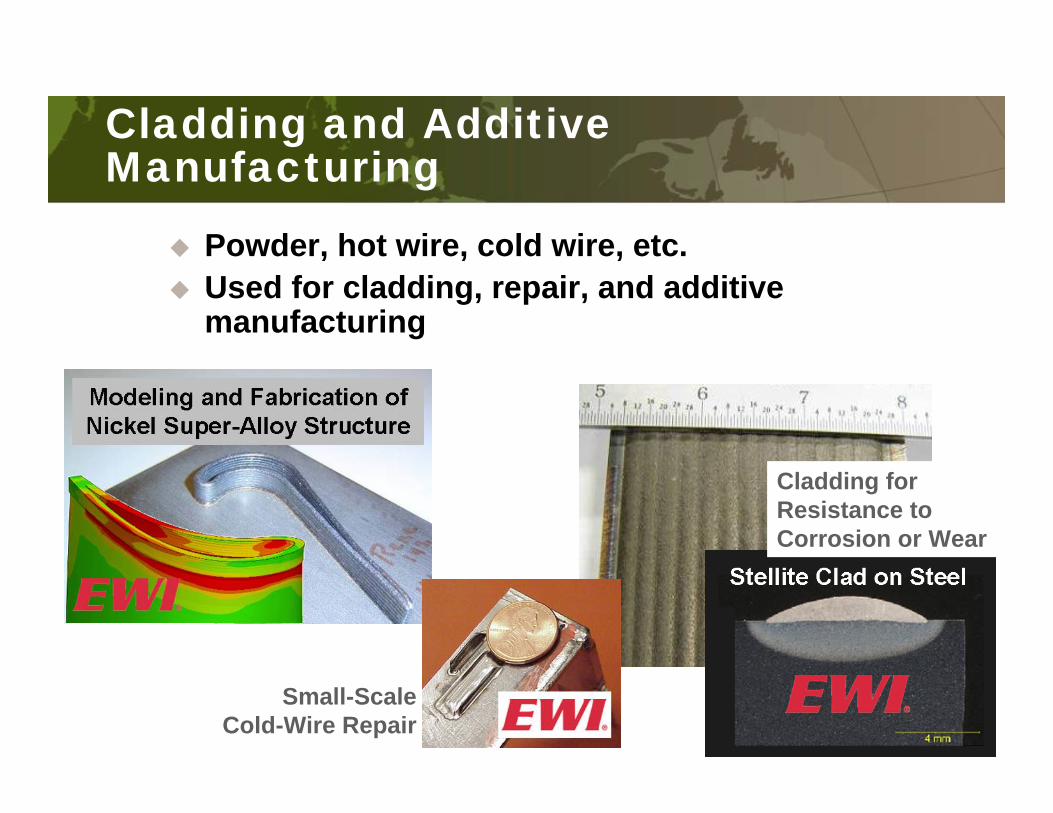
Laser Additive Manufacturing Process
Concept: CAD to Part:─ manufacture metallic preforms directly
from computer-generated 3D drawings─ (LAM, DMD etc.)
Key features─ Powder: flexibility for compositional
change and functional grading─ Laser Source: precise control of
melting─ Positional Control: close tolerances
S. M. Kelly, Ph.D. Thesis, Virginia Tech, 2004

Process Applications
Ref. J.W. Sears, “Intelligent Laser Power Deposition”, South Dakota School of Mines and Technology
Ref. M. Keller and S. Wilhelm, “3-D Simulation ofLaser Additive Manufacturing using ABAQUS”, Applied
Optimization.
Machining
Application: Rapid prototyping─ Eliminate or reduce expensive
tooling and fixturing─ Ideal for aerospace application
Lateral Application: Precision Repair─ Engine vane repair

Goal: Predict Residual Stresses and Distortions in a Complex Build Shape
Nickel-based superalloy buildFinal goal:─ Better bead shape─ No cracking─ Better microstructure─ Reduced residual stress─ Reduced distortion
Actual shape is more complexThermomechanical constraints are similar
40 layers
Simplified Geometry
INCONEL 625
Bead micrograph

Microstructural evolution is complex─ Solidification─ Repeated heating and cooling─ Recrystallization and grain
growth
Microstructure models exist for different complexity─ ThermoCalc®─ Dictra®─ JmatPro
Governing Physical Process: Metallurgy
Ti Solidification Structure
S. M. Kelly, Ph.D. Thesis, Virginia Tech, 2004

Typical Thermal Analysis Results

Overall Less Residual Stress in Case 2 was Predicted
Case 1: cool down between layers Case 2: without cool down between layers
Stress (MPa) Stress (MPa)Blue: 0-60 MPaRed: > 240 MPaGrey:> 300 MPa
280 MPa 210 MPa

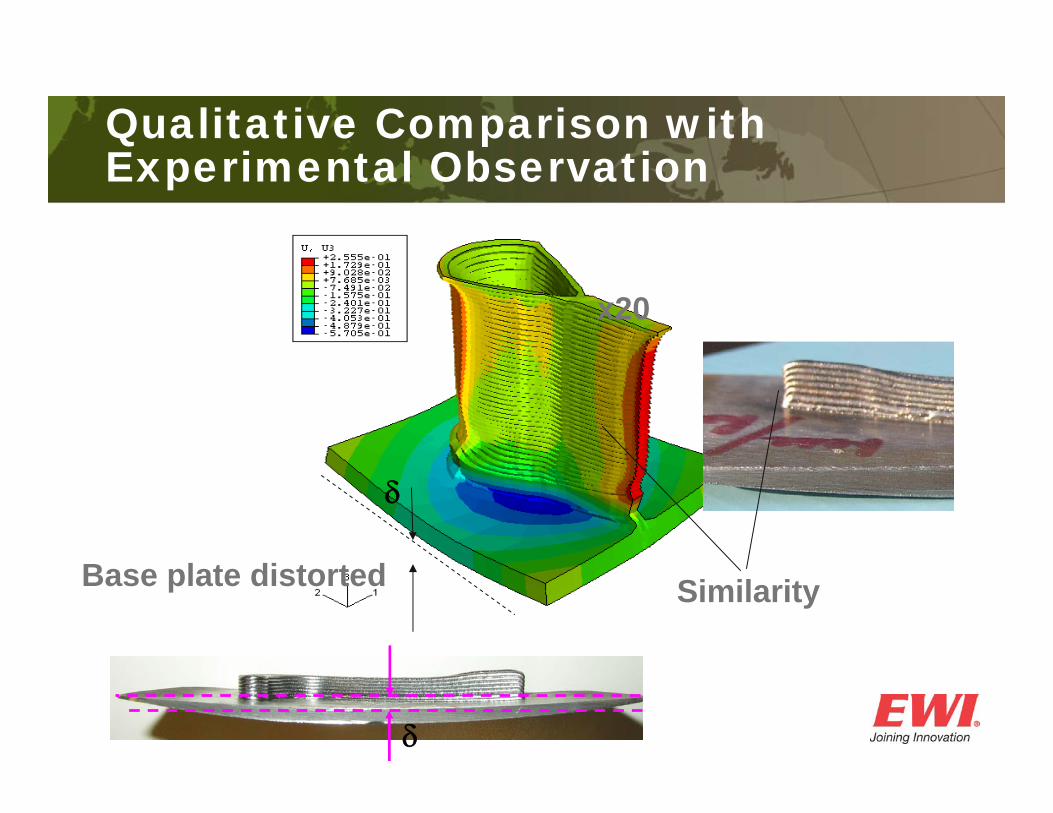
Distortions are Extensive in Case 2
Case 1: cool down between layers Case 2: without cool down between layers
deformation
deformation
0.3 mm 0.6 mm
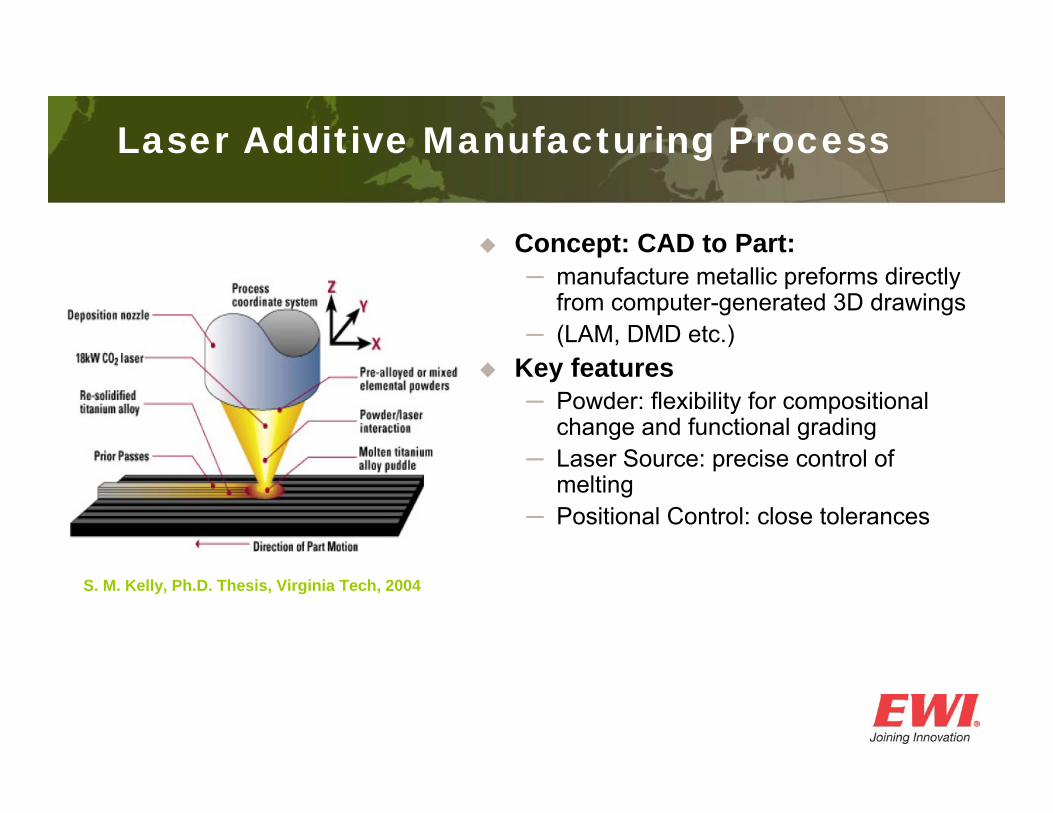
Qualitative Comparison with Experimental Observation
x20
Base plate distorted
δ
δ
Similarity
Case 1
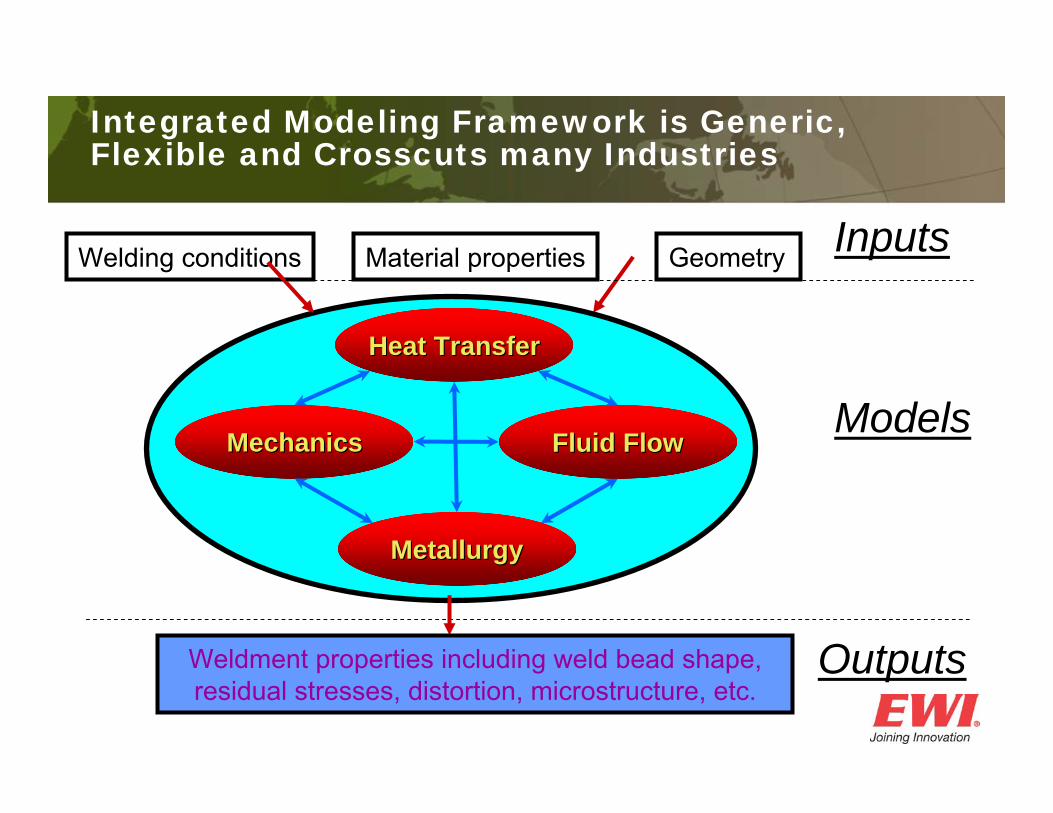
Integrated Modeling Framework is Generic, Flexible and Crosscuts many Industries
Welding conditions Material properties Inputs
Fluid FlowFluid FlowMechanicsMechanics
Heat TransferHeat Transfer
MetallurgyMetallurgy
Models
OutputsWeldment properties including weld bead shape, residual stresses, distortion, microstructure, etc.
Geometry
Modeling Summary
Integrated process modeling procedure was developed to simulate laser cladding process─ Effect of interrupted cooling was evaluated with this model.
Interrupted building with cooling to RT ─ Accumulation of large plastic strains during processing─ Large residual stresses on completion of build
Continuous build case without cooling─ Higher solidification cracking tendency─ Large deformations─ Need to compensate and use final machining

SAMP1. Simulate Process Control of Additive Manufacturing
2. User Defines Performance Function
• Temperature, Melt-Pool Size
• Power, Velocity, Thermal Gradient
3. Provide Scientific Basis to Developing a Process Qualification Record
Software for Automated Simulation of Additive Manufacturing Processes
Software and Technical Support Available from Applied Optimization (AMC Member)
Recipe supplements thein-situ process control

AMC Established
The Additive Manufacturing Consortium (AMC) was founded to provide a U.S. AM forumNational consortium of industry, government, and research organizationsMission: Advance the manufacturing readiness of metal AM technologies to benefit consortium members

Additive Manufacturing…. Need for Collaboration
Pooling of Resources Developing from MRL 1-9 at each OEM is costly/time consumingNetwork of end users, OEMs, service bureaus and academia Need more coordinated effort…. generate a critical mass
Business Case Cost modeling, Need mature process costs
Technical Challenges Material property databaseProcess development/distortion control
Equipment OEMs Voice of the Customer… size capacity, build times, etc.
Controls/Requirements Design rules/guidelines for AM, F42 Committee
Low-cost input materialsCost-effective NDEProcess control (real time)

Time to deployment
Man
ufac
turin
g R
eadi
ness
University & Federal Labs
Manufacturers & Suppliers
Additive Manufacturing
Consortium
MRL 3-7Significant commercial impacts in 2-5 years
MRL 8-10Incremental improvements and implementationShort time horizon
MRL <3High-risk basic research and educationLong time horizon
Advancing Manufacturing Readiness

Setting AMC Priorities
Discussions with stakeholders─ Industry, universities, government
Review of past efforts─ 2009 Roadmap for Additive Manufacturing─ 2009 Air Force additive manufacturing workshop─ 2009 EWI Ultrasonic Additive Manufacturing symposium
2010 AMC Meeting Ideation: “What should be the highest priority AMC activities?”─ 3 breakout groups; 125 ideas contributed; 64 ideas had votes; distilled
into 15 themes
AMC members ultimately identify the priorities

AMC
Goal: Advance manufacturing competitiveness through a key emerging technology, namely additive manufacturingMission: Advance the manufacturing readiness of metal AM technologies to benefit consortium membersHow: A Comprehensive collaborative network of industry, government and universities for maturing metal additive manufacturing technologyEWIs AMC Role: Organize, operate, seek funding, program manage, contribute to technology development activities

AMC
Rapidly growing network of industry, government, and university research partnersLaunched Feb. 2010 First Members Meeting Dec. 7, 2010 with 20 members/partnersRecognized AM Aerospace and Defense consortium – Aviation Week article Nov. 1/8Poised to grow other sectors of membership – medical, energy

AMC - Current Member Status
Industrial Members
GE R-RHoneywellLockheed MartinNorthrop GrummanGDLSMorris TechnologiesApplied OptimizationDirected Manufacturing
Government Agencies
Air Force (partner)Army (partner)NAVAIR (partner)NASA (partner)NIST (partner)

AMC – Current Member Status
Universities/National Labs and Other Partners
The Ohio State University (partner)University of Louisville (partner)University of Texas (partner)North Carolina State University (partner)South Dakota School of Mines (partner)Lawrence Livermore National Lab (partner)Techsolve (partner)NCMS (partner)

AMC Structure
Encompass a wide spectrum of manufacturersInclude technology and material suppliersEngage a national technology network of research partners; “National Test-Bed Center”Creates a non-competitive environment for industry to share experience and best-practicesLeverages public and private funding sourcesDistinct from university-led centers which often focus on education and basic-research

Deposition Rate vs ResolutionCourtesy Boeing
Decreased Resolution
Incr
ease
d D
epos
ition
Rat
e

AM Evaluation Stages
Evaluation Stages – AMS-4999 Revision─ 1 Initial Screening─ 2 Process/Source Approval─ 3 Deposition Parameter Approval─ 4 Approval on Non-Critical Flight Hardware─ 5 Approval of Critical Flight Hardware
MMPDS Data GenerationNon-Flight Hardware Qualification Stops at Stage 4

AMC Technical Priorities
Property database Quality controlDistortion controlEquipment developmentFeedstock/input materialsDesign rulesStandardsProcess modeling/optimizationAM knowledgebase

AMC - Proposed 1st Year Goals
Obtain broad industry and government support Organize “National Test Bed Center” research partners networkIdentify technology priorities and create development planConduct state-of-the-art review of metal AM technologyEstablish a database for collecting metal AM property information

AMC Differentiation
National Test Bed Center - through collaboration with other centers/programsCoordinating needs in process, material, properties and modeling“Jointness” - Army, Navy, and AF along with NASA and NIST Linked into ASTM F42 activities Consortium uses equipment and human resources at 14 existing centers
EWI Supporting Activities
Attended RAPID 2010, Amerimold, and the Loughborough AM conference and F42 meeting EWI is a member of ASTM F42 and serves on the Metals FFF Task Force Gained interest/traction in the ground vehicle market in addition to aerospace. Recently installed a large new machine for VHP UAM (based on Ohio third Frontier funding) Started a new AF HMI project with a $200K scope for AM - active heat sink using VHP UAMODOD Advanced Energy project on AM Landscape and supplier base

EWI Supporting Activities
Presented AM and AMC at AeroMat, Bellevue, WA, June 2010Presented Ti AM and AMC at ITA Conference, OrlandoPresented at NDIA meeting in D.C. in OctoberChairing an AM session at Aeromat 2011- selected papersOrganizing an AM Symposium for MS&T Columbus, in 2011 joint with OSU, NCSU and Arcam - creating call for papersCollaboration with NCMS and SME (RTAM)
Key Quotes
Emily Stover DeRocco and National Association of Manufacturers (NAM) –“This (AMC) is very much aligned to work we are involved in”Greg Morris (Morris Technologies)–“This is a whole new industry – are we going to let Europe lead or move forward together?”

Conclusions
LAM─A key process for producing high quality parts
Integrated Modeling ─A key part of the solution to producing net
shape parts with the required metallurgical and thus mechanical property characteristics
AMC─A key vehicle for national and international
collaboration in AM
QuestionsIan D. Harris, Ph.D.Technical Director, AMCTechnology Leader, Arc WeldingT: 614 688 5131C: 614 440 [email protected]