Embed Size (px)
DESCRIPTION
Merancang Poros dengan mesin CNC
Citation preview
LAPORAN TUGAS RANCANG
PERANCANGAN PEMBUATAN POROS
UNTUK GENERATOR AC
DENGAN MESIN CNC TU-2A Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
Program Studi Teknik Mesin Strata Satu
Fakultas Teknik Institut Teknologi Budi Utomo
DISUSUN OLEH :
NAMA :SUYADI
NPM :1071015028
PROGRAM STUDI :TEKNIK MESIN (S1)
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI BUDI UTOMO
JAKARTA
2014
i
LEMBAR PENGESAHAN
PERANCANGAN PEMBUATAN POROS
UNTUK GENERATOR AC
DENGAN MESIN CNC TU-2A LAPORAN TUGAS RANCANG
Disusun oleh:
Nama : SUYADI
NPM : 1071015028
Jurusan :Teknik Mesin
Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
Program Studi Teknik Mesin Strata Satu
Jurusan Teknik Mesin
Fakultas Teknologi Industri
INSTITUT TEKNOLOGI BUDI UTOMO
Jakarta, 14 Oktober 2014
Mengetahui,
Kepala Jurusan Dosen Pembimbing
Ir.Srihanto,MT Ir.Srihanto,MT

ii
LEMBAR PERNYATAAN
Saya yang bertanda tangan dibawah ini:
Nama :Suyadi
NPM :1071015028
Jenjang :Strata Satu
Jurusan :Teknik Mesin
Menyatakan bahwa sesungguhnya Laporan Tugas Rancang yang telah saya buat ini
merupakan hasil karya sendiri dan bukan merupakan hasil duplikasi serta tindakan mengutip
sebagaian atau seluruh dari hasil karya milik orang lain,kecuali disebutkan sumbernya.
Selanjutnya saya bersedia menerima sanksi akademik, apabila pernyataan saya tidak
benar.
Jakarta, 14 Oktober 2014
Suyadi
iii
KATA PENGANTAR
Puji dan syukur tidak henti-hentinya penulis panjatkan Kehadirat Allah SWT yang
telah memberikan berkat dan limpahan rahmatNya, sehingga penulis mampu menyelesaikan
penulisan laporan Tugas Rancang ini dengan baik dan tepat waktu.Penulisan Tugas Rancang
ini merupakan salah satu tugas mahasiswa sebelum mengajukan tugas akhir, sehingga
laporan ini dijadikan sebagai salah satu persyaratan wajib yang harus diambil oleh setiap
mahasiswa pada jurusan Teknik Mesin Institut Teknologi Budi Utomo.
Dalam laporan Tugas Rancang ini, penulis banyak memperoleh bantuan dari banyak
pihak, untuk itu dengan segala kerendahan hati menyampaikan rasa terima kasih yang
sebesar-besarnya kepada:
1.Prof. Dr. Ir. H. Martin Djamin, M.Sc., selaku Rektor Institut Teknologi Budi Utomo.
2.Dr. Ir. Suwito, MM., selaku Dekan Fakultas Teknologi Industri
3.Ir.Srihanto, MT., Selaku Ketua Jurusan Teknik Mesin
4.Seluruh Dosen dan Staff Teknik Mesin Institut Teknologi Budi Utomo.
5.Ibu dan Ayah beserta keluarga tercinta yang telah memberikan dukungan baik secara
moril maupun materil itu semua sangat berarti.
6.Teman-teman Mahasiswa jurusan Teknik Mesin Angkatan Tahun 2010
7.Dan Semua pihak yang tidak bisa penulis sebutkan namanya satu-persatu yang telah
membantu baik secara langsung maupun tidak langsung dalam penyusunan laporan
ini.Semoga kebaikan yang telah diberikan kepada penulis mendapat pahala yang
berlimpah dari Allah SWT.
Penulis menyadari akan semua kesalahan dalam penyusunan laporan Tugas Rancang ini
karena keterbatasan kemampuan, oleh karena itu penulis menerima kritik serta saran dengan
segala kerendahan hati guna kesempurnaan penyusunan laporan ini.

iv
Pada kesempatan ini pula penulis mohon maaf atas segala kekurangan, Semoga
penyusunan laporan ini dapat bermanfaat bagi penulis khususnya dan bermanfaat bagi
pembaca.
Jakarta, 14 Oktober 2014
Penulis
v
DAFTAR ISI
LEMBAR PENGESAHAN ............................................................................... i
LEMBAR PERNYATAAN............................................................................... ii
KATA PENGANTAR ....................................................................................... iii
DAFTAR ISI ..................................................................................................... v
DAFTAR GAMBAR ......................................................................................... . ix
DAFTAR TABEL ............................................................................................. xi
BAB I. PENDAHULUAN................................................................................ 1
1.1 Latar Belakang ............................................................................... 1
1.2 Perumusan Masalah ....................................................................... 2
1.3 Tujuan ............................................................................................. 2
1.4 Batasan Masalah ............................................................................. 2
1.5 Metode Penulisan............................................................................ 2
1.5.1 Metode Wawancara .............................................................. 2
1.5.2 Metode Kepustakaan ............................................................. 3
1.6 Sistematika Penulisan ................................................................... 3
BAB II. LANDASAN TEORI .......................................................................... 5
2.1 Pengertian Umum Poros ................................................................ 5
2.1.1 Macam-macam Poros ........................................................... 5
2.1.2 Hal-hal penting dalam perencanaan poros ........................... 6
vi
2.1.3 Pembebanan pada poros ..................................................... 7
2.1.4 Pemasangan dan konsentrasi Tegangan ............................... 12
2.1.5 Material Poros ...................................................................... 13
2.1.6 Daya Poros ........................................................................... 14
2.1.7 Perancangan Poros ............................................................... 14
2.1.8 Metode Perancangan Poros .................................................. 17
2.1.9 Defleksi Poros ...................................................................... 19
2.1.10 Pasak Dan Alur Pasak ...................................................... 21
2.2 Generator ....................................................................................... 27
2.2.1 Prinsip Kerja Generator ........................................................ 28
2.2.2 Kontruksi Generator ............................................................. 31
2.2.3 Stator .................................................................................. 31
2.2.4 Rotor ..................................................................................... 32
2.2.5 Pengaturan Putaran ............................................................... 33
2.2.6 Pengaturan Tegangan ........................................................... 34
2.3 Computer Numerical Control (CNC) ............................................ 35
2.3.1 Dasar Pemograman Mesin CNC .......................................... 37
2.3.2 Gerakan Pada Sumbu Mesin CNC ....................................... 38
2.3.3 Standarisasi Pemograman Mesin CNC .............................. 38
BAB III METODE PERENCANAAN ............................................................. 42
3.1 Diagram alir pembuatan poros generator .................................... 42
vii
3.2 Penjelasan Diagram Alir pembuatan poros generator ................ 43
3.2.1 Perencanaan Poros ............................................................ 43
3.2.1 Analisa Kekuatan Material ............................................... 43
3.2.3 Menentukan Bahan ........................................................... 43
3.2.4 Menentukan Ukuran ......................................................... 43
3.2.5 Proses Persiapan Alat Dan Mesin ..................................... 44
3.2.6 Proses Permesinan ............................................................ 44
3.2.7 Evaluasi Hasil Perancangan .............................................. 44
3.3 Perencanaan proses pengerjaan pembuatan poros generator ...... 44
3.3.1 Proses Lathe 1 ................................................................... 45
3.3.2 Proses Lathe 2 ................................................................... 45
3.3.3 Proses Milling 1 ............................................................... 45
3.3.4 Proses Milling 2 ............................................................... 45
BAB IV PERENCANAAN DAN PERHITUNGAN ....................................... 46
4.1 Perencanaan dan Perhitungan Poros ............................................ 46
4.1.1 Perhitungan Momen Pada Poros ....................................... 46
4.1.2 Perhitungan Bending Pada Poros ...................................... 54
4.1.3 Perhitungan Tegangan Geser Ijin Torsional ..................... 55
4.1.4 Perhitungan Poros Dengan Beban Lentur Murni .............. 56
4.1.5 Perhitungan Poros Kombinasi Puntir dan Lentur.............. 57
4.1.6 Perhitungan Poros Dengan Beban Berfluktuasi ................ 58
viii
4.2 Perencanaan dan Perhitungan Pasak .............................................. 59
4.2.1 Perhitungan Tegangan Geser Yang Diijinkan ...................... 59
4.2.2 Perhitungan Gaya Yang Terjadi Pada Pasak ........................ 63
BAB V PROSES PENGERJAAN .................................................................... 65
5.1 Diagram Alir Proses Pengerjaan Poros Generator ........................ 65
5.2 Proses Persiapan Alat Dan Mesin ................................................. 66
5.2.1 Persiapan Gambar Kerja ...................................................... 67
5.2.2 Persiapan Bahan Material .................................................... 67
5.2.3 Pengujian Material ............................................................... 68
5.2.4 Persiapan Alat Dan Mesin ................................................... 70
5.3 Proses Machining Pembuatan Poros Generator ............................ 71
5.2.1 Proses Pemotongan Material ............................................... 71
5.2.2 Proses Lathe 1 ...................................................................... 72
5.2.3 Proses Lathe 2 ...................................................................... 80
5.2.4 Proses Milling 1 ................................................................... 85
5.2.5 Proses Milling 2 ................................................................... 87
BAB VI PENUTUP .......................................................................................... 91
6.1 Kesimpulan .................................................................................. 91
6.2 Saran ............................................................................................ 92
DAFTAR PUSTAKA ....................................................................................... 93

ix
DAFTAR GAMBAR
Halaman
Gambar 2.1 Macam tegangan yang bervariasi terhadap waktu ......................... 8
Gambar 2.2 Hasil tes fatique pada specimen baja dengan beban bending ........ 11
Gambar 2.3 Berbagai macam pemasangan komponen pada poros ................... 12
Gambar 2.4 Garis kegagalan elips untuk tegangan berfluktuasi ....................... 19
Gambar 2.5 Macam-macam pasak .................................................................... 21
Gambar 2.6 Sistem pembangkit generator sinkron ............................................ 28
Gambar 2.7 Kumparan 3 fasa ............................................................................ 30
Gambar 2.8 Konstruksi generator sinkron ......................................................... 31
Gambar 2.9 Kontruksi rotor kutub silindris ....................................................... 32
Gambar 2.10 Kontruksi rotor kutub menonjol ................................................. 33
Gambar 2.11 Mesin Bubut CNC ...................................................................... 36
Gambar 3.1 Diagram Alir proses perencanaan pembuatan poros generator ..... 42
Gambar 4.1 Perancangan poros generator ......................................................... 46
Gambar 4.2 Momen yang terjadi pada poros ..................................................... 47
Gambar 4.3 Pencarian VA ................................................................................. 49
Gambar 4.4 Pencarian VQ1 atau VE ................................................................. 49
Gambar 4.5 Pencarian VA’ ................................................................................ 50
Gambar 4.6 Pencarian VC ................................................................................. 50
Gambar 4.7 Pencarian VF .................................................................................. 51
x
Gambar 4.8 Pencarian VD ................................................................................. 51
Gambar 4.9 Pencarian VB ................................................................................. 52
Gambar 4.10 Diagram SFD (Shearing force diagram) ..................................... 53
Gambar 4.11 Diagram BMD (Bending Momen Diagram) ................................ 54
Gambar 4.12 Dimensi Pasak.............................................................................. 59
Gambar 5.1 Diagram alir proses pengerjaan poros generator ........................... 65
Gambar 5.2 Poros generator .............................................................................. 66
Gambar 5.3 Gambar kerja poros generator ........................................................ 67
Gambar 5.4 Proses pemotongan material .......................................................... 71
Gambar 5.5 Proses penyenteran material .......................................................... 72
Gambar 5.6 Proses lathe 1 ................................................................................. 72
Gambar 5.7 Proses alur program kerja dengan G71 .......................................... 75
Gambar 5.8 Titik point program lathe 1 ............................................................ 76
Gambar 5.9 Alur program G75 untuk proses grooving ..................................... 78
Gambar 5.10 Proses lathe 2 ............................................................................... 80
Gambar 5.11 Titik point program lathe 2 .......................................................... 81
Gambar 5.12 Proses milling 1 ........................................................................... 85
Gambar 5.13 Alur program milling ................................................................... 87
Gambar 5.14 Proses milling 2 ........................................................................... 88

xi
DAFTAR TABEL
Halaman
Tabel 2.1 Standar USA untuk pasak dan dimensi setscrew untuk poros........... 22
Tabel 2.2 Standar ANSI untuk pasak woodruff ................................................. 24
Tabel 4.1 Harga Km dan Kt untuk beberapa bahan .......................................... 59
Tabel 4.2 Pasak Standar .................................................................................... 60
Tabel 4.3 Perencanaan pasak yang akan dipasang pada poros generator .......... 61
Tabel 5.1 Persiapan bahan material ................................................................... 68
Tabel 5.2 Harga kekerasan vickers pada bahan material S45C ......................... 69

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam era modern, perkembangan dunia industri semakin pesat dan tak dapat
dipungkiri, hampir semua kebutuhan manusia mulai dari sandang, pangan dan
kebutuhan skunder lainnya telah diproduksi massal di pabrik-pabrik industri. Seiring
dengan perkembangan industrialisasi tersebut maka kebutuhan akan daya listrik juga
semakin meningkat tajam.
Ketika terjadi kegagalan daya atau pemadaman pada catu daya utama maka saat
itu dibutuhkan pasokan daya listrik cadangan dan pada kondisi tersebut diharapkan
daya listrik cadangan dapat mensuplai energi listrik terutama untuk beban-beban
prioritas. Genset umumnya digunakan sebagai sistem pemasok(supply) daya listrik
(PLTD) dan juga sebagai sistem pemasok daya listrik cadangan atau sebagai sumber
daya listrik yang tergantung atas kebutuhan pemakai (off-grid).
Generator adalah suatu sistem yang menghasilkan tenaga listrik dengan masukan
tenaga mekanik . Generator berfungsi untuk mengubah tenaga mekanik menjadi tenaga
listrik.Prinsip kerja Generator adalah bila rotor diputar maka belitan kawatnya akan
memotong gaya-gaya magnit pada kutub magnit, sehingga terjadi perbedaan tegangan,
dengan dasar inilah timbullah arus listrik, arus melalui kabel/kawat yang ke dua
ujungnya dihubungkan dengan cincin geser. Pada cincin-cincin tersebut menggeser
sikat-sikat, sebagai terminal penghubung keluar.Bagian-bagian generator yaitu Rotor,
adalah bagian yang berputar yang mempunyai bagian terdiri dari poros (Shaft), inti,
kumparan, cincin geser, dan sikat-sikat.Stator, adalah bagian yang tak berputar (diam)
yang mempunyai bagian terdiri dari rangka stator yang merupakan salah satu bagian
utama dari generator yang terbuat dari besi tuang dan ini merupakan rumah dari semua
bagian-bagian generator, kutub utama beserta belitannya, kutub-kutub pembantu
beserta belitannya, bantalan-bantalan poros.
2
Tugas Rancang ini akan membahas bagaimana membuat komponen dari generator
AC yaitu poros atau shaft yang merupakan bagian dari komponen prime mover mesin
diesel (main distribution panel).
1.2 Perumusan Masalah
Berdasarkan latar belakang di atas penulis merumuskan masalah sebagai berikut:
1.2.1Bagaimana merencanakan pembuatan poros untuk generator AC dengan mesin
CNC TU-2A sesuai standar ?
1.2.2Bagaimana perhitungan membuat program CNC dalam proses perancangan poros
generator AC?
1.2.3 Bagaimana menganalisa kekuatan poros untuk generator AC?
1.3 Tujuan Penulis bertujuan untuk memenuhi Tugas Rancang, dan untuk mempelajari serta
memahami proses pembuatan poros Generator AC sesuai dengan standart dengan
harapan dapat menjadikan suatu pengetahuan yang bermanfaat di masa yang akan
datang.
1.4 Batasan Masalah
Untuk mempermudah menulis laporan, penulis membatasi masalah hanya pada
perancangan proses pembuatan poros Generator AC dengan mesin CNC TU-2A dan
perhitungan kekuatan poros Generator AC.
1.5 Metode Penulisan Metode penulisan adalah suatu upaya pengumpulan, penyajian dan analisa data
yang dilakukan secara sistematis. Dalam rangka mencarikan jalan keluar ataupun
jawaban terhadap suatu masalah yang ditemukan, penulis dapat menyimpulkan data
yang digunakan sebagai berikut :
1.5.1 Metode Wawancara
Metode wawancara adalah proses memperoleh keterangan untuk tujuan
penelitian secara langsung kepada karyawan yang berkaitan dengan pernesinan
3
CNC. Untuk mendapatkan informasi dan data yang lengkap, penulis melakukan
wawancara langsung dengan bagian yang berkepentingan yaitu orang- orang
yang terkait mengenai informasi yang berhubungan cara pembuatan poros
generator.
1.5.2 Metode Kepustakaan
Penulis mempelajari buku referensi baik mengenai pembuatan poros dan
perhitugan kekuatan yang dibutuhkan untuk merancang poros generator AC.
1.6 Sistematika Penulisan Agar mempermudah pembahasan terhadap topik Tugas Rancang ini, penulis
menyusunnya menjadi enam bab.
BAB I PENDAHULUAN
Meliputi latar belakang yang mendasari pemilihan topik masalah, maksud dan
tujuan penulisan, metode penulisan, ruang lingkup pembahasan serta sistematika
penulisan.
BAB II LANDASAN TEORI
Meliputi konsep dasar Perancangan dan data-data mengenai pendukung
perancangan.Membahas tentang dasar teori sistem perancangan dan produksinya.
BAB III METODE PERENCANAAN
Meliputi diagram alir, penjelasan pengerjaan, dan perencanaan proses pembuatan
poros generator AC.
BAB IV PERENCANAAN DAN PERHITUNGAN
Membahas tentang perhitungan kekuatan yang diijinkan untuk menentukan
bahan yang digunakan dan perhitungan program CNC untuk pembuatan Shaft atau
poros
BAB V PROSES PENGERJAAN
Membahas tentang tahapan-tahapan perancangan poros untuk Generator AC.

4
BAB VI PENUTUP
Meliputi kesimpulan, dan saran berdasarkan hasil analisa sebelumnya.
5
BAB II
LANDASAN TEORI
2.1 Pengertian Umum Poros.
Poros adalah suatu bagian stasioner yang beputar, biasanya terpasang elemen-
elemen seperti roda gigi (gear), pulley, flywheel, engkol, sprocket dan elemen pemindah
lainnya.Poros adalah untuk menopang bagian mesin yang diam, berayun atau berputar,
tetapi tidak menderita momen putar dan dengan demikian tegangan utamanya adalah
tekukan (bending).Poros (keseluruhannya berputar) adalah untuk mendukung suatu
momen putar dan mendapat tegangan puntir dan tekuk.Menurut arah memanjangnya
(longitudinal) maka dibedakan poros yang bengkok (poros engkol) terhadap poros lurus
biasa, sebagai poros pejal atau poros berlubang, keseluruhannya rata atau dibuat
mengecil. Menurut penampang melintangnya disebutkan sebagai poros bulat dan poros
profil (contohnya dengan profil alur banyak dan profil – K). Disamping itu dikenal juga
poros engsel, poros teleskop, poros lentur, dan lain-lain.Persyaratan khusus terhadap
design dan pembuatan adalah sambunagn dari poros dan naf serta poros dengan poros.
2.1.1 Macam-macam poros.
Poros untuk meneruskam daya diklasifikasikan menurut pembebanannya
sebagai berikut:
a.Poros transmisi.
Poros semacam ini mendapat beban puntir murni atau puntir dan lentur. Daya di
transmisikan kepada poros ini melalui kopling, roda gigi puli sabuk atau sprocket
rantai, dan lain-lain.Dalam hal ini mendukung elemen mesin hanya suatu cara,
bukan tujuan. Jadi, poros ini berfungsi untuk memindahkan tenaga mekanik salah
satu elemen mesin ke elemen mesin yang lain.
b.Spindel.
Poros transmisi yang relatif pendek, seperti poros utama mesin perkakas, dimana
beban utamanya berupa puntiran, disebut sepindel. Syarat yang harus di penuhi
poros ini adalah deformasinya harus kecil dan bentuk serta ukuranya harus teliti.
6
c.Gandar.
Poros seperti yang di pasang di antara roda – roda kereta barang, dimana tidak
mendapat beban puntir, bahkan kadang – kadang tidak boleh berputar, disebut
gandar. Gandar ini hanya mendapat beban lentur, kecuali jika digerakan oleh
penggerak mula dimana akan mengalami beban puntir juga.
2.1.2 Hal-hal penting dalam Perencanaan poros.
Hal-hal penting dalam merencanakan sebuah poros sebagai berikut ini perlu
diperhatikan : (Sularso, 1994)
a.Kekuatan poros.
Suatu poros transmisi dapat mengalami suatu beban puntir atau lentur atau
gabungan antara puntir dan lentur seperti telah diutarakan di atas. Juga ada
poros yang mendapat beban tarik atau tekan seperti poros baling- baling kapal
atau turbin. Kelelahan, tumbukan atau pengaruh kosentrasi tegangan bila
diameter poros diperkecil (poros bertangga ) atau bila poros mempunyai alur
pasak, harus diperhatikan. Sebuah poros harus di rencanakan hingga cukup kuat
untuk menahan beban- beban di atas.
b.Kekakuan poros.
Meskipun sebuah poros mempunyai kekuatan yang cukup tetapi jika lenturan
atau defleksi puntiran terlalu besar akan mengakibatkan ketidak telitian atau
getaran dan suara. Disamping kekuatan poros, kekakuanya juga harus
diperhatikan dan disesuaikan dengan macam mesin yang akan dilayani poros
tersebut.
c.Putaran kritis.
Bila putaran suatu mesin dinaikan maka suatu harga putaran tertentu dapat
terjadi getaran yang luar biasa besarnya. Putaran ini disebut putaran kritis. Hal
ini dapat terjadi pada turbin, motor torak, motor listrik , dan lain-lain. Juga dapat
mengakibatkan kerusakan pada poros dan bagian bagian lainya. Jika mungkin,

7
poros harus direncanakan sedemikian rupa hingga putaran kerjanya lebih rendah
dari putaran kritisnya.
d.Korosi.
Bahan-bahan tahan korosi (termasuk plastik) harus dipilih untuk poros propeller
dan pompa bila terjadi dengan kontak dengan fluida yang korosif. Demikian
juga yang terancam kavitasi, dan poros-poros mesin yang sering berhenti lama.
Sampai dengan batas-batas tertentu dapat pula dilakukan perlidungan terhadap
korosi.
2.1.3.Pembebanan pada poros.
Pada prinsipnya pembebanan ada poros ada 2 macam, yaitu puntiran karena
beban torsi dan bending karena beban transerval pada roda gigi , puli atau
sprocket. Beban yang terjadi juga biasanya merupakan kombinasi dari
keduanya.Karekter pembebanan yang terjadi biasanya konstan, bervariasi
terhadap waktu, maupun kombinasi dari keduanya.
Perbedaan antara poros dengan As (Axle) adalah poros meneruskan momen
torsi ( berputar) sedangkan as tidak. Pada pembebanan konstan terhadap waktu,
tegangan yang terjadi pada as dengan roda gigi atau puli yang berputar pada
bantalan terhadap as tersebut tegangan statis.Pada poros yang dibebeani dengan
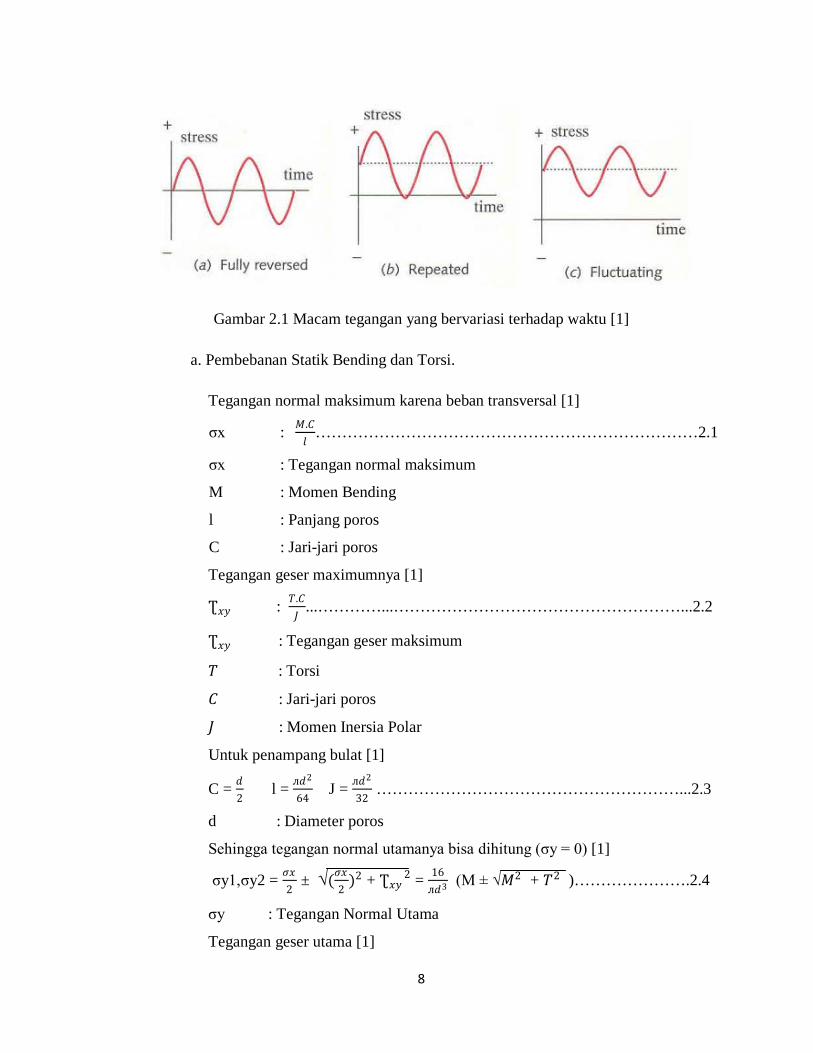
bending steady akan terjadi tegangan fully reversed seperti pada gambar
.Tegangan yang terjadi karena beban bending maupun torsi bias fully reversed,
repeated ataupun fluctuating, seperti pada gambar 2.1
8
Gambar 2.1 Macam tegangan yang bervariasi terhadap waktu [1]
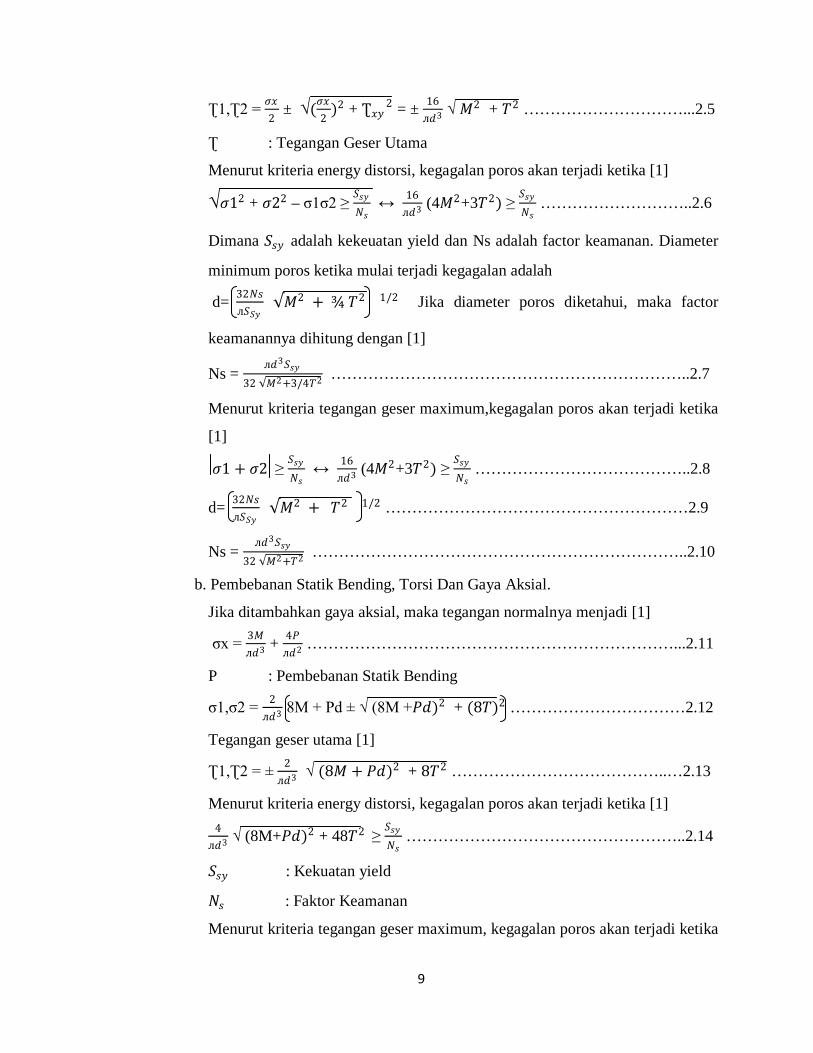
a. Pembebanan Statik Bending dan Torsi.
Tegangan normal maksimum karena beban transversal [1]
σx : 𝑀𝑀.𝐶𝐶𝑙𝑙
………………………………………………………………2.1
σx : Tegangan normal maksimum
M : Momen Bending
l : Panjang poros
C : Jari-jari poros
Tegangan geser maximumnya [1]
Ʈ𝑥𝑥𝑥𝑥 : 𝑇𝑇.𝐶𝐶𝐽𝐽
...…………...………………………………………………...2.2
Ʈ𝑥𝑥𝑥𝑥 : Tegangan geser maksimum
𝑇𝑇 : Torsi
𝐶𝐶 : Jari-jari poros
𝐽𝐽 : Momen Inersia Polar
Untuk penampang bulat [1]
C = 𝑑𝑑2 l = л𝑑𝑑
2
64 J = л𝑑𝑑
2
32 …………………………………………………...2.3
d : Diameter poros
Sehingga tegangan normal utamanya bisa dihitung (σy = 0) [1]
σy1,σy2 = 𝜎𝜎𝑥𝑥2
± √(𝜎𝜎𝑥𝑥2
)2 + Ʈ𝑥𝑥𝑥𝑥 2 = 16л𝑑𝑑3 (M ± √𝑀𝑀2 + 𝑇𝑇2 )………………….2.4
σy : Tegangan Normal Utama
Tegangan geser utama [1]
9
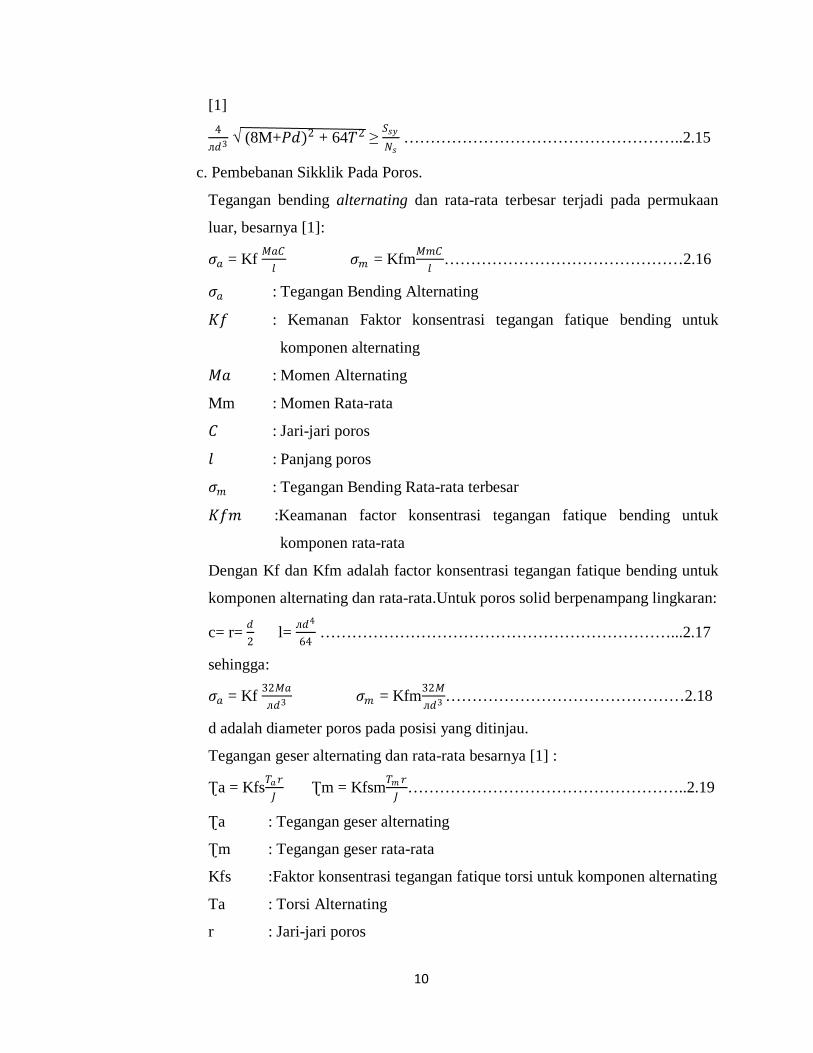
Ʈ1,Ʈ2 = 𝜎𝜎𝑥𝑥2
± √(𝜎𝜎𝑥𝑥2
)2 + Ʈ𝑥𝑥𝑥𝑥 2 = ± 16л𝑑𝑑3 √ 𝑀𝑀2 + 𝑇𝑇2 …………………………...2.5
Ʈ : Tegangan Geser Utama
Menurut kriteria energy distorsi, kegagalan poros akan terjadi ketika [1]
√𝜎𝜎12 + 𝜎𝜎22 – σ1σ2 ≥ 𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
↔ 16л𝑑𝑑3 (4𝑀𝑀2+3𝑇𝑇2) ≥
𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
………………………..2.6
Dimana 𝑆𝑆𝑠𝑠𝑥𝑥 adalah kekeuatan yield dan Ns adalah factor keamanan. Diameter
minimum poros ketika mulai terjadi kegagalan adalah
d= 32𝑁𝑁𝑠𝑠л𝑆𝑆𝑆𝑆𝑥𝑥
√𝑀𝑀2 + ¾ 𝑇𝑇2 1/2 Jika diameter poros diketahui, maka factor
keamanannya dihitung dengan [1]
Ns = л𝑑𝑑3𝑆𝑆𝑠𝑠𝑥𝑥
32 √𝑀𝑀2+3/4𝑇𝑇2 …………………………………………………………..2.7
Menurut kriteria tegangan geser maximum,kegagalan poros akan terjadi ketika
[1]
𝜎𝜎1 + 𝜎𝜎2 ≥ 𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
↔ 16л𝑑𝑑3 (4𝑀𝑀2+3𝑇𝑇2) ≥
𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
…………………………………..2.8
d= 32𝑁𝑁𝑠𝑠л𝑆𝑆𝑆𝑆𝑥𝑥
√𝑀𝑀2 + 𝑇𝑇2 1/2 …………………………………………………2.9
Ns = л𝑑𝑑3𝑆𝑆𝑠𝑠𝑥𝑥
32 √𝑀𝑀2+𝑇𝑇2 ……………………………………………………………..2.10
b. Pembebanan Statik Bending, Torsi Dan Gaya Aksial.
Jika ditambahkan gaya aksial, maka tegangan normalnya menjadi [1]
σx = 3𝑀𝑀л𝑑𝑑3 + 4𝑃𝑃
л𝑑𝑑2 ……………………………………………………………...2.11
P : Pembebanan Statik Bending
σ1,σ2 = 2л𝑑𝑑3 8M + Pd ± √ (8M +𝑃𝑃𝑑𝑑)2 + (8𝑇𝑇)2 ……………………………2.12
Tegangan geser utama [1]
Ʈ1,Ʈ2 = ± 2л𝑑𝑑3 √ (8𝑀𝑀 + 𝑃𝑃𝑑𝑑)2 + 8𝑇𝑇2 …………………………………..…2.13
Menurut kriteria energy distorsi, kegagalan poros akan terjadi ketika [1] 4л𝑑𝑑3 √ (8M+𝑃𝑃𝑑𝑑)2 + 48𝑇𝑇2 ≥
𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
……………………………………………..2.14
𝑆𝑆𝑠𝑠𝑥𝑥 : Kekuatan yield
𝑁𝑁𝑠𝑠 : Faktor Keamanan
Menurut kriteria tegangan geser maximum, kegagalan poros akan terjadi ketika
10
[1] 4л𝑑𝑑3 √ (8M+𝑃𝑃𝑑𝑑)2 + 64𝑇𝑇2 ≥
𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
……………………………………………..2.15
c. Pembebanan Sikklik Pada Poros.
Tegangan bending alternating dan rata-rata terbesar terjadi pada permukaan
luar, besarnya [1]:
𝜎𝜎𝑎𝑎 = Kf 𝑀𝑀𝑎𝑎𝐶𝐶𝑙𝑙
𝜎𝜎𝑚𝑚 = Kfm𝑀𝑀𝑚𝑚𝐶𝐶𝑙𝑙
………………………………………2.16
𝜎𝜎𝑎𝑎 : Tegangan Bending Alternating
𝐾𝐾𝐾𝐾 : Kemanan Faktor konsentrasi tegangan fatique bending untuk
komponen alternating
𝑀𝑀𝑎𝑎 : Momen Alternating
Mm : Momen Rata-rata
𝐶𝐶 : Jari-jari poros
𝑙𝑙 : Panjang poros
𝜎𝜎𝑚𝑚 : Tegangan Bending Rata-rata terbesar
𝐾𝐾𝐾𝐾𝑚𝑚 :Keamanan factor konsentrasi tegangan fatique bending untuk
komponen rata-rata
Dengan Kf dan Kfm adalah factor konsentrasi tegangan fatique bending untuk
komponen alternating dan rata-rata.Untuk poros solid berpenampang lingkaran:
c= r= 𝑑𝑑2 l= л𝑑𝑑
4
64 …………………………………………………………...2.17
sehingga:
𝜎𝜎𝑎𝑎 = Kf 32𝑀𝑀𝑎𝑎л𝑑𝑑3 𝜎𝜎𝑚𝑚 = Kfm32𝑀𝑀
л𝑑𝑑3 ………………………………………2.18
d adalah diameter poros pada posisi yang ditinjau.
Tegangan geser alternating dan rata-rata besarnya [1] :
Ʈa = Kfs𝑇𝑇𝑎𝑎 𝑟𝑟𝐽𝐽
Ʈm = Kfsm𝑇𝑇𝑚𝑚 𝑟𝑟𝐽𝐽
……………………………………………..2.19
Ʈa : Tegangan geser alternating
Ʈm : Tegangan geser rata-rata
Kfs :Faktor konsentrasi tegangan fatique torsi untuk komponen alternating
Ta : Torsi Alternating
r : Jari-jari poros

11
J : Momen Inersia Polar
Kfsm : Factor konsentrasi tegangan fatique torsi untuk komponen rata-rata
Dengan Kfs dan Kfsm adalah factor konsentrasi tegangan fatique torsi untuk
komponen alternating dan rata-rata.Untuk poros solid berpenampang lingkaran:
r = 𝑑𝑑2 J= л𝑑𝑑
4
32 …………………………………………………………..2.20
sehingga:
Ʈa = Kfs16𝑇𝑇𝑎𝑎л𝑑𝑑3 Ʈm = Kfsm16𝑇𝑇𝑚𝑚
л𝑑𝑑3 ………………………………………….2.21
Untuk gaya tarik aksial Fz biasa hanya mempunyai komponen rata-rata, yaitu
sebesar:
Ʈ𝑚𝑚 𝑎𝑎𝑎𝑎𝑠𝑠𝑎𝑎𝑎𝑎𝑙𝑙 = Kfm𝐹𝐹𝐹𝐹𝐴𝐴
= Kfm 4𝐹𝐹𝐹𝐹л𝑑𝑑2 ………………………………………………2.22
d.Kegagalan Poros pada Pembebanan Kombinasi.
Penelitian terhadap kegagalan fatigue untuk baja ulet dan besi cor getas pada
pembebanan kombinasi antara bending dan torsi pertama kali dilakukan di
Inggris pada 1930 oleh Davis, Gough dan Pollard. Hasilnya bisa dilihat pada
gambar 2.3 (ANSI/ASME Standard B106.1M-1985 tentang ’Design of
Transmission Shafting’). Kombinasi bending dan torsi pada material ulet yang
mengalami fatigue biasanya terjadi pada elips yang dibentuk oleh persamaan
pada gambar 2.2. Material cor getas biasanya gagal ketika terjadi tegangan
utama maksimal (tidak ditunjukkan pada gambar)
Gambar 2.2 Hasil tes fatique baja dibebani kombinasi bending dan torsi [1]

12
2.14 Pemasangan dan Konsentrasi Tegangan.
Untuk mengakomodasi pemasangan komponen seperti bantalan, sproket, roda
gigi dan lain-lain, poros dibagi menjadi beberapa step dengan diameter yang
berbeda, seperti ditunjukkan pada gambar 2.3
BEARINGBEARING
PRESS FIT
PRESS FIT
AXIALCLREARANCE
HUB
KEY (PASAK)
KEY (PASAK)
HUB
HUB
SNAP RING
Gambar 2.3 Berbagai macam cara pemasangan komponen pada poros [2]
Pasak (key), snap ring dan cross pin berfungsi untuk mengamankan posisi
elemen mesin yang terpasang untuk bisa mentransmisikan torsi dan untuk
mengunci elemen mesin tersebut pada arah aksial. Pemasangan komponen pada
poros dan adanya step akan mengakibatkan terjadinya konsentrasi tegangan.
Penggunaan pasak dan pin untuk menahan elemen mesin bisa digantikan dengan
memanfaatkan gesekan. Salah satunya adalah clamp collar seperti pada gambar
2.3. Split collar adalah tipe lain dari clamp collar yang menggunakan ulir. Selain
itu juga bisa digunakan suaian press dan shrink. Tetapi pemanfaatan gesekan ini
masih juga menimbulkan konsentrasi tegangan.
Taper pin standar juga sering digunakan untuk memasang elemen mesin pada
poros, seperti untuk memasang sheave pada gambar 2.3. Pin ini terpasang pada
lubang dan dikunci dengan memanfaatkan gesekan antara permukaan pin dengan
permukaan lubang. Pemasangan taper pin harus di tempat dimana momen

13
bendingnya kecil, untuk menghindari konsentrasi tegangan.Rolling element
bearing seperti pada gambar 2.3 dipasang pada frame dan poros dengan
memanfaatkan suaian press. Dibutuhkan step pada poros untuk menahan bearing.
Snap ring digunakan untuk mencegah pergerakan aksial poros terhadap bearing.
Keuntungan penggunaan pasak adalah mudah untuk dipasang dan ukurannya
telah distandarkan berdasar diameter poros. Pasak juga terpasang pada lokasinya
secara akurat (phasing), mudah dilepas dan diperbaiki. Kekurangan penggunaan
pasak adalah tidak bisa menahan pergerakan aksial dan memungkinkan terjadinya
’backlash’, karena adanya clearance antara pasak dengan poros.Taper pin
meneruskan torsi dengan baik dan bisa menahan pergerakan aksial dan radial,
tetapi memperlemah poros. Pelepasannya dari poros lebih sulit dari pada pasak.
Clamp collar mudah dipasang, tetapi sulit untuk memasang lagi pada posisinya.
Suaian press adalah hubungan semipermanen, sehingga untuk memasang dan
melepasnya diperlukan alat khusus.
2.1.5 Material Poros.
Baja sering digunakan karena modulus elatisitasnya tinggi, sehingga keta
hanan terhadap defleksi tinggi. Besi cord an besi nodular digunakan ketika gear
atau komponen lain terintegerasi pada poros.Perunggu dan stailess steel
digunakan di laut atau pada kondisi korosif lainya. Trough atau case hardened
steel sering digunakan pada poros yang digunakan juga sebagai jurnal pada sleeve
bearing.
Kebanyakan poros terbuat dari baja karbon rendah dan medium yang dirol
panas (hot rolled). Ketika diperlukan kekuatan yang lebih tinggi, bisa digunakan
baja paduan. Cold Rolled sering digunakan pada poros diameter kecil (samai
diameter 3 in), sedangkan hot rolled untuk diameter yang lebih besar. Untuk
material yang sama, sifat mekanik pada cold rolled lebih besar, tetapi akan terjadi
tegangan sisa dan akan mengakibatkan ‘warping’.Permukaan poros yang diroll
panas harus dimesin untuk menghilangkan karburizing pada permukaan,
14
sedangkan permukaan yang diroll dingin dibiarkan kecuali pada bagian
dispesifikasikan pada perancangan, seperti untuk tempat bantalan.
2.1.6 Daya Poros.
Daya instant yang mentransmisikan poros adalah hasil torsi (T) dengan
kecepatan sudut (ω) dengan ω dalam radian persatuan waktu, [1] yaitu:
P = T ω…………………………………………………………………………2.23
P : Daya instant menstranmisikan poros
T : Torsi
ω : Kecepatan sudut
Pada mesin yang beroperasi dengan torsi atau kecepatan sudut bervariasai
terhadap waktu, daya rata-ratanya adalah:
𝑃𝑃𝑎𝑎𝑎𝑎𝑎𝑎 = 𝑇𝑇𝑎𝑎𝑎𝑎𝑎𝑎 𝜔𝜔𝑎𝑎𝑎𝑎𝑎𝑎 ……………………………………………………………...2.24
𝑃𝑃𝑎𝑎𝑎𝑎𝑎𝑎 : Daya rata-rata instant menstranmisikan poros
𝑇𝑇𝑎𝑎𝑎𝑎𝑎𝑎 : Torsi rata-rata
𝜔𝜔𝑎𝑎𝑎𝑎𝑎𝑎 : Kecepatan sudut rata-rata
2.1.7Perancangan Poros.
Pada perancangan bahan poros ini terdapat perlakuan panas. Perlakuan panas
adalah proses pada saat bahan dipanaskan hingga suhu tertentu dan selanjutnya
didinginkan dengan cara tertentu pula. Tujuannya adalah untuk mendapatkan sifat-
sifat yang lebih baik dan yang diinginkan sesuai dengan batas-batas
kemampuannya. Sifat yang berhubungan dengan maksud dan tujuan perlakuan
panas tersebut meliputi:
15
1. Meningkatnya kekuatan dan kekerasannya.
2. Mengurangi tegangan.
3. Melunakkan .
4. Mengembalikan pada kondisi normal akibat pengaruh pengerjaan sebelumnya.
5. Menghaluskan butir kristal yang akan berpengaruh terhadap keuletan bahan.
Untuk proses pembuatan poros dengan melakukan hardening permukaan.
Pemanasan poros ini dilakukan di atas suhu transformasi fase dan selanjutnya
didinginkan dengan cepat sekali pada suhu kamar. Sehingga terbentuk suatu fase
yang stabil pada suhu tinggi, pengerasan dengan cara ini mengakibatkan
terbentuknya susunan yang tidak stabil. Tetapi inilah yang membuat elemen poros
ini tidak mudah aus tergerus oleh gesekan yang ada.
Untuk mendapatkan sifat-sifat bahan untuk poros yang lebih baik sesuai
dengan karakter yang diinginkan dapat dilakukan melalui pemanasan dan
pendinginan. Tujuannya adalah mengubah struktur mikro sehingga bahan
dikeraskan, dimudahkan atau dilunakan. Pemanasan bahan dilakukan diatas garis
transformasi kira-kira pada 770 derajat C sehingga perlit yang ada pada bakal
poros itu berubah menjadi austenit yang homogen karena terdapat cukup karbon.
Pada suhu yang lebih tinggi ferrit menjadi austenit karena atom karbon difusi ke
dalam ferrit tersebut. Untuk pengerasan baja, pendinginan dilakukan dengan cepat
melalui pencelupan kedalam air, minyak atau bahan pendingin lainnya sehingga
atom-atom karbon yang telah larut dalam austenit tidak sempat membentuk
sementit dan ferrit akibatnya austenit menjadi sangat keras yang disebut martensit.
Pada baja setelah terjadi austenit dan ferrit kadar karbonya akan menjadi makin
tinggi sesuai dengan penurunan suhu dan akan membentuk hipoeutektoid. Pada
saat pemanasan maupun pendinginan difusi atom karbon memerlukan waktu yang
cukup. Laju difusi pada saat pemanasan ditentukan oleh unsur-unsur paduanya dan
pada saat pendinginan cepat austenit yang berbutir kasar akan mempunyai banyak

16
martensit. Austenit serta martensit inilah yang nantinya akan menjadi sumber
kekerasan luar dari poros.
Aturan umum perancangan poros:
a. Untuk meminimalisasi defleksi dan tegangan, poros diusahakan sependek
mungkin dan meminimalisasi keadaan ‘overhang’.
b. Sebisa mungkin menghindari susunan batang kantilever, dan mengusahakan
tumpuan sederhana, kecuali karena tuntutan perancangan. Hal ini karena batang
kantilever akan terdefleksi lebih besar.
c. Poros berlubang mempunyai perbandingan kekakuan dengan massa (kekakuan
spesifik) lebih baik dan frekuensi pribadi lebih besar dari pada poros pejal,
harganya lebih mahal dan diameter akan lebih besar.
d. Usahakan menghindarkan kenaikan tegangan pada lokasi momen bending yang
besar jika memungkinkan dan meminimalisasi efeknya dengan cara
menambahkan fillet dan relief
e. Jika tujuan utamanya adalah meminimalisasi defleksi, baja karbon rendah baik
untuk digunakan karena kekakuannya setinggi baja dengan harga yang lebih
murah dan pada oros yang dirancang untuk defleksi, tegangan yang terjadi lebih
cenderung kacil.
f. Defleksi pada roda gigi yang terpasang pada poros kaki tidak boleh melebihi
0.005 inch dan slope relative antar sumbu roda gigi harus kurang dari 0.03°
g. Jika digunakan plain bearing, defleksi poros pada arah sepanjang bantalan harus
kurang dari tebal lapisan oli pada bantalan.
h. Jika digunakan non-self-aligning element bearing, defleksi sudut poros pada
bantalan harus dijaga kurang dari 0.04°.
i. Jika terjadi gaya aksial, harus digunakan paling tidak sebuah thrust bearing
untuk setiap arah gayanya.Jangan membagi gaya aksial pada beberapa trust
bearing karena ekspansi termal pada poros akan mengakibatkan overload pada
bantalan.

17
j. Frekuensi pribadi pertama poros minimal tiga kali frekuensi tertinggi ketika
gaya terbesar yang diharapkan terjadi pada saat operasi. Semakin besar akan
semakin baik, tetapi akan semakin sulit untuk dicapai.
2.1.8 Metode Perancangan Poros.
Metode ASME standar ANSI/ASME untuk perancangan poros transmisi
dipublikasikan sebagai B106.1M-1985.Pendekatan ASME mengasumsikan
pembebanan adalah bending fully reserved (komponen bending rata-rata adalah
nol) dan steady torque (komponen torsi alternating adalah nol) pada kondisi yang
mengakibatkan tegangan dibawah kekuatan yield torsial material. Banyak poros
yang masuk dalam kategori ini. Digunakan kurva elips seperti pada gambar 2.3
dengan memasukkan ketahanan bending (bending endurance strength) pada sumbu
σa dan kekuatan yield tarik pada sumbu σm sebagai batas kegagalan.Kekuatan
yield tarik didapat dari kriteria Von Misses.
Untuk mendapatkan formula ASME ditunjukan dari gambar 2.2 sebagai
berikut:
(𝜎𝜎𝑎𝑎/𝑆𝑆𝑒𝑒)2 + (Ʈ𝑚𝑚/𝑆𝑆𝑥𝑥𝑠𝑠 )2 =1 ……………………………………………………….2.25
𝜎𝜎𝑎𝑎 : Reserved bending strees at fatique limit
𝑆𝑆𝑒𝑒 : Fatique limit in pure bending
Ʈ𝑚𝑚 : Static Torsional Stress
𝑆𝑆𝑥𝑥𝑠𝑠 : Torsional Yield Strenght
Nf adalah factor keamanan,
﴾ Nf σa/Se)2 + (Nf Ʈm/Sys)2 =1……………………………………………...…2.26
Menurut kriteria von misses
𝑆𝑆𝑥𝑥𝑠𝑠 = 𝑆𝑆𝑥𝑥√3
…………………………………………………………………………2.27

18
𝑆𝑆𝑥𝑥 : Torsional Yield
(Kf 32𝑀𝑀𝑎𝑎л𝑑𝑑3 ) ( Kf 𝑁𝑁𝐾𝐾
𝑆𝑆𝑒𝑒 ) 2 + (Kfsm 16𝑇𝑇𝑚𝑚
л𝑑𝑑3 )( 𝑁𝑁𝐾𝐾√3𝑆𝑆𝑥𝑥
) 2 = 1 ……………………….2.28
Disusun kembali dan didapatkan diameter poros hasil rancangan untuk
pembebanan Fully Reverseved dan Steady Torsion [1] :
d = 32𝑁𝑁𝐾𝐾л
(Kf𝑀𝑀𝑎𝑎𝑆𝑆𝐾𝐾
)2 + ¾ ( Kfsm 𝑇𝑇𝑚𝑚𝑆𝑆𝑥𝑥
)2 1/3 …………………………………..2.29
Ma : Momen alternating
Tm : Torsi geser rata-rata
Kf :Faktor konsentrasi tegangan fatique torsi untuk komponen alternating
Kfsm : Factor konsentrasi tegangan fatique torsi untuk komponen rata-rata
Dengan Nf : Faktor keamanan dan Kf
𝑆𝑆𝑥𝑥 : Torsional Yield
Sf : Fatique limit in pure bending
ASME mengasumsikan konsentrasi tegangan untuk tegangan rata-rata, Kfsm =1,
sehingga [1]:
d = 32𝑁𝑁𝐾𝐾л
(Kf𝑀𝑀𝑎𝑎𝑆𝑆𝐾𝐾
)2 + ¾ ( 𝑇𝑇𝑚𝑚𝑆𝑆𝑥𝑥
)2 1/3 …………………………………………2.30
19
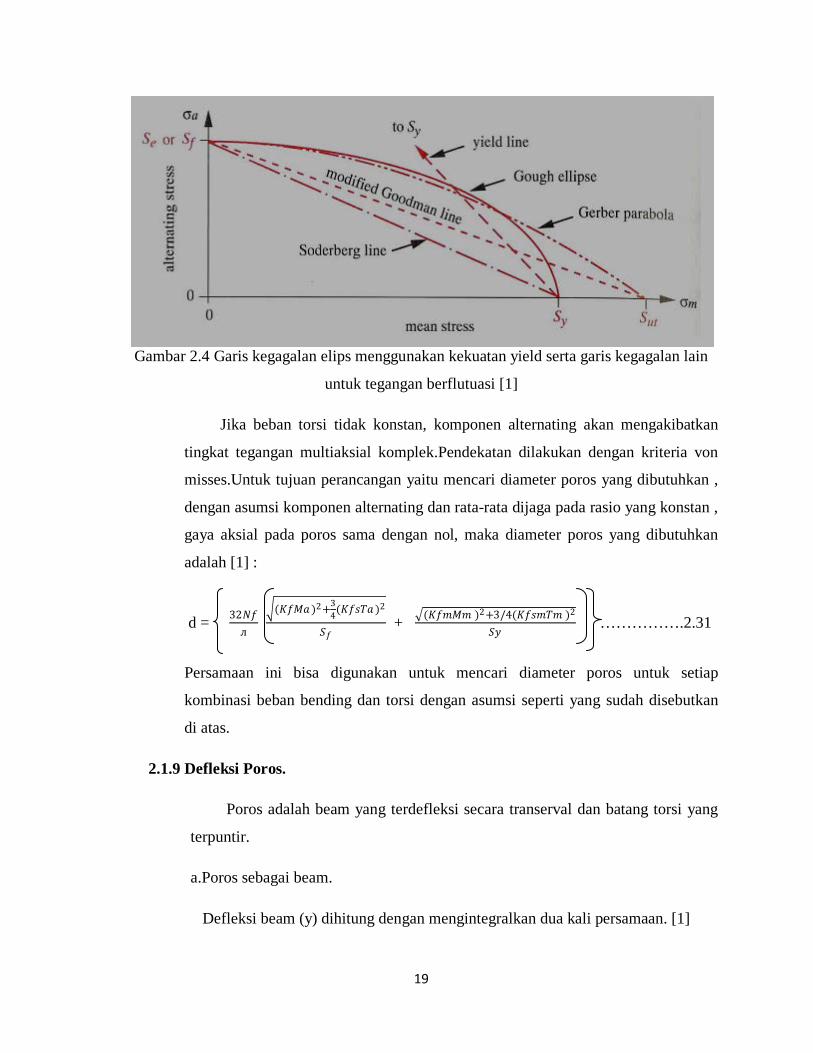
Gambar 2.4 Garis kegagalan elips menggunakan kekuatan yield serta garis kegagalan lain
untuk tegangan berflutuasi [1]
Jika beban torsi tidak konstan, komponen alternating akan mengakibatkan
tingkat tegangan multiaksial komplek.Pendekatan dilakukan dengan kriteria von
misses.Untuk tujuan perancangan yaitu mencari diameter poros yang dibutuhkan ,
dengan asumsi komponen alternating dan rata-rata dijaga pada rasio yang konstan ,
gaya aksial pada poros sama dengan nol, maka diameter poros yang dibutuhkan
adalah [1] :
d = 32𝑁𝑁𝐾𝐾л
�(𝐾𝐾𝐾𝐾𝑀𝑀𝑎𝑎 )2+3
4(𝐾𝐾𝐾𝐾𝑠𝑠𝑇𝑇𝑎𝑎 )2
𝑆𝑆𝐾𝐾 + �(𝐾𝐾𝐾𝐾𝑚𝑚𝑀𝑀𝑚𝑚 )2+3/4(𝐾𝐾𝐾𝐾𝑠𝑠𝑚𝑚𝑇𝑇𝑚𝑚 )2
𝑆𝑆𝑥𝑥 …………….2.31
Persamaan ini bisa digunakan untuk mencari diameter poros untuk setiap
kombinasi beban bending dan torsi dengan asumsi seperti yang sudah disebutkan
di atas.
2.1.9 Defleksi Poros.
Poros adalah beam yang terdefleksi secara transerval dan batang torsi yang
terpuntir.
a.Poros sebagai beam.
Defleksi beam (y) dihitung dengan mengintegralkan dua kali persamaan. [1]
20
𝑀𝑀𝐸𝐸𝐸𝐸
= 𝑑𝑑2𝑥𝑥
𝑑𝑑𝑥𝑥2 ……………………………………………………………………...2.32
𝐸𝐸 : Modulus Young
𝐸𝐸 : Momen Inersia Beam
Dimana E adalah modulus young, I adalah momen Inersia beam. Hal yang harus
diperhatikan adalah adanya step, yang mengakibatkan adanya variasai
penampang pada arah memanjangnya.
b.Poros sebagai batang torsi.
Kebanyakan poros berpenampang bulat. Defleksi sudut Ɵ (radian) untuk poros
dengan panjang I, modulus geser G, momen inersia polar J, dan torsi T adalah
[1] :
Ɵ = 𝑇𝑇𝐸𝐸𝐺𝐺𝐽𝐽
………………………………………………………………………2.33
Ɵ : Defleksi sudut
T : Torsi
G : Modulus Geser
J : Momen Inersia Polar
l : Panjang poros
Maka konstanta pegas torsionalnya
Kf = 𝑇𝑇Ɵ = 𝐺𝐺𝐽𝐽
𝐸𝐸 ………………………………………………………………….2.34
Kf : Konstanta Pegas
Pada poros dengan step, perhitungan defleksi sudut dilakukan tiap segmen
dengan penampang yang sama. Defleksi sudut totalnya adalah [1]
Ɵ = Ɵ1 + Ɵ2 + Ɵ3 = 𝑇𝑇𝐺𝐺
𝐸𝐸1𝐽𝐽1
+ 𝐸𝐸2𝐽𝐽2
+ 𝐸𝐸3𝐽𝐽3
……………………………………….2.35

21
Konstanta Pegas torsionalnya adalah
1𝐾𝐾𝐾𝐾
= 1𝐾𝐾𝐾𝐾1
+ 1𝐾𝐾𝐾𝐾2
+ 1𝐾𝐾𝐾𝐾3
…………………………………………………………2.36
𝐾𝐾𝐾𝐾 : Konstanta Pegas Torsional
2.1.10 Pasak (key) dan Alur Pasak (Key Way).
Menurut ASME, definisi pasak adalah “demountable elemen mesin yang
ketika dipasang pada alurnya, mempunyai kegunaan untuk mentransmisikan torsi
antara poros dan hub.” Standar pengelompokan pasak berdasarkan bentuk dan
dimensinya. Pasak Parallel berpenampang segi empat dengan tinggi dan lebar
konstan pada arah memanjang (gambar 2.5(a)). Pasak miring mempunyai lebar
konstan dengan tinggi bervariasi secara linier pada arah memanjang dengan
kemiringan 1/8 inch per foot dan dipasang pada alur miring sampai terkunci. Ada
2 macam pasak miring, yaitu pasak miring tanpa kepala dan dengan kepala gib
(gambar 2.5(b)). Pasak woodruff berbentuk setengah lingkaran dengan lebar
konstan, dipasang pada alur pasak yang juga berbentuk setengah lingkaran
(gambar 2.5(c)). Pasak miring bisa langsung mengunci gerakan aksial, sedangkan
pada pasak paralel atau woodruff, perlu ditambahkan alat untuk mengunci,
seperti retaining ring atau clamp collar.
Gambar 2.5 Macam-macam pasak [1]
a.Pasak Paralel (Parallel Keys).
Pasak jenis ini paling sering digunakan. ANSI mendefinisikan dimensi
penampang dan kedalaman alur pasak sebagai fungsi diameter poros di mana
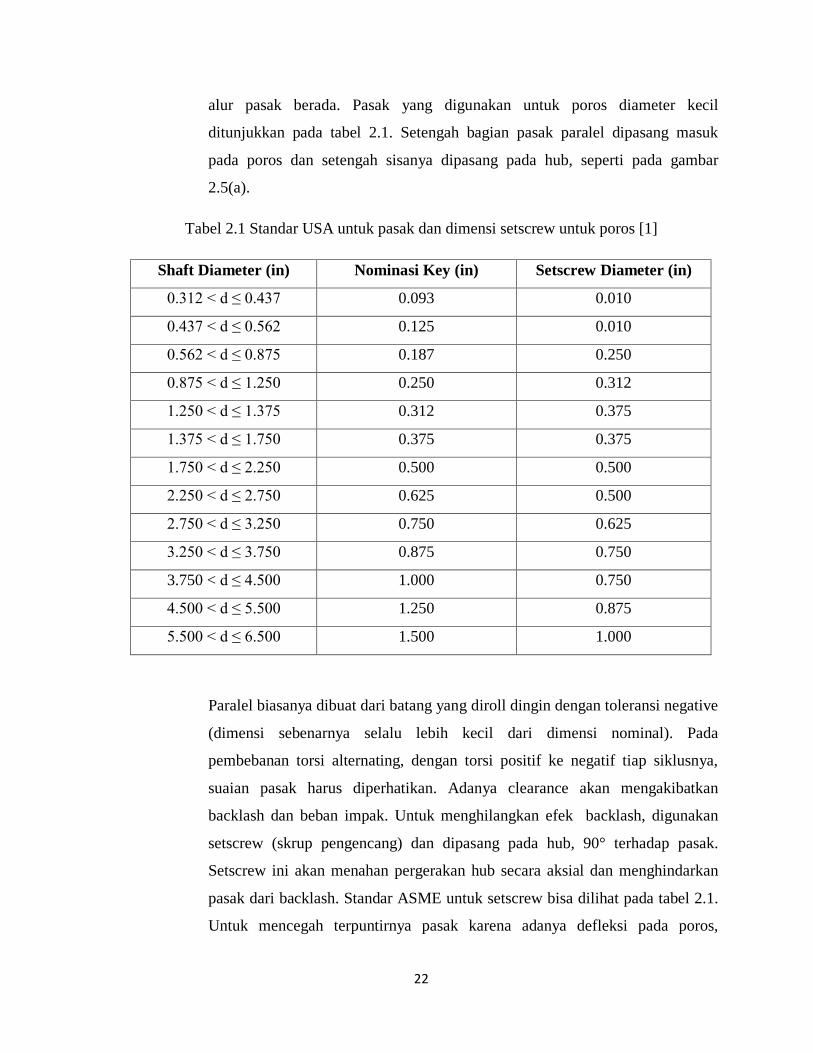
22
alur pasak berada. Pasak yang digunakan untuk poros diameter kecil
ditunjukkan pada tabel 2.1. Setengah bagian pasak paralel dipasang masuk
pada poros dan setengah sisanya dipasang pada hub, seperti pada gambar
2.5(a).
Tabel 2.1 Standar USA untuk pasak dan dimensi setscrew untuk poros [1]
Shaft Diameter (in) Nominasi Key (in) Setscrew Diameter (in)
0.312 < d ≤ 0.437 0.093 0.010
0.437 < d ≤ 0.562 0.125 0.010
0.562 < d ≤ 0.875 0.187 0.250
0.875 < d ≤ 1.250 0.250 0.312
1.250 < d ≤ 1.375 0.312 0.375
1.375 < d ≤ 1.750 0.375 0.375
1.750 < d ≤ 2.250 0.500 0.500
2.250 < d ≤ 2.750 0.625 0.500
2.750 < d ≤ 3.250 0.750 0.625
3.250 < d ≤ 3.750 0.875 0.750
3.750 < d ≤ 4.500 1.000 0.750
4.500 < d ≤ 5.500 1.250 0.875
5.500 < d ≤ 6.500 1.500 1.000
Paralel biasanya dibuat dari batang yang diroll dingin dengan toleransi negative
(dimensi sebenarnya selalu lebih kecil dari dimensi nominal). Pada
pembebanan torsi alternating, dengan torsi positif ke negatif tiap siklusnya,
suaian pasak harus diperhatikan. Adanya clearance akan mengakibatkan
backlash dan beban impak. Untuk menghilangkan efek backlash, digunakan
setscrew (skrup pengencang) dan dipasang pada hub, 90° terhadap pasak.
Setscrew ini akan menahan pergerakan hub secara aksial dan menghindarkan
pasak dari backlash. Standar ASME untuk setscrew bisa dilihat pada tabel 2.1.
Untuk mencegah terpuntirnya pasak karena adanya defleksi pada poros,

23
panjang pasak harus lebih kecil dari 1.5 kali diameter poros. Jika diinginkan
lebih kuat,bisa digunakan 2 buah pasak.
b.Pasak miring (Tapered Keys).
Lebar pasak miring untuk diameter tertentu sama dengan pasak paralel, seperti
pada tabel 2.1. Kemiringan dan dimensi kepala gib distandarkan. Kemiringan
dimanfaatkan sebagai pengunci terhadap gerakan aksial dengan memanfaatkan
adanya gesekan antar permukaan. Kepala gib digunakan untuk melepas pasak
dengan cara menariknya ketika tidak dimungkinkan mendorong bagian pasak
yang kecil, karena tidak bisa dijangkau. Karena pemasangan pasak miring pada
satu sisi, sehingga terjadi clearance pada satu sisi, maka dimungkinkan
terjadinya eksentrisitas antara hub dan pasak.
c.Pasak Woodruf (Woodruf Keys).
Pasak jenis ini digunakan pada poros ukuran kecil dan ‘self-aligning’, sehingga
sering digunakan pada poros miring. Pemasangan pasak jenis ini pada hub
sama seperti pasak paralel, yaitu setengah bagiannya. Bentuk setengah
lingkaran memungkinkan pasak masuk lebih dalam pada alur pasak, sehingga
akan lebih sulit untuk terguling, tetapi lebih lemah jika disbandingkan dengan
pasak paralel. Lebar pasak woodruff adalah fungsi diameter poros, seperti
pada pasak paralel, ditunjukkan pada tabel 2.1. Standar yang sering digunakan
adalah standar ANSI, seperti pada tabel 2.2. Pada standar ANSI, digunakan
penomororan pasak untuk tiap ukuran. Diameter pasak nominal ditunjukkan
oleh 2 digit terakhir dibagi 8 (dalam inch). Lebar pasak nominal ditunjukkan
oleh digit yang mendahului 2 digit terakhir dibagi 32 (dalam inch). Contohnya,
pasak nomor 808, diameter nominalnya adalah 8/8=1 inch, lebarnya adalah
8/32=1/4 inch.
24
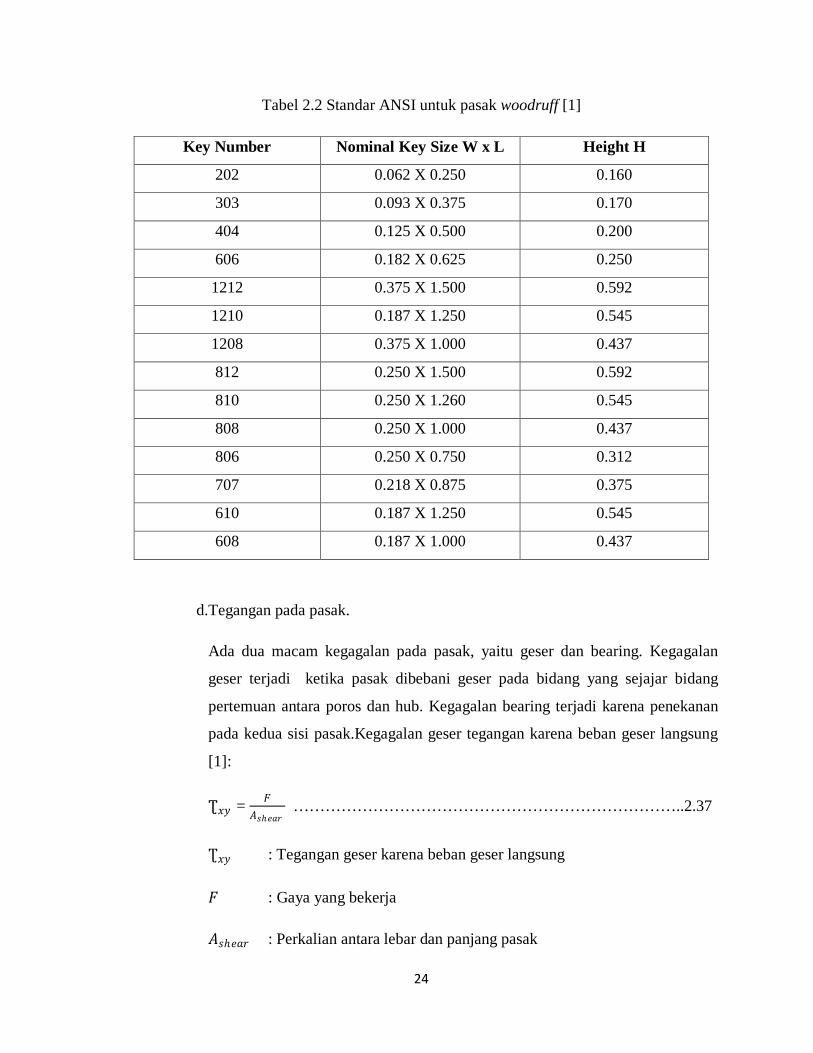
Tabel 2.2 Standar ANSI untuk pasak woodruff [1]
Key Number Nominal Key Size W x L Height H
202 0.062 X 0.250 0.160
303 0.093 X 0.375 0.170
404 0.125 X 0.500 0.200
606 0.182 X 0.625 0.250
1212 0.375 X 1.500 0.592
1210 0.187 X 1.250 0.545
1208 0.375 X 1.000 0.437
812 0.250 X 1.500 0.592
810 0.250 X 1.260 0.545
808 0.250 X 1.000 0.437
806 0.250 X 0.750 0.312
707 0.218 X 0.875 0.375
610 0.187 X 1.250 0.545
608 0.187 X 1.000 0.437
d.Tegangan pada pasak.
Ada dua macam kegagalan pada pasak, yaitu geser dan bearing. Kegagalan
geser terjadi ketika pasak dibebani geser pada bidang yang sejajar bidang
pertemuan antara poros dan hub. Kegagalan bearing terjadi karena penekanan
pada kedua sisi pasak.Kegagalan geser tegangan karena beban geser langsung
[1]:
Ʈ𝑥𝑥𝑥𝑥 = 𝐹𝐹𝐴𝐴𝑠𝑠ℎ𝑒𝑒𝑎𝑎𝑟𝑟
………………………………………………………………..2.37
Ʈ𝑥𝑥𝑥𝑥 : Tegangan geser karena beban geser langsung
𝐹𝐹 : Gaya yang bekerja
𝐴𝐴𝑠𝑠ℎ𝑒𝑒𝑎𝑎𝑟𝑟 : Perkalian antara lebar dan panjang pasak

25
F adalah gaya yang bekerja, 𝐴𝐴𝑠𝑠ℎ𝑒𝑒𝑎𝑎𝑟𝑟 adalah perkalian antara lebar (W) dengan
panjang (L) pasak. Gaya yang bekerja pada pasak adalah hasil bagi torsi
dengan jari-jari [1].
F = 𝑇𝑇𝑑𝑑/2
= 2𝑇𝑇𝑑𝑑
…………………………………………………………………2.38
𝐴𝐴𝑠𝑠ℎ𝑒𝑒𝑎𝑎𝑟𝑟 = W X L
T :Torsi
d : Diameter
W : Lebar Pasak
L : Panjang Pasak
Pada pembebanan dengan torsi konstan terhadap waktu, factor keamanannya
adalah perbandingan tegangan geser dengan kekuatan yield material
Ʈ𝑥𝑥𝑥𝑥 ≤ 𝑆𝑆𝑠𝑠𝑥𝑥𝑁𝑁𝑠𝑠
…………………………………………………………………2.39
Ʈ𝑥𝑥𝑥𝑥 : Tegangan geser karena beban geser langsung
𝑆𝑆𝑠𝑠𝑥𝑥 : Tegangan geser yang diijinkan
𝑁𝑁𝑠𝑠 : Factor Keamanan
Dimana 𝑆𝑆𝑠𝑠𝑥𝑥 adalah tegangan geser yang diijinkan, Ns factor keamanan, dan
Ʈ𝑎𝑎𝑙𝑙𝑙𝑙 = 𝑆𝑆𝑥𝑥𝑠𝑠 = 0.40𝑆𝑆𝑥𝑥
Dimana Sy adalah kekuatan yield.
Pada pembebanan dengan torsi yang berubah terhadap waktu, pasak akan gagal
karena fatique. Faktor keamanan dicari dengan menghitung tegangan geser
rata-rata dan alternating, menghitung tegangan geser von misses rata-rata
alternating. Kemudian digunakan diagram Goodman yang dimodifikasi.
26
Kegagalan bearing Tegangan bearing [1] :
𝜎𝜎𝑥𝑥 = 𝐹𝐹𝐴𝐴𝑏𝑏𝑒𝑒𝑎𝑎𝑟𝑟𝑎𝑎𝑏𝑏𝑎𝑎
……………………………………………………………..2.40
𝜎𝜎𝑥𝑥 : Tegangan bearing
𝐹𝐹 : Gaya Bekerja
𝐴𝐴𝑏𝑏𝑒𝑒𝑎𝑎𝑟𝑟𝑎𝑎𝑏𝑏𝑎𝑎 : Perkalian panjang pasak (L) dengan setengah tingginyan (h/2)
F adalah gaya yang bekerja, 𝐴𝐴𝑏𝑏𝑒𝑒𝑎𝑎𝑟𝑟𝑎𝑎𝑏𝑏𝑎𝑎 adalah luasan kontak antara sisi pasak
dengan poros atau hub. Untuk pasak parallel, 𝐴𝐴𝑏𝑏𝑒𝑒𝑎𝑎𝑟𝑟𝑎𝑎𝑏𝑏𝑎𝑎 adalah perkalian
panjang pasak (L) dengan setengah tingginyan (h/2).Tegangan bearing dihitung
dengan gaya maksimal, baik gaya konstan maupun berubah terhadap waktu.
Karena tegangan tekan tidak mengakibatkan kegagalan fatique, pembebanan
adalah static. Faktor keamanan adalah perbandingan antara tegangan bearing
maksimal dengan kekuatan yield material untuk tekan.
𝐴𝐴𝑏𝑏𝑒𝑒𝑎𝑎𝑟𝑟𝑎𝑎𝑏𝑏𝑎𝑎 = Lh/2
𝜎𝜎𝑥𝑥 ≤ 𝑆𝑆𝑥𝑥𝑦𝑦𝑁𝑁𝑠𝑠
……………………………………………………………………2.41
𝜎𝜎𝑥𝑥 : Tegangan bearing
𝑆𝑆𝑥𝑥𝑦𝑦 : Tegangan normal yang diijinkan
𝑁𝑁𝑠𝑠 : Faktor Keamanan
𝐿𝐿 : Panjang Pasak
ℎ : Tinggi Pasak
Dengan 𝑆𝑆𝑥𝑥𝑦𝑦 adalah tegangan normal yang diijinkan
𝜎𝜎𝑎𝑎𝑙𝑙𝑙𝑙 = 𝑆𝑆𝑥𝑥𝑦𝑦 = 0.90𝑆𝑆𝑥𝑥
e.Material Pasak.
27
Karena beban pasak adalah geser , maka digunakan material ulet dan lunak.
Baja karbon rendah material yang sering digunakan. Untuk keadaan korosif,
digunakan kuningan atau stainless steel
f.Perancangan Pasak.
Diameter poros di mana alur pasak berada mempengaruhi lebar pasak, tinggi
pasak juga dipengaruhi oleh lebar pasak. Sehingga variabel perancangan yang
digunakan adalah panjang dan jumlah pasak tiap hub-nya. Panjang pasak
paralel dan miring bisa sama dengan panjang hub. Untuk lebar pasak woodruff
tertentu, terdapat beberapa diameter dan menentukan panjang masuknya pasak
pada hub. Semakin besar diameter pasak woodruff, semakin dalam alur pasak,
sehingga poros semakin lemah. Kalau dibutuhkan 2 buah, pasak kedua bisa
ditambahkan pada posisi 90° dari pasak pertama. Jika terjadi overload beban,
pasak dirancang supaya gagal terlebih dahulu sebelum alur pasak atau bagian
lain dari poros gagal. Pasak berperan sebagai pengaman untuk melindungi
bagian yang lebih mahal karena pasak relatif lebih murah dan mudah untuk
diganti. Hal ini menjadi alasan kenapa material pasak dipilih ulet dan lunak
dengan kekuatan lebih rendah dibanding dengan material poros.
2.2 Generator
Salah satu bagian besar dari sistem tenaga listrik adalah stasiun pembangkit tenaga
listrik. Stasiun pembangkit tenaga listrik tersebut dapat berupa generator yang
digerakkan dengan tenaga gas, tenaga air, tenaga diesel dan lain sebagainya. Pokok
utama dalam pengadaan sistem tenaga listrik adalah bagian dari pembangkitnya atau
dalam hal ini generatornya. Apabila suatu sistem pembangkit terganggu, maka seluruh
sistem tenaga listrik akan terhenti pengoperasiannya. Penyebab gangguan pada sistem
pembangkit terdiri atas dua bagian yaitu:
1.Gangguan dari luar generator, yaitu gangguan dalam sistem yang dihubungkan
generator.
2.Gangguan di dalam generator.
28
3.Gangguan pada mesin penggerak generator.
Dari ketiga jenis gangguan di atas, bila salah satu generator yang bekerja secara
paralel mengalami gangguan, kemungkinan besar generator yang sedang beroperasi
tidak sanggup lagi untuk memikul beban keseluruhannya. Oleh sebab itu diperlukan
perhitungan besarnya beban yang harus diputuskan secara tiba-tiba agar dapat diperoleh
kestabilan sistem. Dalam hal ini, pemutusan beban diusahakan berlangsung secara
otomatis dan dengan waktu yang relatif singkat.
2.2.1Prinsip Kerja Generator.
Generator serempak (sinkron) adalah suatu penghasil tenaga listrik dengan
landasan hukum Faraday. Jika pada sekeliling penghantar terjadi perubahan
medan magnet, maka pada penghantar tersebut akan dibangkitkan suatu gaya
gerak listrik (GGL) yang sifatnya menentang perubahan medan tersebut. Untuk
dapat terjadinya gaya gerak listrik (GGL) tersebut diperlukan dua kategori
masukan, yaitu:
1.Masukan tenaga mekanis yang akan dihasilkan oleh penggerak mula (prime
mover).
2.Arus masukan (If) yang berupa arus searah yang akan menghasilkan medan
magnet yang dapat diatur dengan mudah.
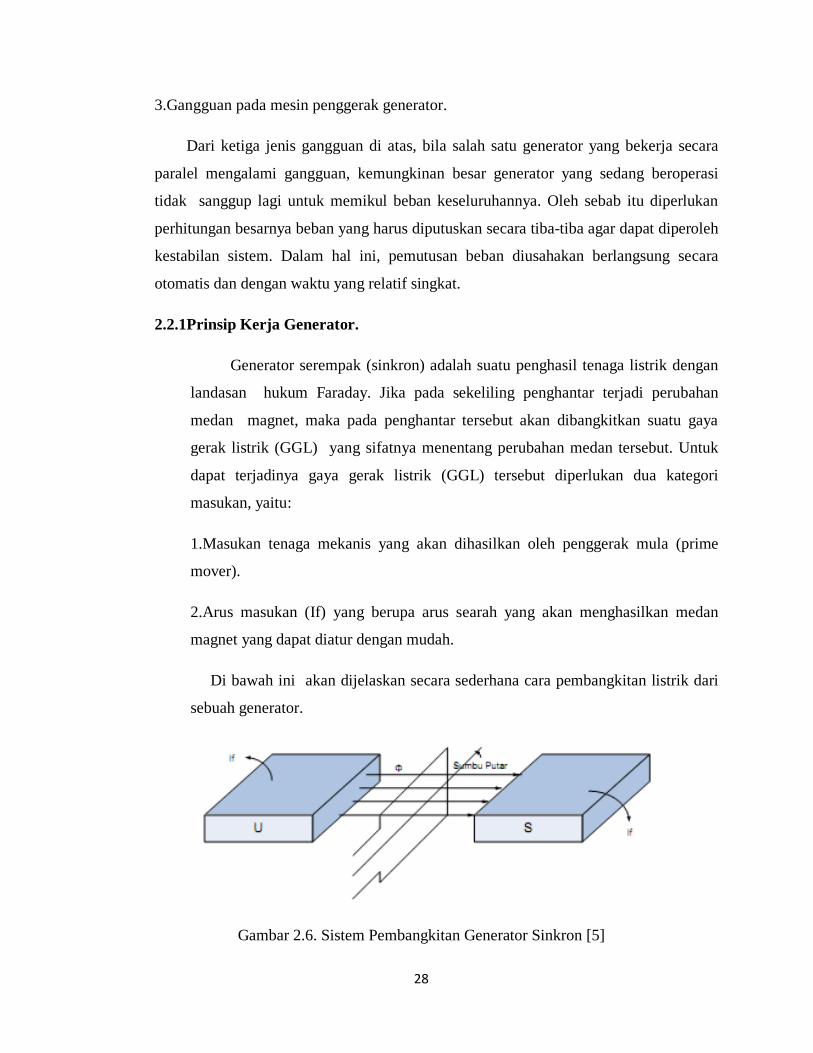
Di bawah ini akan dijelaskan secara sederhana cara pembangkitan listrik dari
sebuah generator.
Gambar 2.6. Sistem Pembangkitan Generator Sinkron [5]
29
dimana:
If : Arus medan
U – S : Kutub generator
Sumbu Putar : Poros Generator
Φ : Fluks medan
Apabila rotor generator diputar pada kecepatan nominalnya, dimana putaran
tersebut diperoleh dari putaran penggerak mulanya (prime mover), kemudian pada
kumparan medan rotor diberikan arus medan sebesar If, maka garis-garis fluksi
yang dihasilkan melalui kutub-kutub inti akan menghasilkan tegangan induksi
pada kumparan jangkar stator sebesar [5]:
Ea = C. n. Ф …………………………………………………………………2.42
dimana:
Ea : Tegangan induksi yang dibangkitkan pada jangkar generator
C : Konstanta
n : Kecepatan putar
Ф : Fluksi yang dihasilkan oleh arus penguat (arus medan)
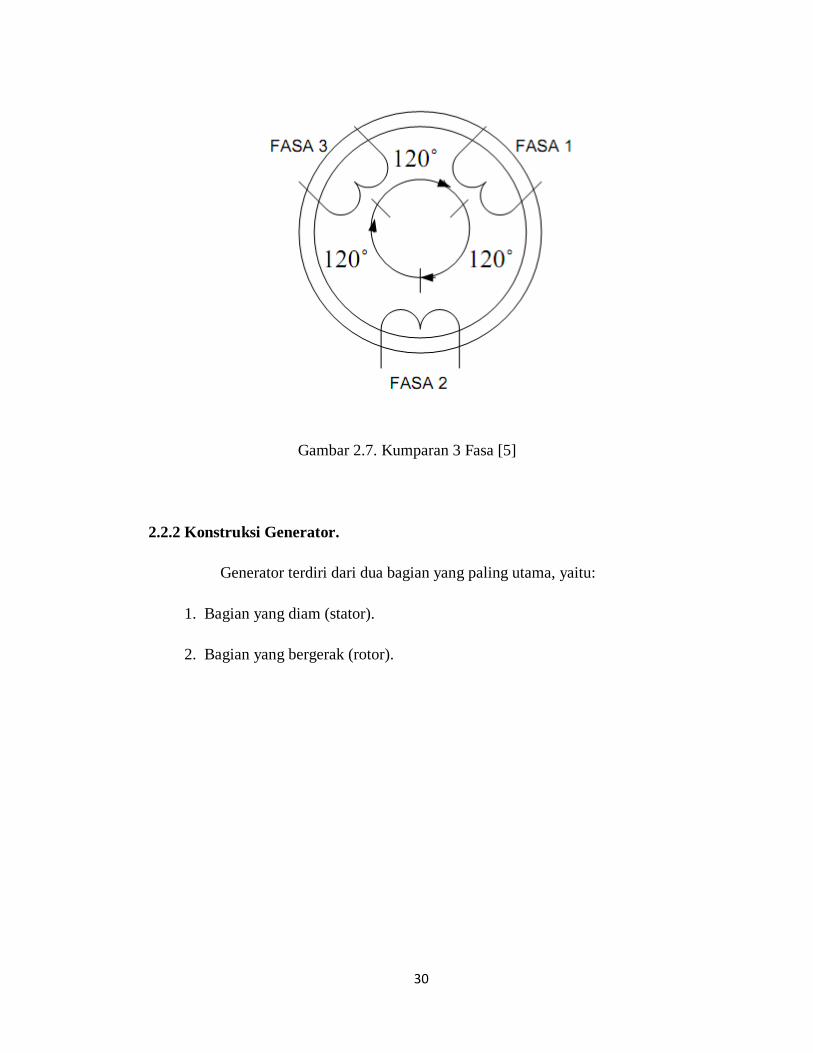
Apabila generator digunakan untuk melayani beban, pada kumparan jangkar
generator akan mengalir arus. Untuk generator 3 fasa, setiap belitan jangkar akan
memilki beda fasa sebesar 120°.
30
Gambar 2.7. Kumparan 3 Fasa [5]
2.2.2 Konstruksi Generator.
Generator terdiri dari dua bagian yang paling utama, yaitu:
1. Bagian yang diam (stator).
2. Bagian yang bergerak (rotor).
31
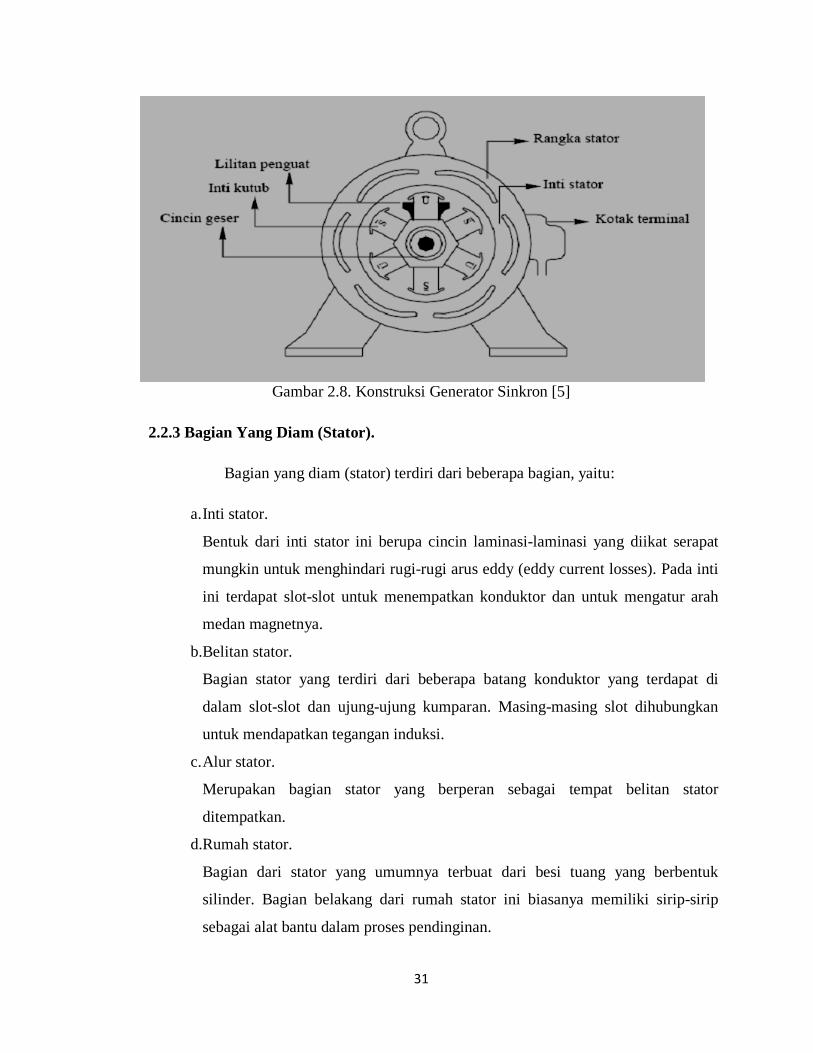
Gambar 2.8. Konstruksi Generator Sinkron [5]
2.2.3 Bagian Yang Diam (Stator).
Bagian yang diam (stator) terdiri dari beberapa bagian, yaitu:
a. Inti stator.
Bentuk dari inti stator ini berupa cincin laminasi-laminasi yang diikat serapat
mungkin untuk menghindari rugi-rugi arus eddy (eddy current losses). Pada inti
ini terdapat slot-slot untuk menempatkan konduktor dan untuk mengatur arah
medan magnetnya.
b.Belitan stator.
Bagian stator yang terdiri dari beberapa batang konduktor yang terdapat di
dalam slot-slot dan ujung-ujung kumparan. Masing-masing slot dihubungkan
untuk mendapatkan tegangan induksi.
c. Alur stator.
Merupakan bagian stator yang berperan sebagai tempat belitan stator
ditempatkan.
d.Rumah stator.
Bagian dari stator yang umumnya terbuat dari besi tuang yang berbentuk
silinder. Bagian belakang dari rumah stator ini biasanya memiliki sirip-sirip
sebagai alat bantu dalam proses pendinginan.
32
2.2.4 Bagian Yang Bergerak (Rotor).
Rotor adalah bagian generator yang bergerak atau berputar. Antara rotor
dan stator dipisahkan oleh celah udara (air gap). Rotor terdiri dari dua bagian
umum, yaitu:
1. Inti kutub
2. Kumparan medan
Pada bagian inti kutub terdapat poros dan inti rotor yang memiliki fungsi sebagai
jalan atau jalur fluks magnet yang dibangkitkan oleh kumparan medan. Pada
kumparan medan ini juga terdapat dua bagian, yaitu bagian penghantar sebagai
jalur untuk arus pemacuan dan bagian yang diisolasi. Isolasi pada bagian ini harus
benar-benar baik dalam hal kekuatan mekanisnya, ketahanannya akan suhu yang
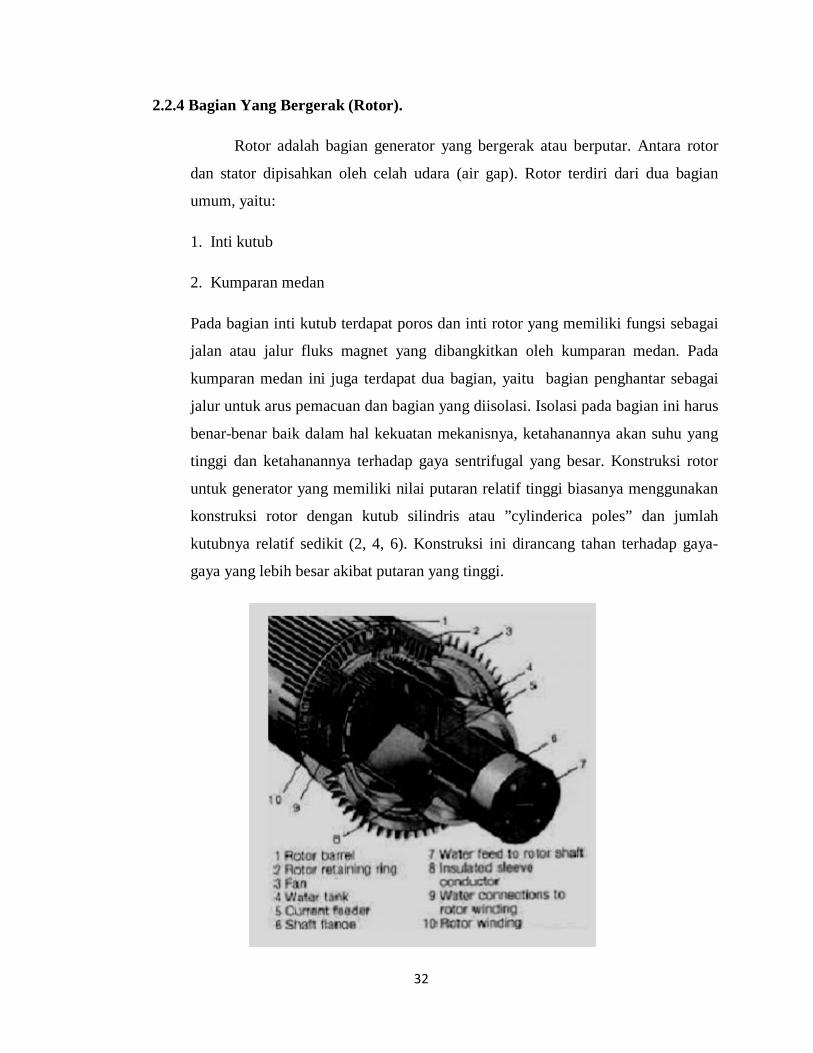
tinggi dan ketahanannya terhadap gaya sentrifugal yang besar. Konstruksi rotor
untuk generator yang memiliki nilai putaran relatif tinggi biasanya menggunakan
konstruksi rotor dengan kutub silindris atau ”cylinderica poles” dan jumlah
kutubnya relatif sedikit (2, 4, 6). Konstruksi ini dirancang tahan terhadap gaya-
gaya yang lebih besar akibat putaran yang tinggi.
33
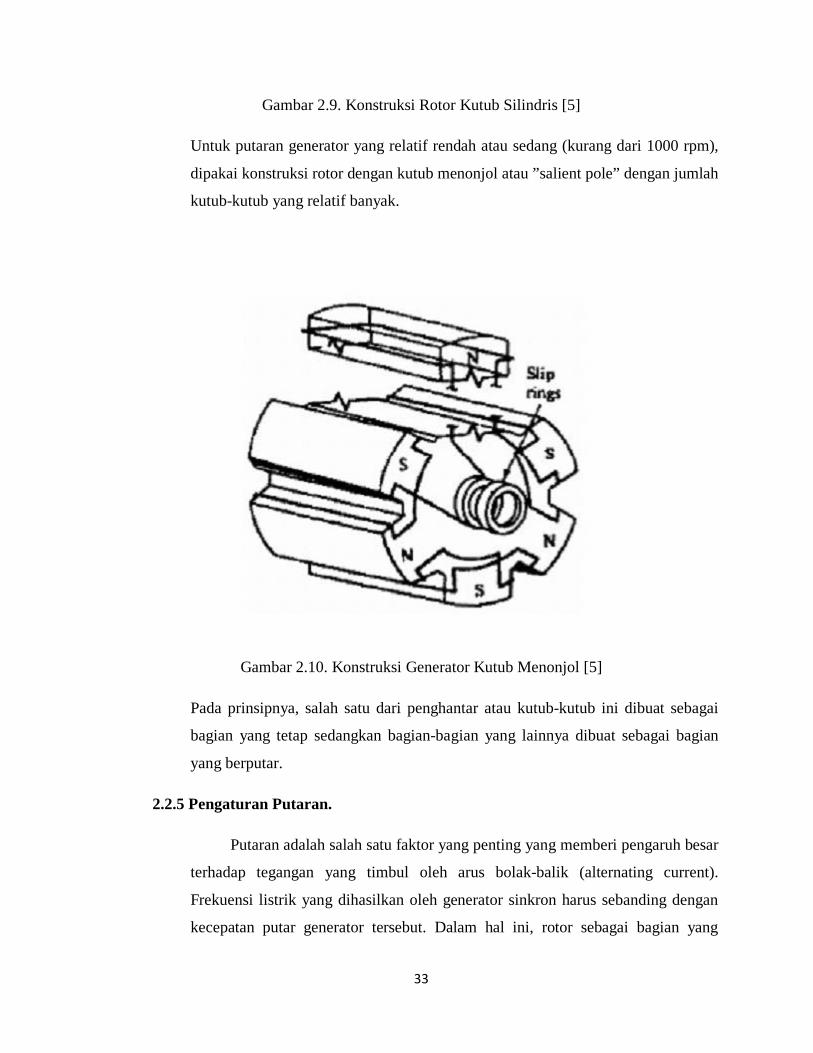
Gambar 2.9. Konstruksi Rotor Kutub Silindris [5]
Untuk putaran generator yang relatif rendah atau sedang (kurang dari 1000 rpm),
dipakai konstruksi rotor dengan kutub menonjol atau ”salient pole” dengan jumlah
kutub-kutub yang relatif banyak.
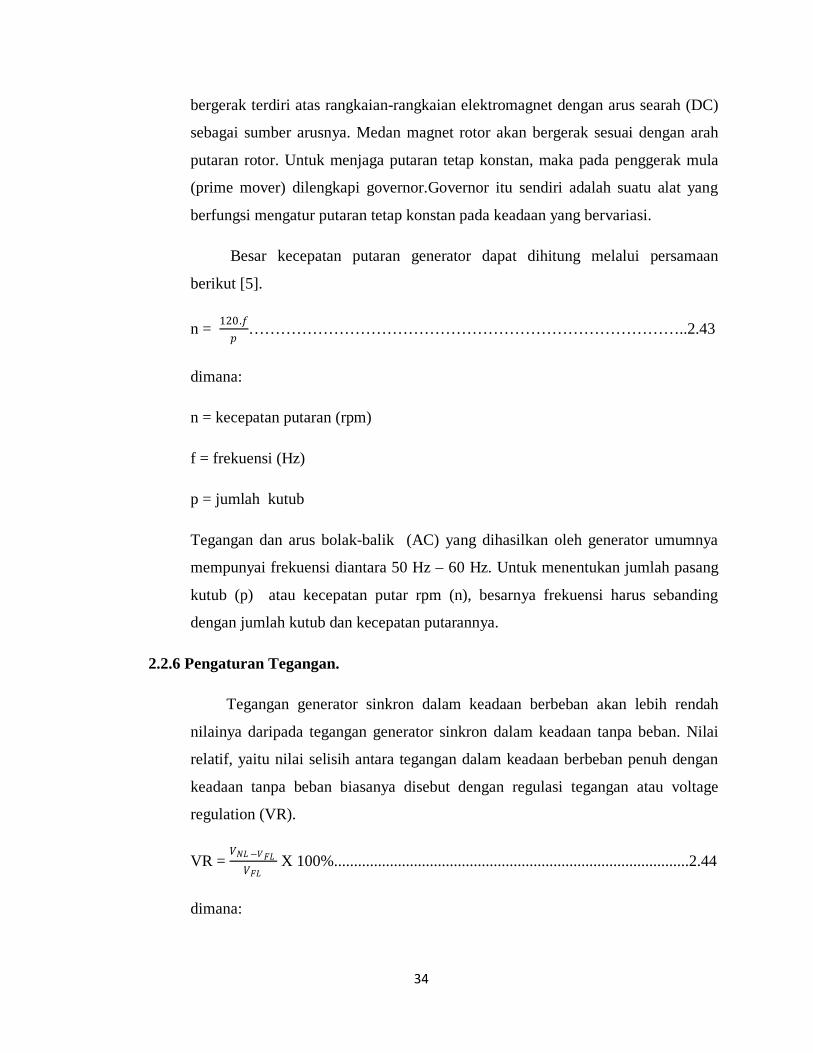
Gambar 2.10. Konstruksi Generator Kutub Menonjol [5]
Pada prinsipnya, salah satu dari penghantar atau kutub-kutub ini dibuat sebagai
bagian yang tetap sedangkan bagian-bagian yang lainnya dibuat sebagai bagian
yang berputar.
2.2.5 Pengaturan Putaran.
Putaran adalah salah satu faktor yang penting yang memberi pengaruh besar
terhadap tegangan yang timbul oleh arus bolak-balik (alternating current).
Frekuensi listrik yang dihasilkan oleh generator sinkron harus sebanding dengan
kecepatan putar generator tersebut. Dalam hal ini, rotor sebagai bagian yang
34
bergerak terdiri atas rangkaian-rangkaian elektromagnet dengan arus searah (DC)
sebagai sumber arusnya. Medan magnet rotor akan bergerak sesuai dengan arah
putaran rotor. Untuk menjaga putaran tetap konstan, maka pada penggerak mula
(prime mover) dilengkapi governor.Governor itu sendiri adalah suatu alat yang
berfungsi mengatur putaran tetap konstan pada keadaan yang bervariasi.
Besar kecepatan putaran generator dapat dihitung melalui persamaan
berikut [5].
n = 120.𝐾𝐾𝑝𝑝
………………………………………………………………………..2.43
dimana:
n = kecepatan putaran (rpm)
f = frekuensi (Hz)
p = jumlah kutub
Tegangan dan arus bolak-balik (AC) yang dihasilkan oleh generator umumnya
mempunyai frekuensi diantara 50 Hz – 60 Hz. Untuk menentukan jumlah pasang
kutub (p) atau kecepatan putar rpm (n), besarnya frekuensi harus sebanding
dengan jumlah kutub dan kecepatan putarannya.
2.2.6 Pengaturan Tegangan.
Tegangan generator sinkron dalam keadaan berbeban akan lebih rendah
nilainya daripada tegangan generator sinkron dalam keadaan tanpa beban. Nilai
relatif, yaitu nilai selisih antara tegangan dalam keadaan berbeban penuh dengan
keadaan tanpa beban biasanya disebut dengan regulasi tegangan atau voltage
regulation (VR).
VR = 𝑉𝑉𝑁𝑁𝐿𝐿 −𝑉𝑉𝐹𝐹𝐿𝐿𝑉𝑉𝐹𝐹𝐿𝐿
X 100%.........................................................................................2.44
dimana:
35
VR = regulasi tegangan (voltage regulation)
VNL = tegangan tanpa beban (no load voltage)
VFL = tegangan beban penuh (full load voltage)
Generator-generator sekarang dirancang dan dibuat untuk tegangan yang
bervariasi akibat dari adanya variasi arus jangkar atau variasi beban yang
menimbulkan turunnya tegangan (voltage drop) pada kumparan jangkar yang
bervariasi pula. Jatuhnya tegangan impedansi tersebut tergantung kepada besar
arus dan faktor daya beban.Dengan pengaturan arus eksitasi, tegangan dapat
diatur sesuai dengan kebutuhan. Untuk menaikkan tegangan, arus eksitasi dapat
ditambah dan berlaku juga sebaliknya. Yang dimaksud dengan eksitasi atau biasa
disebut sistem penguatan adalah suatu perangkat yang memberikan arus penguat
(If) kepada kumparan medan generator arus bolak-balik (alternating current) yang
dijalankan dengan cara membangkitkan medan magnetnya dengan bantuan arus
searah.
2.3 Mesin CNC
CNC singkatan dari Computer Numerically Controlled, merupakan mesin
perkakas yang dilengkapi dengan sistem mekanik dan kontrol berbasis komputer yang
mampu membaca instruksi kode N, G, F, T, dan lain-lain, dimana kode-kode tersebut
akan menginstruksikan ke mesin CNC agar bekerja sesuai dengan program benda kerja
yang akan dibuat. Secara umum cara kerja mesin perkakas CNC tidak berbeda dengan
mesin perkakas konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan
pekerjaan operator dalam mesin perkakas konvensional. Misalnya pekerjaan setting tool
atau mengatur gerakan pahat sampai pada posisi siap memotong, gerakan pemotongan
dan gerakan kembali keposisi awal, dan lain-lain. Demikian pula dengan pengaturan
kondisi pemotongan (kecepatan potong, kecepatan makan dan kedalaman pemotongan)
serta fungsi pengaturan yang lain seperti penggantian pahat, pengubahan transmisi daya
(jumlah putaran poros utama), dan arah putaran poros utama, pengekleman, pengaturan
cairan pendingin dan sebagainya.

36
Gambar 2.11 Mesin Bubut CNC [2]
Mesin perkakas CNC dilengkapi dengan berbagai alat potong yang dapat
membuat benda kerja secara presisi dan dapat melakukan interpolasi yang diarahkan
secara numerik (berdasarkan angka). Parameter sistem operasi CNC dapat diubah
melalui program perangkat lunak (software load program) yang sesuai. Tingkat
ketelitian mesin CNC lebih akurat hingga ketelitian seperseribu millimeter, karena
penggunaan ballscrew pada setiap poros transportiernya. Ballscrew bekerja seperti lager
yang tidak memiliki kelonggaran/spelling namun dapat bergerak dengan lancar. Pada
awalnya mesin CNC masih menggunakan memori berupa kertas berlubang sebagai
media untuk mentransfer kode G dan M ke sistem kontrol. Setelah tahun 1950,
ditemukan metode baru mentransfer data dengan menggunakan kabel RS232, floppy
disks, dan terakhir oleh Komputer Jaringan Kabel (Computer Network Cables) bahkan
bisa dikendalikan melalui internet. Akhir-akhir ini mesin-mesin CNC telah berkembang
secara menakjubkan sehingga telah mengubah industri pabrik yang selama ini
menggunakan tenaga manusia menjadi mesin-mesin otomatik.

37
2.3.1 Dasar-dasar Pemograman Mesin CNC.
Ada beberapa langkah yang harus dilakukan seorang programmer sebelum
menggunakan mesin CNC, pertama mengenal beberapa sistem koordinat yang ada
pada mesin CNC, yaitu:
a. Sistem koodinat kartesius, yang terdiri dari koordinat mutlak (absolut) dan
koordinat relatif (inkremental).
b.Sistem koordinat kutub (koordinat polar), yang terdiri dari koordinat mutlak
(absolut) dan koordinat relatif (inkremental).
Selanjutnya menentukan system koordinat yang akan digunakan dalam
pemograman. Apakah program akan menggunakan sistem pemogramman metode
absolut atau inkremental. Pada umumnya sistem koordinat yang sering digunakan
antara lain system koordinat kartesius, yaitu koordinat mutlak (absolut) dan
koordinat relatif/berantai (incremental). Langkah kedua adalah memahami prinsip
gerakan sumbu utama dalam mesin CNC.
a.Pemrograman Absolut.
Pemrograman absolut adalah pemrogramman yang dalam menentukan titik
koordinatnya selalu mengacu pada titik nol benda kerja. Kedudukan titik dalam
benda kerja selalu berawal dari titik nol sebagai acuan pengukurannya. Sebagai
titik referensi benda kerja letak titik nol sendiri ditentukan berdasarkan bentuk
benda kerja dan keefektifan program yang akan dibuat. Penentuan titik nol
mengacu pada titik nol benda kerja (TMB). Pada pemrogramman benda kerja
yang rumit, melalui kode G tertentu titik nol benda kerja (TMB) bisa dipindah
sesuai kebutuhan untuk memudahkan pemrogramman dan untuk menghindari
kesalahan pengukuran. Pemrogramman absolut dikenal juga dengan sistem
pemrogramman mutlak, di mana pergerakan alat potong mengacu pada titik nol
benda kerja. Kelebihan dari sistem ini bila terjadi kesalahan pemrogramman
hanya berdampak pada titik yang bersangkutan, sehingga lebih mudah dalam
melakukan koreksi.
b.Pemrogramman Relatif (inkremental).
Pemrogramman inkremental adalah pemrogramman yang pengukuran
lintasannya selalu mengacu pada titik akhir dari suatu lintasan. Titik akhir suatu
38
lintasan merupakan titik awal untuk pengukuran lintasan berikutnya atau
penentuan koordinatmya berdasarkan pada perubahan panjang pada sumbu X
(.X) dan perubahan X 6 panjang lintasan sumbu Y (.Y). Titik nol benda kerja
mengacu pada titik nol sebagai titik referensi awal, letak titik nol benda kerja
ditentukan berdasarkan bentuk benda kerja dan keefektifan program yang akan
dibuatnya. Penentuan titik koordinat berikutnya mengacu pada titik akhir suatu
lintasan. Sistem pemrogramman inkremental dikenal juga dengan sistem
pemrogramman berantai atau relative koordinat. Penentuan pergerakan alat
potong dari titik satu ke titik berikutnya mengacu pada titik pemberhentian
terakhir alat potong. Penentuan titik setahap demi setahap. Kelemahan dari
sistem pemrogramman ini, bila terjadi kesalahan dalam penentuan titik koordinat,
penyimpangannya akan semakin besar.
c.Pemrogramman Polar.
Pemrogramman polar terdiri dari polar absolut mengacu pada panjang lintasan
dan besarnya sudut (@ L, á) dan polar inkremental mengacu pada panjang
lintasan dan besarnya perubahan sudut (@ L, . á).
2.3.2 Gerakan sumbu utama pada mesin CNC.
Dalam pemogrammman mesin CNC perlu diperhatikan bahwa dalam setiap
pemograman menganut, prinsip bahwa sumbu utama (tempat pahat/pisau frais)
yang bergerak ke berbagai sumbu, sedangkan meja tempat dudukan benda diam
meskipun pada kenyataanya meja mesin frais yang nergerak. Programer tetap
menganggap bahwa alat potonglah yang bergerak. Sebagai contoh bila programer
menghendaki pisau frais ke arah sumbu X positif, maka meja mesin frais akan
bergerak ke sumbu X negatif, juga untuk gerakan alat pemotong lainnya.
2.3.3 Standarisasi Pemrogramman Mesin Perkakas CNC.
Pemakaian kode-kode pada mesin perkakas CNC dapat menggunakan
standar pemrograman yang berlaku antara lain: DIN (Deutsches Institut fur
Normug) 66025, ANSI (American Nationale Standarts Institue), AEROS
(Aeorospatiale Frankreich), ISO, dll. Sebagian besar dari standar, yang
diinginkan memiliki persamaan dan sedikit saja perbedaannya. Berikut ini
39
beberapa bagian kode pada mesin CNC antara lain kode G, kode M, kode F, kode
S dan kode T yang mempunyai arti sebagai berikut.
a.Arti Kode M pada mesin CNC.
M00 : Mesin terhenti terprogram
M03 : Sumbu utama berputar searah dengan jarum jam
M04 : Arah putaran spindle berlawanan jarum jam
M05 : Sumbu utama berhenti terprogram
M06 : Penggantian alat potong dilakukan agar kualitas benda kerja meningkat.
Bentuk benda kerja yang semakin kompleks akan cenderung menggunakan alat
potong yang banyak, seperti pemakanan kasar, pengeboran, pembuatan alur,
dan pemakanan finishing. Masing-masing jenis pemakanan memerlukan alat
potong yang khusus, sebagai contoh alat potong untuk melakukanpemakanan
kasar akan berbeda dengan alat potong yang digunakan untuk membuat ulir.
M08 : Cairan pendingin akan mengalirkan.Pada proses pengerjaan benda kerja,
terjadi gesekan antara benda kerja dan alat potong. Alat potong dan benda kerja
akan menjadi panas. Bila tidak didinginkan maka alat potong akan cepat
tumpul/ rusak. Oleh karena itu perlu didinginkan dengan cara memerintahklan
mesin untuk mengalirkan cairan pendingin (coolant).
M09 : Cairan pendingin berhenti mengalir
M17 : Sub program (unterprogram) berakhir
M19 : Sumbu utama posisi tepat
M30 : Program berakhir dan kembali pada program semula.
M38 : Berhenti tepat, aktif
M39 : Berhenti tepat, pasif
M90 : Pembatalan fungsi pencerminan 11
M91 : Pencerminan sumbu X
M92 : Pencerminan sumbu Y
M93 : Pencerminan sumbu X dan Y
M99 : Penentuan parameter lingkaran I, J, K.
b.Arti Kode G 00.
40
Kode G 00 merupakan intruksi untuk memerintahkan mesin CNC agar sumbu
utama (pisau frais/pahat bubut) melakukan gerakan cepat tanpa melakukan
pemakanan.Gerakan ini digunakan bila pahat/pisau frais tidak melakukan
pemakanan pada benda kerja. Gerakan cepat digunakan bila alat potong berada
bebas dari pemakanan benda kerja, alat potong kembali ke atas permukaan
benda kerja, atau kembali ke titik referen. Gerakan cepat dapat dilakukan bila
posisi alat potong benar-benar tidak akan menabrak benda kerja atau peralatan
lainnya. Kesalahan dalam penentuan koordinat dapat menyebabkan benturan
antara alat potong dengan mesin atau benda kerja yang dapat menyebabkan
kerusakan fatal pada alat potong maupun mesin.
c.Arti Kode G 01.
Kode G 01 merupakan instruksi agar alat potong mesin CNC melakukan
gerakan pemakanan lurus baik ke arah sumbu X, Y, maupun Z. Pada mesin
CNC baik bubut maupun frais intruksi G 01 merupakan perintah agar alat
potong bergerak lurus dari satu titik ke titik lainnya dengan kecepatan sesuai
dengan feeding yang telah ditentukan. Gerakan lurus dengan
pemakanan digunakan untuk melakukan pengefraisan atau pembubutan lurus,
termasuk tirus dan kedalaman pemakanan.
d.Arti Kode G 02.
Kode G 02 merupakan intruksi agar alat potong mesin CNC melakukan gerakan
interpolasi lingkaran searah jarum jam. Alat potong (pisau frais atau pahat
bubut) akan membentuk lingkaran yang searah jarum jam. Sering dijumpai
bentuk benda kerja yang berupa lengkungan yang memiliki radius tertentu.
Seperti bentuk fillet pada ujung–ujung benda kerja atau bentuk lingkaran
sebagian atau penuh pada benda kera. Gerakan sea rah jarum jam atau
berlawanan menggunakan asumsi bahwa alat potong berada di atas benda kerja,
atau di belakang benda kerja. Jadi bila alat potong berada di depan benda kerja
maka berlaku sebaliknya.
G 02 X + ….. Z - ….. G 02 X - ….. Z - …..
e.Arti Kode G 03.
41
Kode G 03 merupakan instruksi agar alat potong mesin CNC melakukan
gerakan interpolasi lingkaran berlawanan arah dengan jarum jam. Gerakan ini
akan selalu membentuk lingkaran yang berlawanan arah dengan jaraum jam.
G 03 X + ….. Z - ….. G 03 X - ….. Z - …..
42
BAB III
METODE PERENCANAAN
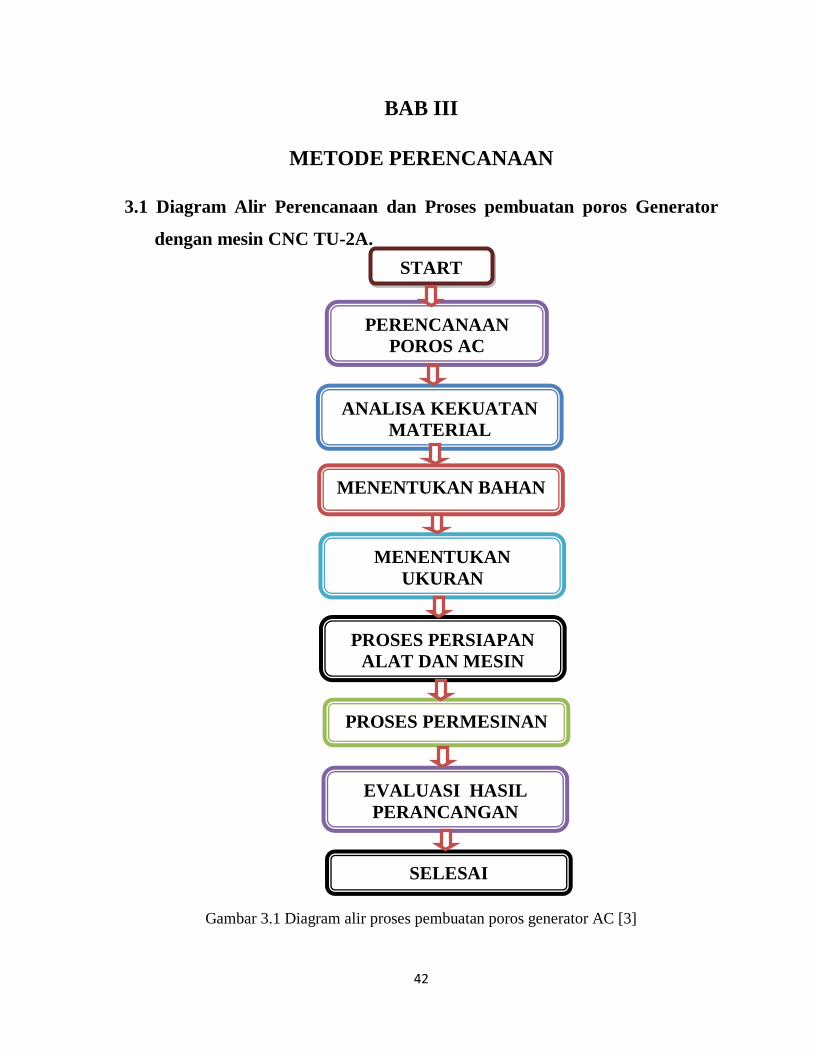
3.1 Diagram Alir Perencanaan dan Proses pembuatan poros Generator
dengan mesin CNC TU-2A.
Gambar 3.1 Diagram alir proses pembuatan poros generator AC [3]
START
PERENCANAAN POROS AC
ANALISA KEKUATAN MATERIAL
MENENTUKAN BAHAN
MENENTUKAN UKURAN
PROSES PERSIAPAN ALAT DAN MESIN
EVALUASI HASIL PERANCANGAN
PROSES PERMESINAN
SELESAI
43
3.2 Penjelasan Diagram Alir Proses Pembuatan poros Generator AC
dengan mesin CNC TU-2A.
3.2.1 Perencanaan Poros.
Perencanaan Poros ini membahas bagaimana membuat komponen dari generator
AC yaitu poros atau shaft yang merupakan bagian dari komponen prime
mover mesin diesel (main distribution panel).
3.2.2 Analisa Kekuatan Material.
Analisa kekuatan material yang dibahas dalam perancangan pembuatan poros
generator ini meliputi :
a. Perhitungan Momen yang terjadi pada poros.
b.Perhitungan Tegangan Bending pada poros.
c. Perhitungan Tegangan Geser Ijin Torsional.
d.Perhitungan Poros dengan Beban Lenturan Murni.
e. Perhitungan Poros dengan beban kombinasi puntir dan lentur.
f. Perhitungan Poros dengan Beban Berfluktuasi.
3.2.3 Menentukan Bahan. Dalam pembuatan poros generator ini menggunakan material Baja S45C yang
dilakukan pengujian bahan material. Proses pengujian bahan menggunakan
sempel bahan poros, Untuk mengetahui tegangan tarik dari bahan poros
yang telah kami beli dapat dilakukan uji kekerasan melalui uji kekerasan
lekukan (indentation hardness). Untuk pengujian kekerasan ini kami
menggunakan uji kekerasan vickers dengan menggunakan alat uji Universal
Hardness Tester. Indentor yang digunakan adalah piramida intan.
3.2.4 Menentukan Ukuran. Untuk menentukan ukuran dalam pembuatan poros generator penulis
mempertimbangkan yang dikelompokan menjadi beberapa hal yaitu:
a. Bentuk profil poros Generator
44
b. Proses selanjutnya yaitu perakitan generator
3.2.5 Proses persiapan Alat dan Mesin Dari proses pembuatan poros generator dibutuhkan beberapa alat dan mesin
serta kelengkapannya. Alat dan mesin yang digunakan haruslah sesuai dengan
pekerjaan yang akan dilakukan. Adapun alat dan mesin yang digunakan antara
lain :
a.Mesin Gergaji
b.Mesin Bubut CNC
c.Mesin Milling CNC
3.2.6 Proses Permesinan Untuk mempermudah pengerjaan proses permesinan Poros generator maka
dibagi beberapa proses machining dari pemotongan rafing material sampai
proses finis.Proses pembuatan poros atau Shaft ini menggunakan mesin CNC. 3.2.7 Evaluasi Hasil Perancangan
Sebelum memastikan apakah hasil perancangan poros generator ini sudah sesuai
dengan hasil yang direncanakan atau masih ada kekurangan maka harus ada
evaluasi supaya hasil dari perancangan poros generator maksimal.
3.3 Perencanaan Proses Pengerjaan poros generator AC dengan mesin
CNC TU-2A Dalam pembuatan poros generator ini menggunakan material Baja S45C yang
dilakukan pengujian bahan material. Proses pengujian bahan menggunakan sempel
bahan poros, Untuk mengetahui tegangan tarik dari bahan poros yang telah kami
beli dapat dilakukan uji kekerasan melalui uji kekerasan lekukan (indentation
hardness). Untuk pengujian kekerasan ini kami menggunakan uji kekerasan vickers
dengan menggunakan alat uji Universal Hardness Tester. Indentor yang digunakan
adalah piramida intan. Poros generator ini sebelum diproses machining dipotong
terlebih dahulu menjadi 595,3 mm kemudian dicentring untuk penahan kepala center
(tails tock). Untuk proses machining menggunakan mesin CNC TU-2A dibagai
menjadi 4 proses yaitu :

45
3.3.1 Proses Lathe 1
Nama Mesin : CNC LATHE MORI SEIKI
Type Mesin : CL 2000
NO. Mesin : CL201GA3358
Tahun Pembuatan : 2003
Jenis : Mesin Bubut
3.3.2 Proses Lathe 2
Nama Mesin : CNC LATHE MORI SEIKI
Type Mesin : NL2500
NO. Mesin : NL25IEJ1276
Tahun pembuatan : 2005
Jenis : Mesin Bubut
3.3.3 Proses Milling 1
Nama Mesin : CNC MILLING MORI SEIKI
Type Mesin : SL 25 B1000
NO. Mesin : 0856
Tahun Pembuatan : 1974
Jenis : Mesin Milling
3.3.4 Proses Milling 2
Nama Mesin : CNC MILLING MORI SEIKI
Type Mesin : SL 25 B5
NO. Mesin : 1813
Tahun Pembuatan : 1974
Jenis : Mesin Milling
46
BAB IV
PERENCANAAN DAN PERHITUNGAN
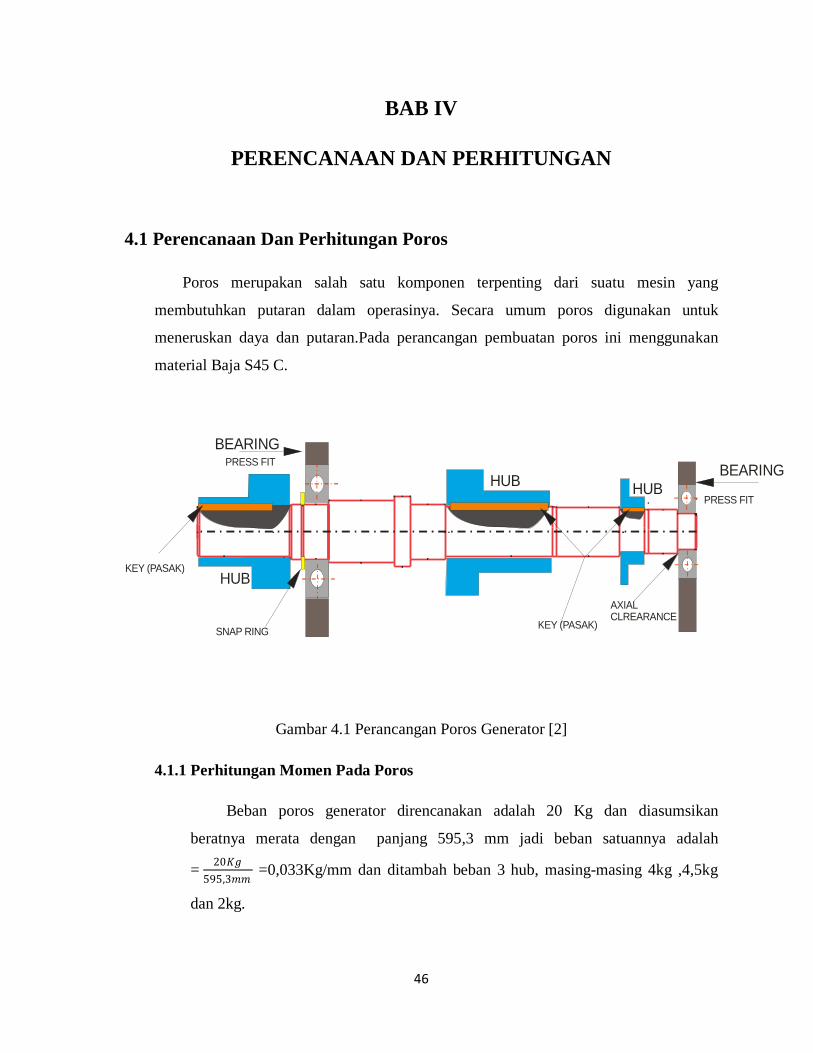
4.1 Perencanaan Dan Perhitungan Poros
Poros merupakan salah satu komponen terpenting dari suatu mesin yang
membutuhkan putaran dalam operasinya. Secara umum poros digunakan untuk
meneruskan daya dan putaran.Pada perancangan pembuatan poros ini menggunakan
material Baja S45 C.
BEARINGBEARING
PRESS FIT
PRESS FIT
AXIALCLREARANCE
HUB
KEY (PASAK)
KEY (PASAK)
HUB
HUB
SNAP RING
Gambar 4.1 Perancangan Poros Generator [2]
4.1.1 Perhitungan Momen Pada Poros
Beban poros generator direncanakan adalah 20 Kg dan diasumsikan
beratnya merata dengan panjang 595,3 mm jadi beban satuannya adalah
= 20𝐾𝐾𝑎𝑎595,3𝑚𝑚𝑚𝑚
=0,033Kg/mm dan ditambah beban 3 hub, masing-masing 4kg ,4,5kg
dan 2kg.
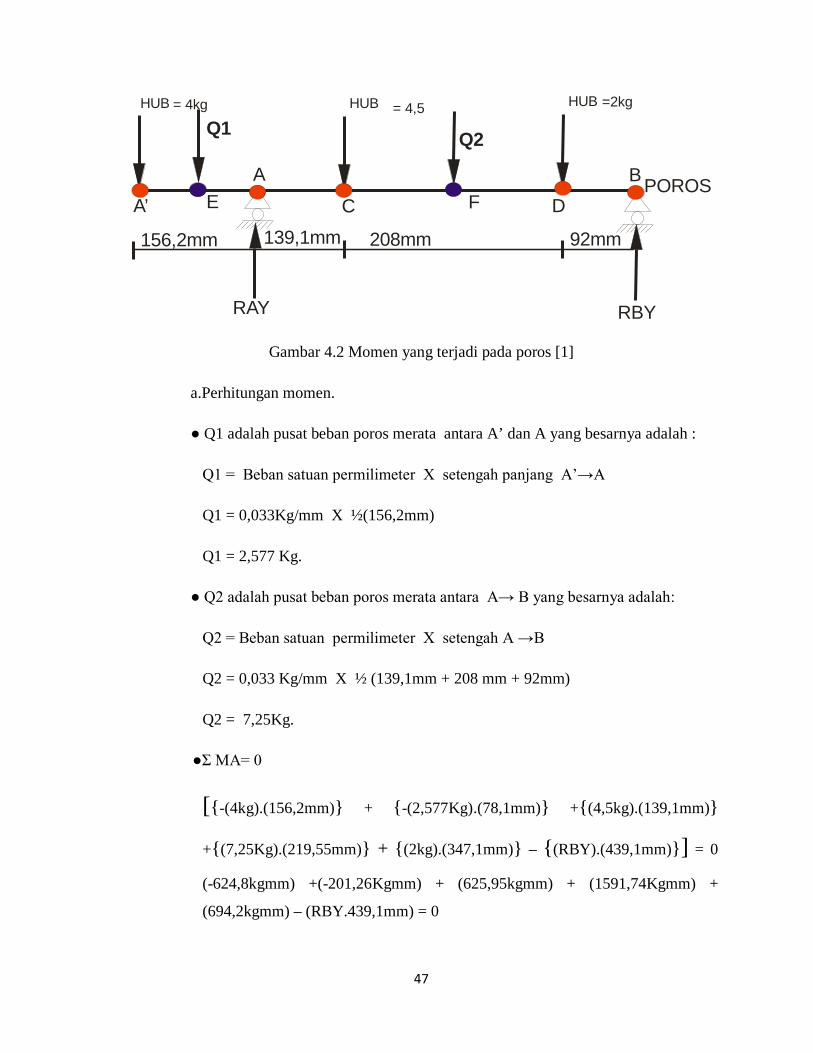
47
92mm208mm156,2mm 139,1mm
POROS
HUB HUB HUB= 4kg = 4,5 =2kg
AA’
BC
RAY RBY
D
Q1 Q2
E F
Gambar 4.2 Momen yang terjadi pada poros [1]
a.Perhitungan momen.
● Q1 adalah pusat beban poros merata antara A’ dan A yang besarnya adalah :
Q1 = Beban satuan permilimeter X setengah panjang A’→A
Q1 = 0,033Kg/mm X ½(156,2mm)
Q1 = 2,577 Kg.
● Q2 adalah pusat beban poros merata antara A→ B yang besarnya adalah:
Q2 = Beban satuan permilimeter X setengah A →B
Q2 = 0,033 Kg/mm X ½ (139,1mm + 208 mm + 92mm)
Q2 = 7,25Kg.
●Σ MA= 0
[{-(4kg).(156,2mm)} + {-(2,577Kg).(78,1mm)} +{(4,5kg).(139,1mm)}
+{(7,25Kg).(219,55mm)} + {(2kg).(347,1mm)} – {(RBY).(439,1mm)}] = 0
(-624,8kgmm) +(-201,26Kgmm) + (625,95kgmm) + (1591,74Kgmm) +
(694,2kgmm) – (RBY.439,1mm) = 0
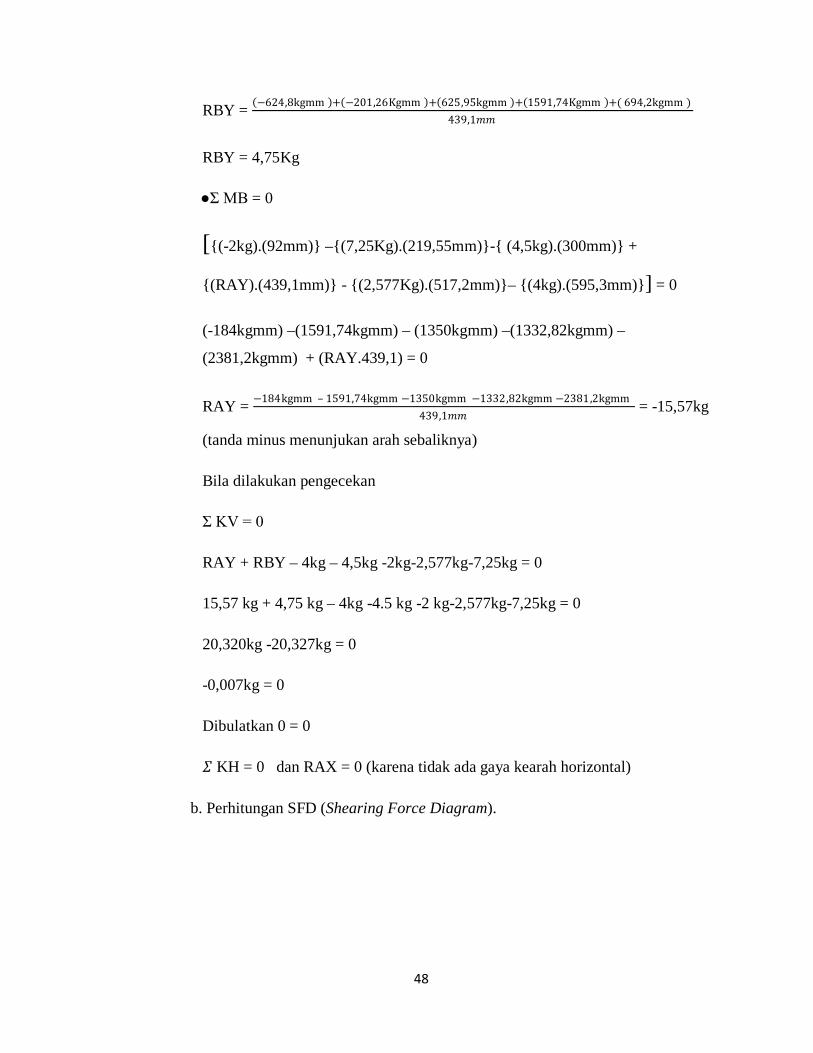
48
RBY = (−624,8kgmm )+(−201,26Kgmm )+(625,95kgmm )+(1591,74Kgmm )+( 694,2kgmm ) 439,1𝑚𝑚𝑚𝑚
RBY = 4,75Kg
●Σ MB = 0
[{(-2kg).(92mm)} –{(7,25Kg).(219,55mm)}-{ (4,5kg).(300mm)} +
{(RAY).(439,1mm)} - {(2,577Kg).(517,2mm)}– {(4kg).(595,3mm)}] = 0
(-184kgmm) –(1591,74kgmm) – (1350kgmm) –(1332,82kgmm) –
(2381,2kgmm) + (RAY.439,1) = 0
RAY = −184kgmm – 1591,74kgmm −1350kgmm −1332,82kgmm −2381,2kgmm 439,1𝑚𝑚𝑚𝑚
= -15,57kg
(tanda minus menunjukan arah sebaliknya)
Bila dilakukan pengecekan
Σ KV = 0
RAY + RBY – 4kg – 4,5kg -2kg-2,577kg-7,25kg = 0
15,57 kg + 4,75 kg – 4kg -4.5 kg -2 kg-2,577kg-7,25kg = 0
20,320kg -20,327kg = 0
-0,007kg = 0
Dibulatkan 0 = 0
𝛴𝛴 KH = 0 dan RAX = 0 (karena tidak ada gaya kearah horizontal)
b. Perhitungan SFD (Shearing Force Diagram).
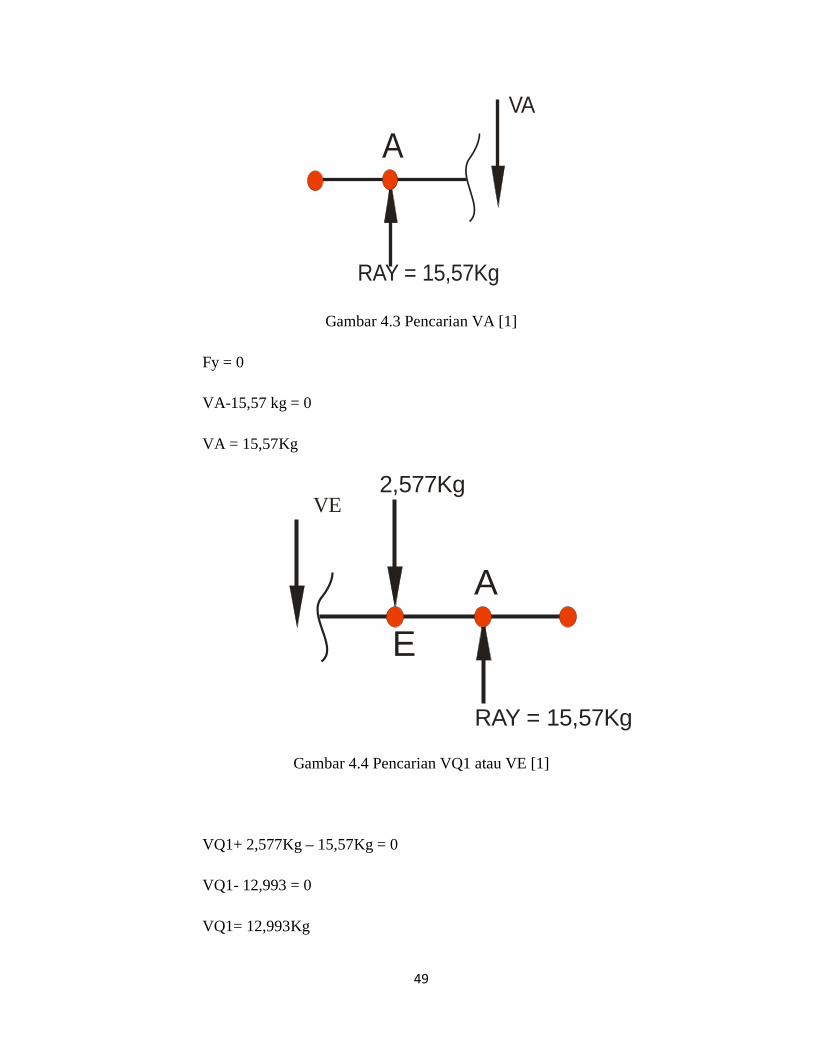
49
AVA
RAY = 15,57Kg
Gambar 4.3 Pencarian VA [1]
Fy = 0
VA-15,57 kg = 0
VA = 15,57Kg
A
RAY = 15,57Kg
E
2,577KgVE
Gambar 4.4 Pencarian VQ1 atau VE [1]
VQ1+ 2,577Kg – 15,57Kg = 0
VQ1- 12,993 = 0
VQ1= 12,993Kg
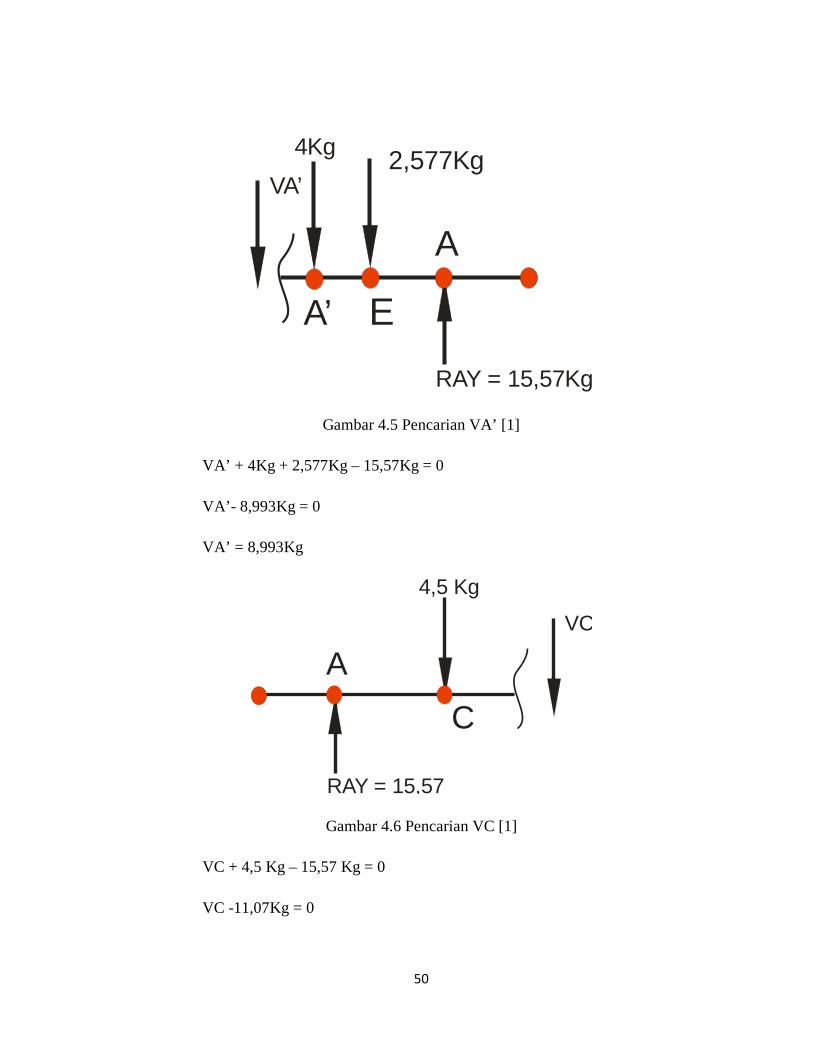
50
A
VA’
RAY = 15,57Kg
A’
4Kg
E
2,577Kg
Gambar 4.5 Pencarian VA’ [1]
VA’ + 4Kg + 2,577Kg – 15,57Kg = 0
VA’- 8,993Kg = 0
VA’ = 8,993Kg
AVC
RAY = 15,57
C
4,5 Kg
Gambar 4.6 Pencarian VC [1]
VC + 4,5 Kg – 15,57 Kg = 0
VC -11,07Kg = 0
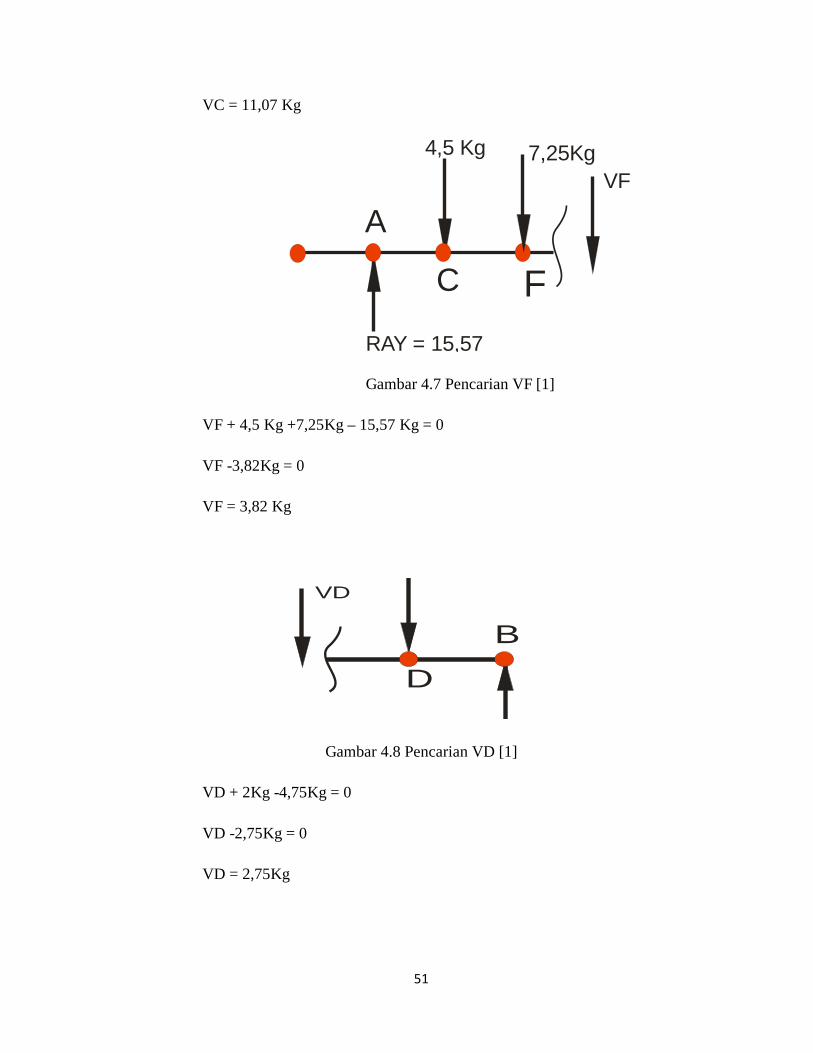
51
VC = 11,07 Kg
AVF
RAY = 15,57
C
4,5 Kg
F
7,25Kg
Gambar 4.7 Pencarian VF [1]
VF + 4,5 Kg +7,25Kg – 15,57 Kg = 0
VF -3,82Kg = 0
VF = 3,82 Kg
B
VD
D
Gambar 4.8 Pencarian VD [1]
VD + 2Kg -4,75Kg = 0
VD -2,75Kg = 0
VD = 2,75Kg
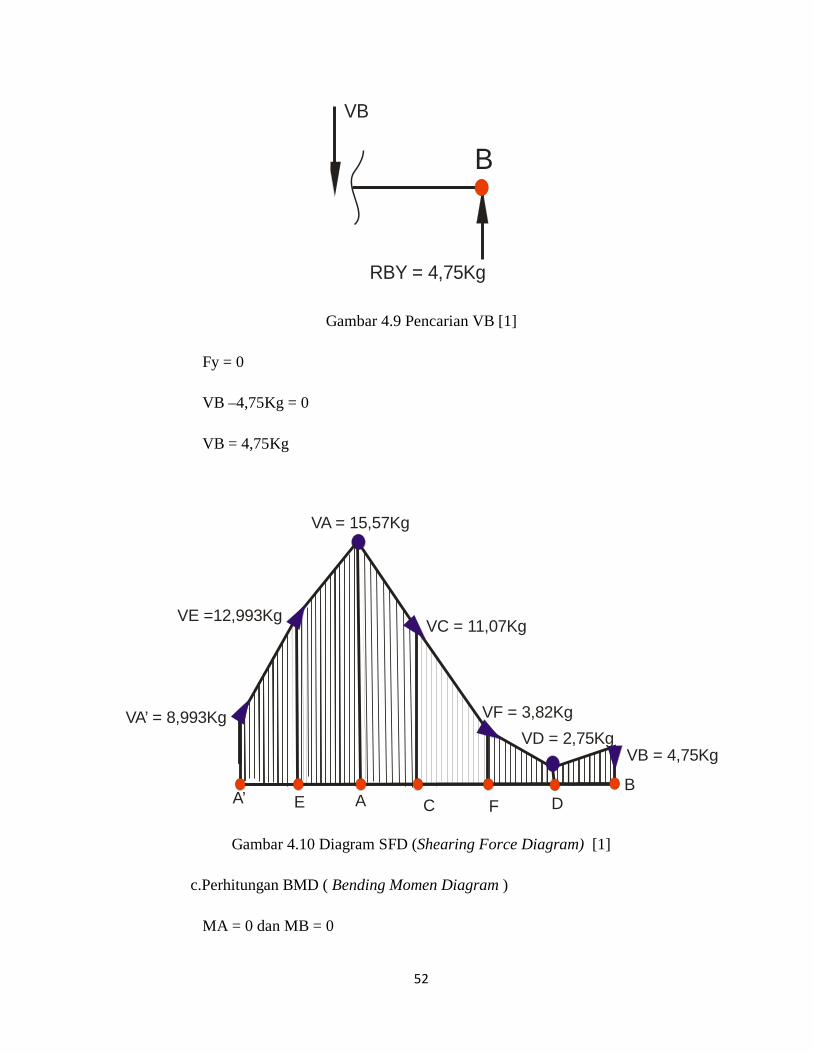
52
B
VB
RBY = 4,75Kg
Gambar 4.9 Pencarian VB [1]
Fy = 0
VB –4,75Kg = 0
VB = 4,75Kg
BA’ E A C F D
VA’ = 8,993Kg
VE =12,993Kg
VA = 15,57Kg
VC = 11,07Kg
VF = 3,82KgVD = 2,75Kg
VB = 4,75Kg
Gambar 4.10 Diagram SFD (Shearing Force Diagram) [1]
c.Perhitungan BMD ( Bending Momen Diagram )
MA = 0 dan MB = 0
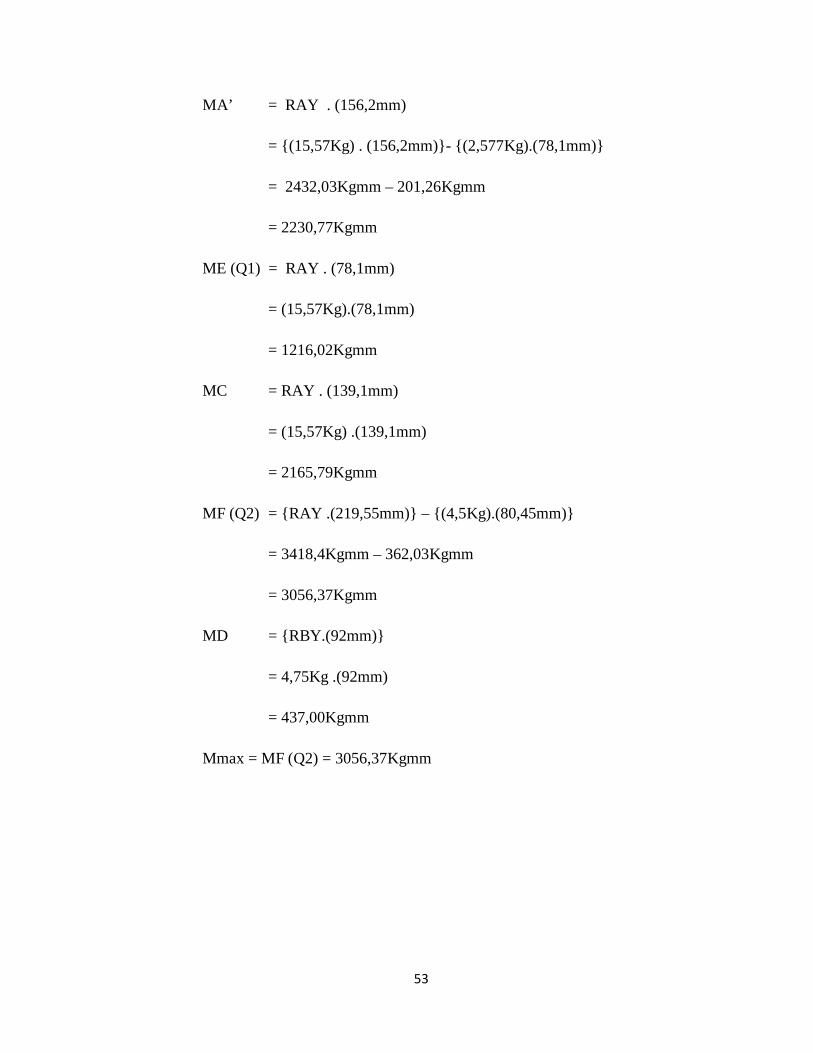
53
MA’ = RAY . (156,2mm)
= {(15,57Kg) . (156,2mm)}- {(2,577Kg).(78,1mm)}
= 2432,03Kgmm – 201,26Kgmm
= 2230,77Kgmm
ME (Q1) = RAY . (78,1mm)
= (15,57Kg).(78,1mm)
= 1216,02Kgmm
MC = RAY . (139,1mm)
= (15,57Kg) .(139,1mm)
= 2165,79Kgmm
MF (Q2) = {RAY .(219,55mm)} – {(4,5Kg).(80,45mm)}
= 3418,4Kgmm – 362,03Kgmm
= 3056,37Kgmm
MD = {RBY.(92mm)}
= 4,75Kg .(92mm)
= 437,00Kgmm
Mmax = MF (Q2) = 3056,37Kgmm
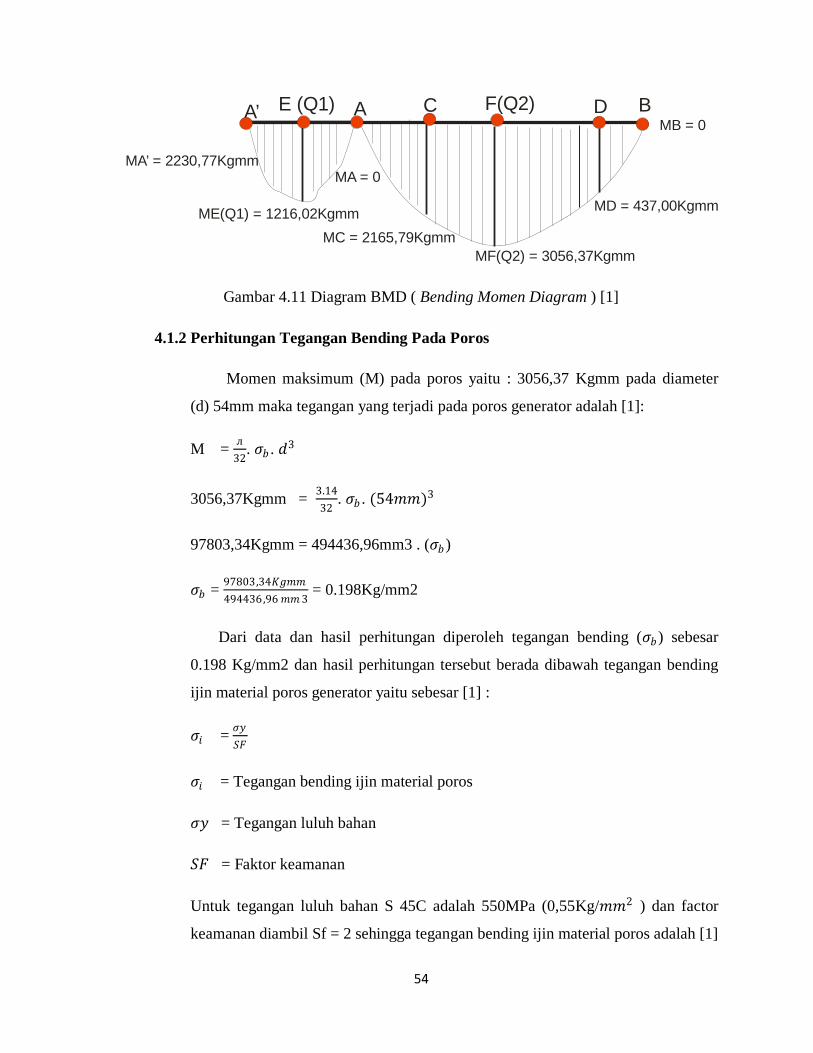
54
A’ A BC D
MA’ = 2230,77KgmmMA = 0
MD = 437,00Kgmm
MC = 2165,79Kgmm
MB = 0E (Q1) F(Q2)
ME(Q1) = 1216,02Kgmm
MF(Q2) = 3056,37Kgmm
Gambar 4.11 Diagram BMD ( Bending Momen Diagram ) [1]
4.1.2 Perhitungan Tegangan Bending Pada Poros
Momen maksimum (M) pada poros yaitu : 3056,37 Kgmm pada diameter
(d) 54mm maka tegangan yang terjadi pada poros generator adalah [1]:
M = л32
. 𝜎𝜎𝑏𝑏 . 𝑑𝑑3
3056,37Kgmm = 3.1432
. 𝜎𝜎𝑏𝑏 . (54𝑚𝑚𝑚𝑚)3
97803,34Kgmm = 494436,96mm3 . (𝜎𝜎𝑏𝑏)
𝜎𝜎𝑏𝑏 = 97803,34𝐾𝐾𝑎𝑎𝑚𝑚𝑚𝑚494436,96 𝑚𝑚𝑚𝑚3
= 0.198Kg/mm2
Dari data dan hasil perhitungan diperoleh tegangan bending (𝜎𝜎𝑏𝑏) sebesar
0.198 Kg/mm2 dan hasil perhitungan tersebut berada dibawah tegangan bending
ijin material poros generator yaitu sebesar [1] :
𝜎𝜎𝑎𝑎 = 𝜎𝜎𝑥𝑥𝑆𝑆𝐹𝐹
𝜎𝜎𝑎𝑎 = Tegangan bending ijin material poros
𝜎𝜎𝑥𝑥 = Tegangan luluh bahan
𝑆𝑆𝐹𝐹 = Faktor keamanan
Untuk tegangan luluh bahan S 45C adalah 550MPa (0,55Kg/𝑚𝑚𝑚𝑚2 ) dan factor
keamanan diambil Sf = 2 sehingga tegangan bending ijin material poros adalah [1]
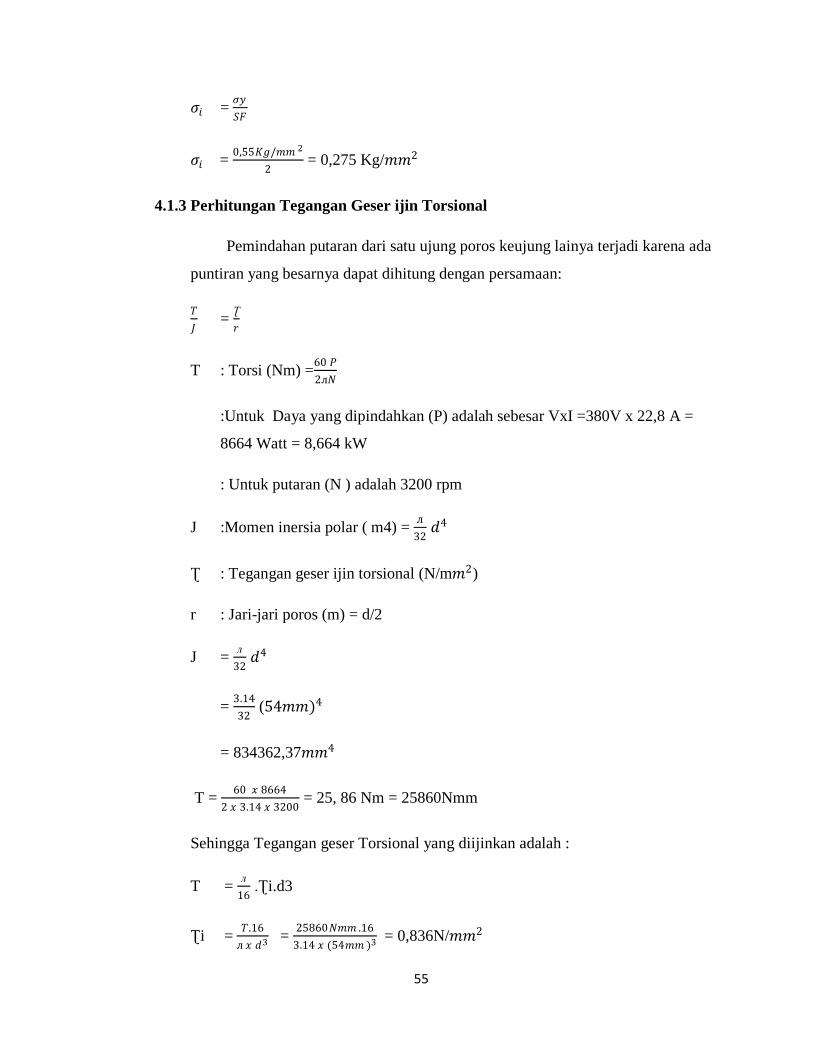
55
𝜎𝜎𝑎𝑎 = 𝜎𝜎𝑥𝑥𝑆𝑆𝐹𝐹
𝜎𝜎𝑎𝑎 = 0,55𝐾𝐾𝑎𝑎/𝑚𝑚𝑚𝑚 2
2 = 0,275 Kg/𝑚𝑚𝑚𝑚2
4.1.3 Perhitungan Tegangan Geser ijin Torsional
Pemindahan putaran dari satu ujung poros keujung lainya terjadi karena ada
puntiran yang besarnya dapat dihitung dengan persamaan:
𝑇𝑇𝐽𝐽 = Ʈ
𝑟𝑟
T : Torsi (Nm) =60 𝑃𝑃2л𝑁𝑁
:Untuk Daya yang dipindahkan (P) adalah sebesar VxI =380V x 22,8 A =
8664 Watt = 8,664 kW
: Untuk putaran (N ) adalah 3200 rpm
J :Momen inersia polar ( m4) = л32
𝑑𝑑4
Ʈ : Tegangan geser ijin torsional (N/m𝑚𝑚2)
r : Jari-jari poros (m) = d/2
J = л32
𝑑𝑑4
= 3.1432
(54𝑚𝑚𝑚𝑚)4
= 834362,37𝑚𝑚𝑚𝑚4
T = 60 𝑥𝑥 86642 𝑥𝑥 3.14 𝑥𝑥 3200
= 25, 86 Nm = 25860Nmm
Sehingga Tegangan geser Torsional yang diijinkan adalah :
T = л16
.Ʈi.d3
Ʈi = 𝑇𝑇.16л 𝑥𝑥 𝑑𝑑3 = 25860𝑁𝑁𝑚𝑚𝑚𝑚 .16
3.14 𝑥𝑥 (54𝑚𝑚𝑚𝑚 )3 = 0,836N/𝑚𝑚𝑚𝑚2

56
Syarat pemakaian rumus :
1.Beban torsi murni
2.Poros bulat, pejal, masif
3.Beban lain tidak diperhitungkan.
4.Diameter poros yang dihasilkan merupakan diameter poros minimum, sehingga
harus diambil yang lebih besar.
Catatan :
• Hubungan : torsi, daya, putaran :
T = 𝑃𝑃 602.л.𝑏𝑏
(Nm)
4.1.4 Perhitungan Poros dengan Beban Lenturan Murni [1] :
𝑀𝑀𝐸𝐸
= 𝜎𝜎𝑏𝑏𝑥𝑥
(Poros Pejal)
M : momen lentur (N-m)
I : momen inersia (𝑚𝑚4)
σb : tegangan lentur : N/𝑚𝑚2
y : jarak dari sumbu netral ke bagian terluar
y : d/2
I = л64
𝑑𝑑4
= 3.1464
(54𝑚𝑚𝑚𝑚)4
= 417181,185𝑚𝑚𝑚𝑚4
M = л32
. 𝜎𝜎𝑏𝑏 .𝑑𝑑3

57
= 3.1432
x 0.198.Kg/𝑚𝑚𝑚𝑚2 x (54mm)3
= 3059,32 Nmm
4.1.5 Perhitungan Poros dengan beban kombinasi puntir dan lentur.
Teori penting yang digunakan :
(i) Teori Guest : teori tegangan geser maksimum, digunakan untuk material yang
ductile (liat) misal mild steel.
(ii) Teori Rankine : teori tegangan normal maksimum, digunakan untuk material
yang Mbrittle (getas) seperti cast iron.
a.Teori tegangan geser maksimum [1]
(i) Ʈ max = 12 �𝜎𝜎𝑏𝑏2 + 4Ʈ2
(ii) σb = 32 𝑀𝑀л 𝑑𝑑3
(iii) Ʈ = 16 Ʈл 𝑑𝑑3
(iv) Ʈ max = 12 � 32𝑀𝑀
л 𝑑𝑑3 2 + 16𝑇𝑇л 𝑑𝑑3 2
= 16л 𝑑𝑑3 (√𝑀𝑀2 + 𝑇𝑇2)
= 163,14 (54𝑚𝑚𝑚𝑚 )3 (�(3059,32𝑁𝑁𝑚𝑚𝑚𝑚)2 + (25860𝑁𝑁𝑚𝑚𝑚𝑚)2)
= 0,8426 Nmm
b.Teori tegangan normal maksimum [1]:
σb max = ½ σb + �(1 2
𝜎𝜎)2 + Ʈ𝑎𝑎2
= ½ 32 𝑀𝑀л 𝑑𝑑3
+ �(1 2
. 32𝑀𝑀л 𝑑𝑑3
)2 + 16 𝑇𝑇л 𝑑𝑑2
2
58
=[ 32 𝑀𝑀л 𝑑𝑑3
] ½ (M+ �( 𝑀𝑀2 + 𝑇𝑇2 )
л32
σb(max)𝑑𝑑3 = 12 (M+ �( 𝑀𝑀2 + 𝑇𝑇2 )
σb(max) = 12 (3059,32Nmm )+ �( 3059,32𝑁𝑁𝑚𝑚𝑚𝑚 )2+ (25860𝑁𝑁𝑚𝑚𝑚𝑚 )2 )
3,1432 .(54𝑚𝑚𝑚𝑚 )3
σb(max) = 1,78N/𝑚𝑚𝑚𝑚2
4.1.6 Perhitungan Poros dengan Beban Berfluktuasi
Pembahasan yang telah dilakukan di atas adalah poros dengan beban torsi
dan momen lentur konstan. Jika terjadi fluktuasi beban baik torsi maupun lentur,
maka perlu ditambahkan faktor yang berkaitan dengan fluktuasi torsi maupun
lenturan.
Jika :
•Km: faktor momen lentur akibat kombinasi beban shock dan fatigue.
•Kt : faktor torsi/puntiran akibat kombinasi beban shock dan fatigue
maka [1]:
(i) Te = �( 𝐾𝐾𝐾𝐾 + 𝑇𝑇)2 + (𝐾𝐾𝑚𝑚.𝑀𝑀)2
Kt diambil 1,0 dan Km diambil 1,5 Untuk Beban Poros Berputar
= �( 1,0 + 25860Nmm )2 + (1.5 𝑥𝑥 3059,32Nmm)2
= 26264,99Nmm
(ii) Me = ½ Km .M + �( 𝐾𝐾𝐾𝐾 + 𝑇𝑇)2 + (𝐾𝐾𝑚𝑚.𝑀𝑀)2
Kt diambil 1,0 dan Km diambil 1,5 Untuk Beban Poros Berputar
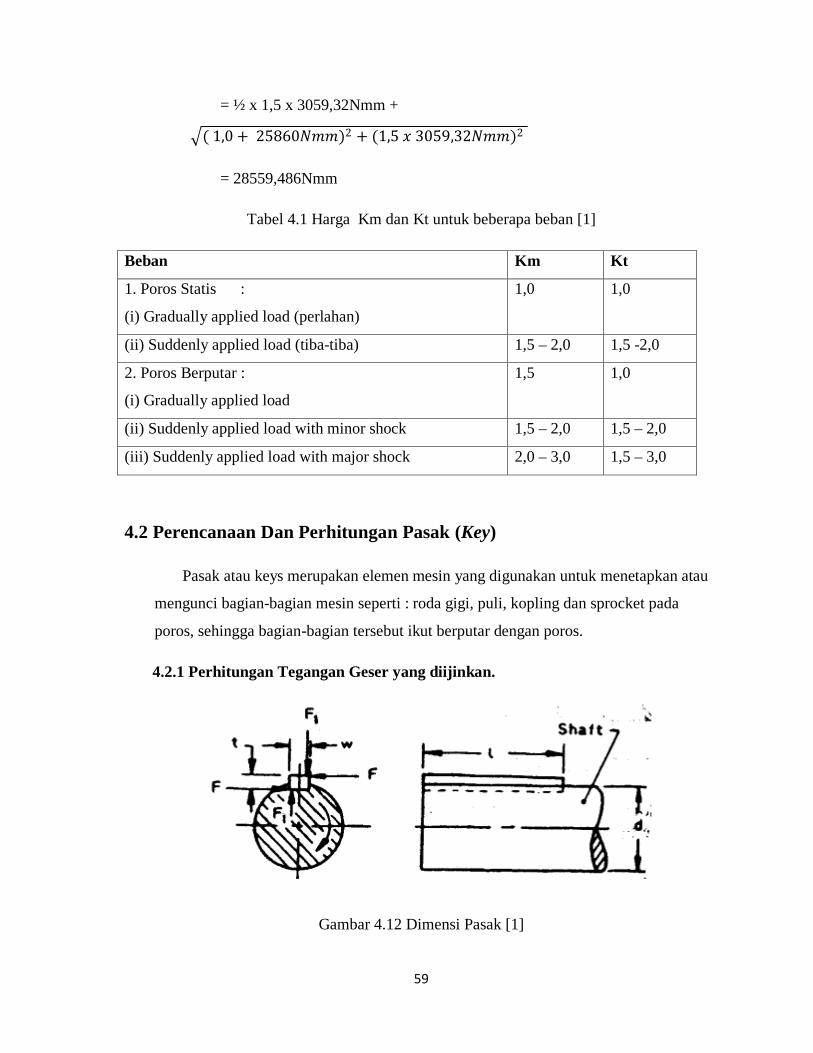
59
= ½ x 1,5 x 3059,32Nmm +
�( 1,0 + 25860𝑁𝑁𝑚𝑚𝑚𝑚)2 + (1,5 𝑥𝑥 3059,32𝑁𝑁𝑚𝑚𝑚𝑚)2
= 28559,486Nmm
Tabel 4.1 Harga Km dan Kt untuk beberapa beban [1]
Beban Km Kt
1. Poros Statis :
(i) Gradually applied load (perlahan)
1,0 1,0
(ii) Suddenly applied load (tiba-tiba) 1,5 – 2,0 1,5 -2,0
2. Poros Berputar :
(i) Gradually applied load
1,5 1,0
(ii) Suddenly applied load with minor shock 1,5 – 2,0 1,5 – 2,0
(iii) Suddenly applied load with major shock 2,0 – 3,0 1,5 – 3,0
4.2 Perencanaan Dan Perhitungan Pasak (Key)
Pasak atau keys merupakan elemen mesin yang digunakan untuk menetapkan atau
mengunci bagian-bagian mesin seperti : roda gigi, puli, kopling dan sprocket pada
poros, sehingga bagian-bagian tersebut ikut berputar dengan poros.
4.2.1 Perhitungan Tegangan Geser yang diijinkan.
Gambar 4.12 Dimensi Pasak [1]

60
Keterangan :
t : tebal =2 /3 b
b : lebar = d/4
L : panjang (mm)
d : diameter poros
τs : tegangan geser pasak
Dalam desain pasak harus dicari panjang pasak berdasarkan tegangan geser
yang terjadi (shearing stress) dan tegangan crushing (crushing stress) kemudian
diambil panjang terbesarnya.Panjang pasak yang direkomendasikan dalam satuan
mm adalah 6, 8, 10, 14, 16, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90,
100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400
Tabel 4.2 Pasak Standar [1]
Shaft
Diameter
(mm) upto
and
including
Key cross-section Shaft
Diameter
(mm) upto
and
including
Key cross-section
Width (mm)
Thickness(mm) Width (mm) Thickness
(mm)
6 2 2 85 25 14
8 3 3 95 28 16
10 4 4 110 32 18
12 5 5 130 36 20
17 6 6 150 40 22
22 8 7 170 45 25
30 10 8 200 50 28
38 12 8 230 56 32
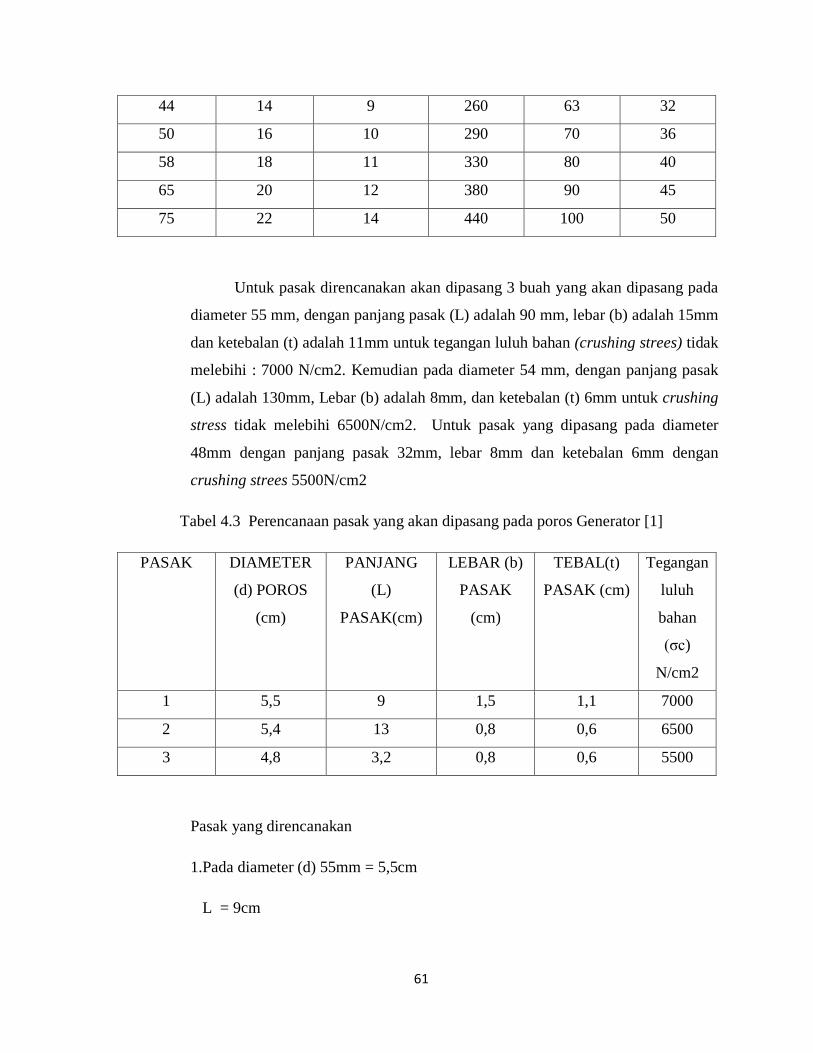
61
44 14 9 260 63 32
50 16 10 290 70 36
58 18 11 330 80 40
65 20 12 380 90 45
75 22 14 440 100 50
Untuk pasak direncanakan akan dipasang 3 buah yang akan dipasang pada
diameter 55 mm, dengan panjang pasak (L) adalah 90 mm, lebar (b) adalah 15mm
dan ketebalan (t) adalah 11mm untuk tegangan luluh bahan (crushing strees) tidak
melebihi : 7000 N/cm2. Kemudian pada diameter 54 mm, dengan panjang pasak
(L) adalah 130mm, Lebar (b) adalah 8mm, dan ketebalan (t) 6mm untuk crushing
stress tidak melebihi 6500N/cm2. Untuk pasak yang dipasang pada diameter
48mm dengan panjang pasak 32mm, lebar 8mm dan ketebalan 6mm dengan
crushing strees 5500N/cm2
Tabel 4.3 Perencanaan pasak yang akan dipasang pada poros Generator [1]
PASAK DIAMETER
(d) POROS
(cm)
PANJANG
(L)
PASAK(cm)
LEBAR (b)
PASAK
(cm)
TEBAL(t)
PASAK (cm)
Tegangan
luluh
bahan
(σc)
N/cm2
1 5,5 9 1,5 1,1 7000
2 5,4 13 0,8 0,6 6500
3 4,8 3,2 0,8 0,6 5500
Pasak yang direncanakan
1.Pada diameter (d) 55mm = 5,5cm
L = 9cm

62
b = 1,5cm
t = 1,1cm
σc = 7000N/𝑦𝑦𝑚𝑚2
2.Pada diameter (d) 54mm = 5,4cm
L = 13 cm
b = 0,8cm
t = 0,6cm
σc = 6500N/𝑦𝑦𝑚𝑚2
3.Pada diameter (d) 48mm = 4,8cm
L = 3,2 cm
b = 0,8 cm
t = 0,6 cm
σc = 5500N/𝑦𝑦𝑚𝑚2
Untuk mencari tegangan geser pasak yang diijinkan (Ʈs) menggunakan
persamaan[1] :
● Torsi akibat tegangan geser (pasak) :
T = L x t/2 x σc.d/2
● Torsi akibat tegangan geser torsional (poros) :
T = л/16 x Ʈs x 𝑑𝑑3
Dari kedua persamaan diperoleh :
L . t/2 . σc . d/2 = л/16 . c . 𝑑𝑑3
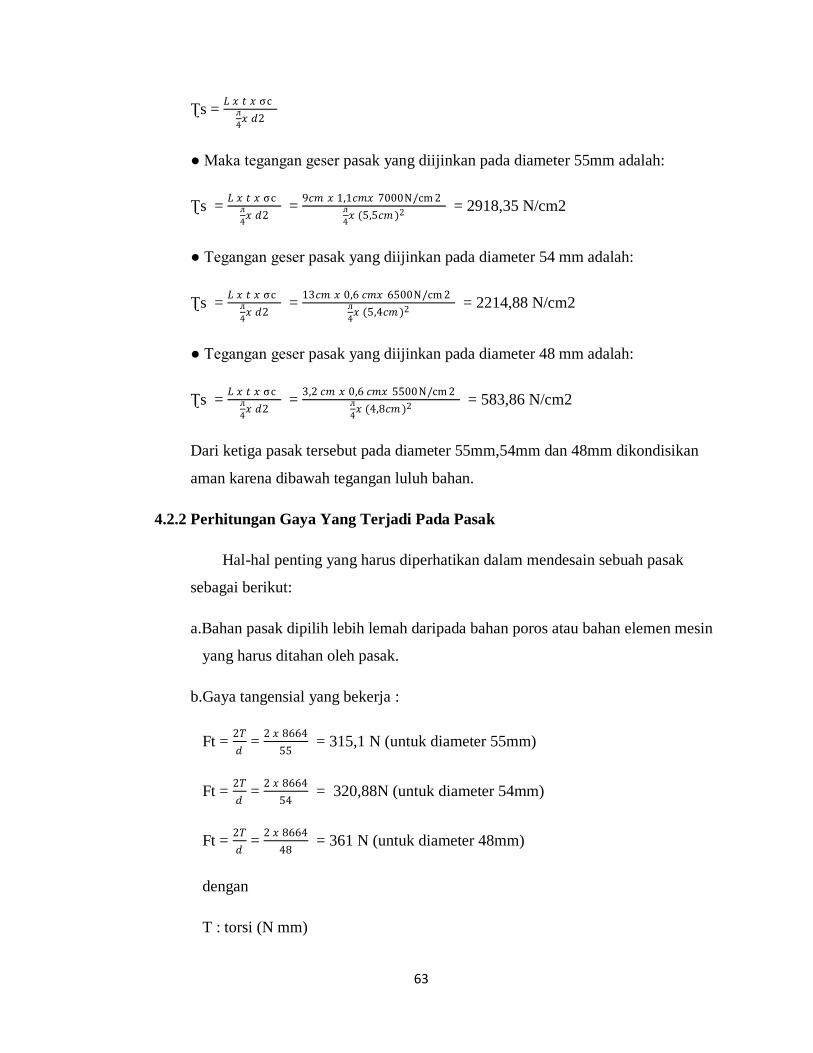
63
Ʈs = 𝐿𝐿 𝑥𝑥 𝐾𝐾 𝑥𝑥 σc л4𝑥𝑥 𝑑𝑑2
● Maka tegangan geser pasak yang diijinkan pada diameter 55mm adalah:
Ʈs = 𝐿𝐿 𝑥𝑥 𝐾𝐾 𝑥𝑥 σc л4𝑥𝑥 𝑑𝑑2
= 9𝑦𝑦𝑚𝑚 𝑥𝑥 1,1𝑦𝑦𝑚𝑚𝑥𝑥 7000N/cm 2 л4𝑥𝑥 (5,5𝑦𝑦𝑚𝑚)2 = 2918,35 N/cm2
● Tegangan geser pasak yang diijinkan pada diameter 54 mm adalah:
Ʈs = 𝐿𝐿 𝑥𝑥 𝐾𝐾 𝑥𝑥 σc л4𝑥𝑥 𝑑𝑑2
= 13𝑦𝑦𝑚𝑚 𝑥𝑥 0,6 𝑦𝑦𝑚𝑚𝑥𝑥 6500N/cm 2 л4𝑥𝑥 (5,4𝑦𝑦𝑚𝑚)2 = 2214,88 N/cm2
● Tegangan geser pasak yang diijinkan pada diameter 48 mm adalah:
Ʈs = 𝐿𝐿 𝑥𝑥 𝐾𝐾 𝑥𝑥 σc л4𝑥𝑥 𝑑𝑑2
= 3,2 𝑦𝑦𝑚𝑚 𝑥𝑥 0,6 𝑦𝑦𝑚𝑚𝑥𝑥 5500N/cm 2 л4𝑥𝑥 (4,8𝑦𝑦𝑚𝑚)2 = 583,86 N/cm2
Dari ketiga pasak tersebut pada diameter 55mm,54mm dan 48mm dikondisikan
aman karena dibawah tegangan luluh bahan.
4.2.2 Perhitungan Gaya Yang Terjadi Pada Pasak
Hal-hal penting yang harus diperhatikan dalam mendesain sebuah pasak
sebagai berikut:
a.Bahan pasak dipilih lebih lemah daripada bahan poros atau bahan elemen mesin
yang harus ditahan oleh pasak.
b.Gaya tangensial yang bekerja :
Ft = 2𝑇𝑇𝑑𝑑
= 2 𝑥𝑥 866455
= 315,1 N (untuk diameter 55mm)
Ft = 2𝑇𝑇𝑑𝑑
= 2 𝑥𝑥 866454
= 320,88N (untuk diameter 54mm)
Ft = 2𝑇𝑇𝑑𝑑
= 2 𝑥𝑥 866448
= 361 N (untuk diameter 48mm)
dengan
T : torsi (N mm)
64
Ft: gaya tangensial (N)
d : diameter poros (mm)
c.Gaya geser yang timbul (Fs) :
Fs= τs𝐴𝐴𝑠𝑠
untuk As = L.b sehinga:
Fs = 2918,35 N/cm 29𝑦𝑦𝑚𝑚 𝑥𝑥 1,5𝑦𝑦𝑚𝑚
= 216,17 N (untuk diameter poros 55mm)
Fs = 2214,88 N/cm 213𝑦𝑦𝑚𝑚 𝑥𝑥 0,8𝑦𝑦𝑚𝑚
= 212,96 N (untuk diameter poros 54mm)
Fs = 583,86 N/cm 23,2𝑦𝑦𝑚𝑚 𝑥𝑥 0,8𝑦𝑦𝑚𝑚
= 228,07 N (untuk diameter poros 48mm)
Fs : gaya geser
As : luas bidang geser yang tergantung pada jenis pasak untuk pasak benam
segi empat berikut :
b : lebar (mm)
L : panjang (mm)
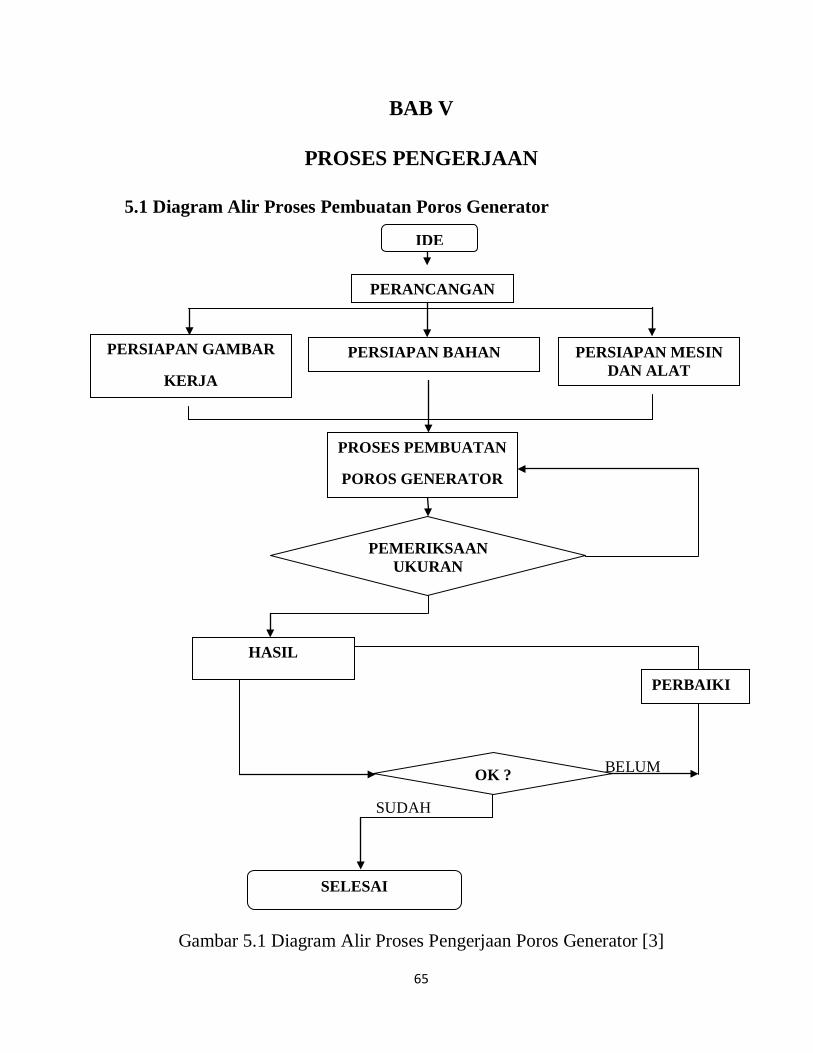
65
BAB V
PROSES PENGERJAAN
5.1 Diagram Alir Proses Pembuatan Poros Generator
BELUM
SUDAH
Gambar 5.1 Diagram Alir Proses Pengerjaan Poros Generator [3]
IDE
PERANCANGAN
PERSIAPAN GAMBAR
KERJA
PERSIAPAN BAHAN PERSIAPAN MESIN DAN ALAT
PROSES PEMBUATAN
POROS GENERATOR
PEMERIKSAAN UKURAN
HASIL
SELESAI
OK ?
PERBAIKI
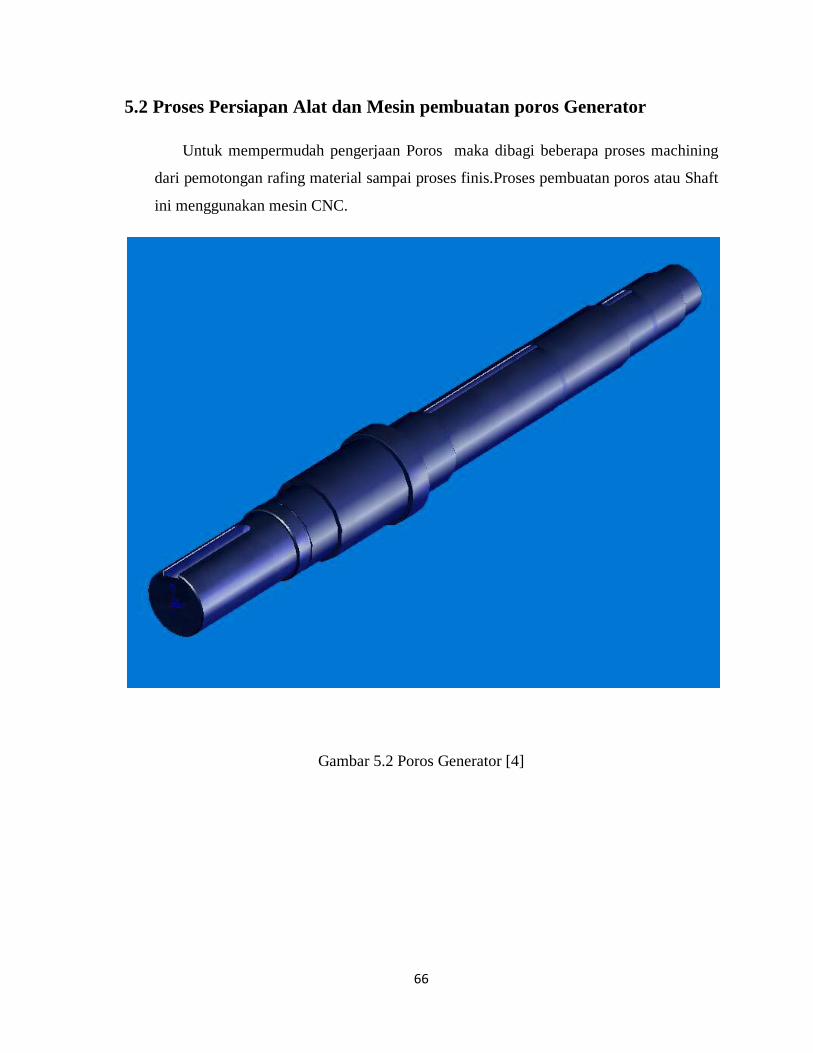
66
5.2 Proses Persiapan Alat dan Mesin pembuatan poros Generator
Untuk mempermudah pengerjaan Poros maka dibagi beberapa proses machining
dari pemotongan rafing material sampai proses finis.Proses pembuatan poros atau Shaft
ini menggunakan mesin CNC.
Gambar 5.2 Poros Generator [4]
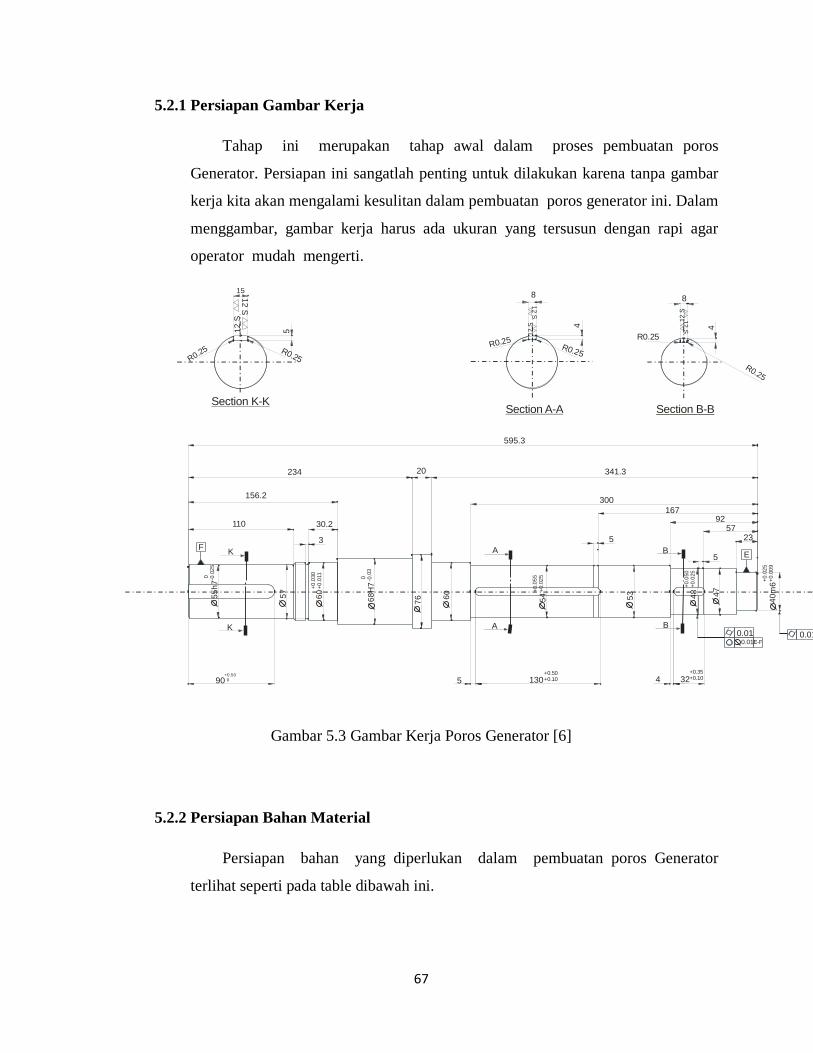
67
5.2.1 Persiapan Gambar Kerja
Tahap ini merupakan tahap awal dalam proses pembuatan poros
Generator. Persiapan ini sangatlah penting untuk dilakukan karena tanpa gambar
kerja kita akan mengalami kesulitan dalam pembuatan poros generator ini. Dalam
menggambar, gambar kerja harus ada ukuran yang tersusun dengan rapi agar
operator mudah mengerti.
Section K-K
15512
S
12 S
12 S
12 S
12 S
12 S
R0.25R0.25
R0.25R0.25
R0.25
R0.25
8
4
Section A-A Section B-B
4
8
595.3
341.320234
156.2
110 30.2
3F
55h7
0 -0.0
25
90+0.50 0
K A
K A
57 6 0+0
.030
+0.0
11
68H
7 0 -0.0
3
76 6 0
5 130+0.50+0.10
54+0
.055
+0.0
255
53
4 32+0.35+0.10
5B
B
48+0
.050
+0.0
25
47
0.010.01E-F
0.01
E
40m
6+0.0
25+0
.009
2357
92167
300
Gambar 5.3 Gambar Kerja Poros Generator [6]
5.2.2 Persiapan Bahan Material
Persiapan bahan yang diperlukan dalam pembuatan poros Generator
terlihat seperti pada table dibawah ini.
68
Tabel 5.1 Persiapan Bahan Material
NO NAMA BAHAN UKURAN
1 POROS GENERATOR S45C 80 X 596
5.2.3 Pengujian Bahan Material
Proses pengujian bahan sangat penting dilakukan karena akan
mempengarui proses selanjutnya. Proses pengujian bahan menggunakan sempel
bahan poros, berikut merupakan tahapan dari proses pengujian bahan yaitu :
a.Persiapan Alat
1. Mesin gerinda tangan
2. Mesin uji kekerasan vickers (Universal Hardness Tester)
3. Alat ukur (Jangka Sorong dan Kaca Pembesar Berskala)
4. Amplas kasar dan halus
5. Kaca pembesar berskala
b.Langkah Pengujian
1. Persiapan alat dan bahan untuk uji kekerasan vickers.
2. Pemotongan bahan menggunakan gergaji.
3. Bahan digerinda dan dikikir sampai rata pada bagian permukaannya.
4. Proses penghalusan bagian permukaannya dengan menggunakan amplas
kasar hingga amplas yang halus.
5. Lakukan pengujian bahan dengan Universal Hardness Tester sebanyak 3
kali atau 3 titik.
6. Ukur diagonal indentasi hasil pengujian dengan kaca pembesar berskala.
7. Lakukan perhitungan dari hasil pengukuran diagonal indentasi bahan
tersebut.
8. Bersihkan dan rapikan semua peralatan yang sudah digunakan.
c. Hasil Uji Bahan
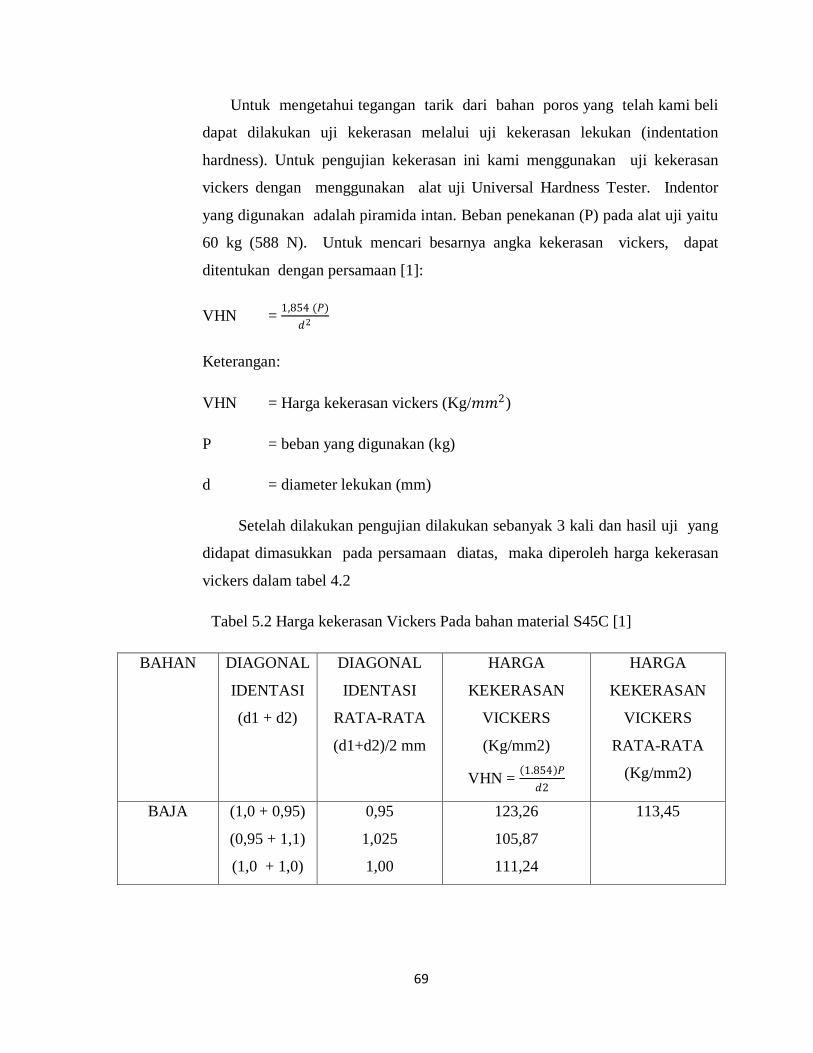
69
Untuk mengetahui tegangan tarik dari bahan poros yang telah kami beli
dapat dilakukan uji kekerasan melalui uji kekerasan lekukan (indentation
hardness). Untuk pengujian kekerasan ini kami menggunakan uji kekerasan
vickers dengan menggunakan alat uji Universal Hardness Tester. Indentor
yang digunakan adalah piramida intan. Beban penekanan (P) pada alat uji yaitu
60 kg (588 N). Untuk mencari besarnya angka kekerasan vickers, dapat
ditentukan dengan persamaan [1]:
VHN = 1,854 (𝑃𝑃)𝑑𝑑2
Keterangan:
VHN = Harga kekerasan vickers (Kg/𝑚𝑚𝑚𝑚2)
P = beban yang digunakan (kg)
d = diameter lekukan (mm)
Setelah dilakukan pengujian dilakukan sebanyak 3 kali dan hasil uji yang
didapat dimasukkan pada persamaan diatas, maka diperoleh harga kekerasan
vickers dalam tabel 4.2
Tabel 5.2 Harga kekerasan Vickers Pada bahan material S45C [1]
BAHAN DIAGONAL
IDENTASI
(d1 + d2)
DIAGONAL
IDENTASI
RATA-RATA
(d1+d2)/2 mm
HARGA
KEKERASAN
VICKERS
(Kg/mm2)
VHN = (1.854)𝑃𝑃𝑑𝑑2
HARGA
KEKERASAN
VICKERS
RATA-RATA
(Kg/mm2)
BAJA (1,0 + 0,95)
(0,95 + 1,1)
(1,0 + 1,0)
0,95
1,025
1,00
123,26
105,87
111,24
113,45
70
Dari rata-rata harga kekerasan Vickers yang telah didapat, penulis dapat
mengetahui jenis bahan serta kekuatan tarik bahan tersebut dapat menggunakan
persamaan dibawah ini:
ωjs = 0,345 x HB
Ket :
ωjs = dalam Mpa (N/mm²)
HB = dalam N/mm²
Diperoleh harga kekuatan tarik bahan poros tersebut sebagai berikut:
ωjs = 0,345 x HB, kg/mm²
ωjs = 0,345 x 107,78 (setelah dikonversikan ke Brinell)
= 37,18 Kg/mm2 ~ 64,36 N/mm²
Untuk tegangan kerja adalah [1] :
σ = 𝑃𝑃𝐴𝐴
σ = 60 𝐾𝐾𝑎𝑎3,14/4 𝑥𝑥 0,95𝑚𝑚𝑚𝑚 2
𝜎𝜎 = 84 Kg/𝑚𝑚𝑚𝑚2
5.2.4 Persiapan Alat dan Mesin
Dari proses pembuatan poros generator dibutuhkan beberapa alat dan mesin
serta kelengkapannya. Alat dan mesin yang digunakan haruslah sesuai dengan
pekerjaan yang akan dilakukan. Adapun alat dan mesin yang digunakan antara
lain :
a.Mesin Gergaji
b.Mesin Bubut CNC
71
c.Mesin Milling CNC
5.3 Proses Machining Pembuatan Poros Generator
5.3.1 Proses Pemotongan material
Setelah persyaratan pembuatan dipersiapkan, meliputi gambar
kerja,bahan, pengujian bahan dan peralatan alat mesin maka proses
pembuatandapat dimulai.Potong bahan Ø80 x 595.3 mm, menggunakan mesin
Gergaji.Pemotongan bahan ini harus diberi sedikit kelebihan dari ukuran benda
kerja yang sebenarnya, kira-kira 5 mm karena untuk pembubutan facing atau
peralatan bagian pemotongan. Perlu diingat bahwa dalam pemotongan bahan
ini jangan lupa untuk memberi pendingin pada bagian yang dipotong untuk
mengatasi panas yang lebih pada bahan dan mata gergaji agar tidak cepat
tumpul dan patah.
Gambar 5.4 Proses pemotongan material [4]
72
80
595.3
Gambar 5.5 Proses penyenteran material [6]
Dalam proses pemotongan material menggunakan mesin gergaji dan untuk
penyenteran menggunakan mesin drilling manual.
5.3.2 Proses Lathe 1
Nama Mesin : CNC LATHE MORI SEIKI
Type Mesin : CL 2000
NO. Mesin : CL201GA3358
76 68
H7
0 -0.0
3
30.2
3
60
+0
.03
0+
0.0
11
57
55
h7
0 -0.0
25
110
F
156.2
23420
C1.5
3 CHUCK PRESSURE
STOPPERCENTER
595.3
AB
CD E
Gambar 5.6 Proses Lathe I [6]
Program CNC Proses Lathe I
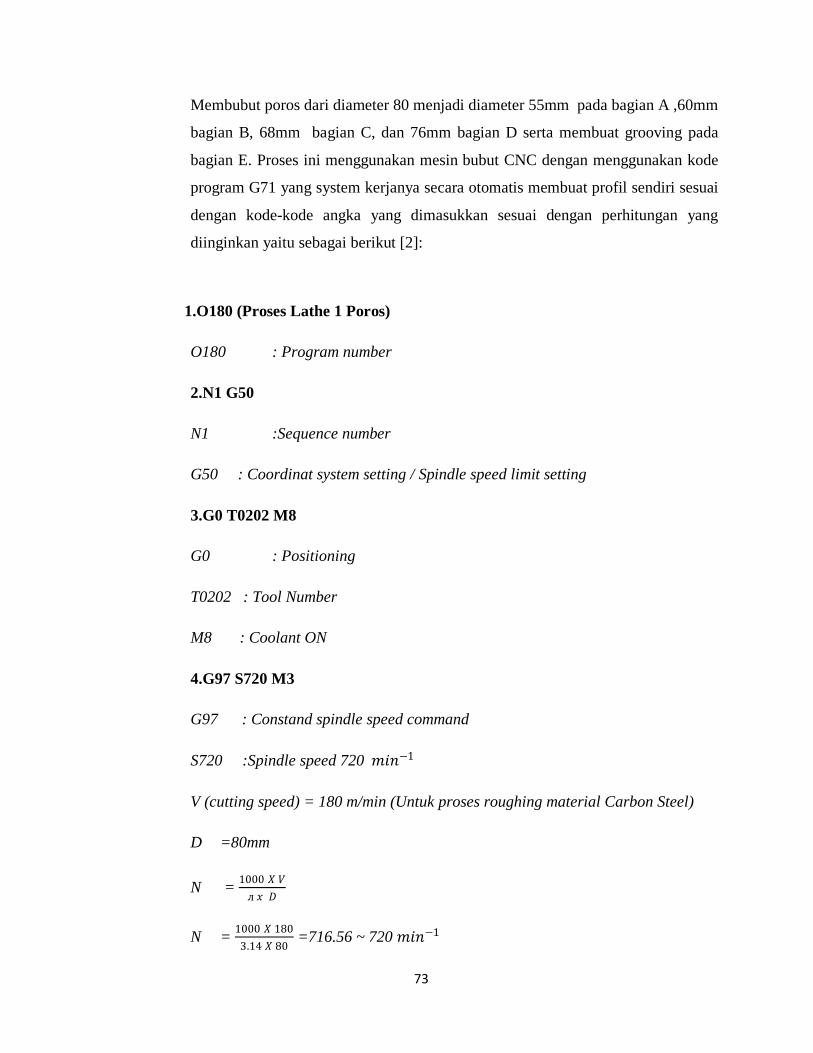
73
Membubut poros dari diameter 80 menjadi diameter 55mm pada bagian A ,60mm
bagian B, 68mm bagian C, dan 76mm bagian D serta membuat grooving pada
bagian E. Proses ini menggunakan mesin bubut CNC dengan menggunakan kode
program G71 yang system kerjanya secara otomatis membuat profil sendiri sesuai
dengan kode-kode angka yang dimasukkan sesuai dengan perhitungan yang
diinginkan yaitu sebagai berikut [2]:
1.O180 (Proses Lathe 1 Poros)
O180 : Program number
2.N1 G50
N1 :Sequence number
G50 : Coordinat system setting / Spindle speed limit setting
3.G0 T0202 M8
G0 : Positioning
T0202 : Tool Number
M8 : Coolant ON
4.G97 S720 M3
G97 : Constand spindle speed command
S720 :Spindle speed 720 𝑚𝑚𝑎𝑎𝑏𝑏−1
V (cutting speed) = 180 m/min (Untuk proses roughing material Carbon Steel)
D =80mm
N = 1000 𝑋𝑋 𝑉𝑉л 𝑥𝑥 𝐷𝐷
N = 1000 𝑋𝑋 1803.14 𝑋𝑋 80
=716.56 ~ 720 𝑚𝑚𝑎𝑎𝑏𝑏−1
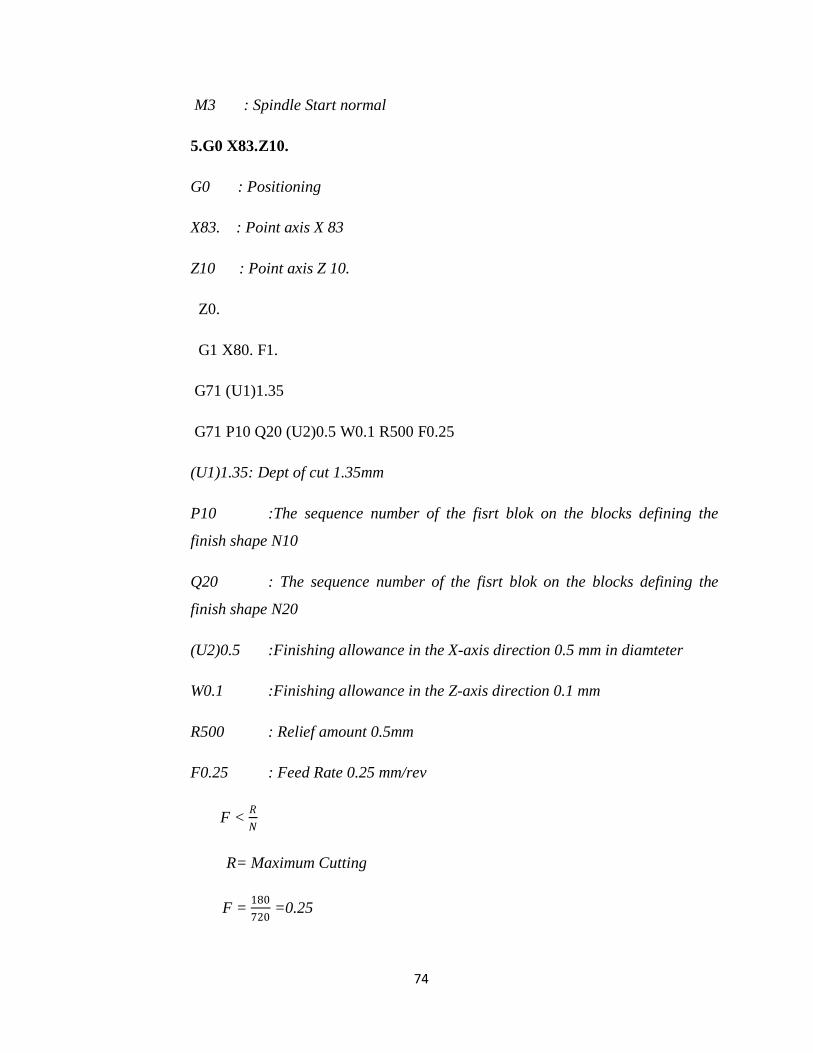
74
M3 : Spindle Start normal
5.G0 X83.Z10.
G0 : Positioning
X83. : Point axis X 83
Z10 : Point axis Z 10.
Z0.
G1 X80. F1.
G71 (U1)1.35
G71 P10 Q20 (U2)0.5 W0.1 R500 F0.25
(U1)1.35: Dept of cut 1.35mm
P10 :The sequence number of the fisrt blok on the blocks defining the
finish shape N10
Q20 : The sequence number of the fisrt blok on the blocks defining the
finish shape N20
(U2)0.5 :Finishing allowance in the X-axis direction 0.5 mm in diamteter
W0.1 :Finishing allowance in the Z-axis direction 0.1 mm
R500 : Relief amount 0.5mm
F0.25 : Feed Rate 0.25 mm/rev
F < 𝑅𝑅𝑁𝑁
R= Maximum Cutting
F = 180720
=0.25
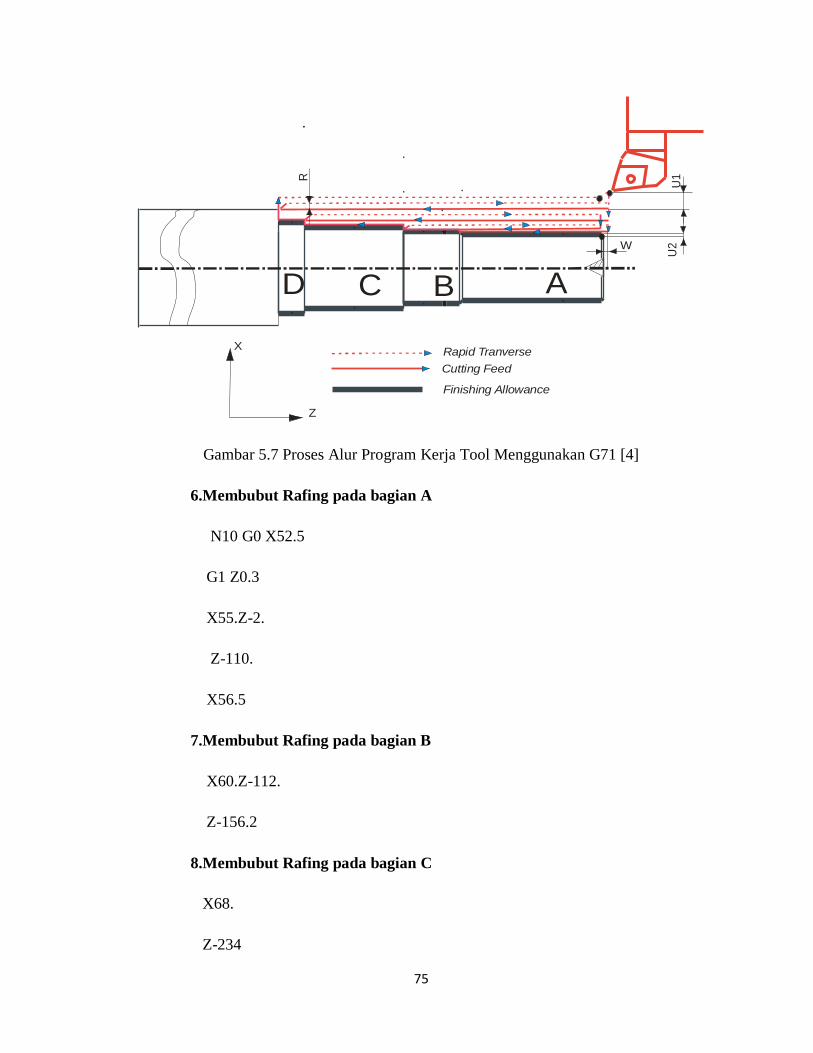
75
U1
U2W
R
X
Z
Rapid TranverseCutting Feed
Finishing Allowance
ABCD
Gambar 5.7 Proses Alur Program Kerja Tool Menggunakan G71 [4]
6.Membubut Rafing pada bagian A
N10 G0 X52.5
G1 Z0.3
X55.Z-2.
Z-110.
X56.5
7.Membubut Rafing pada bagian B
X60.Z-112.
Z-156.2
8.Membubut Rafing pada bagian C
X68.
Z-234

76
9.Membubut Rafing pada bagian D
X76.
Z-255.5
N20 G1 X80. Z-260.
G0 X300.Z2.
10.T0200
11.M1
CENTER
3 CHUCK PRESSURE
STOPPER
X 5
2.5
Z0.3Z-2.
X55
.
Z-110.Z-112.
X60
.
Z-156.2
X68
.
Z-234Z-255.
X76
.
Titik point
ABCD
Gambar 5.8 Titik Point Program Lathe 1 [4]
12.N2 G50
13.G0 T1212 M8
14.G97 S1750 M3
15.G0 Z2.
77
16.X60. M8
17.Membubut finish pada bagian A
G1 X51.575 F1.
Z0.5 F.15
X52.875 Z-0.115 F.15
X54.80 Z-2.2
X55.1 Z-2.8
X56. Z1. F2.
X55.003
X54.975 Z-110. F.15
X56.
X59.85 Z-112.
Z-124. F.2
18.Membubut Finish pada bagian bagian B
X60.030 F.1
X60.030 Z-156.2
X66.5
19.Membubut finish pada bagian C
X67.980 Z-157.
X67.980 Z-234.F.15
X74.5
78
20.Membubut Finish pada bagian D
X76. Z-234.75
Z-225.2 F.3
G0 X300. Z2.
21.T1200
22.M1
23.Membuat Grooving pada bagian E
N3 G50
G0 T0101 M8
G97 S500 M3
G0 Z-126.
X65.
X61. F1.
G75 R1.
G75 X57. P200 F.05
G75 : Call the O.D /I.D grooving cycle or OD Cut-off cycle .
R1 :Return amount in intermitten feed 1.0
X57 : Bottom of cutting in the X – Axis direction
P200 : Infeed amount per intermittent infeed operation in the X-axis
direction 0.2mm
F0.05 : Feedrate 0.05 mm/rev
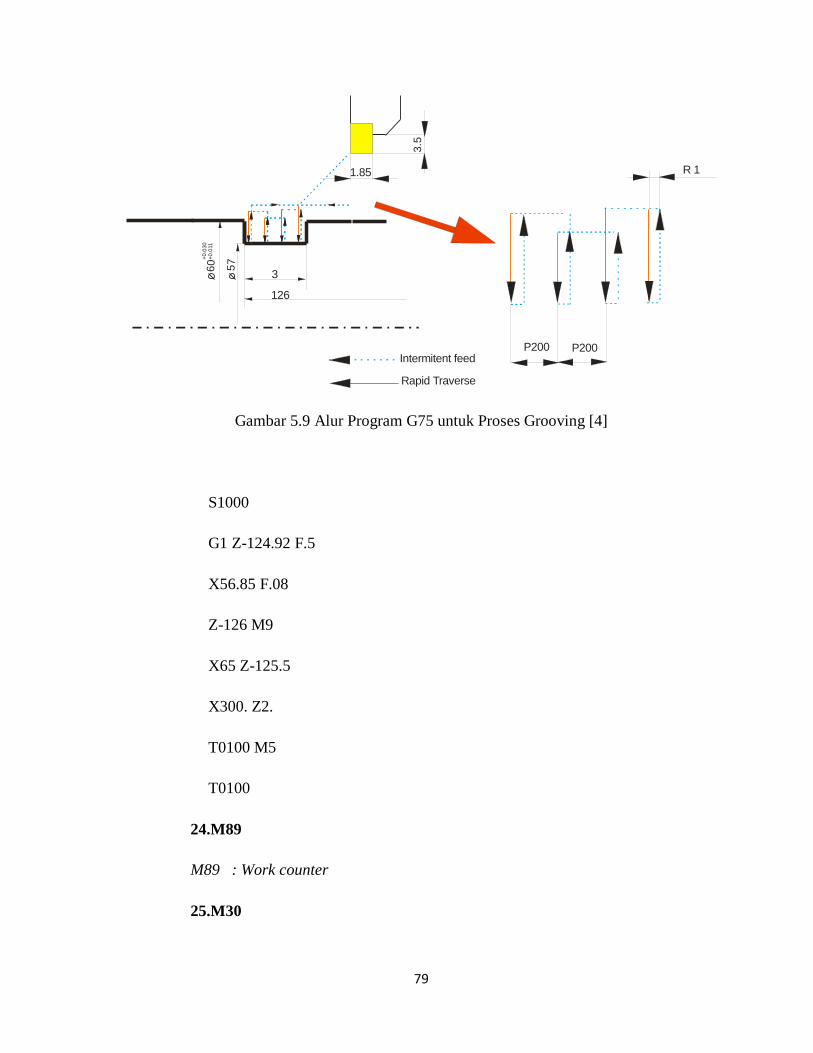
79
360+0
. 030
+0.0
11
57
1.85
3.5
126
P200 P200
R 1
Intermitent feed
Rapid Traverse
Gambar 5.9 Alur Program G75 untuk Proses Grooving [4]
S1000
G1 Z-124.92 F.5
X56.85 F.08
Z-126 M9
X65 Z-125.5
X300. Z2.
T0100 M5
T0100
24.M89
M89 : Work counter
25.M30
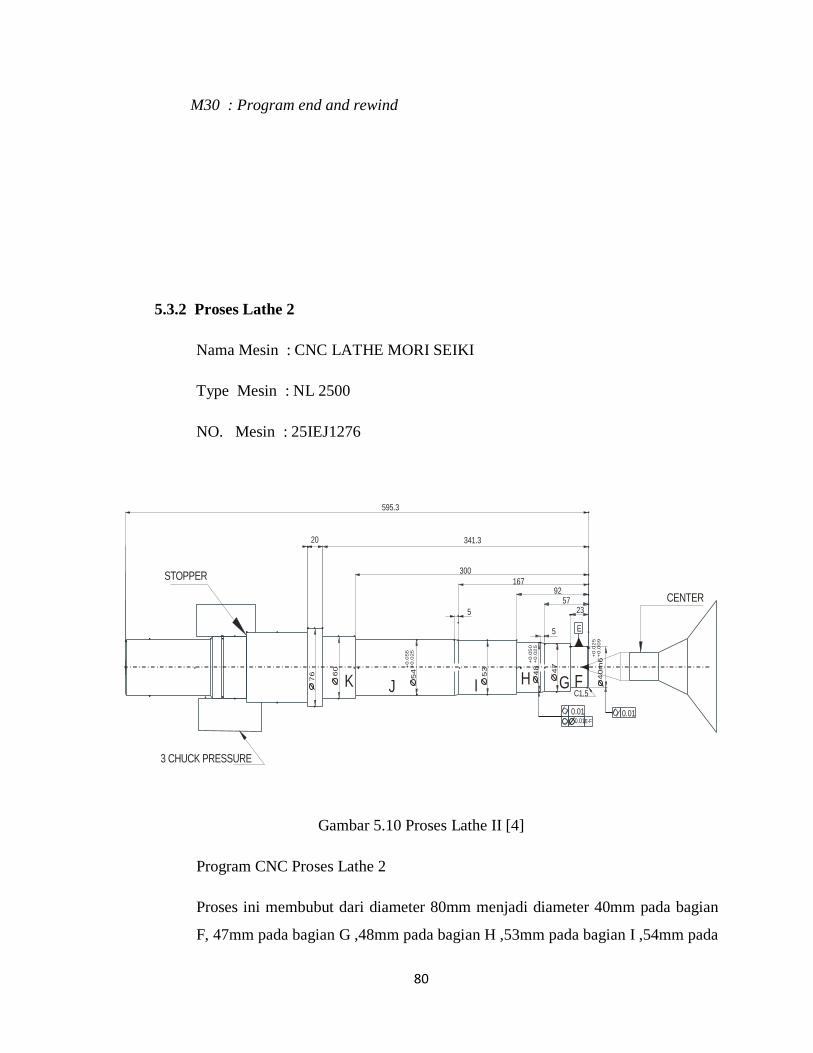
80
M30 : Program end and rewind
5.3.2 Proses Lathe 2
Nama Mesin : CNC LATHE MORI SEIKI
Type Mesin : NL 2500
NO. Mesin : 25IEJ1276
595.3
341.320
76 6
0
54
+0
.055
+0
.025
5
53
5
48
+0.
050
+0.
025
47
0.010.01E-F
0.01
E
40m
6+
0.0
25
+0
.00
9
2357
92167
300
C1.5
CENTER
3 CHUCK PRESSURE
STOPPER
FGHJ IK
Gambar 5.10 Proses Lathe II [4]
Program CNC Proses Lathe 2
Proses ini membubut dari diameter 80mm menjadi diameter 40mm pada bagian
F, 47mm pada bagian G ,48mm pada bagian H ,53mm pada bagian I ,54mm pada
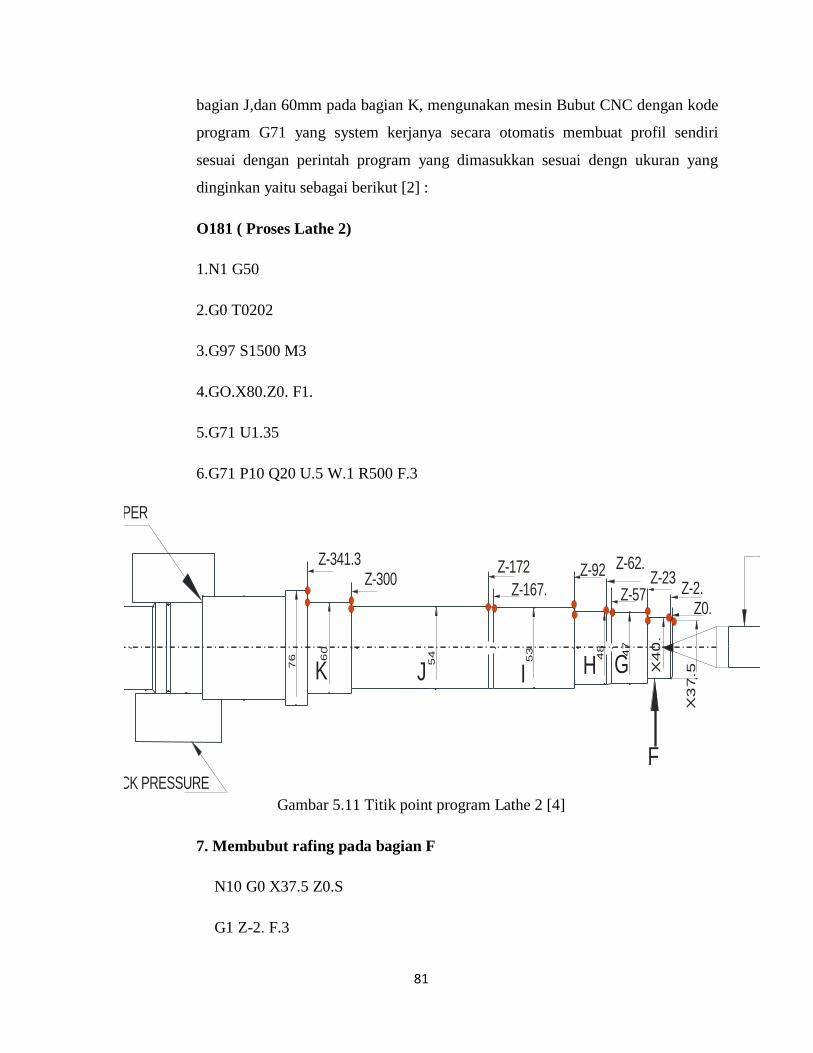
81
bagian J,dan 60mm pada bagian K, mengunakan mesin Bubut CNC dengan kode
program G71 yang system kerjanya secara otomatis membuat profil sendiri
sesuai dengan perintah program yang dimasukkan sesuai dengn ukuran yang
dinginkan yaitu sebagai berikut [2] :
O181 ( Proses Lathe 2)
1.N1 G50
2.G0 T0202
3.G97 S1500 M3
4.GO.X80.Z0. F1.
5.G71 U1.35
6.G71 P10 Q20 U.5 W.1 R500 F.3
76 6
0
54 53 48 47
CK PRESSURE
PER
X3
7.5
Z0.Z-2.
X4
0.
Z-23Z-57
Z-62.Z-92Z-167.
Z-172Z-300
Z-341.3
F
GHIJK
Gambar 5.11 Titik point program Lathe 2 [4]
7. Membubut rafing pada bagian F
N10 G0 X37.5 Z0.S
G1 Z-2. F.3
82
G0 X40. Z-2.3
Z-23
8. Membubut rafing pada bagian G
X47.
Z-57.
9. Membubut rafing pada bagian H
X48.Z-62.
Z-92
10. Membubut rafing pada bagian I
X53.
Z-167.
11.Membubut rafing pada bagian J
X54. Z-172.
Z-300.
12.Membubut rafing pada bagian K
X60.
Z-341.3
X80.
N20 G0 X80.
13.G0 X250. Z2.
14.T0200
83
15.M1
16.N2 G50
17.G0 T1212 M8
18.G97 S2000 M3
19.G0 Z2.
20.X55.
21.Membubut finish pada bagian F
GI X37.5 F1.
Z2. F.1
X40.028 Z-2.3
X40.040 Z-22.4
G2 X41.2 Z-23. R0.6
G1 X45.5
22.Membubut finish pada bagian G
X47.0 Z-23.75
Z-57. F.2
23.Membubut finish pada bagian H
X48.050 Z-62.
X48.050 Z-92.
X47.5 F.1
X51.5
84
24. Membubut finish pada bagian I
X52.95 Z-92.75
Z-167. F.17
25. Membubut finish pada bagian J
X54.050 Z-172
X54.050 Z-300. F.2
X53.5 F.1
X58.5
26. Membubut finish pada bagian K
X60.Z-300.75
Z-341.2 F.17
X77. Z-341. F1.S
X76.5 Z-343.
X75.8 Z-342.F.1
X74.5 Z-341.3
X59.8 F.15
27.G0 X300. Z2. M9
28.T1200
29.M89
30.M30
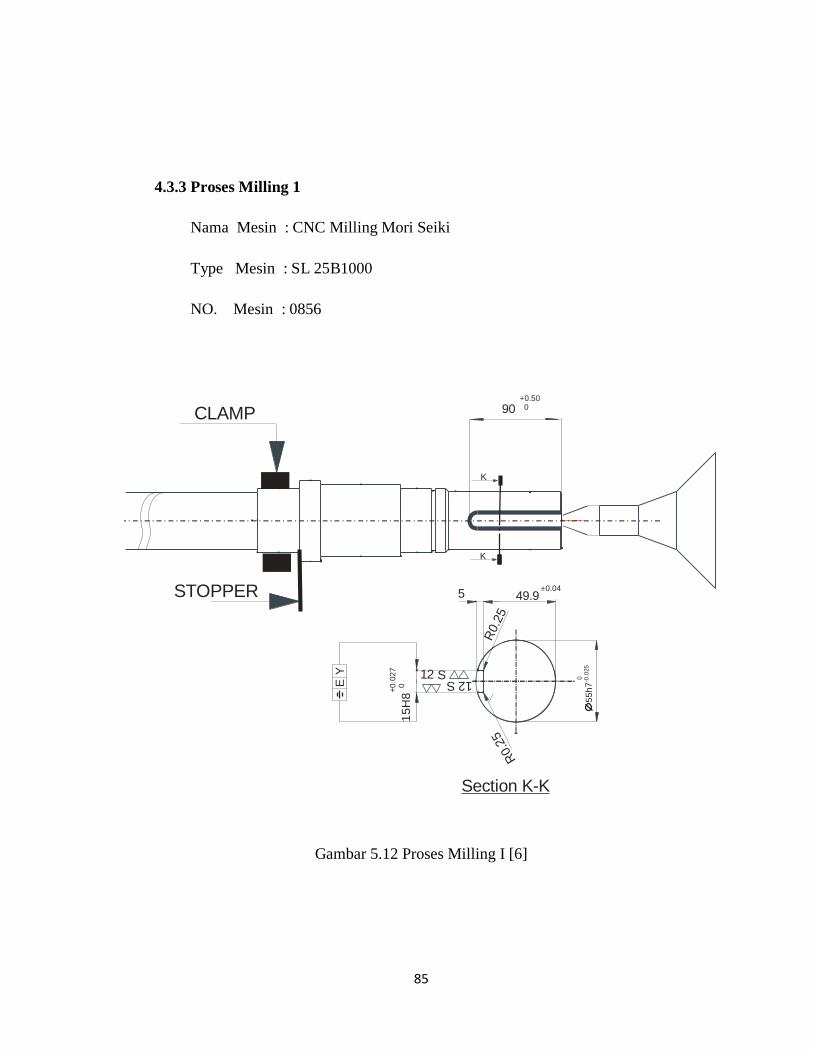
85
4.3.3 Proses Milling 1
Nama Mesin : CNC Milling Mori Seiki
Type Mesin : SL 25B1000
NO. Mesin : 0856
K
K
90+0.50 0
Section K-K
12 S12 S
R0.2
5R0
.25
5 49.9+0.04
55h7
0 -0.0
25
EY
15H
8+0.0
27 0
STOPPER
CLAMP
Gambar 5.12 Proses Milling I [6]
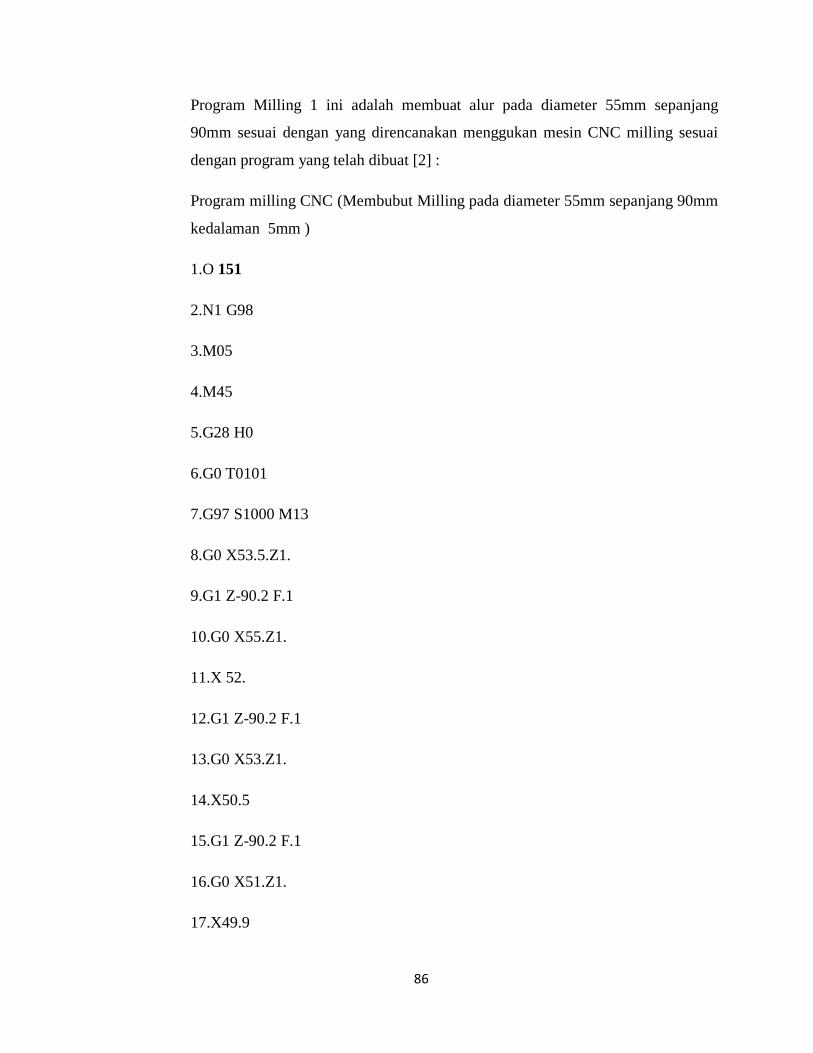
86
Program Milling 1 ini adalah membuat alur pada diameter 55mm sepanjang
90mm sesuai dengan yang direncanakan menggukan mesin CNC milling sesuai
dengan program yang telah dibuat [2] :
Program milling CNC (Membubut Milling pada diameter 55mm sepanjang 90mm
kedalaman 5mm )
1.O 151
2.N1 G98
3.M05
4.M45
5.G28 H0
6.G0 T0101
7.G97 S1000 M13
8.G0 X53.5.Z1.
9.G1 Z-90.2 F.1
10.G0 X55.Z1.
11.X 52.
12.G1 Z-90.2 F.1
13.G0 X53.Z1.
14.X50.5
15.G1 Z-90.2 F.1
16.G0 X51.Z1.
17.X49.9
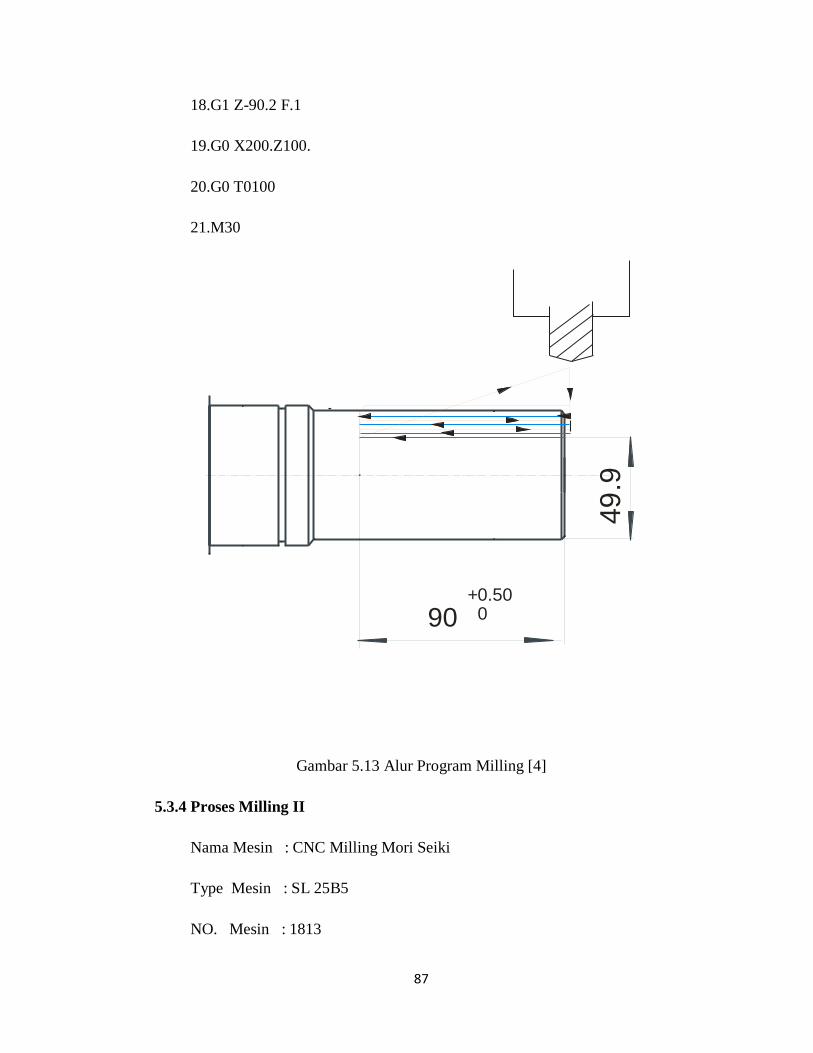
87
18.G1 Z-90.2 F.1
19.G0 X200.Z100.
20.G0 T0100
21.M30
90+0.50 0
49.9
Gambar 5.13 Alur Program Milling [4]
5.3.4 Proses Milling II
Nama Mesin : CNC Milling Mori Seiki
Type Mesin : SL 25B5
NO. Mesin : 1813
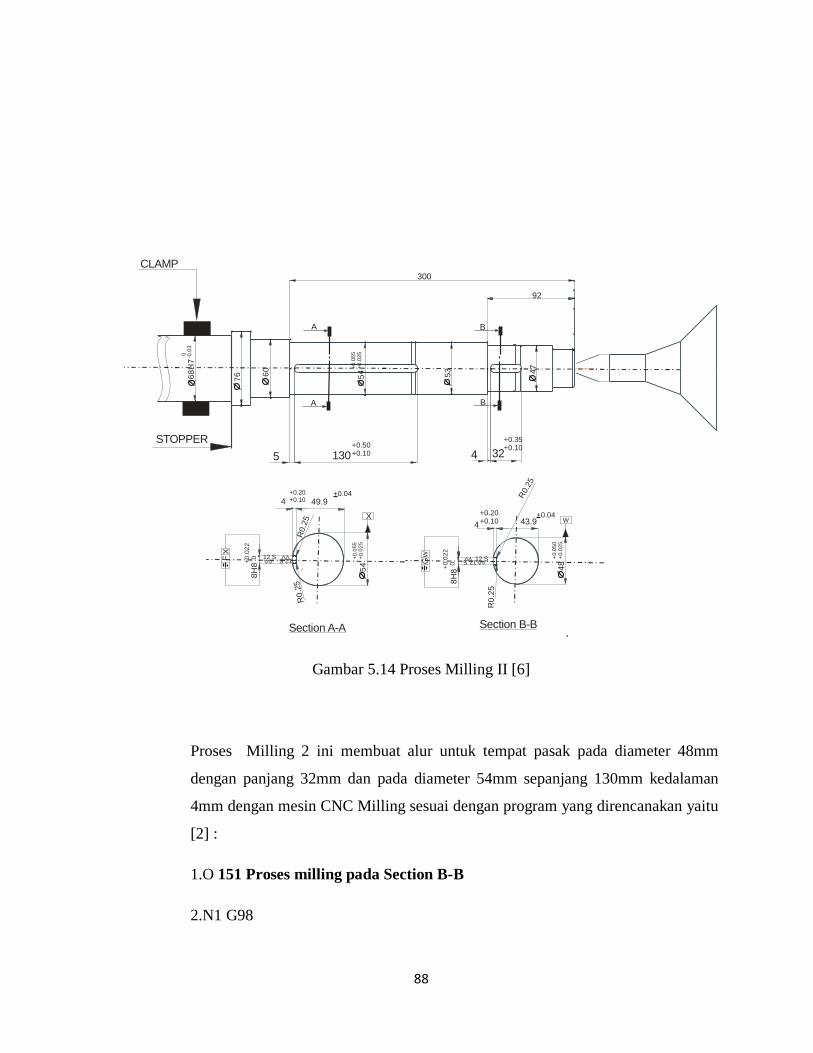
88
12 S12 S 12 S12 S
R0.
25R0
.25
R0.2
5
R0.
25
8H8
8H8
Section A-A Section B-B
A
A
68H
7 0 -0.0
3
76 60 54+0
.055
+0.0
25
53
B
B
47
92
300
5 130+0.50+0.10 4 32
+0.35+0.10
4+0.20+0.10 49.9
+0.04
+0.04
+0.0
55+0
.025
54
F G
X W
+0.0
22 0
+0.0
22 0
X4
+0.20+0.10 43.9
48+0
.050
+0.0
25
W
STOPPER
CLAMP
Gambar 5.14 Proses Milling II [6]
Proses Milling 2 ini membuat alur untuk tempat pasak pada diameter 48mm
dengan panjang 32mm dan pada diameter 54mm sepanjang 130mm kedalaman
4mm dengan mesin CNC Milling sesuai dengan program yang direncanakan yaitu
[2] :
1.O 151 Proses milling pada Section B-B
2.N1 G98
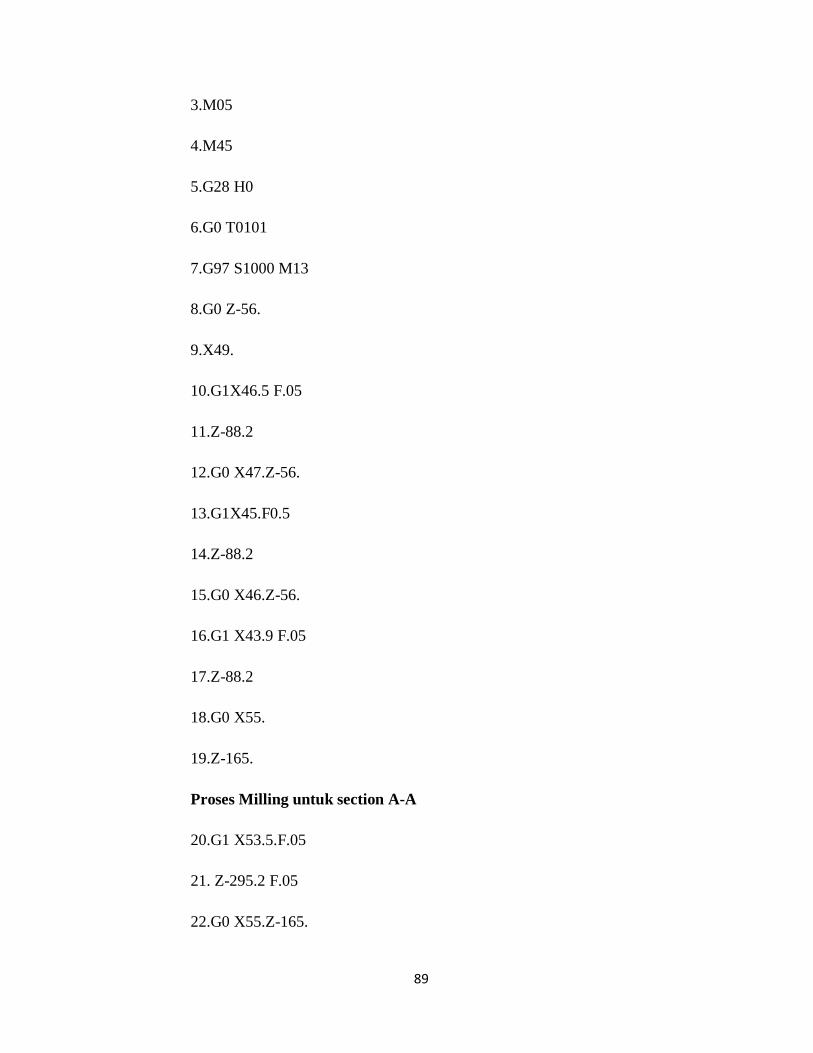
89
3.M05
4.M45
5.G28 H0
6.G0 T0101
7.G97 S1000 M13
8.G0 Z-56.
9.X49.
10.G1X46.5 F.05
11.Z-88.2
12.G0 X47.Z-56.
13.G1X45.F0.5
14.Z-88.2
15.G0 X46.Z-56.
16.G1 X43.9 F.05
17.Z-88.2
18.G0 X55.
19.Z-165.
Proses Milling untuk section A-A
20.G1 X53.5.F.05
21. Z-295.2 F.05
22.G0 X55.Z-165.
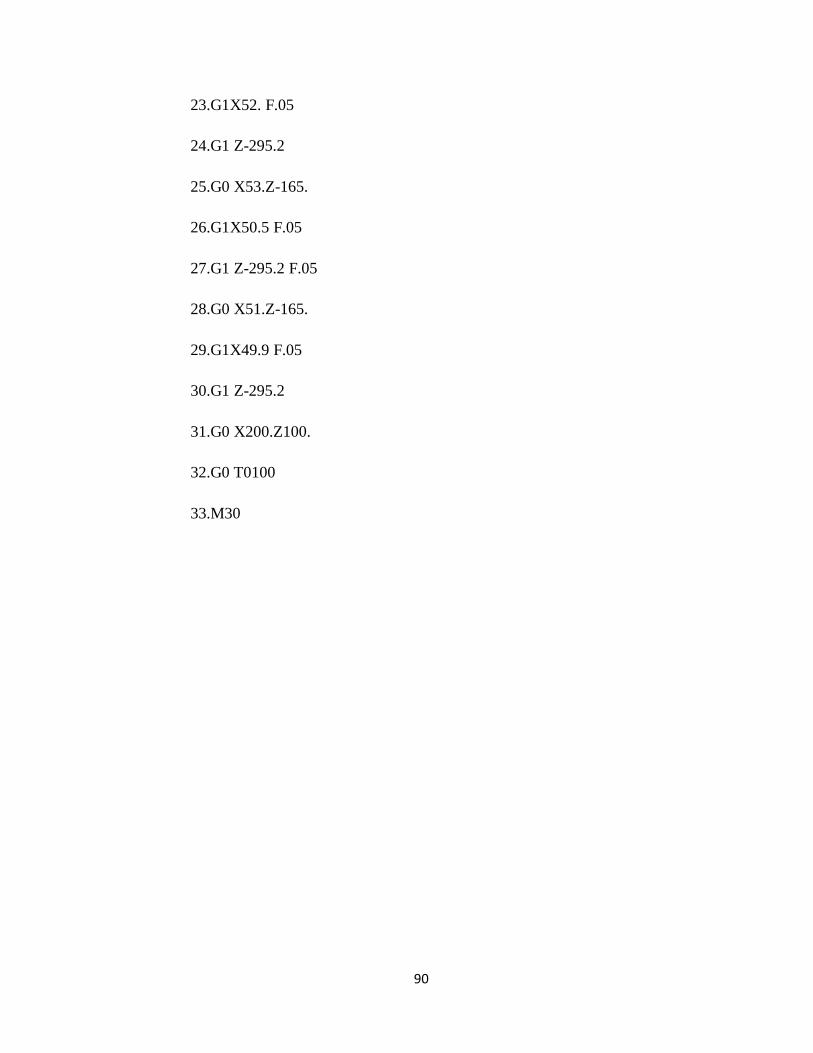
90
23.G1X52. F.05
24.G1 Z-295.2
25.G0 X53.Z-165.
26.G1X50.5 F.05
27.G1 Z-295.2 F.05
28.G0 X51.Z-165.
29.G1X49.9 F.05
30.G1 Z-295.2
31.G0 X200.Z100.
32.G0 T0100
33.M30
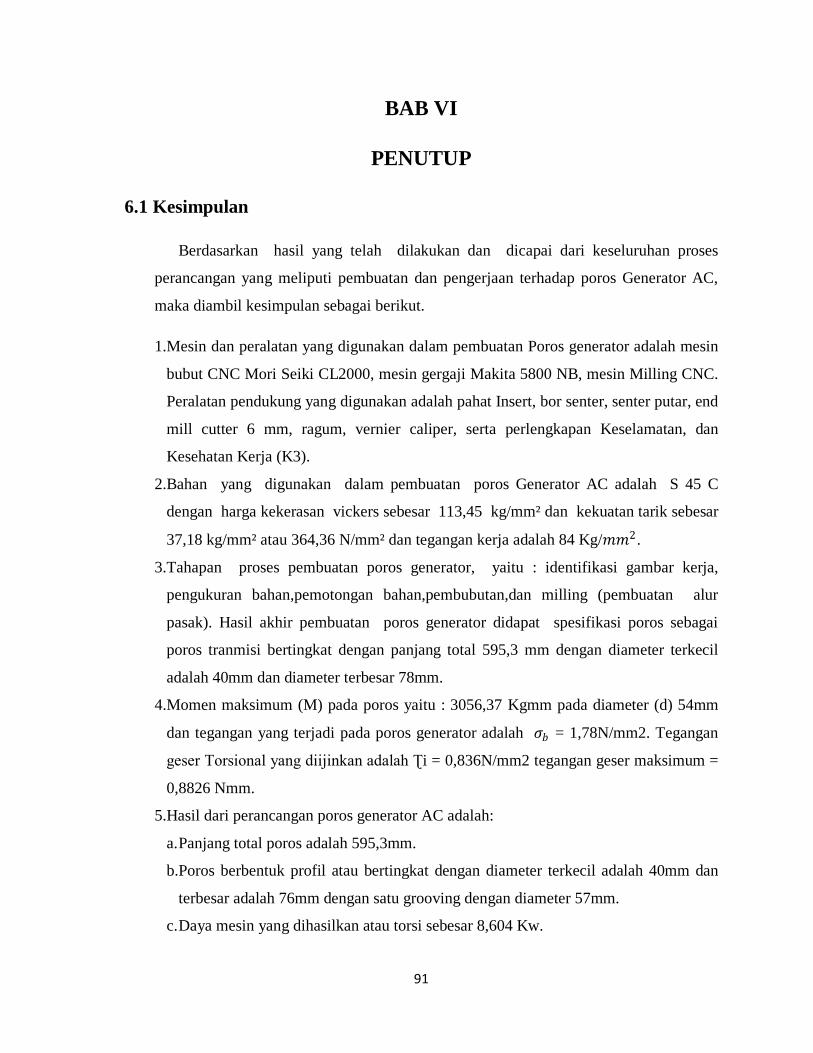
91
BAB VI
PENUTUP
6.1 Kesimpulan
Berdasarkan hasil yang telah dilakukan dan dicapai dari keseluruhan proses
perancangan yang meliputi pembuatan dan pengerjaan terhadap poros Generator AC,
maka diambil kesimpulan sebagai berikut.
1.Mesin dan peralatan yang digunakan dalam pembuatan Poros generator adalah mesin
bubut CNC Mori Seiki CL2000, mesin gergaji Makita 5800 NB, mesin Milling CNC.
Peralatan pendukung yang digunakan adalah pahat Insert, bor senter, senter putar, end
mill cutter 6 mm, ragum, vernier caliper, serta perlengkapan Keselamatan, dan
Kesehatan Kerja (K3).
2.Bahan yang digunakan dalam pembuatan poros Generator AC adalah S 45 C
dengan harga kekerasan vickers sebesar 113,45 kg/mm² dan kekuatan tarik sebesar
37,18 kg/mm² atau 364,36 N/mm² dan tegangan kerja adalah 84 Kg/𝑚𝑚𝑚𝑚2.
3.Tahapan proses pembuatan poros generator, yaitu : identifikasi gambar kerja,
pengukuran bahan,pemotongan bahan,pembubutan,dan milling (pembuatan alur
pasak). Hasil akhir pembuatan poros generator didapat spesifikasi poros sebagai
poros tranmisi bertingkat dengan panjang total 595,3 mm dengan diameter terkecil
adalah 40mm dan diameter terbesar 78mm.
4.Momen maksimum (M) pada poros yaitu : 3056,37 Kgmm pada diameter (d) 54mm
dan tegangan yang terjadi pada poros generator adalah 𝜎𝜎𝑏𝑏 = 1,78N/mm2. Tegangan
geser Torsional yang diijinkan adalah Ʈi = 0,836N/mm2 tegangan geser maksimum =
0,8826 Nmm.
5.Hasil dari perancangan poros generator AC adalah:
a. Panjang total poros adalah 595,3mm.
b.Poros berbentuk profil atau bertingkat dengan diameter terkecil adalah 40mm dan
terbesar adalah 76mm dengan satu grooving dengan diameter 57mm.
c. Daya mesin yang dihasilkan atau torsi sebesar 8,604 Kw.
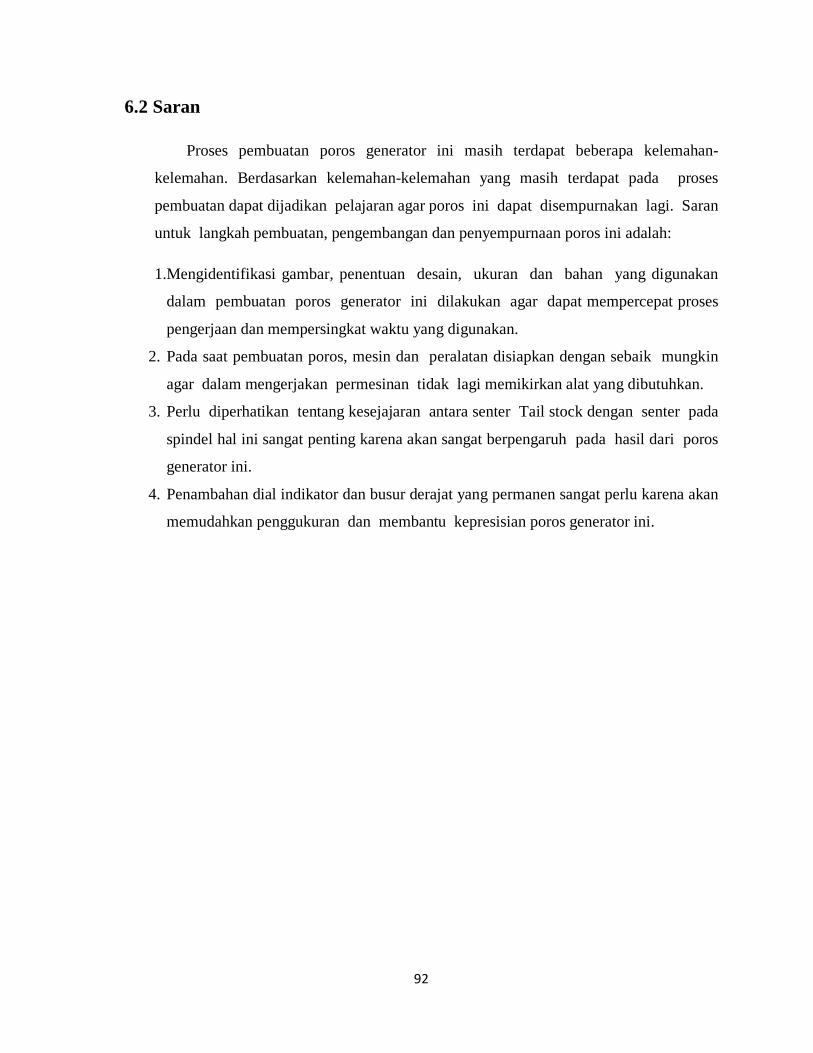
92
6.2 Saran
Proses pembuatan poros generator ini masih terdapat beberapa kelemahan-
kelemahan. Berdasarkan kelemahan-kelemahan yang masih terdapat pada proses
pembuatan dapat dijadikan pelajaran agar poros ini dapat disempurnakan lagi. Saran
untuk langkah pembuatan, pengembangan dan penyempurnaan poros ini adalah:
1.Mengidentifikasi gambar, penentuan desain, ukuran dan bahan yang digunakan
dalam pembuatan poros generator ini dilakukan agar dapat mempercepat proses
pengerjaan dan mempersingkat waktu yang digunakan.
2. Pada saat pembuatan poros, mesin dan peralatan disiapkan dengan sebaik mungkin
agar dalam mengerjakan permesinan tidak lagi memikirkan alat yang dibutuhkan.
3. Perlu diperhatikan tentang kesejajaran antara senter Tail stock dengan senter pada
spindel hal ini sangat penting karena akan sangat berpengaruh pada hasil dari poros
generator ini.
4. Penambahan dial indikator dan busur derajat yang permanen sangat perlu karena akan
memudahkan penggukuran dan membantu kepresisian poros generator ini.
93
DAFTAR PUSTAKA
[1] Budiman, A., dan Priambodo, B. (1999). Elemen Mesin Jilid 1 (G. Niemann.
Terjemahan). Jakarta: Erlangga.
[2] Mori Seiki CL2000(2005).Programming Manual.Jakarta : PT Morita Tjokro
Gearindo.
[3] Fakultas Teknik. (2012). Pedoman Proyek Akhir D3. Universitas Negeri
Yogyakarta.
[4] Juhana, Ohan, dan Suratman, M. (2000). Menggambar Teknik Mesin dengan
Standar ISO. Bandung: Pustaka Grafika.
[5] Ramdani, M. (2007). Generator Listrik (Pengantar Teknik Elektro).
Bandung:Institut Teknologi Telkom
[6] Sato, G. T., dan Hartanto, N. S. (2000). Menggambar Mesin Menurut Standar
ISO. Jakarta: Pradnya Paramita.

94





























