Embed Size (px)
Citation preview

2
La Solución parala Máquina Herramienta
FAGOR AUTOMATION lleva más de 25 años desarrollandoSistemas de Automatización y Control para máquinaherramienta y fabricando Controles Numéricos,Reguladores, Motores y Sistemas de captación.
La facilidad de manejo de sus Controles Numéricos y lasencillez de programación se traduce en un considerableahorro de tiempo tanto en el aprendizaje como en laprogramación y mecanización diaria.
En el CNC 8070 se puede seleccionar, en cada modo detrabajo, la página de información que más interese o inclusopersonalizar una nueva con aquellos datos que se necesitan.
Durante la ejecución de un programa pieza se permiteprogramar otra pieza, así como simularla gráficamente.Incorpora ciclos para calibración de herramientas,medición de piezas, mecanizados de fresado (cajeras
prevaciadas, cajeras con islas, etc.) y torneado (eje C, ejeY, etc.). Su arquitectura abierta facilita la integración deciclos propios del fabricante.
El control de posición, velocidad, aceleraciones y colisionesevitan mecanizados indeseados y ayudan a conseguirunos acabados inmejorables, obteniendo el máximorendimiento de la máquina.
Las funciones de Inspección de herramienta y búsquedade bloque facilitan la labor del operario tras una interrupcióndel programa, o después de un error en la ejecución, paracomprobar o sustituir la herramienta.
El Simulador FAGOR CNC 8070 permite editar y simularel programa alejado del ruido y distracciones de la plantade fabricación y posteriormente transmitir dicho programaal CNC para su ejecución.
Configuracióndel Sistema
Interface digital Sercos
Gestión de cinemáticas
Almacén de herramientas
Ciclos de medición
Reglaje Láser de herramientas
Captación incremental o absoluta
Módulos remotos
Motores de cabezal
Motores de ejes

3
Control numérico de última generación
El CNC FAGOR 8070 es un control numérico de últimageneración que ofrece prestaciones de alta tecnologíacon la máxima flexibilidad de manejo. Este potente CNCha sido diseñado combinando la experiencia y tecnologíade FAGOR con los estándares mundiales de PC.Puede controlar hasta 28 ejes ( interpoladossimultáneamente), 4 cabezales, 4 almacenes deherramientas y 4 canales de ejecución.
MonitorMonitor con pantalla TFT de 10,4 ó 15 pulgadas.
TecladoDispone de teclas con símbolos de fácil comprensión,teclas para acceso rápido a los modos de trabajo yteclas de libre disposición para configurarlas según lasnecesidades de la máquina.
Modo automático.
Modo manual.
Modo edición - simulación.
Modo MDI.
Tablas de usuario, orígenes y garras.
Tabla de herramientas y de almacenes.
Modo utilidades.
Acceso a aplicaciones.
Teclas de Acceso Rápido
Simulador sobre PC
Ethernet
Control Numérico
Volantes

4
CNC 8070 M
Para Fresadoras yCentros de Mecanizado
El CNC FAGOR 8070 es idóneo para controlar todo tipo deFresadoras y Centros de Mecanizado, tanto horizontalescomo verticales.
Está especialmente diseñado para mecanizar contornos dealta precisión con un tiempo de proceso de bloque inferior a1 ms. Su control de aceleración suaviza los cambios detrayectoria, hace que sufra menos la mecánica y alarga lavida de los componentes de la máquina.
Dispone de filtros que eliminan las oscilaciones debidas a lasfrecuencias propias de la máquina, evitando que afectennegativamente al mecanizado y reduciendo el estrés delsistema mecánico.
Su análisis anticipado de la trayectoria permite optimizar elavance de los ejes y conseguir un desplazamiento mássuave y continuo de los ejes de la máquina.

5
La conexión, vía Ethernet, ayuda a mejorar el Proceso deProducción transmitiendo los programas pieza, previamenteelaborados en la oficina Técnica, al CNC para su ejecución.También permite consultar los tiempos de mecanizado paracálculo de estadísticas, tiempos muertos, tiempo de mecanizado,utilización de cada una de las herramientas, etc.
Mejora del Proceso Productivo
Mecanizado a Alta Velocidad
Los algoritmos de alta velocidad permiten optimizar elmecanizado consiguiendo velocidades de corte superiores,contornos más suaves, mejor calidad superficial y mayorprecisión, reproduciendo fielmente la superficie programada.
El uso combinado de splines y transiciones polinómicas adaptael contorno programado, mediante trayectorias rectas, a unacurva que pasa por todos los puntos programados.
E l CNC t raba ja conresolución nanométrica:Para conseguir acabadosóptimos se aconseja definirlas cotas en el CAD-CAMcon la mayor resoluciónposible.
Se pueden editar programas nuevos o modificar los programas existentes siguiendo los formatos de programación ISO y Altonivel FAGOR, con la ayuda de un editor de perfiles, de un editor de ciclos fijos o mediante la programación Teach-in.
Admite programas de mecanizado elaborados en un CNC FAGOR 8040, 8050 y 8055, no siendo necesario volver a programardichas piezas para el CNC 8070. También es posible modificar dichos programas en el propio CNC 8070, manteniendo elformato de programación original, y poder utilizarlos en otras máquinas del taller que están equipadas con controles numéricosFAGOR 8040, 8050 y 8055.
Compatibilidad hacia atrás
Para aquellos que trabajan con Autocad el CNC 8070 convierte directamentelos ficheros 2D generados en formato DXF para poder ser utilizados posteriormentecomo perfiles o como parte de un programa pieza.
Si el programa de mecanizado se genera en CAM, partiendo del dibujocorrespondiente a la pieza, se aconseja utilizar un posprocesador para convertirel fichero a formato Fagor. El CNC interpreta los ficheros de trayectoria resultantesy los ejecuta directamente.
Trabajo con CAD CAM
La simulación permite comprobar programas mostrando la representación gráficacorrespondiente a su ejecución. También se realiza una estimación del tiempototal de ejecución y del tiempo de mecanizado de cada una de las herramientas.
Posibilidad de estimar la producción
La edición y simulación se puede realizar incluso durante la ejecución de otroprograma evitando tiempos de espera entre pieza y pieza. También se puedesimular un ciclo fijo antes de insertarlo en el programa.
Edición / Simulación en background

6
CNC 8070 MPara Fresadoras y Centros de Mecanizado
Se permite realizar mecanizados en planos inclinados sinnecesidad de soltar y calzar la pieza. Una vez orientadala herramienta, manual o automáticamente, basta condefinir el plano inclinado y efectuar todo tipo demecanizados, cajeras, giros, etc.
A partir de este momento el mecanizado se programasegún el nuevo plano inclinado (X, Y) y la herramienta sobreel eje (Z) perpendicular al mismo.
Mecanizados en planosinclinados
La función RTCP (Rotation Tool Center Point) mejora elacabado de la pieza haciendo que la punta de la herramientasiga el perfil programado independientemente de la longitudy orientación de la herramienta.
Cuando se trabaja con RTCP y se cambia la orientaciónde la herramienta el CNC mueve los ejes X, Y, Z paramantener la posición de la punta de la herramienta sobrela pieza.
Con RTCP es posible mecanizar un perfil manteniendo,en todo momento, la herramienta perpendicular a latrayectoria.
Mecanizado en 5 ejes (RTCP)
Gestión de cinemáticas
Es posible definir varias cinemáticas para adaptarse a lasnecesidades de la máquina.
Admite cinemáticas paralelas, cabezales esféricos,ortogonales y angulares, mesas giratorias y la combinaciónde cabezales basculantes y mesas giratorias.
También admite cinemáticas específicas, que utilizandeterminadas máquinas, y dispone de herramientasapropiadas para una fácil definición de las mismas.

7
Se puede gestionar cualquier tipo de almacén: tipo torreta,síncrono sin o con brazo cambiador (1 ó 2 pinzas) yasíncrono. Atendiendo a cómo se guardan las herramientasen el almacén se controlan almacenes en que laherramienta ocupa cualquier posición (random) yalmacenes en que la herramienta ocupa siempre la mismaposición.
El gestor de herramientas es el encargado de efectuar elcambio de herramienta, conoce en todo momento quéherramienta hay en cada posición del almacén y en cadauna de las pinzas del brazo cambiador.También se pueden gestionar Fresadoras y Centros demecanizado con más de un almacén de herramientas,hasta 4.
Gestión de almacenes
Ejes Tándem y ejes Gantry
Los ejes Tándem compensan las holguras utilizando dosmotores que tiran en sentido opuesto. Ambosaccionamientos están acoplados mecánicamente y el CNClos mantiene acoplados en velocidad y par. Habitualmentese utilizan para desplazar ejes, con sistema de piñón-cremallera, en máquinas de grandes dimensiones.
Los ejes Gantry evitan el desalineamiento mecánico enFresadoras Puente, donde se utilizan 2 ejes paradesplazarla. Cuando los ejes del Gantry son del tipo piñón-cremallera se les asocia la función Tandem, 2 motores encada eje, para conseguir un desplazamiento suave yalineado.
El ciclo de calibrado de herramienta facilita la labor deloperario durante el reglaje, tanto en manual como enautomático, mediante la utilización de palpadores desobremesa.
Los ciclos de medición y alineación de piezas permiten deuna forma sencilla y automática, mediante el uso depalpadores situados en el cabezal portaherramientas,adaptar las coordenadas de trabajo a la posición queocupa la pieza (centrado de agujeros, medición de esquinay ángulo, etc).
Reglaje de herramientas yciclos de medición

8
El CNC FAGOR 8070 permite controlar Centros de Torneadode alta producción, Tornos verticales, Tornos de bancadainclinada y Tornos paralelos.
Su gran flexibilidad a la hora de configurar la composiciónde la máquina permite adaptarse y gobernar tornos devarias torretas, varios cabezales, distintos canales deejecución, etc.
Dependiendo del tipo de máquina se pueden controlarhasta 4 cabezales y 28 ejes, entre ellos los ejes "C", "Y" y"B", así como realizar operaciones de fresado en los planosformados por todos ellos.
Dispone de filtros que eliminan las oscilaciones debidas alas frecuencias propias de la máquina, evitando que afectennegativamente al mecanizado y reduciendo el estrés delsistema mecánico.
Su control de aceleración y Jerk suaviza los cambios detrayectoria, hace que sufra menos la mecánica y alargala vida de los componentes de la máquina.
Para Tornos yCentros de Torneado
CNC 8070 T
9
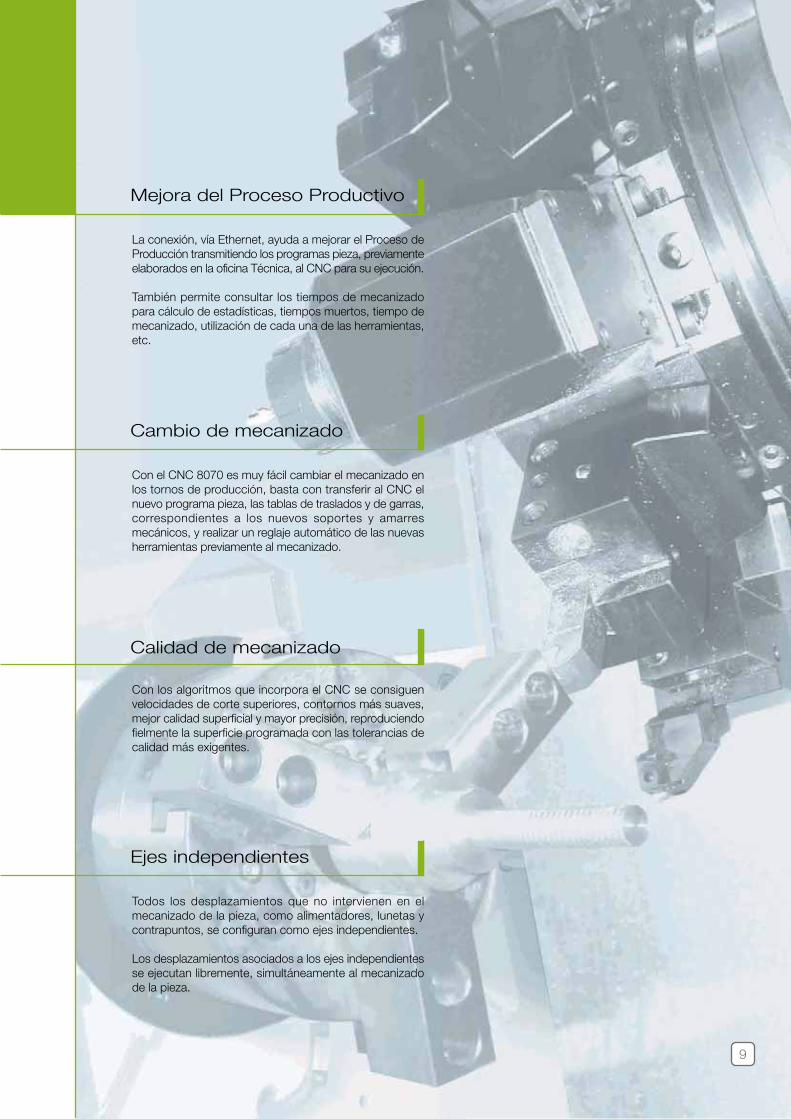
La conexión, vía Ethernet, ayuda a mejorar el Proceso deProducción transmitiendo los programas pieza, previamenteelaborados en la oficina Técnica, al CNC para su ejecución.
También permite consultar los tiempos de mecanizadopara cálculo de estadísticas, tiempos muertos, tiempo demecanizado, utilización de cada una de las herramientas,etc.
Con el CNC 8070 es muy fácil cambiar el mecanizado enlos tornos de producción, basta con transferir al CNC elnuevo programa pieza, las tablas de traslados y de garras,correspondientes a los nuevos soportes y amarresmecánicos, y realizar un reglaje automático de las nuevasherramientas previamente al mecanizado.
Con los algoritmos que incorpora el CNC se consiguenvelocidades de corte superiores, contornos más suaves,mejor calidad superficial y mayor precisión, reproduciendofielmente la superficie programada con las tolerancias decalidad más exigentes.
Todos los desplazamientos que no intervienen en elmecanizado de la pieza, como alimentadores, lunetas ycontrapuntos, se configuran como ejes independientes.
Los desplazamientos asociados a los ejes independientesse ejecutan libremente, simultáneamente al mecanizadode la pieza.
Mejora del Proceso Productivo
Cambio de mecanizado
Calidad de mecanizado
Ejes independientes

10
CNC 8070 TPara Tornos y Centros de Torneado
Búsqueda de referencia
Tras el encendido de la máquina ya no es necesario desplazarlos ejes hasta el punto de referencia. Con sistemas decaptación Fagor de señal codificada basta con desplazar20 ó 50 mm los ejes (depende de la regla) para que el CNCasuma la nueva posición. Con sistemas de captación Fagorabsolutos no es necesario desplazar los ejes.
Se pueden editar programas nuevos o modificar losprogramas existentes, también los que fueron elaboradosen un CNC FAGOR 8040, 8050 y 8055, siguiendo losformatos de programación ISO y Alto nivel FAGOR, con laayuda de un editor de perfiles y de un editor de ciclosfijos.
Cuando se desea retocar o repasar determinadas partes dela pieza, la función de búsqueda de bloque con recuperaciónde la historia del programa permite comenzar el mecanizadoa partir de un determinado bloque con las mismas condicionesque se dispondrían si se hubiera ejecutado el programadesde el principio.
También se puede personalizar el interface con el usuariomodificando cada una de las pantallas, de forma quemuestren la información que se requiere en cada momento.
Flexibilidad a la hora deprogramar y manejar
Reglaje de herramientas yciclos de medición
El ciclo de calibrado de herramienta facilita la labor deloperario durante el reglaje, tanto en manual como enautomático.
Los ciclos de medición de piezas permiten de una formasencilla y automática, mediante el uso de palpadores, medirpiezas o corregir el desgaste de la herramienta.
Con el reglaje de herramientas automático (ciclos integradosen el programa pieza) se consiguen mejores tiempos demecanizado al eliminar tiempos muertos y operaciones dereglaje manuales.

11
Gestión de cinemáticas
Operaciones de roscado
Además de las operaciones típicas del torno (cilindrado,ranurado, refrentado, etc.), se pueden efectuar todo tipode roscas: normalizadas, longitudinales, cónicas, frontales,etc. También se pueden definir las entradas y salidas derosca, así como empalmar 2 o más roscas consecutivas.La función de repaso de roscas es ideal para recuperarpiezas con roscas desgastadas.
Se pueden personalizar cinemáticas distintas en unamáquina, adaptándose perfectamente, en cada caso, a lageometría de la máquina.
Están implementadas las cinemáticas correspondientes aleje “C”, eje “Y” y eje “B”, este último corresponde a lastorretas articuladas que permiten efectuar operaciones defresado incluso en superficies inclinadas en cualquiera delos cabezales.
Operaciones de fresado coneje C y eje Y
Además de los ciclos asociados al eje C que permitenefectuar todo tipo de mecanizados en las caras frontal ycilíndrica de la pieza, en las máquinas Torno-Fresa, quedisponen de un 4º eje (“Y”), también se habilitan todas lasoperaciones y ciclos de fresadora (planeados, perfiles,moyús, cajeras 2D y 3D, etc.)
Sincronización de cabezales
Esta prestación permite, en tornos con 2 o más cabezales,mecanizar la pieza en una única atada. En uno de loscabezales se mecaniza uno de los lados y para finalizar elmecanizado de la otra cara se cambia la pieza de cabezal.
El cambio se hace acoplando ambos cabezales en velocidady sincronizándolos en posición, no siendo necesario efectuarninguna búsqueda de referencia.

12
CNC 8070 OLPara Aplicaciones Generales
El CNC 8070 se adecua perfectamente a todo tipo demáquinas: Rectificadoras, Punzonadoras, Plegadoras,Sierras, Pulidoras, Máquinas para mecanizar Madera,Mármol, Láser, Plasma, Corte por agua, etc.
Su gran flexibilidad a la hora de configurar la composiciónde la máquina permite gobernar hasta 28 ejes y 4cabezales. Gracias a sus 4 canales de ejecución sepueden efectuar de forma sincronizada hasta 4operaciones de mecanizado diferentes.
Cuando la aplicación lo requiere se pueden combinaren una misma máquina operaciones de fresado ytorneado, así como disponer de todos los ciclos demecanizado.
Al ser un CNC basado en plataforma PC permite integraraplicaciones de terceros, para sustituir o complementarel editor del propio CNC, facilitando al operario laprogramación y ejecución de las piezas.
Se pueden personalizar los ejes de la máquina, hastaun total de 28, de forma que interpolen todos ellosentre sí o bien disponer de unos ejes interpolados yotros independientes.
Se entiende como ejes independientes aquellos ejesque no intervienen directamente en el mecanizado dela pieza, como manipuladores, cargadores de piezas
y todos aquellos que efectúan operaciones simples yparalelas al mecanizado.
Es muy fácil personalizar y controlar máquinas quedisponen de varias herramientas mecanizandosimultáneamente gracias a los 4 cabezales que disponeel CNC.
Hasta 28 ejes interpoladosy 4 cabezales
Los canales de ejecución permiten efectuar operacioneso mecanizados distintos a la vez. A cada canal se lepuede asignar su propio cabezal, almacén deherramientas y unos determinados ejes, o bien compartircabezales y almacenes entre 2 o más canales deejecución.
El CNC permite de una forma fácil y sencilla adaptar elinterface con el usuario, modificando o creando nuevaspantallas de edición, ejecución, representación gráfica,
simulación, etc. Se pueden definir pantallas que muestrenla información de varios canales de ejecuciónconjuntamente o bien disponer de pantallas específicaspara cada canal.
El CNC 8070 dispone de funciones que permiten deuna forma sencilla y cómoda sincronizar las distintasoperaciones o mecanizados que se efectúan en distintoscanales de ejecución.
4 canales de ejecución
El programa de PLC es de estructura modular y puedecombinar ficheros en lenguaje C con ficheros editadosen mnemónicos y en contactos. Se ejecuta de formasíncrona con el CNC, ejecutándose un scan completode PLC dentro del lazo del CNC, garantizando de estaforma una ejecución rápida del PLC y simultanea conel CNC.
La monitorización del PLC permite realizar undiagnóstico rápido del estado de la máquina. No serequiere de grandes conocimientos porque el programade PLC se puede monitorizar tanto en contactos como
en mnemónicos, independientemente de cómo se hayaeditado el programa. También se puede monitorizar elestado de los recursos y variables del PLC.
Desde el PLC, además de gobernar los accesos de lamáquina mediante el control de las entradas y salidas,se puede intercambiar información con el CNC y generarconsignas periódicas para ejecutar determinadasaplicaciones fijas en el tiempo. También se pueden vigilarciertas condiciones de la máquina para ejecutar accionesparalelas al mecanizado de la pieza cuando las accionesse cumplan.
PLC veloz y flexible

13
Dispone de un editor de levas que permite, mediante un elemento gráfico deayuda, definir de forma sencilla y flexible “levas en función del tiempo” o “levasen función de la posición”. También se puede utilizar el editor de levas paraanalizar el comportamiento de la leva con distintos valores de velocidad, aceleracióny jerk.
Con las “levas en función del tiempo” se permite generar otros perfiles demovimiento distintos de los perfiles trapezoidales o en forma de S.
Con las “levas en función de la posición” se obtienen relaciones no lineales desincronización electrónica entre dos ejes. Así, la posición del eje esclavo sesincroniza con la posición del eje maestro mediante un perfil de leva.
Levas Electrónicas
Cuando la máquina dispone de más de 28 ejes o 4 cabezales se pueden instalarvarios CNC 8070 para gobernar todos ellos. La comunicación entre los CNC serealiza de forma muy fácil, disponiéndose de potentes instrucciones para unintercambio rápido de información y para sincronizar la ejecución de los ControlesNuméricos.
Comunicación entre varios controles en red
Es muy sencillo configurar y personalizar el CNC, para una determinada máquina,adaptando el editor de programas pieza y configurando las pantallas de usuario.De esta forma, una aplicación para máquina de punzonar chapa y otra para elmecanizado de madera pueden parecer que utilizan controles numéricos distintoscuando ambas aplicaciones están basadas en el CNC 8070.
Dispone de herramientas para personalizar el interface de usuario que permitenmodificar cada una de las pantallas del CNC, adaptándolas a la aplicación yfacilitando al operario la programación y ejecución de las piezas.
Al ser un Control Numérico basado en plataforma PC y trabajar con Windows ®permite integrar aplicaciones de terceros, de forma que el usuario pueda editary ejecutar, desde pantallas específicas creadas para ello, las operaciones y ciclospara los que ha sido construida la máquina.
Permite integrar software de terceros
El sistema CNC 8070 dispone de módulos remotos que pueden ser instalados,en diferentes partes de la máquina, junto a los dispositivos que se deseangobernar. La comunicación entre todos ellos se realiza vía CAN y se puededisponer de hasta 1024 entradas digitales, 1024 salidas digitales, 32 entradasanalógicas, 32 salidas analógicas y 32 entradas de contaje.
Entradas y salidas distribuidas
8070
14
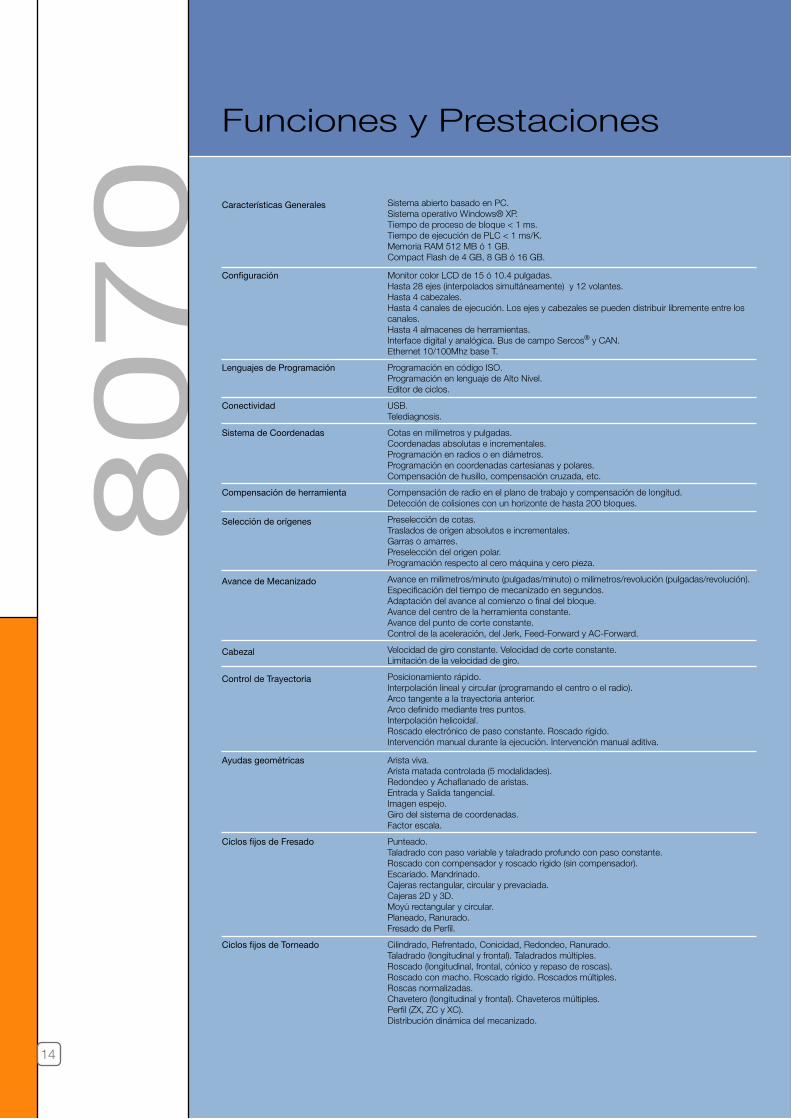
Funciones y Prestaciones
Características Generales
Configuración
Lenguajes de Programación
Conectividad
Sistema de Coordenadas
Compensación de herramienta
Selección de orígenes
Avance de Mecanizado
Cabezal
Control de Trayectoria
Ayudas geométricas
Ciclos fijos de Fresado
Ciclos fijos de Torneado
Sistema abierto basado en PC.Sistema operativo Windows® XP.Tiempo de proceso de bloque < 1 ms.Tiempo de ejecución de PLC < 1 ms/K.Memoria RAM 512 MB ó 1 GB.Compact Flash de 4 GB, 8 GB ó 16 GB.
Monitor color LCD de 15 ó 10.4 pulgadas.Hasta 28 ejes (interpolados simultáneamente) y 12 volantes.Hasta 4 cabezales.Hasta 4 canales de ejecución. Los ejes y cabezales se pueden distribuir libremente entre loscanales.Hasta 4 almacenes de herramientas.Interface digital y analógica. Bus de campo Sercos® y CAN.Ethernet 10/100Mhz base T.
Programación en código ISO.Programación en lenguaje de Alto Nivel.Editor de ciclos.
USB.Telediagnosis.
Cotas en milímetros y pulgadas.Coordenadas absolutas e incrementales.Programación en radios o en diámetros.Programación en coordenadas cartesianas y polares.Compensación de husillo, compensación cruzada, etc.
Compensación de radio en el plano de trabajo y compensación de longitud.Detección de colisiones con un horizonte de hasta 200 bloques.
Preselección de cotas.Traslados de origen absolutos e incrementales.Garras o amarres.Preselección del origen polar.Programación respecto al cero máquina y cero pieza.
Avance en milímetros/minuto (pulgadas/minuto) o milímetros/revolución (pulgadas/revolución).Especificación del tiempo de mecanizado en segundos.Adaptación del avance al comienzo o final del bloque.Avance del centro de la herramienta constante.Avance del punto de corte constante.Control de la aceleración, del Jerk, Feed-Forward y AC-Forward.
Velocidad de giro constante. Velocidad de corte constante.Limitación de la velocidad de giro.
Posicionamiento rápido.Interpolación lineal y circular (programando el centro o el radio).Arco tangente a la trayectoria anterior.Arco definido mediante tres puntos.Interpolación helicoidal.Roscado electrónico de paso constante. Roscado rígido.Intervención manual durante la ejecución. Intervención manual aditiva.
Arista viva.Arista matada controlada (5 modalidades).Redondeo y Achaflanado de aristas.Entrada y Salida tangencial.Imagen espejo.Giro del sistema de coordenadas.Factor escala.
Punteado.Taladrado con paso variable y taladrado profundo con paso constante.Roscado con compensador y roscado rígido (sin compensador).Escariado. Mandrinado.Cajeras rectangular, circular y prevaciada.Cajeras 2D y 3D.Moyú rectangular y circular.Planeado, Ranurado.Fresado de Perfil.
Cilindrado, Refrentado, Conicidad, Redondeo, Ranurado.Taladrado (longitudinal y frontal). Taladrados múltiples.Roscado (longitudinal, frontal, cónico y repaso de roscas).Roscado con macho. Roscado rígido. Roscados múltiples.Roscas normalizadas.Chavetero (longitudinal y frontal). Chaveteros múltiples.Perfil (ZX, ZC y XC).Distribución dinámica del mecanizado.

15
Mecanizados múltiples (Fresadora)
Ciclos fijos de palpador
Subrutinas
Trabajo con ejes y cabezales
Trabajo con Canales
Eje C
Mecanizado a alta velocidad
Instrucciones de control de flujo
Transformación de coordenadas
Ayudas a la programación
Edición Simulación
Estimación de tiempos
Ejecución
Representación gráfica
Modo Manual
Tablas
Ayudas a la puesta a punto
Completamente personalizable.
PLC integrado
Módulos remotos
En línea recta.Formando un arco o una circunferencia.Formando un paralelogramo.Formando una malla.Puntos aleatorios (Random).
Calibrado de herramienta en longitud y radio. Calibrado de palpador.Ciclo fijo de medida de superficie, de esquina exterior, de esquina interior.Ciclo fijo de medida de ángulo, de esquina exterior y ángulo.Ciclo fijo de medida de agujero.Ciclo fijo de medida de moyú.
Subrutinas locales y globales. Subrutinas modales.Definición de macros.
Ejes Gantry (14 pares). Ejes Tándem (14 pares).Ejes Hirth. Ejes independientes.Acoplo electrónico de ejes y cabezales.Sincronización de ejes y cabezales.Aparcar ejes y cabezales.
Intercambio de ejes. Intercambio de cabezales.Comunicación y sincronización entre canales.
Mecanizado en la superficie frontal.Mecanizado en la superficie cilíndrica.
Interpolación de splines.Interpolación polinómica.Filtros de post-interpolación para eliminar resonancias.
Salto de bloque ($GOTO).Ejecución condicional ($IF) y ($SWITCH).Repetición de bloques (#RPT) y ($FOR).Repetición condicional de bloques ($WHILE) y ($DO).
Cinemáticas, hasta 6 distintas en una máquina.Movimiento en plano inclinado.Herramienta perpendicular al plano.Trabajo con RTCP (Rotating Tool Center Point).Compensación de radio y longitud de herramienta.
Calculadora.Gráficos de ayuda en la programación de ciclos.Comentarios de bloque.Manual integrado en función del contexto.Ventanas despegables para definir Sentencias y Variables.
Importación de ficheros DXF.Editor de perfiles.Edición en Teach-in.Editor de ciclos en modo Conversacional.Simulación con representación gráfica incluso durante la ejecución de otro programa.Simulación de un ciclo fijo antes de insertarlo en el programa.
Estimación del tiempo total de ejecución del programa y del tiempo de mecanizado con cadauna de las herramientas.Estimación de tiempos del programa en simulación.
Inspección de herramienta durante la ejecución del programa.Búsqueda de bloque recuperando la historia de un programa.Modo MDI/MDA.
En planta, proyección en 3 planos, 3D y sólido.Cambio del "punto de vista" del gráfico para mostrarlo desde otro ángulo.Función ZOOM sin detener el programa.Medición de la distancia entre dos puntos.
Desplazamiento mediante volante o teclas de JOG.Desplazar un eje a una cota, previa selección del punto de destino.Calibración de herramientas.Carga de orígenes.Control de cabezal.Modo MDI/MDA.
Tabla de orígenes (hasta 20 traslados de origen diferentes).Tabla de garras.Tabla de parámetros globales y locales por canal.Tabla de parámetros comunes para comunicación entre canales.Tabla de herramientas y almacenes.
Tuning.Función osciloscopio.Diagrama de Bode.Test de circularidad.
Herramienta de configuración visual FGUIM.Visual Basic®, Visual C++®, etc.Servidor OPC.
Hasta 1024 entradas y 1024 salidas digitales.Hasta 8192 marcas y 1024 registros.Hasta 256 temporizadores y 256 contadores.Símbolos ilimitados.Lenguajes de programación del PLC: Ecuaciones, Contactos y lenguaje C.Monitorización de recursos y variables del CNC.Analizador lógico.
Hasta 1024 entradas y 1024 salidas digitales.Hasta 32 entradas y 32 salidas analógicas.Hasta 32 entradas de Contaje.


420(16.53)
350(
13.7
7)
420,6(16,53)
350,
6(13
,77)
70(2.75)
136(5.35)
330(
12.9
9)144.8(5.7) 420(16.53)
350(
13.7
7)
Fagor Automation S. Coop.Bº San Andrés, 19 – P.O.Box 144E-20500 Arrasate-Mondragón, SpainTel. 34 943 719 200
34 943 039 800Fax: 34 943 791 712E-mail: [email protected]
EUROPE
DE - Fagor Automation GmbH (Göppingen)Tel. 49 7161 15 6850 Fax: 49 7161 15 685 79
ES - Fagor Automation Catalunya (Barcelona)Tel. 34 934 744 375 Fax: 34 934 744 327
FR - Fagor Automation France S.à.r.l. (Clermont Ferrand)Tel. 33 473 277 916 Fax: 33 473 150 289
GB - Fagor Automation UK Ltd. (West Midlands)Tel. 44 1327 300 067 Fax: 44 1327 300 880
IT - Fagor Italia S.R.L. (Milano)Tel. 39 0295 301 290 Fax: 39 0295 301 298
PO - Fagor Automation Ltda. (Leça da Palmeira)Tel. 351 229 968 865 Fax: 351 229 960 719
RU - Fagor Automation Russia. (Moscow)Tel. 7 926 795 29 12
AMERICA
BR - Fagor Automation do Brasil Com. Imp. Exp. Ltda. (São Paulo)Tel. 55 11 56 94 08 22 Fax: 55 11 56 81 62 71
CA - Fagor Automation Ontario (Mississauga)Tel. 1 905 670 74 48 Fax: 1 905 670 74 49
Fagor Automation Quebec (Montreal)Tel. 1 450 227 05 88 Fax: 1 450 227 61 32
Fagor Automation Windsor (Canada)Tel. 1 519 944 56 74 Fax: 1 519 944 23 69
US - Fagor Automation Corp. (Chicago)Tel. 1 847 98 11 500 Fax: 1 847 98 11 311
Fagor Automation West Coast (California)Tel. 1 714 957 98 85 Fax: 1 714 957 98 91
Fagor Automation East Coast (New Jersey)Tel. 1 973 773 35 25 Fax: 1 973 773 35 26
Fagor Automation Ohio Branch (Ohio)Tel. 1 614 855 5720 Fax. 1 614 855 5928
Fagor Automation South East (Florida)Tel. 1 813 654 45 99 Fax: 1 813 654 3387
ASIA
CN - Beijing Fagor Automation Equipment Co., Ltd. (Beijing)Tel. 86 10 84505858 Fax: 86 10 84505860
Beijing Fagor Automation Equipment Ltd. (Nanjing)Tel. 86 25 83 32 82 59 Fax: 86 25 83 32 82 60
Beijing Fagor Automation Equipment Ltd. (Chengdu)Tel. 86 28 66 13 20 81 Fax. 86 28 66 13 20 82
Beijing Fagor Automation Equipment Co., Ltd. (Guangzhou)Tel. 86 20 86 55 31 24 Fax: 86 20 86 55 31 25
Beijing Fagor Automation Equipment Co., Ltd. (Shanghai)Tel. 86 21 63 53 90 07 Fax: 86 21 63 53 88 40
HK - Fagor Automation (Asia) Ltd., ( Hong Kong)Tel. 852 23 89 16 63 Fax: 852 23 89 50 86
IN - Fagor Control System Pvt. Ltd. (Bangalore)Tel. +91 (0)8042682828 Fax: +91 (0)8042682816
KR - Fagor Automation Korea, Ltd. (Seoul)Tel. 82 2 21 13 03 41 / 2113 0342 Fax: 82 2 21 13 03 43
MY - Fagor Automation (M) SDN.BHD. (Kuala Lumpur)Tel. 60 3 8062 2858 Fax: 60 3 8062 3858
SG - Fagor Automation (S) Pte. Ltd. (Singapore)Tel. 65 68417345 / 68417346 Fax: 65 68417348
TW - Fagor Automation Taiwan Co. Ltd. (Taichung)Tel. 886 4 2 385 1558 Fax: 886 4 2 385 1598
ER-073/1994
39,5(1.55)25(0.98)
helv
etic
a
8070
- E
S 0
708
Fagor Automation está acreditado por el certificado de EmpresaISO 9001 y el marcado CE para todos sus productos.
FAGOR AUTOMATION no se responsabiliza de los posibles errores de impresión o transcripción en el presente catálogo y sereserva el derecho de introducir sin previo aviso, cualquier modificación en las características de sus fabricados.
CNC 8070 15 pulgadasDimensiones en mm (pulgadas)
CNC 8070 10,4 pulgadas modular
CNC 8070 10,4 pulgadas compacto
Alg
unas
de
las
imág
enes
de
este
cat
álog
o ha
n si
do c
edid
as p
or S
OR
ALU
CE
S.C
OO
P. y
PR
US
SIA
NI E
NG
INE
ER
ING
.
Fiabilidad en todo el mundo





























