Embed Size (px)
DESCRIPTION
a
Citation preview

Minerals Engineering 79 (2015) 102–115
Contents lists available at ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/ locate/mineng
Process development to recover rare earth metals from monazitemineral: A review
http://dx.doi.org/10.1016/j.mineng.2015.05.0030892-6875/� 2015 Elsevier Ltd. All rights reserved.
⇑ Corresponding authors. Fax: +91 657 2345213 (M.K. Jha), +82 42 8683418(J.Y. Lee).
E-mail addresses: [email protected] (M.K. Jha), [email protected] (J.Y. Lee).
Archana Kumari a, Rekha Panda a, Manis Kumar Jha a,⇑, J. Rajesh Kumar b, Jin Young Lee b,⇑a Metal Extraction and Forming Division, CSIR-National Metallurgical Laboratory, Jamshedpur 831007, Indiab Mineral Resources Research Division, Korea Institute of Geoscience and Mineral Resources, Daejeon 305-350, South Korea
a r t i c l e i n f o a b s t r a c t
Article history:Received 25 February 2015Revised 8 May 2015Accepted 10 May 2015
Keywords:MonaziteRare earth metals (REMs)Mineral beneficiationLeachingSolvent extraction
The escalating demand of rare earth metals (REMs) in various applications and their continuous depletingores have laid emphasis to produce metals from their complex resources by developing energy efficientand eco-friendly processes. Present review reports the commercial processes based on pyro–hydro orhybrid techniques as well as systematic research for process development to recover rare earth frommonazite. The salient findings on mining and physical beneficiation of different beach sand deposits con-taining monazite are reviewed. Monazite concentrate obtained are processed under different condition oftime, temperature and concentration using acidic or alkaline solution. They are usually processed usingthermal treatment followed by REMs recovery under optimized conditions of leaching and their extrac-tion via solvent extraction, precipitation, etc. to produce salts/concentrate of REMs from the leached solu-tion. The processes developed to recover REMs are reviewed and recommendations are made in respectto various methodologies and objectives.
� 2015 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1032. Processing of different minerals to obtain monazite concentrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103
2.1. Mining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1042.2. Physical beneficiation of monazite minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
2.2.1. Flotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1052.2.2. Gravity separation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1052.2.3. Electrostatic and magnetic separation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
3. Processing of monazite concentrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
3.1. Direct leaching of monazite concentrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.1.1. Direct leaching with acids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.1.1.1. Leaching in sulfuric acid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.1.1.2. Leaching in sulfuric acid after mechanochemical treatment. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.1.1.3. Leaching in nitric acid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1073.1.1.4. Leaching of hydrous oxide cake of beach sand monazite in nitric acid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.1.1.5. Leaching in hydrochloric acid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.1.1.6. Comparison of leaching processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
3.1.2. Direct leaching in alkali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1093.1.2.1. Leaching of RE concentrate of monazite in ammonium carbonate. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
3.2. Pre-treatment of monazite concentrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1113.3. Leaching of monazite concentrate after pre-treatment. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1113.4. Overview of the leaching technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1123.5. Processing of leach solution by solvent extraction (SX) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 103
3.6. Recovery of REs from the leach solution by precipitation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1133.7. Environmental aspects of monazite processing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
4. Conclusions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
1. Introduction
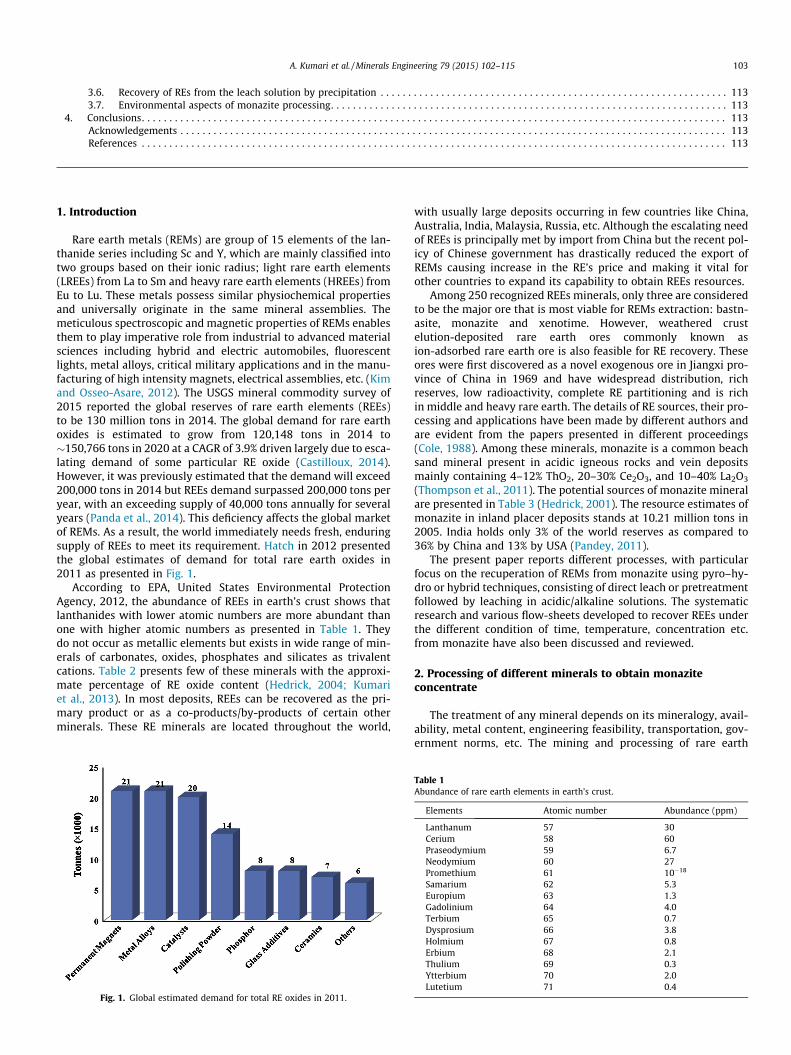
Rare earth metals (REMs) are group of 15 elements of the lan-thanide series including Sc and Y, which are mainly classified intotwo groups based on their ionic radius; light rare earth elements(LREEs) from La to Sm and heavy rare earth elements (HREEs) fromEu to Lu. These metals possess similar physiochemical propertiesand universally originate in the same mineral assemblies. Themeticulous spectroscopic and magnetic properties of REMs enablesthem to play imperative role from industrial to advanced materialsciences including hybrid and electric automobiles, fluorescentlights, metal alloys, critical military applications and in the manu-facturing of high intensity magnets, electrical assemblies, etc. (Kimand Osseo-Asare, 2012). The USGS mineral commodity survey of2015 reported the global reserves of rare earth elements (REEs)to be 130 million tons in 2014. The global demand for rare earthoxides is estimated to grow from 120,148 tons in 2014 to�150,766 tons in 2020 at a CAGR of 3.9% driven largely due to esca-lating demand of some particular RE oxide (Castilloux, 2014).However, it was previously estimated that the demand will exceed200,000 tons in 2014 but REEs demand surpassed 200,000 tons peryear, with an exceeding supply of 40,000 tons annually for severalyears (Panda et al., 2014). This deficiency affects the global marketof REMs. As a result, the world immediately needs fresh, enduringsupply of REEs to meet its requirement. Hatch in 2012 presentedthe global estimates of demand for total rare earth oxides in2011 as presented in Fig. 1.
According to EPA, United States Environmental ProtectionAgency, 2012, the abundance of REEs in earth’s crust shows thatlanthanides with lower atomic numbers are more abundant thanone with higher atomic numbers as presented in Table 1. Theydo not occur as metallic elements but exists in wide range of min-erals of carbonates, oxides, phosphates and silicates as trivalentcations. Table 2 presents few of these minerals with the approxi-mate percentage of RE oxide content (Hedrick, 2004; Kumariet al., 2013). In most deposits, REEs can be recovered as the pri-mary product or as a co-products/by-products of certain otherminerals. These RE minerals are located throughout the world,
Fig. 1. Global estimated demand for total RE oxides in 2011.
with usually large deposits occurring in few countries like China,Australia, India, Malaysia, Russia, etc. Although the escalating needof REEs is principally met by import from China but the recent pol-icy of Chinese government has drastically reduced the export ofREMs causing increase in the RE’s price and making it vital forother countries to expand its capability to obtain REEs resources.
Among 250 recognized REEs minerals, only three are consideredto be the major ore that is most viable for REMs extraction: bastn-asite, monazite and xenotime. However, weathered crustelution-deposited rare earth ores commonly known asion-adsorbed rare earth ore is also feasible for RE recovery. Theseores were first discovered as a novel exogenous ore in Jiangxi pro-vince of China in 1969 and have widespread distribution, richreserves, low radioactivity, complete RE partitioning and is richin middle and heavy rare earth. The details of RE sources, their pro-cessing and applications have been made by different authors andare evident from the papers presented in different proceedings(Cole, 1988). Among these minerals, monazite is a common beachsand mineral present in acidic igneous rocks and vein depositsmainly containing 4–12% ThO2, 20–30% Ce2O3, and 10–40% La2O3
(Thompson et al., 2011). The potential sources of monazite mineralare presented in Table 3 (Hedrick, 2001). The resource estimates ofmonazite in inland placer deposits stands at 10.21 million tons in2005. India holds only 3% of the world reserves as compared to36% by China and 13% by USA (Pandey, 2011).
The present paper reports different processes, with particularfocus on the recuperation of REMs from monazite using pyro–hy-dro or hybrid techniques, consisting of direct leach or pretreatmentfollowed by leaching in acidic/alkaline solutions. The systematicresearch and various flow-sheets developed to recover REEs underthe different condition of time, temperature, concentration etc.from monazite have also been discussed and reviewed.
2. Processing of different minerals to obtain monaziteconcentrate
The treatment of any mineral depends on its mineralogy, avail-ability, metal content, engineering feasibility, transportation, gov-ernment norms, etc. The mining and processing of rare earth
Table 1Abundance of rare earth elements in earth’s crust.
Elements Atomic number Abundance (ppm)
Lanthanum 57 30Cerium 58 60Praseodymium 59 6.7Neodymium 60 27Promethium 61 10�18
Samarium 62 5.3Europium 63 1.3Gadolinium 64 4.0Terbium 65 0.7Dysprosium 66 3.8Holmium 67 0.8Erbium 68 2.1Thulium 69 0.3Ytterbium 70 2.0Lutetium 71 0.4

Table 3Rare earth contents of major and potential source of monazite minerals. (Percentage of total rare-earth oxide).
Rare earthelements
Monazite
North Capel, WestAustralia
North Stradbroke Island, Queensland,Australia
Green CoveSprings, USA
Nangang,Guangdong, China
East Coast,Brazil
Mount Weld,Australia
Cerium 46.00 45.80 43.70 42.70 47.00 51.00Lanthanum 23.90 21.50 17.50 23.00 24.00 26.00Neodymium 17.40 18.60 17.50 17.00 18.50 15.00Praseodymium 5.00 5.30 5.00 4.10 4.50 4.00Samarium 2.53 3.10 4.90 3.00 3.00 1.80Europium .0530 .8000 .1600 .1000 .1000 .4000Gadolinium 1.49 1.80 6.60 2.00 1.00 1.00Terbium .0350 .3000 .2600 .7000 .1000 .1000Dysprosium .7000 0.6000 .9000 .8000 .4000 .2000Erbium .2000 .2000 Trace .3000 .1000 .2000Yttrium 2.40 2.50 3.20 2.40 1.40 TraceHolmium .0530 .1000 .1100 .1200 Trace .1000Thulium Trace Trace Trace Trace Trace TraceYtterbium .1000 .1000 .2100 2.40 .0200 .1000Lutetium Trace .0100 Trace .1400 ND TraceTOTAL 100.00 100.00 100.00 100.00 100.00 100.00
ND – not detected.
Table 4Selected rare earth companies and their primary mines.
Company Country Primary mines
Molycorp, Inc. UnitedStates
Mountain Pass
Lynas Corporation, Ltd. Australia Mount WeldAvalon Rare Metals, Inc. Canada Nechalacho (Thor Lake)Alkaline Resources, Ltd. Australia DubboArafura Resources, Ltd. Australia Nolans Bore
Table 2RE oxides present in rare earth minerals.
Carbonate Mineral Bastnaesite (Ce, La)(CO3)F Parisite Ca(Ce, La)2(CO3)3F2 Synchysite Ca(Ce, LA)(CO3)2F Cebaite Ba3Ce2(CO3)5F2
REO (%) 75 61 51 32
Phosphate Mineral Apatite Ca5(PO4)3(F, Cl, OH) Monazite (Ce, La, Nd, Th)PO4 Xenotime YPO4 Florencite CeAl3(PO4)2(OH)6
REO (%) 19 65 61 32
Silicate Mineral Gadolinite (Ce, La, Nd,Y)2Fe2+Be2Si2O10
Allanite (Ce, Ca, Y)2(Al,Fe3+)3(SiO4)3OH
Kainosite Ca2(Y,Ce)2Si4O12CO3�H2O
Britholite (Ce, Ca)5(SiO4,PO4)3(OH, F)
REO (%) 60 38 38 32
Oxide Mineral Fergusonite (Ce, La, Nd)NbO4 Loparite (Ce, La, Na, Ca, Sr)(Ti,Nb)O3
Euxenite (Y, Ca, Ce, U, Th)(Nb, Ta,Ti)2O6
Brannerite (U, Ca, Y, Ce)(Ti,Fe)2O6
REO (%) 53 30 24 9
104 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
minerals is complicated, costly and there is potential for negativeeffects on the environment (Hurst, 2010). Mines are the majorsource for the release of three major contaminants: radionuclides,rare earth elements, and dust and metal. Each of these contami-nants escapes have different detrimental effects on the environ-ment. The details of the mining and physical beneficiation of themonazite containing minerals to produce monazite concentrateare discussed below.
Rare Element Resources, Ltd. UnitedStates
Bear Lodge (Bull HillZone)
Great Western Minerals Group,Ltd.
Canada Steenkampskraal
Greenland Minerals and Energy,Ltd.
Australia Kvanefjeld
Quest Rare Minerals, Ltd. Canada Strange Lake (B Zone)Tasman Metals, Ltd. Canada Norra KarrStans Energy Corp. Canada Kutessay IIUcore Rare Metals, Inc. Canada Bokan (Dotson)
2.1. Mining
Mining involves removing mineralized rock containing REdeposits from ground through open-pit or underground methods.Open pit operations are performed by the world’s largest RE mines,Bayan Obo in China and Mountain Pass in United States usingprocesses of standard drilling, blasting, loading, and dragging tothe mill procedures. Various open pit excavation methods, suchas scrapers, front-end loaders, shovels, and draglines, are used formining where water is not accessible (Gupta and Krishnamurthy,2005). However, underground room and pillar mining are con-ducted where REs are recovered as by-product (Jackson andChristiansen, 1993). Placers sands are under water/affected by ahigh water table and are mined by dredges. Proper steps for thetreatment of a placer monazite concentrate by dredging are alsoreported Bucket wheel units are used to mine the shallower sands,while bucket line and suction dredges are used for mining deepermaterial (Panigrahi, 2013). A degree of initial concentration isusually performed at the dredge site itself. The material is thentransported as slurry through a pipeline to the beneficiation plant.
Some of the selected RE companies in various countries and theirmines are shown in Table 4 (Jordens et al., 2013).
The future of strategic natural resources, Mission 2016 proposesthat unfettered mining has probability to release harmful sub-stances of radionuclides, acids, fluorides, etc. into the environmentdue to overtopping/collapsing of tailing dams. Open pit miningexposes radioactive elements due to crushing of hard rocks whilethe underground mining has potential for tunnel collapsing andland subsidence. However, mining by in situ and heap leachinghas environmental and safety advantages over conventional min-ing but the release of toxic fluids used to dissolve the ore bodies
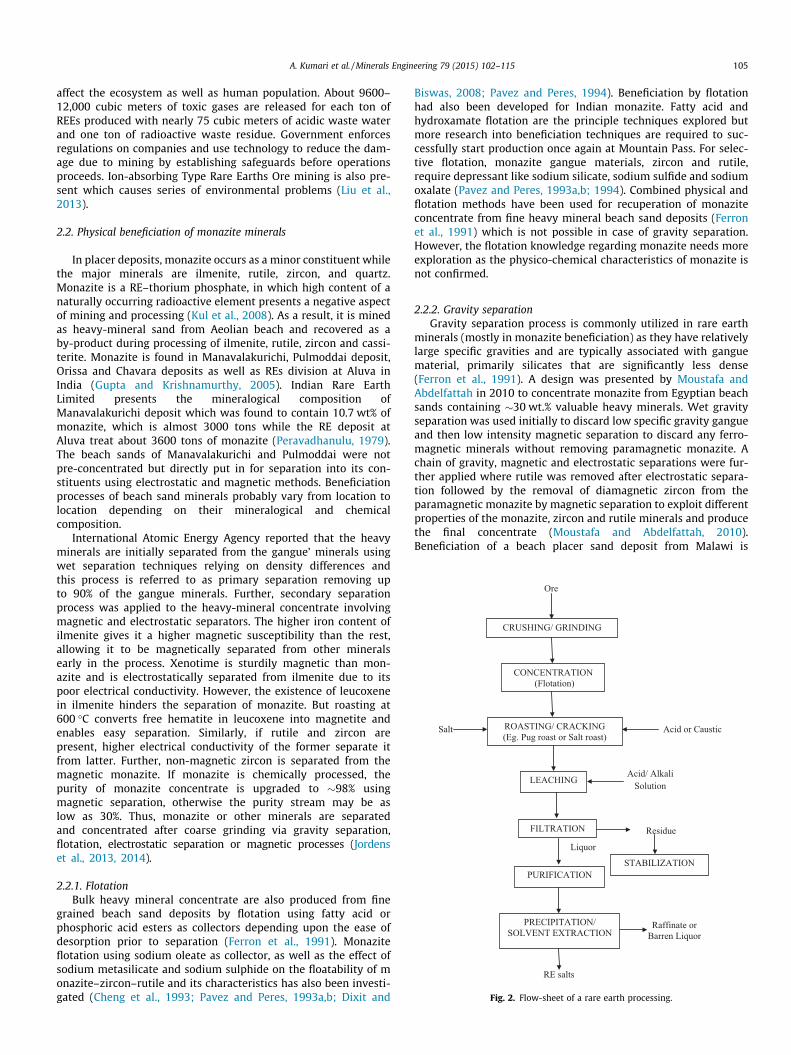
Ore
CRUSHING/ GRINDING
CONCENTRATION(Flotation)
ROASTING/ CRACKING (Eg. Pug roast or Salt roast)
Acid or Caustic
LEACHINGAcid/ Alkali
Solution
FILTRATION
STABILIZATION
Residue
PURIFICATION
Liquor
PRECIPITATION/ SOLVENT EXTRACTION
Raffinate or Barren Liquor
Salt
RE salts
Fig. 2. Flow-sheet of a rare earth processing.
A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 105
affect the ecosystem as well as human population. About 9600–12,000 cubic meters of toxic gases are released for each ton ofREEs produced with nearly 75 cubic meters of acidic waste waterand one ton of radioactive waste residue. Government enforcesregulations on companies and use technology to reduce the dam-age due to mining by establishing safeguards before operationsproceeds. Ion-absorbing Type Rare Earths Ore mining is also pre-sent which causes series of environmental problems (Liu et al.,2013).
2.2. Physical beneficiation of monazite minerals
In placer deposits, monazite occurs as a minor constituent whilethe major minerals are ilmenite, rutile, zircon, and quartz.Monazite is a RE–thorium phosphate, in which high content of anaturally occurring radioactive element presents a negative aspectof mining and processing (Kul et al., 2008). As a result, it is minedas heavy-mineral sand from Aeolian beach and recovered as aby-product during processing of ilmenite, rutile, zircon and cassi-terite. Monazite is found in Manavalakurichi, Pulmoddai deposit,Orissa and Chavara deposits as well as REs division at Aluva inIndia (Gupta and Krishnamurthy, 2005). Indian Rare EarthLimited presents the mineralogical composition ofManavalakurichi deposit which was found to contain 10.7 wt% ofmonazite, which is almost 3000 tons while the RE deposit atAluva treat about 3600 tons of monazite (Peravadhanulu, 1979).The beach sands of Manavalakurichi and Pulmoddai were notpre-concentrated but directly put in for separation into its con-stituents using electrostatic and magnetic methods. Beneficiationprocesses of beach sand minerals probably vary from location tolocation depending on their mineralogical and chemicalcomposition.
International Atomic Energy Agency reported that the heavyminerals are initially separated from the gangue’ minerals usingwet separation techniques relying on density differences andthis process is referred to as primary separation removing upto 90% of the gangue minerals. Further, secondary separationprocess was applied to the heavy-mineral concentrate involvingmagnetic and electrostatic separators. The higher iron content ofilmenite gives it a higher magnetic susceptibility than the rest,allowing it to be magnetically separated from other mineralsearly in the process. Xenotime is sturdily magnetic than mon-azite and is electrostatically separated from ilmenite due to itspoor electrical conductivity. However, the existence of leucoxenein ilmenite hinders the separation of monazite. But roasting at600 �C converts free hematite in leucoxene into magnetite andenables easy separation. Similarly, if rutile and zircon arepresent, higher electrical conductivity of the former separate itfrom latter. Further, non-magnetic zircon is separated from themagnetic monazite. If monazite is chemically processed, thepurity of monazite concentrate is upgraded to �98% usingmagnetic separation, otherwise the purity stream may be aslow as 30%. Thus, monazite or other minerals are separatedand concentrated after coarse grinding via gravity separation,flotation, electrostatic separation or magnetic processes (Jordenset al., 2013, 2014).
2.2.1. FlotationBulk heavy mineral concentrate are also produced from fine
grained beach sand deposits by flotation using fatty acid orphosphoric acid esters as collectors depending upon the ease ofdesorption prior to separation (Ferron et al., 1991). Monaziteflotation using sodium oleate as collector, as well as the effect ofsodium metasilicate and sodium sulphide on the floatability of monazite–zircon–rutile and its characteristics has also been investi-gated (Cheng et al., 1993; Pavez and Peres, 1993a,b; Dixit and
Biswas, 2008; Pavez and Peres, 1994). Beneficiation by flotationhad also been developed for Indian monazite. Fatty acid andhydroxamate flotation are the principle techniques explored butmore research into beneficiation techniques are required to suc-cessfully start production once again at Mountain Pass. For selec-tive flotation, monazite gangue materials, zircon and rutile,require depressant like sodium silicate, sodium sulfide and sodiumoxalate (Pavez and Peres, 1993a,b; 1994). Combined physical andflotation methods have been used for recuperation of monaziteconcentrate from fine heavy mineral beach sand deposits (Ferronet al., 1991) which is not possible in case of gravity separation.However, the flotation knowledge regarding monazite needs moreexploration as the physico-chemical characteristics of monazite isnot confirmed.
2.2.2. Gravity separationGravity separation process is commonly utilized in rare earth
minerals (mostly in monazite beneficiation) as they have relativelylarge specific gravities and are typically associated with ganguematerial, primarily silicates that are significantly less dense(Ferron et al., 1991). A design was presented by Moustafa andAbdelfattah in 2010 to concentrate monazite from Egyptian beachsands containing �30 wt.% valuable heavy minerals. Wet gravityseparation was used initially to discard low specific gravity gangueand then low intensity magnetic separation to discard any ferro-magnetic minerals without removing paramagnetic monazite. Achain of gravity, magnetic and electrostatic separations were fur-ther applied where rutile was removed after electrostatic separa-tion followed by the removal of diamagnetic zircon from theparamagnetic monazite by magnetic separation to exploit differentproperties of the monazite, zircon and rutile minerals and producethe final concentrate (Moustafa and Abdelfattah, 2010).Beneficiation of a beach placer sand deposit from Malawi is

106 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
reported where gravity separation process via a shaking table wasused to remove quartz and feldspar. Further, Mitchell and Yusofused carpco high intensity induced-roll magnetic separator toobtain magnetic and non-magnetic products. In China, mainly atBayan Obo, gravity separation process in combination of frothflotation has been employed between the rougher and cleanerflotation circuits for efficient separation of monazite and bastnasitefrom the iron-bearing and silicate gangue material (Chi et al., 2001;Jordens et al., 2013). Lab-scale gravity separations have been suc-cessfully completed on Turkish and Australian deposits where itwas found that the rare-earth minerals were concentrated intovery fine particles. To overcome this, either grinding steps weremodified to prevent excess fine generation or multi-gravity separa-tor was employed to recover ultrafine particles (Guy et al., 2000;Ozbayoglu and Umit Atalay, 2000). Roasting operation prior togravity separation was investigated by Kasey in 1956, where rareearth carbonates ore were roasted at 1000 �C, converting carbon-ates to oxides, thus increasing the mineral density and susceptibil-ity to gravity separation.
2.2.3. Electrostatic and magnetic separationSeparation of different materials on basis of their conductivity is
achieved by electrostatic separation technique, which are onlyused when alternative processing techniques will not be adequate.In the rare earth mineral processing, use of electrostatic separationis in the severance of monazite and xenotime from gangue miner-als with similar specific gravity and magnetic properties (Ferronet al., 1991; Zhang and Edwards, 2012). When xenotime (muchmore paramagnetic than monazite) is concentrated with ilmeniteafter magnetic separation of heavy mineral sands it may beremoved from the ilmenite via electrostatic separation, as ilmeniteis conductive but xenotime is not (Jordens et al., 2013). The behav-ior of Egyptian beach monazite with the electrostatic field settingof the roll-type electrostatic separator was studied (Moustafa andAbdelfattah, 2010). But the requirement of completely dry feedmaterial is the major drawback of this technique preventing it tobe applied on industrial scale.
Rare earth elements generally have a series of electrons occupy-ing 4f sub-shell and these electrons have magnetic moments whichdo not cancel out, resulting in a material with some degree of mag-netism (Jordens et al., 2013). Magnetic separation, is a methodcommonly used in rare earth mineral beneficiation to eradicatehighly magnetic gangue or to concentrate the desired paramag-netic REE bearing minerals such as monazite or xenotime (Guptaand Krishnamurthy, 2005). Beneficiation of monazite from beachsand mineral, involves gravity separation along with magnetic sep-arators to eliminate strongly magnetic minerals such as magnetiteand are also used to separate paramagnetic monazite fromnon-magnetic heavy mineral gangue material such as zircon andrutile (Ferron et al., 1991; Jordens et al., 2013). Ito et al., in 1991predicted the magnetic susceptibilities of rare earth minerals anddid not found any changes in magnetic behavior for different oxi-dation states of these elements.
Coarse heavy mineral sand of Congolone Mozambique, ZirconRutile Ltd of Australia, (Ferron et al., 1991) Cable Sands Pty Ltdplants (Houot et al., 1991), the Climax Co. mine of Amax (Aplan,1988; Cuthbertson, 1952), the Porter Bros. dry plant (Bautistaand Wong, 1989) are some of the industries in different countriescommercially practising mineral beneficiation for obtaining mon-azite concentrate. The beneficiated product is then chemicallytreated with acidic or alkaline reagents under the different condi-tions to leach out the desired REEs in the solution. Alternately, theundesired constituents are removed by chemical treatment to pro-duce concentrated REEs product. SGS Minerals Services presents aprocess flow-sheet for the processing of RE as given in Fig. 2.
3. Processing of monazite concentrate
As the monazite contains rare earth metals along with othermetallic values, their recovery is carried out from such materialsby pyro/hydrometallurgical processes consisting of heat treatmentfollowed by leaching, precipitation, solvent extraction, etc. Thephysically beneficiated concentrate are leached in a suitable lixi-viant acidic or alkaline solutions directly or after heat treatmentto dissolve the metallic values (Akkurt et al., 1993; Fatherly et al.,2008). The formation of different complexes of REs during theleaching under the different condition of Eh-pH in the sulfatesolution was also investigated (Kim and Osseo-Asare, 2012). Thestudies have been carried out by different authors for the recoveryof REMs from various resources available in different countrieswhich are evident from the various papers appearing in journals,proceedings and patents. The metals from the leach solution areremoved or concentrated by the precipitation, solvent extraction,ion exchange, electrolysis, etc. to produce the desired salt or metals.
3.1. Direct leaching of monazite concentrate
As monazite is chemically and thermally stable concentrate inthe form of crystalline phosphate mineral, it is difficult to dissolvesuch material in acids or alkali. It requires a suitable condition toleach out the complex materials/metals present in the monaziteusing acidic or alkaline solutions.
3.1.1. Direct leaching with acidsDifferent authors studied the direct leaching of monazite sand
using acidic solutions of sulfuric, hydrochloric and nitric acidsunder the different experimental conditions to dissolve the REEsor undesired components to get concentrate.
3.1.1.1. Leaching in sulfuric acid. The sulfuric acid has been usedmost extensively for the leaching of monazite, where the sulfate(SO4
2�) ion of H2SO4 acts as a ligand which reacts with RE at hightemperature as follows (Fernelius, 1946; Barghusen and Smutz,1958; Borrowman and Rosenbaum, 1962):
2REPO4ðsÞ þ 3H2SO4 ¼ ðREÞ2ðSO4Þ3ðsÞ þ 6Hþ þ 2PO3�4 ð1Þ
The process is used in United States for the selective solubilisa-tion of either Th or REs from monazite under controlled conditionson industrial scale (Parker and Baroch, 1971). Fernelius et al. in1946 as well as Kim and Osseo Asare in 2012 used 98% sulfuric acidto leach out monazite at 200–230 �C which was subsequentlyneutralized to separate REEs and Th. Pilkington and Wylie in1947 reported for the recovery of RE by the precipitation of the rareearth double sulfate. The process consists of digestion of monazitein sulfuric acid followed by precipitation of REs with oxalate anionsunder controlled pH from the sulfate solution (Fig. 3) (Welt et al.,1958). The oxalate precipitate containing Th and RE oxides aredissolved in nitric acid followed by selective extraction of REMswith tributyl phosphate from the nitrate solution.
3.1.1.2. Leaching in sulfuric acid after mechanochemicaltreatment. Kim et al. in 2009 reported the sulfuric acid leachingafter mechanochemical treatment of beneficiated monazite(212 lm size) obtained from the beach sand deposit of Malaysia(in wt% 20.5 Ce, 8.5 La, 6.9 Nd, 1.4 Pr, 0.7 Sm, 0.5 Gd, 0.8 Y and11.4P) with sodium hydroxide at room temperature. The formationof RE hydroxides and sodium phosphate was found to be completewithin 120 min grinding according to the reaction (2) and about92.3% P was removed by washing. Subsequent leaching carriedout of the washed product with 0.05 N sulfuric acid solutionenabled to improve the yield of each of La, Nd and Sm to around

Ground Monazite
Oxalate SupernatantU, PO4
3-, SO42-
Conc. H2SO4
Monazite Sulfate Solution
Precipitate, UF4
Oxalate PrecipitateTh, RE
Octyl Pyro Phosphoric Acid (OPPA)
Extract Phase UFeSO4
HF
CALCINATION
Oxides of RE (Ce IV), Th
HNO3
Monazite Nitrate Solution
Tributyl Phosphate (TBP)
Organic ExtractCe(IV), Th
Aqueous RaffinateRE, except Ce
NaNO2 Solution
Aqueous, Ce(III) Organic, Th H2O
Aqueous Th Solution
LEACHING
FILTRATIONResidue
PRECIPITATION Oxalic acid
PRECIPITATIONLEACHING
SOLVENT EXTRACTION
STRIPPING
Fig. 3. Flow-sheet for the processing of monazite sand by digesting in sulfuric acid.
Table 5The chemical composition of the ores of Tomtor and Chuktukon deposits.
Elements (oxide form) Contents %, (mass)
Tomtor deposits Chuktukon deposits
REEO including Y2O3 10.2 7.1Nb2O5 6.7 0.5TiO2 5.0 0.9Al2O3 17.1 4.9P2O5 16.0 4.8Fe2O3 12 51.4MnO2 – 12.4CaO 2.6 0.9SrO 3.8 0.4BaO 3.2 2.5SiO2 3.8 4.8SO3 0.5 –CO2 1.5 –
A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 107
85% or more. Also, the yields of Ce and Pr were respectivelyabout 20% and 70% remain un-dissolved since they are changedinto oxide forms according to the reaction given below (3)(Iijima et al., 1993; Zhang and Lincoln; 1994).
REPO4 þ 3NaOH ¼ REðOHÞ3 þ Na3PO4 ð2Þ
4CeðOHÞ3 þ O2 þ 2ð2n� 3ÞH2O ¼ 4½CeO2 � nH2O� ð3Þ
Pr forms first Pr(OH)3 and then Pr6O11 � nH2O in the milled pow-der. These oxides are not easily dissolved in dilute H2SO4 solutions(Zhang and Saito, 1998). These rare earth oxides are mostly dis-solved above 5 N acid concentration. Thus, mechanochemicalmilling plays a significant role in achieving high recovery of REEsfrom the leaching of the milled powder at room temperature.
3.1.1.3. Leaching in nitric acid. Different researchers used nitricacid for the dissolution of monazite and other associated metalsfrom apatites (phosphorites) containing monazite (Aly andMohammed, 1999; Jorjani et al., 2011; Konvisar et al., 1991). Thenitric acid is more effective for leaching REEs from phosphoritesthan sulfuric acid (Bunus and Dumitrescu, 1992). Gupta et al. in2002 reported the dissolution of monazite sand in concentratedHNO3 with HF and HClO4 in ratio 3:1.5:0.5 in a Teflon vessel for24 h at 80 �C. Recently, Kuzmin et al. in 2012 used the nitric acidto leach out the metals from the ground RE ore of 74 lm size(Chuktukon deposits, East Siberia, Russia) containing 3–7% REOs
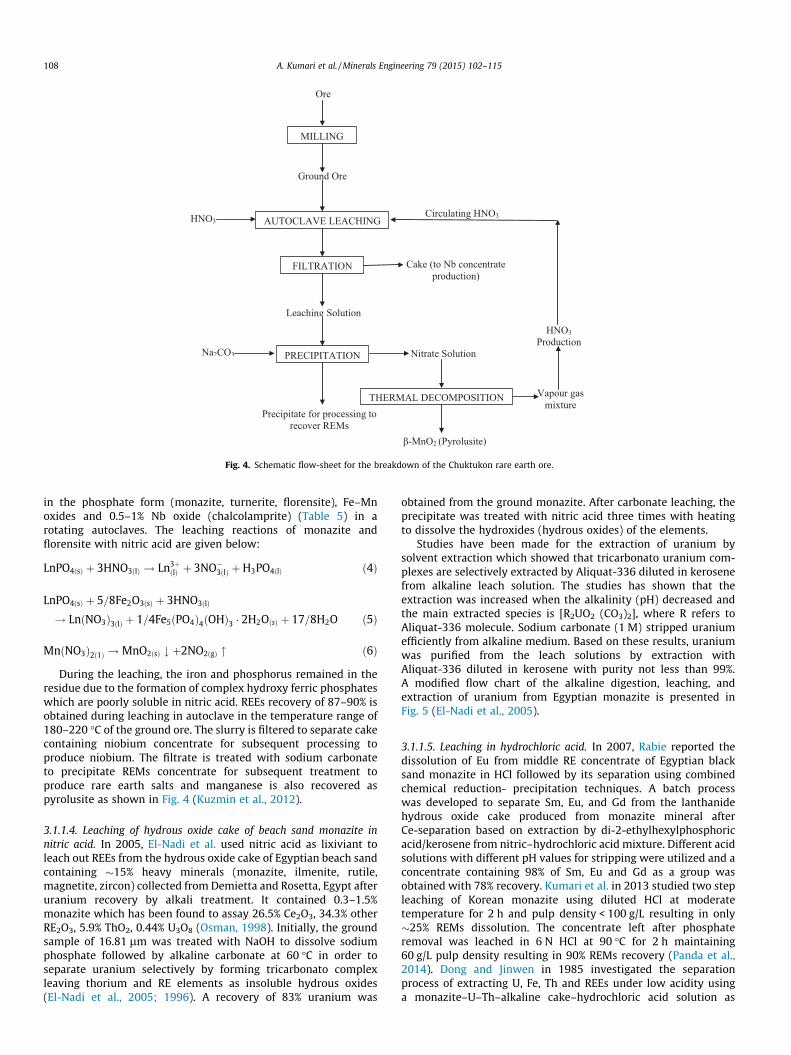
Ore
MILLING
Ground Ore
AUTOCLAVE LEACHINGHNO3
FILTRATION Cake (to Nb concentrateproduction)
Leaching Solution
PRECIPITATIONNa2CO3
Precipitate for processing to recover REMs
Nitrate Solution
THERMAL DECOMPOSITION
β-MnO2 (Pyrolusite)
Vapour gas mixture
HNO3 Production
Circulating HNO3
Fig. 4. Schematic flow-sheet for the breakdown of the Chuktukon rare earth ore.
108 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
in the phosphate form (monazite, turnerite, florensite), Fe–Mnoxides and 0.5–1% Nb oxide (chalcolamprite) (Table 5) in arotating autoclaves. The leaching reactions of monazite andflorensite with nitric acid are given below:
LnPO4ðsÞ þ 3HNO3ðlÞ ! Ln3þðlÞ þ 3NO�3ðlÞ þH3PO4ðlÞ ð4Þ
LnPO4ðsÞ þ 5=8Fe2O3ðsÞ þ 3HNO3ðlÞ
! LnðNO3Þ3ðlÞ þ 1=4Fe5ðPO4Þ4ðOHÞ3 � 2H2OðsÞ þ 17=8H2O ð5Þ
MnðNO3Þ2ð1Þ !MnO2ðsÞ # þ2NO2ðgÞ " ð6Þ
During the leaching, the iron and phosphorus remained in theresidue due to the formation of complex hydroxy ferric phosphateswhich are poorly soluble in nitric acid. REEs recovery of 87–90% isobtained during leaching in autoclave in the temperature range of180–220 �C of the ground ore. The slurry is filtered to separate cakecontaining niobium concentrate for subsequent processing toproduce niobium. The filtrate is treated with sodium carbonateto precipitate REMs concentrate for subsequent treatment toproduce rare earth salts and manganese is also recovered aspyrolusite as shown in Fig. 4 (Kuzmin et al., 2012).
3.1.1.4. Leaching of hydrous oxide cake of beach sand monazite innitric acid. In 2005, El-Nadi et al. used nitric acid as lixiviant toleach out REEs from the hydrous oxide cake of Egyptian beach sandcontaining �15% heavy minerals (monazite, ilmenite, rutile,magnetite, zircon) collected from Demietta and Rosetta, Egypt afteruranium recovery by alkali treatment. It contained 0.3–1.5%monazite which has been found to assay 26.5% Ce2O3, 34.3% otherRE2O3, 5.9% ThO2, 0.44% U3O8 (Osman, 1998). Initially, the groundsample of 16.81 lm was treated with NaOH to dissolve sodiumphosphate followed by alkaline carbonate at 60 �C in order toseparate uranium selectively by forming tricarbonato complexleaving thorium and RE elements as insoluble hydrous oxides(El-Nadi et al., 2005; 1996). A recovery of 83% uranium was
obtained from the ground monazite. After carbonate leaching, theprecipitate was treated with nitric acid three times with heatingto dissolve the hydroxides (hydrous oxides) of the elements.
Studies have been made for the extraction of uranium bysolvent extraction which showed that tricarbonato uranium com-plexes are selectively extracted by Aliquat-336 diluted in kerosenefrom alkaline leach solution. The studies has shown that theextraction was increased when the alkalinity (pH) decreased andthe main extracted species is [R2UO2 (CO3)2], where R refers toAliquat-336 molecule. Sodium carbonate (1 M) stripped uraniumefficiently from alkaline medium. Based on these results, uraniumwas purified from the leach solutions by extraction withAliquat-336 diluted in kerosene with purity not less than 99%.A modified flow chart of the alkaline digestion, leaching, andextraction of uranium from Egyptian monazite is presented inFig. 5 (El-Nadi et al., 2005).
3.1.1.5. Leaching in hydrochloric acid. In 2007, Rabie reported thedissolution of Eu from middle RE concentrate of Egyptian blacksand monazite in HCl followed by its separation using combinedchemical reduction- precipitation techniques. A batch processwas developed to separate Sm, Eu, and Gd from the lanthanidehydrous oxide cake produced from monazite mineral afterCe-separation based on extraction by di-2-ethylhexylphosphoricacid/kerosene from nitric–hydrochloric acid mixture. Different acidsolutions with different pH values for stripping were utilized and aconcentrate containing 98% of Sm, Eu and Gd as a group wasobtained with 78% recovery. Kumari et al. in 2013 studied two stepleaching of Korean monazite using diluted HCl at moderatetemperature for 2 h and pulp density < 100 g/L resulting in only�25% REMs dissolution. The concentrate left after phosphateremoval was leached in 6 N HCl at 90 �C for 2 h maintaining60 g/L pulp density resulting in 90% REMs recovery (Panda et al.,2014). Dong and Jinwen in 1985 investigated the separationprocess of extracting U, Fe, Th and REEs under low acidity usinga monazite–U–Th–alkaline cake–hydrochloric acid solution as

Monazite
GRINDING
LEACHING
FILTRATION
Ground Ore (mesh size: 200-270; 130g)
50% NaOH, 140°C,
Filtrate (Na3PO4 & excess NaOH)
Precipitate(Hydrous oxide of U, Th and REEs)
SEVERAL WASHINGNa2CO3, NaOH, H2O2, 60°C
FILTRATION Precipitate; Th + REEs
Filtrate (Uranium Tricarbonate)
DILUTION Water5% Vol. of Aliquat-336
STRIPPING Na2CO3 (1M)
ACIDIFICATION HNO3
Uranyl Nitrate
PRECIPITATION Ammonia
Uranium
Fig. 5. Modified flow-sheet of alkaline digestion, leaching and extraction ofuranium from Egyptian monazite.
Monazite 85-95% pure
MAGNETIC SEPARATION
Monazite 99% Light fraction
ALKALINE DIGESTION
A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 109
feed. DMHMP (Dimethylheptyl–methylphosphonate) and TBPwere taken as the extractants diluted in kerosene. It was foundthat when DMHMP or TBP is used alone for extracting Th fromlow hydrochloric acid concentration (1.5–2.0 N), the extractionpercentage of Th is only 1–2%.
FILTRATION
Phosphate solution Hydroxide cakeTh, U, Ra, REE
NEUTRALISATION
FILTRATION
Cake II Th & U hydroxide
Chloride solutionRa, REE
PRECIPITATIONREE Chloride
Mesothorium cake Ba(Ra)SO4
Fig. 6. Basic steps for chemical processing of monazite at USAM.
3.1.1.6. Comparison of leaching processes. Different investigationsare also done to compare the leaching processes at various condi-tions. Shin et al. in 2012 compared the leaching processes withtemperature viz. the pressure leaching, electrogenerated chlorineleaching and high concentration sulfate leaching using themonazite concentrate (45 lm size) containing 23.5% CeO2, 11.4%La2O3, 8.72% Nd2O3 and 2.54% Pr6O11. The pressure leaching testedat 5 atm and 220 �C showed the increase in concentrations of Ceand La with increasing sulfuric acid concentration from0.01 mol/L to 1 mol/L. In the electrogenerated chlorine leachingsystem, the concentration of La was found to decrease withincreasing temperature from 30 �C to 70 �C, due to decrease insolubility of chlorine with increasing temperature. In the concen-trated sulfuric acid leaching system, the leaching ratios of La andNd was found to increase to over 99% with increasing temperatureto 220 �C. The higher metal concentration of Ce, La and Nd areobtained in the concentrated sulfuric acid leaching systemthan in the pressure leaching and the electrogenerated chlorineleaching system. This result suggests that higher temperature
and concentration of sulfuric acid could accelerate the dissolutionof monazite concentrate.
But these acidic investigations have encountered a significantdrawback where the phosphate ions are lost by strong hot acidattack. During acid dissolution, the phosphate ions get convertedto phosphoric acid (a weak acid) which remains in solution astriprotic acid, having three ionizable hydrogen atoms which aresequentially lost and thus, the phosphate ions.
3.1.2. Direct leaching in alkaliAlkali treatment is used commercially for monazite dissolution
using caustic soda where the phosphate content of the ore is recov-ered as a marketable by-product, trisodium phosphate. Differentauthors (Krumholz, 1957; Meerson, 1957; Farah, 1965) reportedthe use of caustic soda at high temperature and pressure to dis-solve the phosphate ion of the monazite. In India, at Indian RareEarths Ltd (IREL), 3000–4000 tonnes of monazite per year are pro-cessed using the caustic soda for the decomposition of monazitesands (Gupta and Krishnamurthy, 2005). The caustic soda processis also followed for the monazite treatment in the different plantsestablished in Malaysia, France and U.S. (Sulaiman, 1991; Guptaand Krishnamurthy, 2005; de Rohden et al., 1950). Mackey in1986 and in 1988, Hart and Levins treated the monazite using70% NaOH under pressure for 2 h at 150 �C to produce insolubleRE and Th hydroxides for subsequent processing. In 2005, Lauriaand Rochedo reported different processing steps for the treatmentof monazite at the Santo Amaro mill (USAM), Brazil as presented inFig. 6.
Meerson in 1957 investigated complete extraction of mineral intwo stages by decomposing monazite in heated ball mill using
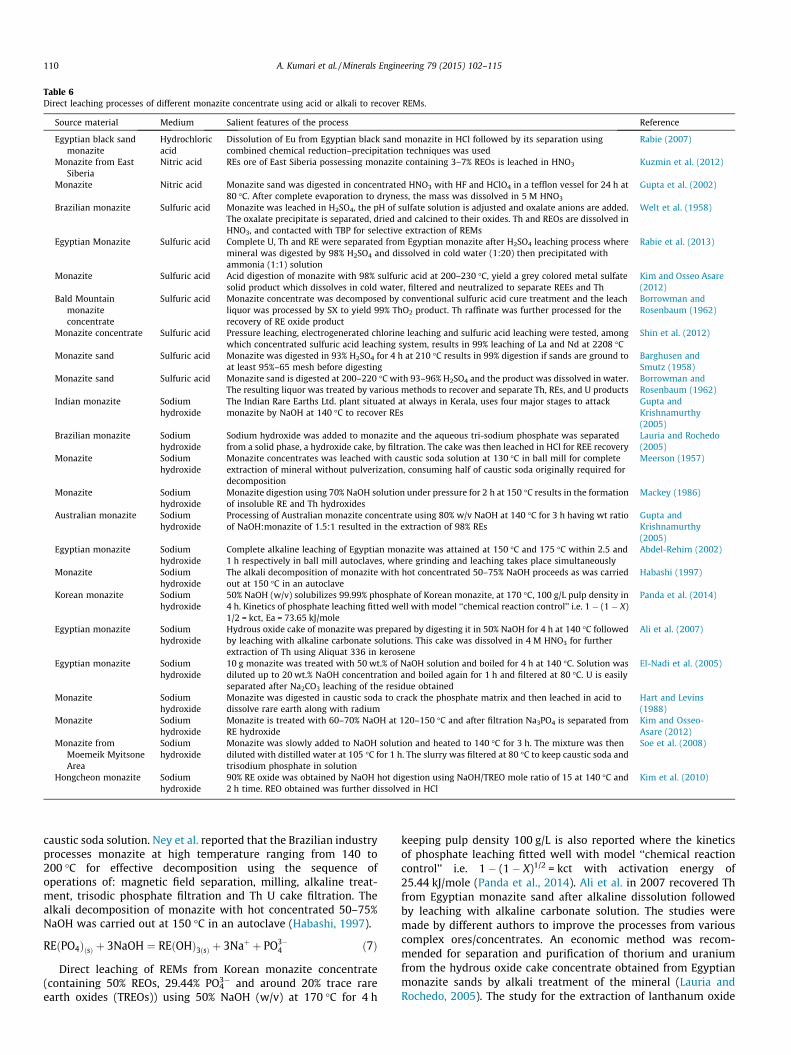
Table 6Direct leaching processes of different monazite concentrate using acid or alkali to recover REMs.
Source material Medium Salient features of the process Reference
Egyptian black sandmonazite
Hydrochloricacid
Dissolution of Eu from Egyptian black sand monazite in HCl followed by its separation usingcombined chemical reduction–precipitation techniques was used
Rabie (2007)
Monazite from EastSiberia
Nitric acid REs ore of East Siberia possessing monazite containing 3–7% REOs is leached in HNO3 Kuzmin et al. (2012)
Monazite Nitric acid Monazite sand was digested in concentrated HNO3 with HF and HClO4 in a tefflon vessel for 24 h at80 �C. After complete evaporation to dryness, the mass was dissolved in 5 M HNO3
Gupta et al. (2002)
Brazilian monazite Sulfuric acid Monazite was leached in H2SO4, the pH of sulfate solution is adjusted and oxalate anions are added.The oxalate precipitate is separated, dried and calcined to their oxides. Th and REOs are dissolved inHNO3, and contacted with TBP for selective extraction of REMs
Welt et al. (1958)
Egyptian Monazite Sulfuric acid Complete U, Th and RE were separated from Egyptian monazite after H2SO4 leaching process wheremineral was digested by 98% H2SO4 and dissolved in cold water (1:20) then precipitated withammonia (1:1) solution
Rabie et al. (2013)
Monazite Sulfuric acid Acid digestion of monazite with 98% sulfuric acid at 200–230 �C, yield a grey colored metal sulfatesolid product which dissolves in cold water, filtered and neutralized to separate REEs and Th
Kim and Osseo Asare(2012)
Bald Mountainmonaziteconcentrate
Sulfuric acid Monazite concentrate was decomposed by conventional sulfuric acid cure treatment and the leachliquor was processed by SX to yield 99% ThO2 product. Th raffinate was further processed for therecovery of RE oxide product
Borrowman andRosenbaum (1962)
Monazite concentrate Sulfuric acid Pressure leaching, electrogenerated chlorine leaching and sulfuric acid leaching were tested, amongwhich concentrated sulfuric acid leaching system, results in 99% leaching of La and Nd at 2208 �C
Shin et al. (2012)
Monazite sand Sulfuric acid Monazite was digested in 93% H2SO4 for 4 h at 210 �C results in 99% digestion if sands are ground toat least 95%–65 mesh before digesting
Barghusen andSmutz (1958)
Monazite sand Sulfuric acid Monazite sand is digested at 200–220 �C with 93–96% H2SO4 and the product was dissolved in water.The resulting liquor was treated by various methods to recover and separate Th, REs, and U products
Borrowman andRosenbaum (1962)
Indian monazite Sodiumhydroxide
The Indian Rare Earths Ltd. plant situated at always in Kerala, uses four major stages to attackmonazite by NaOH at 140 �C to recover REs
Gupta andKrishnamurthy(2005)
Brazilian monazite Sodiumhydroxide
Sodium hydroxide was added to monazite and the aqueous tri-sodium phosphate was separatedfrom a solid phase, a hydroxide cake, by filtration. The cake was then leached in HCl for REE recovery
Lauria and Rochedo(2005)
Monazite Sodiumhydroxide
Monazite concentrates was leached with caustic soda solution at 130 �C in ball mill for completeextraction of mineral without pulverization, consuming half of caustic soda originally required fordecomposition
Meerson (1957)
Monazite Sodiumhydroxide
Monazite digestion using 70% NaOH solution under pressure for 2 h at 150 �C results in the formationof insoluble RE and Th hydroxides
Mackey (1986)
Australian monazite Sodiumhydroxide
Processing of Australian monazite concentrate using 80% w/v NaOH at 140 �C for 3 h having wt ratioof NaOH:monazite of 1.5:1 resulted in the extraction of 98% REs
Gupta andKrishnamurthy(2005)
Egyptian monazite Sodiumhydroxide
Complete alkaline leaching of Egyptian monazite was attained at 150 �C and 175 �C within 2.5 and1 h respectively in ball mill autoclaves, where grinding and leaching takes place simultaneously
Abdel-Rehim (2002)
Monazite Sodiumhydroxide
The alkali decomposition of monazite with hot concentrated 50–75% NaOH proceeds as was carriedout at 150 �C in an autoclave
Habashi (1997)
Korean monazite Sodiumhydroxide
50% NaOH (w/v) solubilizes 99.99% phosphate of Korean monazite, at 170 �C, 100 g/L pulp density in4 h. Kinetics of phosphate leaching fitted well with model ‘‘chemical reaction control’’ i.e. 1 � (1 � X)1/2 = kct, Ea = 73.65 kJ/mole
Panda et al. (2014)
Egyptian monazite Sodiumhydroxide
Hydrous oxide cake of monazite was prepared by digesting it in 50% NaOH for 4 h at 140 �C followedby leaching with alkaline carbonate solutions. This cake was dissolved in 4 M HNO3 for furtherextraction of Th using Aliquat 336 in kerosene
Ali et al. (2007)
Egyptian monazite Sodiumhydroxide
10 g monazite was treated with 50 wt.% of NaOH solution and boiled for 4 h at 140 �C. Solution wasdiluted up to 20 wt.% NaOH concentration and boiled again for 1 h and filtered at 80 �C. U is easilyseparated after Na2CO3 leaching of the residue obtained
El-Nadi et al. (2005)
Monazite Sodiumhydroxide
Monazite was digested in caustic soda to crack the phosphate matrix and then leached in acid todissolve rare earth along with radium
Hart and Levins(1988)
Monazite Sodiumhydroxide
Monazite is treated with 60–70% NaOH at 120–150 �C and after filtration Na3PO4 is separated fromRE hydroxide
Kim and Osseo-Asare (2012)
Monazite fromMoemeik MyitsoneArea
Sodiumhydroxide
Monazite was slowly added to NaOH solution and heated to 140 �C for 3 h. The mixture was thendiluted with distilled water at 105 �C for 1 h. The slurry was filtered at 80 �C to keep caustic soda andtrisodium phosphate in solution
Soe et al. (2008)
Hongcheon monazite Sodiumhydroxide
90% RE oxide was obtained by NaOH hot digestion using NaOH/TREO mole ratio of 15 at 140 �C and2 h time. REO obtained was further dissolved in HCl
Kim et al. (2010)
110 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
caustic soda solution. Ney et al. reported that the Brazilian industryprocesses monazite at high temperature ranging from 140 to200 �C for effective decomposition using the sequence ofoperations of: magnetic field separation, milling, alkaline treat-ment, trisodic phosphate filtration and Th U cake filtration. Thealkali decomposition of monazite with hot concentrated 50–75%NaOH was carried out at 150 �C in an autoclave (Habashi, 1997).
REðPO4ÞðsÞ þ 3NaOH ¼ REðOHÞ3ðsÞ þ 3Naþ þ PO3�4 ð7Þ
Direct leaching of REMs from Korean monazite concentrate(containing 50% REOs, 29.44% PO4
3� and around 20% trace rareearth oxides (TREOs)) using 50% NaOH (w/v) at 170 �C for 4 h
keeping pulp density 100 g/L is also reported where the kineticsof phosphate leaching fitted well with model ‘‘chemical reactioncontrol’’ i.e. 1 � (1 � X)1/2 = kct with activation energy of25.44 kJ/mole (Panda et al., 2014). Ali et al. in 2007 recovered Thfrom Egyptian monazite sand after alkaline dissolution followedby leaching with alkaline carbonate solution. The studies weremade by different authors to improve the processes from variouscomplex ores/concentrates. An economic method was recom-mended for separation and purification of thorium and uraniumfrom the hydrous oxide cake concentrate obtained from Egyptianmonazite sands by alkali treatment of the mineral (Lauria andRochedo, 2005). The study for the extraction of lanthanum oxide

Table 7Summary of leaching technologies used with monazite to produce rare earth elements.
Different processes Yield ofREE (%)
Remarks Status
Digestion in hot H2SO4 – Process conditions determine whether light rare earths are only leached or along with light rareearths, heavy rare earth elements as well as thorium are also leached. This process yields nopure product
Outdated
(i) Digestion in hot 60–70% NaOH(ii) Washing residue with hot water
(iii) Leach with mineral acid of choice
98 Cerium cannot be leached if manganese is present. Thorium is leached together with rare earthelements. Sodium tri-phosphate (Na3SO4) is a marketable byproduct
In use
(i) Heat under reducing and sulphidiz-ing atmosphere with CaCl2 andCaCO3
(ii) Leach with 3% HCl
89 Fine grinding is not required. Thorium remains in the residue as ThO2. No problem ofmanganese is observed
In use
A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 111
from monazite concentrate was also carried out using NaOH(Soe et al., 2008). Kim and Osseo-Asare in 2012; El-Nadi et al. in2005 as well as Kim et al. in 2010 reported the hydrometallurgicalprocessing of monazite by optimizing leaching conditions for thedissolution of monazite for RE recovery by hot digestion methodusing NaOH. Several methods are used for industrial processingof monazite to extract lanthanides (Anwar and Abdel-Rehim,1970; Doyle and Duyvesteyn, 1992; Cuthbert, 1958; Kaplan,1960; Rajagopalan, 1957; Zelikman, 1963; Sinyaver, 1966; Hilaland Kiwan, 1968; Habashi, 1999). An innovative method forprocessing Egyptian monazite by alkaline leaching in ball millautoclaves was studied, where grinding and leaching of monazitetake place simultaneously. Leaching was followed by selectiveseparation of Th and U from lanthanides (Abdel-Rehim, 2002).The salient features of different processes for monazite processingusing direct leaching with acid and alkali are shown in Table 6.
3.1.2.1. Leaching of RE concentrate of monazite in ammoniumcarbonate. In 2006, de Vasconcellos et al. studied REE concentrate(analysis in (%): Y2O3 2.4, Dy2O3 0.6, Gd2O3 2.7, CeO2 2.5, Nd2O3
33.2, La2O3 40.3, Sm2O3 4.1 and Pr6O11 7.5) produced industriallyfrom the chemical treatment of monazite sand in Sao Paulo,Brazil to enrich yttrium by leaching and precipitation process.The yttrium concentrate was treated with 200 g/L ammoniumcarbonate for 10–30 min at room temperature to dissolve yttriumalong with other REEs. Subsequently, cerium, praseodymium andneodymium were selectively precipitated using hydrogen peroxidefrom the leach solution leaving yttrium in the solution. Yttriumwas then recovered from the carbonate solution as the oxalateand finally as oxide having 81% Y2O3.
3.2. Pre-treatment of monazite concentrate
In order to improve the recovery of REEs from the monazite,the material is pre-treated before leaching in suitablelixiviants. Several literatures have been reported related to thepre-treatment of monazite with alkali for subsequent processing(Panda et al., 2014; Franken, 1995). The concentrates are usuallycalcined at varying temperature with alkali in a rotary tubularelectric furnace. Yanhui et al. in 2012 reported the calcinationtemperature on decomposition of rare earth, oxidation of cerium,removal of fluorine and phosphorous etc. The decomposition ofrare earth and the oxidation of cerium were found to be 95.8%and 93.7%, respectively above 300 �C. In 2004, Kim et al. foundthe decomposition of monazite concentrate with NaOH at 460 �Cand NaOH/TREO mole ratio of 6. Shuchen et al. in 2007 obtained79% decomposition of REPO4 with CaO when 10% of NaCl–CaCl2
used at roasting temperature of 150 �C in 1 h. In 2007, Wen-yuanet al. reported the calcinations of monazite and mixed rareearth minerals with CaO–NaCl–CaCl2. They also studied the
decomposition of monazite and mixed rare earth concentrate byTG/DTA method with CaO–CaCl–CaCl2 at 700 �C for 1 h. Xue et al.in 2010 reported that the intensity of the peak during TG/DTAstudies of monazite decomposed by CaO at 700–750 �C is increasedon addition of NaCl–CaCl2. In 2010, Peng-fei et al. removed 98%phosphorus from the monazite pellets when the mixture ofmonazite, charred coal roasted at 1400 �C for 2 h.
A roast–leach process has been reported for the extraction ofrare earth from complex monazite concentrates using sulfuric acidand other leaching agents at the Pea Ridge iron mine in Sullivan(Franken, 1995). In this process, the RE phosphate of the ore isconverted to its oxide, which eliminated hazardous processingsteps currently in practice. The cerium present in the ore isselectively solubilized with 265 g/L sulfuric from the roasted massat 427 �C. Subsequently, the neodymium and lanthanum can beleached with 88 g/L sulfuric acid after roasting at 500 �C. Finally,neodymium, praseodymium and yttrium are solubilized at aroasting temperature of 871 �C and a sulfuric acid concentrationof 265 g/L. Alternative leaching media, such as thiourea, sulfuricacid-doped thiourea mixtures, ammonium thiosulfate, nitric acidand hydrochloric acid have also been investigated with ultrasonicagitation. With ultrasonics agitation, hydrochloric acid proved tobe the best leaching medium. The best roasting temperatures forselective solubilization remained the same with 64 g/L hydrochlo-ric acid. Kim et al. in 2009 also reported the sulfuric acid leachingafter mechanochemical treatment of monazite with sodiumhydroxide at room temperature. The optimum time for the millingof the mixture for mechanochemical activation for the formation ofRE hydroxides and sodium phosphate is about 120 min.
3.3. Leaching of monazite concentrate after pre-treatment
Apart from the conventional direct leaching of concentrate inacid or alkali, several studies have been done on monazite leachingafter pre-treatment which may improve recovery of REOs byconsuming less acid and eliminating hazardous steps generallypracticed. In 2011, Hussein reported that the hydroxide cakeobtained from alkaline processing of monazite is leached withHCl at 80 �C. To determine the efficiency of monazite leaching,the hydroxide cake obtained by alkaline processing is leached in10% HCl at 80 �C for 30 min (Abdel-Rehim, 2002). Franken in1995 used HCl after roasting monazite (Pea Ridge iron mine,Sullivan) for the solubilisation of phosphate. The NaOH hotdigestion product was leached in 6 N HCl for 2 h and pulp densityof 15%, yielding 90% RE (Kim and Osseo-Asare, 2012). Thedecomposed monazite concentrate of Hong-Cheon area wasleached in 8 N HCl at 80 �C for 2 h with 10% pulp density leadingto 90% recovery of REMs (Kim et al., 2004). The precipitatedhydrous oxide cake produced by alkaline dissolution of Egyptianmonazite was washed with a solution containing 40 vol.% 1 M
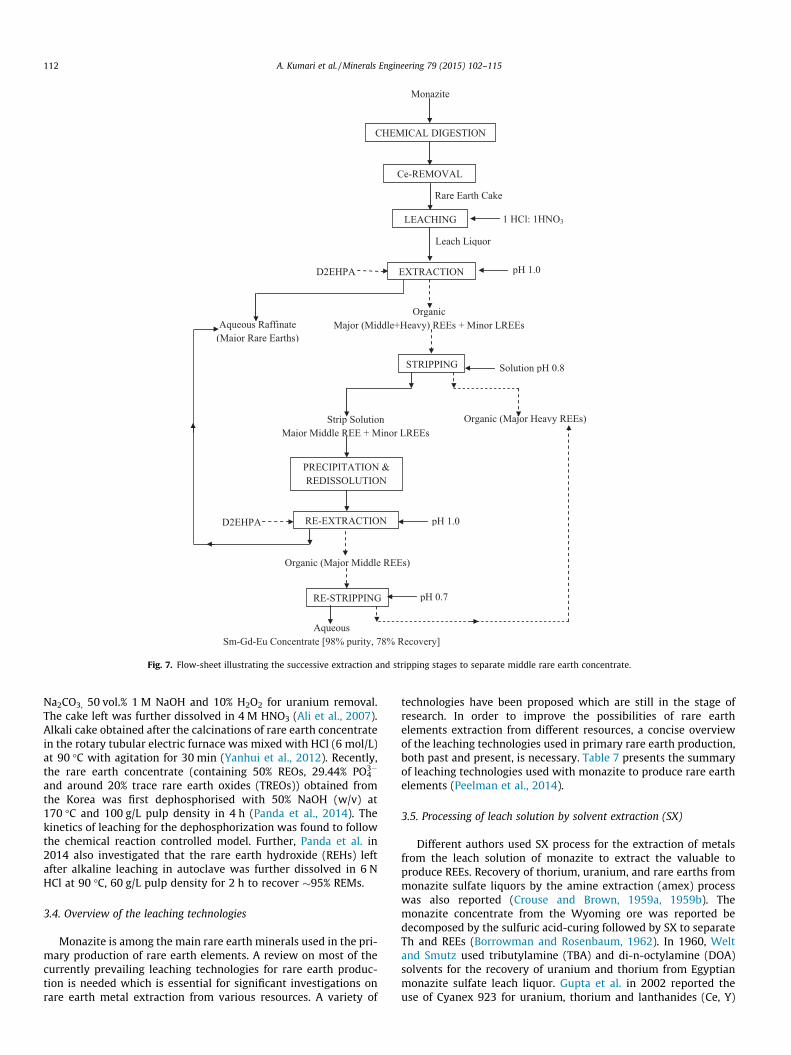
Monazite
CHEMICAL DIGESTION
Rare Earth Cake
LEACHING 1 HCl: 1HNO3
EXTRACTION pH 1.0 D2EHPA
Leach Liquor
OrganicMajor (Middle+Heavy) REEs + Minor LREEsAqueous Raffinate
(Major Rare Earths)
STRIPPING Solution pH 0.8
Organic (Major Heavy REEs)Strip SolutionMajor Middle REE + Minor LREEs
PRECIPITATION & REDISSOLUTION
RE-EXTRACTION pH 1.0D2EHPA
Organic (Major Middle REEs)
RE-STRIPPING pH 0.7
AqueousSm-Gd-Eu Concentrate [98% purity, 78% Recovery]
Ce-REMOVAL
Fig. 7. Flow-sheet illustrating the successive extraction and stripping stages to separate middle rare earth concentrate.
112 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
Na2CO3, 50 vol.% 1 M NaOH and 10% H2O2 for uranium removal.The cake left was further dissolved in 4 M HNO3 (Ali et al., 2007).Alkali cake obtained after the calcinations of rare earth concentratein the rotary tubular electric furnace was mixed with HCl (6 mol/L)at 90 �C with agitation for 30 min (Yanhui et al., 2012). Recently,the rare earth concentrate (containing 50% REOs, 29.44% PO4
3�
and around 20% trace rare earth oxides (TREOs)) obtained fromthe Korea was first dephosphorised with 50% NaOH (w/v) at170 �C and 100 g/L pulp density in 4 h (Panda et al., 2014). Thekinetics of leaching for the dephosphorization was found to followthe chemical reaction controlled model. Further, Panda et al. in2014 also investigated that the rare earth hydroxide (REHs) leftafter alkaline leaching in autoclave was further dissolved in 6 NHCl at 90 �C, 60 g/L pulp density for 2 h to recover �95% REMs.
3.4. Overview of the leaching technologies
Monazite is among the main rare earth minerals used in the pri-mary production of rare earth elements. A review on most of thecurrently prevailing leaching technologies for rare earth produc-tion is needed which is essential for significant investigations onrare earth metal extraction from various resources. A variety of
technologies have been proposed which are still in the stage ofresearch. In order to improve the possibilities of rare earthelements extraction from different resources, a concise overviewof the leaching technologies used in primary rare earth production,both past and present, is necessary. Table 7 presents the summaryof leaching technologies used with monazite to produce rare earthelements (Peelman et al., 2014).
3.5. Processing of leach solution by solvent extraction (SX)
Different authors used SX process for the extraction of metalsfrom the leach solution of monazite to extract the valuable toproduce REEs. Recovery of thorium, uranium, and rare earths frommonazite sulfate liquors by the amine extraction (amex) processwas also reported (Crouse and Brown, 1959a, 1959b). Themonazite concentrate from the Wyoming ore was reported bedecomposed by the sulfuric acid-curing followed by SX to separateTh and REEs (Borrowman and Rosenbaum, 1962). In 1960, Weltand Smutz used tributylamine (TBA) and di-n-octylamine (DOA)solvents for the recovery of uranium and thorium from Egyptianmonazite sulfate leach liquor. Gupta et al. in 2002 reported theuse of Cyanex 923 for uranium, thorium and lanthanides (Ce, Y)

A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 113
from the digested leach solution of monazite in HNO3 with HF andHClO4. In 2007, Rabie et al. used di-2-ethylhexylphosphoric acid inkerosene for the separation of Sm, Eu, and Gd in nitric–hydrochlo-ric acid mixed solution obtained from the lanthanide hydrousoxide cake produced from monazite mineral of the Egyptian beachblack sand deposits after Ce-separation. Under the optimised SXcondition, a concentrate containing 98% of Sm, Eu, and Gd as agroup was obtained with a 78% recovery (Fig. 7).
Amaral and Morais in 2010 used the mixed extractant ofPrimene JM-T and Alamine 336 in kerosene for the selectiveextraction of Th and U from the sulfate leach solution of monazite.The solvent extracted almost total Th and U leaving only 0.001 g/Lmetals in the raffinate. The loaded Th and U were stripped with HClsolution. The process was validated in continuous mode using MSUof four and five stages of extraction and stripping stages. In 2013,Rabie et al. reported the possibility of extracting completely,uranium by using tri-butyl phosphate (TBP) as an extractant fromleach liquor produced after sulfuric acid monazite digestion. Thestripping was carried out with cold water. After selecting the bestconditions for the process, which was 40–50% TBP/keroseneextractant concentration, 1.5–2 M oxalic acid concentration as aprecipitant for thorium (extracted with uranium), 45–60 minstirring time and temperature was 40–50 �C. A loaded strippingsolution containing 0.1986 g of U3O8 from the starting 0.21 g withmore than 99% purity and 99.3% recovery was obtained.
3.6. Recovery of REs from the leach solution by precipitation
Abreu and Morais in 2010 reported the development of anefficient and relatively simple process to obtain high grade CeO2
from sulfuric acid leach liquor obtained through acid digestionof monazite. The process step consists of purification of the REby precipitation as rare earth and sodium double sulfate[NaRE(SO4)2 � xH2O] followed by its conversion into RE–hydroxide(RE(OH)3) through metathetic reaction and recovery of cerium.The cerium is then purified from the mixture of ceric hydroxideand manganese dioxide precipitate through dissolution of the solidwith HCl and precipitation of the cerium through the addition ofoxalic acid (H2C2O4) or ammonium hydroxide (NH4OH) solution.The precipitate is calcined to get 99.5% pure CeO2 with recoveryyield greater than 98%.
The flow sheets provided are reported to be feasible. However,the cost of the processes depend on various factors viz. cost ofraw materials, availability of high grade ore, chemicals, land,infrastructure, global demand and supply. Some of the processflow-sheets are of bench scale studies and others are commercialscale process. The commercial scale processes are well proved asplants are running. Bench scale flow-sheets are also required forthe scale-up studies for testing of feasibility/commercialization.
3.7. Environmental aspects of monazite processing
Any chemical process used to recover metals from differentresources effects the environment directly or indirectly. However,mining of primary ores also effect the whole ecosystem as mininghas possibility to liberate detrimental substances of radionuclides,acids, fluorides, etc. due to overtopping/collapsing of tailing dams.Thus, government enforces regulations on companies and usetechnology to reduce the damage due to mining by establishingsafeguards before operations proceeds. As far as hydrometallurgi-cal processes are concern, either acids or alkali are used, whichreleases toxic fluids and gases. But all this detrimental effects canbe controlled by expanding various technologies viz. scrubbing oftoxic gases released using different reagents or regenerating theacidic solution for further use, etc. But, overall, to avoid the effectson the ecosystem due to mining and processing of primary
resources, RE recovery from secondary resource recycling wouldbe a great opportunity to secure REEs and save the environment.
4. Conclusions
Based on the above review, the recovery of REMs from itsmineral monazite has been made by physical beneficiationfollowed by hydrometallurgical treatment using acidic and alkalinesolutions, the following conclusions can be made.
� Combined physical and flotation methods viz. gravimetric,electrostatic or magnetic separation processes have been usedfor the recuperation of monazite concentrate from fine heavymineral beach sand deposits where standard gravity methodsare not very efficient for finer size range and thus, flotationmethod is useful.� The beneficiated monazite ore is usually processed following
hydrometallurgical and sometimes pyrometallurgical opera-tions to recover REMs. However, several literatures have beenreported related to the pre-treatment study of monaziteconcentrate.� The use of sulfuric acid in various industries for processing
monazite results in the loss of phosphoric acid content, lowsolubility of the sulfates formed, poor separation of Th andREs and high cost of maintenance. The drawbacks of the acidicprocess make the alkaline (NaOH) treatment acceptable fromindustrial point of view.� Apart from the conventional method of direct leaching of
monazite concentrate in acid or alkali, several studies have beendone on monazite leaching after pre- treatment processeswhich may increase the percentage yield of REOs by consumingless acid and will also eliminates some costly and hazardousprocessing steps generally practiced.� The leach solution containing REEs and other metals such as Th
or U obtained could be further purified by precipitation/solventextraction process.� The development of modern and lucrative technologies in field
of primary processing is mandatory to utilize indigenousresources but in order to avoid the effects on the ecosystemdue to mining and processing of primary resources, RE recoveryfrom secondary resource recycling would be a great opportunityto secure REEs and save the environmental. The expansion inthese prevailing technologies will meet the future necessitiesof REs in a variety of applications.
Acknowledgements
This paper is based on the joint collaborative research workcarried out between CSIR-National Metallurgical Laboratory(CSIR-NML), Jamshedpur, India and Korea Institute ofGeosciences & Mineral Resources (KIGAM), South Korea. Authorsare thankful to the Korea Institute of Geosciences & MineralResources (KIGAM), South Korea for the financial support. Wewould also like to acknowledge the financial support providedunder the R & D Convergence Program of MSIP (Ministry ofScience, ICT and Future Planning) and NST (National ResearchCouncil of Science and Technology) of Republic of Korea (GrantB551179-11-01-00).
References
Abdel-Rehim, A.M., 2002. An innovative method for processing Egyptian monazite.Hydrometallurgy 67, 9–17.
Abreu, R.D., Morais, C.A., 2010. Purification of rare earth element from monazitesulfuric acid leach liquor and the production of high purity ceric oxide. Miner.Eng. 23, 536–540.

114 A. Kumari et al. / Minerals Engineering 79 (2015) 102–115
Akkurt, S., Topkaya, Y., Ozbayoglu, G., 1993. Extraction of rare earths from a Turkishore. Physicochem. Probl. Miner. Process. 27, 68–76.
Ali, A.M.I., El-Nadi, Y.A., Daoud, J.A., Aly, H.F., 2007. Recovery of thorium (IV) fromleached monazite solutions using counter-current extraction. Int. Jr. Miner.Process. 81, 217–223.
Aly, M.M., Mohammed, N.A., 1999. Recovery of lanthanides from Abu Tarturphosphate rock, Egypt. Hydrometallurgy 52 (2), 199–206.
Amaral, J.C.B.S., Morais, C.A., 2010. Thorium and uranium extraction from rare earthelements in monazite sulfuric acid liquor through solvent extraction. Miner.Eng. 23 (6), 498–503.
Anwar, Y.M., Abdel-Rehim, A.M., 1970. Extraction of thorium from Egyptianmonazite. Bull. Fac. Sci. Alex. Univ. 10, 152–171.
Aplan, F.F., 1988. The processing of rare earth minerals, rare earths. In: Bautista,R.G., Wong, M.M. (Eds.), The Minerals. Metals and Materials Society,Warrendale, PA, pp. 15–34.
Barghusen, J., Smutz, M., 1958. Processing of monazite sands. Ind. & Engg. Chem. 50(12), 1754–1755.
Bautista, R.G., Wong, M.M., 1989. Rare earths: extraction, preparation andapplications. In: Proceedings of a Symposium on Rare Earths: Extraction,Preparation and Applications sponsored by the TMS Reactive MetalsCommittee, TMS Annual Meeting, Las Vegas, Nevada.
Borrowman, S.R., Rosenbaum, J.B., 1962. Recovery of Thorium From a Wyoming Ore.U.S. Dept. of the Interior, Bureau of Mines, Washington.
Bunus, F.T., Dumitrescu, R., 1992. Simultaneous extraction of rare earth elementsand uranium from phosphoric acid. Hydrometallurgy 28, 331–338.
Castilloux, R., 2014, Rare earth market outlook: supply, demand and pricing from2014 to 2020, Adamas Intelligence, Critical metals and mineral research.
Cheng, T.W., Holtham, P.N., Tran, T., 1993. Froth flotation of monazite and xenotime.Miner. Eng. 6 (4), 341–351.
Chi, R., Xu, S., Zhu, G., Xu, J., Qiu, X., 2001. Beneficiation of rare earth ore in China. In:Light Metals 2001: Technical Sessions at the 130th TMS Annual Meeting. TMSAluminum Committee, New Orleans, pp. 1159–1165.
Cole, H., 1988. Rare earths in Alaska. In: Proceedings of Office of the Governor’sAlaska Science and Engineering, Advisory Commission Symposium, Fairbanks,Alaska.
Crouse, D.J., Brown, K.B., 1959a. Recovery of Thorium, Uranium, and Rare Earthsfrom Monazite Sulfate Liquors by the Amine Extraction (Amex) Process. UnionCarbide Corporation for the U.S. Atomic energy commission.
Crouse, D.J., Brown, K.B., 1959b. The amex process for extracting thorium ores withalkyl amines. Ind. Engg. Chem. 51 (12), 1461–1464.
Cuthbert, F.L., 1958. Thorium Production Technology, US Atomic EnergyCommission. Addison-Wesley.
Cuthbertson, R.E., 1952. Froth Flotation of Monazite from Heavy Gravity Minerals,Office, U.S.P., 2610738 (pp. 1–3).
de Rohden, C., Seine, N., Peltier, M., 1950. Treatment of monazite, US 2783125 A.de Vasconcellos, M.E., da Rocha, S.M.R., Pedreira, W.R., da S.Queiroz, C.A., Abrao, A.,
2006. Enrichment of yttrium from rare earth concentrate by ammoniumcarbonate leaching and peroxide precipitation. Jr. Alloys Comp. 418, 200–203.
Dixit, S.G., Biswas, A.K., 2008. Minerals beneficiation – pH dependence of theflotation and adsorption properties of some beach sand minerals. AIME Trans.
Dong, Z., Jinwen, D., 1895. Separation process for U, Th, Fe and rare earth elementsin monazite by extraction with DMHMP and TBP. In: Guangxian, X., Jenei, X.(Eds.), New Frontiers in Rare Earth Science and Applications. Academic PressInc., Orlando, FL, USA, p. 497.
Doyle, F.M., Duyvesteyn, S., 1992. Aqueous processing of minerals, metals andmaterials. Jr. Met. 45 (4), 46–54.
El-Nadi, Y.A., 1996. Extraction of Uranium from Alkaline Medium by OrganicExtractants. MS thesis, Cairo University.
El-Nadi, Y.A., Daoud, J.A., Aly, H.F., 2005. Modified leaching and extraction ofuranium from hydrous oxide cake of Egyptian monazite. Int. Jr. Miner. Process.76, 101–110.
Farah, M.Y., 1965. Reactor grade uranium from Egyptian monazite by newertechniques. In: Proceeding of International Conference of Peaceful Uses ofAtomic Energy, Geneva, vol. 12, pp. 147–156.
Fatherly, N., O’Neill, M., Glemza, A., 2008. Formerly used sites remedial actionprogram (FUSRAP) W.R. Grace Feasibility Study (FS) Alternative DevelopmentProcess Challenges and Successes, WM Conference, Phoenix, AZ.
Fernelius, W.C., 1946. Inorganic Syntheses, first ed. McGraw-Hill Inc., New York,USA, pp. 38–43 (vol. II).
Ferron, C.J., Bulatovic, S.M., Salter, R.S., 1991. Beneficiation of rare earth oxidemineral. Mater. Sci. Forum, 251–270.
Franken, K.M., 1995. A roast–leach process for extraction of rare earths fromcomplex monazite–xenotime concentrates. Sep. Sci. Technol. 30 (7–9), 1941–1949.
Gupta, C.K., Krishnamurthy, N., 2005. Extractive Metallurgy of Rare Earths. CRCPress, NY, USA.
Gupta, B., Malik, P., Deep, A., 2002. Extraction of uranium, thorium, and lanthanidesusing Cyanex-923: their separations and recovery from monazite. J. Radioanal.Nucl. Chem. 251 (3), 451–456.
Guy, P.J., Bruckard, W.J., Vaisey, M.J., 2000. Beneficiation of Mt weld rare earthoxides by gravity concentration, flotation, and magnetic separation. In: SeventhMill Operators’ Conference. AusIMM, Kalgoorlie, pp. 197–205.
Habashi, F., 1997. Handbook of Extractive Metallurgy, vol. III. Wiley-VCH,Weinheim, Germany.
Habashi, F., 1999. Textbook of Hydrometallurgy. Gordon and Breach Science, NewYork.
Hart, K.P., Levins, D.M., 1988. Management of wastes from the processing of rareearth minerals, In: Chemeca 88 (16th: 1988: Sydney, N.S.W.). Chemeca 88:Australia’s Bicentennial International Conference for the Process Industries;Preprints of Papers. Barton, ACT: Institution of Engineers, Australia, 1988: 82–88,National conference publication (Institution of Engineers, Australia); no. 88/16.
Hatch, G.P., 2012. Dynamics in the global market for rare earths. Elements 8.Hedrick, J.B., 2001. Rare Earths, U.S. Geological Survey Minerals Year Book.Hedrick, J.B., 2004. U.S. Geological Survey 983 National Center, Reston, VA 20192,
Indiana.Hilal, O.M., Kiwan, A.M., 1968. Extraction of uranium from monazite after
separation of thorium and rare earths. Indian Jr. Technol. 6 (1), 17–19.Houot, R., Cuif, J.P., Mottot, Y., Samama, J.C., 1991. Recovery of rare earth minerals
with emphasis on flotation process. In: Siribumrungsukha, et al. (Eds.),Proceedings of International Conference on Rare Earth Minerals and Mineralsfor Electronic Uses, Sot&la University, Thailand, pp. 30l–324.
Hurst, C.A., 2010. China’s Ace in the Hole Rare Earth Elements, ndupress.ndu.edu,issue 59, 4th quarter 2010a/JFQ, pp. 121–126.
Hussein, A.E.M., 2011. Successive uranium and thorium adsorption from Egyptianmonazite by solvent impregnated foam. J. Radioanal. Nucl. Chem. 289, 321–329.
Iijima, T., Kato, K., Kuno, T., Okuwaki, A., Umetsu, Y., Okabe, T., 1993. Ceriumconcentrates and mixed rare earth chloride by the oxidative decomposition ofbastnasite in molten sodium hydroxide. Ind. Engg. Chem. Res. 32, 733–737.
Jackson, W.D., Christiansen, G., 1993. International Strategic Minerals InventorySummary Report—Rare-Earth Oxides. U.S. Geological Survey Circular 930-N(pp. 68).
Jordens, A., Cheng, Y.P., Waters, K.E., 2013. A review of the beneficiation of rareearth element bearing minerals. Miner. Eng. 41, 97–114.
Jordens, A., Sheridan, R.S., Rowson, N.A., Waters, K.E., 2014. Processing a rare earthmineral deposit using gravity and magnetic separation. Miner. Eng. 62, 9–18.
Jorjani, E., Bagherieh, A.H., Chelgani, S.C., 2011. Rare earth elements leaching fromChadormalu apatite concentrate: laboratory studies and regression predictions.Kor. Jr. Chem. Eng. 28, 557–562.
Kaplan, G.E., 1960. Thorium, It’s Ore Resources, Chemistry and Technology. AtomPublish, Moscow.
Kim, E., Osseo-Asare, K., 2012. Aqueous stability of thorium and rare earth metals inmonazite hydrometallurgy: Eh-pH diagrams for the systems Th–, Ce–, La–, Nd–(PO4)–(SO4)–H2O at 25 �C. Hydrometallurgy 113–114, 67–78.
Kim, J., Yoon, H., Kim, S., Kim, C., Lee, J., 2004. Caustic soda decomposition andleaching of monazite in Hong-Cheon area deposit. J. Kor. Inst. Resour. Recycl. 13(4), 11–16.
Kim, W., Bae, I., Chae, S., Shin, H., 2009. Mechanochemical decomposition ofmonazite to assist the extraction of rare earth elements. Jr. Alloys Comp. 486,610–614.
Kim, S., Lee, J., Kim, C., Yoon, H., Kim, J., 2010. NaOH decomposition andhydrochloric acid leaching of monazite by hot digestion method. Jr. KoreanInst. Resour. Recycl. 19 (6), 70–76.
Konvisar, L.V., Elkhatib, N.M., Kleshchnev, N.F., Lutfi, A.U., Berezutskaya, N.L., 1991.Investigation of the processes of nitric-acid decomposition of Syrian phosphatesIzvestiya Vysshikh Uchebnykh Zavedenii. Khimiya I KhimicheskayaTekhnologiya 34, 96–99.
Krumholz, P., 1957. Brazilian practice for monazite treatment. Rare Earth, Bombay.Kul, M., Topkaya, Y., Karakaya, I., 2008. Rare earth double sulfates from pre-
concentrated bastnasite. Hydrometallurgy 93, 129–135.Kumari, A., Jha, M.K., Hait, J., Sahu, S.K., Kumar, V., 2013. Processing of Korean
monazite concentrate for the recovery of rare earth metals (REMs). Jr. Ind.Chem. Soc. 90, 2105–2110.
Kuzmin, V.I., Pashkov, G.L., Lomaev, V.G., Voskresenskaya, E.N., Kuzmina, V.N., 2012.Combined approaches for comprehensive processing of rare earth metal ores.Hydrometallurgy 129–130, 1–6.
Lauria, D.C., Rochedo, E.R.R., 2005. The legacy of monazite processing in Brazil.Radiat. Prot. Dosim. 114 (4), 546–550.
Liu, S., Wang, H., Song, J., Fan, X., Tian, M., 2013. Dynamic variation of vegetationfraction for ion-absorbing type rare earths ore in south china based on landsatdata——case study of longnnan rare earths mines. Geo-Inf. Resour. Manage.Sustain. Ecosyst. Commun. Comput. Inf. Sci. 399, 354–362.
Mackey, T.S., 1986. Recent Developments in USA, Rare earth Technology. In:Proceedings of a Symposium, Society of Mineral Engineering, Littleton,Colorado.
Meerson, G.A., 1957. Alkaline leaching of monazite. J. Atom. Energy 3 (9), 259–264.Mitchell, C.J., Yusof, M.A., 1993. Beneficiation and appraisal of a beach placer sand
deposit from Malawi.Moustafa, M.I., Abdelfattah, N.A., 2010. Physical and chemical beneficiation of the
Egyptian beach monazite. Resour. Geol. 60 (3), 288–299.Ney, C.L.V., Tauhata, L., Oliveira Filho, D.S., 1992. Dose equivalent estimate of
works in a Brazilian monazite sand plant. In: International Congress of theInternational Radiation Protection Association (IRPA8), Montreal, Quebec,Canada. pp. 670–672.
Osman, A., 1998. Solvent extraction study on uranium and thorium from sulphuricacid solution and its technological application. M.Sc. Thesis, Zagazig University.
Ozbayoglu, G., Umit Atalay, M., 2000. Beneficiation of bastnaesite by a multi-gravityseparator. Jr. Alloys Comp. 303–304, 520–523.
Panda, R., Kumari, A., Jha, M.K., Hait, J., Kumar, V., Lee, J.Y., Kumar, J.R., 2014.Leaching of rare earth metals from Korean monazite. Jr. Ind. Engg. Chem. 20,2035–2042.
Pandey, B.D., 2011. Rare metals extraction from non-ferrous resources in India:Present status and prospects of R&D. In: Mankhand, T.R., Majumdar, Abhilash, S.

A. Kumari et al. / Minerals Engineering 79 (2015) 102–115 115
(Eds), 15th International Conference on Non-ferrous Metals, Hotel OberoiGrand, Kolkata.
Panigrahi, S.P., 2013. Critical review of beach sand mining in India – with particularreference to chhatrapur sand complex (oscom) in odisha – a case study.Department of Mining Engineering National Institute of Technology, Rourkela769008.
Parker, J.G., Baroch, C.T., 1971. The rare-earth elements, yttrium, and thorium: amaterials survey, U.S. Bureau of Mines Information Circular 8476, 92,Washington.
Pavez, O., Peres, A.E.C., 1993a. Flotation of monazite–zircon–rutile with sodiumoleate and hydroxamates. XVIII International Mineral Processing Congress,Sydney 4, 1007–1012.
Pavez, O., Peres, A.E.C., 1993b. Effect of sodium metasilicate and sodium sulphide onthe floatability of monazite–zircon–rutile with oleate and hydroxamates.Miner. Eng. 6 (1), 69–78.
Pavez, O., Peres, A.E.C., 1994. Technical note bench scale flotation of a Brazilianmonazite ore. Miner. Eng. 7 (12), 1561–1564.
Peelman, S., Sun, Z.H., Sietsma, J., Yang, Y., 2014. Leaching of rare earth elements:past and present. In: 1st European Rare Earth Resources Conference, ERES2014,Milos, pp. 446–456.
Peng-fei, X., Yan-zan, Z., Gan-feng, T., Jing, G., 2010. High temperaturedephosphorization behavior of monazite concentrates with charred coal.Trans. Nonferrous Met. Soc. China 20, 2392–2396.
Peravadhanulu, A., 1979. Benef. Beach Sands, 272–275.Pilkington, E.S., Wylie, A.W., 1947. Rare earth and thorium compounds from
monazite. Jr. Soc. Chern. Ind. (Lond.) 66, 387–394.Rabie, K.A., 2007. A group separation and purification of Sm, Eu and Gd from
Egyptian beach monazite mineral using solvent extraction. Hydrometallurgy85, 81–86.
Rabie, K.A., Abdel-Wahaab, S.M., Mahmoud, K.F., Hussein, A.E.M., Abd El-Fatah,A.I.L., 2013. Monazite–uranium separation and purification applying oxalic–nitrate–TBP extraction. Arab. Jr. Nucl. Sci. Appl. 46 (1), 30–42.
Rajagopalan, P.R., 1957. High-pressure hydrometallurgy of uranium and thorium.Indian Miner. Jr. 5 (4), 11.
Shin, H.Y., Park, H., Yoo, K.K., 2012. The effect of temperature on the leaching ofmonazite obtained from heavy mineral sands. Geosyst. Eng. 15 (2), 118–122.
Shuchen, S., Zhiying, W., Xue, B., Bo, G., Wenyuan, W., Ganfeng, T., 2007. Influence ofNaCl–CaCl2 on decomposing REPO4 with CaO. Jr. Rare Earths 25 (6), 779–782.
Sinyaver, B.V., 1966. Autoclave processes in nonferrous metallurgy, metallurgy ofnonferrous metals and gold. Nonfer. Met. Inf., 171–185
Soe, N.N., Shwe, L.T., Lwin, K.T., 2008. World academy of science. Eng. Technol. 46,142–145.
Sulaiman, M.Y., 1991. An overview of the rare-earth mineral processing industry inMalaysia. Mater. Sci. Forum 70–72, 389.
Thompson, W., Lombard, A., Santiago, E., Singh, A., 2011. Mineralogical studies inassisting beneficiation of rare earth element minerals from carbonatitedeposits. In: Proceedings of 10th International Congress for AppliedMineralogy (ICAM), Trondheim, Norway, pp 665–672 (ISBN-13: 978–82-7385-139-0).
Welt, M.A., Smutz, M., 1960. Processing methods of monazite sands. Jr. Met. 19,321–328.
Welt, M.A., Brooklyn, N.Y., Smutz, M., 1958. Method of processing monazite sand.Patent No. 2,849,286.
Wenyuan, W., Xue, B., Zhiying, W., Shuchen, S., Ganfeng, T., 2007. Reaction processof monazite and bastnaesite mixed rare earth minerals calcined by CaO–NaCl–CaCl2. Trans. Nonferrous Met. Soc. China 17 (4), 864–868.
Xue, B., Jianli, C., Zhihua, Z., Shaohua, Y., Yao, L., Fengyun, Z., Wenyuan, W., 2010.Kinetics of mixed rare earths minerals decomposed by CaO with NaCl–CaCl2
melting salt. Jr. Rare Earth 28, 86–90.Yanhui, X., Haijiao, L., Zhijun, M., Jianguo, C., Wenyi, Z., Liangcai, L., 2012.
Decomposition of bastnasite and monazite mixed rare earth minerals calcinedby alkali liquid. Jr. Rare Earths 30 (2), 155–158.
Zelikman, A.N., 1963. Metallurgy of Rare Earths Thorium and Uranium.Metallurgizdat, Moscow.
Zhang, J., Edwards, C., 2012. A review of rare earth mineral processing technology.In: 44th Annual Meeting of the Canadian Mineral Processors. CIM, Ottawa, pp.79–102.
Zhang, J., Lincoln, F.J., 1994. The decomposition of monazite by mechanical millingwith calcium oxide and calcium chloride. Jr. Alloys Comp. 205, 69–75.
Zhang, Q., Saito, F., 1998. Non-thermal process for extracting rare earths frombastnaesite by means of mechanochemical treatment. Hydrometallurgy 47,231–241.





























