Embed Size (px)
Citation preview

10
MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017), 10-17
www.ptcer.pl/mccm
ISSN 1505-1269
Theworkingliningismostfrequentlyconstructedfrompressedrefractorymaterialscontainingfrom3%to16%byweightofcarbon.Moreseldom,andinthemetalzoneandthebottomareaonly,alumina-spinelrefractorycastablesareusedoftheLCCtypeaccordingtothePN-EN 1402-1 standard“Unshapedrefractorymaterials.PartI:Introduc-tionandclassification.”Theslagzoneisthemostchemi-callyandthermallyloadedzoneofthesteelladlerefractorylining.
Theslaginthesteelladleservesthefollowingpurposes[1]:– accumulationofimpuritiesandsteelpollutingoxideor
sulphideimpuritiesthataretheproductsofsomereactionsoccurringinliquidmetal;
– protectionoftheliquidmetalagainstthedirectinflu-enceofthegasatmosphere;
– reductionofheatlossesthroughtheliquidmetalsur-face.
Thechemicalcompositionoftheslagvariesfromthebe-ginninguntiltheendofthesecondarysteeltreatmentanditis a result of non-metallic additives, metallic deoxidizers and ferroalloysemployed.Chemicalpropertiesofthenon-me-tallic additives and typical deoxidizers result in formation of basicslagswhichpredominantlycontainCaO-Al2O3-SiO2.
Key factors influencing the lifetime of a steel ladle in respect of the wear of refractoriesWiesław Zelik1*, Ryszard Lech2**,1Zakłady Magnezytowe„ROPCZYCE”S.A.,ul.Przemysłowa1,39-100Ropczyce,Poland,2AGHUniversityofScienceandTechnology,FacultyofMaterialsScienceandTechnology,al.A.Mickiewicza30,30-059 Kraków, Poland,*e-mail: [email protected]**e-mail: [email protected]
Abstract
Inthisarticle,themechanismofwearofarefractoryliningmadeofMgO-Cmaterialsintheslagzoneofasteelladlehasbeende-scribed.Resultsofanindustrialexperimentinvolvingtheexaminationofinfluenceofvariousfactorsonthemagnitudeofadecrementinrefractoryliningshapeshavebeenpresented.IthasbeenfoundthatthemagnitudeofthatdecrementisprincipallyinfluencedbyoxidationoftheMgO-Cmaterialduringatimedelayofthesteelladlepriortothenextheat.
Keywords:Magnesia-carbonmaterials,Steelladle,Slagzone,Wearofrefractories
NAJWAŻNIEJSZE CZYNNIKI WPŁYWAJĄCE NA CZAS ŻYCIA KADZI STALOWNICZEJ W ODNIESIENIU DO ZUŻYCIA MATERIAŁÓW OGNIOTRWAŁYCH
WartykuleopisanomechanizmzużyciawyłożeniaogniotrwałegowykonanegozmateriałówMgO-Cwstrefieżużlakadzistalow-niczej.Zaprezentowanowynikieksperymentuprzemysłowegoobejmującegobadaniawpływuróżnychczynnikównawielkośćubytkuwyłożeniaogniotrwałegostrefyżużla.Stwierdzono,żewielkośćtegoubytkuzależygłównieodutlenianiamateriałuMgO-Cpodczasprzerwyprzednastępnymogrzewaniem.
Słowa kluczowe:materiałymagnezjowo-węglowe,kadźstalownicza,strefażużla,zużyciemateriałówogniotrwałych
1. Introduction
Asteelladleisasteelvessellinedinsidewithceramicrefractory materials and it is destined to manufacture steel ofadesiredquality.Theweightofthemetalintheladlemayvaryfromseveraltoeven300tonsdependingonthesizeandtypeofasteelworks.Theproductiontemperatureofsteelisintherangefrom1590 °Cto1720 °C.Intheladle,steelistreatedbytheuseofnon-metallicslag-formingadditives,fre-quentlyinvacuumconditions.Themeltedmetalisstirredwithargon,reheatedwithanelectricarcfromcarbonelectrodesinthesteelladleplacedinaladle-furnacestand.Insomesteelworks,exothermicchemicalreactionsareusedtoraisethetemperatureofthemeltedmetal.Aftertherequiredcom-positionofthesteelhasbeenreached,tappingtakesplaceintoacontinuoussteelcastingtundishorintoingotmoulds.
Therefractoryliningofthesteelladlecomprisesawork-inglining,safetylayer,insulatingmaterials,sealingandcon-structionwithunshapedrefractories,refractorymaterialsingas-purgingsetsandrefractorymaterialsintappingsets.
Theworkinglifetimeofthesteelladledependsonarateofwearoftheworkingliningwhichiscomposedofafreeboard,slagzone,bottomandimpactarea.

MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017) 11
Keyfactorsinfluencingthelifetimeofasteelladleinrespectofthewearofrefractories
FortherefractoryliningintheslagzonemostfrequentlyMgO-Cmaterialsareexploited.Insomesteelmanufac-turingmethodsonly,materials fromtheMgO-CaO-CorMgO-Cr2O3systemsorcarbon-freerefractorymaterialswithabasiccharacterareused.Thelifetimeofthesteelladlerefractoryliningspanstherangefromadozenorsotoeven150heats.Thefactorsinfluencingitareasfollows:
– theheatingrateoftheceramic-carbonrefractoryliningoftheladle;
– theutilizationmethodoftheladlewiththefollowingparameters:theworkingtimeoftheladlefilledwithliquidmetal,thetimebetweentheendoftheworkingtimeoftheladleanditsrestart, thenumberof ladle interruptstothesurroundingtemperatureandthetotaltimeofholdingoftheladleinreadinessforaconsecutiveheatingintheheatingstands;
– thechemicalcompositionoftheresultingfromtheef-fectofvariousadditivesduringthecourseoftappingandmetallurgicalprocessinginthesecondarystage,
– theoperationmethodrelatingtotherapidremovalofslagduringtransferfromtheelectricarcfurnacetotheladle,
– theshellconditionandtheremovalmethodofslagandskullsremainingintheladleafterpreviousheats,
– thetappingtemperaturefromtheelectricarcfurnaceor converter,
– thetemperatureduringthesecondarysteeltreatmentresultingfromtheelectricreheating in the ladle-furnacestand,
– themetallevelintheladle.ThewearschemeofMgO-Cmaterialshasbeenwell
documented[2].Thecarbonismainlyintroducedintothemagnesia-carbonmaterials intheformofflakegraphite.Owingtoitsweakwettabilitybyliquidoxides,thegraphiteformsaprotectionagainstslaginfiltrationinsidetherefrac-tory material.
Thatfeature,togetherwiththeotherpropertiessuchashighthermalconductivity, lowcoefficientof linearexpan-sion,lowcoefficientofslidingfrictionwithgrainsofsinteredorfusedMgO,easydeformationundercompressionaswellasitsanisotropicandflakestructure,givestheMgO-Cma-terialspropertiesrequiredfortheirutilizationastherefrac-toryliningofasteelladle.
Thewearmechanismofmagnesia-carbonmaterialsincontactwithliquidslagsiscyclic.Thesequenceofphenom-enacomposingthatmechanismisasfollows:
a) oxidationofcarbononthesurfaceof therefractorymaterialwithoxygenoriginatingfromamixtureofgasessurroundingthematerial,oxygendissolvedinthesteeloroxidisedslagcontainingFeandMnoxides;
b) formationofaporouslayerofthematerialadjacenttothesurfaceasaresultofthereactionC(s)+0,5O2(g)→CO(g)orC(s)+O2(g)→CO2(g);
c) infiltrationoftheliquidslagintothedecarbonizedandporouslayeradjacenttothesurfaceoftherefractorymaterial;
d) surfacerinsingofsmall fragmentsoftherefractorymaterialasaresultofwashingtherefractoryliningwiththeladleslag;
e) dissolutionof themain(periclase)andaccompany-ing(silicates,spinels,ferrites,aluminates)phasesinladlemetallurgicslagswithvaryingbasicity;
f) convectionalremovalofliquidproductsofdissolutionfromthesurfaceoftherefractorymaterialintotheslag.
Duringasingleheat,therearenormallylessthantwomil-limetresofwearfromthehotfaceoftheMgO-Clining.WearratesfortheMgO-Cmaterials,beingalsoinfluencedbythemetallurgicoperatingconditionsandsecondarysteeltreat-ment,aredependentupontherefractorymaterial.Theseincludethepresence,type,shapeandqualityofthecarbonmatter,typeandqualityoftheemployedMgOcarrier,ad-ditionofantioxidantsandcompactnessoftherefractorymaterial.Duringconsecutiveheatsof thesteel ladle, thematerialisworncyclicallyaccordingtotheabovedescribedsequenceofphenomena.Moreover,theconvectionalslagmovementsfacilitatethecorrosionoftherefractorymate-rial[3–5].
Theresultshavebeenpresentedinthispaperofanex-perimentaimedtodeterminetheinfluenceoftheprincipalmetallurgicfactorsconnectedwiththeutilizationofasteelladleinasecondaryheattreatmentprocessonthewearofamagnesia-carbonmaterial installedintheslagzone.Threeladleshavebeenutilisedandeachladlewasmoni-toredtocollatethe operatingparametersforeachheat.Therefractoryliningoftheslagzonewascomposedofabout220piecesinstalledin6layersplacedoneontheother.Atthecompletionofeachladlecampaign,foursampleswereselectedatrandomfromtheslaglinetodeterminethewearrate,andonesamplewasexaminedforbothphysicalandchemicalproperties.
2. Materials and methods
The testedmagnesia-carbonmaterials were shapedmechanicallywithhydraulicpresseswithaunitpressureof1200bars.Themanufacturedshapesallowedtoinstallaspiralliningofthesteelladleslagzonewithathicknessof152.4mm.Theslagzonematerialwasbasedupon97gradefusedmagnesiaaggregate,97gradesinteredmagnesia,97%carbonflakegraphiteandMgAlalloyasametallicantioxidant.Phenolic-formaldehyderesinswerethebind-ers.Aftermoulding,theshapesweredriedat200 °Cfor8h.
Thephysicalandchemicalpropertiesofthemagnesia-carbonshapesusedfortheexecutionoftheworkingliningoftheslagzoneinthesteelladlearepresentedinTable1.
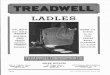
EstimationofthemicrostructureoftheMgO-CmaterialsafterproductionwascarriedoutbymeansofaZeissAxi-oskop40opticalmicroscope.TheresultingimagesofthemicrostructurewithvisiblepolycrystalsoffusedMgO,afewpores,grainsofmetallicMgAlalloy,andscatteredgraphiteflakesinthematrixareshowninFig.1.
The A cross-sections of the collected shapes werescanned with a RICOH device MP C2003 model witha resolution of 600 dpi, and processed with a graphicprograminordertooutlinethecross-sectionwithspecialconsiderationofthewearline.Everyscanwasmadewiththeuseofalinerule.
Theoutlinedcross-sectionwasconvertedintoacsvfilebymeansofthewebPlotDigtizerprogramversion3.8[6].Data from the csv filewere imported into theMathCadPrime3.1programwhere theL(x) interpolation function of theoutlinedcross-sectionwasdeterminedbymeans

12 MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017)
W. Zelik, R. Lech
ofthelinterpprocedureinthebrickthicknessof100mm.The surface area under the L(x) curve determined bymeansofintegrationintherangefrom0to100mmwasdividedbytheshapethickness,thusobtainingtheaver-age residual thickness b̄ . The difference between theknown initialshapewidthof152.4mmand theaverageresidual width provides the total material wear duringthe operation of each of the three tested steel ladles.AprofileofascannedandgraphicallyprocessedprofileofabricksurfaceresultingfromtheslagcorrosiveimpactisshowninFig.3.
3. Test results and their discussion
Aftercompletionofthewearmeasurementsforeachofthethreeladleswhichhadcompleted50,47and46heats,onerandomsamplefromthefourcollectedwasselectedtodetermineanychangesinphysicalandchemicalproperties.Thesamplebrickwascutintoapproximately3-centimetrethickslicesandasisshownschematicallyinFig.2c.
Table 1. Physical and chemical properties of the magnesia-carbon shapes.
Property Value Test code Standard
Openporosity[%] 4.6 AP PN-EN 993–1:1998
Bulkdensity[g/cm3] 2.99 BD PN-EN 993–1:1998
Crushingstrength[MPa] 65.2 CCS PN-ISO 10059–1:1996
Lossonignitionat1025 °C[%] 12.25 LOI PN-EN ISO 26845
Totalcarboncontent[%] 12.30 LECO LECOmethod,HFF-IR, LECO CS300
Crushingstrengthaftercoking[MPa] 53.0 CCSk PN-ISO 10059–1:1996
Bulkdensityaftercoking[g/cm3] 2.93 BDk PN-EN 993–1:1998
Openporosityaftercoking[%] 7.4 PN-EN 993–1:1998
Chemicalcomposition[wt.%]
MgO 93.8 XRF
PN-EN ISO 12677
Al2O3 2.77 XRF
SiO2 0.91 XRF
CaO 1.57 XRF
Fe2O3 0.71 XRF
Fig. 2. Arrangement diagram of the refractory shapes in the spiral lining where the thickness of the working lining of 100 mm has been marked (a); view of a worn shape with the A cross-section marked and loss of the material marked with dashed lines (b); cutting diagram of the worn shape into slices perpendicular to the A cross-section: i = 0, 1, 2, … are slice numbers (c).
Fig. 1.Images of microstructure of tested magnesia shapes: 1 – fused magnesia grains, 2 – free spaces, pores, 3 – Mg-Al alloy, 4 – flake graphite and other carbon carriers.The shapes collected for testing were mechanically cut with a dia-mond saw so as to obtain the A cross-section of the worn shapes as shown in Fig. 2, whilst the cutting spot was placed in the middle of the shape length.

MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017) 13
Keyfactorsinfluencingthelifetimeofasteelladleinrespectofthewearofrefractories
Testingwas carried out according to the proceduresshowninTable1.DatapresentedinTables2,3and4indi-catetheeffectofdistancefromthehotface(contactfacewithslag)upontestproperties.
Theobtainedresultsconfirmthelocalandsuperficialwearmanneroftherefractorymaterialintheslagzone.Nomodificationshavebeenobservedinthedomainofoxidecompositionofthematerialinthefirstandnextlayers.TheCaO,Al2O3andSiO2contentsdonotessentiallydifferinallthetestedsliceswhichindicatesthelackofslagpenetra-
tionintotheslaglinematerial.Openporosity,bulkdensityandtotalcarbonalsoremainwithintheanticipatedrange.
Foreachslice,aqualitativeanalysisofitsphasecom-positionhasbeenmade.ThetestingwasconductedwiththeuseofanX’PertPowderdiffractometerfromPANalyti-cal.Thepresenceofthefollowingphaseswasconfirmedinlayers0and1:periclase,smallamountsofsilicatephase,carbonandMgAl2O4spinel.Thespinelappearedasaresultofthefollowingreaction:
3MgO(s)+2Al(s)→3Mg(g)+Al2O3(s)
MgO(s)+Al2O3(s)→MgAl2O4(s)
Additional SEMtestingwascarriedout fromtheslagzoneareaoftheladlethatachieved50heatsusingaTES-CAN Mira 3 LMUscanningmicroscopewiththeOxfordInstruments–AztekX-raymicroanalysissystem.Theob-tained microstructure, taken at a distance of 2.5 mm from theworkingsurfaceisshowninFig.4whereitisclearthattheextentofcorrosionislimitedtothesurface.
Thedecarburizationprocess,clearlyvisible inFig.4,formsaporouslayerthat isreadily infiltratedandmakescorrosionpossiblebyslagpenetration.Theconsequencesarelocallossesofmaterialasaresultofwashingoutbytheliquidslag.ThisphenomenonisvisibleinthemicrostructureshowninFig.5.
Fig. 3. A sample profile of the surface of a worn shape from the refractory lining of a steel ladle prepared for integration in order to calculate the average shape wear.
Table 2. Physical and chemical properties of a shape collected from the ladle with 50 heats.
Test code AP[%]
BD[g × cm-3]
LECO[%]
XRF
MgO[%]
Al2O3
[%]SiO2
[%]CaO[%]
Fe2O3
[%]
Layer0 9.6 2.99 11.66 93.98 2.16 0.94 1.89 0.77
Layer1 9.7 2.98 11.19 94.46 2.14 0.90 1.56 0.71
Layer2 10.3 2.96 11.39 94.01 2.20 0.96 1.69 0.86
Layer3 9.6 2.96 11.93 94.13 2.23 0.94 1.68 0.78
Layer4 10.6 2.94 11.45 93.24 2.49 1.15 2.12 0.76
Layer5 12.5 2.89 10.92 94.02 2.33 1.00 1.75 0.69
Table 3. Physical and chemical properties of a shape collected from a ladle with 47 heats.
Test code AP[%]
BD[g × cm-3]
LECO[%]
XRF
MgO[%]
Al2O3
[%]SiO2
[%]CaO[%]
Fe2O3
[%]
Layer0 10.1 2.98 10.81 94.10 2.40 0.92 1.63 0.68
Layer1 9.9 2.97 10.75 93.86 2.72 0.93 1.56 0.71
Layer2 10.7 2.94 10.87 94.11 2.32 0.87 1.51 0.66
Table 4. Physical and chemical properties of a shape collected from a ladle with 46 heats.
Test code AP[%]
BD[g × cm-3]
LECO[%]
XRF
MgO[%]
Al2O3
[%]SiO2
[%]CaO[%]
Fe2O3
[%]
Layer0 9.8 2.99 9.77 94.04 2.61 0.87 1.56 0.68
Layer1 10.3 2.95 9.93 94.56 2.13 0.84 1.55 0.71
Layer2 12.9 2.87 9.03 94.48 2.24 0.83 1.55 0.68

14 MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017)
W. Zelik, R. Lech
Theaveragewearofrefractorymaterialscalculatedonthebasisofwearof4randomlyselectedshapesforeachofthethreetestedladlesispresentedinTable5.
One-factoranalysisofthevariancewiththesignificancelevelα=0.05exhibitedstatisticallysignificantdifferencesbetweentheaveragewearμioftherefractoryliningsofthetestedladles.Thetestedhypothesishastheformof:
H0:μ1=μ2=μ3
againstthealternativehypothesis:
H1:μ1≠μ2≠μ3
ThecalculationresultsofANOVAarepresentedinTable6.AcomparisonofthecalculatedFstatisticswiththecriti-
calvaluedemonstratesthatF > Fα=0.05;2.9.HencetheH0hy-pothesisisrejected,fromwhichitisconcludedthatthereisastatisticallysignificantdifferencebetweentheaveragewearoftherefractoryliningsofthetestedladles.
InFig.6theresultsoftheTukey’stestareshownwhichexhibitedessentialdifferencesbetweentheaveragewearofshapesoftherefractoryliningsintheladledenotedwiththenumber1,inwhich50heatsweremade,andtheladlewiththenumber3,inwhich46heatsweremade.
SummaryofthekeyparametersofthesecondarysteeltreatmentprocessregisteredduringtheoperationofthethreesteelladlesarepresentedinTable7.Thedatafromthesecondarysteeltreatmentconductedintheladleswerereceivedfromtheheatlogs.
FromthevaluescontainedinTables5and7,itmaybedeterminedthattheaveragehourlywearratesoftheslaglinecalculatedbydivisionofthelinearwearbythetotalworkingtimeoftheladlefromthestarttotheterminationoftheoperationare0,143mm/h,0,183mm/hand0,194mm/hrespectively.Takingintoconsiderationsmalldifferencesbe-tweenthetotalladleworkingtimesamountingto20minutes
fortheladleswith50and46heats,itmaybeinferredthatthisisnottheparameterthatdeterminestheobserveddif-ferencesinthewearofmagnesia-carbonmaterials.Theladlethatreachedthehighestnumberofheatsandinwhichthelowestwearofthematerialwasobserved,remainedincontactwiththeliquidslagfor110h5min.Inturntherefrac-torymaterialsofthesteelladlewiththelowestnumberofheatsworkedincontactwiththeliquidslagfor103h5min.Inspiteoftheshortercontacttimeoftherefractorymateri-alswiththeliquidslagintheladlewiththelowestnumberofheats,theirwearis25%higher.Onthatbasisitiscon-
Fig. 4. Microstructure of the material of a refractory shape installed directly over the slag zone. The image on the right is a seventeen-time magnification of the area in the SEM photograph marked with a white frame: 1 – pores (black spots) in the decarburization area.
Fig. 5. Microstructure of a near-surface layer of the MgO-C mate-rial collected from the contact area of the material with the slag: 1 – boundary of the infiltration area with a thickness not exceeding 2 mm, 2 – partially melted MgO polycrystal.

MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017) 15
Keyfactorsinfluencingthelifetimeofasteelladleinrespectofthewearofrefractories
refractoryliningshouldbeincludedintherangefrom800 °Cto1000 °C.Withinthattemperaturerange,therefractorymaterialoftheMgO-Ctypeundergoesintenseoxidation.Allplannedstoppageslongerthan32h,accordingtothesteelworksprocedures,requiretheladletobestoppedinordertocoolittotheambienttemperature.Thenumberofsuchstoppageswasconsideredintheanalysisasnon-sig-nificant,asincaseofthetestedladlesforwhichitamountedto 2, 1 and 2, respectively.
Theanalysisdemonstratedthattheladlewiththehighestnumberofheatshadthemostfavourable8/32parameter.Thetotalladleholdtimeinthetemperaturerangeof800 °Cto1000 °Cwas8h25min,88h15minand74h55min,respectively.Ifthetotalladleholdtimeattemperaturesbe-tween800 °Cand1000 °Cfortheadopted8/32parameterexpressedinminutesisdividedbythenumberofheats,thentheladletimeinunfavourableconditionsreaches10min/heatinthecaseoftheladlewiththehighestnumberof
cludedthatthecontacttimeoftherefractorymaterialwiththeliquidslagisnotthefactorthatdeterminesthewearintheconductedtests.
Acomparisonofthetappingtemperaturesfromtheelec-tricarcfurnacebytheuseofthenon-parametricKruskal-Wallistestbecauseoftheabsenceoftheconditionofanor-maldistributionofthetemperaturedemonstratedthattheregisteredtemperaturesoftappingfromthethreetestedladlesdonotdiffersignificantly.Thecontentsofcarbonduringtappingfromtheelectricfurnacealsodidnotexhibitstatisticallysignificantdifferences.
Thenumberofheatsinvacuumconditionsinthetestedladlesweresimilar(16,16,and15).Thetotalworkingtimesoftheladlesinthevacuumconditionsofthesteeldegassingprocesswere30h,36h55minand30h20min,respec-tively.Onthebasisofthecollected resultsoftheoperationoftheladleswith50and46heatsitmaybeconcludedthattheexecutionofvacuumprocessingduringtheladleopera-tiondidnotdecideonthewearoftheslagzonematerialsasmaybeseenintheweardatapresentedinTable5.
Analysisof thenumberofheats fromtheelectricarcfurnacewithtemperaturesover1640 °Calsoindicatesthatthisparameterisnotsignificant.
TheresultsofmeasurementsoftheoxidecompositionofladleslagstakeneveryfiveheatsarepresentedinTa-ble8.Theyindicatethatthechangesinchemicalcomposi-tionofladleslagscannotbethereasonforthedifferencesbetweenthewearofrefractorymaterialsintheladleslagzoneswhichisjustifiedbothbytheobservationoftheoper-ationoftheladlesandtheresultsofcalculationsofthesatu-rationconcentrationofMgO,aswellastheslagviscosity.
Theladlecampaignsdifferedinthenumbersofstop-pageswithdurationsrangingfrom8hto32h(parame-ter8/32).Duringstoppages,theladlesarekeptinburnerstandsreadyforthenextheat,andthetemperatureofthe
Fig. 6. Ranges of the average wear of the refractory linings in the slag zones of steel ladles calculated with the employment of the minimum essential difference used in the Tukey’s test.
Table 5. Average wear of the refractory materials in the slag zone of the tested steel ladles.
Numberofheats
Averagewearofshapeμij[mm]
Averagewearoftheshapeμi[mm]
Limitsofconfidenceinterval
lower[mm] Upper[mm]Experiment no.
1 2 3 4
50 62.73 59.75 42.83 41.18 51.623 33.82 69.43
47 85.62 85.54 66.51 54.68 73.088 48.88 97.29
46 92.50 64.85 98.35 79.30 83.750 60.03 107.47
Table 6. ANOVA of the average wear of the shapes of the refractory lining in the slag zone of steel ladles.
Sourceofvariation Sumofsquares df Meansquare F Fα=0.05;2.9
Total 3878,90 11
5.55 4.26Between ladles 2142,15 2 1071.07
Error 1736,75 9 192.97

16 MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017)
W. Zelik, R. Lech
observationsdoesnotexceed2mmoftheshapethicknessfromtheworkingsurface.
Pores,thatappearasaresultofcarbonoxidation,makeitpossiblefortheslagtopenetratethedecarbonizedareaofthematerial.Basicslagpenetratingthematerialdissolvesthematrixcomponentsandremovesthemconvectionallyfromthesurfaceofthematerial.Theslagmovementcanalsobethereasonforwashingoutasmallpartofthema-terial.
AnanalysisofthedataindicatesthatprolongedholdingofMgO-Cmaterialsinburnerstandsisquiteunfavourable.
Carbonoxidationprocessesoccurringatthattime,es-peciallyinthelayersclosetothesurface,result inanin-creaseintheconsumptionofrefractorymaterialsduringladleoperations.Thedifferenceisquiteevidentwhenonecomparestheladleafter50heatswithonethathasac-complished46heats.
heats,andintheremainingladlesreaches112min/heatandabout98min/heat,respectively.Hence,itmaybeassumedthelowervalueofthe8/32parametercausesthelowerwearoftheMgO-Crefractorymaterialinstalledintheliningoftheslagzoneofthesteelladle.Theobserveddependenceofthewearoftherefractorymaterialintheslagzoneofthesteelladleonthe8/32parameteraccountsforthephenomenonofoxidationofcarboninthesurfaceofthematerialsdescribedaboveinthewearmechanismofmagnesia-carbonmateri-als.AconfirmationoftheinfluenceofoxidationoftheshapematerialarethemicrostructuresshowninFig.4and5.
4. Conclusions
Theresultsofphysicalandchemicaltestsconfirmthelo-calmannerofwearofMgO-Cmaterials.Thezoneofmodifi-cationsofthepropertiesofmaterialsaccordingtotheSEM
Table 8. Average chemical compositions of ladle slags.
Numberofheats MgO[%] Al2O3[%] SiO2[%] CaO[%] Mn3O4[%] Fe2O3[%]
50 7.8 20.9 15.6 52.0 0.5 0.9
47 9.6 20.8 16.0 49.4 0.5 1.3
46 8.6 20.2 15.9 50.1 0.4 1.2
Table 7. Operating parameters of three tested steel ladles.
NumberofheatsParameter 50 47 46
Total ladle operation time 360h15min 399h15min 359h50min
Totalnumberofheats 50 47 46
Operationtimewithliquidslagfilling 110h5min 114h5min 103h5min
Numberof“vacuum”heats 16 16 15
Averageheattime 2h12min 2h25min 2h14min
Averagevacuumprocessingtime 1h52min 2h18min 2h1min
Totalladleoperationtimein“vacuum”conditions 30h 36h55min 30h20min
Averageweightofmetalfromelectricfurnace 27.5Mg 27.3Mg 27.6Mg
Averagetemperatureoftappingfromelectricfurnace 1626°C 1625°C 1621°C
Numberofheatswithtemperatureoftappingfrom EAF>1640 °C 11 8 6
Numberofvacuumheatswithmaximumsecondarytreatmenttemperature>1640 °C 16 14 13
Averageprocessingtemperatureinladle-furnace 1608°C 1609°C 1607°C
Numberofladlestoppageswith>4hbetweenheats 11 8 11
Numberofstoppageslongerthan8hbutshorterthan32h
18h25min
Total:8h25min
514h20min9h30min9h30min27h00min27h55min
Total:88h15min
515h00min9h20min17h50min14h50min8h55min
Total:74h55min
Numberofstoppageslongerthan32h(astoppagelongerthan32hmeansladle
coolingtothesurroundingtemp.)
2 45h10min 89h30min
1120h50min
244h05min,74h50min
Averagecarboncontentsinthemetalaftertappingfromarcfurnace 0.09 % 0.08 % 0.08 %

MATERIA£Y CERAMICZNE /CERAMIC MATERIALS/, 69, 1, (2017) 17
Keyfactorsinfluencingthelifetimeofasteelladleinrespectofthewearofrefractories
Acknowledgements
ThefinancialsupportfromZakładyMagnezytowe“ROP-CZYCE”S.A.andAGHUniversityofScienceandTechnol-ogy,FacultyofMaterialScienceandCeramics,Cracow,Polandisgreatlyacknowledged(grantNo11.11.160.415)
References
[1] Karbowniczek,M.:Rola żużla stalowniczego w procesach metalurgicznych, Prezentacja dla Zakładów Magnezyto-wych„ROPCZYCE”S.A.,21–04–2005.
[2] Nadachowski, F., Kloska,A.:Refractory Wear Processes, Wyd. AGH,Kraków1997,chapter2.
[3] Nadachowski, F.: Zarys technologii materiałów ogniotrwałych, Wyd. II,ŚląskieWydawnictwoTechniczne,Katowice 1995, 193–209.
[4] Pötschke,J.:The Corrosion of Refractory Castables Refrac-tories Manual, (2005), 6–11.
[5] Vollmann,S.:InvestigationofRotarySlaggingTestbyCom-putational Fluid Dynamics Calculations, Taikabutsu Over-seas, 30, 1, (2010), 10–18.
[6] http://arohatgi.info/WebPlotDigitizer (October/November2016).
♦
Received 9 December 2016, accepted 31 January 2017.