Embed Size (px)
Citation preview

eyeon
dictate the pH-solubility behavior ofthe polymer (Figure 1). The L gradedissolves at pH 5.5, the M grade at pH6.0, and the H grade at pH 6.8.Particle size is denoted F for fine andG for granular.
Although the use of HME isincreasing, there are few commerciallyavailable products that entail extrudedHPMCAS solid dispersions. Resear-chers are thus seeking to better under-stand the utility of existing HPMCASgrades [2] and to develop grades ofHPMCAS that are especially suitedfor HME applications [3].
The goal of the study described herewas to gain a fundamental under-standing of the functional performanceand physicochemical stability of HPM-CAS used in HME to help researchersselect the optimal processing tempera-ture for various formulations.
MethodsThe study investigated the func-
tionality and stability of three grades ofHPMCAS: L (acetyl content 5.0 to 9.0percent (%), succinoyl content 14.0%to 18.0%) M (acetyl content 7.0% to11.0%, succinoyl content 10% to14%), and H (acetyl content 10.0% to14.0%, succinoyl content 4.0% to8.0%). How temperature and HMEprocessing conditions affected thephysicochemical properties of thethree grades and the API-polymerextrudates was also assessed.
Determining melt rheology. Therheological properties of the HPM-CAS polymers before and after extru-sion were studied using an AR-G2controlled-stress rotational rheometer(TA Instruments, New Castle, DE)equipped with a 25-millimeter (mm)
parallel-plate geometry. Dynamic fre-quency sweep experiments were con-ducted at 170°C and at a frequencyrange of 0.1 to 600 radians per second(rad/s). Dynamic temperature sweepwas determined using a temperaturerange of 150° to 200°C, a ramp rate of2°C per minute, and a fixed frequencyof 6.28 rad/s (1 Hertz).
Profiling pH-solubility. A quartzcrystal microbalance was used to mea-sure the pH-solubility profiles of theHPMCAS polymers before and afterextrusion. Two milliliters (ml) of 1%(by weight) HPMCAS solution wasspin-coated at 3,000 rpm onto a gold-surfaced sensor for 60 seconds.Measurements were taken at 37°C.The coated sensor baseline was firstestablished in a pH 4.5 buffer. A newbuffer was introduced every 10 min-utes until the film was mostly dis-solved off the surface.
Determining substitution. To deter-mine substitution of the HPMCAS,high-performance liquid chromatogra-phy (HPLC)—as described in themonograph for hypromellose acetatesuccinate in USP38/NF33—was used.HPLC of the polymer grades and theircorresponding HME samples was per-formed using a 1200 Series QuaternaryLC system (Agilent, Santa Clara, CA)
Tablets & Capsules January 2016 43
Quyen Schwing, Marvin Davis, Divya Tewari, and Thomas Durig
Ashland Specialty Ingredients
This edition of the column assesses thefunctionality and stability of HPMCASwhen used in hot-melt extrusion.
The majority of today’s new chemi-cal entities are poorly water-soluble.One widely used means of overcom-ing that problem is to develop soliddispersions by mixing—at the molecu-lar level—the drug candidate into apolymer matrix [1]. Spray drying andhot-melt extrusion (HME) are themost common technologies used tomanufacture these amorphous soliddispersions. With spray drying, anorganic solvent dissolves the API andpolymer, followed by rapid removal ofthe solvent. With HME, an API-poly-mer blend is extruded at high tempera-ture and high shear to create a soliddispersion. HME is preferred becauseit can operate continuously and offerseconomic advantages.
Hypromellose acetate succinate(HPMCAS)—a mixture of acetic acidand monosuccinic acid esters ofhydroxypropyl methylcellulose(HPMC)—has demonstrated the abil-ity to improve solubility. The physico-chemical properties and functions ofHPMCAS, such as amphiphilicity,solubility in various organic solvents,and suitable melt viscosity, make it anideal polymer for manufacturingamorphous solid dispersions either byspray drying or HME.
AquaSolve HPMCAS (AshlandSpecialty Ingredients, Wilmington,DE) is available in several grades thatvary in the extent of substitutions ofacetyl and succinoyl groups and parti-cle size [1]. Acetyl and succinoyl sub-stitutions on the HPMC backbone
Figure 1Chemical structure of HPMCAS
excipients..
k-TewariArt�42-48�.qxp_Masters��1/6/16��9:39�AM��Page�43

44 January 2016 Tablets & Capsules
with an Ultra Aqueous C18 5-micron,150-by-4.6-mm column (Restek,Bellefonte, PA). A phosphate buffer of0.02 molarity (M) adjusted to pH 7.5was used as the mobile phase. The flowrate was 1 ml/min at 25°C, and UVdetection was employed at 215nanometers using a 1200 Series Infinitydiode array detector (Agilent).
Determining molecular weight.Size exclusion chromatography wasperformed against polyethylene oxidestandards with narrow molecularweight distribution using a solution of55% of 0.1-M lithium acetate and 45%ethanol in mobile phase at a flow rateof 0.8 ml/min. Two linear TSKgelGMPWxl columns (Tosoh Bioscience,King of Prussia, PA) of 10 microns andmeasuring 300 by 8 mm were used.Both the column and the differentialrefractive index detector were main-tained at 40°C. Samples at 2 mg/mlconcentration were dissolved in mobile
phase and filtered. The injection vol-ume was 150 microliters.
Crystallinity determination of thesolid dispersions. Absence of crys-tallinity was measured using differentialscanning calorimetry (DSC) and pow-der x-ray diffraction (PXRD). DSC wasperformed using a Q2000 differentialscanning calorimeter (TA Instruments)and PXRD was performed with a D8Focus analyzer using a copper tube ele-ment and a PSD LynxEye detector(Bruker, Madison, WI).
Dissolution testing. Dissolutiontesting of felodipine-HPMCAS (40:60)extrudate powder was carried out usingUSP Apparatus II in Fasted StateSimulated Intestinal Fluid (FASSIF) at6.5 pH, 37°C, and paddle speed of 200rpm.
Formulation stability. Formu-lations were placed on stability at25°C/60% relative humidity (RH) and40°C/75% RH conditions. Felodipine-
HPMCAS extrudate powders wereremoved after 1 month, 3 months, and6 months and tested for API releaserate and presence of crystallinity.
HME processing. HME was per-formed using an 18-mm twin-screwextruder (Leistritz, Sommerville, NJ).The collected extrudates were milledthrough a set of three screens, sizes6350, 2007, and 1017, using a Comilmill (Quadro, Waterloo, ON Canada)at an impeller speed of 4,000 rpm. Themilled extrudates were stored at roomtemperature for further analysis. Theeffect of extrusion temperature(between 140°C and 180°C) and shearduring HME on the degradation andstability of the polymer and felodipine-polymer formulations was assessed.Physicochemical characterization ofthe polymer and felodipine-polymerextrudate was performed before andafter extrusion.
Figure 2
Melt rheology-temperature ramps of HPMCAS and HPMCAS extrudates produced at different temperatures
Pure polymers
MG extrudates
LG extrudates
HG extrudates
X35009-80A LGX35009-81A MGX35009-82A HG
XA1300-145A MG 140°CXA1300-145B MG 160°CXA1300-145C MG 180°C
XA1300-146A LG 140°CXA1300-146B LG 160°CXA1300-146C LG 180°C
XA1300-144A HG 120°CXA1300-144B HG 140°CXA1300-144C HG 160°CXA1300-144D HG 180°C
150.0 155.0 160.0 165.0 170.0 175.0 180.0 185.0 190.0 195.0 200.0
150.0 155.0 160.0 165.0 170.0 175.0 180.0 185.0 190.0 195.0 200.0
1.00E5
10000
1000
1.00E5
10000
1000
1.00E5
10000
1000
1.00E5
1000 150.0 155.0 160.0 165.0 170.0 175.0 180.0 185.0 190.0 195.0 200.0
150.0 155.0 160.0 165.0 170.0 175.0 180.0 185.0 190.0 195.0 200.0
Temperature (°C)
Temperature (°C) Temperature (°C)
Temperature (°C)
� * (Pa
.s)
� * (Pa
.s)
� * (Pa
.s)
� * (Pa
.s)
k-TewariArt�42-48�.qxp_Masters��1/5/16��3:41�PM��Page�44

Tablets & Capsules January 2016 45
impact Tg, and no thermal degrada-tion of the polymers was observed(Figure 3).
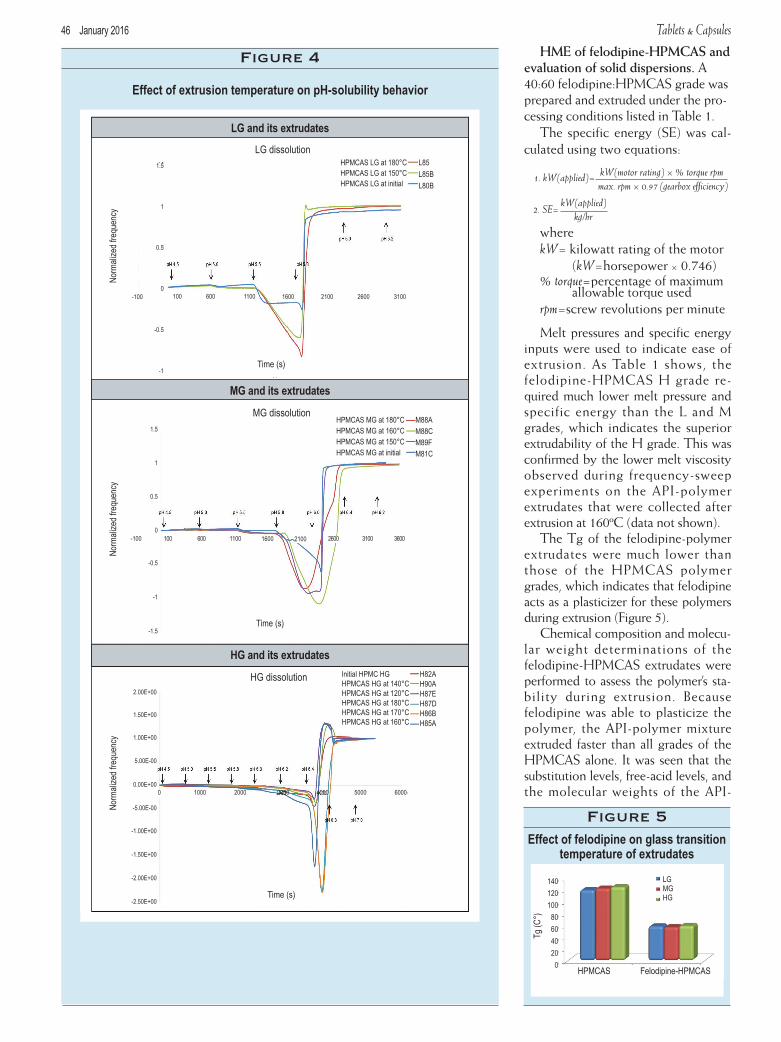
Assessing pH-solubility behavior.Figure 4 shows the swelling curves ofthe initial HPMCAS polymer gradesand their extrudate films in differentpH solutions. It was seen that theswelling pH and the dissolution pH ofthe HPMCAS polymer grades beforeand after extrusion were unchanged.This indicates that the pH-solubilitybehavior of the LG, MG, and HGgrades was unaffected by HME pro-cessing temperature.
Determining chemical composi-tion and molecular weight.Quantitative analysis of molecularweight and substituent levels beforeand after extrusion at different HME
Results and discussion: Evaluatingthe HPMCAS grades and
their extrudatesEvaluating melt rheology. Melt
rheology showed all three grades hadcomplex viscosities �� *) of not morethan 1,000 centipoise, which is desir-able for HME (Figure 2). The H gradeof the polymer exhibited the mostdesirable melt rheology behavior. TheHPMCAS extrudates’ melt rheologybehavior was similar to that of theHPMCAS polymers before extrusion.
Determining glass transition tem-perature. DSC revealed that theHPMCAS grades and their corre-sponding extrudates have similar glasstransition temperatures (Tg), indicat-ing that process temperature does not
process temperatures was performed.HPMCAS LG grade showed a slightincrease in the level of free acid from0.0% to 0.6% and a correspondingdecrease in succinoyl content from16.1% to 15.8% above the extrusiontemperature of 160°C. This indicatesthat—due to the higher concentrationof more labile succinoyl groups—theLG grade is most susceptible tochanges at higher temperatures duringextrusion. Nonetheless, the changewas minimal and the molecular weightdetermination before and after extru-sion showed no evidence of degrada-tion. In short, the chemical composi-tion and molecular weight ofHPMCAS MG and HG appear to beunaffected by the HME processingtemperatures and are stable.
Figure 3
DSC of HPMCAS and HPMCAS extrudates produced at different temperatures
Pure polymers
MG extrudates
LG extrudates
HG extrudates
XA1300-146A LG 140XA1300-146B LG 160XA1300-146C LG 180
0.00
-0.03
-0.06
-0.09
-0.12
-0.15
0.00
-0.02
-0.04
-0.06
-0.08
-0.10
0.00
-0.03
-0.06
-0.09
-0.12
-0.15
0.00
-0.03
-0.06
-0.09
-0.12
-0.15
Rev
ersi
ng h
eat f
low
(W/g
)
Rev
ersi
ng h
eat f
low
(W/g
)
Rev
ersi
ng h
eat f
low
(W/g
)
Rev
ersi
ng h
eat f
low
(W/g
)
-50 0 50 100 150 200-50 0 50 100 150 200
-50 0 50 100 150 200-50 0 50 100 150 200
Temperature (°C)Temperature (°C)
Temperature (°C)Temperature (°C)
X35270-79 LG X35270-77 MGX35270-78 HG
XA1300-144A HG 120XA1300-144B HG 140XA1300-144C HG 160XA1300-144D HG 180
XA1300-145A MG 140XA1300-145B MG 160XA1300-145C MG 180
k-TewariArt�42-48�.qxp_Masters��1/5/16��3:41�PM��Page�45
46 January 2016 Tablets & Capsules
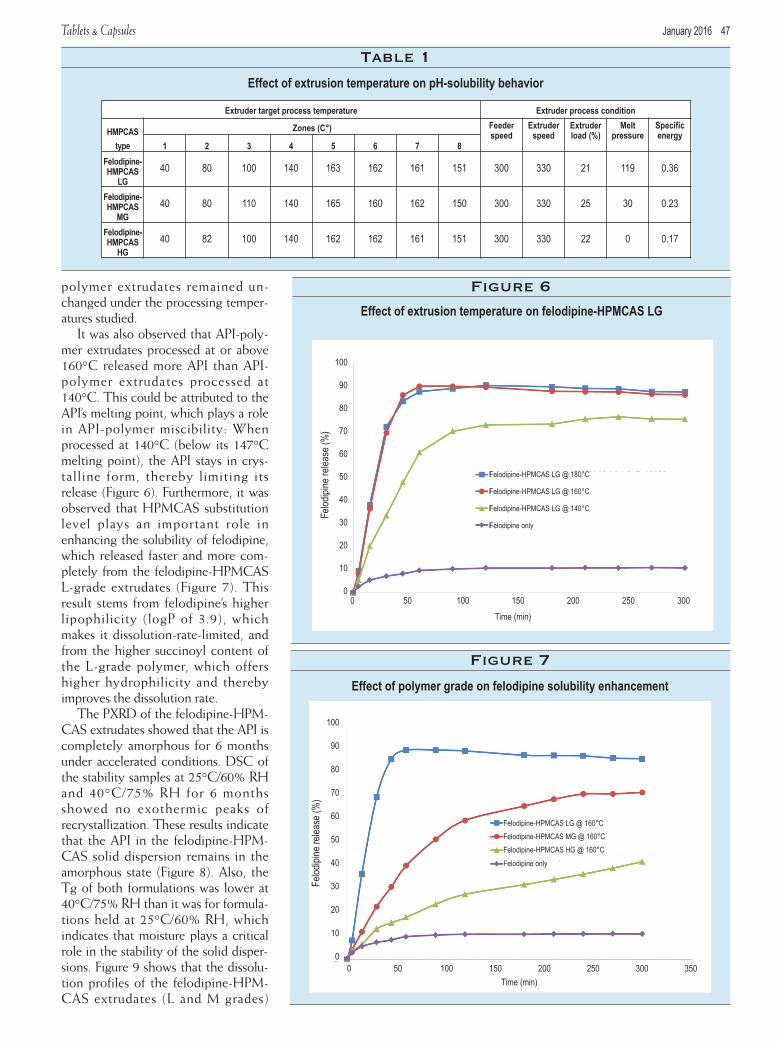
HME of felodipine-HPMCAS andevaluation of solid dispersions. A40:60 felodipine:HPMCAS grade wasprepared and extruded under the pro-cessing conditions listed in Table 1.
The specific energy (SE) was cal-culated using two equations:
kW(motor rating) × % torque rpmmax. rpm × 0.97 (gearbox efficiency)
kW(applied)kg/hr
wherekW= kilowatt rating of the motor
(kW=horsepower × 0.746)% torque=percentage of maximum
allowable torque usedrpm=screw revolutions per minute
Melt pressures and specific energyinputs were used to indicate ease ofextrusion. As Table 1 shows, thefelodipine-HPMCAS H grade re-quired much lower melt pressure andspecific energy than the L and Mgrades, which indicates the superiorextrudability of the H grade. This wasconfirmed by the lower melt viscosityobserved during frequency-sweepexperiments on the API-polymerextrudates that were collected afterextrusion at 160ºC (data not shown).
The Tg of the felodipine-polymerextrudates were much lower thanthose of the HPMCAS polymergrades, which indicates that felodipineacts as a plasticizer for these polymersduring extrusion (Figure 5).
Chemical composition and molecu-lar weight determinations of thefelodipine-HPMCAS extrudates wereperformed to assess the polymer’s sta-bility during extrusion. Becausefelodipine was able to plasticize thepolymer, the API-polymer mixtureextruded faster than all grades of theHPMCAS alone. It was seen that thesubstitution levels, free-acid levels, andthe molecular weights of the API-
Figure 4
Effect of extrusion temperature on pH-solubility behavior
Time (s)
Time (s)
Time (s)
LG dissolution
HG dissolution
MG dissolution
1.5
1
0.5
0
1.5
1
0.5
0
-0.5
-1
-0.5
-1
-1.5
Normalized
freq
uency
Normalized
freq
uency
Normalized
freq
uency
L85
L85B
L80B
M88A
M88C
M89F
M81C
H82AH90AH87EH87DH86BH85A
HPMCAS LG at 180°C HPMCAS LG at 150°C HPMCAS LG at initial
HPMCAS MG at 180°C HPMCAS MG at 160°CHPMCAS MG at 150°C HPMCAS MG at initial
Initial HPMC HGHPMCAS HG at 140°C HPMCAS HG at 120°CHPMCAS HG at 180°C HPMCAS HG at 170°C HPMCAS HG at 160°C
LG and its extrudates
MG and its extrudates
HG and its extrudates
100 600
100 600
1100
1100
10000 2000 4000 5000 60003000
1600
1600
-100 2100 2600 3100
2600 3100 36002100-100
2.00E+00
1.50E+00
1.00E+00
5.00E-00
0.00E+00
-5.00E-00
-1.00E+00
-1.50E+00
-2.00E+00
-2.50E+00
Figure 5Effect of felodipine on glass transition
temperature of extrudates
LGMGHG
HPMCAS Felodipine-HPMCAS
140
120
100
80
60
40
20
0
Tg (C
°)
1. kW(applied)=
2. SE=
k-TewariArt�42-48�.qxp_Masters��1/6/16��9:40�AM��Page�46
Tablets & Capsules January 2016 47
polymer extrudates remained un-changed under the processing temper-atures studied.
It was also observed that API-poly-mer extrudates processed at or above160°C released more API than API-polymer extrudates processed at140°C. This could be attributed to theAPI’s melting point, which plays a rolein API-polymer miscibility: Whenprocessed at 140°C (below its 147°Cmelting point), the API stays in crys-talline form, thereby limiting itsrelease (Figure 6). Furthermore, it wasobserved that HPMCAS substitutionlevel plays an important role inenhancing the solubility of felodipine,which released faster and more com-pletely from the felodipine-HPMCASL-grade extrudates (Figure 7). Thisresult stems from felodipine’s higherlipophilicity (logP of 3.9), whichmakes it dissolution-rate-limited, andfrom the higher succinoyl content ofthe L-grade polymer, which offershigher hydrophilicity and therebyimproves the dissolution rate.
The PXRD of the felodipine-HPM-CAS extrudates showed that the API iscompletely amorphous for 6 monthsunder accelerated conditions. DSC ofthe stability samples at 25°C/60% RHand 40°C/75% RH for 6 monthsshowed no exothermic peaks ofrecrystallization. These results indicatethat the API in the felodipine-HPM-CAS solid dispersion remains in theamorphous state (Figure 8). Also, theTg of both formulations was lower at40°C/75% RH than it was for formula-tions held at 25°C/60% RH, whichindicates that moisture plays a criticalrole in the stability of the solid disper-sions. Figure 9 shows that the dissolu-tion profiles of the felodipine-HPM-CAS extrudates (L and M grades)
Table 1Effect of extrusion temperature on pH-solubility behavior
Extruder target process temperature Extruder process condition
HMPCAS
type
Zones (C°) Feederspeed
Extruderspeed
Extruderload (%)
Melt pressure
Specificenergy
1 2 3 4 5 6 7 8
Felodipine-HMPCAS
LG40 80 100 140 163 162 161 151 300 330 21 119 0.36
Felodipine-HMPCAS
MG40 80 110 140 165 160 162 150 300 330 25 30 0.23
Felodipine-HMPCAS
HG40 82 100 140 162 162 161 151 300 330 22 0 0.17
Figure 6Effect of extrusion temperature on felodipine-HPMCAS LG
Felodipine-HPMCAS LG @ 180°C
Felodipine-HPMCAS LG @ 160°C
Felodipine-HPMCAS LG @ 140°C
Felodipine only
0 50 100 150 200 250 300
100
90
80
70
60
50
40
30
20
10
0
Felo
dipi
ne re
leas
e (%
)
Time (min)
Figure 7Effect of polymer grade on felodipine solubility enhancement
0 50 100 150 200 250 300 350
100
90
80
70
60
50
40
30
20
10
0
Felo
dipi
ne re
leas
e (%
)
Time (min)
Felodipine only
Felodipine-HPMCAS LG @ 160°C
Felodipine-HPMCAS MG @ 160°C
Felodipine-HPMCAS HG @ 160°C
k-TewariArt�42-48�.qxp_Masters��1/5/16��3:42�PM��Page�47

stored for 6 months at 25°C/60% RHand 40°C/75% RH were similar andstable under stressed conditions.
ConclusionsOn the basis of the results pro-
vided above, extruding AquaSolveHMPCAS does not cause physico-chemical degradation within the pro-cessing temperature ranges studied.However, the processing tempera-tures should be optimized based onthe miscibility of the API with thepolymer and should take intoaccount the plasticizing effect (ifany) of the API on the polymer.
T&C
References1. Timpe, C. and Forschung, L.
(2007). Strategies for formulationdevelopment of poorly water-solubledrug candidates—A recent perspec-tive. American PharmaceuticalReview, 10(2), 104-109.
2. Sarode, A.L., Obara, S., Tanno,F.K., Sandhu, H., Iyer, R., and Shah,N. (2014). Stability assessment ofhypromellose acetate succinate NFfor application in hot melt extrusion(HME). Carbohydrate Polymers,101, 146-153.
3. Scwhing, Q., Davis, M., Tewari,D., Dürig, T. (2015). Redesigning thehypromellose acetate succinate(HPMCAS) molecule for enhancedextrudability: Evaluation in solid dis-persion formulations. Poster presen-tation at American Association ofPharmaceutical Scientists AnnualMeeting in Orlando, FL, October2015.
Quyen Schwing is a senior staff scientist,Marvin Davis is a scientist, DivyaTewari is the technical directior of globalpharmaceutical R&D, and ThomasDürig is the senior technical director ofpharmaceutical and nutrition specialtiesat Ashland Specialty Ingredients, 500Hercules Road, Wilmington, DE 19808.Website: www.ashland.com.
48 January 2016 Tablets & Capsules
Figure 8DSC of felodipine-HPMCAS after 6 months at 40°C/75% RH
0.05
0.02
-0.01
-0.04
-0.07
-0.10
Reversing heat flow (W
/g)
-100 -50 0 50 100 150 200
Temperature (°C)
XA1300-147-6MO Fel-LGXA1300-147B-6MO Fel-LGXA1300-148-6MO Fel-MGXA1300-148B-6MO Fel-MG
Figure 9Dissolution (FASSIF pH 6.5) of felodipine-HPMCAS after 6 months at 25°C/60% RH and 40°C/75% RH
Felodipine-HPMCAS LG, initial
Felodipine-HPMCAS LG @ 25°C/60%
Felodipine-HPMCAS LG @ 40°C/75%
Felodipine-HPMCAS MG, initial
Felodipine-HPMCAS MG @ 25°C/60%
Felodipine-HPMCAS MG @ 40°C/75%
Felodipine only
0 50 100 150 200 250 300
100
90
80
70
60
50
40
30
20
10
0
Felodipine release (%)
Time (min)
k-TewariArt�42-48�.qxp_Masters��1/6/16��9:49�AM��Page�48





























