Embed Size (px)
Citation preview

1
RI-1504/PF/SEW/2004/#1 1
Jurusan Teknik Industri
INTRODUCTIONRI-1504
Lecture Notes #1
Stefanus Eko WiratnoDepartement of Industrial Engineering
Sepuluh Nopember Institute of Technology (ITS)[email protected]
2004
RI-1504/PF/SEW/2004/#1 2
Jurusan Teknik Industri
Frame Work for Facilities Planning[Q. Lee, IIE Solution, 1997]
Layout or space planning involves five levels -from the global maps of site location to engineering drawing tools and workstations
§ Level 1: Global site location § Level 2: Supra-space plan § Level 3: Macro-space plan § Level 4: Micro-space plan § Level 5: Sub-micro-space plan
RI-1504/PF/SEW/2004/#1 3
Jurusan Teknik Industri
LEVEL 1: Global site locationl The firm decide where to locate facilities and
determine their missionsl The most strategic impactl Major considerations: labor rates, tax break,
labor skill and attitudes, supporting services, politics,etc.
l Appropriate planning results in facilities optimized for the markets and located near the most important resources
RI-1504/PF/SEW/2004/#1 4
Jurusan Teknik Industri
RI-1504/PF/SEW/2004/#1 5
Jurusan Teknik Industri
LEVEL 2: Supra-space planl Site planning, including number, size,
location of buildings, as well as roads, water, gas, and rail
l Involve a series of drawing showing past, present and future configurations
l Planning still has long-term and far reaching consequences
RI-1504/PF/SEW/2004/#1 6
Jurusan Teknik Industri

2
RI-1504/PF/SEW/2004/#1 7
Jurusan Teknik Industri
LEVEL 3: Macro-space planl A macro-layout, plans each building,
structure, or sub-unit of the sitel The designers define and locate operating
departments and determine overall material flow
l Easier to correct than site level decisionsl A poorly planned facility can bring high
handling cost, confusion, and inflexibility
RI-1504/PF/SEW/2004/#1 8
Jurusan Teknik Industri
RI-1504/PF/SEW/2004/#1 9
Jurusan Teknik Industri
Level 4: Micro-space planl Department or cell layoutl Location of specific equipment is determinedl Emphasis shifts from gross material flow to
personal space and communicationl Socio-technical considerations dominate
RI-1504/PF/SEW/2004/#1 10
Jurusan Teknik Industri
RI-1504/PF/SEW/2004/#1 11
Jurusan Teknik Industri
LEVEL 5: Sub-micro-space plan
l Workstation designl Workstations are designed for efficiency,
effectiveness, and safety l Tools-jig and fixture l Location of materialsl Appropriate material handling aids
RI-1504/PF/SEW/2004/#1 12
Jurusan Teknik Industri

3
RI-1504/PF/SEW/2004/#1 13
Jurusan Teknik Industri
Facilities planning is a complex and broad subject that cuts across several specialized disciplines (civil, electrical, industrial, mechanical, etc)
• new hospital• assembly department• existing warehouse• baggage department of an airport.
Facilities planning determines how an activity’s tangible fixed assets best support achieving the activity’s objective.
Facilities Planning[Tompkins, et.al. 2003]
RI-1504/PF/SEW/2004/#1 14
Jurusan Teknik Industri
Facilities Planning Hierarchy
FacilitiesPlanning
FacilitiesDesign
Handling SystemsDesign
Layout Design
Facility SystemDesign
FacilitiesLocation
It is important to realize that the term facilities planning is not synonyms with facilities location, facilities design, facilities layout, or plant layout.
RI-1504/PF/SEW/2004/#1 15
Jurusan Teknik Industri
Facilities location - placement with respect to customer, suppliers, and other facilities with which it interfaces.
Influences of Plant location : – Proximity to raw material– Markets– Transportation systems– Economic development programs (financial
incentives)
Facilities Location
RI-1504/PF/SEW/2004/#1 16
Jurusan Teknik Industri
Facilities design – consists of the facility systems, the layout, and the handling system§ Facility system – structural systems, the atmospheric
systems, the enclosure system, the lighting/electrical/communication systems, the life safety system and the sanitation system.
§ Layout – consists of all equipment, machinery, and furnishings within the building envelope.
§ Handling system – consists of the mechanisms needed to satisfy the required facility interactions.Material handling is very important to the facility design activity. The choice of material handling equipment will greatly effect the appropriateness of the facility design.
Facilities Design
RI-1504/PF/SEW/2004/#1 17
Jurusan Teknik Industri
Facilities Planningl Facilities planning involves making strategic
decisions concerning the tangible fixed assets used in the production process.
l The difference in the planning horizon for each of the different levels of analysis used in the production process listed in Table 1.1.
RI-1504/PF/SEW/2004/#1 18
Jurusan Teknik Industri
Table 1.1: Planning Horizon Associated with Production Analysis
Machine-level real-time controlSeconds-MinutesQuality controlMinutes-Hours
Production controlHours-WeeksProduction PlanningWeeks-MonthsProduct Design and Process PlanningMonths-YearsFacilities PlanningMonths-Years
Level of AnalysisPlanning Horizon
4
RI-1504/PF/SEW/2004/#1 19
Jurusan Teknik Industri
Motivation Behind Facility Planning1. One of the most effective methods for increasing
plant productivity and reducing cost is to reduce or eliminate all activities that are unnecessary or wasteful. A facilities design should accomplish this goal in terms of material handling, personnel and equipment utilization, reduced inventories, and increased quality.
2. Employee health and safety 3. Energy conservation4. Community considerations, fire protection, security,
and the ADA of 1989
RI-1504/PF/SEW/2004/#1 20
Jurusan Teknik Industri
Objectives of Facilities Planningl Improve customer satisfaction by being easy to do
business with, conforming to customer promises, and responding to customer needs.l Increase return on assets (ROA) by maximizing
inventory turns, minimizing obsolete inventory, maximizing employee participation, and maximizing continuous improvement.lMaximize speed for quick customer response.l Reduced costs and grow the supply chain profitabilityl Integrate the supply chain through partnership and
communication.
RI-1504/PF/SEW/2004/#1 21
Jurusan Teknik Industri
Objectives of Facilities Planningl Support the organization’s vision through improved
material handling, material control, and good housekeeping.l Effectively utilize people, equipment, space, and
energy.lMaximize return on investment (ROI) on all capital
expendituresl Be adaptable and promote ease of maintenance.l Provide for employee safety and job satisfaction.l Provide flexibility to adapt to changing conditions
RI-1504/PF/SEW/2004/#1 22
Jurusan Teknik Industri
Significance of Facility Design
l Material handling costs:§ 30-75% of a product’s cost (Sule 1991)§ 20-50% of a manufacturing company’s
operating budget (Tompkins & White, 1994)
l Optimal Layout Design can reduceproduction costs
RI-1504/PF/SEW/2004/#1 23
Jurusan Teknik Industri
Facilities Planning ProcessBy applying the engineering design approach, a systematic approach can be developedl Define the problem
– Define (or redefine) the objective of the facility– Specify the primary and support activities to be
performed in accomplishing the objectivel Analyze the problem
– Determine the interrelationships among all activitiesl Determine the space requirements for all activities
– Generate alternative facilities plans
RI-1504/PF/SEW/2004/#1 24
Jurusan Teknik Industri
Facilities Planning Processl Evaluate the alternatives
– Evaluate alternative facilities plansl Select the preferred design
– Select a facilities planl Implement the design
– Implement the facilities plan– Maintain and adapt the facilities plan– Redefine the objective of the facility
5
RI-1504/PF/SEW/2004/#1 25
Jurusan Teknik Industri
Developing Facilities Planning StrategiesProduct
development and design decisions
Processing & Material
Requirements
Layout & Material Handling
Production Planning &
Inventory Control
# & Location
Storage, movement, protection & control of material
Space & Flow
Size & Design
Human Resources & Finance
RI-1504/PF/SEW/2004/#1 26
Jurusan Teknik Industri
Sources of Information For Manufacturing Facilities Design
l All the information that is used must come from different sources.
l The larger the company is, the less data actually produced by the facility designer.
l Some companies have several sub-departments within manufacturing/industrial engineering. But, in smaller organizations you are responsible for producing the information.
RI-1504/PF/SEW/2004/#1 27
Jurusan Teknik Industri
Sources Of Information For Manufacturing Facilities Design
l Marketing
l Product design
l Management policy
RI-1504/PF/SEW/2004/#1 28
Jurusan Teknik Industri
Marketing
l Selling pricel Volume, how many can we sell?l Seasonality, summer or winter productl Replacement parts, older products
RI-1504/PF/SEW/2004/#1 29
Jurusan Teknik Industri
Product Designl Product design
– blueprints– bill of material (part list)
• indented BOM• buyouts/fabricate
– assembly drawings• Part and assembly drawings are especially helpful in
visualization of how parts will fit together
– model shop samples (prototypes)l Relationship between FD and product design is
importantRI-1504/PF/SEW/2004/#1 30
Jurusan Teknik Industri
Management Policyl Management policy - refers to the upper-level
employees – inventory policy (Just in Time, Kanban, WIP)– lean thinking– investment policy (ROI)– startup schedule – make or buy decision (new or old facility, capital
investment, and mission)– feasibility studies (what product or process
proposal is the most profitable for the company

6
RI-1504/PF/SEW/2004/#1 31
Jurusan Teknik Industri
Types of Layout Problems
l Service systems layout problems
l Manufacturing layout problems
l Warehouse layout problems
l Nontraditional layout problems
RI-1504/PF/SEW/2004/#1 32
Jurusan Teknik Industri
Service Systems Layout Problemsl Examples: layouts of the tables, kitchen, and cocktail
lounge in licensed restaurant; an insurance office; runway at an airport; emergency facilities in a hospital and town; public library
l To develop service systems layout, designers must know the number of entities or facilities that are to be located, the area that will likely be occupied by each, the interaction between facilities, and special layout restrictions for any facility or pair of facilities
l General office structures: 1) Closed, 2) Semiclosed, 3) Open, and 4) Semiopen
RI-1504/PF/SEW/2004/#1 33
Jurusan Teknik Industri
Service Systems Layout Problems
RI-1504/PF/SEW/2004/#1 34
Jurusan Teknik Industri
Service Systems Layout Problems
RI-1504/PF/SEW/2004/#1 35
Jurusan Teknik Industri
Manufacturing layout problemsl Layout design is an important task when a
manufacturing systems is redesign, expanded, or designed for the first time
l The layout problems involves determining the location of machines, workstations, rest areas, inspection stations, clean rooms, heat treatment station, supervisor or manager offices, tool cribs, and other facilities to achieve these five objectives:§ Minimize cost of transportation between
facilities
RI-1504/PF/SEW/2004/#1 36
Jurusan Teknik Industri
Manufacturing layout problems§ Minimize cost of transportation between facilities§ Facilitate the traffic flow§ Increase employee morale§ Minimize the risk of injury to personnel and
damage to property§ Provide for supervision and face-to-face
communication

7
RI-1504/PF/SEW/2004/#1 37
Jurusan Teknik Industri
Manufacturing layout problems
RI-1504/PF/SEW/2004/#1 38
Jurusan Teknik Industri
Warehouse layout problemsl A good warehouse layout should use
available storage space effectively to minimize storage and material handling cost
l Some factors to be considered in warehouse design are shape and size of aisles, height of the warehouse, location and orientation of the docking area, types of racks to be used for storages, and the level of automation involved in the storage and retrieval of commodities
RI-1504/PF/SEW/2004/#1 39
Jurusan Teknik Industri
Warehouse layout problems
RI-1504/PF/SEW/2004/#1 40
Jurusan Teknik Industri
Nontraditional layout problemsl The ability to design and operate manufacturing
facilities that can quickly and effectively adapt to changing technological and market requirements is becoming increasingly important to the success of any manufacturing organization
l Manufacturing facilities must be able to exhibit high levels of flexibility and robustness despite significant changes in their operating requirements.
.
RI-1504/PF/SEW/2004/#1 41
Jurusan Teknik Industri
Nontraditional layout problems
l Due to the large variety of parts usually produced in jobshops, none of traditional layouts by itself provides a satisfactory layout solution
l Examples: Dynamic Layout, Flexible Layout.
RI-1504/PF/SEW/2004/#1 42
Jurusan Teknik Industri
Nontraditional layout problems
8
RI-1504/PF/SEW/2004/#1 43
Jurusan Teknik Industri
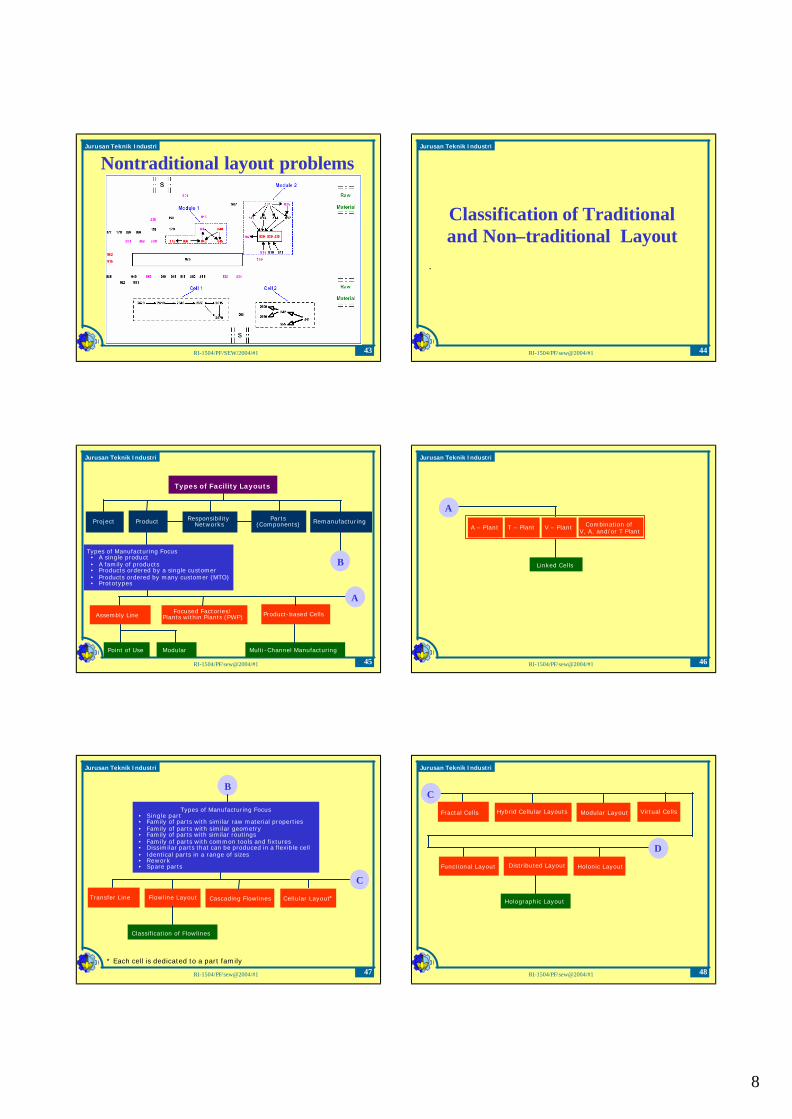
Nontraditional layout problems
RI-1504/PF/sew@2004/#1 44
Jurusan Teknik Industri
Classification of Traditional and Non–traditional Layout
.
RI-1504/PF/sew@2004/#1 45
Jurusan Teknik Industri
Focused Factories/Plants within Plants (PWP)
Types of Facility Layouts
Product ResponsibilityNetworksProject Parts
(Components) Remanufacturing
Types of Manufacturing Focus• A single product• A family of products• Products ordered by a single customer• Products ordered by many customer (MTO)• Prototypes
Assembly Line Product-based Cells
Point of Use Modular Multi -Channel Manufacturing
B
A
RI-1504/PF/sew@2004/#1 46
Jurusan Teknik Industri
Linked Cells
A
A – Plant T – Plant V – Plant Combination ofV, A, and/or T Plant
RI-1504/PF/sew@2004/#1 47
Jurusan Teknik Industri
Flowline Layout
Types of Manufacturing Focus• Single part• Family of parts with similar raw material properties• Family of parts with similar geometry• Family of parts with similar routings• Family of parts with common tools and fixtures• Dissimilar parts that can be produced in a flexible cell• Identical parts in a range of sizes• Rework• Spare parts
Transfer Line Cascading Flowlines
Classification of Flowlines
B
C
Cellular Layout*
* Each cell is dedicated to a part family
RI-1504/PF/sew@2004/#1 48
Jurusan Teknik Industri
Hybrid Cellular LayoutsFractal Cells Modular Layout
C
Virtual Cells
Distributed LayoutFunctional Layout Holonic Layout
D
Holographic Layout

9
RI-1504/PF/sew@2004/#1 49
Jurusan Teknik Industri
Robust Layouts suitable for Multiple Product Mixes and/or Production Periods
D
Robust/Flexible Layout Reconfigurable/Dynamic Layout
RI-1504/PF/sew@2004/#1 50
Jurusan Teknik Industri





























