Embed Size (px)
Citation preview

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
38
PERENCANAAN PERAWATAN MESIN PULVERIZER PADA
PEMBANGKIT LISTRIK TENAGA UAP MENGUNAKAN METODE
RELIABILITY CENTERED MAINTENANCE (RCM)
Novi Nur Hidayanti1, Said Salim Dahda2* 1,2Program Studi Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Gresik
Jl. Sumatera No. 101, Gresik Kota Baru, Gresik, Jawa Timur
*E-mail: [email protected]
ABSTRACT
Competition between companies today requires companies to continue to improve by improving the industrial system. Machine reliability is one of the programs to increase the competitiveness of a company in meeting consumer demand. The pulverizer machine is a very important supporting machine for producing electricity. The pulverizer has several components that are often damaged, such as the coal feeder, gearbox, hydraulic pump, and grinding roller, which causes the production process to experience downtime. This research is about planning the maintenance of machine components. This problem will be solved by using the FMEA approach with Reliability Centered Maintenance (RCM) to determine the failure mode and the effect of failure on critical components. There is 1 failure mode that has the highest Risk Priority Number value. The failure mode is a torn V-Belt. The results of the MTTR and MTTF calculations are used to determine the time interval for the torn V-Belt failure mode, the MTTF value is 735.32 hours or 30.6 days, MTTR is 44.84 hours or 1.8 days. Recommendations for appropriate action through the Task Selection V-Belt failure mode fall into category A, namely Safety Problem with Time Directed (TD) action and optimal scheduling planning of 15 days.
Keywords : Scheduling, Failure Mode and Effect Analysis, Reliability Centered Maintenance,
Task Selection, TDM
PENDAHULUAN
Pemeliharaan adalah suatu proses yang dilakukan untuk menjaga kehandalan, ketersediaan,
properti, serta untuk memelihara komponen mesin. Proses perawatan yang efektif dan efisien
membantu meningkatkan produktivitas sistem produksi (Sinaga & Ardan, 2021). Proses produksi
terdiri dari input, operasi, dan output dari proses. Agar proses produksi dapat berjalan terus menerus,
diperlukan pekerjaan perawatan pada berbagai sistem dan mesin produksi (Harnadi Bangun et al.,
2014). Mesin merupakan komponen penting bagi perusahaan sebagai fasilitas penunjang produksi.
Perusahaan biasanya mengeluarkan investasi dengan melakukan pertimbangan terhadap efektivitas
mesin saat menghasilkan produk. Bila mesin mengalami pemberhentian (breakdown), produktifitas
perusahaan akan mengalami gangguan karena mesin berhenti dan memberi pengaruh terhadap
turunnya produksi, meningkatnya biaya dan berpengaruh terhadap pelayanan (Farouk G & Yudha P,
2020).
Perusahaan yang bergerak di bidang pembangkit listrik tenaga uap menggunakan salah satu
bahan baku batu bara. Perusahaan mampu memproduksi listrik sebesar 2x350MW dengan produksi
listrik kontinu selama 24 jam dalam 1 tahun. Perusahaan selama ini menerapkan sistem pemeliharaan
kerusaka. Metode ini diterapkan pada suatu mesin yang mengalami kegagalan fungsi dalam kegiatan
produksi atau pada saat mesin mengalami kerusakan pada komponen (Rizky et al., 2021). Dari
permasalahan kerusakan mesin yang terjadi pada perusahaan mengakibatkan adanya waktu henti.
Penelitian ini dilakukan untuk mengatasi permasalahan yang dihadapi dengan mengidentifikasi
komponen yang sering mengalami kerusakan terutama pada mesin pulverizer.
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
39
Pulverizer adalah mesin penunjang yang sangat penting untuk memproduksi listrik. Pulverizer
berfungsi untuk menghaluskan batu bara yang semula berupa bongkahan besar menjadi butiran
berukuran ±3cm kemudian dikirim ke burner boiler untuk bahan bakar utama dalam boiler (Ratna
Bhakti P S & Sudiyono Kromodihardjo, 2015). Mesin pulverizer dipilih karena sering mengalami
kerusakan yang mengakibatkan downtime. Pulverizer memiliki komponen sistem dengan frekuensi
kerusakan terbanyak (Ratna Bhakti P S & Sudiyono Kromodihardjo, 2015). Komponen pulverizer
yang mengalami kerusakan adalah coal feeder, gearbox, hydraulic pump dan grinding roller. Objek
penelitian ini fokus pada empat bagian dari mesin tersebut. Metode Reliability Centered Maintenance
(RCM) dan Failure Mode and Effect Analysis (FMEA) digunakan dalam penelitian ini.
Maintenance
Pemeliharaan adalah konsep segala aktivitas yang diperlukan untuk menjaga kualitas suatu
sistem agar dapat berfungsi secara optimal pada keadaan awal mesin (Ma & Salim Dahda, 2021). Pemeliharaan pada dasarnya memberikan tindakan pencegahan atau prediktif untuk meminimalkan
kerusakan pada pembangkit dan sistem, memastikan keandalan dan kesiapan operasional, dan
meminimalkan biaya pemeliharaan untuk pembangkit dan sistem perusahaan.
Secara umum pemeliharaan memiliki beberapa tujuan (Rendy Firman Maulana, 2021a):
a. Kapasitas dapat memenuhi persyaratan sesuai rencana produksi.
b. Menjaga kualitas pada tingkat yang sesuai untuk memenuhi persyaratan produk itu sendiri,
kegiatan produksi tidak terganggu.
c. Untuk mengurangi keausan di luar jangkauan investasi dalam modal usaha terkait dengan robekan
dan investasi.
d. Menghindari pekerjaan pemeliharaan yang berbahaya dengan aman.
e. Mencapai biaya pemeliharaan serendah mungkin dengan melakukan pekerjaan pemeliharaan
secara efektif dan efisien secara keseluruhan.
f. Bekerja sama dengan fungsi utama perusahaan lainnya untuk mencapai tujuan utama perusahaan.
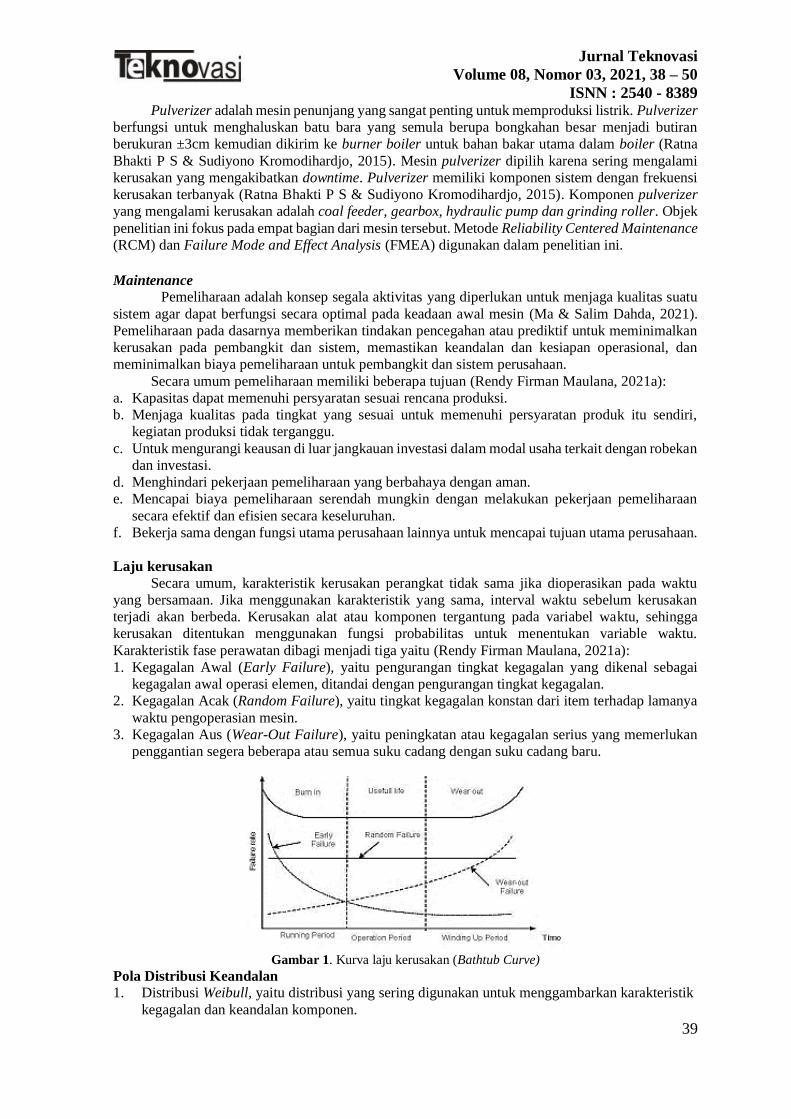
Laju kerusakan
Secara umum, karakteristik kerusakan perangkat tidak sama jika dioperasikan pada waktu
yang bersamaan. Jika menggunakan karakteristik yang sama, interval waktu sebelum kerusakan
terjadi akan berbeda. Kerusakan alat atau komponen tergantung pada variabel waktu, sehingga
kerusakan ditentukan menggunakan fungsi probabilitas untuk menentukan variable waktu.
Karakteristik fase perawatan dibagi menjadi tiga yaitu (Rendy Firman Maulana, 2021a):
1. Kegagalan Awal (Early Failure), yaitu pengurangan tingkat kegagalan yang dikenal sebagai
kegagalan awal operasi elemen, ditandai dengan pengurangan tingkat kegagalan.
2. Kegagalan Acak (Random Failure), yaitu tingkat kegagalan konstan dari item terhadap lamanya
waktu pengoperasian mesin.
3. Kegagalan Aus (Wear-Out Failure), yaitu peningkatan atau kegagalan serius yang memerlukan
penggantian segera beberapa atau semua suku cadang dengan suku cadang baru.
Gambar 1. Kurva laju kerusakan (Bathtub Curve)
Pola Distribusi Keandalan
1. Distribusi Weibull, yaitu distribusi yang sering digunakan untuk menggambarkan karakteristik
kegagalan dan keandalan komponen.
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
40
Fungsi distribusi kumulatif berdasarkan rumus
𝐹(𝑡) = 1 exp[(−𝑡
∝)^𝛽]………………………………………………...…………….(1)
Parameter β disebut parameter bentuk atau gradien weibull dan parameter α tersebut
disebut parameter skala. 2. Distribusi Normal, yaitu distribusi probabilitas yang paling penting dalam aplikasi teoritis dan
statistik.
Fungsi distribusi kumulatif
𝑓(𝑡) =1
𝜎√2𝜋exp −[
(𝑡−𝜇)
2𝜎^2]…………………………………………………………….(2)
3. Distribusi Lognormal, yaitu distribusi yang membantu menjelaskan distribusi kerusakan dalam
situasi yang berbeda. Distribusi lognormal banyak digunakan sebagai model untuk berbagai
macam material dan statistik.
Fungsi distribusi kumulatif
𝑓(𝑡) =1
√2𝜋𝑡^2𝑒 −
1
2(
1𝑛 𝑡−𝜇
𝜎)^2……………………………………………………….(3)
4. Distribusi Eksponensial, yaitu distribusi yang banyak digunakan di berbagai bidang, terutama
dalam teori keandalan. Hal ini karena data kerusakan umumnya menunjukkan perilaku yang
dapat dicerminkan oleh distribusi eksponensial.
Fungsi distribusi kumulatif
𝑓(𝑡) = 1 − 𝜆𝑒 −𝜆𝑡…………………………………………………………………..(4)
Reliability Centered Maintenance (RCM)
Reliability Centered Maintenance (RCM) merupakan metode terstruktur untuk
memperkirakan secara kuantitatif kebutuhan untuk melakukan atau memperbarui upaya dan prosedur
pemeliharaan preventive atas dasar keselamatan dan konsekuensi ekonomis (Rendy Firman
Maulana, 2021). RCM memiliki tujuan untuk memelihara sistem agar dapat beroperasi pada tingkat
kinerja yang diinginkan (Sariyusda, 2018).
Langkah-langkah penerapan metode RCM (Rendy Firman Maulana, 2021):
1. Analisis kegagalan
2. Failure Mode and Effect Analysis (FMEA)
3. Logic tree Analysis (LTA)
4. Perhitungan total minimum downtime
METODE PENELITIAN
Metode penelitian yang dilakukan untuk menyelesaikan permasalah adalah sebagai berikut:
a. Pengumpulan Data
Tahap awal penelitian adalah pengumpulan data. Data yang digunakan, yaitu:
Waktu downtime
Penyebab downtime
Sistem perawatan yang digunakan oleh perusahaan
b. Failure Mode and Effect Analysis (FMEA)
Failure Mode and Effect Analysis (FMEA) merupakan pendekatan untuk memperbaiki kesalahan
sistem. Metode FMEA dipilih karena metode ini memiliki keunggulan yaitu secara akurat dapat
menganalisis kegagalan berdasarkan data historis. Metode FMEA dilakukan dengan menganalisis
beberapa tahapan yaitu (Rendy Firman Maulana, 2021):
Identifikasi dari Kegagalan (Failure)
Identifikasi dari Fungsi Kegagalan Mesin (Function Failure)
Identifikasi dari Penyebab Kegagalan (Failure Mode)
Identifikasi Efek dari Kegagalan (Failure Effect)
Penentuan nilai Severity (S)
Penentuan nilai Occurance (O)

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
41
Penentuan nilai Detection (D)
Penentuan nilai Risk Priority Number (RPN)
RPN = SxOxD………………………………………………………………………………………(5)
Hasil perhitungan menunjukkan sejauh mana kemungkinan kesalahan, semakin tinggi
nilainya, semakin bermasalah.
c. Logic Tree Analysis (LTA) dan Task Selection
LTA berfungsi untuk mengetahui akibat dari mode kegagalan dan bertujuan untuk membagi mode
kegagalan ke dalam kategori sehingga dapat ditemukan prioritas penanganan mode kegagalan
(Pramujya R, Bagus S & Galuh 2021). Beberapa klarifikasi mode kegagalan yaitu:
Beberapa klarifikasi mode kegagalan yaitu: Outage Problem, Safety Problem, Hidden Failure,
dan Minor to Insignificant Economic. Sedangkan Task selection adalah akhir proses analisa RCM.
Mode kerusakan digunakan untuk memilih tindakan yang efektif. Tindakan dipilih dengan 4 cara
yaitu (Rendy Firman Maulana 2021): Time directed (TD), Conditional Directed (CD) Failure
Finding (FF), dan Run to Failure (RTF)
d. Perhitungan Mean Time To Failure (MTTF) dan Mean Time To Repair (MTTR)
Mean Time To Failure (MTTF) adalah waktu rata-rata kerusakan sedangkan Mean Time To
Repair (MTTR) adalah waktu rata-rata komponen untuk dilakukan perbaikan atau perawatan
berdasarkan lamanya perbaikan atau penggantian komponen.
e. Perhitungan Total Minimum Downtime
Perhitungan total downtime minimum, berfungsi untuk menentukan waktu yang optimal
berdasarkan interval waktu. Penggantian preventif menggunakan kriteria downtime minimum per
unit.
HASIL DAN PEMBAHASAN
Data Kerusakan Mesin Paling Sering
Langkah pertama sebelum pengolahan data yaitu pengumpulan data. Dari data yang didapat
terjadi kerusakan pada mesin selama 1 tahun terhadap komponen pulverizer. Komponen yang sering
rusak akan dijadikan objek penelitian ditunjukkan pada gambar 2.
Gambar 2. Grafik komponen kritis
Grafik diatas menunjukkan komponen paling kritis dan mengalami downtime dengan
frekuensi yang terbesar terdapat pada komponen coal feeder. Sehingga penelitian difokuskan pada
satu komponen kritis yaitu coal feeder.
Failure Mode and Effect Analysis (FMEA)
Setelah diketahui sistem kerja pulverizer, tahap selanjutnya adalah membuat tabel Failure
Mode and Effect Analiysis yang nantinya digunakan untuk mengidentifikasi fungsi, kegagalan
fungsional, kemungkinan kegagalan, efek kegagalan dan menghitung nilai RPN didasarkan pada
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
42
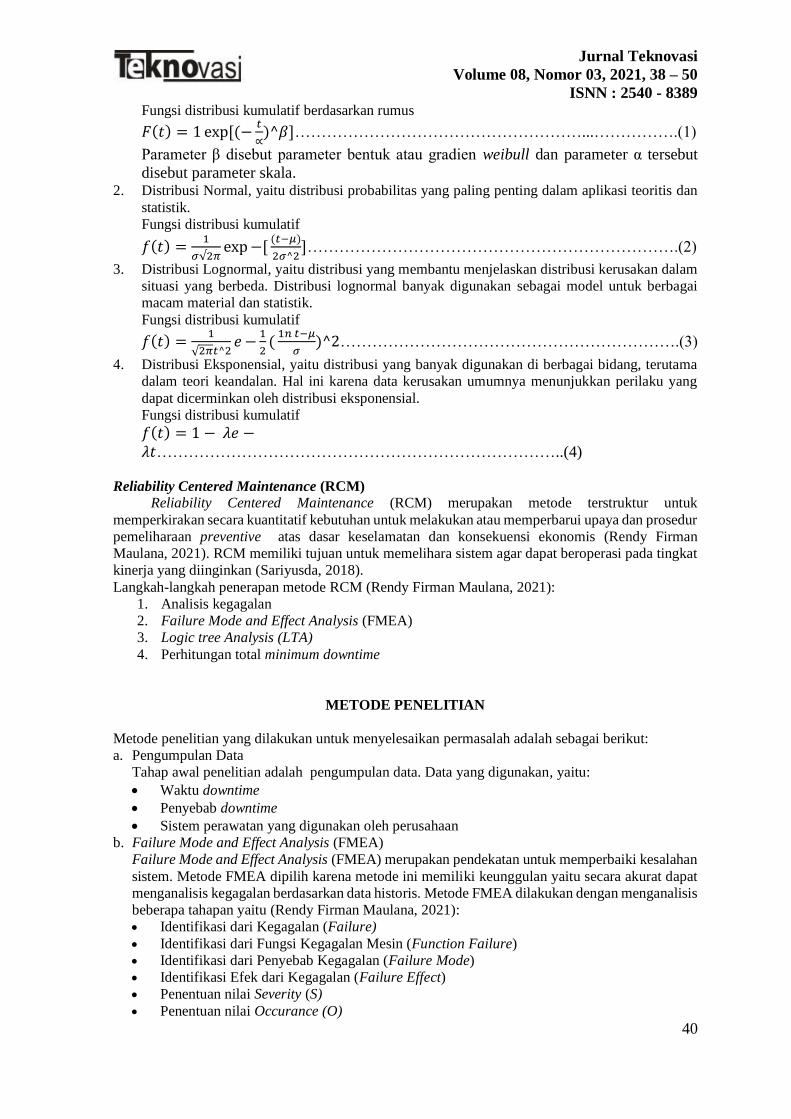
Severity (S), Occurrence (O), Detection (D) dan nilai perhitungan tertinggi akan dilakukan
perawatan.
Tabel 1. Kriteria dan Nilai Ranking Severity
Efek Severity Ranking
Proses produksi terhenti Tidak adanya
komponen pengganti 10
Proses produksi sangat lambat Tidak adanya
komponen pengganti 9
Proses produksi lambat Komponen pengganti
tersedia 8
Proses produksi sedikit
terlambat Komponen tersedia 7
Proses produksi cukup lancar Mesin rusak parah 6
Proses produksi dilakukan
dengan bantuan operator Mesin rusak settingan 5
Proses produksi dilakukan
dengan bantuan operator Mesin rusak ringan 4
Proses produksi mudah
terganggu
Menunggu komponen
pengganti 3
Proses produksi terus berjalan Mesin menjadi error 2
Mesin produksi tidak ada
gangguan Mesin menjadi Kotor 1
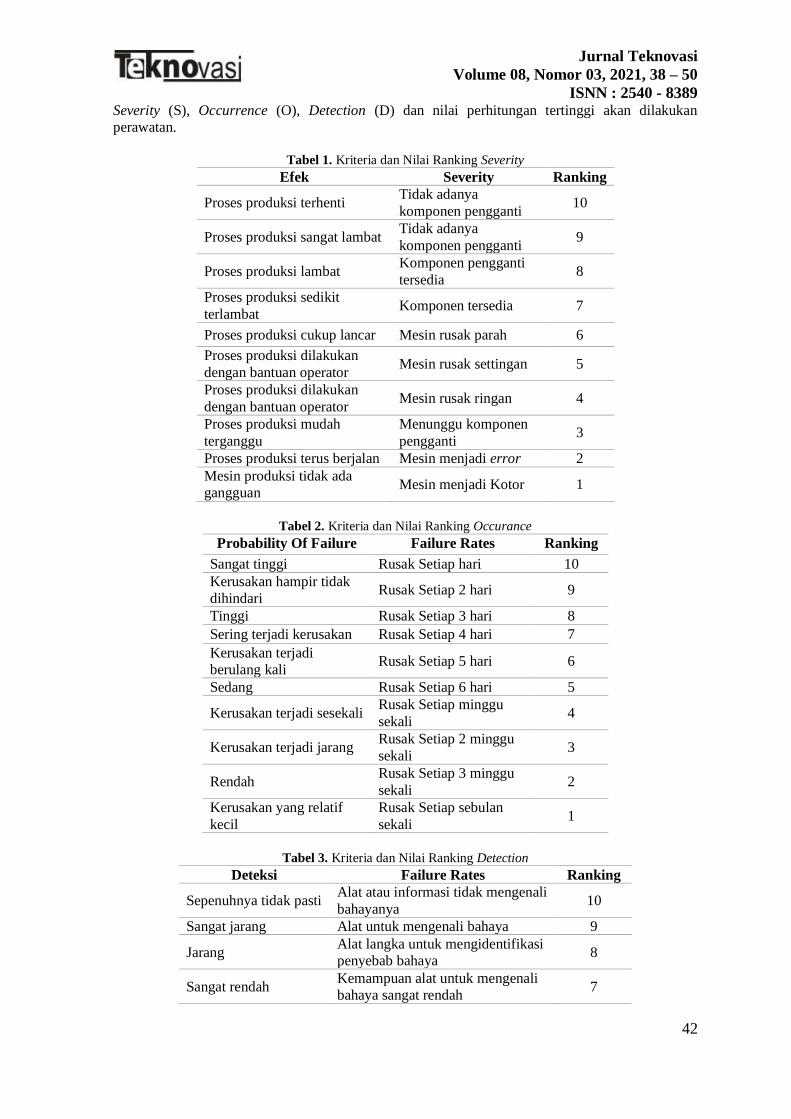
Tabel 2. Kriteria dan Nilai Ranking Occurance
Probability Of Failure Failure Rates Ranking
Sangat tinggi Rusak Setiap hari 10
Kerusakan hampir tidak
dihindari Rusak Setiap 2 hari 9
Tinggi Rusak Setiap 3 hari 8
Sering terjadi kerusakan Rusak Setiap 4 hari 7
Kerusakan terjadi
berulang kali Rusak Setiap 5 hari 6
Sedang Rusak Setiap 6 hari 5
Kerusakan terjadi sesekali Rusak Setiap minggu
sekali 4
Kerusakan terjadi jarang Rusak Setiap 2 minggu
sekali 3
Rendah Rusak Setiap 3 minggu
sekali 2
Kerusakan yang relatif
kecil
Rusak Setiap sebulan
sekali 1
Tabel 3. Kriteria dan Nilai Ranking Detection
Deteksi Failure Rates Ranking
Sepenuhnya tidak pasti Alat atau informasi tidak mengenali
bahayanya 10
Sangat jarang Alat untuk mengenali bahaya 9
Jarang Alat langka untuk mengidentifikasi
penyebab bahaya 8
Sangat rendah Kemampuan alat untuk mengenali
bahaya sangat rendah 7

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
43
Rendah Alat untuk mengenali bahaya
rendah 6
Cukup Alat cukup untuk mengenali bahaya 5
Cukup tinggi Alat atau informasi cukup tinggi
mendeteksi penyebab bahaya 4
Tinggi
Alat atau informasi dengan
probalitas tinggi untuk
mengidentifikasi penyebab
malfungsi
3
Sangat tinggi
Alat atau informasi dengan
probalitas sangat tinggi untuk
mengidentifikasi penyebab
malfungsi
2
Hampir pasti
Para pekerja Produksi dalam
membuat laporan kerusakan sama
seperti di lapangan
1
a. Identifikasi Komponen Coal Feeder
Tahap ini dilakukan pencarian komponen subsistem yang diteliti. Hasil yang didapatkan dari
identifikasi komponen subsistem ditunjukkan pada tabel 4.
Tabel 4. Komponen Coal Feder
Sub sistem Komponen Fungsi komonen
Coal feeder
Belt feeder Mengirim batu bara menuju pulverizer
Scraper
Membersihkan batu bara yang jatuh di
bawah belt feeder kemudian dikirim ke
pulferizer
Load cell Menghitung batu bara yang jatuh ke
pulverizer
Speed sensor Mengatur flow batu bara yang akan
masuk ke pulverizer
Coal feeder
protction
Proteksi feeder saat terjadi masalah
Seal air Menjaga batu bara agar terjatuh ke
dalam pulverizer
b. Identifikasi Fungsi SubSistem dan Kegagalan Fungsional
Tahap ini akan dilakukan pencarian fungsi subsistem dan kegagalan fungsional terhadap sistem
yang diteliti. Hasil yang didapatkan dari pencarian fungsi subsistem dan fungsi kegagalan
ditunjukkan pada tabel 5. Tabel 5. Failure Mode And Effect Analysis (FMEA) Belt Feeder
Failure Mode and Effect Analysis Belt feeder
Fungsi
(function)
Fungsi
kegagalan
(functional
failure)
Mode
kegagalan
(failure
mode)
Efek kegagalan (failure
effect) S O D RPN
Mengirim
batu bara
dari silo
Tidak dapat
mengirim batu
bara menuju
pulverizer
V-Belt
sobek
Batu bara akan tumpah
Proses pengiriman batu
bara menuju pulverizer
gagal
6 5 5 150

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
44
menuju
pulverizer Tindakan operator:
pemberhentian mesin
Tindakan maintenance:
pemberhentian Belt feeder
dan penggantian belt
Lama perbaikan: 2 hari
Berdasarkan tabel diatas nilai perhitungan RPN diketahui bahwa jenis failure mode yang
memiliki risiko tertinggi tersebut V-Belt sobek.
Logic Tree Analysis (LTA)
Prioritas mode kegagalan dapat diketahui dengan menjawab iya atau tidak. Kemudian terdapat
3 hal penting dalam critically analiysis (Pramujya R, Bagus S & Galuh 2021).
a. Evident, dalam kondisi normal, apakah operator mengetahui bahwa telah terjadi kesalahan pada
sistem.
b. Safety, apakah mode kegagalan ini menyebabkan masalah keselamatan.
c. Outage, apakah mode kegagalan ini mengakibatkan sebagian atau seluruh mesin berhenti
Untuk critically analysis komponen ini terbagi dalam 4 kategori, yaitu:
a. Kategori A (Safety Problem)
b. Kategori B ( Outage Problem)
c. Kategori C (Economic Problem)
d. Kategori D (Hidden Failure)
Tabel 6. Analisis Logic Tree Analysis (LTA)
Subsistem Komponen Mode
kegagalan
Analisis kritis Category
Evident Safety Outage
Coal
feeder Belt feeder V-Belt sobek Y Y Y A
Berikut ini pengkategorian hasil identifikasi mode kegagalan pada komponen yang
dilakukan dengan Logic Tree Analysis kategori A (safety problem) dengan mode kegagalan V-Belt
sobek.
Task Selection
Tahap akhir proses analisa RCM adalah task selection. Daftar tindakan yang mungkin
dilakukan kemudian dibuat dari mode kegagalan kerusakan dan tindakan yang paling efektif dipilih.
Tabel 7. Pemilihan tidakan atau task selection
Subsistem Komponen Mode
Kegagalan
Seletion Guide Jenis
Tindakan 1 2 3 4 5 6 7
Coal
feeder Belt feeder
V-Belt
sobek Y Y N N - Y - (TD)
Berdasarkan hasil pemilihan tindakan pada mesin pulverizer, jenis mode kegagalan komponen
yang akan diuji pola distribusinya dan kemudian nilai keandalannya yaitu mode kegagalan
komponen yang tindakannya bersifat Time Directed yang artinya harus mempunyai perlakuan
perawatan atau penggantian komponen sesuai jadwal yang ditentukan dengan interval waktu tertentu.
Mode kegagalan tersebut yaitu V-Belt sobek.
Perhitungan MTTF dan MTTR
Distribusi waktu kegagalan dan distribusi waktu perbaikan untuk setiap mode kegagalan harus
diketahui terlebih dahulu sebelum dilakukan perhitungan MTTF dan MTTR. Mode kegagalan yang
memiliki nilai RPN tertinggi adalah V-Belt sobek.
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
45
Data lama waktu perbaikan diperoleh dari lama waktu perbaikan saat kerusakan, sedangkan
data antar waktu kerusakan diperoleh dari selesai waktu kerusakan pertama hingga akhir (Rendy
Firman Maulana 2021). Selanjutnya jam operasi mesin Coal Feeder adalah 24 jam sehari.
a. Data Waktu Antar Kerusakan dan Lama Perbaikan
Data waktu kerusakan dan lama perbaikan mode kegagalan komponen dapat dilihat pada tabel
berikut:
Tabel 7. Waktu Antar Kerusakan dan Lama Perbaikan
No Shutdown Restore
Waktu Antar
Kerusakan
(Jam)
Lama
Perbaikan
(Jam)
1 11 September 2020 11 September 2020 0 72
2 19 September 2020 19 September 2020 216 48
3 10 Oktober 2020 10 Oktober 2020 528 48
4 28 Oktober 2020 28 Oktober 2020 456 72
5 06 Desember 2020 06 Desember 2020 936 48
6 12 Desember 2020 12 Desember 2020 168 24
7 30 Januari 2021 30 Januari 2021 1200 48
8 01 Februari 2021 01 Februari 2021 72 36
9 25 Februari 2021 25 Februari 2021 600 24
10 03 Maret 2021 03 Maret 2021 168 48
11 28 Mei 2021 28 Mei 2021 2064 48
12 09 Juli 2021 09 Juli 2021 1008 24
13 25 Agustus 2021 25 Agustus 2021 1128 48
Dari data lama perbaikan dan jarak antar kerusakan kemudian dilakukan uji distribusi untuk
mendapatkan distribusi yang dapat merepresentasikan kejadian sesugguhnya. Uji distribusi
dilakukan menggunakan bantuan software minitab dengan melihat nilai Anderson-Darling kecil.
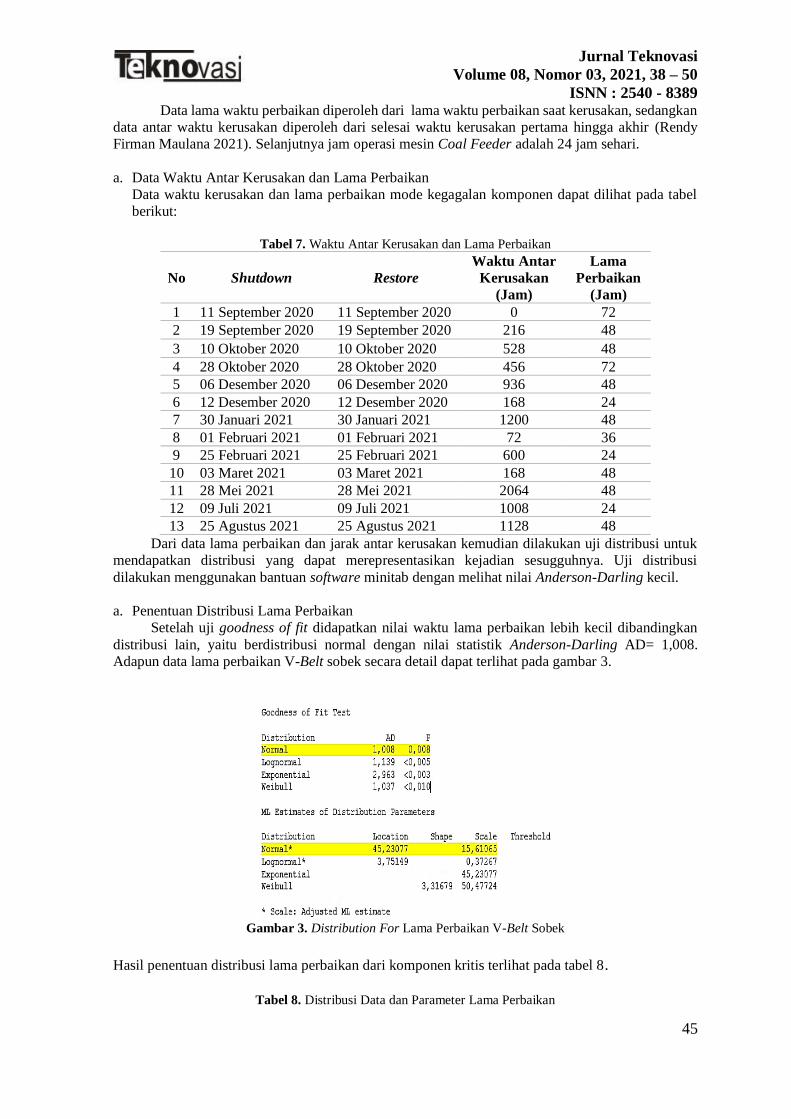
a. Penentuan Distribusi Lama Perbaikan
Setelah uji goodness of fit didapatkan nilai waktu lama perbaikan lebih kecil dibandingkan
distribusi lain, yaitu berdistribusi normal dengan nilai statistik Anderson-Darling AD= 1,008.
Adapun data lama perbaikan V-Belt sobek secara detail dapat terlihat pada gambar 3.
Gambar 3. Distribution For Lama Perbaikan V-Belt Sobek
Hasil penentuan distribusi lama perbaikan dari komponen kritis terlihat pada tabel 8.
Tabel 8. Distribusi Data dan Parameter Lama Perbaikan

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
46
Mode kegagalan Distribusi Parameter
V-Belt sobek Normal (µ = 45,23 ; 𝜎 = 15,61)
Dari tabel diatas dapat dilihat bahwa data waktu lama perbaikan untuk mode kegagalan V-Belt
sobek memiliki distribusi normal dengan parameter µ = 45,23 ; 𝜎 = 15,61.
b. Penentuan Distribusi Waktu Antar Kerusakan
Gambar 4. Distribution For Waktu Antar Kerusakan V-Belt Sobek
Hasil penentuan distribusi waktu antar kerusakan dari mode kegagalan terlihat pada tabel 9.
Tabel 9. Data Distribusi dan Parameter Antar Waktu Kerusakan
Mode Kegagalan Distribusi Parameter
V-Belt Feeder Normal (µ = 712,00 ; 𝜎 = 582,80)
Dari tabel 9 dapat dilihat bahwa data waktu antar kerusakan mode kegagalan V-Belt sobek
memiliki distribusi normal dengan parameter (µ = 712,00 ; 𝜎 = 582,80).
Setelah diperoleh pola distribusi dan parameter untuk setiap mode kegagalan. Selanjutnya
perhitungan Mean Time To Failure (MTTF) dan Mean Time To Repaire (MTTR).
Gambar 5. Distribusi Analiysis Lama Perbaikan (Jam)
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
47
Dari hasil pengolahan data dengan software minitab pada distribusi analisis lama perbaikan
pada mode kegagalan V-Belt sobek di dapatkan nilai mean sebesar 44,84 dan standart deviation
sebesar 14,84.
Gambar 6. Distribusi Analiysis Waktu Antar Kerusakan (Jam)
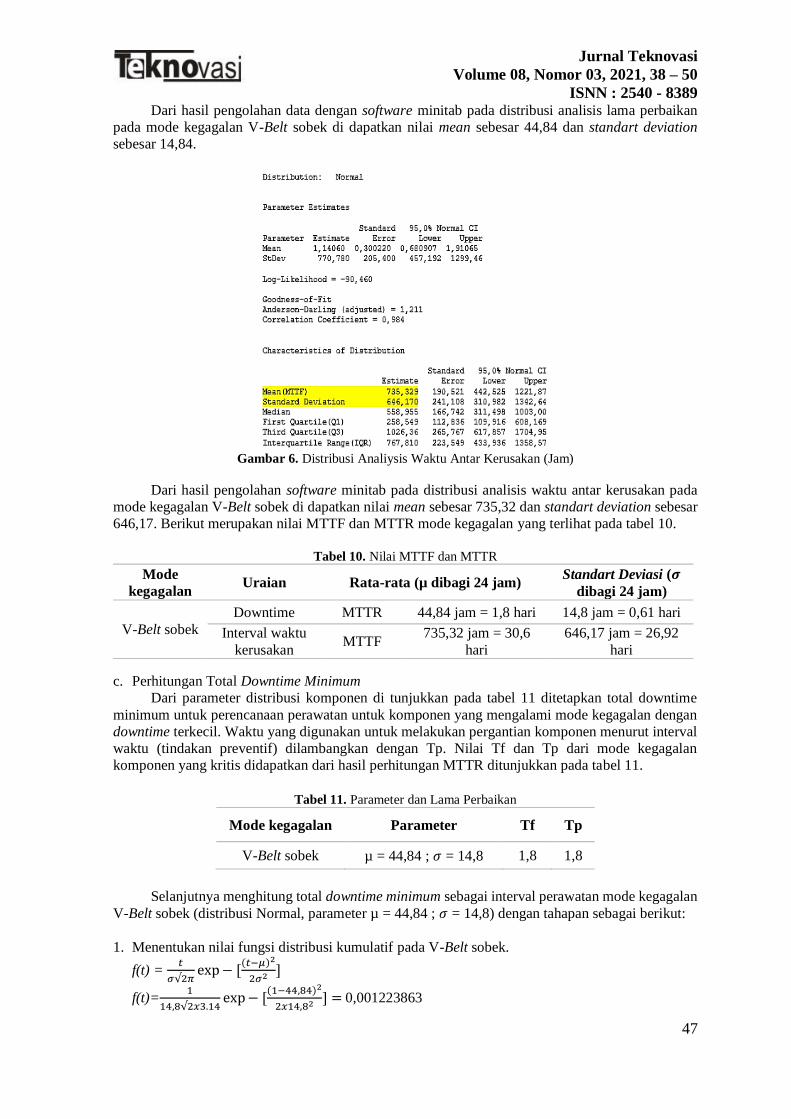
Dari hasil pengolahan software minitab pada distribusi analisis waktu antar kerusakan pada
mode kegagalan V-Belt sobek di dapatkan nilai mean sebesar 735,32 dan standart deviation sebesar
646,17. Berikut merupakan nilai MTTF dan MTTR mode kegagalan yang terlihat pada tabel 10.
Tabel 10. Nilai MTTF dan MTTR
Mode
kegagalan Uraian Rata-rata (µ dibagi 24 jam)
Standart Deviasi (𝝈
dibagi 24 jam)
V-Belt sobek
Downtime MTTR 44,84 jam = 1,8 hari 14,8 jam = 0,61 hari
Interval waktu
kerusakan MTTF
735,32 jam = 30,6
hari
646,17 jam = 26,92
hari
c. Perhitungan Total Downtime Minimum
Dari parameter distribusi komponen di tunjukkan pada tabel 11 ditetapkan total downtime
minimum untuk perencanaan perawatan untuk komponen yang mengalami mode kegagalan dengan
downtime terkecil. Waktu yang digunakan untuk melakukan pergantian komponen menurut interval
waktu (tindakan preventif) dilambangkan dengan Tp. Nilai Tf dan Tp dari mode kegagalan
komponen yang kritis didapatkan dari hasil perhitungan MTTR ditunjukkan pada tabel 11.
Tabel 11. Parameter dan Lama Perbaikan
Mode kegagalan Parameter Tf Tp
V-Belt sobek µ = 44,84 ; 𝜎 = 14,8 1,8 1,8
Selanjutnya menghitung total downtime minimum sebagai interval perawatan mode kegagalan
V-Belt sobek (distribusi Normal, parameter µ = 44,84 ; 𝜎 = 14,8) dengan tahapan sebagai berikut:
1. Menentukan nilai fungsi distribusi kumulatif pada V-Belt sobek.
f(t) = 𝑡
𝜎√2𝜋exp − [
(𝑡−𝜇)2
2𝜎2 ]
f(t)=1
14,8√2𝑥3.14exp − [
(1−44,84)2
2𝑥14,82 ] = 0,001223863

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
48
2. Menentukan banyak kegagalan dalam interval waktu (0,tp) pada V-Belt sobek.
H(1) = [1+H(0)] x F(1)
= [1+ 0] x 0,001223863
= 0,001223863
3. Perhitungan total minimum downtime pada V-Belt sobek.
D(tp) = 𝐻 (𝑡𝑝) 𝑇 𝑓+𝑇𝑝
𝑡𝑝+𝑇𝑃
D(tp=1) = D(1) = (0,001223863)(1,8)(1,8)
1+1,8
= 0,6450601
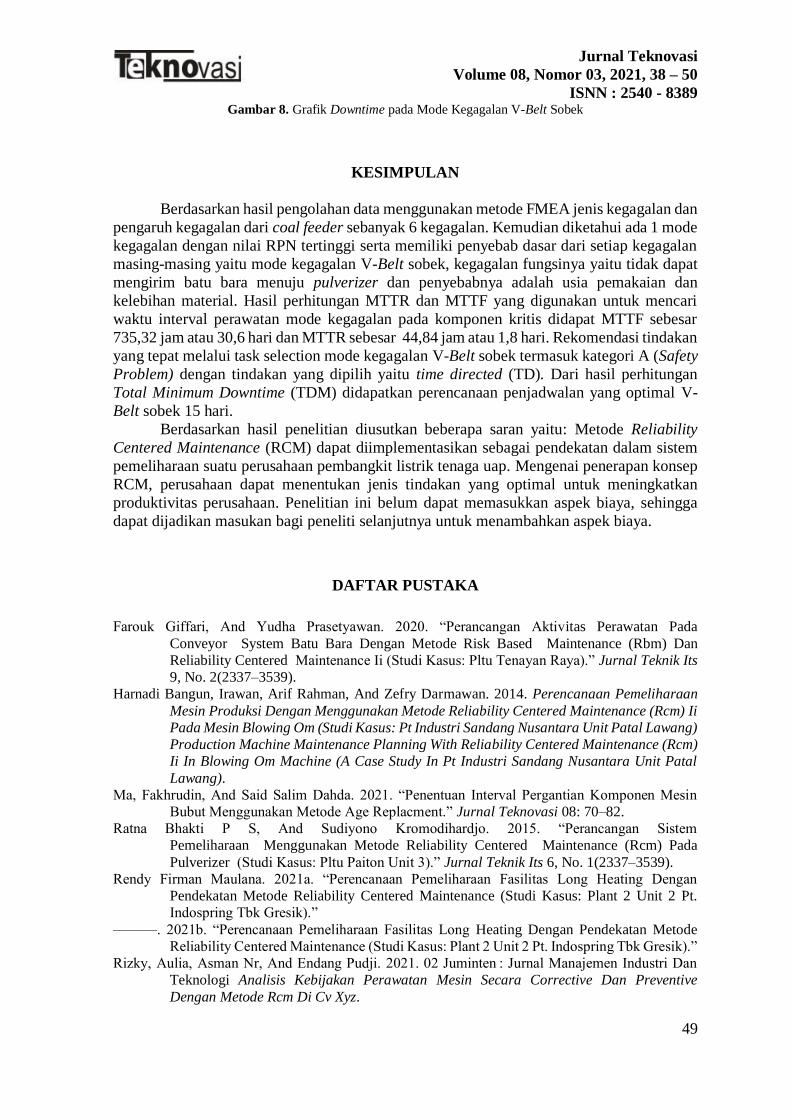
Berdasarkan perhitungan nilai D(t) didapatkan nilai D(t) terkecil pada D(15) dengan nilai
0,11112661 sehingga interval waktu perawatan V-Belt sobek adalah setiap 15 hari.
Tabel 12. Perhitungan Total Minimum Downtime V-Belt Sobek
t f(t) H(tp) Tf Tp D(tp)
1 0,001223863 0,001223863 1,8 1,8 0,6450601
2 0,001427678 0,001429425 1,8 1,8 0,47625718
3 0,001560818 0,001563049 1,8 1,8 0,37781349
4 0,001662044 0,001664642 1,8 1,8 0,31334118
5 0,001744639 0,001747543 1,8 1,8 0,26785146
6 0,001814878 0,00181805 1,8 1,8 0,23404172
7 0,001876261 0,001879672 1,8 1,8 0,20792886
8 0,001930951 0,001934581 1,8 1,8 0,18715572
9 0,00198039 0,001984221 1,8 1,8 0,17023826
10 0,002025585 0,002029604 1,8 1,8 0,15619566
11 0,002067273 0,002071469 1,8 1,8 0,14435364
12 0,00210601 0,002110372 1,8 1,8 0,13423345
13 0,002142224 0,002146745 1,8 1,8 0,12548576
14 0,002176256 0,002180928 1,8 1,8 0,11784972
15 0,002208378 0,002213195 1,8 1,8 0,11112661
16 0,002238815 0,00224377 1,8 1,8 0,10516238
17 0,002267752 0,002272841 1,8 1,8 0,09983579
18 0,002295345 0,002300561 1,8 1,8 0,0950501
19 0,002321724 0,002327065 1,8 1,8 0,09072718
20 0,002347004 0,002352465 1,8 1,8 0,08680324
21 0,00237128 0,002376859 1,8 1,8 0,08322571
22 0,002394639 0,002400331 1,8 1,8 0,07995085
23 0,002417154 0,002422956 1,8 1,8 0,07694197
24 0,002438889 0,002444799 1,8 1,8 0,07416808
25 0,002459903 0,002465917 1,8 1,8 0,07160283
Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
49
Gambar 8. Grafik Downtime pada Mode Kegagalan V-Belt Sobek
KESIMPULAN
Berdasarkan hasil pengolahan data menggunakan metode FMEA jenis kegagalan dan
pengaruh kegagalan dari coal feeder sebanyak 6 kegagalan. Kemudian diketahui ada 1 mode
kegagalan dengan nilai RPN tertinggi serta memiliki penyebab dasar dari setiap kegagalan
masing-masing yaitu mode kegagalan V-Belt sobek, kegagalan fungsinya yaitu tidak dapat
mengirim batu bara menuju pulverizer dan penyebabnya adalah usia pemakaian dan
kelebihan material. Hasil perhitungan MTTR dan MTTF yang digunakan untuk mencari
waktu interval perawatan mode kegagalan pada komponen kritis didapat MTTF sebesar
735,32 jam atau 30,6 hari dan MTTR sebesar 44,84 jam atau 1,8 hari. Rekomendasi tindakan
yang tepat melalui task selection mode kegagalan V-Belt sobek termasuk kategori A (Safety
Problem) dengan tindakan yang dipilih yaitu time directed (TD). Dari hasil perhitungan
Total Minimum Downtime (TDM) didapatkan perencanaan penjadwalan yang optimal V-
Belt sobek 15 hari.
Berdasarkan hasil penelitian diusutkan beberapa saran yaitu: Metode Reliability
Centered Maintenance (RCM) dapat diimplementasikan sebagai pendekatan dalam sistem
pemeliharaan suatu perusahaan pembangkit listrik tenaga uap. Mengenai penerapan konsep
RCM, perusahaan dapat menentukan jenis tindakan yang optimal untuk meningkatkan
produktivitas perusahaan. Penelitian ini belum dapat memasukkan aspek biaya, sehingga
dapat dijadikan masukan bagi peneliti selanjutnya untuk menambahkan aspek biaya.
DAFTAR PUSTAKA
Farouk Giffari, And Yudha Prasetyawan. 2020. “Perancangan Aktivitas Perawatan Pada
Conveyor System Batu Bara Dengan Metode Risk Based Maintenance (Rbm) Dan
Reliability Centered Maintenance Ii (Studi Kasus: Pltu Tenayan Raya).” Jurnal Teknik Its
9, No. 2(2337–3539).
Harnadi Bangun, Irawan, Arif Rahman, And Zefry Darmawan. 2014. Perencanaan Pemeliharaan
Mesin Produksi Dengan Menggunakan Metode Reliability Centered Maintenance (Rcm) Ii
Pada Mesin Blowing Om (Studi Kasus: Pt Industri Sandang Nusantara Unit Patal Lawang)
Production Machine Maintenance Planning With Reliability Centered Maintenance (Rcm)
Ii In Blowing Om Machine (A Case Study In Pt Industri Sandang Nusantara Unit Patal
Lawang).
Ma, Fakhrudin, And Said Salim Dahda. 2021. “Penentuan Interval Pergantian Komponen Mesin
Bubut Menggunakan Metode Age Replacment.” Jurnal Teknovasi 08: 70–82.
Ratna Bhakti P S, And Sudiyono Kromodihardjo. 2015. “Perancangan Sistem
Pemeliharaan Menggunakan Metode Reliability Centered Maintenance (Rcm) Pada
Pulverizer (Studi Kasus: Pltu Paiton Unit 3).” Jurnal Teknik Its 6, No. 1(2337–3539).
Rendy Firman Maulana. 2021a. “Perencanaan Pemeliharaan Fasilitas Long Heating Dengan
Pendekatan Metode Reliability Centered Maintenance (Studi Kasus: Plant 2 Unit 2 Pt.
Indospring Tbk Gresik).”
———. 2021b. “Perencanaan Pemeliharaan Fasilitas Long Heating Dengan Pendekatan Metode
Reliability Centered Maintenance (Studi Kasus: Plant 2 Unit 2 Pt. Indospring Tbk Gresik).”
Rizky, Aulia, Asman Nr, And Endang Pudji. 2021. 02 Juminten : Jurnal Manajemen Industri Dan
Teknologi Analisis Kebijakan Perawatan Mesin Secara Corrective Dan Preventive
Dengan Metode Rcm Di Cv Xyz.

Jurnal Teknovasi
Volume 08, Nomor 03, 2021, 38 – 50
ISNN : 2540 - 8389
50
Sariyusda. 2018. “Analisis Reliability Centered Maintenance (Rcm) Rel Conveyor Pada Mesin Oven
Btu Pyramax 150n Di Pt. Flextronics Teknology Indonesia-Batam.” Jmemme (Journal Of
Mechanical Engineering 2(1): 33–42. Http://Ojs.Uma.Ac.Id/Index.Php/Jmemme.
Sinaga, Zulkani, And Mochamad Ardan. 2021. 6 Jurnal Kajian Teknik Mesin Perencanaan
Perawatan Mesin Welding Mig Pada Produksi Sub Frame Di Pt. Xyz Dengan Metode
Reliability Centered Maintenance (Rcm).
Http://Journal.Uta45jakarta.Ac.Id/Index.Php/Jktm/Index.
Sistem Perawatan, Analisis Et Al. 2021. Analisis Sistem Perawatan Mesin Bubut Menggunakan
Metode Rcm (Reliability Centered Maintenance) Di Cv. Jaya Perkasa Teknik