Embed Size (px)
Citation preview

Management for Professionals
Service Parts Planning with SAP SCM™
Jörg T. DickersbachMichael F. Passon
Processes, Structures, and Functions
Second Edition

Management for Professionals

More information about this series athttp://www.springer.com/series/10101
Jorg Thomas Dickersbach • Michael F. Passon
Service Parts Planningwith SAP SCMTM
Processes, Structures, and Functions
Second Edition

Jorg Thomas DickersbachLandau, Germany
Michael F. PassonHeidelberg, Germany
ISSN 2192-8096 ISSN 2192-810X (electronic)Management for ProfessionalsISBN 978-3-662-45432-9 ISBN 978-3-662-45433-6 (eBook)DOI 10.1007/978-3-662-45433-6
Library of Congress Control Number: 2015937186
Springer Heidelberg New York Dordrecht London# Springer-Verlag Berlin Heidelberg 2015This work is subject to copyright. All rights are reserved by the Publisher, whether the whole or partof the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations,recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission orinformation storage and retrieval, electronic adaptation, computer software, or by similar or dissimilarmethodology now known or hereafter developed.The use of general descriptive names, registered names, trademarks, service marks, etc. in thispublication does not imply, even in the absence of a specific statement, that such names are exemptfrom the relevant protective laws and regulations and therefore free for general use.The publisher, the authors and the editors are safe to assume that the advice and information in this bookare believed to be true and accurate at the date of publication. Neither the publisher nor the authors or theeditors give a warranty, express or implied, with respect to the material contained herein or for any errorsor omissions that may have been made.
Printed on acid-free paper
Springer-Verlag GmbH Berlin Heidelberg is part of Springer Science+Business Media(www.springer.com)

Preface
The first edition of this book in 2006 was also the first edition of the SAP Service
Parts Planning solution, and there was little experience of using the solution in
practice. Meanwhile, there is a broad adoption of the solution, mainly in the
automotive and mechanical engineering industry, especially the renewable energy
sector, and in the aircraft industry. A typical trait seems to be the global rollout to all
organizations of a company, and due to the large number of organizations involved,
the projects might take some time—currently there are projects running with a
planned timeline until 2019.
Also the solution itself has become more mature with the latest releases—up to
now release SAP SCM 7.0 EHP3—and has both extended its functional scope—
especially in the areas of DRP, deployment, and forecasting—and improved its user
experience. For the latter, the planner’s worklist is the most significant improve-
ment. The reality check in the implementations also showed that the originally
intended “full-blown” system architecture for Service Parts Management
containing SAP CRM, SAP SNC, and SAP EWM was seldom used—in most
cases, it was only SAP SPP and SAP ERP, which can be implemented much faster
than the “full-blown” system architecture.
We were fortunate to have Michael F. Passon as the co-writer who has both the
experience from numerous projects as of course the up-to-date detailed functional
knowledge to update and significantly extend the first edition. This edition contains
a lot of changes and extensions; however, we have not updated all screenshots but
only those that contain significant differences to the previous version.
Much of the credit for this second edition goes to Michael Krenbauer, the
product owner for SPP. Without him this book literally would have not been
possible. He did not only provide us generously with advice and information but
even took the initiative to convince us to update this book. We would also like to
thank Mikael Tangemo, Gerhard Gschwender, Christian Werner, Andreas
Leinenbach, Zoltan Zavodi, Gabor Nagy, Zsolt Csoka, Sandor Miklos, and Tibor
Paulinusz for their help and comments.
Jorg Thomas Dickersbach and Michael F. Passon
Landau and Heidelberg/Germany, August 2014
v

ThiS is a FM Blank Page

Contents
1 Service Parts Planning Overview . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 Supply Chain Management for Service Parts . . . . . . . . . . . . . 1
1.2 Overview on Systems and Processes for Service
Parts Planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.3 Processes for Service Parts Planning . . . . . . . . . . . . . . . . . . . 5
1.3.1 Scope and Limitations of This Book . . . . . . . . . . . . . 12
2 Master Data, Services and Basis Functions . . . . . . . . . . . . . . . . . . . 13
2.1 Master Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.1 Bill of Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.2 Virtual Location for Consolidated Ordering . . . . . . . . 18
2.1.3 Contract Packager . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.1.4 Product and Product Group . . . . . . . . . . . . . . . . . . . . 23
2.1.5 Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.1.6 Rounding Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
2.2 Planner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.3 Planning Service Manager . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
2.4 Transactional Data Layer . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
2.5 Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
3 Capture and Manage Demand History . . . . . . . . . . . . . . . . . . . . . . 49
3.1 Process and Data Flow Overview . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Capture Demand History . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.1 Data Flow Overview . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.2 Processing of the Demand History . . . . . . . . . . . . . . 54
3.3 Manage Demand History . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4 Stocking Decision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
4.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
4.2 Replenishment Indicator . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.3 Rules and Decision Tables . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4.4 Stocking and De-Stocking Service and Approval . . . . . . . . . . 77
vii

5 Forecasting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.2 Planning Book, Forecast Profile and Forecast Service . . . . . . . 84
5.2.1 Planning Book for Forecasting . . . . . . . . . . . . . . . . . 84
5.2.2 Forecast Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
5.2.3 Forecast Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
5.3 Model Evaluation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5.3.1 Historical Forecast . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5.3.2 Tracking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
5.3.3 Tripping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
5.4 Model Selection and Parameter Tuning . . . . . . . . . . . . . . . . . 107
5.4.1 Model Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
5.4.2 Parameter Tuning . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
5.5 Calculation of the Forecast . . . . . . . . . . . . . . . . . . . . . . . . . . 110
5.5.1 Forecast Horizons . . . . . . . . . . . . . . . . . . . . . . . . . . 110
5.5.2 Forecast Model Overview . . . . . . . . . . . . . . . . . . . . . 111
5.5.3 Standard Deviation . . . . . . . . . . . . . . . . . . . . . . . . . . 121
5.5.4 Outlier Correction . . . . . . . . . . . . . . . . . . . . . . . . . . 121
5.6 Forecast Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
5.7 Life Cycle Planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
5.7.1 Phase-In Forecasting . . . . . . . . . . . . . . . . . . . . . . . . 125
5.7.2 Phase-Out Forecasting . . . . . . . . . . . . . . . . . . . . . . . 127
5.8 Leading Indicator Based Forecasting . . . . . . . . . . . . . . . . . . . 129
5.8.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
5.8.2 Basic Settings and Prerequisites . . . . . . . . . . . . . . . . 131
5.8.3 Determination of the History of the Leading
Indicator . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
5.8.4 Determination of the Forecast of the Leading
Indicator and the Relevant Service Parts . . . . . . . . . . 136
6 Economic Order Quantity and Safety Stock . . . . . . . . . . . . . . . . . . 139
6.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
6.2 Economic Order Quantity and Safety Stock . . . . . . . . . . . . . . 140
6.2.1 Economic Order Quantity . . . . . . . . . . . . . . . . . . . . . 140
6.2.2 Safety Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
6.2.3 Interdependency of EOQ, Safety Stock and TSL . . . . 145
6.2.4 EOQ and Safety Stock Planning Service . . . . . . . . . . 147
6.3 Planning Book for Inventory Planning . . . . . . . . . . . . . . . . . . 151
6.4 Additional Services . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
6.4.1 Deployment Indicator Determination . . . . . . . . . . . . . 153
6.4.2 ABC Classification . . . . . . . . . . . . . . . . . . . . . . . . . . 153
viii Contents

7 Surplus and Obsolescence Planning . . . . . . . . . . . . . . . . . . . . . . . . 155
7.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155
7.2 Surplus Quantity Determination . . . . . . . . . . . . . . . . . . . . . . . 157
7.2.1 Overview and Common Steps . . . . . . . . . . . . . . . . . . 157
7.2.2 Surplus Quantity Determination for Current
Model Part . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
7.2.3 Surplus Quantity Determination for Past
Model Part . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
7.3 Surplus Disaggregation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
7.4 Surplus Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 166
7.5 Obsolescence Check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169
8 Distribution Requirements Planning . . . . . . . . . . . . . . . . . . . . . . . . 171
8.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171
8.2 DRP Logic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
8.2.1 DRP Matrix . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
8.2.2 Forecast Versus Customer Requirements . . . . . . . . . . 181
8.2.3 Rounding to Days of Supply . . . . . . . . . . . . . . . . . . . 183
8.2.4 Fixed Requirements . . . . . . . . . . . . . . . . . . . . . . . . . 185
8.3 Scheduling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 186
8.4 Horizons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193
8.5 Stability Rules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 196
8.6 DRP Features for Seasonality . . . . . . . . . . . . . . . . . . . . . . . . 204
8.6.1 Anticipated Demand Coverage . . . . . . . . . . . . . . . . . 204
8.6.2 Pre-season Safety Stock Shift . . . . . . . . . . . . . . . . . . 207
8.7 Procurement Planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
8.7.1 Sourcing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
8.7.2 Product Group Procurement . . . . . . . . . . . . . . . . . . . 210
8.7.3 Supplier Shutdown . . . . . . . . . . . . . . . . . . . . . . . . . . 214
8.8 DRP Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216
8.9 Repair or Buy Planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 218
8.9.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . 218
8.9.2 Repair or Buy Planning Logic . . . . . . . . . . . . . . . . . . 223
8.10 Kit to Stock Planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234
8.10.1 Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234
8.10.2 Kit to Stock Planning Logic and Parameters
(Determinants) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236
8.11 Reorder Point-Based Planning . . . . . . . . . . . . . . . . . . . . . . . . 240
9 Procurement Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 249
9.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 249
9.2 Approval Rules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252
9.3 Procurement Approval Service . . . . . . . . . . . . . . . . . . . . . . . 253
9.4 Mass Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254
9.5 Interactive Approval in the Schedule Board . . . . . . . . . . . . . . 256
9.6 Release Creation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 257
9.7 Procurement Execution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 258
Contents ix

10 Deployment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
10.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
10.2 Pull Deployment and Push Deployment . . . . . . . . . . . . . . . . . 267
10.2.1 Difference Between Pull and Push Deployment . . . . . 267
10.2.2 Event Driven Quantity Assignment . . . . . . . . . . . . . . 270
10.3 Available Quantity and Demands for Deployment . . . . . . . . . 272
10.4 Priority Tiers, Fair Share and Sequence Rules . . . . . . . . . . . . 277
10.5 Push Deployment from Supplier . . . . . . . . . . . . . . . . . . . . . . 284
10.6 Multi-level-Deployment . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
10.6.1 Multi-level Push Deployment . . . . . . . . . . . . . . . . . . 295
10.6.2 Multi-level Tier Processing . . . . . . . . . . . . . . . . . . . . 302
10.7 Express Shipments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 308
10.8 Deployment Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 309
10.9 Stock Transfer Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313
10.10 Stock Transfer Execution . . . . . . . . . . . . . . . . . . . . . . . . . . . 314
10.11 Scheduling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 316
11 Inventory Balancing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325
11.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325
11.2 Inventory Balancing Area . . . . . . . . . . . . . . . . . . . . . . . . . . . 327
11.3 Excess and Need Determination . . . . . . . . . . . . . . . . . . . . . . . 330
11.4 Cost and Benefit Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . 333
11.4.1 Cost and Benefit Analysis Overview . . . . . . . . . . . . . 333
11.4.2 Inventory Savings . . . . . . . . . . . . . . . . . . . . . . . . . . 334
11.4.3 Warehouse Space Savings . . . . . . . . . . . . . . . . . . . . 335
11.4.4 Service Benefit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337
11.4.5 Move Costs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 340
11.5 Inventory Balancing Services . . . . . . . . . . . . . . . . . . . . . . . . 340
11.6 Inventory Balancing Stock Transfer Approval . . . . . . . . . . . . 341
12 Interchangeability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343
12.1 Process Overview of Supersession . . . . . . . . . . . . . . . . . . . . . 343
12.2 Interchangeability Master . . . . . . . . . . . . . . . . . . . . . . . . . . . 345
12.3 Supersession Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 351
12.4 Realignment for Supersession . . . . . . . . . . . . . . . . . . . . . . . . 364
12.5 Stocking/De-Stocking with Supersession . . . . . . . . . . . . . . . . 365
12.6 DRP with Supersession . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 365
12.7 Deployment with Supersession . . . . . . . . . . . . . . . . . . . . . . . 368
12.8 Inventory Balancing with Supersession . . . . . . . . . . . . . . . . . 370
12.9 Interchangeability with FFF-Classes . . . . . . . . . . . . . . . . . . . 370
13 Sales Order Fulfilment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 377
13.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 377
13.2 Sales Order Taking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 378
13.2.1 Basic Sales Configuration for SAP CRM™ . . . . . . . . 378
13.2.2 Sales Order Taking in SAP CRM™ . . . . . . . . . . . . . 380
x Contents

13.3 ATP Check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 382
13.4 Processing of Unchecked Deliveries . . . . . . . . . . . . . . . . . . . . 385
13.5 Goods Issue . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385
14 Monitoring and Reporting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 391
14.1 Monitoring and Reporting Overview . . . . . . . . . . . . . . . . . . . 391
14.2 Planner’s and Customer’s Worklist . . . . . . . . . . . . . . . . . . . . 392
14.2.1 Overview of Planner’s and Customer’s Worklist . . . . 392
14.2.2 Action Required Queries in Planner’s Worklist . . . . . 394
14.2.3 Alert Queries in Planner’s Worklist . . . . . . . . . . . . . . 396
14.2.4 Monitoring Queries in Planner’s Worklist . . . . . . . . . 398
14.2.5 Customer’s Worklist and its Queries . . . . . . . . . . . . . 400
14.2.6 Configuration of Worklists . . . . . . . . . . . . . . . . . . . . 402
14.3 Shortage Monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 410
14.4 Alert Monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 414
14.5 SPP Cockpit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 419
14.6 Product Detail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 421
14.7 Reporting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 423
15 Original Equipment Manufacturer Managed Inventory . . . . . . . . . 427
15.1 OEM MI Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 427
15.2 Master Data for OEM MI . . . . . . . . . . . . . . . . . . . . . . . . . . . 430
15.3 Capture and Manage Demand for OEM MI . . . . . . . . . . . . . . 432
15.4 Inventory Planning for OEM MI . . . . . . . . . . . . . . . . . . . . . . 437
15.5 Forecasting for OEM MI . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
15.6 DRP for OEM MI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
15.7 Deployment and Inventory Balancing for OEM MI . . . . . . . . . 440
15.8 Supersession for OEM MI . . . . . . . . . . . . . . . . . . . . . . . . . . . 443
16 Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 445
16.1 Current and Future Improvements: “Customer Connection”
Programs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 445
16.2 SPP on HANA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 446
16.3 SPP and EIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 447
OSS Notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 449
Abbreviations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 451
Transactions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 459
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 461
Contents xi

Service Parts Planning Overview 1
1.1 Supply Chain Management for Service Parts
Supply chain management is the process of planning, implementing, and
controlling the operations of the supply chain with the purpose to satisfy customer
requirements as efficiently as possible. SCOR structures the supply chain manage-
ment processes into plan, source, make, deliver and return (SCOR 2006). Another
way to structure the processes is to differentiate between goods movements within
the company and goods movements to the external customer resulting in a structure
as demand planning, order fulfilment, distribution, production and procurement
(Dickersbach 2008). These structures fit for most of the companies—at least we are
not aware of any counter-example—even though the supply chain and the supply
chain management might look very different from company to company—
especially across different industries. From this point of view, the same approach
fits for service parts as well. Nevertheless there are several specific features for
service parts planning which have justified SAP AG in alliance with Caterpillar
Logistics Services, Inc. and Ford Motor Company to build a completely new
solution for Service Parts Management (SPM). According to the nature of the
development partners, the primary industry focus within the SPM solution is
engineering, construction and automotive.
High Number of Service PartsSupply chain management for service parts deals usually with a very high number
of SKUs. This becomes plausible when comparing the number of finished products
of an automotive or an engineering company with the number of service parts for
their primary products. Differing from the production, the service parts have to be
available at several warehouses in order to ensure a fast delivery. This leads to a
multiplication of SKUs.
Another factor is that service parts have to be available for quite a long time after
the production of the primary product has ended. There are legal retention periods
for service parts but many companies keep service parts available even longer.
# Springer-Verlag Berlin Heidelberg 2015
J.T. Dickersbach, M.F. Passon, Service Parts Planning with SAP SCM™,
Management for Professionals, DOI 10.1007/978-3-662-45433-6_1
1

Mercedes-Benz e.g. guarantees an availability of 10 years after the production end
date (Arnold et al. 2002).
Authorized Stocking ListService parts logistics combines a high number of service parts with a high number
of warehouses. At the same time many of the service parts are slow movers.
Therefore the decision whether to keep a service part on stock at the different
warehouses is more significant than for normal logistics. These stocking decisions
are combined in the authorized stocking list.
Sporadic DemandOne of the most distinct characteristics for service parts is the high portion of
products with sporadic demand. Most of the service parts are required if there is a
failure in the primary product—due to wear, accident or other. These failures are
hardly predictable, and there is a multitude of possibilities for failure. Therefore the
failures which relate to a specific service part are usually comparatively seldom,
which results in a sporadic demand. Naturally there are also fast movers among the
service parts.
Availability and Safety StockIf a vital or an essential part of the primary product fails, an immediate substitution
(and repair) is required. The costs associated with the downtime of the primary
product might be very high—in the case of a bottleneck machine up to the
production downtime a complete factory, in the case of an automotive this might
lead to a significant loss of customer satisfaction. Therefore the availability of the
service part on stock is of high importance in SPM. Taking into consideration that
there is a high portion of sporadic demand (which is difficult to predict) and that the
service part has to be on stock in case of need, the importance of safety stock
planning becomes obvious.
Preventive MaintenancePreventive maintenance based on the operating time or the mileage (which is
essential e.g. for aerospace) is not the focus of this solution. Naturally some service
parts are requested for preventive maintenance as well—e.g. gear belts for
automotives—but in the current release of SAP SCM™ 7.0 there is no link to
derive the demand from the installed base.
Service Parts ProductionMost companies have a separation between their main business—the production of
the primary goods—and their service parts business. Often the service parts are
produced in the manufacturing plant like the components of the primary product,
but sales and distribution of the service parts belongs in most cases to a separate
organization (Arnold et al. 2002). In line with this organizational structure, the SPM
solution focuses on the distribution and the availability of the service part at the
2 1 Service Parts Planning Overview

warehouses within the supply chain. All service parts are considered as externally
procured—either via scheduling agreements or via contracts.
Repair/RemanufacturingDepending on the value of the service part, repairing and overhauling is an
alternative to new procurement. This is especially the case in the aerospace and
automotive industry. A common concept is to have remanufactured parts—e.g.
engines—in a stocking and repair cycle. The planned availability of the
remanufactured service part depends on the number of ‘old’ parts, the repairability
and the repair capacity.
ProfitabilityAnother reason that justifies a new solution especially for service parts is the high
profitability of the service parts business.
1.2 Overview on Systems and Processes for Service PartsPlanning
The purpose of service parts planning is to determine and to ensure the required
inventory levels at the distribution centers of the supply network in order to meet
the target service levels and to plan the procurement of the service parts from
external suppliers and their replenishment within the supply network. In-house
production is not considered in this solution—if the company produces the service
parts itself, the production has to be modelled like an external supplier. Service
parts planning is however only one part of the SPM solution. Besides service parts
planning, the SPM solution covers additionally the following areas:
• sales, claims and returns, and entitlement management
• procurement execution
• stock transfer execution
• warehouse management
• monitoring and reporting of the service parts supply chain
The functions for the SPM processes are available based on the system landscape
containing SAP ERP™ 6.0, SAP CRM™ 7.0 (Customer Relationship Manage-
ment), SAP APO™ (Advanced Planner and Optimizer), SAP SNC™ (Supplier
Network Collaboration) and SAP EWM™ (Extended Warehouse Management)
within SAP SCM™ 7.0 and SAP Netweaver™ 7.4 including SAP PI™ and SAP
BI™ (Business Information Warehouse).
Figure 1.1 provides the overview of the systems for the full scope of SPM.
Service parts planning—which is the focus of this book—is entirely within SAP
APO™. Monitoring—e.g. the alert monitor—is done in SAP SNC™ based on
common tables within SAP SCM™. SAP BI™ offers reports for the measurement
1.2 Overview on Systems and Processes for Service Parts Planning 3

of the supply chain performance towards the customer, within the supply chain and
from the supplier based also on the data within these common tables.
However, the experience from the SPM project shows that most customers
prefer to use a more simple landscape over the full blown functionality. The most
frequently applied system landscape contains only SAP ERP™ for execution, SAP
APO™ for service parts planning and optionally an external SAP BI™ for
reporting. Figure 1.2 shows this simplified system landscape.
Fig. 1.1 System landscape for full scope service parts management
Fig. 1.2 Most frequently used system landscape for service parts management
4 1 Service Parts Planning Overview

1.3 Processes for Service Parts Planning
Service Parts ExecutionSales order taking, claims and returns and entitlement management is based on SAP
CRM™. Other parts of the order fulfilment process are the ATP check in SAP
APO™, the processing of the delivery in SAP ERP™ and the goods issue in SAP
EWM™. The order fulfilment processes include sales from stock and sales from a
third party vendor to the customer as triangular business. Chapter 13 provides a
brief overview of the sales from stock process.
Procurement execution starts with the releases for scheduling agreements or the
purchase requisitions for contracts and involves SAP ICH™ (where the supplier
creates ASNs), SAP ERP™ for the validation of the ASN and SAP EWM™ for the
goods receipt. The procurement execution is sketched in Sect. 9.7 subsequently to
the procurement approval and the release creation.
The execution of stock transfers is based on stock transfer orders that are created
by service parts planning (in deployment or in inventory balancing). The stock
transfer orders are sent from SAP APO™ to SAP ERP™. Goods issue at the source
location and goods receipt at the target location are performed in SAP EWM™.
Section 10.8 gives a short description about the stock transfer execution.
Service Parts Planning Within SAP APO™The focus of this book is the service parts planning processes which are entirely
within SAP APO™. Though service parts planning covers similar processes as
Demand Planning and Supply Network Planning in SAP APO™, it relies on
completely new functions. Therefore there is no process interface with the ‘normal’
SAP APO™ functions. Apart from that mixing service parts planning with the SAP
APO™ modules DP, SNP or PP/DS for the same location product is not intended
and might lead to inconsistencies.
Service parts planning does however use the same master data objects for
location, product, transportation lane and procurement relationship—though in
most cases separate fields. All these master data objects are enhanced with new
fields. The integration of service parts planning with SAP ERP™ is done via CIF
like for ‘normal’ SAP APO™. Compared to DP and SNP in SAP APO™, service
parts planning offers some additional functions, but is also missing some
functions—e.g. aggregated planning and macros in forecasting—and uses a differ-
ent logic for similar functions.
SAP APO™ can be used as an add-on of SAP-ERP. The installation of a separate
SCM server can be avoided then. However, if the service parts planning functions is
deployed then a separate SCM server installation is necessary.
Service Parts Planning OverviewService parts planning is concerned with the forecasting, inventory planning,
procurement and distribution of the service parts to the customer facing locations
in order to keep the target service levels. The planning functions and processes for
service parts planning are shown in Fig. 1.3 and range from the capturing and
managing of the demand to the planning of the procurement and the stock transfers.
1.3 Processes for Service Parts Planning 5

The processes for the tactical planning scenario span the medium- to long-term
range and are based on time buckets of months, fiscal year periods or even weeks.
The processes starting from the capturing of historical demand to the stocking
decision, the adjustment of the demand history, the forecasting and the determina-
tion of the economic order quantity and the safety stock levels (and optionally
surplus and obsolescence planning) are considered as tactical. The results of the
tactical planning are
• decision about stocking or de-stocking
• forecast based on the demand history
• safety stock and economic order quantity
for each location product and—optionally—the scrapping of surplus quantity.
This information is used by the operational planning processes which are based
on daily buckets. DRP (distribution requirements planning) determines the required
procurement quantity depending on the stock and order situation in the network.
The procurement proposals are checked in the procurement approval process and
released. Sending the releases to the supplier, receiving ASNs from the supplier and
posting goods receipt are parts of the procurement execution. Based on the received
inventory the service parts are replenished to the warehouses in the deployment
process. In case that lateral stock transfers between warehouses are required,
inventory balancing is used. In both cases stock transfers are created and sent to
SAP ERP™ for execution. The result of service parts planning is that the stocked
Capture Demand
History
Stocking &
De-Stocking
Manage Demand
History
Forecasting
EOQ & Safety Stock
Surplus &
Obsolescence Planning
DRP
Procurement
Approval
Tactical Planning Operative PlanningM
on
ito
rin
g &
Re
po
rtin
g
Deployment
Inventory Balancing
Stock Transfer
Execution
Procurement
Execution
Service Parts Planning Service Parts Execution
Fig. 1.3 Overview of service parts planning processes
6 1 Service Parts Planning Overview

customer facing warehouses have sufficient inventory to fulfil the customer
requirements. Each of these processes is described in the following chapters.
Chapter 12 explains how supersession—i.e. the replacement of one service part
with one or more other service parts—is applied for service parts planning.
Service parts planning is almost entirely based on forecast, and sales order
fulfilment is not part of service parts planning. Nevertheless Chap. 13 gives a
brief overview of the order fulfilment process for sales from stock. Monitoring
and reporting finally are sketched in Chap. 14.
Business Scenarios and Business Processes Available in SPPThe SPP processes as described above can be combined into different end-to-end
scenarios. The designed end-to-end scenarios are applied at most of the existing
SPP-using service parts companies.
Among others the main business scenarios and business processes supported by
SPP are the following:
Figure 1.4 gives an idea of where these processes flow through the company’s
network and the surrounding elements. It shows that the organizational units
involved are locations within the planning-network (i.e. bill of distribution
(BOD)) as well as external partners like product suppliers and suppliers of
subcontracting services like repair or kitting. Other external suppliers are contract
packagers. Contract packagers could also be internal departments of the respective
service parts company. The green arrows show the different material flows between
the different units that are planned by SPP.
Table 1.1 Overview on
the main planning streams
and the most relevant
processes
1. Inbound Planning Scenario
1.1. Procure to stock process
1.2. Kit to stock process
1.3. Repair/remanufacture to stock process
2. Outbound Planning Scenario
2.1. Sell from stock process
2.2. Internal Outbound of stock process
2.3. Bypass process
2.4. OEM-managed inventory process
3. Tactical Inventory Planning Scenario
3.1. Stocking-decision making process
3.2. Safety stock and lot-size determination process
4. Life Cycle Planning Scenario
4.1. Interchangeability planning Process
4.2. Phase-in and Phase-out Forecasting Process
5. Monitoring and Exception Management Scenario
5.1. Alert monitoring process
5.2. Short supply management process
1.3 Processes for Service Parts Planning 7

The process “procure to stock” is mainly represented by the services and
functions around DRP. DRP generates the procurement plan based on scheduling
agreements (which are represented by external procurement relationships). The
outcome is schedule lines exclusively towards external suppliers, i.e. supplying
locations which are situated outside the BOD, as shown with the number 1.1 in
Fig. 1.5.
Subsequently the creation of the releases is executed as well as their issues.
Further steps like ASN creation, validation and goods receipts are covered by the
respective functions in SAP ERP. The receiving location is the entry location that
originally ordered the product. If a contract packager is organizationally attached to
the entry location then the delivery is received at this contract packager-location.
Fig. 1.4 Overview on the main material flows planned by SPP
8 1 Service Parts Planning Overview

The process “kit-to-stock” is indicated with the number 1.2 in Fig. 1.5. In
contrast to the process “procure to stock”, several products are involved in the
procurement process. One is the header product, whose independent requirement
has to be fulfilled. The header product is the kit that consists of several other parts.
This fact is represented by a BOM (in SPP: production data structure (PDS)). The
replenishment of the kit takes place via planning and creating work orders, if
in-house kitting is applied. The dependent requirements for the parts of the BOM
are usually procured externally (via the process “procure to stock”). The process
“kit to stock” can have two variants. In-house and external kit to stock. In the latter
also the kit is procured externally but not with a “normal” purchasing process but
with a kind of subcontracting process. The master data involved there are PDSs for
exploding the BOM at the subcontractor side and purchase info records of type
subcontracting in order to plan the procurement of the kit via DRP. Figure 1.5
illustrates the external kitting with the green big circles (number 1.2) on the level of
the entry location. The small green circle illustrates the in-house kitting process.
However the in-house kitting process can also be modelled at a location below the
entry location, whereas the external procurement in case of the “kit-to-stock” as
well as in the “procure-to-stock” takes always place on entry location level.
The process “repair to-stock” is very similar to the “kit to stock”-process. It deals
with products which need to be repaired or remanufactured in order re-sell them and
change their status during repair from ‘unserviceable’ to ‘serviceable’. The repair
Fig. 1.5 SPP-processes in inbound planning stream
1.3 Processes for Service Parts Planning 9
can be executed also in-house or externally at subcontracting partners. In both cases
BOMs are needed as master data, where the unserviceable part is the
BOM-component of the serviceable part (which is repaired and re-newed part).
This process can be combined in SPP with repair-or buy decisions where SPP might
decide to apply a procure-to stock process (and order a new part) instead of the
default repair-to-stock process.
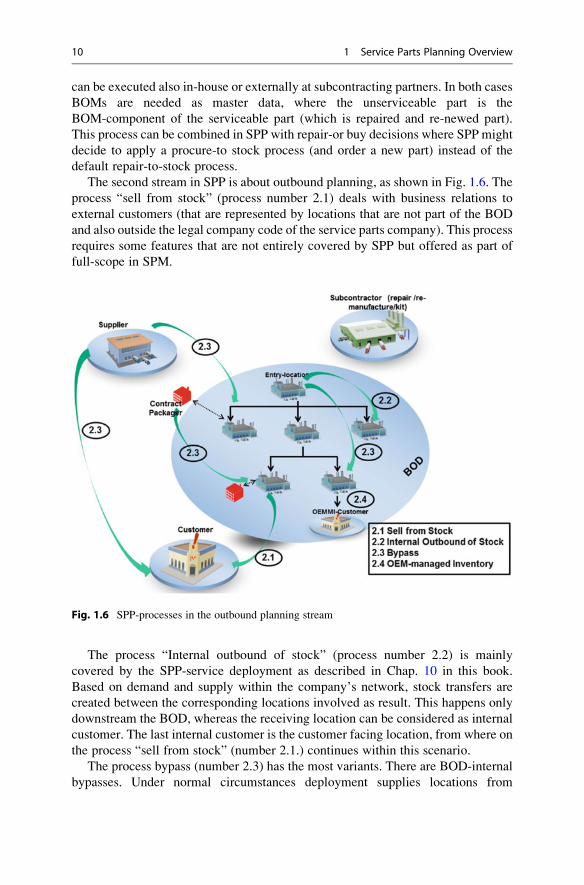
The second stream in SPP is about outbound planning, as shown in Fig. 1.6. The
process “sell from stock” (process number 2.1) deals with business relations to
external customers (that are represented by locations that are not part of the BOD
and also outside the legal company code of the service parts company). This process
requires some features that are not entirely covered by SPP but offered as part of
full-scope in SPM.
The process “Internal outbound of stock” (process number 2.2) is mainly
covered by the SPP-service deployment as described in Chap. 10 in this book.
Based on demand and supply within the company’s network, stock transfers are
created between the corresponding locations involved as result. This happens only
downstream the BOD, whereas the receiving location can be considered as internal
customer. The last internal customer is the customer facing location, from where on
the process “sell from stock” (number 2.1.) continues within this scenario.
The process bypass (number 2.3) has the most variants. There are BOD-internal
bypasses. Under normal circumstances deployment supplies locations from
Fig. 1.6 SPP-processes in the outbound planning stream
10 1 Service Parts Planning Overview

locations of immediately previous levels. Under certain circumstances it is neces-
sary to leave the standard path of delivering internally and to skip some steps in the
supply chain down to the customer. This process is covered in the function multi-
level-deployment and can skip as many levels of location as necessary.
Another variant of the bypass process is focused on skipping the replenishment
of the entry location, even though the entry location was the ordering unit. In this
case the external supplier supplies directly to one of the internal customers, i.e. any
demand-carrying location below the entry-location level. Even though effectively
this process combines an inbound feature with outbound features, it is subsumed
under the outbound planning stream since the main focus is on the distribution.
Another reason is that in SPP this process is supported by the deployment type
“Push Deployment from Supplier” that is used to fulfil the respective demand on
different child locations. The planning results are nevertheless schedule lines
coming directly from the external suppliers.
Another variant of the bypass process is a direct delivery from a contract
packager—no matter whether it is in an external or an internal contract pack-
ager—to one of the demand carrying child locations within the BOD. The contract
packager is modeled as a location (derived from anMRP type in SAP ERP) which is
attached to its master location in the BOD. The contract packager itself is not part of
the BOD in any case. Under normal circumstances the contract packager would
supply only to his master location where he is attached to. If the contract packager’s
master location does not have an own demand the supplying the master location can
be skipped and a bypass takes place directly to the child location. This bypass is
supported by the SPP service “Push deployment from contract packager”
(described in Chap. 2 in this book). The result of this planning service are stock
transfers. The further processing of this stock transfers including outbound
deliveries and inbound deliveries as well as goods movements are done in
SAP ERP.
The fourth variant of the bypass process is “third party order processing”
(TPOP). This process circumvents the whole BOD—physically as well as
planning-wise. Even though for this process—like in the case of “sell from
stock”—SPP is only partly responsible, nevertheless e.g. the demand history of
products that are always delivered directly to the customer are captured and
managed in SPP. There are TPOP-specific SPP- forecast services which are dealing
with these specially indicated products. This forecast is then published to the
external supplier via collaboration, so that their target service can be reached also
if the delivery does not come directly from the service parts company.
The process “original equipment manufacturer managed inventory” (OEMMI) is
based on an extension of the BOD as shown as number 2.4 in Fig. 1.6. External
customers—e.g. if they are service provider—are integrated and participate in most
of the planning services and functions as so-called OEMMI-locations. Demand
history is captured and managed directly in the OEMMI-location, which acts
technically like the customer facing location. Like for any customer facing location,
forecast is calculated, DRP plans replenishment and deployment plans the delivery
to this customer location. In this process the external customer acts as internal
1.3 Processes for Service Parts Planning 11

customer in the SPP-System and the planning result consequently are stock
transfers with the customer location as receiving location. Since the customer
location is modelled in SAP ERP as an external customer and corresponding
business partner, in one of the next steps within this process the stock transfers
are converted into sales orders in SAP ERP.
The third planning scenario as shown in the Table 1.1. is the tactical inventory
planning. As already described in the section earlier in this chapter this is comprised
of decisions, which are focused on more aggregated time horizons—like weeks or
months. These activities and planning steps are also made on a weekly or monthly
recurring basis. In this manner the process of stocking decision for every SKU takes
place. Once this decision is made for e.g. stocking, a stability period is applied to
stabilize this decision. If the stocking process has decided to stock a certain SKU
then the following process is to determine the figures for the safety stock that should
be kept stable as well as the lot size—either network-internally from the parent
location or network-externally from the external product supplier.
The fourth scenario supports the introduction as well as the end of life of a
service part from the planning point of view. Supersession as a type of interchange-
ability controls the use up of products which are phased-out and complementarily
the planning start of a succeeding new product right in time in order to ensure the
overall target service level. In addition there are processes like phase-in forecasting
and phase-out-forecasting, which are responsible to safeguard smooth ramp-up of
new products in respect to forecast and replenishment planning. Vice versa phase-
out planning can be applied for the corresponding discontinuing product.
1.3.1 Scope and Limitations of This Book
Not all functions of the SPM solution are described in this book—even not all
functions for service parts planning. The focus of this book lies on the planning
functions, therefore monitoring and reporting is not explained in their due depth—
apart from the so-called planner’s worklist. Even within planning some topics as
virtual locations for consolidated ordering and contract packagers are explained
only very briefly. Planning with future BODs, remanufacturing and push deploy-
ment from the supplier are skipped altogether. For a complete picture of the service
parts planning functionality please have a look into the SAP online documentation
for service parts planning.
12 1 Service Parts Planning Overview

Master Data, Services and Basis Functions 2
2.1 Master Data
2.1.1 Bill of Distribution
One of the specifics of the service parts solution is that the supply chain network has
a tree-like structure with one or more entry location—this is where the supplier
delivers to—and for each entry location (optionally) one or more child locations.
Looking from the demand side, there is a strict single sourcing. This fix and
hierarchical distribution structure is modelled as a bill of distribution (BOD). The
BOD is used throughout the whole service parts planning solution—from capture
demand to inventory balancing.
Virtual Child Location
Another characteristic of the BOD is that there is a functional separation between
locations that deliver to the customer (also called customer facing locations) and
locations that deliver to other locations (also called parent locations). If one location
does both, a virtual child location is created for this location. All customer related
data—e.g. forecast, safety stock, customer orders—are assigned to the virtual child
location, and the location keeps only the transactional data for its role as a parent
location. This implies that a stock transfer is modelled from the location to its own
virtual child location in order to cover the customer related demand.
Example for a Bill of Distribution
The modelling of the supply chain with the BOD is clarified with the example of a
supply chain as shown in Fig. 2.1.
# Springer-Verlag Berlin Heidelberg 2015
J.T. Dickersbach, M.F. Passon, Service Parts Planning with SAP SCM™,
Management for Professionals, DOI 10.1007/978-3-662-45433-6_2
13

Each of the distribution centres—except Frankfurt—sell service parts to
customers. Figure 2.2 shows the BOD to model this structure.
In this case Stuttgart is the entry location of the BOD, and all locations except
Frankfurt are customer locations. The locations Stuttgart, Lille and Frankfurt are
parent locations because they deliver to other locations within the network.
Stuttgart and Lille have virtual child locations in order to separate their role as a
parent and their role as a customer facing location. All locations except the entry
location Stuttgart are child locations to their parent.
Restrictions in the modelling of the BOD are that the tree structure must be
respected and that a location can only be used once within one BOD. It is however
possible to have multiple entry locations within one BOD—e.g. to model different
supply networks in Europe and America. Figure 2.3 shows some alternatives for the
modelling of a BOD.
Stuttgart
Vendor
Lille FrankfurtLyon
London Köln Berlin
Fig. 2.1 Example for a supply chain
Stuttgart
Frankfurt
Virtual ChildLocation
Entry Location
LilleLyon
Köln BerlinLilleLondon
Stuttgart
Virtual ChildLocation
Fig. 2.2 Bill of distribution for the example
14 2 Master Data, Services and Basis Functions

Hierarchy Structure
The BOD is a kind of location hierarchy and is therefore based on the hierarchy
structure. The hierarchy structure is defined with the customising path APO !Master Data ! Hierarchy ! Define Hierarchy Structure, Fig. 2.4.
Note that the edge table name has to be /SAPAPO/RELDHBOD or else it is not
possible to set the flag for virtual child locations. The hierarchy structure is linked to
the transaction for creating the BOD by an entry in the customising setting as shown
in Fig. 2.5 (customising path APO ! Master Data ! Product ! MaintainProduct-Relevant Hierarchies and Hierarchy Structures).
BOD 1 BOD 2 BOD 3
BOD 4
Fig. 2.3 BOD modelling alternatives
Fig. 2.4 Hierarchy structure for the BOD
2.1 Master Data 15

BOD Maintenance
The BOD is maintained with the transaction /SAPAPO/BOD001. With this trans-
action the hierarchy structure is selected automatically, Fig. 2.6.
The tree structure of the locations is maintained in the bottom part of the screen.
If a location has a virtual child location, the according indicator is set in the top right
area. To display the location in this area, its parent has to be selected in the bottom
Fig. 2.5 Product-relevant hierarchy structures
Indicator for Virtual Child Location
© SAP AG
© SAP AG
Fig. 2.6 BOD maintenance
16 2 Master Data, Services and Basis Functions

area. When saving the BOD, it is checked whether transportation lanes exist. After
saving, the BOD must be assigned to the active model 000 in the same transaction.
There is no integration of the BOD from SAP ERP™, but usually there are just a
few BODs per company.
Product Assignment to the BOD
The BOD is defined independent of the products. The assignment of the products to
the BOD is performed with the transaction /SAPAPO/PROD2BOD_M as shown in
Fig. 2.7. A product can be assigned to one BOD only.
The validity date of the assignment must not be in the past. The assignment of
products to BODs is displayed with the transaction /SAPAPO/PROD_DISP
(products for BOD) or /SAPAPO/PROD2BODDISP (BOD for a product).
Flexible BOD
In SPP exists the possibility to choose between two BOD types: static BOD and
flexible BOD.
The main characteristic of a static BOD is that the product assigned to a BOD
must have existing location product per every location of this BOD.
If one or more corresponding location products were missing the assignment to a
BOD would not be possible at all. If a necessary location product would be deleted
after the assignment of the product to BOD, an error would occur and a
corresponding message would be logged. In case of e.g. a DRP planning, the
whole planning of the respective product would be ceased.
The activation of either static or flexible BOD—as shown in Fig. 2.8—is made
and valid for the whole SPP-system, i.e. for all BOD’s and all products involved.
Fig. 2.7 Product assignment to BOD
2.1 Master Data 17

The customizing setting can be accessed via APO!Master Data! Product!Product Group ! Define Product Group Type.
2.1.2 Virtual Location for Consolidated Ordering
Virtual locations for consolidated ordering (VLCO) are used to group locations
which are geographically close and have only a small demand. This way the virtual
consolidation location is considered like one location in DRP planning and all
transactional data—stock, demand and fixed receipts—is aggregated to the pre-
ferred location. The preferred location is the location with the longest lead time and
determines also the calendar, the deployment indicator and the rounding rules. As a
consequence, netting is performed within the locations of the virtual consolidation
location and only orders for the net demand are created.
The distribution to the real locations is done in deployment and inventory
balancing. If a virtual consolidation location has registered a net demand, deploy-
ment delivers to the locations according to the demand of the individual locations.
Using virtual consolidation locations has the benefit that netting is performed
within these locations and that the data basis for planning is aggregated.
Regional Pattern Virtual locations for consolidated ordering are defined using a
regional pattern. The prerequisite for defining the virtual locations for consolidated
ordering is that all locations have the same parent. The regional pattern is a
hierarchy structure like the BOD but has a different edge table (/SAPAPO/
RELDHRGP), Fig. 2.9.
Fig. 2.8 Setting of BOD type in customizing
18 2 Master Data, Services and Basis Functions





























