Embed Size (px)
DESCRIPTION
J.A. ㈜ 중앙전자. 싱글 PPM 품질 혁신 활동 현황. 1. 회사 소개 2. 사훈 , 경영방침 , 품질방침 3. 조직 및 인원현황 4. 주요생산제품 5. Single PPM 품질혁신 추진 성과 6 . 개선사례. 목 차. 1. 회사 소개. 주요 거래처 : ㈜ 메디슨. 창 립 일 : 2004 년 6 월 11 일. 종 업 원 수 : 42 명. 사업장위치 : 강원도 홍천군 남면 양덕원리 114 번지. 주요 생산품 : 의료기기용 PCB 어셈블리. - PowerPoint PPT Presentation
Citation preview

J.AJ.A
㈜ 중앙전자 ㈜ 중앙전자

목 차
1. 회사 소개
2. 사훈 , 경영방침 , 품질방침
3. 조직 및 인원현황
4. 주요생산제품
5. Single PPM 품질혁신 추진 성과
6 . 개선사례

주요 거래처 : ㈜ 메디슨주요 거래처 : ㈜ 메디슨
1. 회사 소개
창 립 일 : 2004 년 6 월 11 일창 립 일 : 2004 년 6 월 11 일
종 업 원 수 : 42 명종 업 원 수 : 42 명
사업장위치 : 강원도 홍천군 남면 양덕원리 114 번지사업장위치 : 강원도 홍천군 남면 양덕원리 114 번지
주요 생산품 : 의료기기용 PCB 어셈블리 주요 생산품 : 의료기기용 PCB 어셈블리
품 질 인증 : ISO 9001 인증 싱글 PPM 품질 인증 품 질 인증 : ISO 9001 인증 싱글 PPM 품질 인증
매 출 : 2,780 백만원 (2010 년 )매 출 : 2,780 백만원 (2010 년 )

2. 사훈 , 경영방침 , 품질방침
무결점 고품질의 일류기업 도약
사 훈
1 기본에 충실하자 .
2 맡은 바 책임을 다하자 .
1 기업경쟁력 확보
2 관리역량 강화
경영 방침
1 품질개선
22 고객만족
품질 방침

3. 조직 및 인원현황
대표이사
싱글 PPM 추진 사무국
구분 임 원 총무부서 품질관리 부서 자재관리부서 장비기술부서 생산부서
[SMT]생산부서[ 후가공 ]
합 계
임 원 2 2
부장 1 1
과장 1 1 1 1 3
대리 0
계장 1 1
주임 2 2
사원 1 3 1 6 20 32
소 계 2 1 4 2 1 9 22 41
관리이사
생산부서[SMT]장비기술자재관리 품질관리총무부서 생산부서
[ 후가공 ]

4. 주요생산제품
. PCB Assembly - 초음파 기기 내 장착되는 전체 PCB 어셈블리 생산 - 초음파 신호 입출력 및 DISPLAY , 구동에 핵심 요소
제 품 용 도제 품 용 도제 품 형 상제 품 형 상
GO/NO TEST
PCB 어셈블리
초음파 영상기기

구 분구 분 활동 전활동 전 활동 후활동 후 증감증감 (%)(%)
성능가동율성능가동율 67.4%67.4% 69.0%69.0% 1.6%1.6%
설비종합효율설비종합효율 61.4%61.4% 65.7%65.7% 4.3%4.3%
종합생산성종합생산성 15.5%15.5% 23.3%23.3% 7.8%7.8%
고객만족도고객만족도 82.282.2 93.3%93.3% 18.9%18.9%
공정양품율공정양품율 99.5%99.5% 99.9%99.9% 0.4%0.4%
5. Single PPM 품질혁신 추진 성과

5. Single PPM 품질혁신 추진 성과
전체 품목전체 품목전체 품목전체 품목
고객 품질 실적
0.20.2 0.20.2
0.00.0인증품목인증품목인증품목인증품목
0.00.00.10.1 0.10.1
0.50.5
0.40.4
0.30.3
0.10.1
0.20.2
2009년2009년 2010년2010년 2011년 목표2011년 목표
PPM

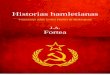
매출실적단위 : 백만원
09 년도 대비 46% 매출 증가
46% 증가
5. Single PPM 품질혁신 추진 성과

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 라인 구획선에 대한 부서별 별도 적용. 라인 구획선에 대한 부서별 별도 적용 . 범례 지정 – 부서 통일. 범례 지정 – 부서 통일
부서명부서명 전사전사 공정명 공정명 전공정전공정
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 5S 관리에 대한 가시적 관리 부족함. 5S 관리에 대한 가시적 관리 부족함
. 월별 청정 카렌다 라인 비치 - 각 구성원들에 대한 5S 에 대한 의식 고취 - 구성들의 자발적 참여 유도 .
. 월별 청정 카렌다 라인 비치 - 각 구성원들에 대한 5S 에 대한 의식 고취 - 구성들의 자발적 참여 유도 .
부서명부서명 전사전사 공정명 공정명 전공정전공정
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. MTC 작업 TABLE 에 장착되어 있는 형광 등 스위치의 위치가 높아 작업 시 점등 , 소등 시 어려움 발생 .
. MTC 작업 TABLE 에 장착되어 있는 형광 등 스위치의 위치가 높아 작업 시 점등 , 소등 시 어려움 발생 .
. MTC 형광등 스위치의 위치 변경하여 작업 시 작업 용이성 확보. MTC 형광등 스위치의 위치 변경하여 작업 시 작업 용이성 확보
부서명부서명 SMTSMT 공정명공정명 WORK TABLEWORK TABLE
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. VACCUM LOADER 판넬쪽 베어링에 커버가 없어 베어링안 구리스에 먼지나 기타 이물질에 의한 오염 발생 .
. VACCUM LOADER 판넬쪽 베어링에 커버가 없어 베어링안 구리스에 먼지나 기타 이물질에 의한 오염 발생 .
. 베어링 커버를 장착하여 먼지 등 기타 오염물로부터 베어링을 보호함 .. 베어링 커버를 장착하여 먼지 등 기타 오염물로부터 베어링을 보호함 .
부서명부서명 SMTSMT 공정명공정명 SCREEN PRINTERSCREEN PRINTER
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 정기적인 급유 관리는 분기 별로 이루어 지고 있으나 장비 별 작업 표준 작성이 미흡함 .
. 정기적인 급유 관리는 분기 별로 이루어 지고 있으나 장비 별 작업 표준 작성이 미흡함 .
. 작업 표준서 작성 - 각 급유 POINT 별 작업 위치 및 품목명 명시하여 장비에 비치
. 작업 표준서 작성 - 각 급유 POINT 별 작업 위치 및 품목명 명시하여 장비에 비치
부서명부서명 SMTSMT 공정명 공정명 설비설비
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. PSA 보관 시 종이 BOX 사용 -> 이동이 불편하고 BOX SIZE 가 일정 하지 않아 공간이 많이 필요함 .
. PSA 보관 시 종이 BOX 사용 -> 이동이 불편하고 BOX SIZE 가 일정 하지 않아 공간이 많이 필요함 .
. PSA 전용 BOX 제작 - 검사 시 이동 용이 - 전용 BOX 사용으로 공간 활용 용이함
. PSA 전용 BOX 제작 - 검사 시 이동 용이 - 전용 BOX 사용으로 공간 활용 용이함
부서명부서명 후가공후가공 공정명 공정명 B/D 보관 창고B/D 보관 창고
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
5S 개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 고속 마운트 에서의 자재 장착 시 PCB 텐션으로 인한 불량 발생 . - 자재 튐으로 인한 자재 미삽 , 탈락 불량 발생
. 고속 마운트 에서의 자재 장착 시 PCB 텐션으로 인한 불량 발생 . - 자재 튐으로 인한 자재 미삽 , 탈락 불량 발생
. 기존 BACKUP PIN 에 쿠션을 장착하여 자재 마운트 진행 시 PCB 휨에 의한 자재 튐 불량 예방
. 기존 BACKUP PIN 에 쿠션을 장착하여 자재 마운트 진행 시 PCB 휨에 의한 자재 튐 불량 예방
진행시기진행시기 2010. 6 ~ 7 월2010. 6 ~ 7 월 담당부서담당부서 장비기술부서장비기술부서
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
품질개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
.FEEDER 내 STICK 자재 투입시 장비 진동에 따른 FEEDER 내 자재 투입 STICK 에 유동이 발생되어 자재 틀어짐 및 장비 ERROR 발생됨 .
.FEEDER 내 STICK 자재 투입시 장비 진동에 따른 FEEDER 내 자재 투입 STICK 에 유동이 발생되어 자재 틀어짐 및 장비 ERROR 발생됨 .
.FEEDER 내 자재 투입 SLOT 의 폭을 STICK 폭과 동일하게 가공하여 장비 내 마운트 진행 시 STICK 의 유동을 방지하여 자재 틀어짐 불량 예방 .
.FEEDER 내 자재 투입 SLOT 의 폭을 STICK 폭과 동일하게 가공하여 장비 내 마운트 진행 시 STICK 의 유동을 방지하여 자재 틀어짐 불량 예방 .
진행시기진행시기 2010. 7 ~ 8 월2010. 7 ~ 8 월 담당부서담당부서 생산부서 (SMT)생산부서 (SMT)
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
품질개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 레디얼 콘덴서를 작업용 쿠션으로 작업 시 자재의 높이가 일정하지 않아 2 차 작업 진행되고 작업자의 집중력이 저하됨 .
. 레디얼 콘덴서를 작업용 쿠션으로 작업 시 자재의 높이가 일정하지 않아 2 차 작업 진행되고 작업자의 집중력이 저하됨 .
. 레디얼 콘덴서용 jig 제작 자재의 유동 방지 및 PCB 표면 밀착으로 자재 높이 차에 의한 2 차 작업 방지 . - 작업 능률 향상
. 레디얼 콘덴서용 jig 제작 자재의 유동 방지 및 PCB 표면 밀착으로 자재 높이 차에 의한 2 차 작업 방지 . - 작업 능률 향상
진행시기진행시기 2010. 6 월2010. 6 월 담당부서담당부서 생산부서 ( 후가공 )생산부서 ( 후가공 )
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
품질개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. 부품 파손 발생 가능성 .
. 작업자에 따른 작업 시간 증가 .
. 작업자 피로도 증가 .
. 부품 파손 발생 가능성 .
. 작업자에 따른 작업 시간 증가 .
. 작업자 피로도 증가 .
. 전용 jig 제작으로 작업 능률 향상
. 수작업으로 인한 불량 발생 예방. 전용 jig 제작으로 작업 능률 향상. 수작업으로 인한 불량 발생 예방
진행시기진행시기 2010. 9 월2010. 9 월 담당부서담당부서 생산부서 ( 후가공 )생산부서 ( 후가공 )
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
품질개선

6. 개선 사례
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
. CONNECTOR 납땜 작업 시 HOLE 내부 로 납이물 발생됨. CONNECTOR 납땜 작업 시 HOLE 내부 로 납이물 발생됨
. CONNECTOR 작업용 전용 JIG 제작 - HOLE 내부 납이물 발생 예방 - CONNECTOR HOLE 을 JIG 를 이용하여 막음으로써 납땜 시 발생되는 납이물 발생 방지 .
. CONNECTOR 작업용 전용 JIG 제작 - HOLE 내부 납이물 발생 예방 - CONNECTOR HOLE 을 JIG 를 이용하여 막음으로써 납땜 시 발생되는 납이물 발생 방지 .
진행시기진행시기 2010. 10 월2010. 10 월 담당부서담당부서 생산부서 ( 후가공 )생산부서 ( 후가공 )
개선 전개선 전 개선 후개선 후
문제점문제점 개선 효과개선 효과
품질개선

감사합니다