Embed Size (px)
DESCRIPTION
inspección visual
Citation preview
Universidad Tecnológica de Gutiérrez Zamora
“Ensayos No Destructivos”
Tema:“Inspección Visual del Proceso de Soldadura”
Equipo:Guzmán Romero Juan Tadeo
López Pérez Miguel ÁngelPalomino Martínez María de Lourdes
Prieto Espinoza Nakú Lapanit
Docente:M.I.I. César Argüelles López
El objetivo de la inspección visual es garantizar el control de calidad y el cumplimiento de los tamaños de soldadura, geometría y sanidad de la soldadura.
La inspección visual generalmente es utilizada para verificar la superficie, forma, evidencia de alineamiento de superficies en contacto o evidencia de fugas.En distintos tipos de soldaduras se verifica su integridad mediante la inspección visual.
Este método de prueba no destructiva es extensamente utilizado , siendo fácil de aplicar, rápido, relativamente poco costoso, no requiere equipo especial, arrojando información importante acerca de la conformidad del material inspeccionado.
En este caso el procedimiento para llevar a cabo la inspección visual para el proceso de soldadura contiene las siguientes etapas:
Práctica de la inspecciónInspección previa a la soldaduraInspección durante la soldaduraInspección después de la soldaduraMarcación de soldaduras de reparación.
Práctica de la inspección
Para llevar a cabo dicho ensayo el personal a cargo debe contar con los conocimientos necesarios para obtener datos precisos.El área en la que se realizara la inspección visual deberá estar suficientemente iluminada, y en aquellas que sea difícil acceder se deberá apoyar de equipo o herramienta que facilite la visión.
Inspección previa a la soldadura
Antes de comenzar con el proceso de soldadura se debe inspeccionar el material para detectar las posibles costras, fisuras, incrustaciones u otras condiciones anormales del material.
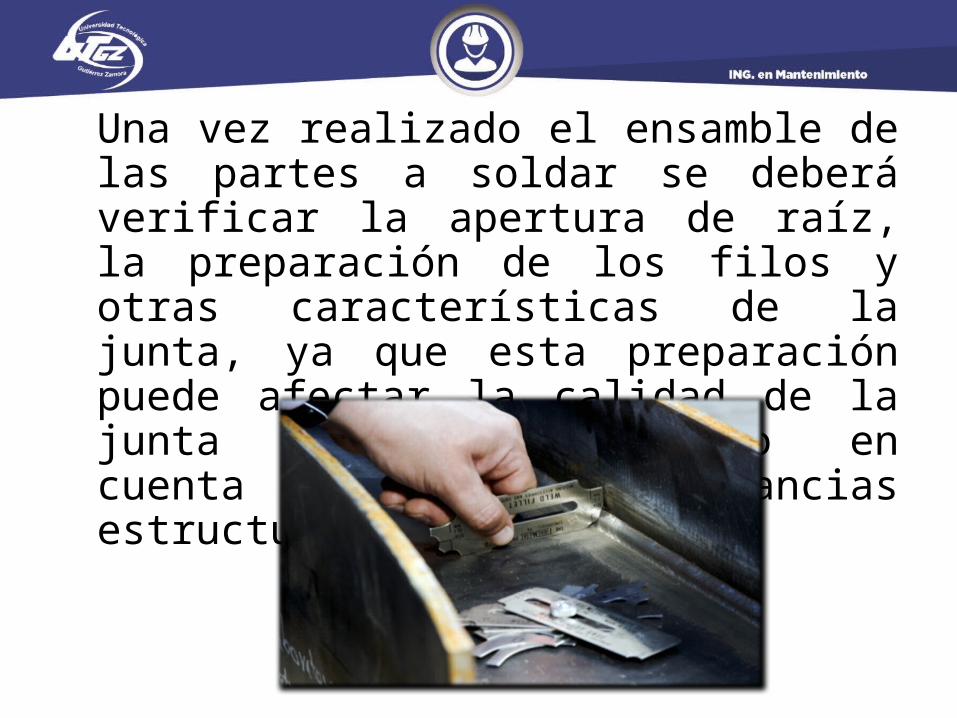
Una vez realizado el ensamble de las partes a soldar se deberá verificar la apertura de raíz, la preparación de los filos y otras características de la junta, ya que esta preparación puede afectar la calidad de la junta soldada, teniendo en cuenta la tolerancias estructurales.
Inspección durante la soldadura
Durante la inspección visual se verifican los siguientes detalles :
Proceso de soldadura y condicionesMetal de aporte.Fundente o gas de protección.Precalentamiento y temperatura entre pases.
Control de distorsión.Cincelado, pulido o descarbonado entre pases.
La primera capa o pase de raíz, es la más importante, ya que en esta fase existe una tendencia a que queden atrapadas escorias y gases que hacen al material susceptible al agrietamiento, el cual puede extenderse a capas subsiguientes, por tanto la inspección en este pase debe de ser manera cuidadosa.
El encargado de la inspección debe constatar el desarrollo del proceso de soldadura, para que entre pase y pase no existan errores, asegurando la penetración y el alineamiento.
Inspección después de la soldadura
Después de finalizado el proceso de soldadura, se debe inspeccionar:
Precisión de las dimensiones.El cumplimiento de los requerimientos establecidos.
Apariencia de la soldadura(rugosidad, salpicadura).
Presencia de cráteres no llenados, socavaciones, traslapos y grietas.
Tiempo de enfriamiento.
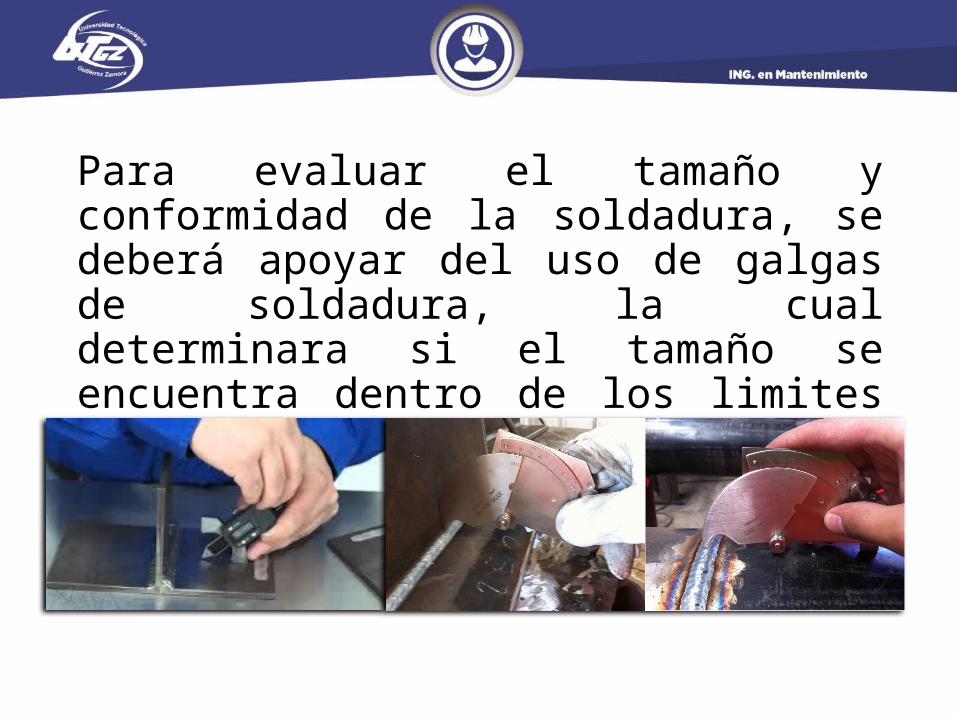
Para evaluar el tamaño y conformidad de la soldadura, se deberá apoyar del uso de galgas de soldadura, la cual determinara si el tamaño se encuentra dentro de los limites admisibles, y si existe excesiva concavidad o convexidad.
Para la soldaduras a bisel, la altura del refuerzo debe ser consistente con los requerimientos especificados, si estos no existen el inspector podrá basarse en su experiencia para determinar si esta es la adecuada.
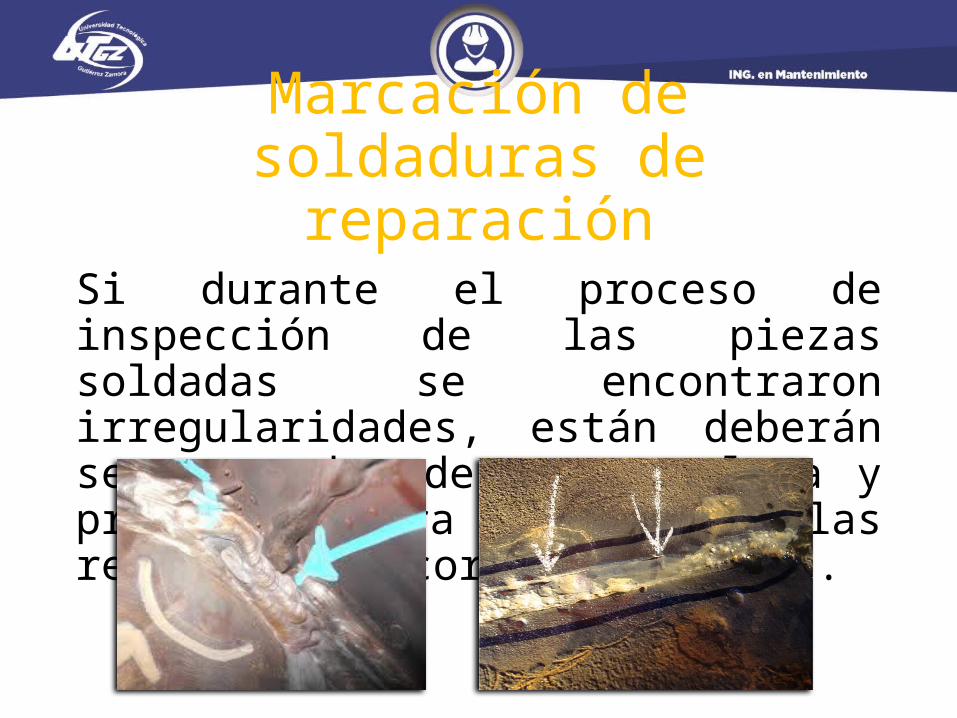
Marcación de soldaduras de reparación
Si durante el proceso de inspección de las piezas soldadas se encontraron irregularidades, están deberán ser marcadas de manera clara y precisa, para realizar las reparaciones correspondientes.
TIPOS DE INSPECCIÓN VISUAL
DirectaEs aquella que realiza sin la ayuda de instrumentos para inspeccionar.RemotaSe basa en el uso de equipos tales como: espejos, telescopios, baroscopios, fibras ópticas, cámaras u otros instrumentos convenientes.TraslucidaComplemento de la inspección directa, con la ayuda de iluminación artificial.





























