Embed Size (px)
DESCRIPTION
This is about Isopropanol - its properties, uses & various processes for its production.
Citation preview

1.INTRODUCTION
Isopropanol (IPA) is one of the most widely used solvents in the world; also used as a
chemical intermediate. IPA is a colorless, flammable liquid with a characteristic alcohol /
acetone-like odor. It mixes completely with most solvents, including water. One well-
known yet relatively small use for IPA is ―rubbing alcohol,‖ which is a mixture of IPA
and water and can be purchased in many pharmacies and grocery stores.
Global Production
Global IPA production capacity reached 2,153 thousand metric tons (4,747 million
pounds) in 2003, although global capacity use was roughly 80%. Approximately, 74% of
the global IPA capacity is concentrated in the United States, Western Europe and Japan.
Dow produced approximately 12% of the IPA in 2003 at its site in Texas City, Texas,
where it has 411 thousand metric tons (906 million pounds) capacity. The biggest
international companies that produce isopropyl alcohol are as follows:
PRODUCER CAPACITY [*]
Dow, Texas City, Tex. 550
Equistar, Channelview, Tex. 65
ExxonMobil, Baton Rouge, La. 660
Shell, Deer Park, Tex. 600
Total 1,875
* Millions of pounds per year of crude isopropyl alcohol (IPA). All of the above companies,
except Equistar, produce IPA by sulfuric acid oxidation of propylene and all have captive
propylene
The global market for isopropanol remains oversupplied, with flat demand growth in
Europe and the US but stronger growth in Asia. Hence global demand is expected to
grow at only 2-2.5%/year.

Manufacturing Processes
Two processes are mainly used to produce IPA. i.A two-step (indirect) hydrogenation
and then hydrolysis of a petroleum product, propylene, using acid and water. ii. A one-
step (direct) hydrogenation of a petroleum product, propylene, with an acid catalyst.
Chinese Technology
A new technology developed by Dalian Institute of Chemistry and Physics for the production of
isopropanol through solid acid catalysis has been approved by the Chinese Academy of Sciences.
The process allows energy consumption to be reduced by 20-30% and raw material usage to be
lowered by 10-20%. A 30,000 tonne/y isopropanol unit is planned by Shandong Dongqing Haike
Chemical (Group) Co Ltd. China consumes over 200,000 tonne/y isopropanol, mostly for use in
coatings, paint, inks, pesticides and drugs. The country has a capacity to produce 100,000 tonne/y
and imports are rising by 10%/y. China expects demand to rise by 5-8%/y over the next few years
and total 235,000 tonnes in 2010.
Indian Scenario
Deepak Fertilisers & Chemicals
Deepak Fertilisers and Petrochemicals Corporation Limited has set up India's largest
plant for producing Isopropyl Alcohol with an installed capacity of 70,000 MT per year
at Taloja near Mumbai.
International Quality Isopropyl Alcohol is manufactured using the direct hydration
process, which is an extremely efficient and environmental-friendly process. It produces
a sparkling colourless product of high purity with no undesirable odour or by-product
formation. The product meets International Standards for use in pharmaceuticals,
agrochemicals, speciality chemicals and other critical applications.
Total Production in India: Reliance Industries Limited also manufactures isopropyl
alcohol with a plant capacity of 30,000 Tons/Annum. The total production in India is
100,000 Tones per annum.
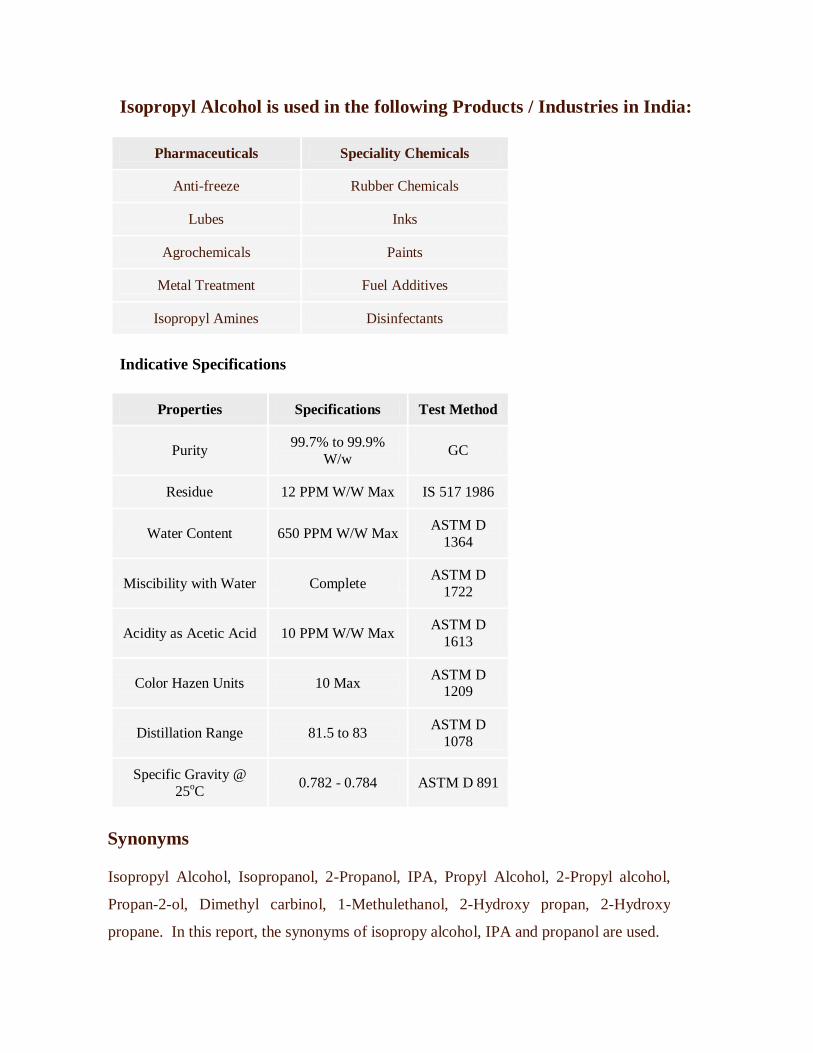
Isopropyl Alcohol is used in the following Products / Industries in India:
Pharmaceuticals Speciality Chemicals
Anti-freeze Rubber Chemicals
Lubes Inks
Agrochemicals Paints
Metal Treatment Fuel Additives
Isopropyl Amines Disinfectants
Indicative Specifications
Properties Specifications Test Method
Purity 99.7% to 99.9%
W/w GC
Residue 12 PPM W/W Max IS 517 1986
Water Content 650 PPM W/W Max ASTM D
1364
Miscibility with Water Complete ASTM D
1722
Acidity as Acetic Acid 10 PPM W/W Max ASTM D
1613
Color Hazen Units 10 Max ASTM D
1209
Distillation Range 81.5 to 83 ASTM D
1078
Specific Gravity @
25oC
0.782 - 0.784 ASTM D 891
Synonyms
Isopropyl Alcohol, Isopropanol, 2-Propanol, IPA, Propyl Alcohol, 2-Propyl alcohol,
Propan-2-ol, Dimethyl carbinol, 1-Methulethanol, 2-Hydroxy propan, 2-Hydroxy
propane. In this report, the synonyms of isopropy alcohol, IPA and propanol are used.

2. PROPERTIES & USES OF ISOPROPANOL
Isopropyl alcohol is a colorless, volatile, flammable liquid. Its odor is slight resembling a
mixture of ethyl alcohol and acetone. Unlike ethyl alcohol, it has a bitter, unpotable taste.
The physical and chemical properties of isopropyl alcohol reflect its secondary hydroxyl
functionality. For example, it’s boiling and flash points are lower than n-propyl alcohol,
whereas its vapor pressure and freezing point are significantly higher. Thus, isopropyl
alcohol boils only 4 0C higher than ethyl alcohol and posses similar solubility properties,
which accounts for the competition between these two products in many solvent
applications. Table 2.1 gives the physical propertiesfor anhydrous and 91% grades.
Table 2.1 Physical Properties of Isopropanol
Anhydrous 91%
Molecular weight 60.10 60.10
Boiling point ( at 101.3 kPa), 0C 82.3 80.4
Freezing point, 0C -88.5 -50
Specific gravity, 20/200C 0.7861 0.8179
Density at 200C, g/cm
3 0.7849
Surface tension (at 200C) ,mN/m 0.0213 0.0214
Specific heat ( liquid at 200C), J/(kg.K) 2510.4
Refractive index 1.3772
Heat of combustion ( at 25 0C), kJ/mol 2005.8
Latent heat of vaporization
( at 101.3 kPa) kJ/mol 39.8
Vapor pressure at 20 0C, kPa 4.4 4.5
Critical temperature, 0C 235.2
Critical pressure aty 20 0C, kPa 2760
Viscosity, mPa
At 0 0C 4.6
At 20 0C 2.4
At 40 0C 1.4 2.1
Solubility ( at 20 0C)
In water complete complete
Flammability limit in air, Vol%
Lower 2.02
Upper 7.99
Flash point, 0C
Tag open cup 17.2 21.7
Closed cup 11.7 18.3
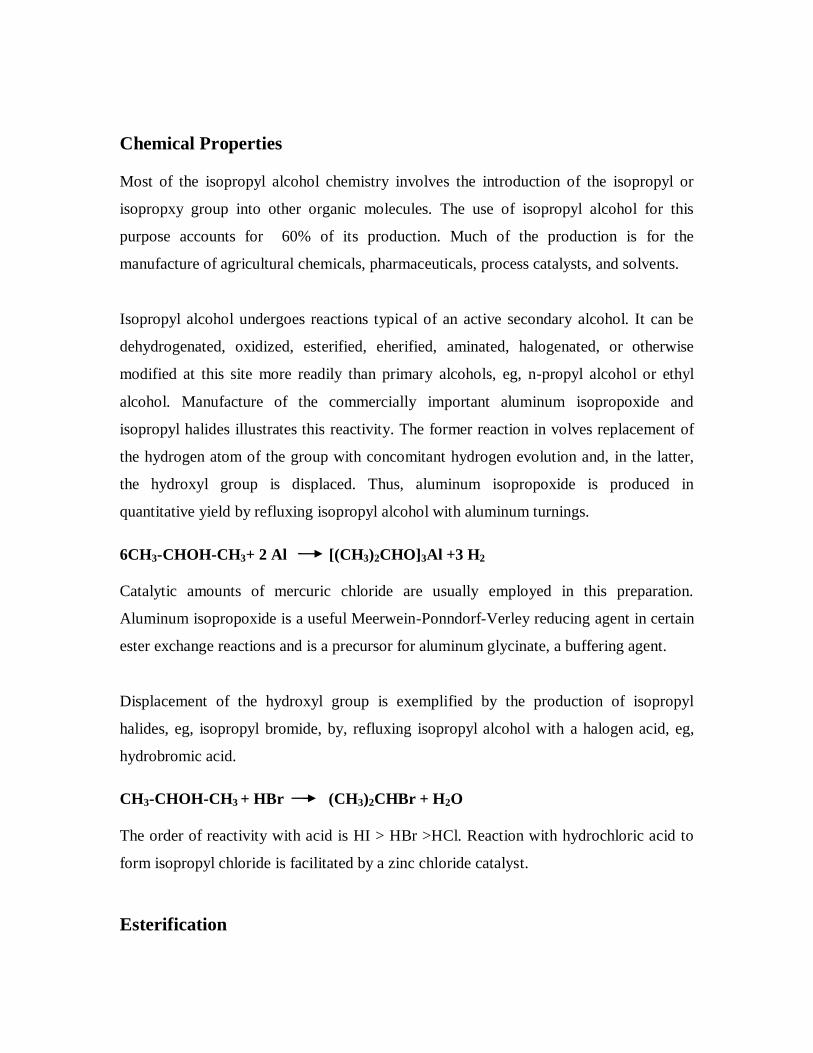
Chemical Properties
Most of the isopropyl alcohol chemistry involves the introduction of the isopropyl or
isopropxy group into other organic molecules. The use of isopropyl alcohol for this
purpose accounts for 60% of its production. Much of the production is for the
manufacture of agricultural chemicals, pharmaceuticals, process catalysts, and solvents.
Isopropyl alcohol undergoes reactions typical of an active secondary alcohol. It can be
dehydrogenated, oxidized, esterified, eherified, aminated, halogenated, or otherwise
modified at this site more readily than primary alcohols, eg, n-propyl alcohol or ethyl
alcohol. Manufacture of the commercially important aluminum isopropoxide and
isopropyl halides illustrates this reactivity. The former reaction in volves replacement of
the hydrogen atom of the group with concomitant hydrogen evolution and, in the latter,
the hydroxyl group is displaced. Thus, aluminum isopropoxide is produced in
quantitative yield by refluxing isopropyl alcohol with aluminum turnings.
6CH3-CHOH-CH3+ 2 Al [(CH3)2CHO]3Al +3 H2
Catalytic amounts of mercuric chloride are usually employed in this preparation.
Aluminum isopropoxide is a useful Meerwein-Ponndorf-Verley reducing agent in certain
ester exchange reactions and is a precursor for aluminum glycinate, a buffering agent.
Displacement of the hydroxyl group is exemplified by the production of isopropyl
halides, eg, isopropyl bromide, by, refluxing isopropyl alcohol with a halogen acid, eg,
hydrobromic acid.
CH3-CHOH-CH3 + HBr (CH3)2CHBr + H2O
The order of reactivity with acid is HI > HBr >HCl. Reaction with hydrochloric acid to
form isopropyl chloride is facilitated by a zinc chloride catalyst.
Esterification

Isopropyl alcohol is esterified readily by treatment with carboxylic acids in the presence
of an acidic catalyst, eg, p-toluenesulfonic acid. An equilibrium is established in the
reaction.
RCO2H + CH3-CHOH-CH3 RCO2 CH(CH3 )2 + H2O
The equilibrium reaction is typically carried out at 100-1600C, 101.3kPa and with an
excess of alcohol. Energy is supplied to remove the water as an azeotrope, thus forcing
the reaction I the desired direction. Excess alcohol is distilled and recycled, and yields of
ester are nearly quantitative. For, example isopropyl acetate can be prepared by the
reaction of isopropyl alcohol with acetic acid in the presence of sulfuric acid catalyst and
toluene as the azeotroping agent. Esterification of isopropyl alcohol with myristric acid
forms isopropyl myristate, which is an emollient and lubricant in various cosmetic
products and topical medicinals. A jellied product is marketed as Estergel.
Xanthate esters are prepared by reaction of isopropyl alcohol with carbon disulfide.
Isopropyl xanthates have wide use in mineral flotation process, and sodium isopropyl
xanthate, is a useful herbicide for bean and pea fields.
Etherification
Glycol ethers can be prepared from isopropyl alcohol by reaction with olefin oxides, eg,
ethylene or propylene oxide. Reaction is generally catalyzed by an alkali hydroxide.
O
CH3-CHOH-CH3 + CH2 CH2 KOH
(CH3)2CHOCH2 CH2OH
Dehydrogenation
Isopropyl alcohol can be catalytically dehydrogenated by a wide variety of catalysts in
high conversions(75-90 mol%) in endothermic vapor phase process. Operation at 300-
500 0C and moderate pressures (2.04 atm) provides acetone in yields up to 90 mol%. The
most useful catalyst contain Cu, Zn and Ni either alone, as oxides, or in combinations on
inert supports.
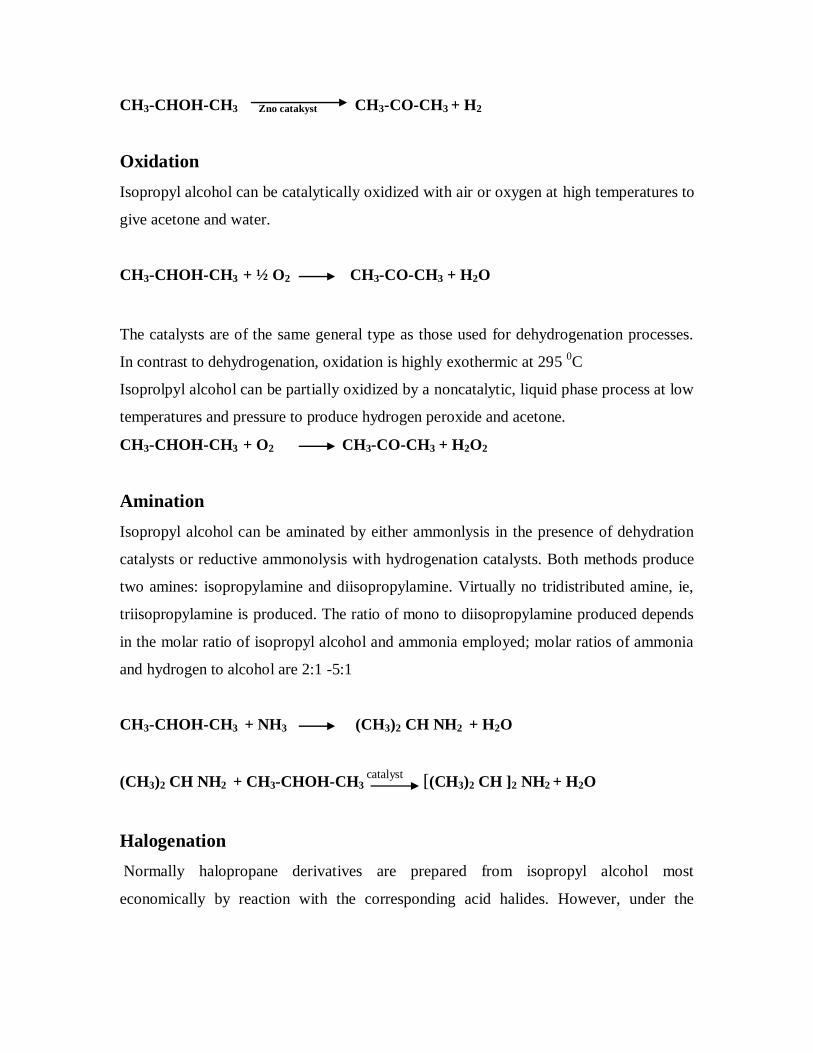
CH3-CHOH-CH3 Zno catakyst CH3-CO-CH3 + H2
Oxidation
Isopropyl alcohol can be catalytically oxidized with air or oxygen at high temperatures to
give acetone and water.
CH3-CHOH-CH3 + ½ O2 CH3-CO-CH3 + H2O
The catalysts are of the same general type as those used for dehydrogenation processes.
In contrast to dehydrogenation, oxidation is highly exothermic at 295 0C
Isoprolpyl alcohol can be partially oxidized by a noncatalytic, liquid phase process at low
temperatures and pressure to produce hydrogen peroxide and acetone.
CH3-CHOH-CH3 + O2 CH3-CO-CH3 + H2O2
Amination
Isopropyl alcohol can be aminated by either ammonlysis in the presence of dehydration
catalysts or reductive ammonolysis with hydrogenation catalysts. Both methods produce
two amines: isopropylamine and diisopropylamine. Virtually no tridistributed amine, ie,
triisopropylamine is produced. The ratio of mono to diisopropylamine produced depends
in the molar ratio of isopropyl alcohol and ammonia employed; molar ratios of ammonia
and hydrogen to alcohol are 2:1 -5:1
CH3-CHOH-CH3 + NH3 (CH3)2 CH NH2 + H2O
(CH3)2 CH NH2 + CH3-CHOH-CH3 catalyst
[(CH3)2 CH ]2 NH2 + H2O
Halogenation
Normally halopropane derivatives are prepared from isopropyl alcohol most
economically by reaction with the corresponding acid halides. However, under the
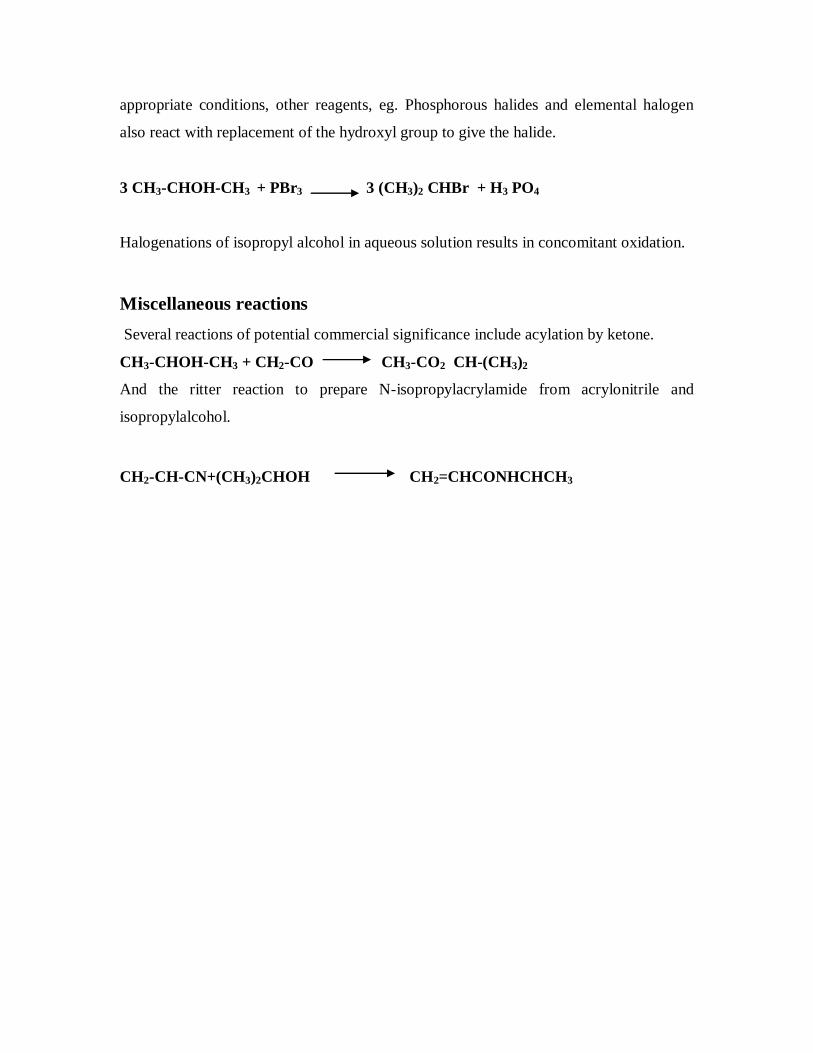
appropriate conditions, other reagents, eg. Phosphorous halides and elemental halogen
also react with replacement of the hydroxyl group to give the halide.
3 CH3-CHOH-CH3 + PBr3 3 (CH3)2 CHBr + H3 PO4
Halogenations of isopropyl alcohol in aqueous solution results in concomitant oxidation.
Miscellaneous reactions
Several reactions of potential commercial significance include acylation by ketone.
CH3-CHOH-CH3 + CH2-CO CH3-CO2 CH-(CH3)2
And the ritter reaction to prepare N-isopropylacrylamide from acrylonitrile and
isopropylalcohol.
CH2-CH-CN+(CH3)2CHOH CH2=CHCONHCHCH3
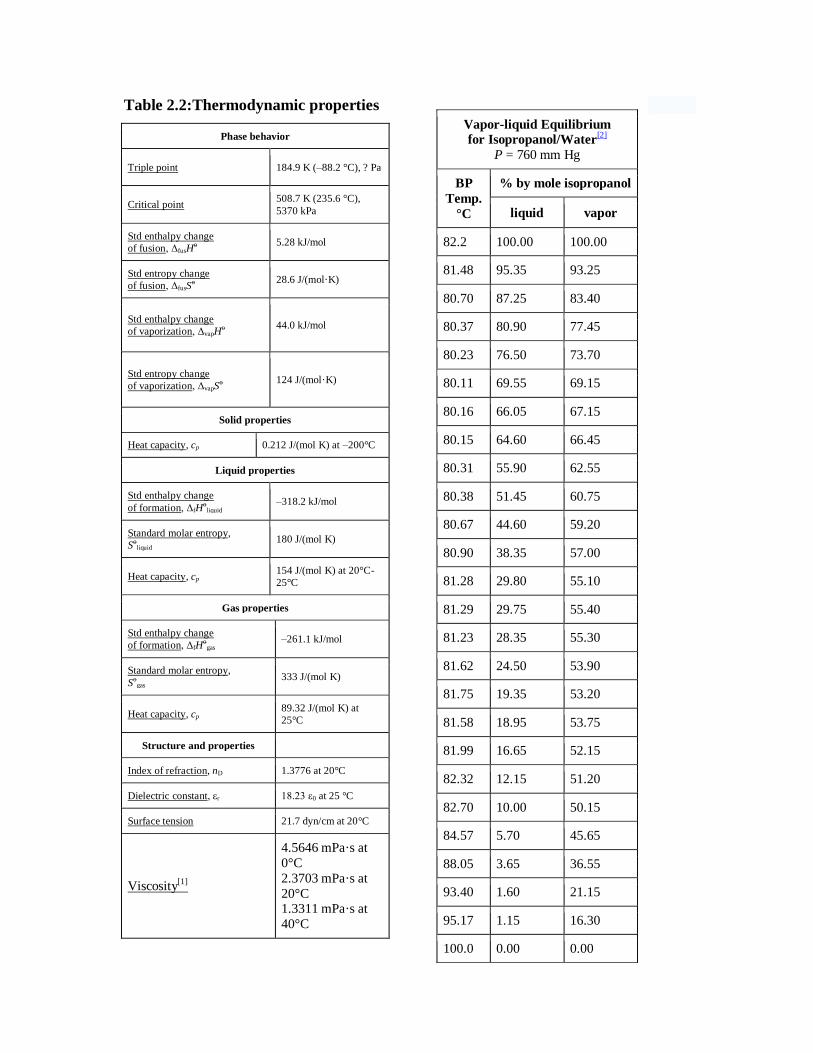
Table 2.2:Thermodynamic properties
Phase behavior
Triple point 184.9 K (–88.2 °C), ? Pa
Critical point
508.7 K (235.6 °C),
5370 kPa
Std enthalpy change
of fusion, ΔfusHo
5.28 kJ/mol
Std entropy change
of fusion, ΔfusSo
28.6 J/(mol·K)
Std enthalpy change
of vaporization, ΔvapHo
44.0 kJ/mol
Std entropy change
of vaporization, ΔvapSo
124 J/(mol·K)
Solid properties
Heat capacity, cp 0.212 J/(mol K) at –200°C
Liquid properties
Std enthalpy change
of formation, ΔfHo
liquid –318.2 kJ/mol
Standard molar entropy,
Soliquid
180 J/(mol K)
Heat capacity, cp 154 J/(mol K) at 20°C-
25°C
Gas properties
Std enthalpy change
of formation, ΔfHo
gas –261.1 kJ/mol
Standard molar entropy,
Sogas
333 J/(mol K)
Heat capacity, cp 89.32 J/(mol K) at
25°C
Structure and properties
Index of refraction, nD 1.3776 at 20°C
Dielectric constant, εr 18.23 ε0 at 25 °C
Surface tension 21.7 dyn/cm at 20°C
Viscosity[1]
4.5646 mPa·s at
0°C
2.3703 mPa·s at
20°C 1.3311 mPa·s at
40°C
Vapor-liquid Equilibrium
for Isopropanol/Water[2]
P = 760 mm Hg
BP
Temp.
°C
% by mole isopropanol
liquid vapor
82.2 100.00 100.00
81.48 95.35 93.25
80.70 87.25 83.40
80.37 80.90 77.45
80.23 76.50 73.70
80.11 69.55 69.15
80.16 66.05 67.15
80.15 64.60 66.45
80.31 55.90 62.55
80.38 51.45 60.75
80.67 44.60 59.20
80.90 38.35 57.00
81.28 29.80 55.10
81.29 29.75 55.40
81.23 28.35 55.30
81.62 24.50 53.90
81.75 19.35 53.20
81.58 18.95 53.75
81.99 16.65 52.15
82.32 12.15 51.20
82.70 10.00 50.15
84.57 5.70 45.65
88.05 3.65 36.55
93.40 1.60 21.15
95.17 1.15 16.30
100.0 0.00 0.00
13
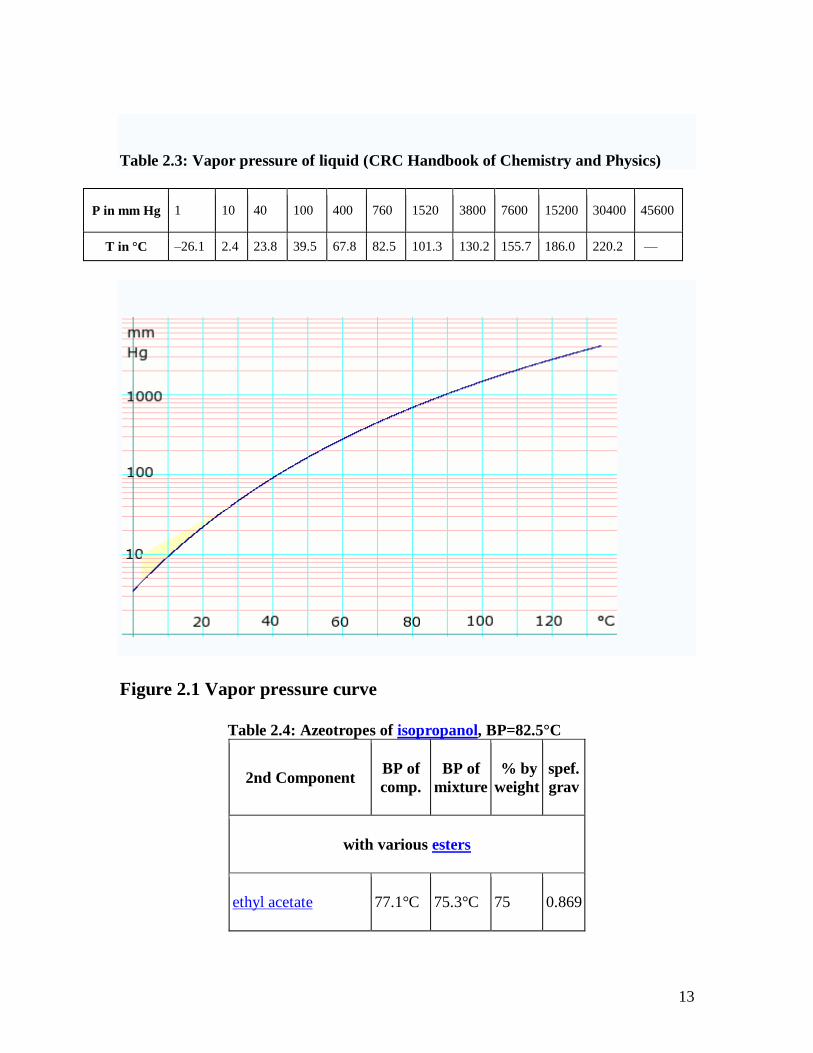
Table 2.3: Vapor pressure of liquid (CRC Handbook of Chemistry and Physics)
P in mm Hg 1 10 40 100 400 760 1520 3800 7600 15200 30400 45600
T in °C –26.1 2.4 23.8 39.5 67.8 82.5 101.3 130.2 155.7 186.0 220.2 —
Figure 2.1 Vapor pressure curve
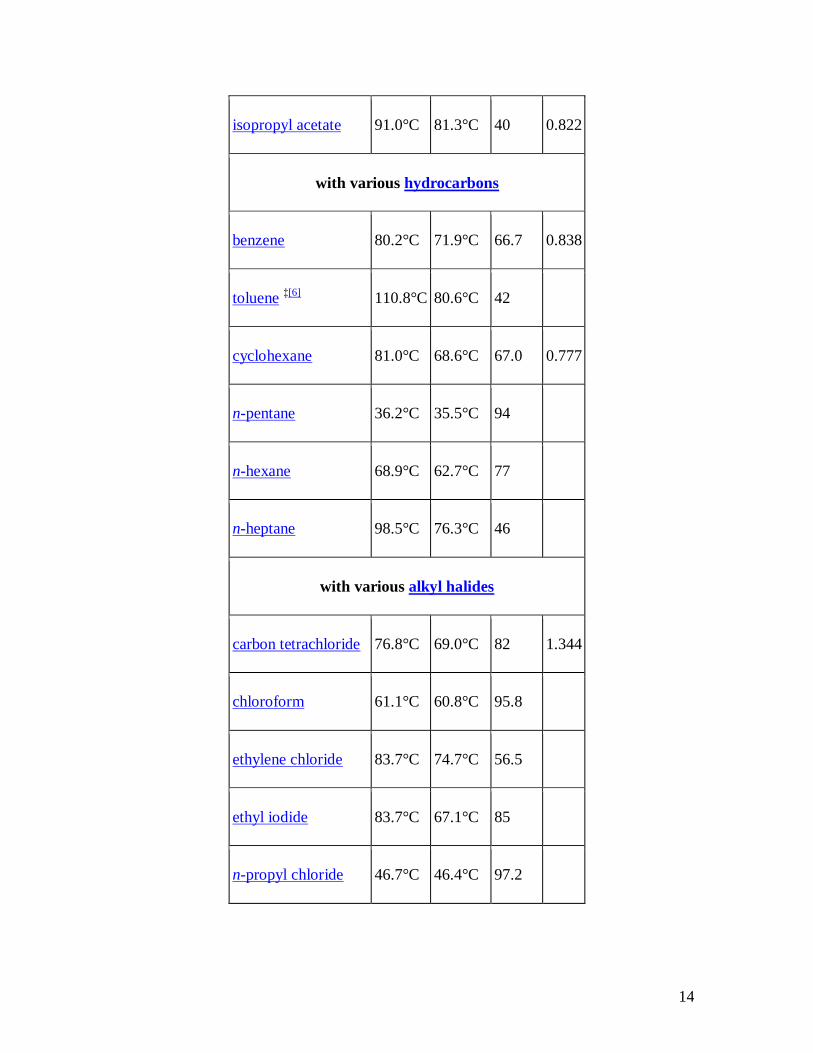
Table 2.4: Azeotropes of isopropanol, BP=82.5°C
2nd Component BP of
comp.
BP of
mixture
% by
weight
spef.
grav
with various esters
ethyl acetate 77.1°C 75.3°C 75 0.869
14
isopropyl acetate 91.0°C 81.3°C 40 0.822
with various hydrocarbons
benzene 80.2°C 71.9°C 66.7 0.838
toluene ‡[6]
110.8°C 80.6°C 42
cyclohexane 81.0°C 68.6°C 67.0 0.777
n-pentane 36.2°C 35.5°C 94
n-hexane 68.9°C 62.7°C 77
n-heptane 98.5°C 76.3°C 46
with various alkyl halides
carbon tetrachloride 76.8°C 69.0°C 82 1.344
chloroform 61.1°C 60.8°C 95.8
ethylene chloride 83.7°C 74.7°C 56.5
ethyl iodide 83.7°C 67.1°C 85
n-propyl chloride 46.7°C 46.4°C 97.2

15
n-propyl bromide 71.0°C 66.8°C 79.5
isopropyl bromide 59.8°C 57.8°C 88
n-propyl iodide 102.4°C 79.8°C 58
isopropyl iodide 89.4°C 76.0°C 68
tetrachloroethylene[6]
121.1°C 81.7°C 19.0
with various other solvents
methyl ethyl ketone 79.0°C 77.5°C 68 0.800
diisopropyl ether 69°C 66.2°C 85.9
nitromethane 101.0°C 79.3°C 70
USES
The uses of isopropyl alcohol are chemical, solvent, and medical.
Chemical:Growth of the use of isopropyl alcohol as a feedstock for the production of
acetone will be influenced by alternative routes to and markets for, the production of
acetone. In addition, isopropyl alcohol is consumed in the production of other chemicals.
Solvent Because of the balance between alcohol, water, and hydrocarbon like
characteristics, isopropyl alcohol is an excellent low cost solvent which is free from the
government regulations and taxes that apply to ethyl alcohol. The lower toxicity of
isopropyl alcohol favors its use over methyl alcohol, even though the former is somewhat

16
higher in cost. Consequently, isopropyl alcohol is used in many consumer products as
well as industrial products and procedures, eg, gasification and extractions. It is a good
solvent for a variety of oils, gums, waxes, resins and alkaloids and consequently, it is
used for preparing cements, primers, varnishes, paints, printing inks, etc.
Isopropyl alcohol is also employed widely as a solvent for cosmetics, eg, lotions,
perfumes, shampoos, skin cleansers, nail polishes, make up removers, deodorants, body
oils, and skin lotions. In cosmetic applications, the acetone like odor of isopropyl alcohol
is masked by the addition of fragrance.
Over 68 aerosol products containing isopropyl alcohol solvent have been reported.
Aerosol formulations include hair sprays, floor detergents, shoe and polishes,
insecticides, burn ointments, window cleaners, waxes and polishes, paints, automotive
products, eg, windshield decier, insect repellents, flea and tick spray, foot fungicide, and
fabric wrinkle remover.
Medical
Isopropyl alcohol also is used as an antiseptic and disinfectant for home, hospital, and
industry. It is about twice as effective as ethyl alcohol in these applications. Rubbing
alcohol, a popular 70 vol% isopropyl alcohol in water mixtures, exemplifies its medical
use. Other examples include 30 vol% isopropyl alcohol solutions for medical liniments,
tinctures of green soap, scalp tonics, and tincture of mercurophen. It is contained in
pharmaceuticals, eg, local anesthetics, tincture of iodine, and bathing solutions for
surgical sutures and dressings. Over 200 uses of isopropyl alcohol have been tabulated.
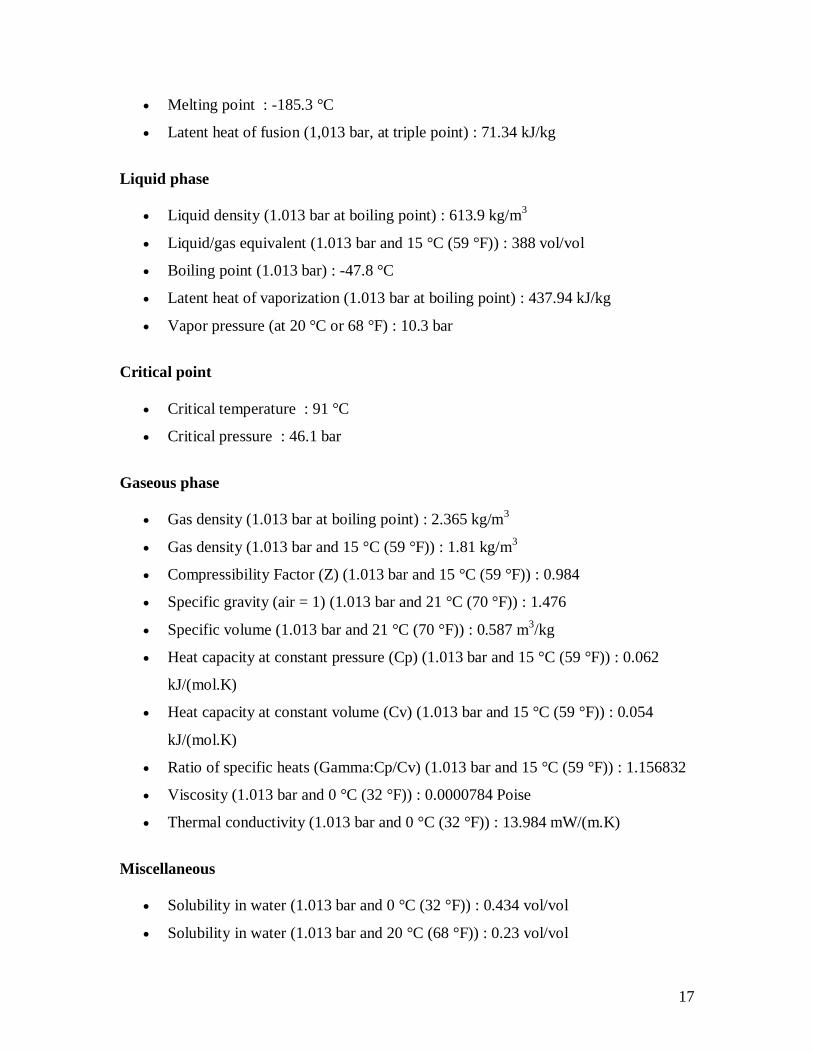
Propylene Properties
Gas Properties
Molecular weight : 42.08 g/mol
Solid phase
17
Melting point : -185.3 °C
Latent heat of fusion (1,013 bar, at triple point) : 71.34 kJ/kg
Liquid phase
Liquid density (1.013 bar at boiling point) : 613.9 kg/m3
Liquid/gas equivalent (1.013 bar and 15 °C (59 °F)) : 388 vol/vol
Boiling point (1.013 bar) : -47.8 °C
Latent heat of vaporization (1.013 bar at boiling point) : 437.94 kJ/kg
Vapor pressure (at 20 °C or 68 °F) : 10.3 bar
Critical point
Critical temperature : 91 °C
Critical pressure : 46.1 bar
Gaseous phase
Gas density (1.013 bar at boiling point) : 2.365 kg/m3
Gas density (1.013 bar and 15 °C (59 °F)) : 1.81 kg/m3
Compressibility Factor (Z) (1.013 bar and 15 °C (59 °F)) : 0.984
Specific gravity (air = 1) (1.013 bar and 21 °C (70 °F)) : 1.476
Specific volume (1.013 bar and 21 °C (70 °F)) : 0.587 m3/kg
Heat capacity at constant pressure (Cp) (1.013 bar and 15 °C (59 °F)) : 0.062
kJ/(mol.K)
Heat capacity at constant volume (Cv) (1.013 bar and 15 °C (59 °F)) : 0.054
kJ/(mol.K)
Ratio of specific heats (Gamma:Cp/Cv) (1.013 bar and 15 °C (59 °F)) : 1.156832
Viscosity (1.013 bar and 0 °C (32 °F)) : 0.0000784 Poise
Thermal conductivity (1.013 bar and 0 °C (32 °F)) : 13.984 mW/(m.K)
Miscellaneous
Solubility in water (1.013 bar and 0 °C (32 °F)) : 0.434 vol/vol
Solubility in water (1.013 bar and 20 °C (68 °F)) : 0.23 vol/vol

18
Autoignition temperature : 460 °C
Major Hazards
Major hazard : Fire
Toxicity (Am. Conf. Of Gov. Ind. Hygienists ACGIH 2000 Edition) : Simple
Asphyxiant
Flammability limits in air (STP conditions) : 2.0-11.0 vol%
Odour : Faintly Sweet
Material compatibility
Air Liquide has assembled data on the compatibility of gases with materials to assist you
in evaluating which products to use for a gas system. Although the information has been
compiled from what Air Liquide believes are reliable sources (International Standards:
Compatibility of cylinder and valve materials with gas content; Part 1: ISO 11114-1 (Jul
1998), Part 2: ISO 11114-2 (Mar 2001)), it must be used with extreme caution. No raw
data such as this can cover all conditions of concentration, temperature, humidity,
impurities and aeration. It is therefore recommended that this table is used to choose
possible materials and then more extensive investigation and testing is carried out under
the specific conditions of use. The collected data mainly concern high pressure
applications at ambiant temperature and the safety aspect of material compatibity rather
than the quality aspect.

19
2. DIFFERENT PROCESS FOR PRODUCTION OF ISOPROPANOL
Indirect hydration for manufacture of isopropanol
In the process, crude liquid propylene reacts with sulfuric acid (>60wt%) agitated
reactors at moderate pressure(300-400psig). The isopropyl sulfate esters form and are
maintained in the liquid state at 20-70 0
C. Low propylene concentrations, ie, 50 wt% can
be tolerated, but concentrations of 65 wt% or higher are preferred to achieve high alcohol
yields; since the reaction is exothermic, cooling helps minimize corrosion.
There are two general operational modes practiced for conducting the reaction. In the two
step strong acid process, separate reactors are used for the propylene absorption and
sulfate ester hydrolysis stages. The reaction occurs at high sulfuric acid concentration (80
wt %) and at 1-1.2 MPa and low temperature and at higher pressure and temperature, ie,
2.5 MPa and 60-65 0
C, respectively. Isopropyl alcohol selectivities in excess of 90 wt%
are obtained from both acid processes.
The sulfate ester hydrolysate is separated in a stripper to gibe a mixture of isopropyl
alcohol, isopropyl ether, and water overhead and dilute sulfuric acid bottoms. The
overhead is neutralized in a scrubbing tower containing sodium hydroxide and is refined
in a two column distillation system. Diisopropyl ether is taken overhead in the first, ie,
ether column. This stream is generally recycled to the reactors to produce additional
isopropyl alcohol by the following equilibrium reaction:
[(CH3)2–CH]2O + H2SO4 (CH3)2–CHOSO3H +(CH3)2–COH
Wet isopropyl alcohol (87.1 wt%; 91 vol%) is taken overhead in the second still. More
than of the charged propylene is converted to isopropyl alcohol in this system.
The bottoms of the stripper (40-60 wt %) are sent to the acid reconcentration unit for
upgrading to the proper acid strength for recycle to the reactor. Because of the associated
high energy requirements, reconcentration of the diluted sulfuric acid is a costly
operation. However, a propylene gas stripping process, which utilizes only a small
20
amount of added water for hydrolysis, has been recently described. In this modification,
the equilibrium quantity of isopropyl alcohol is stripped so that acid is recycled without
reconcentration. Equilibrium is attained rapidly at 50 0
C as isopropyl alcohol is removed
from the hydrolysis mixture. Similarly, the weak sulfuric acid process minimizes
reconcentrating the acid and its associated corrosion and pollution problems.
The 91 vol% alcohol is sold as such or is dehydrated by extractive distillation with
diisopropyl ether or cyclohexane to produce an anhydrous product. The wet isopropyl
alcohol is fed at about the center of a dehydrating column and the azeotroping agent is
fed neat the top. As the ternary azeotrope forms, it is taken overhead, condensed, and the
layers are separated. The upper layer, which is mainly azeotroping agent and alcohol, is
returned to the top of the column as reflux. The lower layer is mostly water. Anhydrous
isopropyl alcohol is removed from the base of the column.
Acid corrosion presents a problem in isopropyl alcohol factoris.steel is sadtisfactory
material of construction for tanks, lines and columns where concentrated acid (>65 wt %)
and moderate temperatures (< 60 0
C) are employed. For the dilute acids and higher
temperatures, however, stainless steel, tantalum, hastelloy and the like are required for
corrosion resistance and to ensure product purity.
The extent of the purification depends on the use requirements which can be from 91 vol
% azeotrope to essence grade. Generally, either intense aqueous extractive distillation or
post treatment by fixed bed absorption with the use of activated carbon, molecular seives
and certain metals on carriers are employed to improve odor and to remove minor
impurities. Essence grade is produced by final distillation in nonferrous (copper)
equipment.
BP CHEMICALS U.K . LTD.
Application: A process for manufacturing isopropanol from 65% purity liquid
propylene. Normal product is 87 wt. % isopropanol. This product can be concentrated to
99 wt. % alcohol by add8ing one more fractionating step.

21
Description: The liquid propylene feedstock, combined with recycled hydrocarbons, is
first absorbed in 75 % sulfuric acid in a series of agitated reactors to form a solution of
diisopropyl sulfate and isopropyl acid sulfate. The sulfated hydrocarbon solution is
converted to an acid solution of isoprpopanol, ether and polymer by hydrolysis reactions
which take place in the hydrolyzer-stripper in the presence of dilution water. These
reaction products are steam stripped from the acid in the same column and leave as
overhead vapors. The vapors are neutralized by contact with caustic solution and then
condensed.
The crude isopropanol is charged to the ether column. The bulk of overhead vapors from
this column is condensed and refluxed to the column. A portion of the liquid is diverted
from the main reflux stream and sent to a decanter for separation. In the decanter the two
liquid layers are separated; the upper layer is very rich in ether, and the lower layer
contains mainly water and small amounts of ether and alcohol. The lower water-rich layer
is refluxed back to the tower continuously along with the main reflux stream going with
to the column. The ether rich layer is pumped back into the reaction system.
The ether column bottoms are pumped to the isopropanol column for recovery of the
main product. The condensed overhead form this column is 87 % solution of isopropanol
in water. Polymer is withdrawn as a side stream from the column and pumped to storage.
From the based of the isopropnol column, water is withdrawn containing only traces of
alcohol.
Operating conditions: the propylene sulphation occurs in the reaction at 300-400 psig.
All other equipment, except for the propylene feed tank, operates at near atmospheric
pressure. No mechanical refrigeration is required.
Yields : 93 to 95% of propylene charged is converted to isopropanol, depending in
propylene content of charge stock.

22
Commercial installations : this process is based in development work carried out by the
Distillers Co Ltd., with recent improvements by Stone & Webster. Commercial plants
using this process are operating in United Kingdom and Japan.
Direct hydration Processes
The acid catalyzed direct hydration of propylene is exothermic and resembles the
preparation of ethanol from ethylene.
CH3–CH=CH2+H2O CH3-CHOH-CH3+12.3 kcal/ mol
The equilibrium can be controlled to favor product alcohol if high pressures and low
temperatures are applied. However, the advantage of low temperature cannot be utilized,
because all known catalysts require moderate temperatures to be effective.
There are three basic processes in commercial operation:
Vapor-phase hydration over a fixed bed catalyst of supported phosphoric acid or
silica supported tungsten oxide with zinc oxide promoter.
Mixed vapor-liquid phase hydration at low temperature(150 0C) and high
pressure(10.13MPa) with a strongly acidic cation-exchange resin catalyst.
Liquid phase hydration at high temperature and high pressure(2700C,20.3MPa) in
the presence of a soluble tungsten catalyst.
.The manufacture of isopropyl alcohol by the direct catalytic hydration of propylene was
begun in 1951 by ICI. The plant used a WO-ZnO3 catalyst supported in SiO2, high
temperature and high pressure.
DEUTSCHE TEXACO AG
Application: Process for the manufacture of isopropanol from 75-92% liquid
propylene and demineralized water.

23
Process description: The direct hydration of propylene to isoproipanol is carried out
using a trickle process with an ion exchange catalyst. Liquid propylene at elevated
pressures is mixed with preheated water, the heat capacity of the water being used for
evaporation of the propylene. The mixture of water and gaseous propylene in
supercritical state is charged to the top of a fixed bed reactor and allowed to trickle
downward concurrently over a bed of ion exchange resin an intensive exchange between
the liquid and gas phases occurs at a temperature between 1300
and 1550 and a pressure
in the range of 60-100 atmospheres. Conversion of the propylene takes place according
to the equation:
CH3–CH=CH2+H2O CH3-CHOH-CH3+12.3 kcal
Aqueous alcohol and non converted propylene are drawn off from the bottom of the
reactor and passed to a high pressure separator where the alcohol containing aqueous
phase is separated from propylene containing gas phase. The liquid phase is then passed
to a low pressure separator. The gas phase is cooled to condense any water and
isopropanol which are returned to the low pressure separator. The crude alcohol solution
bottoms from the low pressure separator are neutralized by treatment with caustic soda
and charged to a prerunning column where diethyl ether is removed overhead. The
bottoms from the distillation are charged to second distillation column where isopropanol
is taken overhead as an aqueous azeotropic mixture. Water from the bottom of this
column is desalted by ion exchange and recycled to the reactor. Dehydration of the
azeotropic mixture of isopropanol and water is carried out in the usual manner using
benzene as an entrainer followed by treatment with activated carbon.
Yield: 1.24 tons isopropanol per ton of propylene charge based on a feed gas with 92%
wt. propylene content. Conversion: 94%wt of propylene to isopropanol ; 3.5% wt. of
isopropylene to diisopropyl ether; 2.5% wt. of propylene not reacted, including losses. In
the reactor pass there is a 75% conversion of the propylene feedstock based on the
propylene content of the feedstock.
24
Economics: A 100,000 metric ton/year plant requires battery limits investment of $7.6
million and uses 1 supervisor and 4 operators.
Commercial installations: A large scale plant has been in operation in Germany for
1 ½ years.
VEBA-CHEMIE WEST GMBH
Application: process for production of isopropanol through direct hydration of 99%
propylene and demineralized water. Isopropanol of by 87.5%weight and absolute
isopropanol are produced.
Description : liquid propylene and water are preheated with the recycle gas from the
rotating gas compressor in heat exchangers by gases from the catalyst furnace, and then
heated in the superheater with high pressure steam to 180-2600C, and passed over the
catalyst under pressure of about 25-26 atm. Here the propylene and water are converted
after the following equation:
CH3–CH=CH2+H2O CH3-CHOH-CH3+12.3 kcal
The gas charged with isopropanol leaving the furnace is cooled in heat exchangers, then
fed to the scrubber where the remaining isopropanol is removed. The unconverted
propylene is then returned to the system through the recycle compressor. The pressure of
the dilute isopropyl alcohol that is collected in the sump of the scrubber is reduced in the
storage tank and then the dilute alcohol is fed to the scrub column where it is freed of the
impurities through extractive distillation with water, and then drawn off as azotrope in the
rectifying column. The azeotrope can be dehydrated in two further columns with benzene
as the dehydrating agent.
25
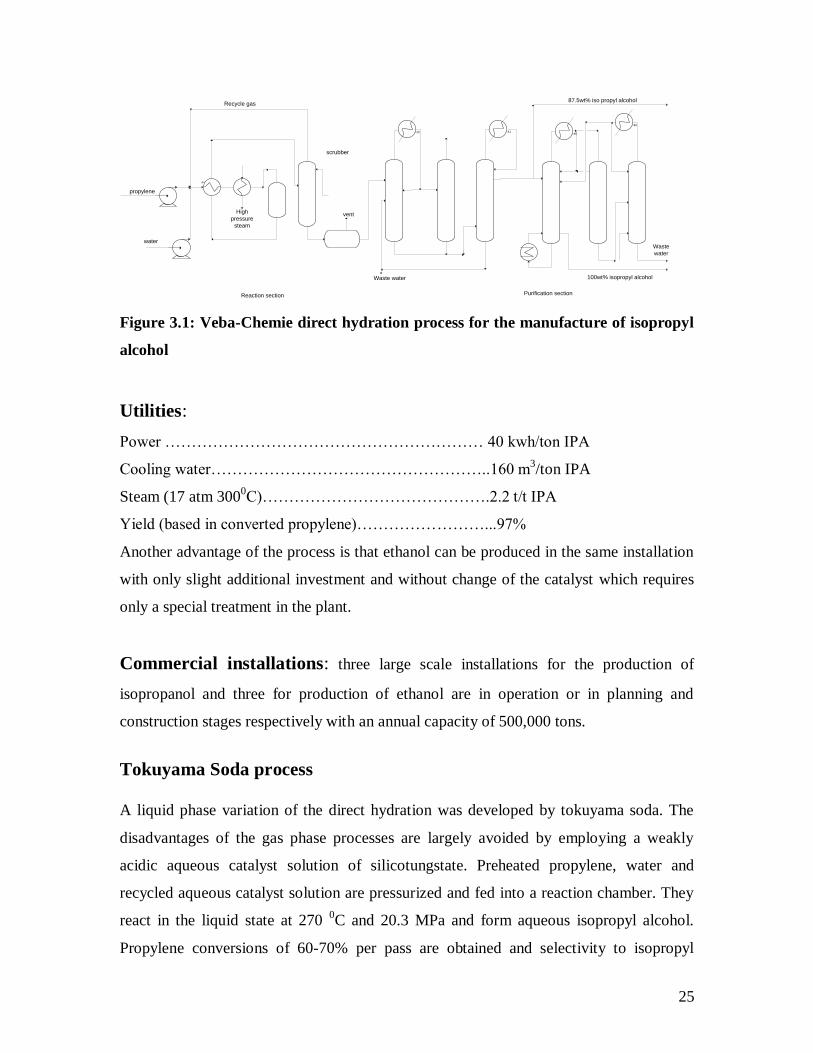
P-3 P-3
P-5
P-8
P-20
P-41
P-65
P-86
propylene
water
High
pressure
steam
Recycle gas
scrubber
vent
Waste water
Reaction section Purification section
100wt% isopropyl alcohol
Waste
water
87.5wt% iso propyl alcohol
Figure 3.1: Veba-Chemie direct hydration process for the manufacture of isopropyl
alcohol
Utilities:
Power …………………………………………………… 40 kwh/ton IPA
Cooling water……………………………………………..160 m3/ton IPA
Steam (17 atm 3000C)…………………………………….2.2 t/t IPA
Yield (based in converted propylene)……………………...97%
Another advantage of the process is that ethanol can be produced in the same installation
with only slight additional investment and without change of the catalyst which requires
only a special treatment in the plant.
Commercial installations: three large scale installations for the production of
isopropanol and three for production of ethanol are in operation or in planning and
construction stages respectively with an annual capacity of 500,000 tons.
Tokuyama Soda process
A liquid phase variation of the direct hydration was developed by tokuyama soda. The
disadvantages of the gas phase processes are largely avoided by employing a weakly
acidic aqueous catalyst solution of silicotungstate. Preheated propylene, water and
recycled aqueous catalyst solution are pressurized and fed into a reaction chamber. They
react in the liquid state at 270 0C and 20.3 MPa and form aqueous isopropyl alcohol.
Propylene conversions of 60-70% per pass are obtained and selectivity to isopropyl
26
alcohol is 98-99 mol% of converted propylene. The catalyst is recycled and requires very
little replenishment compared to other processes. Corrosion and environmental problems
are also minimized because the catalyst is weak acid and because the system is
completely closed. Because of the low gas recycle ratio, regular commercial propylene of
95% purity can be used as feedstock.
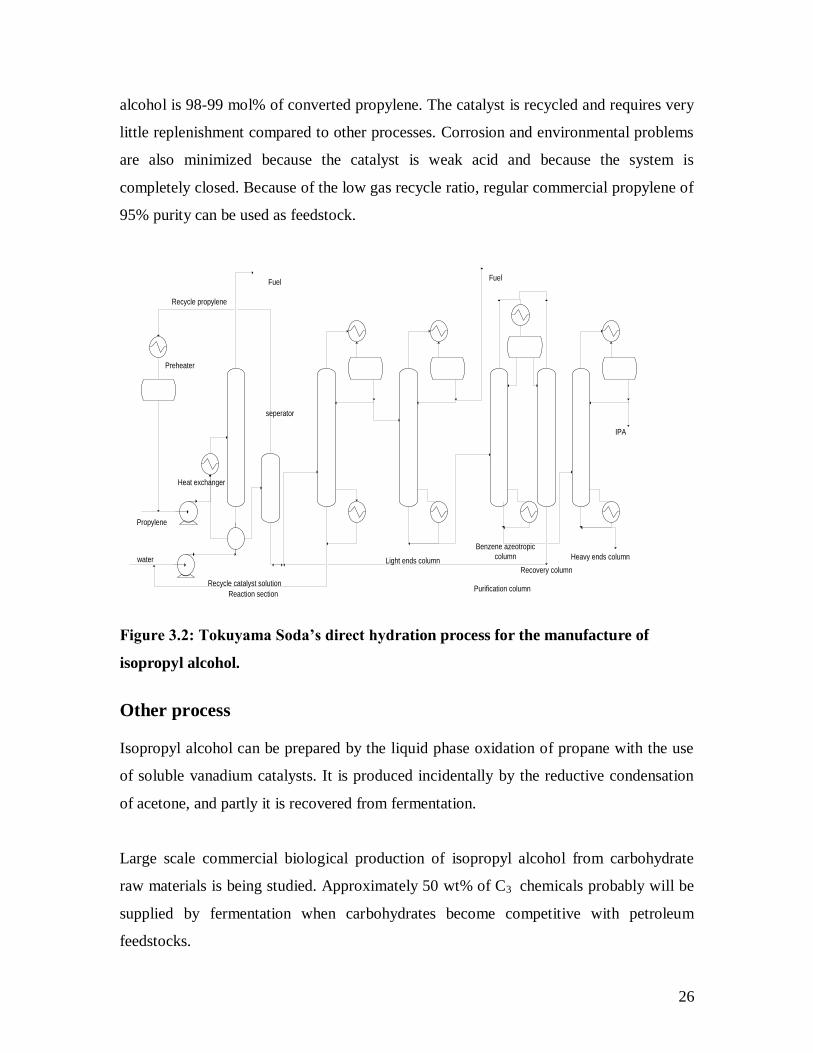
Propylene
water
Recycle catalyst solution
Reaction section
Recycle propylene
Preheater
Heat exchanger
Light ends columnHeavy ends column
Recovery column
Benzene azeotropic
column
Purification column
Fuel Fuel
IPA
seperator
Figure 3.2: Tokuyama Soda’s direct hydration process for the manufacture of
isopropyl alcohol.
Other process
Isopropyl alcohol can be prepared by the liquid phase oxidation of propane with the use
of soluble vanadium catalysts. It is produced incidentally by the reductive condensation
of acetone, and partly it is recovered from fermentation.
Large scale commercial biological production of isopropyl alcohol from carbohydrate
raw materials is being studied. Approximately 50 wt% of C3 chemicals probably will be
supplied by fermentation when carbohydrates become competitive with petroleum
feedstocks.

27
Processes Being Developed for Direct Hydration of propane
The direct functionalisation of propane (instead of propylene) to oxygen and nitrogen
containing intermediates (like propylene oxide, acetone, acrylonitrile, etc.) by reaction
with oxygen is a research challenge with signi®cant potential in the petrochemical
industry. An additional impetus for the direct oxyfunctionalisation of propane is the
present emphasis on the reduction of ole®ns and aromatics in fuels like gasoline. The
latter requires the increasing use of oxygenates like MTBE, TAME, etc. Isopropanol and
diisopropyl ether have been proposed as oxygenate additives for gasoline and diesel but
present methods of their manufacture have limited their usefulness from a cost
standpoint. Isopropanol is currently manufactured by either hydration of propylene or
hydrogenation of acetone. In view of the large worldwide resources of propane, an
economic process for its direct oxidation to isopropanol is desirable.
Two major routes have been reported in the literature for the oxyfunctionalisation of
propane. In an indirect process, propane is oxydehydrogenated to propylene at high
temperatures over metal oxide catalysts and the reactor effluent is passed to the second
propylene oxidation or ammoxidation stages without separation of the intermediate
propylene. Alternatively, paraffin activating catalysts may be combined with compatible
olefin conversion catalysts to produce the corresponding oxygen or nitrogen containing
unsaturated products directly. In contrast to these high temperature operations, the second
route involves the low-temperature functionalisation of propane with O2 using catalysts
which mimic enzymes, like methane monoxygenase or cytochrome P450, in
hydroxylating light alkanes.
New Processes for Dehydration of Isopropanol
Extractive Distillation with DMSO: The usual practice for the separation of Isopropyl
alcohol (IPA) and water mixture in industry is to add cyclohexane (CyH) as an entrainer
via heterogeneous azeotropic distillation. However, it is well-known that heterogeneous
azeotropic distillation can exhibit high parametric sensitivity, multiple steady-state, and
long transient, and nonlinear dynamics, which can limit the operating range of this IPA
dehydration system under feed disturbances. An alternative way for the separation of this
28
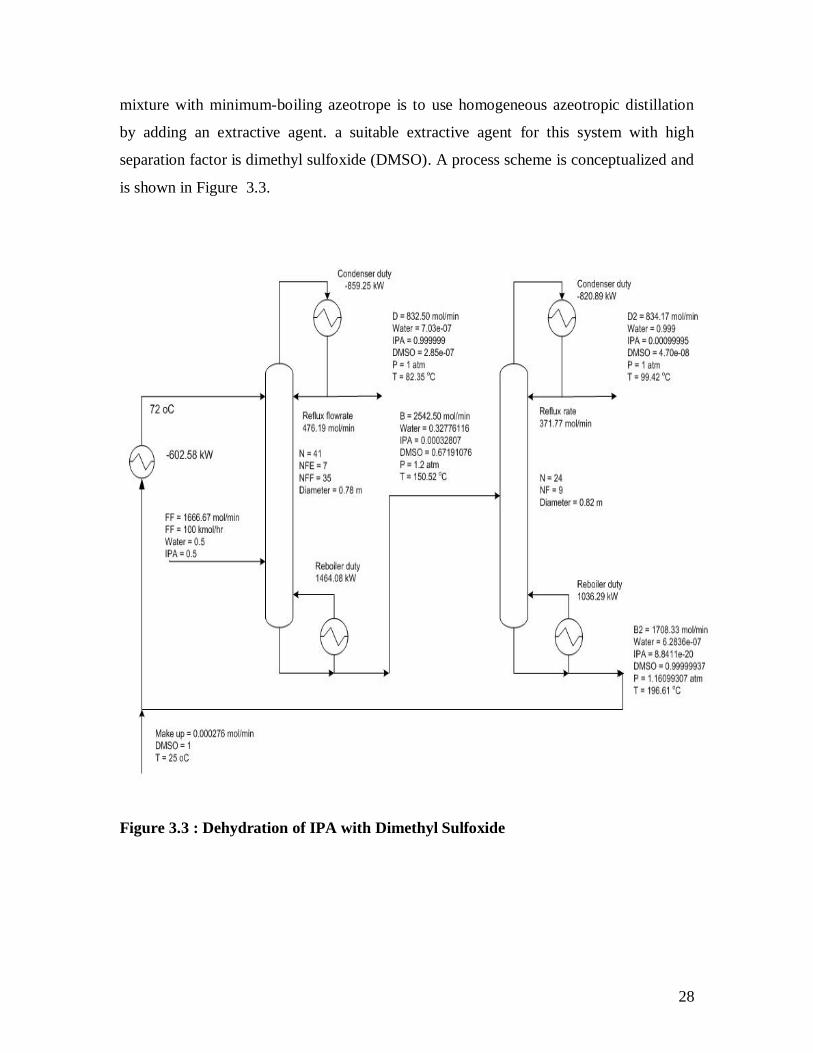
mixture with minimum-boiling azeotrope is to use homogeneous azeotropic distillation
by adding an extractive agent. a suitable extractive agent for this system with high
separation factor is dimethyl sulfoxide (DMSO). A process scheme is conceptualized and
is shown in Figure 3.3.
Figure 3.3 : Dehydration of IPA with Dimethyl Sulfoxide
29
Membrane Separation of Isopropanol from Water: Isopropanol has been widely used
in semiconductor and liquid crystal display industries as a waterremoving agent. Used
isopropanol can be recycled by several methods, including pervaporation processes.
Water and isopropanol form an azeotrope at 85.3 wt % isopropanol concentration. We
have investigated pervaporation performances of water–isopropanol mixtures using
modified chitosan composite membranes and the possibility of the hybrid system
consisting of pervaporation and distillation. It was confirmed that a hybrid process
consisting of pervaporation and distillation was superior to the conventional azeotropic
distillation column and the benzene recovery column, whereas the former process was
regarded as an energy-saving processes It is reported that a chitosan/ PAN composite
membrane with specific interfacial bonding between substrate and active layer exhibited
a high separation factor of more than 8000 and flux of around 981 g/m2 h using 80 wt %
isopropanol concentration at 60°C. A few researchers also reported a study on
pervaporation of water/isopropanol mixtures through asymmetric polyetherimide and
chitosan membranes. They showed effects of membrane- casting parameters on the
pervaporation. Their membranes had a separation factor of about 200 and flux of 60 g/m2
h using 0.32 mol fraction (87.6 wt %) isopropanol aqueous solution at 25°C. Chitosan
membrane crosslinked with 1,6-hexamethylene diisocyanate showed an improved
separation factor via crosslinking, and the advantage of a composite membrane over
homogeneous membranes at above 70 wt % feed isopropanol concentrations.





























