Embed Size (px)
Citation preview

www.randb.co.kr, [email protected]
ISO 16808-2014 Metallic materials — Sheet and strip— Determination of biaxial stress-strain curve by means of bulge test with optical measuring systems R&B Inc. 편집자 주
▪ 본 한글 본은 R&B Inc. 내부자료로 일부 용어는 표준용어가 아닐 수 있고 해석이 자의적일 수 있음을 고지한다
▪ 전문용어는 이해가 쉬운 경우 원래 영어단어 사용을 원칙으로 한다.
▪ 일부 회사가 자신들의 자료처럼 가공하여 사용하는 경우가 있어 아래와 같이 법적 책임을 밝혀둡니다.
▪ 본 자료는 R&B Inc. 지적재산권으로 무단사용 시 민/형사상의 책임이 따를 수 있다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 2/20
Contents Page Foreword iv 1 Scope 1 2 Symbols and abbreviated terms 1 3 Principle 2 4 Test equipment 2 5 Optical measurement system 6 6 Test piece 6 6.1 General 6 6.2 Application of grid 6 7 Procedure 7 8 Evaluation methods for the determination of the curvature and strains at the pole 7 9 Calculation of biaxial stress-strain curves 8 10 Test report 9 Annex A (informative) International comparison of symbols used in the determination of the bulge test flow curve 11 Annex B (normative) Test procedure for a quality check of the optical measurement system 13 Annex C (informative) Computation of the curvature on the basis of a response surface 16 Annex D (informative) Determination of the equi-biaxial stress point of the yield locus and the Hardening curve 18 Bibliography 26

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 3/20
ISO 16808-2014 Metallic materials — Sheet and strip— Determination of biaxial stress-strain curve by means of bulge test with optical measuring systems
1 범위
심각한 마찰영향 없이 순수 Stretch 성형에서 3mm 미만 두께 금속 Sheet 의 이축 Stress - Strain 곡선 결정방법을
규정하며 인장시험결과와 비교하여 더 높은 Strain 값을 얻을 수 있다.
NOTE “Biaxial stress-strain curve‖ "이라는 용어는 단순화를 위해 사용되며 원칙적으로는
“Biaxial true stress-true strain curve‖ 가 결정된다.
2 기호 및 약자
기호와 명칭은 표 1참고.
Table 1

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 4/20
3. 원리
원형 Blank 는 Die와 Blank holder 사이 공구에 모서리를 완전히 고정 후 Bulge 는 최종파단까지 Blank 에 유체를
가압하여 형성된다 (그림 1). 시험 중, 유체압력을 측정하고 Blank 변형은 광학 측정시스템에 의해 기록된다[1], [2],
[3]. Blank 변형에 기초하여, Blank 중심근처의 국부적 곡률, 표면에서의 True strain, 재료의 비압축성 변형을
가정함으로써, Blank 의 True두께 등이 결정된다
또한, Blank 중심의 얇은 구형 압력용기의 Stress 상태를 가정하면, 유체압력, 두께 및 곡률반경으로부터 True
Stress 가 계산된다.
NOTE 참고문헌 [1]에서 설명된 광학 측정시스템을 사용한 Bulge 시험절차 외에도 레이저 시스템 [4], [5], [6] 또는
접촉시스템 [7], [8], [9]도 유효하나 본 난에서는 다루지 않는다.
좌표원점은 Blank holder 중심이며 XY 평면은 Blank holder 표면에 평행하다(성형 전 Clamp된 금속시트와 평행).
여기서, X 방향은 Rolling, Z 방향은 성형 전 Clamp 된 금속시트에 수직이고 광학 Sensor 쪽을 양으로 정한다.
Figure 1 — Principle of the bulge test
4. 시험장비
4.1 Bulge시험은 Die, Blank holder 및 유체 Chamber 가 장착된 기기를 사용하며 그림 2와 같다.
4.2 시험장비의 배치는 시험 중 시편표면을 연속적으로 파단발생까지 중심영역의 모양과 True strain 을 계산하기
위하여 Bulging blank 표면 위의 Grid point X, Y, Z 좌표변화를 기록하여 형상의 변형을 결정한다.
4.3 시험 중 시스템은 시편의 Bulging surface grid points X, Y, Z 좌표를 광학적으로 (접촉 없이) 측정하며
이를 이용하여 선택영역의 각 점에 대한 True strain ε1 및 ε2, Dome 정점에서의 두께 Strain ε3 및 곡률반경 ρ를
계산한다.
4.4 시스템에는 Chamber 유체 압력 측정시스템이 장착되며 간접 측정시스템도 가능하다. 최대 측정압력의
20 %에서 시작하며 정밀도는 True 측정값의 1 %이내.
4.5 Die, Blank holder, 유체 Chamber 는 시험 중 변형을 최소화할 만큼 견고해야 한다. Blank holder 힘은 충분히
높아 Blank holder 와 Die 사이의 시편이동을 방지하여야 한다. 시험 중, Bulge 압력은 Blank holder 부품에
작용하여 유효한 Blank holder 힘을 감소시키며 이는 필요한 Blank holder 힘을 정의할 때 고려한다.
4.6 압축공기기포를 통한 시험 중 에너지저장을 방지하기 위해 Blank 표면과 공기가 접촉하지 않아야 한다.
시험 중 파단까지 Blank holder, Die 및 시트 또는 다른 곳으로 유체손실이 없어야 한다.
4.7 Flow 억제 Lock bead (또는 원형표면의 유사한 형상)가 권장된다.
Lock bead는 재료에 균열을 일으키지 않아야 하며 Blank holder 와 Die 사이에 위치하며 Die 반경과 가까운 위치를
권장한다. Lock Bead 형상은 Tool 접촉 시 Blank 곡률과 주름을 피하고 시험 중 Blank 가 미끄러지지 않도록 한다.
4.8 시험종료 시 Blank failure 로 인해 광학 측정시스템에 기름이 튀는 것을 막기 위해 렌즈 앞에 유리판을 놓는
것이 좋다. [7], [12] 유리판은 Blank holder (두꺼운 유리) 또는 카메라렌즈 근처 및 조명에 설치되며 (얇은 유리)
그림 3 참조. 삽입된 보호장치는 광학측정을 방해하지 않아야 한다 (5 절 참조). 시험 후 유리판은 손상시키거나

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 5/20
긁지 않고 세척하여 교정을 변경하지 않도록 정확하게 위치를 조정하며 보호를 포함하는 광학시스템의 교정은
측정정밀도를 증가시킨다.
4.9 권장되는 가장 작은 Die 직경은 초기두께에 대한 Die 직경의 비율 ddie / t0 ≥ 33 이며 (그림 2 참조) Die
반지름은 시험 중 Blank 에 균열을 유발해서는 안 된다. 권장사항은 (5 × t0) ~ (15 × t0) (최대 15 mm)이다.
Figure 2 — Proposal of a testing equipment (principle drawing)

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 6/20
Figure 3 — Examples for possible positions of oil shielding plates and lamps
5 광학 측정시스템
곡률반경, ρ와 True strain ε1, ε2를 결정하기 위해 아래 광학변형 측정시스템을 권장한다.
- 두 개 이상의 카메라를 기반으로 한 광 Sensor
- 측정영역, d 측정영역 ≥ 1 / 2d die
측정영역은 Blank holder 직경의 절반보다 커야 한다.
이 영역 Blank 의 모든 높이는 시험 중 관찰한다.
- 국부해상도 (독립 측정포인트 간의 Grid 거리)
성형되지 않은 Blank 상 두 개의 인접 점 사이 거리, gmax
- 곡률결정은 직경이 1/2 인 영역에서 아래의 Z 좌표 정확성이 필요하다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 7/20
NOTE 형상측정의 정확성은 광학측정시스템의 시험으로 점검할 수 있다(부록 B 참조)
Strain 측정정확도: rms (ε1) = 0.003 rms (ε2) = 0.003
위에서 언급한 rms (ε)에 대한 각 True 변형에 대해 허용측정값은 다음과 같다.
ε real = 0 허용측정 범위: -0.003 ... 0.003
ε real = 0.5 허용측정 범위: 0.497 ... 0.503
- Missing measurement points: 불균형 곡률추정을 피하기 위해 직경 = 1/2 ddie 인 동심영역에서 측정점의 5 %
미만이면 허용된다 (보간 없이). 인접한 점이 누락된 경우, 이 영역의 Inscribed circle 은 2점보다 작아야 한다.
6 시편
6.1 일반
시편은 평평하여 Blank 가 고정되면 재료의 Flow 가 멈춰야 하며 Lock bead 을 사용하는 것이 좋다.
Blank 모서리는 Lock bead 바깥쪽에 있으며 Blank 준비는 시편표면이 손상되지 않는 한 (스크래치, 연마)
결과에 영향을 주지 않는다. 바깥쪽 가장자리 치수는 원형 (선호함) 또는 각도일 수 있다.
6.2 Grid 적용
6.2.1 Grid 유형
광학 측정장치의 경우 Grid 는 두 가지 목적.
a) 시편표면 곡률반지름 결정
b) 재료변형 Strain 계산
6.2.2 Grid 응용
결정격자 (예: 사각형, 원, 점)는 강한 Contrast 를 가지며 노치효과, 미세구조변화가 없어야 한다.
응용방법
- 전기화학 Etching, 광 화학 Etching, Offset Printing 및 Grid transfer
- 시편표면에 페인트를 분사하여 적용할 수 있는 확률적 (얼룩) 패턴. 변형 후 표면에 대한 점착성을 확인한다.
시편표면의 반사를 줄이기 위해 얇고 무 광택 흰색바탕을 분무한 다음 무작위로 분산된 검은 점 (예: 검은색
스프레이 페인트 또는 흑연)을 분무한다. 스프레이는 변형하는 동안 균열되거나 벗겨지지 않을 만큼 충분히 탄력
있고 강하여야 한다. 미세한 스프레이 Spot 의 무작위 분포는 시편상의 가상 Grid 의 각 포인트를 결정한다.
패턴은 사용된 광학시스템에 의해 각 점 위치를 탐색하기에 충분한 흑색/백색 밀도 및 적절한 크기의 특징을
가져야 한다.
7. 절차
7.1 시험은 (23 ± 5)℃에서 수행된다.
7.2 시편 초기두께를 0.01 mm 까지 결정한다.
7.3 시편을 Blank holder 와 Die 사이에 고정하며 시험 중 압축공기의 생성을 방지하기 위해 시편과 유체 사이
기포가 발생하지 않도록 한다. 공기가 있는 경우 파손 시 오일이 강하게 튀게 된다.
7.4 0.55/s 의 일정변형속도가 권장되며 일정 Strain 속도가 가능하지 않으면, 펀치 또는 유체의 일정성형속도가
보장되어야 한다. 온도 또는 Strain 속도에 민감한 재료의 이축 Stress - Strain 곡선에서 큰 영향을 피하기 위해
Bulge 시험은 (2~4) 분으로 수행하며 이는 느리고 허용되는 Strain 속도와 비용적으로 효과적인 시험시간을
보장한다. Strain 속도 대 시간의 도표가 권장된다.
7.5 시험 중 유체압력 측정.
7.6 시험 중 시편표면 격자 X, Y, Z 좌표 측정.
7.7 유체압력 데이터 및 성형데이터는 같은 시간척도로 측정저장하며 최소 100개 값을 권장한다.
전체변형 및 압력변화를 나타내기 위해 Bulge 시험은 최소 100 이미지를 권장한다.
7.8 시편파손은 관통균열, 즉 시편두께 관통균열이 발생할 때로 간주하며 압력의 하강으로 파단이 감지되며
이는 시험종료를 의미한다.
7.9 적어도 세 번의 유효시험이 가능한 시편을 준비.
8. 정점에서 곡률과 Strain 을 측정하기 위한 평가방법
곡률 및 Stain계산에 대한 다음 설명에서 정점근처의 구면형태의 표면을 가정한다 (Best fit sphere)
7.8 에 정의된 파단 전 마지막 이미지에서 가장 큰 변형을 갖는 Dome 면적이 선택한 True stress 와 True
Thickness strain, ε3을 결정할 위치로 정의한다. Dome 의 안정된 곡률반경을 얻으려면 선택된 점 영역을 기준으로

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 8/20
Best fit sphere 를 계산한다. 이 선택을 위해 반경 r1이 파열되기 전 마지막 이미지에서 Dome 꼭지점 주위에
정의되고 모든 성형단계의 동일한 점에 대해 수행한다 (그림 4)
굽힘 반경이 매우 크고 Fitting 이 안정적이지 않기 때문에 즉 시편이 너무 평평하기 때문에 일정 수의 첫 번째
성형스테이지 (이미지)는 버린다. True strain 에 대한 정확한 값과 꼭지점에서의 Thinning을 위해, 선택한 점의
평균값을 취한다. 따라서, 제 2 영역은 유사한 방식으로 반경 r2에 의해 정의된다 (그림 4 참조)
이 절차에 따라 모든 성형단계 (이미지)에 대해 Dome 정점 곡률반경, 평균두께 Strain 및 해당두께와 Stress 값이
계산된다. 이 평가는 다양한 r1 및 r2 값에 대해 수행한다 (그림 4 참조)
정확한 값을 위해 r1과 r2의 권장범위가 정의된다.
r1 = (0.125 ± 0.025) × d die (1) r2 = (0.05 ± 0.01) × d die (2)
Figure 4 — Choice of r1 and r2 for calculation of true stress and true strain for each forming stage An alternative proposal for the calculation of the curvature and strains is given in the Annex C.
9 이축 Stress - Strain 곡선의 계산
2축 Stress - Strain 곡선의 계산을 위해 Blank 중앙에 얇은 벽의 간단한 Membrane stress 상태인 구형 압력용기를
가정하며 이는 다음과 같은 단순화를 의미한다.
a) Equibiaxial stress 상태
ζ1= ζ2= ζB (3)
b) 평균 곡률반경에 의한 곡률표현
(4)
이축 True stress 은 다음 식에 따라 계산된다.
(5)
유체 압력 ρ, 곡률반경 ρ 및 True두께 t 를 사용하여
(6)
재료의 소성 비압축성 변형을 가정하고 탄성변형을 무시한 경우, True두께 계산을 위한 총 두께 Strain 은 Total
major 및 Minor true strain 에 의해 추정된다.
ε3 ≈ -ε1- ε2 (7)
소성 Stress - Strain 곡선은 Plastic work 원리에 근거하며 소성 Strain, ζB(-ε3𝑝𝑙
) 의 함수이다. 부속서 D 참조.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 9/20
등방성 선형탄성 재료거동과 소성 비압축성을 가정하면 소성 Strain 은 다음과 같이 주어진다.
(8)
탄성계수 E 및 Poisson 비 ν는 문헌 정보로 충분하며 강의 경우 E = 210 GPa 및 ν = 0,33, 알루미늄 합금의 경우
E = 70 GPa 및 ν = 0.33 을 사용한다.
Die 직경 대 두께비율은 시편에서 Membrane Stress 가 가해지고 굽힘에 미치는 영향은 무시할 수 있을 정도로
상당히 높아야 한다. Die 직경 대 두께비가 100 보다 작으면 굽힘 Strain 에 대한 다음 추정치를 사용하여 True 두께
Strain, ε3에 비해 굽힘 Strain 이 상대적으로 작은지 확인하는 것이 좋다.
(9)
NOTE 이축 Stress - Strain 곡선은 항복기준의 유형에 대한 어떠한 가정 없이 얻어진다. 이축 Stress - Strain
곡선은 항복궤적의 Equibiaxial stress point를 식별하고 등가 Strain 을 초과하는 재료경화곡선을 추정하는데
사용한다.
부속서 D 는 항복기준의 Equibiaxial stress point 를 결정하고 유압 Bulge 시험의 이축 Stress - Strain 곡선을
사용하여 단축 인장시험에 기초한 등가 Stress Strain 곡선을 외삽법으로 제안한다.
10 시험성적서
시험보고서는 다음 정보를 포함한다:
a) 국제표준 참고자료
b) 사용자이름 포함 Bulge 시험값을 측정한 실험실 정보
c) 재료정보
d) Blank 초기두께
e) Grid, 카메라시스템 및 소프트웨어
f) 보안경 위치
g) 시험장비의 기하학적 구조
h) Bulge / Piston 속도
i) Bulge 시험 평가방법, 곡률 및 Strain 평균을 위한 변수
j) 반복횟수
k) 각 Bulge 시험에 대하여 시간이력, 반경 ρ, 압력 p, 소성두께 Strain 및 이축 Stress 값
l) Bulge 시험의 이축 Stress - Strain curve plot

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 10/20
부속서 A
bulge test flow curve 의 결정에 사용된 기호의 국제비교

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 11/20
부속서 B (표준)
광학 측정시스템의 품질검사를 위한 시험절차
B. 1 시험절차
광학 측정시스템의 정밀도 (5 절 참조) 및 그림 3에 따른 예와 관련하여 광학경로에 있는 유리 플레이트의
추가는 상당한 영향을 미칠 수 있다는 점을 고려한다. 전체 실험설정의 최종정밀도 측정은 다음 절차 (그림 B. 1
참조)를 따른다.
Figure B.1 — Quality check of optical measurement system
지름 ≥1/2ddie인 단단한 시험대상물 (예: 판, 3차원 곡면)을 사용한다.
시험 중 시편은 변형되지 않아야 하며 측정시스템에 적합한 표면을 가져야 한다.
시편은 보호유리판을 사용하지 않고 초기 시트 고정위치에서 한번 측정한다 (기준측정)
시편은 초기 시트 Clamping 위치와 최대 예상 부풀림 높이 h max 사이의 서로 다른 위치 5 ~ 10 곳에서
(보호유리판 포함) 측정한다. (그림 B. 1 참조).
B. 2 사후처리
모든 단계에서 모든 측정지점에 대한 좌표가 결정된다.
보정은 Least square fit 로 수행하며 각 스테이지의 3D 좌표는 참고측정값으로 사용하며 이를 위해, 1/2 d Die
직경을 갖는 동심원이 사용된다.
Z 방향편차 (dz)는 정밀도를 떨어뜨리며 9개의 다른 위치에서 측정된 시험 Plate 예가 그림 B. 2 와 B. 3와 같다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 12/20
Figure B.2 — Original displacement dz of a cross section of the reference plate (ddie = 200 mm)
Figure B.3 — Displacement dz of a cross section of the reference plate after movement correction
B. 3 Normalized standard deviation 결정
z, ε1 및 ε2 (5 절 참조)에 대한 표준편차는 직경이 1/2 ddie 인 동심영역에 대해 결정된다.
그림 B. 4 에서 결정된 rms (dzmv)는 위의 주어진 예를 기반으로 표시된다.
그림 B. 4 의 직경 ddie = 200mm 의 예에서 모든 위치의 표준화 표준편차는 한계 [rms (dzmv) n ≤0,015mm]보다 작다.
Figure B.4 — Original standard deviation rms (dz) and normalized standard deviation rms (dzmv)n after movement correction

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 13/20
부속서 C
응답곡면을 기준으로 곡률계산
C. 1 일반
다음 식은 3 절에서 정의된 좌표를 기반으로 Dome 정점 곡률을 결정하기 위한 완전한 2 차 다항식 함수를 기반한
응답곡면을 보여준다. 선형변수 ai는 Squared residuals 의 합을 최소화하여 결정된다.
Residual은 측정형상의 Z 좌표와 응답표면이 제공하는 해당 값 간의 차이로 정의된다.
이 절차는 이축 Stress - Strain 곡선평가를 위해 선택된 각 측정상태에 대해 수행된다.
응답표면의 Parameter 식별은 구 (r1) 내부 측정위치를 기반으로 수행되며 Drawing 방향에 대해 최대변형을
나타내는 측정 Grid 점을 이 구의 중간점으로 취하고 반경 r1을 아래에 표시한다.
With r1-100‖ 10mm
Dome 꼭대기 좌표 (xD, yD, zD)는 응답표면의 고정점이며 두 번째 수식은 Dome 꼭대기에 대한 반경을 나타낸다
(x = xD, y = yD)
C. 2 Dome 꼭대기에서의 두께계산
구 (r2)는 재료두께의 계산에 고려되는 Strain 상태를 정의하며 구 중심점은 Dome 꼭대기와 일치하며 반경 r2는
측정 Grid (SLMG)의 측면길이에서 파생된다.
재료두께의 계산은 측정격자에 따라 X 및 Y 좌표로 정의되고 불연속 점에 주어진 ε3 필드를 기반으로 한다.
ε3 영역은 소성 비압축성의 가정 및 탄성 Strain 기여도를 무시함으로써 계산된 ε1 및 ε2 값에 기초하여 결정된다.
결과적으로 ε 3 필드를 추정화하는 응답표면 함수가 제공된다.
Parameter, bi는 제곱된 Residual의 합을 최소화함으로써 결정되며 Residual 은 응답표면에서 얻은 ε3 값과
측정데이터로 인한 Discrete field 의 차이로 정의된다. 좌표 xD와 yD는 Dome 정점과 일치한다.
다음 식은 Dome 정점에서의 ε3 Strain 과 두께 사이의 관계를 나타낸다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 14/20
부속서 D
항복궤적의 Equibiaxial stress point 와 경화곡선의 결정
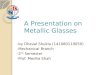
D. 1 일반
Bulge 시험에서 Equibiaxial stress - strain 곡선은 Bulge 시험의 major 및 minor stress 의 평균을 소성 True 두께
Strain 의 절대값에 대해 Plot 하여 구한다. 압연방향으로 일축 인장시험 데이터에서 결정된 True stress- True strain
곡선은 재료경화 및 항복궤적의 Stress 지점계산을 위한 기준으로 사용된다.
Equibiaxial Stress 상태의 Stress - Strain 데이터곡선을 일축 기준곡선과 비교하여 Equibiaxial Stress 점을 계산할
수 있고 Equibiaxial Stress -Strain 곡선을 인장시험의 Strain 보다 높은 곳에서 Work hardening data를 얻을 수
있는 등가 Stress - Strain 곡선으로 변형할 수 있다. Equibiaxial Stress ratio 를 결정하는 방법과 균일신장률을
초과하는 단축 Stress - Strain 곡선을 확장하기 위해 Bulge 시험결과를 계량하는 방법은 D. 2 에 기술되었다
D. 2 과정
여기서 설명하는 방법은 Bulge 시험에서 Stress - Strain 데이터를 처리하는 많은 절차 중 하나이며 기본가정이
충족되었는지 여부를 확인하여 이 방법이 실제와 일관성이 있는지 확인하는 것은 사용자의 책임이다.
의심스러운 경우 이 분야의 전문가와 상담하는 것이 좋다.
이 절차에서는 다음과 같은 가정한다.
- 등방성 경화
- 항복궤적의 모양은 Strain 에 따라 불변.
- 가공경화는 변형경로 (하중경로)와 독립적이다.
- 시험의 하중경로 및 변형경로는 일정하다.
- Bulge 시험의 변형속도 및 온도는 인장시험 변형속도 및 온도에 가깝다. 이 조건이 충족되지 않으면 변형이
필요한지 여부를 결정하기 위해 Strain 속도 및 온도가 재료강도에 미치는 영향을 알아야 한다.
인장시험의 사후 균일 Strain 범위에서 외삽을 가능하게 하기 위한 출발점으로, 압연방향의 인장시험의 균일신장
시 True plastic strain, ε 1-UE를 Equivalent strain, ε E-ref으로 선택한다
이는 인장시험의 True stress -true strain curve 의 최종 유효점으로 간주되며, 여기서 경화곡선은 Bulge
시험데이터를 사용하여 외삽된다. 따라서, 인장시험의 Uniform strain 에서의 Stress 는 Reference flow stress, ζf−ref,
즉 인장강도는 True stress로 사용된다.
Bulge 시험의 상응하는 기준 Stress 값, ζB−ref는 다음과 같은 방법으로 구한다.
식 (D. 2)에서 ε 3-ref는 Bulge 시험에 대한 해당 기준두께 Strain 으로 정의되며 이 부록의 마지막 부분에서
이 방법의 이론적 배경을 설명한다. Bulge 시험곡선은 불연속 값으로 주어지기 때문에 식 (D. 2)에 나타낸 조건을
완벽하게 만족하는 Stress 와 Strain 쌍은 존재하지 않으므로 Bulge시험데이터의 점 m 은 다음 조건과 일치한다.
Bulge 시험에서 요구되는 기준 Stress 는 간단한 선형 보간법으로 계산한다.
이축 Stress ratio 값은
식 (D. 6)에 정의된 이축 Stress 인자를 사용하여, Bulge 시험곡선을 Equivalent strain-stress curve 로 변형할 수
있다. 인장시험의 일축 Stress - Strain 곡선과 결합하여, 균일 Strain 이상으로 외삽된 경화곡선을 만들 수 있다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 15/20
Figure D.1 — Example of the uniaxial stress strain and the equi-biaxial stress-strain curve of a material including the biaxial stress calculation of the reference point and the hardening curve based on scaled bulge test results
표 D. 1에는 Equibiaxial stress 계수가 어떻게 계산되는지, 그리고 Bulge 시험데이터를 사용하여 단축 Stress -
Strain 곡선을 어떻게 외삽하는지를 보여준다. 외삽은 1 축 Stress Strain 곡선에 인장시험의 Uniform strain 보다 큰
부분은 동일한 Strain (표 D. 1 의 9 및 10 열에 주어진)에 Bulge시험 데이터를 추가한다 (표 D. 1의 2 및 3 열에
있음), 표 D. 2에서 그림 D. 1 의 예는 표 D. 1의 절차에 따라 숫자 표로 표현된다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 18/20
앞서 언급한 경화곡선의 외삽법은 이 부속서의 다음 부분에서 설명한다.
등가 Strain 정의의 소성가공원리가 출발점으로 사용된다.
ζεE equivalent plastic strain increment; ζf plastic flow stress; ζ1, ζ2, ζ3 principal stresses in the principal directions 1, 2 and 3 δ1, δ2, δ ε3 corresponding principal strain increments.
단축 인장시험의 경우, ζ2 = ζ3 = 0 이므로, 식 (D. 7)은 다음 식으로 정리된다.
Bulge 시험의 경우 두 평면 Stress 가 동일하다고 가정하면 ζ1 = ζ2 = ζB 및 ζ3 = 0 이 되고 또한 소성 비압축성
조건 δε1 + δε2 + δε3 = 0 을 사용하면 (D. 8) Bulge 시험은 다음 식이 유효하다
등방성 경화는 1축 Stress 와 소성유동 Stress fun = ζ1/ζf 사이에 일정한 비율이 존재함을 의미하며 또한 2축
Stress 와 소성 유동 Stress 사이에도 fbi = ζB / ζf 의 고정비율이 존재한다. Rolling 방향(RD)의 단축 Stress - Strain
곡선은 등가 Stress - Strain 곡선에 대한 기준으로 식 fun = ζ1/ζf = 1로 정의된다.
압연 방향의 일축 인장시험의 경우 아래 조건이 된다..
Bulge 시험의 경우는 다음식이 된다.

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 19/20
Bulge 시험에 대한 등가변형은 식 D. 11 의 적분에 의해 얻어지며 등방성 경화, 즉 일정 fbi 가정에 따라,
Bulge 시험을 위해 다음과 같이 유도된다
식 (D. 12)와 식 (D. 11)을 비교하면 식 (D. 10)의 Strain 증가분이 Isotropic hardening 가정의 결과로
식 (D. 11)의 총 Strain 으로 대체되며 수식 (D. 9)에 적용하면 Bulge시험은 다음 결과로 이어진다.
식 (D. 13)과 fbi의 정의를 사용하면 Bulge으로 인한 이축 Stress - Strain 곡선을 수식 (D. 1) ~ (D. 6) 설명과 같이
Bulge 에 대한 등가 Stress-Strain 곡선으로 변형할 수 있다. Equibiaxial stress 와 압연방향의 일축 Stress 사이의
고정비인 fbi를 계산하기 위해 항복면은 일정한 등가 Strain 에서의 Stress 점으로 정의된다.
정교한 항복기준을 사용하려면 종종 이축 Strain rbi = εTD / εRD가 필요하다.
NOTE 이 변수는 본 표준에서 설명하는 평가방법으로 Bulge시험에서 직접 결정할 수 없다는 전문가 간의
의견으로, 보다 일반적인 방법은 Kuwabara [10] Barlat [11] Yoon [12] Sigvant [13]등이 전체 Plastic work 를 기반으로
하며 순전히 등방성 경화에만 국한되지는 않는다고 제안했다. 본 방법을 사용하여 Bulge 시험에서 유도된 등가
Stress - Strain 곡선과 Strain domain, εE≤ εE -ref = ε1-UE 에서의 단축 Stress - Strain 곡선을 비교하여 등방성 경화의
가정을 시험한다..
Strain 도메인 0,02 <εE ≤ εE -ref에서 2 %보다 큰 편차를 보고하는 것이 좋다.
Bulge 시험에서 낮은 Strain 데이터는 일반적으로 덜 정확하며 이러한 이유로 커브의 초기부분을 사용할 때는
주의하며 초기 항복점에 대한 이축 Stress ratio 를 직접 결정하는 것은 바람직하지 않다.
본 방법을 사용하면 식 (D. 6)의 이축 Stress 인자를 결정할 때 Stress 점 하나만 사용되기 때문에
Stress - Strain 곡선이 너무 많이 변동하지 않아야 한다. 이러한 변동의 원인은 마그네슘 기반 알루미늄 합금과
같은 동적 변형시효의 발생일 수 있다. 이 경우 기본 Stress - Strain 곡선의 smoothing 작업이 필요하다.
Bibliography [1] Keller S., Hotz W., Friebe F. Yield curve determination using the bulge test combined with optical measurements. IDDRG, 2009, pp. 319–30. [2] Klein M., F riebe H., Berger H., Müller E. Optical 3D Measuring Solutions in Optimization of Sheet Metal Development and Manufacturing. 4th Forming Technology Forum Zurich 2011: Zero Failure Production Methods. May 17th - 18th, 2011, Zurich, Switzerland [3] Hallfeldt T., Keller S., Staud D., Merklein M., Güner A., Brosius A. et al. Vereinheitlichung der Versuchsbedigungen für die Fließkurvenermittlung in der hydraulischen Tiefung. Fortschritte der Kennwerteermittlung für Forschung und Praxis, 2009, pp. 129–36. [4] Vrenegor J ., & Noll R. Abschlussbericht zum BMBF-Project SHAPE, Teilvorhaben ―Multi-Punkt- Lasertriangulation mit adaptiver Belichtungsregelung für die 3D-Formänderungsanalyse‖. Fraunhofer Institut für Lasertechnik, Aachen, 2005 [5] Blumbach M. M., Bleck, W., Noll, R., Vrenegor, J. Online-Fließkurvenermittlung im hydraulischen Tiefungsversuch mit Hilfe des Laserlichtschnittverfahrens, 20. Aachener Stahlkolloquium, 2005 [6] Blumbach M. Laseroptische Fließkurvenermittlung im hydraulischen Tiefungsversuch. Dissertation, RWTH Aachen, 2006 [7] Ranta-Eskola A.J. Use of the hydraulic bulge test in biaxial tensile testing. Int. J. Mech. Sci. 1979, 21 pp. 457–465 [8] Santos A .D., & Teixeira P. da Rocha, A.B., Barlat, F. On the determination of flow stress using bulge test and mechanical measurement. NUMIFORM 2010: Proceedings of the 10th International Conference on Numerical Methods in Industrial Forming Processes Dedicated to Professor O. C. Zienkiewicz (1921-2009). AIP Conference Proceedings, Volume 1252, pp. 845-852 ( 2010) [9] Nasser A ., Yadav A ., Pathak P., A ltan T. Determination of the flow stress of five AHSS sheet materials (DP600, DP780, DP780-CR, DP780-HY and TRIP780) using the uniaxial tensile test and viscous pressured bulge (VBP) tests. J. Mater. Process. Technol. 2010, 210 pp. 429–436 [10] Kuwabara T., Van Bael B., Iizuka E. Measurement and analysis of yield locus and work hardening characteristics of steel sheets with different r-values. Acta Mater. 2002, 20 pp. 3717–3729 [11] Barlat F., Aretz H., Yoon J.W., Karabin M.E., Brem J.C., Dick R.E. Linear transformation-based anisotropic yield functions. Int. J. Plast. 2005, 21 pp. 1009–1039

ISO 16808-2014
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 20/20
[12] Yoon J.H., Cazacu O., Yoon J.W., Dick R.E. E aring predictions for strongly textured aluminium sheets. Int. J. Mech. Sci. 2010, 52 pp. 1563–1578 [13] Sigvant M., Mattiasson K., Vegter H., Thilderkvist P. A viscous pressure bulge test for the determination of a plastic hardening curve and Equibiaxial material data. Int. J. of Mat. Forming 2009, 2, pp. 235–242