-
Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a
practical regime of right to information for citizens to secure
access to information under the control of public authorities, in
order to promote transparency and accountability in the working of
every public authority, and whereas the attached publication of the
Bureau of Indian Standards is of particular interest to the public,
particularly disadvantaged communities and those engaged in the
pursuit of education and knowledge, the attached public safety
standard is made available to promote the timely dissemination of
this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti
Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता
है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 8451 (2009): PERIODIC INSPECTION AND TESTING OF HIGHPRESSURE
GAS CYLINDERSCODE OF PRACTICE [MED 16: MechanicalEngineering]
-
IS 8451 : 2009
Hkkjrh; ekudmPp nkc ds xSl flfYakMjksa dk vkofèkd fujh{k.k
,oa
ijh{k.k ó jhfr lafgrk( nwljk iqujh{k.k )
Indian StandardPERIODIC INSPECTIONANDTESTINGOF HIGH
PRESSURE GAS CYLINDERSóCODEOF PRACTICE( Second Revision )
ICS 23.020.30
© BIS 2009
B U R EAU O F I N D I AN S TAN DAR D SMANAK BHAVAN, 9 BAHADUR
SHAH ZAFAR MARG
NEWDELHI 110002
May 2011 Price Group 9
-
Gas Cylinders Sectional Committee, MED 16
FOREWORD
This Indian Standard (Second Revision) was adopted by the Bureau
of Indian Standards, after the draftfinalized by the Gas Cylinders
Sectional Committee had been approved by the Mechanical
EngineeringDivision Council.
This standard was first revised in 1984. In this revision
following clauses have been added/modified:
a) Title and scope modified.b) Depressurization and devalving
procedures.c) Pressure test or ultrasonic examination.d) Inspection
of valves and other accessories.e) Replacement of cylindrical
part.f) Check on tare weight.g) Rejection criteria.
Along with the above clauses following annexures have also been
added in this revision:
a) Inspection period (Annex A).b) Corrosive gases to cylinder
material (Annex B).c) Description, evaluation of defects and
conditions at time of visual inspection (Annex C).d) De-valving
procedure when cylinder valve is obstructed (Annex D).e) Volumetric
expansion testing of gas cylinders (Annex E).f) Recommended
procedures for inspection and maintenance of valves (Annex F).
The Gas Cylinders Rules, 2004 and the Indian Standard
specifications relating to compressed gas cylinderrequire that a
cylinder be condemned when it leaks, or when internal or external
corrosion, denting, bulging,or evidence of rough usage exists to
the extent that the cylinder is likely to be weakened
appreciably.
This standard has been formulated as a guide to cylinder users
and fillers for establishing their own cylinderinspection
procedures and standards. It is, of necessity, general in nature
although some specific limits arerecommended. It should be
distinctly understood that it will not cover all circumstances for
each individualcylinder type. Each cylinder user is expected to
modify them to suit his own cylinder design or the conditionsof use
that may exist in his own service. Rejection, or acceptance for
continued use in accordance with theselimits, does not imply that
these cylinders are, or are not, dangerous, or subject to impending
failure, butrepresents practice which has been satisfactory to a
cross section of the industry.
Experience in the inspection of cylinders is an important factor
in determining the acceptability of a givencylinder for continued
service. Users lacking this experience and having doubtful
cylinders should returnthem to a manufacturer of the same type of
cylinders for reinspection.
In the formulation of this standard, considerable assistance has
been derived from ISO 6406 : 2005 ëPeriodicinspection and testing
of seamless steel gas cylinderí.
The composition of Committee responsible for the formulation of
this standard is given in Annex H.
For the purpose of deciding whether a particular requirement of
this standard is complied with, the final value,observed or
calculated, expressing the result of a test or analysis, shall be
rounded off in accordance withIS 2 : 1960 ëRules for rounding off
numerical values (revised)í. The number of significant places
retained inthe rounded off value should be the same as that of the
specified value in this standard.
-
IS 8451 : 2009
1
Indian StandardPERIODIC INSPECTIONANDTESTINGOF HIGH
PRESSURE GAS CYLINDERSóCODEOF PRACTICE( Second Revision )
1 SCOPE
This standard deals with seamless steel transportablegas
cylinder (single or those from bundles) intendedfor compressed and
liquefied gases under pressure,of water capacity from 0.5 litre up
to and including150 litres. It also applies, as far as practicable,
tocylinders of less than 0.5 litre water capacity.
This standard specifies the requirement for periodicinspection
and testing to verify the integrity of suchgas cylinders to be
reintroduced into service for afurther period of time.
This standard does not apply for periodic inspectionand testing
of acetylene cylinders and compositecylinders.
2 REFERENCES
The following standards contain provisions, whichthrough
reference in this text, constitute provisionsof this standard. At
the time of publication, theeditions indicated were valid. All
standards aresubject to revision and parties to agreements basedon
this standard are encouraged to investigate thepossibility of
applying the most recent editions ofthe standards indicated
below:
IS No. Title3224 : 2002 Valve fittings for compressed gas
cylinders excluding liquefiedpetroleum gas (LPG) cylinders
ñSpecification (third revision)
3745 : 2006 Yoke type valve connections forsmall medical gas
cylinders(second revision)
3933 : 1966 Colour identification of gascylinders and related
equipmentintended for medical use
4379 : 1981 Identification of contents ofindustrial gas
cylinders (firstrevision)
7285 (Part 2) : Refillable seamless steel gas2004 cylinders ó
Specification: Part 2
Quenched and tempered steelcylinders with tensile strengthless
than 1 100MPa (112 kgf/mm2)(third revision)
8198 : 2004 Steel cylinders for compressedgas (atmospheric
gases,hydrogen, high pressureliquefiable gases and
dissolvedacetylene gases) ñ Code ofpractice
8868 : 1988 Periodical inspection interval forgas cylinders in
use
9122 : 2008 Inspection gauges for checkingtype 2 taper threads
of gascylinder valves, taper 3 in 25 óSpecification (first
revision)
10609 : 1983 Refrigerants ó Numberdesignation
3 INTERVALS BETWEEN PERIODICINSPECTION AND TESTA cylinder shall
be due for a periodic inspection andtest on its first receipt by a
filler after the expiry ofthe interval in accordance with the
requirementsgiven in IS 8868 or as approved by the
statutoryauthority.
Provided the cylinder has been subjected to normalconditions of
use and has not been subjected toabusive and abnormal conditions
rendering thecylinder unsafe, there is no general requirement
forthe user to return a gas cylinder before the contentshave been
used even though the test interval mayhave lapsed.
NOTE ó In the case of cylinders used for emergencypurposes (for
example fire extinguishers, breathingapparatus, etc) it is the
responsibility of the owner oruser to submit it for a periodic
inspection and tests withinthe interval specified by national
authorit ies or asspecified in the relevant cylinder design
standard, if thisinterval is shorter.
4 LIST OF PROCEDURES FOR PERIODICINSPECTIONANDTEST
Each cylinder shall be submitted to periodicinspections and
tests. The following procedures formthe requirements for such
inspection and test andare explained in delail in the following
clauses:
a) Identification of cylinder and preparation forinspection and
test (see 5);
IS No. Title
-
IS 8451 : 2009
2
b) Depressurization and devalving (see 6);c) External visual
inspection (see 7);d) Check of internal condition (see 8);e)
Supplementary tests (see 9);f) Inspection of cylinder neck (see
10);g) Pressure test or ultrasonic examination
(see 11);h) Inspection of valve and other accessories
(see 12);j) Replacement of cylinder parts (see 13);k) Final
operations (see 14); andm) Rejection and rendering cylinder
unservice-
able (see 15).
It is recommended that the previously listedprocedures be
performed in the suggested sequence.In particular, the check of
internal condition (see 8)should be carried out before the pressure
test orultrasonic examination (see 11).
Cylinders that fail in inspections or tests shall berejected
(see 15). Where a cylinder passes thepreviously listed procedure,
but the condition of thecylinder remains in doubt, additional tests
shall beperformed to confirm its suitability for continuedservice
(see 9) or the cylinder shall be renderedunserviceable.
The inspections and tests shall be carried out onlyby persons
authorized under the relevant regulations.
Mechanical properties of steel cylinders may beaffected by heat
exposure. Therefore, the maximumtemperature for any operation shall
be limitedaccording to the manufacturerís recommendation.
5 IDENTIFICATION OF CYLINDER ANDPREPARATION FOR INSPECTIONS AND
TESTS
Before any work is carried out, the relevant cylinderdata and
its contents and ownership shall beidentified.
If contents are identified as hydrogen or otherembrittling
gases, only those cylinders manufacturedor qualified as hydrogen
cylinders shall be used forthat service. It shall be checked that
the cylinder iscompatible for hydrogen service, with respect to
themaximum tensile strength and internal surfacecondition.
6 DEPRESSURIZATION AND DEVALVINGPROCEDURES
All cylinders other than cylinders at manufacturerísworks shall
be presumed to contain gas underpressure and the following
precautions shallaccordingly be observed.
6.1 The cylinder contents shall be released in a safe
manner keeping in mind dangers associated with thenature of the
gas in the cylinder. Cylinders, whichcontain or may have been
contaminated by poisonousor obnoxious substances, shall be emptied
only bytest stations properly equipped and experienced tohandle the
particular gas/substance. Such cylindersshall be clearly labelled
that they have beencontaminated.
6.2 The valve shall be opened and if no gas escapesand the port
is not visibly blocked, a charge of lowpressure nitrogen or other
inert gas shall be blowninto the valve outlet. Discharge of gas
after removalof the nitrogen supply indicates that the cylinder
isempty. When no gas discharges the valve shall betreated as
obstructed. Where a cylinder hascontained poisonous or obnoxious
substances, andthe valve is suspected of being obstructed, the
gasshall be released within an approved appliance andthe valves
shall be removed in such a manner thatthe gas escapes without
danger to the operator.
6.3 Should the valve be obstructed the contents ofthe cylinder
shall be released in safe manner as givenin 6.1. Work on cylinders
containing combustiblegases shall be carried out in the open
air.
7 EXTERNALVISUALINSPECTION
7.1 Preparation for External Visual Inspection
When necessary, the cylinder shall be cleaned andhave all loose
coatings, corrosion products, tar, oilor other foreign matter
removed from its externalsurface by a suitable method, for example,
bybrushing, shot blasting (under closely controlledcondition),
water jet abrasive cleaning, chemicalcleaning or other suitable
methods. The method usedto clean the cylinder shall be validated,
controlledprocess. Care shall be taken at all times to
avoiddamaging the cylinder or removing excess amountsof cylinder
wall (see Annex C).
If fused nylon, polyethylene or a similar coating hasbeen
applied and the same is seen to be damaged orprevents a proper
inspection, then the coating shallbe stripped. If the coating has
been removed by theapplication of heat, in no case shall the
temperatureof the cylinder have exceeded 300C.
7.2 Inspection Procedure
The external surface of each cylinder shall beinspected for:
a) Dents, cuts, gouges, bulges, cracks,laminations, or excessive
base wear,
b) Heat damage, plug or neck inserts or electricarc, suspicious
marks, etc (see Table 3).
c) Corrosion (see Table 4) - Special attentionshall be given to
areas where water may be
-
IS 8451 : 2009
3
trapped. These include the entire base area,the junction between
the body and the footring and the junction between the body
andshroud,
d) Other defects such as illegible or incorrect,unauthorized
stamp marking, or unauthorizedadditions or modifications,
e) Integrity of all permanent attachments (seeC-2);and
f) Vertical stability, if relevant (seeC-2).
For rejection criteria, see Annex C. Cylinders nolonger suitable
for future service shall be renderedunserviceable (see 15).
8 CHECKOFINTERNALCONDITION
Cylinders shall be inspected internally to completeperiodic and
testing requirements. For cylindersbeing inspected by the
ultrasonic method in lieu ofthe pressure test and when reference
notches areused for calibration, the valve need not be removed.
Otherwise, each cylinder shall be inspected internallyusing
adequate illumination to identify any defectssimilar to those
listed in 7.2(a) and 7.2(c). Precautionshall be taken to ensure
that the method ofillumination presents no risks to the tester
whileperforming the operation. Any internal liner orcoating that
may obstruct optimum visual inspectionshall be removed. Any
cylinder showing presence offoreign matter or signs of more than
light surfacecorrosion shall be cleaned internally under
closelycontrolled conditions by shot blasting, water jetabrasive
cleaning, flailing, steam jet, hot water jet,rumbling, chemical
cleaning or other suitable method.The method used to clean the
cylinder shall bevalidated, controlled process. Care shall be taken
alltimes to avoid damaging the cylinder or removingexcess amounts
of cylinder wall (see Annex C). Ifcleaning is required, the
cylinder shall be re-inspected after the cleaning operation.
For the cylinder of non-corrosive gases and < 0.5litre water
capacity with an internal neck diameter< 9 mm, alternative
method may be substituted forthe internal visual inspection.
This is:
Looking for contamination, for example, rust fromthe water used
after the hydraulic test. If the rustcontamination is observed in
the hydraulic test fluid,the cylinder shall be rendered
unserviceable.
9 SUPPLEMENTARY TEST
Where there is doubt concerning the type and/orseverity of a
defect found on visual inspection,additional tests or methods of
examination may beapplied, ultrasonic techniques, check weighing,
or
other non-destructing tests. Only when all doubtsare eliminated;
may the cylinder be further processed(seeAnnex C).
10 INSPECTIONOFCYLINDERNECK
10.1 Cylinder to Valve Threads
When the valve is removed, the cylinder to valvethreads shall be
examined to identify the type ofthread and to ensure that they
are:
a) Clean and of full form,b) Free of damages,c) Free of burrs,d)
Free of cracks, ande) Free of other imperfections.
Cracks manifest themselves as lines that runvertically down the
thread and across the threadfaces. They should not be confused with
tap marks(thread machining stop marks). Special attentionshould be
paid to the bottom of the threads. Inaddition threads shall be
checked by a GO, NO GOgauge.
10.2 Other Neck Surfaces
Other surfaces of the neck shall also be examined toensure they
are free of cracks or other defects (seeAnnex C).
10.3 Damaged Internal Neck Thread
Where necessary and where the manufacturer or thecompetent
design authority confirms that the designof the neck permits,
threads may be retapped or thethread type changed to provide the
appropriatenumber of effective threads. After retapping orchanging
thread form, the threads shall be checkedwith the appropriate
thread gauge (see IS 9122).
10.4 Neck Ring and CollarAttachment
When a neck ring/collar is attached, an examinationshall be
carried out to ensure that it is secure toinspect for thread
damage. A neck ring shall only bechanged using an appropriate
procedure. If it isfound that any significant damage to cylinder
materialhas occurred by replacement of the neck ring/collar,the
cylinder shall be rendered unserviceable (see 15).
11 PRESSURE TEST OR ULTRASONICEXAMINATION
11.1 General
Each cylinder shall be subjected to hydraulic pressuretest.
Alternatively ultrasonic examination may beconsidered subject to
approval of statutory authority.WARNING ó Take appropriate measures
to ensure safeoperation and to contain any energy that may be
releasedduring the hydraulic test. It should be noted that
pneumatic
-
IS 8451 : 2009
4
pressure test requires more precautions than hydraulicpressure
tests since, regardless of the size of the container;any error in
carrying out this test is highly likely to leadto a rupture under
gas pressure. Therefore these tests shouldonly be carried out after
ensuring that the safety measuressatisfy the safety
requirements.
Each cylinder subjected to a hydraulic pressure testshall use a
suitable fluid, normally water, as the testmedium. Hydraulic
pressure test may be a proofpressure test or a volumetric expansion
test asappropriate to the design specification of thecylinder. The
hydraulic proof pressure test may bereplaced by a pneumatic proof
pressure test. Havingdecided to use one particular type of test,
its resultswill be final. The test pressure shall be in
accordancewith the stamp markings on the cylinder.
Once a cylinder has failed one of the above mentionedtests, none
of the other test methods shall be appliedto approve the
cylinder.
11.2 Proof Pressure Test
The hydraulic pressure in the cylinder shall beincreased at a
controlled rate until the test pressure,Ph, is reached. The
cylinder shall remain under
pressure Phfor at least 30 s to establish that the
pressure does not fall and that there are no leaks.
NOTE ó Any cylinder fai l ing to comply with therequirement of
proof pressure test shall be renderedunserviceable.
11.3 Hydraulic Volumetric Expansion Test
Annex E proposes a typical method for carrying outthe test and
gives details for determining thevolumetric expansion of seamless
steel gas cylinderby the preferred water jacket method or the
non-water jacket method.
The permanent volumetric expansion of the cylinderexpressed as a
percentage of the total expansion attest pressure shall not exceed
the percentage givenin the design specification or 10 percent
whicheveris lower after the cylinder has been held at testpressure
for a minimum period of 30 s. The cylindershall be rendered
unserviceable.
11.4 Ultrasonic Examination
11.4.1 Scope
This is based on techniques used by cylindermanufacturers. Other
techniques of ultrasonicinspection may be used, provided these have
beendemonstrated to be suitable for the manufacturingmethod.
11.4.2 General Requirements
The ultrasonic testing equipment shall be capable ofat least
detecting the reference standard as described
in 11.4.3.2. It shall be serviced regularly in accordancewith
the manufacturerís operating instructions toensure that its
accuracy is maintained. Inspectionrecords and approval certificates
for the equipmentshall be maintained.
The operation of the test equipment shall be bytrained personnel
and supervised by qualified andexperienced certified personnel.
The inner and outer surface of any cylinder which isto be tested
ultrasonically shall be in a conditionsuitable for an accurate and
reproducible test.
For flaw detection the pulse echo system shall beused. For
thickness measurement either theresonance method or the pulse echo
system shall beused. Either contact or immersion techniques
oftesting shall be used.
A coupling method which ensures adequatetransmission of
ultrasonic energy between thetesting probe and the cylinder shall
be used.
11.4.3 Flaw Detection of the Cylindrical Parts
11.4.3.1 Procedure
The cylinder to be inspected and the search unit shallhave a
rotating motion and translation relative toone another such that a
helical scan of the cylinderwill be described. The velocity of
rotation andtranslation shall be constant within ±10 percent.
Thepitch of the helix shall be less than the width coveredby the
probe (at least 10 percent overlap shall beguaranteed) and be
related to the effective beamwidth such as to ensure 100 percent
coverage at thevelocity of rotational movement and a
translationused during the calibration procedure.
An alternative scanning method may be used fortransverse defect
detection in which the scanningor relative movement of the probes
and the workpiece is longitudinal, the sweeping motion being suchas
to ensure 100 percent surface coverage with about10 percent overlap
of the seeps.
The cylinder wall shall be tested for longitudinaldefects with
the ultrasonic energy transmitted inboth circumferential directions
and for transversedefects in both longitudinal directions.
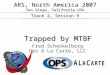
For concave base cylinders where hydrogenembrittlement or stress
corrosion may occur, thetransition region between the cylindrical
part andthe cylinder base shall also be tested for
transversedefects in the directions of the base. For the area tobe
considered (see Fig. 1). The ultrasonic sensitivityshall be set at
+ 6 dB in order to improve the detectionof defects equivalent to 5
percent of the cylindricalwall thickness in this thickened
portion.
-
IS 8451 : 2009
5
In this case or when optional testing if carried outon the
transition area between the wall and neckand/or wall and base, this
may be conductedmanually, if not carried out automatically.
The effectiveness of the equipment shall beperiodically checked
by passing a reference standardthrough the test procedure. This
check shall becarried out at least at the beginning and end of
eachshift. If during this check the presence of theappropriate
reference notch is not detected then allcylinders tested subsequent
to the test acceptablecheck shall be retested after the equipment
has beenreset.
11.4.3.2 Reference standard
A reference standard of convenient length shall beprepared from
a cylinder of similar diameter and wallthickness range and from
material with the sameacoustic characteristics (subjected to the
same heattreatment) and surface finish as the cylinder to
beinspected. The reference standard shall be free
fromdiscontinuities which may interfere with the detectionof the
reference notches.
Reference notches, both longitudinal andtransverse, shall be
machined on the outer and innersurface of the standard. The notches
shall beseparated such that each notch can be
clearlyidentified.
Dimensions and shape of notches are of crucialimportance for the
adjustment of the equipment.(see Fig. 2 and Fig. 3).
The length of the notches (E) shall not be greaterthan 50
mm.
The width (W) shall be not greater than twice the
nominal depth (T). However, where this conditioncannot be met a
maximum width of 1.0 mm isacceptable.
The depth of the notches (T) shall be (5 ± 0.75)percent of the
nominal wall thickness (S) with aminimum of 0.2 mm and a maximum of
1.0 mm, overthe full length of the notch. Run-out at each end
ispermissible.
The notch shall be sharp edged at its intersectionwith the
surface of the cylinder wall. The cross-section of the notch shall
be rectangular except wherespark erosion machining methods are
used; then itis acknowledged that the bottom of the notch shallbe
rounded.
11.4.3.3 Calibration of equipment
Using the reference standard described in 11.4.3.2,the equipment
shall be adjusted to produce clearlyidentifiable indications from
inner and outer surfacenotches. The amplitude of the indications
shall beas near equal as possible. The indication of thesmallest
amplitude shall be used as the rejection leveland for setting
visual, audible, recording or sortingdevices. The equipment shall
be calibrated with thereference standard or probe, or both, moving
in thesame manner, in the same direction and at the samespeed as
will be used during the inspection of thecylinder. All visual,
audible, recording or sortingdevices shall operate satisfactorily
at the test speed.
11.4.4 Wall Thickness Measurement
If the measurement of the wall thickness is not carriedout in
another stage of production, the cylindrical partshall be 100
percent examined to ensure that thethickness is not less than the
guaranteed minimumvalue.
FIG. 1 BASE/WALL TRANSITION REGION
-
IS 8451 : 2009
6
NOTE
T (5 ± 0.75) % S but 0.2 mm T 1 mmW 2 T, but if not possible
then W 1 mm
E 50 mm
FIG. 3 SCHEMATIC REFERENCE NOTCHES FOR CIRCUMFERENTIAL
DEFECTS
KEY
1 External Reference Notch
2 Internal Reference Notch
NOTE
T (5 ± 0.75) % S but 1 mm and 0.2 mmW 2 T but if not possible
then W 1 mmE 50 mm
FIG. 2 SCHEMATIC REFERENCE NOTCHES FOR LONGITUDINAL DEFECTS
-
IS 8451 : 2009
7
11.4.5 Interpretation of Results
Cylinders with indications which are equal to orgreater than the
lowest of the indications from thereference notches shall be
withdrawn. Surfacedefects may be removed; after removal the
cylindersshall be subjected to ultrasonic flow detection
andthickness measurement.
Any cylinder which is shown to be below theguaranteed minimum
wall thickness shall be rejected.
11.4.6 Certification
The ultrasonic testing shall be certified by thecylinder
manufacturer.
Every cylinder, which has passed ultrasonic testingin accordance
with this specification shall be stampmarked with the symbol
‘UT’.
12 INSPECTION OF VALVES AND OTHERACCESSORIES
If valve or any other accessory is to be reintroducedinto
service, it shall be inspected and maintained toensure that it will
perform satisfactorily in serviceand meet the requirements of gas
tightness from thevalve manufacturing standard, that is IS
3224.
An example of suitable method is given in Annex F.
13 REPLACEMENT OF CYLINDRICAL PARTS
Replacement of foot-rings and neck rings or thegrinding of cuts
and other imperfection can be carriedout.
All operations involving application of heat shallconform to the
heat limits in 15.1.2. All corrosionproducts shall be removed prior
to repair.
14 FINAL OPERATION
14.1 Drying, Cleaning and Painting
14.1.1 Drying and Cleaning
The interior of each cylinder shall be thoroughlydried by a
suitable method at a temperature notexceeding 300°C immediately
after hydraulic pressuretesting, so there is no trace of free
water. The interiorof the cylinder shall be inspected to ensure
that it isdry and free from other contaminants.
14.1.2 Painting and Coating
Cylinders are sometimes repainted using paints thatrequire
stoving. Plastic coating may also bereapplied. Paint or coating
shall be applied so thatall markings stamped on the cylinder remain
legible.
In no case shall the temperature of the cylinderexceed 300°C
since overheating could change themechanical properties of the
cylinder.
Table 1 Permissible Deviation in Tare Weight
S lNo.
Cylinder WaterCapacity (V)
l
MaximumPermissibleDeviation in
TareWeight, g
(3)
±50
±200
±400
(2)
0.5 V < 5.05.0 V 20
V>20
(1)
i)
ii)
iii)
14.4 Retest Marking
14.4.1 General
After satisfactory completion of the periodicinspection and
tests, each cylinder shall bepermanently marked according to
relevant standardor regulation, for example, IS 7285 (Part 2) with
presenttest date, followed by:
‘The symbol of the inspection body or teststation.’
14.4.2 Retest Date and Retester Symbol
The retest date is the date of the present test, whichshall be
indicated by the year and month. The retestersymbol is the symbol
of the inspection body or teststation.
14.4.3 Stamping
These marks shall be in accordance with the relevantstandard or
regulation, for example, IS 7285 (Part 2).
14.2 Revalving of the Cylinder
Before revalving the cylinder, the thread type shallbe
identified. The appropriate valve shall be fitted inaccordance with
IS 3224/IS 3745 or to any otherspecification approved by the
statutory authority.Valving shall be done by a torque wrench at a
torqueprescribed by valve manufacturer.
14.3 Check on Cylinder Tare Weight
The tare weight of the cylinders shall be obtained byweighing on
a scale calibrated with traceability tonational or international
standards. The weigh scaleshall be checked for accuracy on a daily
basis. Thecapacity of weighing scale shall be suitable for thetare
weight of the appropriate cylinders.
The tare shall include the mass of the cylinder,valve(s) and all
permanent fittings as it is presentedfor fittings. If tare weight
of the cylinder differs fromthe stamped tare weight by more than
the valueshown in Table 1 and is not due to reasons ofdamage, the
original tare weight shall be cancelled.The new correct tare weight
shall be marked in adurable and legible fashion.
-
IS 8451 : 2009
8
14.5 Reference to Next Test Date
In accordance with the relevant regulations of anauthorized body
and when regulations require, thenext test date may be shown by an
appropriatemethod such as by a disc fitted between the valveand the
cylinder indicating the date (year and month)of the next periodic
inspection and/or tests. Annex Gprovides one example of an existing
system forindicating retest dates. Other systems are in use.
14.6 Identification of Contents
Before the cylinder is reintroduced into service, theintended
contents shall be identified. This need notbe part of the periodic
inspection and test procedure.As an example, use IS 3933 or IS 4379
for colourcoding. If painting is required, care shall be
exercisedin accordance with 14.1.2. If a change of gas serviceis
involved, care shall be taken to follow therequirement of relevant
Indian Standard and as perGas Cylinder Rules, 2004.
14.7 Records
Full record of cylinder examined and tested at anytesting
station shall be maintained giving thefollowing particulars,
namely:
a) Name of the manufacturer and the owner ofthe cylinder;
b) Serial number;c) The specifications to which the cylinder
conforms;
d) Date of original hydrostatic/hydrostaticstretch test;
e) Test reports and certificates furnished by themanufacturer,
if available;
f) Test reports;g) Maximum working pressure;h) Water capacity;j)
Tare Weight;k) Variation, if any, in the tare weight marked on
the cylinder and actual tare weight;m) Condition of the cylinder
shell;n) Name of gas;p) Type of valve fitted;q) Retesting date;
andr) Remarks, if any.
15 REJECTIONANDRENDERINGCYLINDERUNSERVICEABLE
Any cylinder which fails to pass periodic examinationor test or
which loses in its tare weight by over 5percent or which for any
other defect is found to beunsafe for use or after expiry of the
service life of thecylinder, shall not be filled with any
compressed gasand shall be destroyed by flattening it as a whole
orafter being cut into pieces in such a manner that thepieces
cannot again be joined together by weldingor otherwise to form a
cylinder, under intimation tothe owner of the cylinder, as
specified in IS 8198.
ANNEXA(Foreword)
INSPECTION PERIODSA-1 The periodic inspection interval for gas
cylinders containing different gases shall be as follows:
Name ofGas
Acetylene, dissolvedAir, compressedAmmonia (anhydrous or
dissolved)ArgonBoron trichlorideBoron trifluoride (boron
fluoride)Bromochlorodifluoromethane (R-12B1)1)
Bromotrifluoromethane (R-13B1) 1)
Butadiene (vinylethylene, divinyl)ButaneButene
Chemical Symbolof GasC2H2óNH3ArBCl3BF3
CClF2BrCBrF3C4H6C4H10C4H8
Periodical InspectionInterval (inYears)(See Notes)
5252255555
-
IS 8451 : 2009
9
Carbogen (O2 = 95 percent, CO2 = 5 percentby weight)
Carbon dioxideCarbon monoxideChlorineChlorine
trifluorideChlorine pentafluorideChlorodifluoromethane (R-22)
1)
2-Chlorotrifluoroethane (R-133a)1)
Chlorotrifluoroethane (R-1113)1)
Chlorotrifluoromethane (R-13)1)
Coal gas (town gas, lighting gas)CyanogenCyanogen
chlorideCyclopropaneDiborane (boroethane)Dichlorodifluoromethane
(R-12)1)
Dichlorofluoromethane (R-21) 1)
1.2 Dichlorotetrafluoroethane (R-114) 1)
1.1 Difluoroethane (R-152a)1)
1.1 Difluoroethane (R-1132a) 1)
DimethylamineDimethyl ether (methyl ether, methyl
oxide)DimethylpropaneEthaneEthylamine (aminoethane)Ethyl chloride
(chloroethane)EthyleneEthylene oxideFluorineHeliumHydrogenHydrogen
bromideHydrogen chlorideHydrogen cyanideHydrogen fluorideHydrogen
sulphideIsobutaneIsobutyleneKryptonLiquefied petroleum gas (LPG)
2)
MethaneMethanethiol (methylmercaptan)Methyl acetylene
O2 + CO2
CO2COCl 2ClF3ClF5CHClF2CH2ClCF3CClF = CF2CClF3
H2 + CO + CH4(CN)2ClCNC3H6B2H6CCl2F2CHCl2F
CClF2CClF2CH3CHF2CH2=CF2(CH3)2NH(CH3)2OC5H12C2H6
C2H5NH2C2H5ClC2H4C2H4OF2HeH2HBrHClHCNHFH2S
CH(CH3)3CH2=C(CH3)2
KróCH4CH3SH
CH3C =CH
5
522225555222525555555555552255222225555525
Name ofGas Chemical Symbolof Gas
Periodical InspectionInterval (inYears)
-
IS 8451 : 2009
10
Methylamine (amino methane)Methyl bromide (bromomethane)Methyl
chloride (chloromethane)Methyl fluorideMonochlorodifluoroethane
(R-142b) 1)
Monochlorotetrafluoroethane (R-124a)1)
NeonNitrogenNitrogen peroxide (nitrogen dioxide)Nitrogen
tetroxide (dinitrogen tetroxide)Nitrosyl chlorideNitrous
oxideNitroxOctafluorocyclobutane (R-C318)
1)
Oil gas, compressedOil gas, liquefied (Z ñ gas)OxygenPhosgene
(carbonyl chloride)PropanePropene (propylene)Sulphur dioxideSulphur
hexafluorideT-gas 28T-gas 250 (cartox)Trichlorofluoromethane
(R-11)1)
1.1.2 Trichlorotrifluoroethane (R-113)1)
TrifluoromethaneTrifluoromonobromomethaneTrimethylamineVinyl
bromideVinyl chlorideVinyl methylether (methylvinyl oxide)Water
gasXenon
CH3NH2CH3BrCH3ClCH3F
CH3CClF2CHF2ClCF2
NeN2NO2N2O4NOClN2OóC4F8
CO+CmHnCO+CmHnO2COCl2C3H8C3H6SO2SF6
10 percent CO2 + 90 percent C2H4O90 percent CO2 + 10 percent
C2H4O
CCl3FCCl2FCClF2CHF3CF3Br(CH3)3NCH2= CHBrCH2= CHCl
CH3OCH = CH2H2 +COXe
2225555522255522525525255555555225
Name ofGas Chemical Symbolof Gas
Periodical InspectionInterval (inYears)
NOTES1 Dissolved acetylene gas cylinders having monolithic
porous mass shall be subjected to periodical inspection once in
twoyears and those having loose mass once in a year. It may be
noted that dissolved acetylene gas cylinders are not subjected
tohydrostatic testing at the time of periodical inspection.2 This
list contains low pressure liquefiable gases, high pressure
liquefiable gas and permanent gases.
1) IS 10609.2) First periodic inspection after 10 years and
thereafter every 5 years.
-
IS 8451 : 2009
11
ANNEX B(Foreword)
LIST OF GASES CORROSIVE TO CYLINDER MATERIAL
Gas Name Chemical Formula UN Class Subsidiary Risk or
Division
Boron trichloride BCl3 2.3 8
Boron trifluoride BF3 2.3 8
Chlorine Cl2 2.3 8
Dichlorosilane SiH2Cl2 2.3 2.1, 8
Fluorine F2 2.3 5.1, 8
Hydrogen bromide HBr 2.3 8
Hydrogen chloride HCl 2.3 8
Hydrogen cyanide HCN 6.1 3
Hydrogen fluoride HF 8 6.1
Hydrogen iodide HI 2.3 8
Methylbromide CH3Br (R40B1) 2.3
Nitric oxide NO 2.3 5.1, 8
Nitrogen dioxide N2O4 2.3 5.1, 8
Phosgene COCl2 2.3 8
Silicon tetrachloride SiCl4 8
Silicon tetrafluoride SiF4 2.3 8
Sulphur tetrafluoride SF4 2.3 8
Trichlorosilane SiHCl3 4.3 3,8
Tungsten hexafluoride WF6 2.3 8
Vinyl bromide CH2 : CHBr (R1140B1) 2.1
Vinyl chloride CH2 : CHCl (R1140) 2.1
Vinyl bromide C2H3F (R1141) 2.1
NOTES1 These gases in a pure form are recognized to be
potentially corrosive to low alloy steels.2 Mixtures containing
these gases may not be corrosive.
-
IS 8451 : 2009
12
C-1 GENERAL
Gas cylinder defects may be physical, material or dueto
corrosion as a result of environmental or serviceconditions to
which the cylinders have beensubjected during its life.
The object of this annexure is to give generalguidelines to gas
cylinder users as to the applicationof rejection criteria.
This annexure applies to all cylinders, but those that
ANNEXC(Foreword; and Clauses 7.1, 7.2, 8, 9 and 10.2)
DESCRIPTION, EVALUATION OF DEFECTS AND CONDITIONS FOR REJECTION
OFSEAMLESS STEEL GAS CYLINDER AT TIME OF VISUAL INSPECTION
have contained gases having special characteristicsmay require
modified controls.
Any defects in the form of a sharp notch may beremoved by
grinding, machining or other approvedmethods.After such a repair,
the wall thickness shallbe checked, for example,
ultrasonically.
C-2 PHYSICAL OR MATERIAL DEFECTS
Evaluation of physical or material defects shall be inaccordance
with Table 3.
Table 3 Rejection Limits Relating to Physical and Material
Defects in the Cylinder Shell[Clauses 7.2(b) and C-2]
Sl No. Type of Defects Definition Rejection Limit in Accordance
with Clause 71)
(1) (2) (3) (4)i) Bulge Visible swelling of the cylinder All
cylinders with such a defect
ii) Dent A depression in the cylinder When the depth of the dent
exceeds 3 percent of thethat has neither penetrated nor external
diameter of the cylinderremoved metal and is greater in ordepth
than 1 percent of the outside when the diameter of the dent is less
than 15 timesexternal diameter its depth
iii) Cut or gouge A sharp impression where metal When the depth
of the cut or gouge exceed 10 percenthas been removed or
redistributed of the wall thicknessand whose depth exceeds 5
percent orof the cylinder wall thickness (see When the length
exceeds 25 percent of the outsideFig. 4) diameter of the
cylinder
orWhen the wall thickness is less than the minimumdesign
thickness
iv) Crack Split or a rift in the metal (see All cylinders with
such defectsFig. 5)
v) Damage Excessive general or localized All cylinders in
categories (a) and (b)heating of a cylinder usuallyindicated by:
All cylinders in categories (c) and (d) may be acceptablea) partial
melting of the cylinder after inspection and/or testing.b)
distortion of the cylinderc) charring or burning of paintd) fire
damage to valve, meltingof plastic guard or data ringor fusible
plug, if fitted
vi) Plug or neck Additional inserts fitted in the All cylinders
unless it can be clearly established thatinserts cylinder neck,
base or wall addition is a part of approved design
vii) Stamping Marking by means of a metal All cylinders with
illegible, modified or incorrectpunch markings
viii) Arc or torch Partial melting of the cylinder, All
cylinders with such defectsburns the addition of weld metal or
the
removal of metal by scarfingor cratering
ix) Suspicious marks Marks introduced other than by All
cylinders with such defectsthe cylinder manufacturing processand
approved
x) Vertical stability ó Deviation from verticality which may
present a riskduring service (especially if fitted with foot
ring)
1) When applying the rejection criteria given in this table, the
conditions of use of the cylinders, the severity of the defects
andsafety factors in the design shall be taken into
consideration.
-
IS 8451 : 2009
13
Permanent attachments (for example foot rings orshrouds) shall
be inspected and shall be suitable forthese intended purposes.
C-3 CORROSION
C-3.1 General
The cylinder may be subjected to the environmentalconditions
that could cause external corrosion of themetal.
Internal corrosion of the metal may also occur owing toservice
conditions.
There is difficulty in presenting definite rejection limits
in tabular form for all sizes and types of cylinders andtheir
service conditions. The limits of rejection areusually established
following considerable fieldexperience.
Extensive experience and judgement are required inevaluating
whether cylinders that have corrodedinternally are safe and
suitable for return to service. It isimportant that the surface of
the metal is clean ofcorrosion products prior to the inspection of
thecylinder.
C-3.2 Types ofCorrosion
The types of corrosion generally may be classified asin Table
4.
Table 4 RejectionCriteria forCorrosion of
theCylinderValve(Clauses 7.2(c) and C-3.2)
Sl No. Type of Corrosion Definition Rejection Limit in
Accordance with Clause 71)
(1) (2) (3) (4)i) General corrosion Loss of wall thickness over
an If the original surface of the metal is no longer
area of more than 20 percent of recognizableeither the interior
or exterior total orsurface area of the cylinder If the depth of
penetration exceeds 10 percent of the(see Fig. 6) original
thickness of wall
orIf the wall thickness is less than the minimum designedwall
thickness
ii) Local corrosion Loss of wall thickness over an If the depth
of penetration exceeds 20 percent of thearea of less than 20
percent of original thickness of the cylinder walleither the
interior or exterior ortotal surface area of the cylinder, If the
wall thickness is less than the designed thickness2)except for the
other types of localcorrosion described below
iii) Chain pitting or Corrosion forming, a narrow If a total
length of corrosion in any direction exceedsline corrosion
longitudinal or circumferential the diameter of the cylinder and
the depth exceeds 10
line or strip or isolated craters or percent of the original
wall thickness2)pits which are almost connected or(see Fig. 7) If
the wall thickness is less than the designed thickness2)
iv) Isolated pits Corrosion forming isolated If the diameter of
the pits is greater than 5 mm, refer tocraters, without significant
the ëlocal corrosioní row.alignment (see Fig. 8) If the diameter of
the pits is less than 5 mm, the latter,
the cylinder should be assessed as carefully as possible inorder
to check that the remaining thickness of the wallor base is
adequate for the intended use of the cylinder
v) Crevice corrosion Corrosion associated with taking If, after
thorough cleaning, the depth of penetrationplace in, or immediate
exceeds 20 percent of the original wall thicknessaround, an
aperture
1) When applying the rejection criteria given in Table 3, the
conditions of use of the cylinders, the severtity of the defects
and safetyfactors in the design shall be taken into
consideration.
2) If corrosion has reached limits of depth or extent, the
remaining wall thickness shall be checked with an ultrasonic
device. Thewall thickness may be less than the minimum design wall
thickness, that is small (depth and extent) isolated pits (see Fig.
8), whereauthorized by the relevant regulations taking into
consideration the severity of the defect and safety factors.
-
IS 8451 : 2009
14
FIG. 4 CUT OR GROOVE
FIG. 5 CRACK
FIG. 6 GENERAL CORROSION
FIG. 7 CHANNEL (LINE) CORROSION
-
IS 8451 : 2009
15
FIG. 8 ISOLATED PITS
ANNEX D(Foreword)(Informative)
PROCEDURE TO BE ADOPTED WHEN DEVALVING AND WHEN IT ISSUSPECTED
THAT A CYLINDER VALVE IS OBSTRUCTED
D-1 CHECK FOR OBSTRUCTED VALVE
The following procedures shall be carried out onlyby trained
personnel. In view of the potential of thehazards in cylinders,
this operation can lead to injuryfrom stored energy release, fire
and toxic hazards,hence personnel can take such precautions
asdeemed necessary for the work to be performed.When the gas, if
any, has been released and thepressure within the cylinder reduced
to atmosphericpressure, and, in the case of liquefied gases,
whenthere is no frost or dew on the outside of the cylinder,the
valve may be removed after an additional checkis made to establish
that there is free passage throughthe valve.
As indicated in 6, a systematic check shall be madeto establish
that the passage through the valve isunobstructed. The method
adopted shall be arecognized procedure such as one of the
followingor one that provide equivalent safeguards:a) By
introducing gas at a pressure up to 5 bar
and checking its discharge;b) By using device shown in Fig. 9 to
hand pump
air into the cylinder; andc) For cylinder of liquefied gases,
first check to
establish that the total weight of the cylinderis the same as
the tare stamped on the cylinder,if there is a positive difference,
the cylindermay contain either liquefied gas underpressure or
contaminants. Lack of a positive
difference does not rule out the presence of agas under
pressure.
D-2 VALVE UNOBSTRUCTED
Only when it is established that there is noobstruction to gas
flow in the cylinder valve, thevalve may be removed.
D-3 VALVE OBSTRUCTED
When a cylinder is found to have an obstructed gaspassage in the
valve, the cylinder shall be set asideand handled by specially
trained personnel in thistask as follows:a) By sawing or drilling
the valve body until
interception is made with the gas passagebetween the valve body
stem and valve bodyspindle seat. The operation shall be
properlycooled particularly when handling oxidizinggases; and
b) By loosening or piercing the pressure reliefdevice in a
controlled manner.
The preceding methods are applicable for cylindersof non-toxic,
non-flammable and non-chlorofluorocarbon (CFC) gases. Appropriate
safetyprecautions should be taken to ensure that no hazardresults
from the uncontrolled discharge of anyresidual gas.
Where the contents are toxic, flammable, oxidizingor CFC, the
preferred method is to partially unscrew
-
IS 8451 : 2009
16
the valve within a glanded cap, secured and joinedto the
cylinder and vented to a safe discharge.The principals of a
suitable device are illustrated inFig. 10.
This procedure shall be performed in a controlledmanner in such
a way as to avoid personal injury.
KEY1 Rubber tube (internal diameter 8 mm, external diameter 13
mm)ground to olive shape and bonded
2 Tube (internal diameter 3 mm, external diameter 8 mm)3 Rubber
bulb4 Bonded
5 Hand pressure
All dimensions in millimetres.
FIG. 9 TYPICAL DEVICE FOR DETECTING OBSTRUCTED CYLINDER
VALVE
-
IS 8451 : 2009
17
KEY1 Drive for devalving machine2 Gas-tight gland3 Gas-tight
seal4 Cylinder frame and clamping device5 Pressure gauge6 Vent
valve7 Direction of rotation
8 Gas disposal system
NOTE ó Operate remotely using devalving machine.
All dimensions in millimetres.
FIG. 10 TYPICAL DEVICE FOR THE REMOVAL OF A DAMAGED GAS CYLINDER
VALVE
-
IS 8451 : 2009
18
ANNEXE(Foreword; andClause 11.3)
(Informative)
VOLUMETRIC EXPANSION TESTING OF GAS CYLINDERS
E-1 GENERAL
This annex describes methods for the hydrostaticstretch testing
of cylinders intended for the storageand transport of compressed
gases. Two methods,namely, water jacket method and non-jacket
method,have been covered.
E-2 WATER JACKET METHOD
E-2.1 Apparatus
The arrangement of apparatus for the test may be ofthe type
indicated in Fig. 11.
E-2.1.1 Graduated Tube
The graduated tube used for the measurement shallbe of such
diameter that a permanent change involume of the cylinder of the
order of 1/20 000 thetotal cylinder capacity may be readily
observed. Also
the length of tube shall be such that its capacityexceeds the
total volumetric expansion of the cylinderunder test. The diameter
shall be uniform andsufficiently small to permit an accurate
reading ofthe expansion.
E-2.1.2 Pressure Gauge
Two pressure gauges or a duplicate gauge shall beused and shall
be capable of reading to within onepercent of the test pressure for
pressures up to andincluding 15 kgf/cm and within two percent
forpressures above 15 kgf/cm.
E-2.2 Procedure Before Testing
The water jacket shall be filled with water to aconvenient level
on the graduated glass tube. Alsoarrangement for expelling
entrapped from the waterjacket shall be made.
FIG. 11 WATER JACKET METHOD
-
IS 8451 : 2009
19
E-2.3 Precautions
Care shall be taken to prevent any leakage throughthe joint
between the cylinder neck and the waterjacket cover. Change of
temperature of the water inthe jacket during the test shall be
avoided.
E-2.4 Readings
Reading of the water level in the graduated tube shallbe
taken:
a) before the test pressure has been applied tothe cylinder
(C1),
b) after the test pressure has been applied for 30s (C2),
and
c) after the release of the test pressure (C3).
The difference between C1 and C2 represents the totalvolumetric
expansion and the difference between C1and C3 represents the
permanent expansion.
E-3 NON-JACKETMETHOD
E-3.1 Apparatus
The arrangement of apparatus for the test may be ofthe type
indicated in Fig. 12.
E-3.1.1 Graduated Tube
The graduated tube used for the measurement shallbe of such
diameter that a permanent change involume of the cylinder of the
order of 1/20 000 thetotal cylinder capacity may be readily
observed. Alsothe length of tube shall be such that its
capacityexceeds the total volumetric expansion of the cylinderunder
test. The diameter shall be uniform and
sufficiently small to permit an accurate reading ofthe
expansion.
E-3.1.2 Pressure Gauge
Two pressure gauges or a duplicate gauge shall beused and shall
be capable of reading to within onepercent of the test pressure for
pressure up to andincluding 15kgf/cm and within two percent
forpressure above 15kgf/cm.
E-3.2 Procedure Before Testing
Before connections are made for testing, the cylindershall be
completely filled with water and alsoarrangement for expelling
entrapped air from thecylinder shall be made.
E-3.3 Connections
All connections shall be air-free and water tight.
E-3.4 Precautions
The water used shall be air free and the joints shallbe leak
proof as far as possible. However, if necessary,care shall be taken
to ensure that the quantity ofwater in the system is always
constant by returningany water leaking past the joints to the
system.Piping shall be as short as possible and of as small avolume
as practicable. Pump shall be of sufficientcapacity to build the
required pressure in a reasonableperiod of time.
E-3.5 Readings
A reading (C1) of the water level in the graduatedtube shall be
taken when the apparatus has been
FIG. 12 NON-JACKET METHOD
-
IS 8451 : 2009
20
completely filled with air-free water and the valve tothe water
supply has been closed.
E-3.5.1 After the test pressure has been applied for30 s, a
second reading (C2) of the water level shall betaken.A final
reading (C3) shall be taken after removalof the internal pressure
by opening the release valve.
E-3.5.2 The difference between C1 and C2 representsthe total
volumetric expansion. However, the
apparent total volumetric expansion calculated in thismanner
needs to be corrected by deducting anamount equal to 4.12 10-5 PV,
where P is the testpressure in kgf/cm and V is the volume of
waterunder compression in cm. The difference betweenC1 and C3
represents the permanent volumetricexpansion without the necessity
of correcting forthe compressibility of water.
F-1All threads shall be checked to ensure that the
threaddiameters, form, length, and taper are satisfactory.
If threads show sign of distortion, deformation orburring, these
faults shall be rectified. Excessive threaddamage or the serious
deformation of the valve body,handwheel, spindle or other
components is the causefor replacement.
Maintenance of the valve shall include general cleaningtogether
with replacement of elastomers and worn ordamaged components,
packing and safety devices,
ANNEX F(Foreword; and Clause 12)
INSPECTION AND MAINTENANCE OF VALVESAND THEIR
JUNCTIONSóRECOMMENDED PROCEDURES
where necessary.
Where the use of lubricants/elastomers is permitted,only those
approved for the gas service shall be used,particularly for
oxidizing gas service.
After the valve has been reassembled, it shall be checkedfor
correct operation and shall undergo internal andexternal leak
checks at intended operating pressure. Thismay be done prior to the
valve being refitted to thecylinder or during and after the first
gas changesubsequent to the inspection and test of the
cylinder.
-
IS 8451 : 2009
21
ANNEXG(Clause 14.5)
TEST DATE RINGS FOR GAS CYLINDERS
Year Colour Shape(1) (2) (3)2000 Aluminium Circle2001 Red
Hexagon2002 Blue Hexagon2003 Yellow Hexagon2004 Green Hexagon2005
Black Hexagon2006 Aluminium Hexagon
2007 Red Square2008 Blue Square2009 Yellow Square2010 Green
Square2011 Black Square2012 Aluminium Square
2013 Red Circle2014 Blue Circle2015 Yellow Circle2016 Green
Circle2017 Black Circle2018 Aluminium Circle
2019 Red Hexagon2020 Blue Hexagon2021 Yellow Hexagon2022 Green
Hexagon2023 Black Hexagon2024 Aluminium Hexagon
NOTES1 Colour and shape of test date ring on cylinders to be
tested during the year indicated in column.2 The sequence of colour
and shape of test date rings is to be repeated on an 18-year cycle.
Hence 2018 is a repeal of 2000.
-
IS 8451 : 2009
22
Organization Representative(s)
Petroleum and Explosive Safety Organization, Nagpur SHRI M.
ANBUNATHAN (Chairman)SHRI C. R. SURENDRANATHAN (Alternate)
All India Industrial Gases Manufacturers Association, New Delhi
SHRI SIDDARTHA. PATELSHRI S. DEB (Alternate)
Bharat Petroleum Corporation Ltd, Mumbai SHRI THARIYANGEORGESHRI
SANJAY PHULLI (Alternate)
Bharat Pumps and Compressors Ltd, Allahabad SHRI J. P. SINHASHRI
P. G. CHOUDHURY (Alternate)
BOC India Ltd, Kolkata SHRI K.MANOHARANSHRI RAMANAVUTUKURU
(Alternate)
Everest Kanto Cylinder Ltd, Mumbai SHRI A. K. PARIKHSHRI P. M.
SAMVATSAR (Alternate)
Hindustan Petroleum Corporation Ltd, Mumbai SHRI K.
SRINIVASSHRIALOK KUMAR GUPTA (Alternate)
Indian Oil Corporation Ltd, Mumbai SHRI S. S. SAMANTSHRI RAJESH
HAZARNIS (Alternate)
International Industrial Gases Ltd, Kolkata SHRI DEVENDRAK.
GARGSHRI NIKHILESh K. GARG (Alternate)
Kabsons Gas Equipments Ltd, Hyderabad SHRI SATISHKABRASHRI S.
GOPALAIAH (Alternate)
Kosan Industries Ltd, Mumbai/Surat SHRI S. K. DEY (Surat)SHRI S.
B. BOMAL (Alternate)
LPG Equipment Research Centre, Bangalore SHRI G. P. GUPTA
Mahanagar Gas Limited, Mumbai SHRI RAJESH PRABHUSHRI SUSHIL
PATIL (Alternate)
Maruti Koatsu Cylinders Ltd, Mumbai SHRI NITIN J. THAKKARSHRI A.
S. SARAN (Alternate)
Ministry of Defence (DGQA), Pune COLM. S. KATTILT-COL RAVI KUMAR
(Alternate)
Praxair India Ltd, Bangalore SHRI MILAN SARKARSHRI ARINDAM DAS
(Alternate)
Research & Development Establishment (Engineers), Pune SHRI
P. K. CHATTOPADHYAYSHRI A. BASU (Alternate)
Sakha Engineers Pvt Ltd, New Delhi SHRI AMARJIT S.KOHLI
SICGIL India Ltd, Chennai SHRI FAROOQUE DADABHOYSHRI R.
PADMANABAN (Alternate)
Steel Authority of India Ltd, Salem/Delhi SHRI T.
KALYANASUNDARAMSHRI N. K. VIJAYAVARGIA (Alternate)
Supreme Cylinders Ltd, Delhi SHRIM. L. FATHEPURIA
Tekno Valves, Kolkata SHRI Y. K. BEHANISHRI R. BEHANI
(Alternate)
ANNEXH(Foreword)
COMMITTEECOMPOSITIONGasCylinders Sectional Committee,MED16
-
IS 8451 : 2009
23
Trans Valves (India) Pvt Ltd, Hyderabad SHRIA. K. JAINSHRI ANUJ
JAIN (Alternate)
Vanaz Engineers Ltd, Pune SHRI S. K. KHANDEKARSHRI S. R. SARVATE
(Alternate)
In personal capacity (Menon & Patel, 14/1, Mile, SHRI
EBRAHIMM. PATELMathura Road, Faridabad)
In personal capacity (303, Shantikunj, Pandav SHRI L. D.
THAKKARBunglows Lane Athwalines, Surat)
BIS Directorate General Scientist ëFí & Head
(MED)[Representing Director General (Ex-officio)]
Member SecretarySHRI C. K. VEDA
SCIENTIST ëFí & HEAD (MED), BIS
Organization Representative(s)
DissolvedAcetylene Cylinders, Generators, Acetylene Pipe Lines
and High PressureGas Cylinders Subcommittee,MED 16 : 3
Petroleum and Explosive Safety Organization, Nagpur SHRI C. R.
SURENDRANATHAN (Convener)SHRI V. B. BORGAONKAR (Alternate)
Al-Can Exports Pvt Ltd, Dist Thane SHRIVIJAYK. PARIKHSHRI D. C.
DAVE (Alternate)
All India Industrial Gases Manufacturers Association, New Delhi
SHRI SIDDARTHA. PATELSHRI S. DEB (Alternate)
Bharat Pumps and Compressors Ltd, Allahabad SHRI J. P. SINHASHRI
P. G. CHOUDHURY (Alternate)
BOC India Ltd, Kolkata SHRI P. K. BHATTACHARYASHRI D. MUKHERJEE
(Alternate)
Everest Kanto Cylinder Ltd, Mumbai SHRI A. K. PARIKHSHRI P. M.
SAMVATSAR (Alternate)
Hindalco Industries Limited, Mumbai SHRI SUBHANKARGUPTASHRI S.
DEVADOSS (Alternate)
International Industrial Gases Ltd, Howrah SHRI DEVENDRAK.
GARGSHRI NIKHILESH GARG (Alternate)
Jai Maruti Gas Cylinders Gases Ltd, Gwalior SHRIASHOKK.
NIGAMSHRI VAISHNAV NIGAM (Alternate)
Klas Technology Ventures Ltd, Bangalore SHRI K. G.
KRISHNAMURTHYSHRI K. J. KULKARNI (Alternate)
KVK Corporation, Mumbai SHRIR.CHANDGOTHIASHRI V. CHANDGOTHIA
(Alternate)
Mahanagar Gas Limited, Mumbai SHRI RAJESH PRABHUSHRI SUSHIL
PATIL (Alternate)
Maruti Koatsu Cylinders Ltd, Mumbai SHRI NITIN J. THAKKARSHRI A.
S. SARAN (Alternate)
-
Ministry of Defence (DGQA), Pune COLM. S. KATTILT-COL RAVI KUMAR
(Alternate)
Praxair India Ltd, Bangalore SHRIMILANSARKARSHRI ARINDAM DAS
(Alternate)
Rama Cylinders Pvt Ltd, Mumbai SHRI SANJAYR.NAPHADESHRI SANJAY
S. MANDE (Alternate)
SICGIL India Ltd, Chennai SHRIRUQSHADDADABHOYSHRI R. PADMANABAN
(Alternate)
Strategic Engineering (P) Ltd, Chennai DRM. RAMAKRISHNASHRI G.
S. VISWANATH (Alternate)
Techno Valves, Kolkata SHRI Y. K. BEHANISHRI R. BEHANI
(Alternate)
IS 8451 : 2009
24
Organization Representative(s)
-
Bureau of Indian Standards
BIS is a statutory institution established under the Bureau of
Indian Standards Act, 1986 to promote harmoniousdevelopment of the
activities of standardization, marking and quality certification of
goods and attending toconnected matters in the country.
Copyright
BIS has the copyright of all its publications. No part of these
publications may be reproduced in any formwithoutthe prior
permission in writing of BIS. This does not preclude the free use,
in course of implementing the standard,of necessary details, such
as symbols and sizes, type or grade designations. Enquiries
relating to copyright beaddressed to the Director (Publications),
BIS.
Review of Indian Standards
Amendments are issued to standards as the need arises on the
basis of comments. Standards are also reviewedperiodically; a
standard along with amendments is reaffirmed when such review
indicates that no changes areneeded; if the review indicates that
changes are needed, it is taken up for revision. Users of Indian
Standardsshould ascertain that they are in possession of the latest
amendments or edition by referring to the latest issue ofëBIS
Catalogueí and ëStandards: MonthlyAdditionsí.
This Indian Standard has been developed fromDoc No.: MED 16
(0947).
Amendments Issued Since
Publication______________________________________________________________________________________
Amendment No. Date of Issue
TextAffected______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
BUREAUOFINDIANSTANDARDSHeadquarters:
Manak Bhavan, 9 Bahadur Shah ZafarMarg, NewDelhi
110002Telephones: 23230131, 23233375, 23239402 Website:
www.bis.org.in
Regional Offices: Telephones
Central : Manak Bhavan, 9 Bahadur Shah Zafar Marg
23237617NEWDELHI110002 23233841
Eastern : 1/14, C.I.T. SchemeVIIM,V.I.P. Road,Kankurgachi
23378499,23378561KOLKATA700054 23378626,23379120
Northern : SCO335-336,Sector34-A,CHANDIGARH160022
26038432609285
Southern : C.I.T.Campus, IVCrossRoad,CHENNAI 600113
22541216,2254144222542519,22542315
Western : Manakalaya, E9MIDC,Marol,Andheri (East)
28329295,28327858MUMBAI400093 28327891,28327892
Branches: AHMEDABAD. BANGALORE. BHOPAL. BHUBANESHWAR.
COIMBATORE. DEHRADUN.FARIDABAD. GHAZIABAD. GUWAHATI. HYDERABAD.
JAIPUR. KANPUR.
LUCKNOW.NAGPUR.PARWANOO.PATNA.PUNE.RAJKOT.THIRUVANATHAPURAM.VISAKHAPATNAM.
K.G. Computers, Ashok Vihar, Delhi
-
AMENDMENT NO. 1 MAY 2013 TO
IS 8451 : 2009 PERIODIC INSPECTION AND TESTING OF HIGH PRESSURE
GAS CYLINDERS — CODE OF
PRACTICE
(Page 9, Informal table) — Insert the following after coal gas
(town gas, lighting gas):
Name of Gas Chemical Symbol of Gas
Periodical Inspection Interval (in Years)
Compressed Natural gas (CNG)
– 3
(Page 10, Informal table, Note 2) — Insert the following new
note:
‘3 Cylinders for compressed natural gas shall be subjected to
both pressure test and ultrasonic examination as per 11. The
ultrasonic examination shall be done after the hydraulic proof
pressure test.’ (MED 16)
Reprography Unit, BIS, New Delhi, India