Embed Size (px)
Citation preview

© BIS 2004
B U R E A U O F I N D I A N S T A N D A R D SMANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
IS : 4029 - 1967(Reaffirmed 2002)
Edition 1.3(2002-05)
Price Group 5
Indian StandardGUIDE FOR TESTING THREE-PHASE
INDUCTION MOTORS
(Incorporating Amendment Nos. 1, 2 & 3)
UDC 621.313.333 : 620.1

IS : 4029 - 1967
B U R E A U O F I N D I A N S T A N D A R D SMANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
Indian StandardGUIDE FOR TESTING THREE-PHASE
INDUCTION MOTORS
Rotating Machinery Sectional Committee, ETDC 15
Chairman RepresentingSHRI J. S. ZAVERI Bharat Bijlee Limited, Bombay
MembersSHRI C. E. BHASKAR RAO ( Alternate to
Shri J. S. Zaveri )SHRI H. U. DADA Indian Electrical Manufacturers’ Association,
CalcuttaSHRI K. R. DAS GUPTA Calcutta Electric Supply Corporation Ltd, Calcutta
SHRI T. K. GHOSH ( Alternate )SHRI P. K. GUPTA The General Electric Co of India Private Ltd,
CalcuttaSHRI I. D. JAIN Army HeadquartersSHRI G. D. JOGLEKAR Carbon Brushes Subcommittee, ETDC 15 : 3, ISIJOINT DIRECTOR STANDARDS
(ELECTRICAL)Railway Board (Ministry of Railways)
DEPUTY DIRECTOR STANDARDS (ELECTRICAL)-I ( Alternate )
SHRI B. K. MUKHERJEE National Test House, CalcuttaSHRI J. P. MUKHERJI Walchandnagar Industries Ltd, Walchandnagar
SHRI C. S. BIJLANI ( Alternate )SHRI A. N. NIMKAR Jyoti Limited, Baroda
SHRI P. L. PRADHAN ( Alternate )SHRI S. G. PADHYE Crompton Greaves Ltd, BombaySHRI K. G. PARIKH Millowners’ Association, Bombay
SHRI S. SARUP ( Alternate )SHRI R. R. PATEL Research & Development Organization for Electrical
Industry (Ministry of Industry)SHRI S. G. RAMACHANDRA Kirloskar Electric Co Ltd, Bangalore
SHRI G. N. PARAKI ( Alternate )SHRI K. P. RAMACHANDRAN Guest, Keen, Williams, Ltd, Bombay
SHRI K. R. R. IYENGAR ( Alternate )SHRI U. S. SAVAKOOR Directorate General of Supplies & Disposals
(Inspection Wing) (Ministry of Supply, TechnicalDevelopment & Materials Planning)
SHRI D. T. GURSAHANI ( Alternate )SHRI K. N. SHENOY Hindustan Brown Boveri Ltd, Bombay
SHRI V. D. ERANDE ( Alternate )SHRI K. M. SINCLAIR Heavy Electricals (India) Ltd, Bhopal
DR A. K. GOSWAMI ( Alternate )( Continued on page 2 )

IS : 4029 - 1967
2
( Continued from page 1 )Members Representing
STAFF OFFICER (SURFACE WEAPONS)
Naval Headquarters
STAFF OFFICER, ELECTRICALENGINEERING ( Alternate )
SHRI M. M. VADI Department of Technical Development (Ministry ofSupply, Technical Development & MaterialsPlanning)
DR VAKIL AHMED ( Alternate )SHRI R. T. VASANTA Rohtas Industries Ltd, DalmianagarSHRI S. N. VINZE Central Water & Power Commission (Power Wing)
SHRI H. R. KULKARNI ( Alternate )SHRI Y. S. VENKATESWARAN, Director General, ISI ( Ex-officio Member )
Director (Elec tech) ( Secretary )
Industrial Motors Subcommittee, ETDC 15 : 1Convener
SHRI S. G. RAMACHANDRA Kirloskar Electric Co Ltd, BangaloreMembers
SHRI SAIN DASS BHALLA Gautam Electric Motors Private Ltd, New DelhiSHRI G. D. GUPTA ( Alternate )
SHRI C. E. BHASKAR RAO Bharat Bijlee Ltd, BombaySHRI T. R. MOHAN ( Alternate )
SHRI H. P. CHATTERJEE Hindustan Steel Ltd, DurgapurSHRI P. K. BANERJEE ( Alternate )
SHRI H. U. DADA Indian Electrical Manufacturers’ Association,Calcutta
SHRI A. K. GOSWAMI Heavy Electricals (India) Ltd, BhopalSHRI S. KUMAR ( Alternate )
SHRI P. K. GUPTA General Electric Co of India Private Ltd, CalcuttaSHRI S. K. KAUL Engineering Association of India, Calcutta
SHRI A. BANERJEE ( Alternate )SHRI B. K. MUKHERJEE National Test House, CalcuttaSHRI J. P. MUKHERJI Walchandnagar Industries Ltd, Walchandnagar
SHRI C. S. BIJLANI ( Alternate )SHRI E. N. NARAYANASWAMY Department of Industries & Commerce, Government
of Madras, MadrasSHRI A. N. NIMKAR Jyoti Limited, Baroda
SHRI P. L. PRADHAN ( Alternate )SHRI K. G. PARIKH Millowners’ Association, BombaySHRI D. P. PATEL Crompton Greaves Ltd, Bombay
SHRI C. P. DUSAD ( Alternate )SHRI N. RAMAJAYAM Indian Machine Tool Manufacturers’ Association,
BombaySHRI S. R. RAY Directorate General of Supplies & Disposals
(Inspection Wing) (Ministry of Supply, TechnicalDevelopment & Materials Planning)
SHRI D. T. GURSAHANI ( Alternate )SHRI G. K. ROBERTSON Indian Jute Mills Association, CalcuttaSHRI MADHAVLAL N. SHAH Small Scale Electric Motors Manufacturers’
Association, BombaySHRI M. J. NAIK ( Alternate )
SHRI ZAUNER NGEF Ltd, BangaloreSHRI T. APPASWAMY ( Alternate )

IS : 4029 - 1967
3
C O N T E N T S
PAGE
0. FOREWORD 4
1. SCOPE 4
2. TERMINOLOGY 4
3. ELECTRICAL MEASUREMENTS 4
4. INSULATION RESISTANCE TEST 5
5. HIGH VOLTAGE TEST 5
6. RESISTANCE MEASUREMENT 7
7. PERFORMANCE CHARACTERISTICS 9
7.1 No-Load Test 9
7.2 Open Circuit Test 9
7.3 Locked Rotor Test 9
7.4 Pull Up and Pull Out Torque (for Motors HavingOutput Rating up to 15 kW) 11
7.5 Tests for Speed-Torque and Speed-Current Curves 12
7.6 Load Test 12
7.7 Temperature-Rise Test 16
8. MEASUREMENT OF SHAFT CURRENTS AND VOLTAGES 21
9. MEASUREMENT OF NOISE 22
APPENDIX A 22

IS : 4029 - 1967
4
Indian StandardGUIDE FOR TESTING THREE-PHASE
INDUCTION MOTORS
0. F O R E W O R D
0.1 This Indian Standard was adopted by the Indian StandardsInstitution on 28 February 1967, after the draft finalized by theRotating Machinery Sectional Committee had been approved by theElectrotechnical Division Council.0.2 This guide covers instructions for conducting and reporting themore generally applicable and acceptable tests to determine theperformance characteristics of three-phase induction motors. It is notintended to cover all possible tests nor those of research nature. Theguide shall not be deemed as making it obligatory to carry out any orall the tests discussed here in any given transaction.0.3 This edition 1.3 incorporates Amendment No. 1 (March 1977),Amendment No. 2 (May 1981) and Amendment No. 3 (May 2002). Sidebar indicates modification of the text as the result of incorporation ofthe amendments.
1. SCOPE
1.1 This guide prescribes methods for conducting and reporting thetests for three-phase induction motors.
2. TERMINOLOGY
2.1 For the purpose of this guide, the definitions given inIS : 325-1961* shall apply.
3. ELECTRICAL MEASUREMENTS
3.1 Instrument Selection — The indicating instruments used inelectrical measurements shall conform to IS : 1248-1958†. Instrumentswith the following accuracies shall be used:
a) For routine tests, instruments of class 2.5 accuracy shall be used.b) For type tests; instruments of class 0.5 accuracy shall be used.
3.2 Instrument Transformers — Where current and potentialtransformers are used corrections shall be made for ratio errors involtage and current measurements and for ratio and phase angleerrors in power measurements.
*Specification for three-phase induction motors ( second revision ). (Since revised).†Specification for electrical indicating instruments. (Since revised).

IS : 4029 - 1967
5
3.3 Voltage — The voltage shall clearly approach sinusoidal waveform and shall be balanced. Phase voltages shall be measured at motorterminals. If, at the time of conducting the tests, voltage is nearly butnot absolutely balanced, the arithmetical average of the phase voltagesshall be used for calculating the machine performance.
3.4 Current — The line current in each phase of the motor shall bemeasured. It may not be equal in all the phases, in which case thearithmetical average of the phase currents shall be used forcalculating the machine performance.
3.5 Power — Power input to a three-phase machine may be measuredby two single-phase wattmeters connected as in the two-wattmetermethod; alternatively, a single polyphase wattmeter may be used. Thetotal watts read on a wattmeter shall be reduced by the amount of theI2R loss in the voltage circuits of the instruments whenever this loss isa measurable portion of the total watts read.
4. INSULATION RESISTANCE TEST
4.1 Insulation resistance shall be measured between winding andframe (earth).
4.1.1 Insulation resistance may be measured by an instrument likehand-operated insulation resistance tester having a dc voltage of about500 volts.
4.1.2 For testing of insulation resistance for machines of outputratings above 1 MW, reference may be made to IS : 7816-1975*.
5. HIGH VOLTAGE TEST
5.1 The high voltage test shall be applied between the windings andthe frame, with the core connected to the frame and to the windingsnot under test, and shall be applied only to a new and completed motorwith all its parts in place under conditions equivalent to normalworking conditions. The test shall be carried out at the maker’s worksat the conclusion of the temperature test of the motor, where such atest is carried out.
5.2 In the case of motors with nominal voltage above 1 kV, when bothends of each phase are individually accessible, the test voltage shall beapplied between each phase and the frame, with the core connected tothe frame and to the other phases and windings not under test.
5.3 The test voltage shall be of power frequency and shall be as near aspossible to sine-wave form.
*Guide for testing insulation resistance of rotating machines.

IS : 4029 - 1967
6
The test shall be commenced at the voltage of not more than one-halfof the full test voltage. The voltage shall then be increased to the fullvalue steadily or in steps of not more than 5 percent of the full value, thetime allowed for the increase of the voltage from half to full value beingnot less than ten seconds. The full test voltage shall then be maintainedfor one minute in accordance with the values as indicated in Table 1.5.4 During the routine testing of motors of rated output of up to andincluding 5 kW, the one-minute test may be replaced by a test ofapproximately 5 seconds at the normal test voltage given in Table 1, orone second at 120 percent of the normal test voltage given in Table 1,the test voltage being applied by means of prods.5.5 The test made on the windings on acceptance shall, as far as possible,not be repeated. If, however, a second test is made at the special requestof the purchaser, after further drying if considered necessary, the testvoltage shall be 80 percent of the voltage given in Table 1.
TABLE 1 HIGH VOLTAGE TESTS
( Clauses 5.3, 5.4 and 5.5 )SL
NO.MOTOR OR PART TEST VOLTAGE (RMS)
(1) (2) (3)i) Motors of size less than 10 000 kW 1 000 V + twice the rated voltage
with a minimum of 1 500 Vii) Motors of size 10 000 kW or more ( see
Note )Rated voltage, U:
Up to 2 000 V 1 000 V + 2 UAbove 2 000 V, and up to and
including 6 000 V2.5 times U
Above 6 000 V, and up to andincluding 17 000 V
3 000 V + 2 U
Above 17 000 V Subject to special agreementiii) Secondary (usually rotor) windings of
induction motors if not permanentlyshort-circuited (for example, ifintended for rheostatic starting):a) For non-reversing motors or
motors reversible from standstillonly
1 000 V + twice the open circuitstandstill voltage as measuredbetween slip-rings or secondaryterminals, with rated voltageapplied to the primary windings
b) For motors to be reversed orbraked by reversing the primarysupply while the motor isrunning
1 000 V + four times the open circuitstandstill secondary voltage asdefined in (a)
NOTE — High voltage tests on motors having graded insulation shall be the subject ofspecial agreement.

IS : 4029 - 1967
7
5.6 Completely rewound windings shall be tested at the full testvoltage for new motors.
When a user and a repair contractor have agreed to carry out highvoltage tests in cases where windings have been partially rewound orin the case of an overhauled motor, the following provisions arerecommended:
a) Partially rewound windings are tested at 75 percent of the testvoltage for a new motor. Before the test, the old part of thewinding shall be carefully cleaned and dried.
b) Overhauled motors, after cleaning and drying, are subjected to atest at a voltage equal to 1.5 times the rated voltage, with aminimum of 1 000 V if the rated voltage is equal to or greaterthan 100 V and a minimum of 500 V if the rated voltage is lessthan 100 V.
6. RESISTANCE MEASUREMENT6.1 General — The following two methods are commonly used for themeasurement of resistance:
a) The drop of potential or voltmeter-ammeter method, andb) The bridge method in which the unknown resistance is compared
with the known resistance by using a suitable bridge.6.1.1 Every possible precaution shall be taken to obtain the truetemperature of the winding when measuring the cold resistance. Thetemperature of the surrounding air shall not be regarded as thetemperature of the windings unless the motor has been standing idleunder similar atmospheric temperature conditions for a considerabletime.6.1.2 If the resistance of copper is known at one temperature it may becalculated for any other temperature by using following formula:
R2 = × R1
NOTE — If R1, R2 and t1 are known, t2 may also be calculated from the above formula.235 is not recognized for all materials; for instance, for aluminium the constant is 225.
6.2 Drop of Potential or Voltmeter-Ammeter Method — In thismethod, a dc ammeter and a voltmeter shall be used. Simultaneousreadings of both voltage at motor terminals and current shall be takenwhen their values have become steady. The relationship between R, V
where
R2 = unknown resistance at temperature t2°C, andR1 = resistance measured at temperature t1°C.
235 t2+( )235 t1+( )
--------------------------

IS : 4029 - 1967
8
and I is as follows:
R =
6.2.1 Suitable ranges of instruments shall be chosen so that errors ofobservations are reduced to the minimum. For the measurement ofpotential drop of less than 0.5 volts, the use of a milli-voltmeter isrecommended.6.2.2 The passage of high current may heat the windings appreciably,thus causing erroneous measurements. It is, therefore, recommendedthat the current be applied as low as possible to obtain consistentreading and be limited to 50% of the rated current of the winding.6.2.3 Care should be taken to compensate for the errors introduced inthe measurements by the resistance of leads and contacts. Correctionfor the current drawn by the voltmeter shall be made if it is appreciable.6.3 Bridge Method — The resistance above 1 ohm may bedetermined with sufficient accuracy if ordinary Wheatstone bridge isused. Resistance lower than 1 ohm shall be measured by Kelvin doublebridge, also known as Kelvin-Thompson double bridge.6.3.1 Wheatstone Bridge Method — In using Wheatstone bridge, theresistance of the ratio arms shall be so selected that the values usedcorrespond as closely as possible to the resistance to be measured; the useof one ohm ratio coil should be avoided. The values of the resistance thusmeasured include the resistance of the connecting leads. Therefore, theresistance of the connecting leads shall be subtracted from the totalmeasured resistance; otherwise, it shall be suitably compensated for.6.3.2 Kelvin-Thompson Double Bridge Method — The double bridgecompensates for resistance of the leads or other connections. It alsoenables low resistance to be compared accurately with a standard oneof the same order.6.4 The rotor winding resistance shall be measured at the point ofconnection of rotor windings to the slip-rings so that the slip-ringresistance is eliminated from the measurement and true rotor windingresistance obtained. This will give more realistic rotor windingstemperature.6.5 The variation of resistance between phases to the extent of 5percent may be permitted.
whereR = resistance in ohms,V = dc voltage in volts, andI = dc current in amperes.
VI----

IS : 4029 - 1967
9
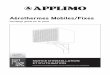
7. PERFORMANCE CHARACTERISTICS7.1 No-Load Test7.1.1 This test is intended to find out the no-load current, core loss andfriction and windage losses.7.1.1.1 The motor is run at no-load at rated frequency and voltageuntil the watts input is constant. Readings of voltage, current,frequency and power input should be taken. This test shall preferablybe conducted immediately after the temperature-rise test.7.1.2 The watts input is the sum of the friction and windage losses,core loss and no-load primary I2R loss. The sum of friction andwindage losses and core loss is obtained by subtracting the primaryI2R loss at the temperature of the test from input watts.7.1.3 The separation of friction and windage losses and core loss maybe made, if desired, by obtaining readings of voltage, current and wattsinput at rated frequency and voltage from 125 percent of rated voltageto the point where further voltage reduction will increase the current;this point is usually at about 15 percent of the rated voltage. Ifinstruments are changed during test, the readings taken with originalinstruments should be extended to a voltage lower than that at whichthe readings with the new instruments begin. The primary I2R lossshall be deducted from watts input and a curve of watts versus voltageis plotted and extended to zero voltage. The intercept with zero voltageaxis, which represents friction and windage loss, may preferably befound by plotting a second curve with the square of voltage as abscissaand watts as ordinate. At low saturations, the core loss varies nearlyas the square of the voltage and, therefore, the lower part of this curvemay be shown as a straight line. Typical curves are shown in Fig. 1.7.2 Open Circuit Test7.2.1 Open Circuit Voltage — On wound-rotor motors, the voltagebetween all rotor terminals should be measured with the rotor locked,if necessary, and its winding on open circuit, with rated or reducedvoltage and rated frequency applied to stator. If any rotor unbalance isdetected, it is recommended that the readings be taken with severalrotor positions and an average obtained.7.3 Locked Rotor Test (for Motors having Output Rating up to37 kW) — This test is carried out to determine the soundness of rotorin the case of squirrel-cage motors and their starting current, powerfactor, starting torque and impedance. This also enables a circlediagram to be drawn in the case of single squirrel-cage rotor motorsand wound rotor motors. This test may be carried out at reducedvoltage, one of the applications may be at a voltage that will producethe rated current of the motor. Locked rotor torque test is not done on

IS : 4029 - 1967
10
wound rotor motors, but on squirrel-cage motors to determine thetorque developed. Locked rotor current test is carried out on bothsquirrel-cage and wound rotor motors.
7.3.1 It should be recognized that the testing of induction motorsunder locked rotor conditions with polyphase power involves unusualmechanical stresses and high rates of heating. Therefore, it isnecessary that:
a) the direction of rotation be established prior to this test;b) the mechanical means of locking the rotor be of adequate strength
to prevent possible injury to personnel or damage to equipment;c) as the winding gets heated very rapidly, the test voltage be
applied as rapidly as possible. Care should be taken to ensure thatthe motor temperature does not exceed the value of permissibletemperature of a given class of insulation. The readings at anypoint shall be taken within 6 seconds for motors of output 7.5 kWand below, and 10 seconds for motors rated above 7.5 kW.
7.3.2 The following mechanical arrangements may be used to measurethe developed torque:
a) Dynamometer,b) Rope and pulley, andc) Brake or beam clamped rigidly to motor shaft.
FIG. 1 DETERMINATION OF FRICTION AND WINDAGE LOSS

IS : 4029 - 1967
11
7.3.2.1 The torque should be measured with the rotor in variouspositions wherever possible and the minimum value shall be taken asstarting torque.
7.3.2.2 The readings of voltage, current, frequency and power inputshould be taken. The starting torque and starting current should beextrapolated in accordance with 7.3.2.3 for rated voltage, when thetest is carried out at reduced voltage ( see also 7.5.3.2 ).
7.3.2.3 For extrapolation of the test results at rated voltage, the testshall be carried out at least at three test voltages. At each test voltage,the readings of voltage, current, torque, frequency and power inputshould be taken. Then a curve between the values of the current andthe applied test voltage should be drawn. Similarly another curve shallbe drawn between the torque values and the square of the applied testvoltage wherever possible. The values of starting current and startingtorque shall be extrapolated from these curves.
NOTE — Effect of the magnetic saturation is not considered in this test method.
7.4 Pull Up and Pull Out Torque (for Motors Having Output Rating up to 15 kW)
7.4.1 Pull up Torque — The motor shall be mounted with suitableloading arrangement and the rotor fully locked. The rated voltage atthe rated frequency ( see 3.3 of IS : 325-1970* ) shall then be applied tothe motor terminals under the locked rotor condition. The loading onthe motor shall then be reduced slowly when the motor starts andpicks up speed. The value of the torque at which the rotor breaks awayfrom the locked rotor condition and attains the speed corresponding topull out torque condition shall be noted and reported as pull up torque.
NOTE — The test method for pull up torque for motors above 15 kW is underconsideration.
7.4.2 Pull out Torque — The motor shall be mounted with suitableloading arrangement and the rated voltage at the rated frequency ( see3.3 of IS : 325-1970* ) applied to the motor terminals at no loadcondition. The load on the motor may then be gradually increased andthe maximum load at which the motor stalls may be noted. The torquecalculated at this point is the pull out torque.
NOTE 1 — The motor should be disconnected from the supply immediately it stall.
NOTE 2 — It may be noted that the motor should not be kept in the locked rotor conditionfor more than a few seconds since longer time lapse will endanger the windings.
NOTE 3 — The test method for pull out torque for motors above 15 kW is underconsideration.
*Specification for three-phase induction motors ( third revision ).

IS : 4029 - 1967
12
7.5 Tests for Speed-Torque and Speed-Current Curves
7.5.1 Speed-torque characteristic is the relationship between torqueand speed, embracing the range from zero to synchronous speed. Thisrelationship, when expressed as a curve, will include breakdowntorque, pull-up torque and starting torque.
7.5.2 Speed-current characteristic is the relationship between currentand speed.
7.5.3 Method — Speed-torque and speed-current tests may be carriedout by the following methods:
a) Dynamometer,b) Pony brake,c) Rope and pulley, andd) Calibrated machine.
7.5.3.1 Measurement of voltage, current and speed shall be made. Thetorque is obtained directly from dynamometer, pony brake and ropeand pulley method and indirectly from calibrated machine method.
7.5.3.2 Speed-torque and speed-current tests shall be made at ratedvoltage or as near to it as practical. When it is necessary to establishvalues of current and torque at rated voltage, based on tests made atreduced voltage, it should be recognized that the current may beincreased by a ratio somewhat greater than the first power of thevoltage and torque by a ratio somewhat greater than the square of thevoltage because of possible saturation of flux leakage paths. Therelationship varies with design and, as a first approximation, issometimes taken as current varying directly with voltage and torquewith square of voltage. A more exact method of test is quite elaborateand calls for determining the rate of change of current and torque withvoltage by establishing speed-torque and speed-current curves for atleast two, preferably three or more, values of voltages.
7.5.4 It is necessary to avoid temperatures exceeding the limits oftemperature-rise for a given class of insulation as specified in therelevant equipment specification.
7.5.5 For wound rotor motors, speed-torque and speed-current testsmay be taken between synchronous speed and the speed at whichmaximum torque occurs.
7.6 Load Test
7.6.1 Tests with load are made for the determination of performance,such as efficiency, power factor, speed and temperature-rise. For all

IS : 4029 - 1967
13
tests with load the machine shall be properly aligned and securelyfastened. Load characteristics are obtained by taking readings at highloads followed by those at lower loads. This is usually done at 125, 100,75, 50 and 25 percent of the full load values.
7.6.2 Methods of Loading
7.6.2.1 Brake method — Considerable care should be exercised in theconstruction and use of the brake and pulley. In this test, conditionsshould be such that the scale pointer remains practically stationary atany given load. Proper cooling, preferably water cooling, should beprovided for the pulley.
7.6.2.2 Dynamometer method — The output of an induction motor maybe calculated by the following formula:
kW =
where T is torque in kg.m.
7.6.2.3 Calibrated machine — If a dynamometer or brake and pulley isnot available, the test motor may be loaded on a calibrated generator.The efficiency curve of such a generator shall be available.
7.6.2.4 Uncalibrated machine — If it is not possible to conduct any ofthe above three methods, the test motor may be loaded on anuncalibrated generator.
7.6.3 Determination of Efficiency
7.6.3.1 Input-output method — Input-output tests are carried out bythe following three methods:
a) Dynamometer,b) Brake and pulley, andc) Calibrated machine.
7.6.3.2 Segregated loss method — Where uncalibrated machine is used,this method is applied. The losses shall include those listed below:Fixed losses
a) Core loss, andb) Friction and windage losses and brush friction loss, if any.
Direct load lossa) I2R loss in stator winding,b) I2R loss in rotor winding, andc) Brush contact loss, if any.
T rev/min×974
-------------------------------

IS : 4029 - 1967
14
Stray load lossa) Stray load loss in iron, andb) Stray load loss in conductors.Unless otherwise specified, all I2R losses shall be corrected to the
temperatures given below:
If the rated temperature rise or the rated temperature is specifiedas that of a lower thermal class than that used in the construction, thereference temperature shall be that of the lower thermal class.7.6.4 Slip Measurement — For the range of load for which theefficiency is determined, the measurement of slip is very important.Determination of slip by subtracting the value of speed obtained bymeans of techometer from synchronous speed is not recommended. Theslip should be directly measured by one of the following methods:
a) Stroboscope,b) Slip-coil, andc) Magnetic needle.d) Any other suitable method.Methods (b) and (c) are suitable for machines having a slip of not
more than 5 percent.7.6.4.1 Stroboscope method — On one end of the motor shaft a singleblack radial line is painted upon a white background. The slip isreadily measured by counting the apparent backward rotation of theblack line over a given period of time.7.6.4.2 Slip-coil method — A suitable slip-coil having approximately700 turns of 1 mm diameter insulated wire is passed axially over themotor and its two ends are connected to centre-zero galvanometer.When the motor is running the galvanometer pointer will oscillate.The number of oscillations shall be counted only in one direction, thatis, to the left or to the right for a period of, say, 20 seconds.
The following formula will give percentage slip:
S =
Thermal class of the insulationsystem
Reference temperature°C
A, E 75B 95F 115H 130
n 100×T f×
-------------------

IS : 4029 - 1967
15
where
7.6.4.3 Magnetic needle method — In this method a magnetic needle(suspended on a sharp point so that it can rotate freely) is placed onthe body of motor in horizontal plane. The needle will oscillate and thenumber of oscillations shall be counted for a period of, say, 20 seconds.The percentage slip may be calculated by the formula given in 7.6.4.2.7.6.5 Power Factor Measurement — Power factor may be measured byone of the following three methods:
a) Watt to volt-ampere ratio,b) Two wattmeter readings, andc) Power factor meter.
7.6.5.1 Watt to volt-ampere ratio method — Power factor is obtained byratio of the algebraic sum of wattmeter readings to volt-ampere readings.For three phase,
Power factor =
7.6.5.2 Two wattmeter readings method — On three phase motor, wherethe load is pulsating, the power factor so obtained may be checked bythe following formula obtained from independent wattmeter readings:
Power factor =
whereW1 = higher of the two readings, andW2 = lower of the two readings.If W2 gives a negative reading, it should be considered minus
quantity. From the above formula, curves can be plotted (Fig. 2) ofpower factor versus ratio of lower wattmeter reading to higher
wattmeter reading . It is possible to obtain the power factor
directly from these curves. If W2 is negative, the ratio should be
S = percentage slip,n = number of oscillations,T = time in seconds required for n oscillations, andf = supply frequency.
Watts3 volts× amperes×
--------------------------------------------------------
11 3+ W1 W2–
W1 W2+-----------------------
2--------------------------------------------------
( W2 )
( W1 )----------------
( W2 )
( W1 )----------------

IS : 4029 - 1967
16
considered as a minus quantity.
7.6.5.3 Power factor meter method — In this method, power factor meteris directly connected in the circuit and direct reading is obtained.7.6.5.4 If two values of power factor determined by 7.6.5.1 and 7.6.5.2do not agree for a three-phase motor, the test may be repeated toeliminate the error. However, in cases where load is fluctuating, powerfactor determined by 7.6.5.2 will be higher than that determinedby 7.6.5.1. In this case, higher value shall be taken as correct reading.The difference is because of the inclusion of pulsating component ofcurrent in volt-amperes, which is a function of load rather than ofmotor itself. The power factor determined from the ratio of wattmeterreading is not affected by the presence of pulsating current.7.7 Temperature-Rise Test7.7.1 This test is intended primarily to determine the temperature-riseon different parts of the motor while running at rated conditions.When loading to rated conditions is not possible due to limitations infacility, the super-imposition method of loading for temperature riseshall be considered in accordance with method given in Appendix A.
cos = ½
whereX = ratio of wattmeter readings of like polarity,
– X = ratio of wattmeter readings of unlike polarity.FIG. 2 POWER FACTOR VS RATIO OF WATTMETER READINGS
1 X+( )3
1 X3+---------------------

IS : 4029 - 1967
17
7.7.2 While preparing for temperature-rise test, the motor should beshielded from currents of air coming from adjacent pulleys, belts andother machines as incorrect results may be obtained if this is not done.A small current of air may cause great discrepancy in results obtained.Sufficient floor space should be left between machines to allow freecirculation of air. Under ordinary conditions, a distance of two metresis sufficient.7.7.3 The duration of temperature-rise test is dependent on the type ofrating of the motor.7.7.3.1 For motors with continuous rating the temperature-rise testshould be continued till thermal equilibrium has been reached.Whenever possible, the temperature should be measured both whilerunning and after shut down.7.7.3.2 For motors with short time rating, the duration of the testshould correspond to the declared short time rating. At the end of thetest, the specified temperature-rise limits should not be exceeded. Atthe beginning of the test, the temperature of the motor should bewithin 5°C of that of the cooling air.7.7.3.3 In the case of motors for periodic duty and for continuous dutywith intermittent load, the test should be continued till thermalequilibrium has been reached. Unless otherwise agreed, the durationof one cycle should be 10 minutes, for the purpose of this test.Temperature measurements should be made at the end of no-loadperiod for the purpose of establishing thermal equilibrium. At the endof first half of the last period of no-load operation the temperature-riseshould not exceed the specified limit.7.7.4 When thermal equilibrium is reached the motor shall be stoppedas quickly as possible and measurements taken both while the motoris running and after shut down (wherever possible). No corrections forobserved temperatures are necessary if the stopping period does notexceed the values given below:
7.7.4.1 In case where successive measurements show increasingtemperature after shut down, the highest value shall be taken.7.7.4.2 Whenever rotor temperature also is required. this is found outby recording the highest temperature reached in the thermometersplaced on the rotor bars and core in the case of squirrel-cage motorsand on collector rings in the case of wound rotor motor. Thermometersshould be stopped as soon as rotating parts come to rest.7.7.5 In cases where the temperature can be measured only after themotor has come to rest (as in case of measurement of temperature-rise
0 — 50 kW 30 seconds51 — 200 kW 90 seconds

IS : 4029 - 1967
18
by resistance method) the cooling curve is plotted by determining thefirst points as rapidly as possible. In cases where the firstmeasurement of temperature is made after the periods given in 7.7.4from the intermittent of switching off the power, extrapolation of thecooling curve is carried out to determine the temperature at theinstant of shut down. This may be achieved by plotting a curve withtemperature readings as ordinates and time as abscissa andextrapolating back to the instant of shut down.7.7.6 Methods of Measuring Temperature-Rise of Parts of Motor7.7.6.0 The temperature-rise of a part of a motor shall be the differencein temperature between that part of the motor, measured by theappropriate method in accordance with 7.7.6, and the cooling mediummeasured in accordance with 7.7.7. Three methods of determining thetemperature of windings and other parts are recognized.7.7.6.1 Embedded temperature detector method — Embeddedtemperature detectors are resistance thermometers or thermocouplesbuilt in the machine during manufacture at points which areinaccessible when the machine is completed. This method is generallyemployed for the slot portion of stator windings.
At least six detectors shall be built in the machine, suitablydistributed around the circumference and placed in positions along thelength of the core at which the highest temperatures are likely tooccur. Each detector shall be installed in intimate contact with thesurface whose temperature is being measured and in such a mannerthat the detector is effectively protected from contact with cooling air.The location of the detectors shall be as follows:
Two coil-sides per slot — When the winding has two coil-sides perslot, each detector shall be located between the insulated coilsideswithin the slot.
More than two coil-sides per slot — When the winding has morethan two coil-sides per slot each detector shall be located in aposition between insulated coil sides at which the highesttemperature is likely to occur.
NOTE 1 — The embedded temperature detector method is not recognized for statorwindings having only one coil-side per slot for which the resistance method shall beused with the same limits of temperature-rise. For checking the temperature of sucha winding in service, an embedded detector at the bottom of the slot is of little valuebecause it gives mainly the temperature of the iron core. A detector placed betweenthe coil and the wedge will follow much more closely the temperature of the windingand is, therefore, better for check tests, although the temperature there may berather low. The relation between the temperature measured at that place and thetemperature measured by resistance should be determined by a heat test and asuitable limit for the temperature measured by embedded detector corresponding tothe allowed temperature by resistance should be agreed upon.

IS : 4029 - 1967
19
NOTE 2 — In cases where embedded temperature detectors may be undesirable theymay be omitted by agreement and the resistance method used with the same limit oftemperature-rise.
7.7.6.2 Resistance method — This method is generally applicable to thestator windings not employing embedded temperature detectors. It isthe preferred method. In this method the temperature of the windingsis determined by the increase in resistance of the windings.
When the temperature of a winding is to be determined byresistance, the temperature of the winding before the test, measuredby thermometer, shall be practically that of the cooling air or gas.
The temperature-rise t2 – ta may be obtained from the ratio of theresistance by the formula:
For practical purposes, the following alternative formula may befound convenient:
t2 – ta = (235 + t1) + t1 – ta
7.7.6.3 Thermometer method — This method is applicable in caseswhere neither the embedded temperature detector method nor theresistance method is applicable.
The use of the thermometer method is also recognized in thefollowing cases:
a) When it is not practicable to determine the temperature-rise bythe resistance method, as in the case of low-resistance windings,especially when the resistance of joints and connections forms aconsiderable portion of the total resistance;
b) Singly-layer windings, revolving or stationary; andc) When, for reasons of manufacture in quantity, thermometer
method alone is used, although the resistance method would bepossible.
whereta = temperature (°C) of cooling air or gas at the end of the test,t2 = temperature (°C) of the winding at the end of the test,R2 = resistance of the winding at the end of the test,t1 = temperature (°C) of the winding (cold) at the moment of the
initial resistance measurement, andR1 = initial resistance of the winding (cold).
ta 235+
t1 235+---------------------
R2R1-------=
R2 R1–
R1--------------------

IS : 4029 - 1967
20
In this method, temperature is determined by thermometersapplied to the accessible surface of the motor.
The term thermometer includes mercury or alcohol bulbthermometers as well as non-embedded thermocouples and resistancethermometers provided the latter are applied to the points accessibleto the usual bulb thermometer.
When bulb thermometers are employed in places where there is anyvarying or moving magnetic field, alcohol thermometers should beused in preference to mercury thermometers as the latter areunreliable under these conditions.7.7.7 Measurement of Cooling Air or Gas Temperature During Tests —The cooling air temperature shall be measured by means of severalthermometers placed at different points around and half-way up themotor at a distance of 1 to 2 metres, and protected from heat radiationand draughts. The value to be adopted for the temperature of thecooling air or gas during a test shall be the mean of the readings of thethermometers (placed as mentioned above), taken at equal intervals oftime during the last quarter of the duration of the test.7.7.7.1 In order to avoid errors due to time lag between thetemperature of large motors and variations in the cooling air or gas, allreasonable precautions shall be taken to reduce these variations anderrors arising therefrom.7.7.7.2 In the case of cooling by means of forced ventilation, or wheremachines have water-cooled air or gas coolers, the temperature of theair or gas measured, where it enters the motor, shall be considered asthe cooling air or gas temperature.7.7.8 Temperature Correction7.7.8.1 Motors specified for operation at altitudes in excess of 1 000 metres— For motors specified for operation at an altitude higher than 1 000metres but not in excess of 4 000 metres, no correction shall be made ifthe difference between altitude during test and the specified altitude inservice does not exceed 1 000 metres; if, however, the specified altitudeexceeds the test altitude by more than 1 000 metres, the specifiedtemperature-rises shall be reduced at a rate of one percent for eachincrement of 100 metres by which the site altitude exceeds 1 000 metres.7.7.8.2 Cooling air temperature for temperature-rise test — A motormay be tested at any convenient value of cooling medium temperatureless than 40°C, but whatever the value of this cooling mediumtemperature, the permissible rise of temperature shall not exceed,during the test, those specified in the relevant equipment specification.
In the case of motors intended to operate under conditions in whichthe maximum cooling air temperature exceeds 40°C, the

IS : 4029 - 1967
21
temperature-rises as given in the relevant specification shall bereduced as follows:
a) By 5°C, if the temperature of the cooling air exceeds 40°C by 5°Cor less;
b) By 10°C, if the temperature of the cooling air exceeds 40°C bymore than 5°C but not more than 10°C; and
c) By agreement, if the temperature of the cooling air is more than10°C above 40°C.
Tests of temperature-rise may be carried out at any convenient coolingair temperature. When the temperature of the cooling air during test islower than the stated site cooling air temperature by not more than 30°C,no correction shall be made on account of such difference. When thetemperature of the cooling air during test is lower than the stated sitecooling air temperature by more than 30°C, the permissibletemperature-rise on test shall be the permissible temperature-rise underspecified site conditions reduced by a percentage numerically equal toone-third of the difference between the specified temperature of thecooling air on site and the temperature of the cooling air on test whereboth temperatures are expressed in degrees Celsius.
Example:If the specified temperature of the cooling air on site is 56°C and the
temperature of the cooling air on test is 20°C, the reduction intemperature-rise to take account of this difference is:
= 12
The permissible temperature-rise on test is, therefore,
= 88 percent of the temperature-rise on site.
These reductions apply to all the classes of insulation covered inthis standard, the test being carried out at the manufacturer’s works.
8. MEASUREMENT OF SHAFT CURRENTS AND VOLTAGES
8.1 Shaft currents and voltages may be produced in a machine due tovarious factors like dissymetries in the magnetic circuit, non-ideal fluxdistribution, eccentric airgap and electrostatic effects.8.2 A test suitable for all 2-pole and higher capacity motors is givenbelow.8.2.1 The machine is run at no-load and at rated supply voltage andfrequency. A rectifier type moving coil voltmeter of full scale deflectionof 5 volts (preferably of 1 volt only) should be connected across the ends
56 20–3
-------------------
100 12–100
----------------------

IS : 4029 - 1967
22
of the shaft of the machine by means of solid copper prods firmly heldin the shaft centres. When this is not feasible any smooth cylindricalsurface outside the bearing may be used.
Alternatively, this measurement may be done by inserting anAvometer between the shaft and the pedestal (in case of sleeve bearing).
8.2.2 The connecting leads used in this test should be of very lowresistance.
9. MEASUREMENT OF NOISE (under consideration).
A P P E N D I X A( Clause 7.7.1 )
SUPER-IMPOSITION METHOD OF LOADINGFOR TEMPERATURE RISE
A-0. INTRODUCTION
A-0.1 The temperature rise of an induction motor under rated conditionsis conventionally evaluated by loading the motor to its rated load, withthe supply maintained at rated voltage and rated frequency — the motoris run till thermally it reaches steady state, thereafter the motor isswitched off, the resistance of the stator winding is measured andcompared with the winding resistance measured under cold conditions(before starting the test) to determine the temperature rise of the motor.
A-0.2 Where large capacity motors may be evaluated, due tolimitations in loading facilities, temperature rise can be determined bysuper-imposition method whereby contribution of various electricallosses to winding temperature rise is computed by tests to simulate thetemperature rise at rated load.
A-1. THEORY
A-1.1 Under rated conditions, the losses in the induction motor are:a) stray load loss in conductors,b) stray load loss in iron,c) I2R loss in stator windings,d) I2R loss in rotor windings, ande) frictional and windage loss.
All the losses except frictional and windage are electrical losseswhich may be designated as Welec.

IS : 4029 - 1967
23
A-1.2 The temperature rise of a motor may be given by the equation:
T =
A-1.3 For a given motor, A is constant. A series of tests can be carriedout at speeds close to the rated speed thereby rendering H constant forall the tests. Therefore, if this series of tests is done in such a mannerto simulate the total electrical losses, the rated temperature-rise of themotor can be evaluated.
A-2. METHOD OF TESTING
A-2.1 The motor is run at no load with air gap voltage and ratedfrequency till steady state conditions are reached and the temperaturerise of winding is measured ( T1 ).
NOTE 1 — The air gap voltage is the rated voltage minus the voltage drop due tostator leakage reactance for rated current.
NOTE 2 — The stator leakage reactance is calculated from designs.
A-2.2 The motor is now run at a reduced load, reduced voltage andrated frequency such that the rated input current is drawn by themotor till steady state conditions are reached and the temperature riseof winding is measured ( T2 ).
A-2.3 The motor is now run at no load, with the same reduced voltageas given in A-2.2 and rated frequency till steady state conditions arereached and temperature rise of winding is measured ( T3 ).
A.3 EVALUATION
A-3.1 The temperature rise of windings under rated conditions shallbe:
T = T1 + T2 – T3.
where
T = temperature-rise of stator windings,Welec = total electrical losses,H = heat dissipation coefficient of the motor in watts/m2/°C,
andA = surface area of the motor packet in m2.
WelecH A×---------------

Bureau of Indian StandardsBIS is a statutory institution established under the Bureau of Indian Standards Act, 1986 to promoteharmonious development of the activities of standardization, marking and quality certification ofgoods and attending to connected matters in the country.
CopyrightBIS has the copyright of all its publications. No part of these publications may be reproduced in anyform without the prior permission in writing of BIS. This does not preclude the free use, in the courseof implementing the standard, of necessary details, such as symbols and sizes, type or gradedesignations. Enquiries relating to copyright be addressed to the Director (Publications), BIS.
Review of Indian StandardsAmendments are issued to standards as the need arises on the basis of comments. Standards are alsoreviewed periodically; a standard along with amendments is reaffirmed when such review indicatesthat no changes are needed; if the review indicates that changes are needed, it is taken up forrevision. Users of Indian Standards should ascertain that they are in possession of the latestamendments or edition by referring to the latest issue of ‘BIS Catalogue’ and ‘Standards : MonthlyAdditions’.This Indian Standard has been developed by Technical Committee : ETDC 15
Amendments Issued Since Publication
Amend No. Date of IssueAmd. No. 1 March 1977Amd. No. 2 May 1981Amd. No. 3 May 2002
BUREAU OF INDIAN STANDARDSHeadquarters:
Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi 110002.Telephones: 323 01 31, 323 33 75, 323 94 02
Telegrams: Manaksanstha(Common to all offices)
Regional Offices: Telephone
Central : Manak Bhavan, 9 Bahadur Shah Zafar MargNEW DELHI 110002
323 76 17323 38 41
Eastern : 1/14 C. I. T. Scheme VII M, V. I. P. Road, KankurgachiKOLKATA 700054
337 84 99, 337 85 61337 86 26, 337 91 20
Northern : SCO 335-336, Sector 34-A, CHANDIGARH 160022 60 38 4360 20 25
Southern : C. I. T. Campus, IV Cross Road, CHENNAI 600113 235 02 16, 235 04 42235 15 19, 235 23 15
Western : Manakalaya, E9 MIDC, Marol, Andheri (East)MUMBAI 400093
832 92 95, 832 78 58832 78 91, 832 78 92
Branches : AHMEDABAD. BANGALORE. BHOPAL. BHUBANESHWAR. COIMBATORE.FARIDABAD. GHAZIABAD. GUWAHATI. HYDERABAD. JAIPUR. KANPUR. LUCKNOW.NAGPUR. NALAGARH. PATNA. PUNE. RAJKOT. THIRUVANANTHAPURAM.VISHAKHAPATNAM