Embed Size (px)
Citation preview
International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
Investigating the Effects of Operating Parameters of
a Reaction Integrated Distillation Process for SAME
Production Using Aspen PLUS
Abdulwahab GIWA1, Saidat Olanipekun GIWA
2
1Chemical and Petroleum Engineering Department, College of Engineering, Afe Babalola University, KM. 8.5, Afe Babalola Way, 360231,
Ado-Ekiti, Ekiti State, Nigeria
2Chemical Engineering Department, Faculty of Engineering and Engineering Technology, Abubakar Tafawa Balewa University,
Tafawa Balewa Way, 740004, Bauchi, Bauchi State, Nigeria
Abstract: The effects of some operating parameters of a reaction integrated distillation process used for the production of a biodiesel
type have been studied in this research work. The operating parameters considered were reflux ratio and reboiler duty while the
biodiesel type produced was stearic acid methyl ester (SAME) that was obtained from the esterification reaction between stearic acid
and methanol. The production of the biodiesel was accomplished theoretically with the aid of a process simulator known as Aspen
PLUS using RadFrac column that had 32 stages including the condenser and the reboiler and that was divided into three (rectifying,
reaction and stripping) sections, excluding the condenser and the reboiler. The reaction was taken to occur in the middle, which was the
reaction section of the column as well as in the reboiler. In order to study the effects of the operating parameters, both simulation and
sensitivity analysis of the process were carried out using the process simulator. Based on the observations of the simulation and the
sensitivity analysis, optimization was carried out also using Aspen PLUS. The results obtained revealed that separate variations of
reflux ratio, from 1 to 10, and reboiler duty, from 0.1 to 1 kW, while keeping other simulation parameters constant yielded a bottom
product with very high purity SAME at a reflux ratio of 1 and a reboiler duty of 0.1 kW. However, the combination of these values of
the operating parameters could not converge when used to run the developed model of the process. Furthermore, using the optimum
values of the reflux ratio and the reboiler duty that were estimated to be 2.23 and 0.90 kW, respectively to run the developed process
model, SAME mole fraction of 0.9993 was obtained from the bottom product of the column. Therefore, it has been discovered that each
of reflux ratio and reboiler duty separately affects the operation of the reaction integrated distillation process, but considering their
combined effects simultaneously and optimizing are very necessary in order to achieve very high purity of the desired product.
Keywords: Stearic acid methyl ester (SAME), modelling and simulation, sensitivity analysis, optimization, Aspen PLUS.
1. Introduction
Biodiesel, as an alternative fuel, is currently receiving
attentions both in academics and in industries owing to the
limited availability of conventional petroleum diesel as well
as environmental concerns. This fuel can be directly used to
replace petroleum diesel without modifying diesel engines
since their properties such as specific gravity, cetane number,
viscosity, cloud point, and flash point, are similar
(Simasatitkul et al., 2011; Giwa et al., 2014; Giwa et al.,
2015). It is a very good promising alternative to conventional
petroleum based diesel fuel. Among its important advantages
are that it can be derived from a renewable domestic resource
(e.g., waste cooking oil), it reduces carbon dioxide emissions
by about 78%, and it is nontoxic and biodegradable. All these
benefits have made biodiesel a very good environmental
friendly fuel (Wang et al., 2004; Jaya and Ethirajulu, 2011;
Giwa et al., 2014; Giwa et al., 2015).
According to Giwa et al. (2014), biodiesel with high purity
can be produced via esterification reaction of fatty acids with
alcohols (methanol or ethanol). Also, Omota et al., (2003)
proposed the use of batch reactor for the esterification of
fatty acid and alcohol into fatty acid methyl ester (biodiesel).
However, the production of biodiesel from the esterification
reaction in the conventional batch reactor has been found to
possess many problems due to low conversion, heavy capital
investments and high energy costs (Gao et al., 2007). In an
attempt to resolve these problems, an advanced technology
known as “reaction integrated distillation” has been
developed (Kusmiyati and Sugiharto, 2010; Giwa et al.,
2014; Giwa et al., 2015).
Reaction integrated distillation is a process that combines
separation and chemical reaction in a single unit. It is very
attractive whenever conversion is limited by reaction
equilibrium (Balasubramhanya and Doyle III, 2000; Lai et
al., 2007; Giwa and Karacan, 2012e; Giwa and Giwa, 2012;
Giwa, 2013). It is sometimes an excellent alternative to
conventional flowsheets with different reaction and
separation sections (Al-Arfaj and Luyben, 2002; Giwa and
Karacan, 2012d). It combines the benefits of equilibrium
reaction with distillation to enhance conversion (Giwa and
Karacan, 2012a; Giwa and Karacan, 2012c). As in this
process, combining reaction and distillation has several
advantages that include: a) shift of chemical equilibrium and
an increase of reaction conversion by simultaneous reaction
and separation of products, b) suppression of side reactions
and c) utilization of heat of reaction for mass transfer
operation (Giwa and Karacan, 2012b). The utilization of heat
of reaction for mass transfer operation, which resulted into
low external energy consumption of the process, actually,
give rise to reduced investment and operating costs (Giwa,
2012).
Paper ID: SUB157055 2349

International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
Although this (reaction integrated distillation) process for
biodiesel production is associated with many benefits, the
integration of both chemical reaction and separation in a
single unit has made its behaviour complex especially when
high boiling materials such as fatty acids are involved. As
such, there is a need to handle this process, first, using
process simulators like ChemCAD, Aspen HYSYS, Aspen
PLUS, and so on so as to gain ideas into how it will perform
in real life and provide necessary measures to handle any
unusual circumstance.
Based on this, Karacan and Karacan (2014) applied Aspen
HYSYS to simulate a reactive distillation process for a fatty
acid methyl ester production. In the work, canola oil and
methanol were used as feedstocks while potassium hydroxide
and potassium methoxide were used as catalysts. Also,
Simasatitkul et al. (2011) carried out the simulation of a
reactive distillation process for a fatty acid methyl ester
production from transesterification of soybean oil and
methanol, catalyzed by sodium hydroxide, and it was
concluded from their work that methanol and soybean oil
should be fed into the column at the first stage. Furthermore,
Samakpong et al. (2012) simulated and optimized a fatty acid
methyl ester production using reactive distillation of rubber
seed oil, and they discovered that feedstock with high free
fatty acids (FFAs) could not undergo transesterification with
alkaline catalyst. However, they discovered that the
esterification of palmitic acid and methanol to biodiesel
could be achieved via reactive distillation with 100%
conversion and without feeding excess methanol. They also
found that reactive distillation made hydrolysis (reverse of
esterification) reaction to be negligible because water was
constantly removed from the process. Giwa et al. (2014)
investigated the performances of some fatty acids used for
the production of fatty acid methyl esters in a reactive
distillation column with the aid of Aspen HYSYS. The fatty
acids considered were oleic acid, which was discovered,
according to Kusmiyati and Sugiharto (2010), to give fatty
acid methyl ester that had the quality required to be a diesel
substitute, and some other ones (stearic acid, linoleic acid
and palmitic acid) found to be present in jatropha oil.
Methanol was used as the alcohol for the reaction. The
results they obtained revealed that palmitic acid had the best
performance in fatty acid methyl ester production.
Nwambuonwo et al. (2015) modelled, simulated and
optimized a reactive distillation process used for the
production of fatty acid methyl ester (FAME) by considering
an esterification reaction between palmitic acid and methanol
to give methyl palmitate (FAME) and water (by-product)
with the aid of Aspen HYSYS, and they were able to develop
a model that could represent the process very well based on
the result of the validation that was done. Santander et al.
(2010) used response surface methodology and Aspen PLUS
process simulator to investigate biodiesel production in a
reactive distillation using castor oil.
As can be noticed, researches already carried out on the
application of Aspen PLUS for biodiesel production are few.
Therefore, this work has been carried out to apply Aspen
PLUS to a reaction integrated (reactive) distillation process
used for SAME (stearic acid methyl ester) production in
order to study the effects of reflux ratio and reboiler duty on
the purity of the SAME product given by the process. In
addition, the optimum values of the operating parameters
(reflux ratio and reboiler duty) that could give very high
purity of the desired product were estimated, also, with the
aid of Aspen PLUS.
2. Methodology
The developed model of the Aspen PLUS (Aspen, 2012)
reaction integrated distillation process used, in this work, for
the production of SAME from the esterification reaction
between stearic acid and methanol (given in Equation 1) is
shown in Figure 1. The model comprised two (upper and
lower) feed streams. The fatty acid used, which was stearic
acid, was passed from the upper feed stream because it was
less volatile than the alcohol (methanol) used that was fed
through the lower feed stream of the column. Both feeds
were introduced into the reaction integrated distillation
column at room temperature and pressure. The details of the
data used for the development and the simulation of the
model are given in Table 1.
OHOHCOHCHOHC 223819323618 (1)
After the model was developed and simulated using the data
given in Table 1, the effects of reflux ratio and reboiler duty
on the mole fractions of the components (unreacted stearic
acid, unreacted methanol, produced biodiesel and water
given as by-product) obtained from the bottom product
stream of the column were studied by utilizing the sensitivity
analysis section of Model Analysis Tool of Aspen PLUS.
Given in Table 2 are the ranges of the values used for the
sensitivity analysis.
The combined values of the operating parameters required
for the production of high purity biodiesel were later
estimated by carrying out the optimization of the process
with the aid of the optimization section of the Model
Analysis Tool of Aspen PLUS. As implied, the manipulated
variables of the optimization were the reflux ratio and the
reboiler duty while the objective function was the
maximization of the mole fraction of biodiesel (SAME)
present in the bottom product of the reaction integrated
distillation column. In addition, the lower and the upper
bounds of the manipulated variables were set to be the same
as those used for the sensitivity studies (see Table 2).
Paper ID: SUB157055 2350

International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
RDCOLUMN
RDBPROD
RDLFEED
RDTPRODRDUFEED
Figure 1: Aspen PLUS reaction integrated distillation column
Table 1: Aspen PLUS reaction integrated distillation process
model development parameters
Parameter Reactive Distillation Process
Stearic acid feed (Upper feed)
Flow rate (L/min) 0.03
Temperature (oC) 25
Pressure (atm) 1
Methanol feed (Lower feed)
Flow rate (L/min) 0.01
Temperature (oC) 25
Pressure (atm) 1
Property method Wilson
Reaction
Type Equilibrium
Reacting phase Liquid
Keq basis Molarity
Keq computation source Gibbs energy
Column
Type RadFrac
Total number of stages 32
Stearic acid feed stage 11
Methanol feed stage 20
Reaction section stages 11-20 and reboiler (stage 32)
Condenser (stage 1) type Total
Reboiler type Kettle
Valid phases Vapour-Liquid
Reflux ratio 3
Reboiler duty (kW) 0.7
Condenser pressure (atm) 1
Table 2: Ranges of operating parameters used for sensitivity
analysis
Parameter Lower limit Upper limit Step
Reflux ratio (kgmol/min
liquid / kgmol/min distillate) 1 10 0.5
Reboiler duty (kW) 0.1 1 0.1
3. Results and Discussion
The results obtained from the simulation of the Aspen PLUS
model developed for the production of stearic acid methyl
ester (SAME), which is a biodiesel, were as given in Figure
2. From the figure, it was seen that the reaction conversion
was very high because the mole fraction of the reactants
(stearic acid and methanol) present and remaining in the
stages of the column at the end of the simulation was very
low. Also noticed from the results was that water had the
highest mole fraction throughout the column except in the
condenser (stage 1) and the reboiler (stage 32). In the bottom
section of the column, from where the product was collected,
the component with the highest mole fraction was found to be
SAME (the desired product of the process). This observation
made at the reboiler section of the column that SAME had
the highest mole fraction there actually indicated that proper
separation of the desired product was achieved in the column.
Paper ID: SUB157055 2351

International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Liq
uid
mole
fra
ctio
n
Column stage
Stearic acid
Methanol
SAME
Water
Figure 2: Liquid mole fraction profiles obtained from the simulation of the developed Aspen PLUS model
Figure 3 shows the results obtained when the effect of reflux
ratio on the purity of the product obtained from the reaction
integrated distillation process was studied. As can be
observed from the figure, as the reflux ratio was varied from
1 to 10, while keeping other variables of the model constant
at their simulation values given in Table 1, the mole fraction
of each of the components present in the bottom product was
found to change. According to the result, the highest purity of
the desired product (SAME) was achieved when the reflux
ratio was 1. At that reflux ratio of 1, the mole fraction of the
by-product of the process (water) was found to be negligible,
but, thereafter, it increased as the reflux ratio was increased.
At the reflux ratio of 5.5 and henceforth, the mole fractions
of the two products of the process (SAME and water) were
found to be the exactly the same. Also discovered from the
results given in Figure 3 was that the mole fraction of stearic
acid present in the column after the simulation with each
reflux ratio was negligible while that of methanol was also
negligible but later increased when the reflux ratio was
greater than 5.
Furthermore, the effect of reboiler duty on the composition of
the product obtained from the bottom section of the reaction
integrated distillation column was also investigated, and the
results of the investigation are given in Figure 4. It was
observed from the figure that the highest mole fraction of
SAME was obtained when the reboiler duty of the column
was 1 kW. At that value of the reboiler duty, the mole
fraction of the other product of the process (water) was very
small. As the reboiler duty was varied from 0.1 to 0.5 kW,
the mole fraction of methanol was found to decrease to
almost zero, indicating its high consumption in the process,
and it remained constant (at almost zero) thereafter up to the
maximum reboiler duty of 1 kW that was investigated while
that (the mole fraction) of stearic acid was negligible at all
the values of the reboiler duty considered. As can be seen
from the sensitivity results given in Figures 3 and 4, the
highest mole fraction of SAME was achieved at low reflux
ratio of 1 and at high reboiler duty of 1 kW considered.
However, when the values (a reflux ratio of 1 and a reboiler
duty of 1 kW) were used to run the model, it did not
converge. This was an indication that the values of each of
the operating parameters obtained, separately, that gave high
purity biodiesel (SAME) could not be used together to run
the plant and get high purity product.
Paper ID: SUB157055 2352

International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1 2 3 4 5 6 7 8 9 10
Liq
uid
mole
fra
ctio
n
Reflux ratio
Stearic acid
Methanol
SAME
Water
Figure 3: Effect of reflux ratio on the composition of bottom product of the process
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Liq
uid
mo
le f
ract
ion
Reboiler duty (kW)
Stearic acid
Methanol
SAME
Water
Figure 4: Effect of reboiler duty on the composition of bottom product of the process
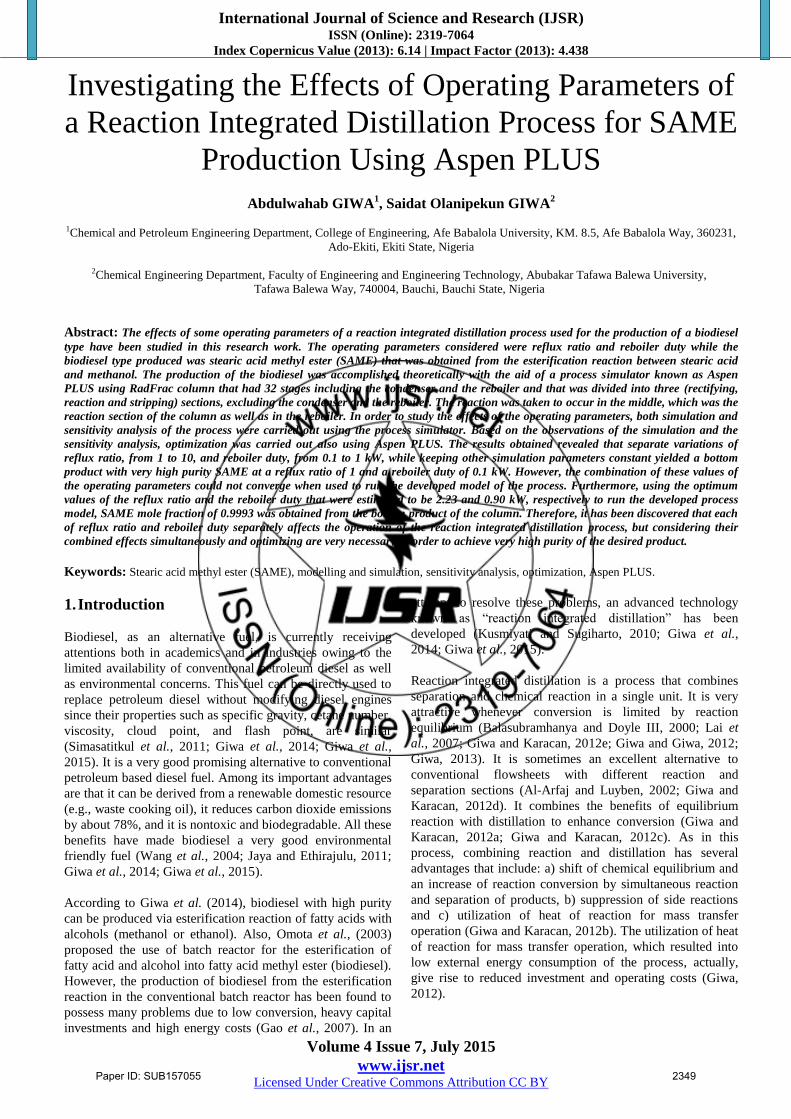
Based on this, the interactions of the operating parameters
(reflux ratio and reboiler duty) investigated were plotted
together, as shown in Figure 5, to estimate their point of
intersection, and this point was obtained to be reflux ratio of
5 and a reboiler duty of 0.5 kW. Using these values of the
point of intersection to run the developed model of the
reaction integrated distillation process, the mole fraction of
the biodiesel (SAME) obtained was found to be 0.4062. This
value was observed not to be favourable, and, hence, it was
deemed necessary to find the best operating parameters that
would give a product having high mole fraction of SAME,
and the process optimization was, therefore, carried out with
the aid of Aspen PLUS.
Paper ID: SUB157055 2353
International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1 2 3 4 5 6 7 8 9 10
Reboiler duty (kW)
Liq
uid
SA
ME
mole
fra
ctio
n
Liq
uid
SA
ME
mole
fra
ctio
n
Reflux ratio
Reflux ratio
Reboiler duty
Figure 5: Liquid SAME mole fraction obtained from the separate interactions of the parameters
The results obtained from the optimization carried out in
which the maximization of the mole fraction of SAME
obtained from the bottom section of the column was taken as
the objective function are given in Table 3. According to the
table, SAME (the biodiesel produced) having purity as high
as a mole fraction of 0.9993 was theoretically obtained as the
product when the optimum values of the reflux ratio and the
reboiler duty were 2.23 and 0.90 kW, respectively.
Table 3: Optimum parameters of the process Parameter Value
Reflux ratio 2.23
Reboiler duty (kW) 0.90
Objective function (Bottom SAME mole fraction) 0.9993
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Liq
uid
mole
fra
ctio
n
Column stage
Stearic acid
Methanol
SAME
Water
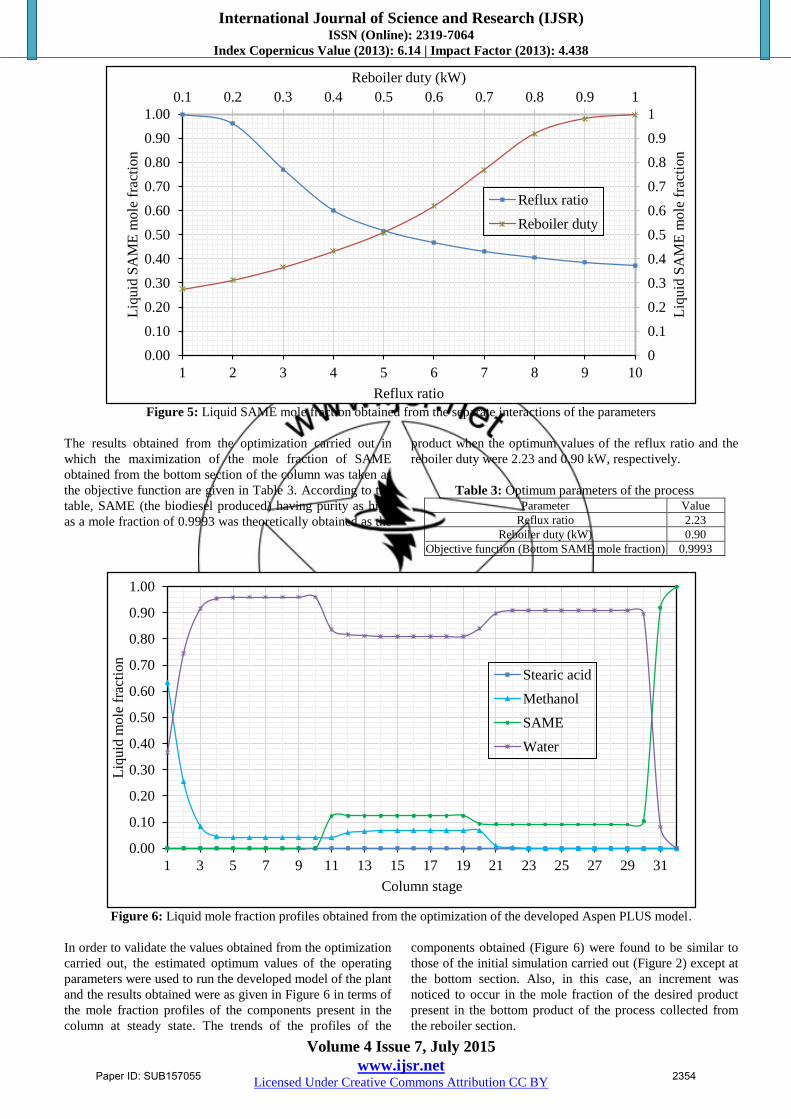
Figure 6: Liquid mole fraction profiles obtained from the optimization of the developed Aspen PLUS model.
In order to validate the values obtained from the optimization
carried out, the estimated optimum values of the operating
parameters were used to run the developed model of the plant
and the results obtained were as given in Figure 6 in terms of
the mole fraction profiles of the components present in the
column at steady state. The trends of the profiles of the
components obtained (Figure 6) were found to be similar to
those of the initial simulation carried out (Figure 2) except at
the bottom section. Also, in this case, an increment was
noticed to occur in the mole fraction of the desired product
present in the bottom product of the process collected from
the reboiler section.
Paper ID: SUB157055 2354
International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
4. Conclusion
The results obtained from the simulations of the reaction
integrated distillation process used for the production of
stearic acid methyl ester (SAME) carried out when the reflux
ratio was varied from 1 to 10 and the reboiler duty varied
from 0.1 to 1 kW revealed that high purity SAME could be
obtained at a reflux ratio of 1 and a reboiler duty of 0.1 kW,
separately, even though the combination of these values of
the operating parameters (reflux ratio and reboiler duty)
could not converge when used to run the developed model of
the process. Furthermore, using the optimum reflux ratio and
reboiler duty estimated to be 2.23 and 0.90 kW, respectively
to run the developed Aspen PLUS process model, SAME (a
biodiesel) mole fraction of 0.9993 was obtained from the
bottom product of the column. Therefore, it has been
discovered that each of reflux ratio and reboiler duty
separately affects the operation of the reaction integrated
distillation process, but in order to obtain high purity of
biodiesel, their combined effects should be simultaneously
studied and optimized.
5. Acknowledgement
Special thanks go to Aare Afe Babalola, LL.B, FFPA,
FNIALS, FCIArb, LL.D, SAN, OFR, CON. - Founder and
President, and the Management of Afe Babalola University,
Ado-Ekiti, Ekiti State, Nigeria for providing a very
conducive environment that enabled us to carry out this
research.
6. Nomenclature
Keq Equilibrium constant
RDBPROD Reaction integrated distillation bottom
product
RDCOLUMN Reaction integrated distillation column
RDLFEED Reaction integrated distillation lower feed
RDTPROD Reaction integrated distillation top product
RDUFEED Reaction integrated distillation upper feed
SAME Stearic acid methyl ester
References
[1] Al-Arfaj, M. A. and Luyben, W. L. (2002). Design and
Control of an Olefin Metathesis Reactive Distillation
Column. Chemical Engineering Science, 57, 715-733.
[2] Aspen. (2012). Aspen PLUS V8.0 [27.0.36]. Aspen
Technology, USA.
[3] Balasubramhanya L. S. and Doyle III F. J. (2000).
Nonlinear Model-Based Control of a Batch Reactive
Distillation Column. Journal of Process Control, 10,
209-218.
[4] Gao, J., Zhao, X. M., Zhou, L. V. and Huang, Z. H.
(2007). Investigation of Ethyl Lactate Reactive
Distillation Process. Institution of Chemical Engineers,
85, 525-526.
[5] Giwa, A. (2012). Steady-State Modeling of n-Butyl
Acetate Transesterification Process Using Aspen PLUS:
Conventional versus Integrated. ARPN Journal of
Engineering and Applied Sciences, 7(12), 1555-1564.
[6] Giwa, A. (2013). Sensitivity Analysis of ETBE
Production Process Using Aspen PLUS. International
Journal of Advanced Scientific and Technical Research,
3(1), 293-303.
[7] Giwa, A. and Giwa, S. O. (2012). Optimization of
Transesterification Reaction Integrated Distillation
Column Using Design Expert and Excel Solver.
International Journal of Advanced Scientific and
Technical Research, 2(6), 423-435.
[8] Giwa, A. and Karacan, S. (2012a). Black-Box Modelling
of Ethyl Acetate Reactive Packed Distillation Column.
AU Journal of Technology, 15(3), 172-178.
[9] Giwa, A. and Karacan, S. (2012b). Development of
Dynamic Models for a Reactive Packed Distillation
Column. International Journal of Engineering, 6(3), 118-
128.
[10] Giwa, A. and Karacan, S. (2012c). Decoupling Model
Predictive Control of a Reactive Packed Distillation
Column. International Journal of Advances in Science
and Technology, 4(6), 39-51.
[11] Giwa, A. and Karacan, S. (2012d). Decoupling PID
Control of a Reactive Packed Distillation Column.
International Journal of Engineering Research &
Technology, 1(6), 1924-1933.
[12] Giwa, A. and Karacan, S. (2012e). Nonlinear Black-Box
Modeling of a Reactive Distillation Process.
International Journal of Engineering Research &
Technology (ISSN: 2278-0181), 1(7), 548-557.
[13] Giwa, A., Bello, A. and Giwa, S. O. (2014).
Performance Analyses of Fatty Acids in Reactive
Distillation Process for Biodiesel Production.
International Journal of Scientific & Engineering
Research, 5(12), 529-540.
[14] Giwa, A., Bello, A. and Giwa, S. O. (2015). Artificial
Neural Network Modeling of a Reactive Distillation
Process for Biodiesel Production. International Journal
of Scientific & Engineering Research, 6(1), 1175- 1191.
[15] Jaya, N. and Ethirajulu, E. (2011). Kinetic Modeling of
Transesterification Reaction for Biodiesel Production
Using Heterogeneous Catalyst. International Journal of
Engineering Science and Technology, 3(4), 3463-3466.
[16] Karacan, S. and Karacan, F. (2014). Simulation of
Reactive Distillation Column for Biodiesel Production at
Optimum Conditions. Chemical Engineering
Transactions, 39, 1705-1710.
[17] Kusmiyati, K. and Sugiharto, A. (2010). Production of
Biodiesel from Oleic Acid and Methanol by Reactive
Distillation. Bulletin of Chemical Reaction Engineering
& Catalysis, 5 (1), 2010, 1-6.
[18] Lai, I-K., Hung, S.-B., Hung, W.-J., Yu, C.-C., Lee, M.-
J. and Huang, H.-P. (2007). Design and Control of
Reactive Distillation for Ethyl and Isopropyl Acetates
Production with Azeotropic Feeds. Chemical
Engineering Science, 62, 878-898.
[19] Nwambuonwo, S. C. and Giwa, A. (2015). Modelling,
Simulation and Optimization of Fatty Acid Methyl Ester
Reactive Distillation Process Using Aspen HYSYS.
International Journal of Science and Research, 4(7),
1218-1224.
[20] Omota, F., Dimian, A. C. and Bliek, A. (2003). Fatty
Acid Esterification by Reactive Distillation: Part 2 -
Paper ID: SUB157055 2355

International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064
Index Copernicus Value (2013): 6.14 | Impact Factor (2013): 4.438
Volume 4 Issue 7, July 2015
www.ijsr.net Licensed Under Creative Commons Attribution CC BY
Kinetics-Based Design for Sulphated Zirconia Catalysts.
Chemical Engineering Science, 58, 3175-3176.
[21] Samakpong, M., Pawit, T. and Apichit, S. (2012).
Process Simulation and Optimization of Biodiesel
Production Using Reactive Distillation from Rubber
Seed Oil. Proceedings of Pure and Applied Chemistry
International Conference - PACCON 2012, 653-655.
[22] Santander, C. M. G., Rueda, S. M. G., Silva, N. D. L.,
Costa, A. C., Filho, R. M. and Maciel, M. R. W. (2010).
Simulation of the Reactive Distillation Process for
Biodiesel Production. Proceedings of the 20th European
Symposium on Computer Aided Process Engineering –
ESCAPE20, 1-6.
[23] Simasatitkul, L., Siricharnsakunchai, P.,
Patcharavorachot, Y., Assabumrungrat, S. and
Arpornwichanop, A. (2011). Reactive Distillation for
Biodiesel Production from Soybean Oil. Korean Journal
of Chemical Engineering, 28(3), 649– 655.
[24] Wang, S., Ma, X., Gong, J., Yang, X., Guo, H., and Xu,
G. (2004). Transesterification of Dimethyl Oxalate with
Phenol under SnO2/SiO2 Catalysts. Industrial and
Engineering Chemistry Research, 43(15), 4027-4030.
Author Profile
Dr. Abdulwahab GIWA was born in Ile-Ife, Osun
State, Nigeria in 1976. He obtained his National
Diploma in Chemical Engineering from Kaduna
Polytechnic, Kaduna, Nigeria in 1998 with a
Distinction Grade as the Best Student of the Programme.
Furthermore, he received his Bachelor Degree in Chemical
Engineering from Federal University of Technology, Minna,
Nigeria in 2004 with First Class Honours as the Best Student in
School of Engineering and Engineering Technology. Moreover, he
got his PhD Degree from Ankara University, Ankara, Turkey in
2012, also in the field of Chemical Engineering, with a Cumulative
Grade Point Average (CGPA) of 4.00 out of 4.00. Thereafter, he
proceeded to Middle East Technical University, Ankara, Turkey to
have his Postdoctoral research experience between 2012 and 2013.
He is currently a Senior Lecturer with the Department of Chemical
and Petroleum Engineering, Afe Babalola University, Ado-Ekiti,
Ekiti State, Nigeria. He is very interested in researches in the areas
of Process Modelling, Simulation, Optimization, Design and
Control.
Dr. (Mrs.) Saidat Olanipekun GIWA was born in
Oyo, Oyo State, Nigeria, in 1980. She received her
Bachelor Degree in Chemical Engineering from
Federal University of Technology, Minna, Nigeria in
2006 and her PhD Degree, also, in Chemical Engineering from
Ankara University, Ankara, Turkey in 2013. She is currently a
Lecturer in the Department of Chemical Engineering, Abubakar
Tafawa Balewa University, Bauchi, Nigeria. Her research interests
include Water Treatment Process Modelling, Simulation,
Optimization, and Control.
Paper ID: SUB157055 2356





























