Embed Size (px)
Citation preview

Cleaning and Hygienic Processing Solutions Since 1961
Introduction to IBC Washers

Since 1961 - 50 years + of Engineering Excellence
Pioneers of Hygienic Processing, Washing and Cleaning
Located in London, United Kingdom
Worldwide network of sales and service agents
UK Design and Manufacture to CE, cGMP, ASME BPE, EHEDG, GAMP, ATEX
In-house personnel for all disciplines
Motivated, dedicated and experienced Long Term Workforce
Single point of contact for all aspects of a Project
Validated Production including full documentation and testing
Research and development for special requirements
Introduction to Suncombe

The definition of washing is “to clean with water and,
typically, soap or detergent and clean as free from dirt,
marks, or stains. The definition of cleaning is “to expunge
all residue of prior materials” or more informally “the
removal of contaminants”.
Introduction to Washing

What is Contamination?
Contamination is the presence of particles, chemicals,
and other undesirable substances. It can take on many
different forms, each of which may requires a specific
cleaning mechanism for effective removal. In addition to
considering the actual contamination we also need to
consider the size, shape, thickness, adherence,
positioning and many other factors, which may also have
an effect on the selection of cleaning mechanism.

Washing results in the equipment being chemically
clean. This is defined as
"the removal of all residues of soil and all washing agents so
that contact with the cleaned surface does not result in
physical contamination".
If the equipment being cleaned needs to be micro-
biologically clean then an additional process can be carried
out. This process is called SIP.
Result of Washing

The science of washing is based on applying the required
amount of energy to the equipment to ensure that it is
cleaned. The energy is primarily provided by the solution
temperature (thermal energy), the use of detergent or solvent
(chemical energy) and the application of kinetic energy for a
defined time period.
How Washing Works

Washing Energy Sources
Temperature
Time
Chemical
Mechanical

Effect on cleaning operation:
Soil Effect
Proteins medium
Fats good
Sugars good
Salts good
Note : Generally a 10°C temperature increase will improve cleaning efficiency by 50% (above 30°C)
Temperature

Effect on cleaning operation:
Soil Water Alkali Acid
Proteins poor good medium
Fats poor good medium
Sugars good -- --
Salts medium medium good
Note : required concentrations depend on soil level, processes used, working time, temperature, ….
Chemical (Detergent)

Quality of Water used for aqueous cleaning is critical for performance:
• Chemical properties (pH, hardness, etc.)
• Biological properties (bioburden, endotoxins)
Water

Effect on cleaning operation:
Mechanical
Most washing processes require mechanical energy in addition to the other energy sources. The mechanical energy is determined by the type of washer selected, and can include flow and pressure of spray, agitation, turbulation and cavitation.

The duration of each washing step is to be optimised according to the main following parameters :
Type of Equipment
Type of Wash Carried Out
Cleaning solution temperature
Chemical concentration
Mechanical Energy Process
Time (Duration)

Suncombe manufacture a number of different systems to
wash Intermediate Bulk Containers (IBCs). The following
slides provide some details of our equipment.
Introduction to Suncombe IBC Washing

IBCWashBooth™
Validated Internal and External Spray Cleaning and Drying, Full Containment, Single Door or Pass Through, Floor or Pit Mounted,
Cone or Split Valve Operation

IBCWashBooth™ Loading
Pit Mounted version for floor level loading or loading with pallet truck/forklift
Pit Mounted
Forklift Loaded
Internal Floor

IBCWashBooth™ Doors
Inflatable Door Seals for full containment Single Door or Two Door Pass-through Versions
Single Door
Two door pass-through

IBCWashBooth™ IBC Connections
All different outlets catered for including split butterfly valves
Bottom Split Butterfly Valve
Top Split Butterfly Valve

IBCWashBooth™ External Spray
External sprays specifically designed and 3D modelled to suit IBC and Equipment for validated Cleaning and Drying
External IBC Spray
External Parts Spray

IBCWashBooth™ Internal Spray
Rotary spray jet device with rotation sensor option, 3D modelled to suit IBC for validated Cleaning and Drying
Internal IBC Spray
Computer Simulation

IBCWashBooth™ Internal Spray Fitting
Internal spray device manually or automatically fitted and removed
Manually Fitted
Automatically Lowered and Raised

IBCWashBooth™ Parts Washing
Customised trolleys can be used in the IBCWashBooth for Equipment and Parts Washing
Parts Modelled and loaded for Washing
Typical Trolleys

IBCWashBooth™ Pit Mounted

IBCWashBooth™ Pit Mounted 2

IBCWashBooth™ Floor Mounted 1

IBCWashBooth™ Floor Mounted 2

DuoWasher™ multiple IBC WashBooth
DuoWasher™ are front loading or pass-through washers for washing 1, 2 or 3 IBCs simultaneously

Manufacturing 316L Stainless Steel, Duplex Stainless and Hastelloy materials.
Stainless fully welded supports and framework
Enclosed head orbital Welding Equipment
Crevice free sanitary construction

Materials: Wetted parts 316 stainless steel, non wetted parts 304 stainless steel
Finishes: wetted parts surface descaled and bead removed, non wetted parts satin polished
Pipework Material: Welded 316 Stainless Steel tubing, fully annealed, chemistry to ASTM A-269, manufactured to ASTM A-270. Descaled bore, bead removed internally, polish 150 grit O.D.
Pipework Standard: Configured to Good Manufacturing and Engineering Practices (cGMP). Designed to hygienic specifications. Free draining.
Welding: Welding would be of T.I.G. (Tungsten Inert Gas) method; using an internal and external argon gas purge, using a computer controlled enclosed head orbital welding plant, carried out by technicians coded to EN 287, to Suncombe procedures coded to EN288.
Weld finishing: Pipework welds, externally cleaned, fabrication welds cleaned and buffed
Inspection: 100% visual, Hydrostatic Testing
Material Documentation: 2.2 certificates of conformity, generic welder certificates, generic welding machine certificates, generic welding procedures, no weld logs or weld maps
Process fittings Triclamp, Service fittings BSP or Flanged
Process valves: Hygienic specification butterfly valves, 316 stainless steel, EPDM gaskets
Service valves yellow metal gate type
Documentation: Certificate of conformance, GA Drawing, P&ID, Electrical Drawings, Operation manual, Visual inspection report
Sanitary Standard

Materials: Wetted parts 316L stainless steel, non wetted parts 304 stainless steel
Finishes: wetted parts surface RA 0.5um max, non wetted parts RA 0.9um max
Pipework Material: ASME BPE standard, Welded 316L Stainless Steel Bio-pharmaceutical specification tubing, fully annealed, chemistry to ASTM A-269, manufactured to ASTM A-270, and 3A Standard.
Pipework Standard: Configured to Good Manufacturing and Engineering Practices (cGMP). Designed to ASME BPE specifications. Free draining.
Welding: Welding would be of T.I.G. (Tungsten Inert Gas) method; using an internal and external argon gas purge, using a computer controlled enclosed head orbital welding plant, carried out by technicians coded to EN 287, to Suncombe procedures coded to EN288.
Inspection: 100% visual external, 100% Dye-penetrant , 20% Boroscope
Material Documentation: 3.1b material certificates linked to each part, weld maps, weld logs, welder certificates, welding machine certificates, welding procedures. Welding profiles and maps will be compiled for all welds.
Process fittings Triclamp, Service fittings BSP or Flanged
Process valves: Pharmaceutical specification diaphragm valves, 316 stainless steel, 0.5um max, internal finish, fully certified and documented, PTFE sandwich gaskets (FDA compliant material).
Service valves yellow metal gate type
Documentation: Full documentation package as per enquiry pack.
ASME BPE Standard

Automation Excellence
PLC Based Siemens or Allen Bradley Control Systems
4” – 15” HMI or Industrial PC Operator Interface
Recipe or Batch Control Systems
Designed to GAMP guidelines
Electrical Designed in house
Software development and authors in house
Suitable for full validation
Automation

Suite#1000
Manually operated and simple programmable logic
Hard Coded fixed Recipes with variable time parameters
Stand alone systems
Built to GAMP guidelines
Suitable for full validation
Automation

Suite#2000
PLC Based 20 Recipe mid-level Control Systems
10 Steps per recipe, 10 variables per step
6” Colour HMI with option for printout, Interface support, no networking
Stand alone systems
Built to GAMP guidelines
Suitable for full validation
Automation
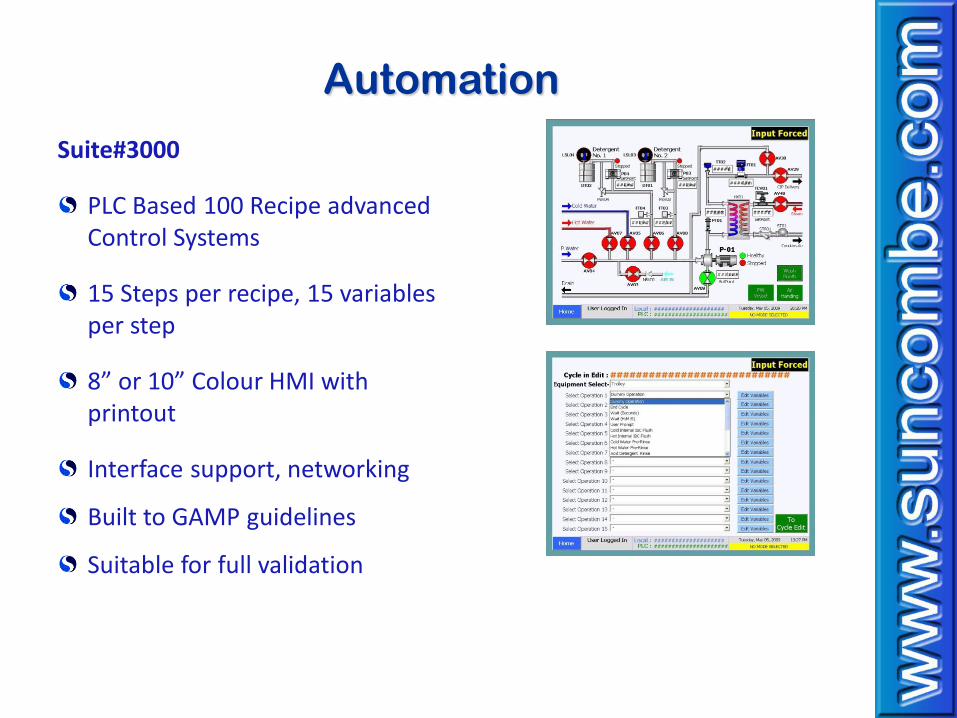
Suite#3000
PLC Based 100 Recipe advanced Control Systems
15 Steps per recipe, 15 variables per step
8” or 10” Colour HMI with printout
Interface support, networking
Built to GAMP guidelines
Suitable for full validation
Automation

Suite#3000 with 21CFR11 Reports
PLC Based 100 Recipe advanced Control Systems
15 Steps per recipe, 15 variables per step
8” or 10” Colour HMI with printout
Interface support, networking
21CFR11 compliant Electronic records and Batch Reports
Built to GAMP guidelines
Suitable for full validation
Automation

Suite#4000
PLC Based 100 Recipe advanced Control Systems
Industrial PC running WINCC SCADA, full interfacing and networking
Electronic record storage facilities and batch reporting compliant with 21CFR11
Interface support, networking
Built to GAMP guidelines
Suitable for full validation
Automation

Drawing
PFD, P&ID, Schematics and Circuit Diagrams in ACAD
Our Design

3D Modelling
Autodesk Inventor 3D Modelling is employed throughout the design process
Our Design

Certification
CE Mark – we design and manufacture pressure vessels and assemble pressure equipment and CE mark in accordance with Pressure Equipment Directive 97/23/EC
We primarily design to PD5500, ASME VIII and EN 13445, with facilities for other codes. Self certification and third party certification are used, together with NDT Testing to code.
Our Certification

Our Risk Assessment Formal risk assessments (HAZOP, FMEA) and design reviews would be carried out as
part of and throughout the detail design and construction of the system.

Equipment Standard
316L Stainless Steel, Duplex Stainless and Hastelloy materials Surface RA 0.5um or better
ASME BPE standard Pipework, fully annealed, chemistry to ASTM A-269, manufactured to ASTM A-270, and 3A Standard.
Sanitary designed to ensure no deadlegs or product retention areas complying with ASME Bioprocessing Equipment guidelines.
Our Hygiene Standards

Welding
Welding would be of T.I.G. (Tungsten Inert Gas) method; using an internal and external argon gas purge, using a computer controlled enclosed head orbital welding plant, carried out by technicians coded to EN 287, to Suncombe procedures to EN ISO 15609 (formerly EN 288 Part 2), tested to EN ISO 15614 Part 1 (formerly EN 288 Part 3). Welding profiles and maps will be compiled for all welds.
100% Boroscopic Inspection of all welds
Our Manufacturing

Our Components
PureKleen™ Parts Washer Example Equipment
Diaphragm Valves ASME BPE Pipework and Fittings
Hygienic Pumps BioPharma Instrumentation

All design and manufacture carried out by Suncombe personnel
3D Control Panel Layout Design
Individually developed Electrical Diagrams
Stainless steel enclosures
Wired to EN60204 standards
All cables fitted with ferrules and individually numbered
All testing and commissioning, maintenance and servicing carried out by Suncombe personnel
Our Control Panels

All specifications are developed by Suncombe personnel
Functional Design Specification – individually compiled to confirm all operational aspects of the systems – in text and flowcharts
Hardware Design Specification - compiled to confirm hardware architecture
Interface Specification - compiled to confirm all interfaces including hard wired, Ethernet, profibus etc.
Software Design Specification - compiled to confirm software modules and logic included
Our Control Specification
START RINSE
RED = DEACTIVATED
GREEN = ACTIVATED
BLUE = INTERFACE SIGNAL
IF WATER SELECTION [OpXV1]=0 THEN OPEN RO VALVE [SV02]
IF WATER SELECTION [OpXV1]=1 ATHEN OPEN WFI VALVE [SV01]
WAIT TOP RINSE TIME [OpXV6]
WAIT LSH01 OFF FOR DRAIN TIME
[OpXV10]
FINISH RINSE
CLOSE DRAIN VALVE [SV12]
OPEN RACK ROUTE VALVE [SV08]
WAIT 2 SECONDS
CLOSE TOP ROUTE VALVE [SV07]
WAIT RACK RINSE TIME [OpXV8]
IS
RINSE COUNTER >
OpXV9
ADD ONE TO RINSE COUNTER
YES
OPEN TOP ROUTE VALVE [SV07]
WAIT 2 SECONDS
CLOSE BOTTOM ROUTE VALVE [SV09]
NO
OPEN DRAIN VALVE [SV12]
RESET RINSE COUNTER
CLOSE HW DI VALVE [SV01]
CLOSE CW CITY VALVE [SV02]
CLOSE HW CITY VALVE [SV06]
CLOSE BOTTOM SPRAY ROUTE [SV10]
OPEN PIPEWORK DRAIN VALVE [SV13]
CLOSE BLOCK VALVE [SV06]
OPEN DRAIN VALVE [SV05]
IS
RECIRC REQUIRED
[OpXV1]
NO
OPEN BOTTOM ROUTE VALVE [SV09]
WAIT 2 SECONDS
CLOSE RACK ROUTE VALVE [SV08]
WAIT RACK RINSE TIME [OpXV8]
IS
CHEMICAL
QUANTITY
[OpXV3]
> 0
NO
OPEN CHEMICAL VALVE [SV03]
SET CHEMICAL REQUESTYES
WAIT FLOW TOTAL [∑FT01] > OpXV3
OPEN CHEMICAL VALVE [SV03]
SET CHEMICAL CHECK FLAG
RESET CHEMICAL REQUEST
WAIT INTERMEDIATE LEVEL [LSI01] ON
CLOSE WFI VALVE [SV01]
CLOSE RO VALVE [SV02]
WAIT 2 SECONDS
START IMMERSION HEATER SUBROUTINE
IF TT01>OpXV5 FOR 5 SECONDS
CLOSE STEAM VALVE [SV04]
IF TT01<OpXV5
OPEN STEAM VALVE [SV04]
START DELIVERY PUMP [P01] AND SET DELIVERY TO
INTERNAL RECIRC SPEED [VSD01] TO EngXV4
SET PURE WATER CHECK FLAG
IS
PURE WATER
CHECK REQUIRED
[OpXV10]
YESWAIT LOW LEVEL [LSL01] ON

All PLC programming, HMI development and SCADA configuration are carried out by qualified, experienced Suncombe personnel
Programming encompasses international standard IEC 61131 for programmable logic controllers, GAMP guidelines, TickIT and IEC methodology. Compiled on current Siemens and Rockwell development platforms.
Testing in development, module testing, client source code review, change control and extensive operational testing.
Our Programming

A Factory Acceptance Test (FAT) Protocol is compiled for all systems and is client witnessed.
The FAT incorporates full documentation checks, wet and dry system testing and is carried out to ensure our clientele that our systems are fully functional prior to despatch.
An FAT report accompanies the equipment and can be used as leverage for the site based Site Acceptance Testing (SAT).
Suncombe personnel can carry out or assist in client Qualification activities.
Our Testing

Validation Documentation
Typical documents packages include Document Index, Quality Plan, GANTT Programme, FDS, HDS, SDS, P&ID Drawings, GA Drawings, Equipment List, Instrument List, Circuit Drawings, Software Code and Test Protocols.
Validation Lifecycle
Our products follow the GAMP Validation Life Cycle with documentary evidence of procedures and processes during design, development, pre-construction, construction and commissioning .
Our Validation

Weld Validation
Weld maps and tables linking every weld to its base materials (3.1b), the weld reference, the welder, the welder qualification and the welding machine.
Documentation and DataManual
Full validation documentation lifecycle. Datamanual including Instruction, Operation and Maintenance manuals, Design Drawings, Schedules and Specifications including all validation documentation.
Our Documentation

Corporate Responsibility - we set, maintain and promote high standards of corporate responsibility.
Quality - We have a companywide commitment to quality, which is integral to our business culture.
Health and Safety – all work is carried out in accordance with the relevant statutory provisions and all measures taken to avoid risks to our employees or others who may be affected.
Environmental - Our policy is to wherever possible minimise the environmental impact of our operations.
Our Company Policies

Individual Project Teams are selected for every project, with a Project Manager or Project Director as a single point of contact and a single point
of responsibility.
Our Project Management
Mechanical Design
Documentation
Quality Director
Testing
Managing Director
Automation DesignPROJECT
ENGINEERING
Electrical
Supervisor
Purchasing
Automation
Manager
Mechanical
Supervisor
Automation
Designers
Software Authors
Project Director
Manufacturing and
Installation
Project Accountant
Commercial
Mechanical
Designers
Project Timeline

Suncombe Worldwide
Worldwide Network of Technical Sales Agents and Distributors

Suncombe Products

Typical Clientele
BioPharma/Medical/Chemical

Typical Clientele Personal Care

Thank you for your attention For further information please contact:
Suncombe Ltd
Jade House Lockfield Avenue Brimsdown Enfield Middlesex EN3 7JY UK
Tel +44(0) 208-443-3454 Fax +44(0) 208-443-3969
E-Mail: [email protected]
Web: www.suncombe.com






























