Embed Size (px)
Citation preview
Automation & Robotics Research Institute (ARRI)The University of Texas at Arlington
F.L. Lewis, IEEE FellowMoncrief-O’Donnell Endowed Chair
Head, Controls & Sensors Group
http://ARRI.uta.edu/[email protected]
Intelligent Fault Diagnosis & Prognosis
John Wiley, New York, 2006 John Wiley, New York, 2003
Why Intelligent Diagnostics & Prognostics?
Diagnostics
Intelligent Decision Making
Prognostics
Condition-Based Maintenance
Signal Processing
Machinery Monitoring using Wireless Sensor Networks
Outline
Who is the Customer
• The maintainer – Maintenance, Repair and Overhaul of Critical Systems
• The operator/pilot – Awareness and corrective action under safety critical conditions
• The operations manager/field commander – What is my confidence that I can deploy a particular asset for a specific mission/task?
• The system designer – How do I take advantage of CBM/PHM technologies to design high-confidence, fault-tolerant systems?
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

New Business Models for Machinery MaintenanceOriginal Equipment Manufacturer Becomes the Service Provider
Integrate Manufacturing, Service, and MaintenanceLifetime Machine Service ContractGuaranteed Up-Time for UserGuaranteed Lifetime Revenue Stream for OEM
• Internet-Based E-Maintenance• Integrate Internet with Machine On-Board Diagnostics• Centralized Service Scheduling and Dispatching• Reduced Service Costs
Subcontracted Maintenance Service ProvidersMSP provides and maintains the wireless sensor networkMSP monitors equipment, schedules & provides maintenanceLike current Security Systems- Brinks, etc.
Dr. Jay Lee
Imperatives for New Automated Maintenance ParadigmsBreakdowns, Unscheduled Maintenance, and Temporary Repairs-
add Billions to Manufacturing Costsdestroy throughput and Due Date schedules
Reduced manning levels in Factory Of The Future, Military, NaviesComplexity of new machinery makes maintenance more complexReduced failure tolerance of Just-in-Time systemsSmall companies cannot afford full-time maintenance techniciansReady availability of on-board sensors used for control purposesEase of remote information access over the internet
Old Paradigm- open loop, no feedback of machine condition
Preventive MaintenancePeriodic, whether needed or not
Run-to-FailureNo maintenance
Two Extremes of Manpower & Resource Waste
ObjectivesExtend equipment lifetimeReduce down timeKeep throughput and due dates on track – mission criticalityUse minimum of maintenance personnelMaximum uptime for minimum effective maintenance costsCBM should be transparent to the user
No extra maintenance for the CBM network!Determine the best time to do maintenance
Efficiently use maintenance & repair resourcesDo not interfere with machine usage requirements
Allow planning for maintenance costsNo unexpected last-minute costs!
Condition-Based Maintenance (CBM)Prognostics & Health Management (PHM)

CBM+: Maintenance-CentricLogistics Support for the Future
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

www.MIMOSA.orgMachine User Group- CBM Data
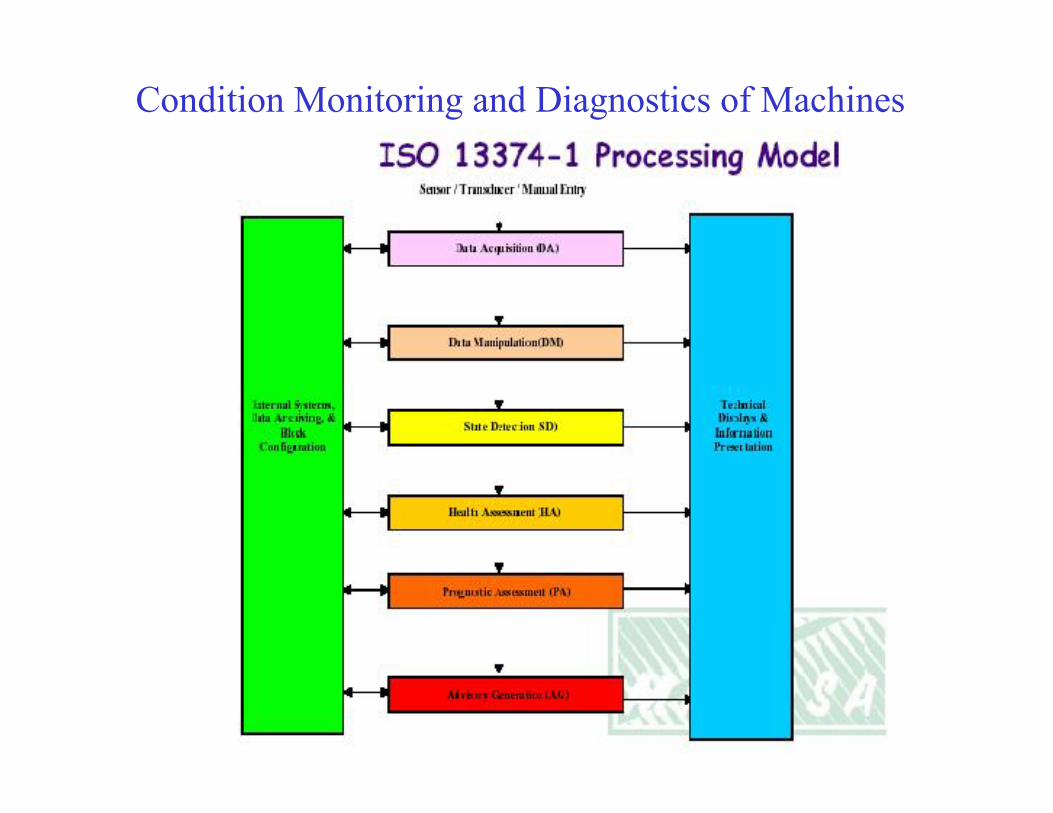
Condition Monitoring and Diagnostics of Machines
The Systems Approach to CBM/PHM
•• Trade StudiesTrade Studies• Failure Modes and Effects Criticality
Analysis (FMECA)• System Test Plan Design• Comparison of Data Distributions/Statistical
Measures• Performance Metrics• Verification and Validation (V&V) of PHM
Systems
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
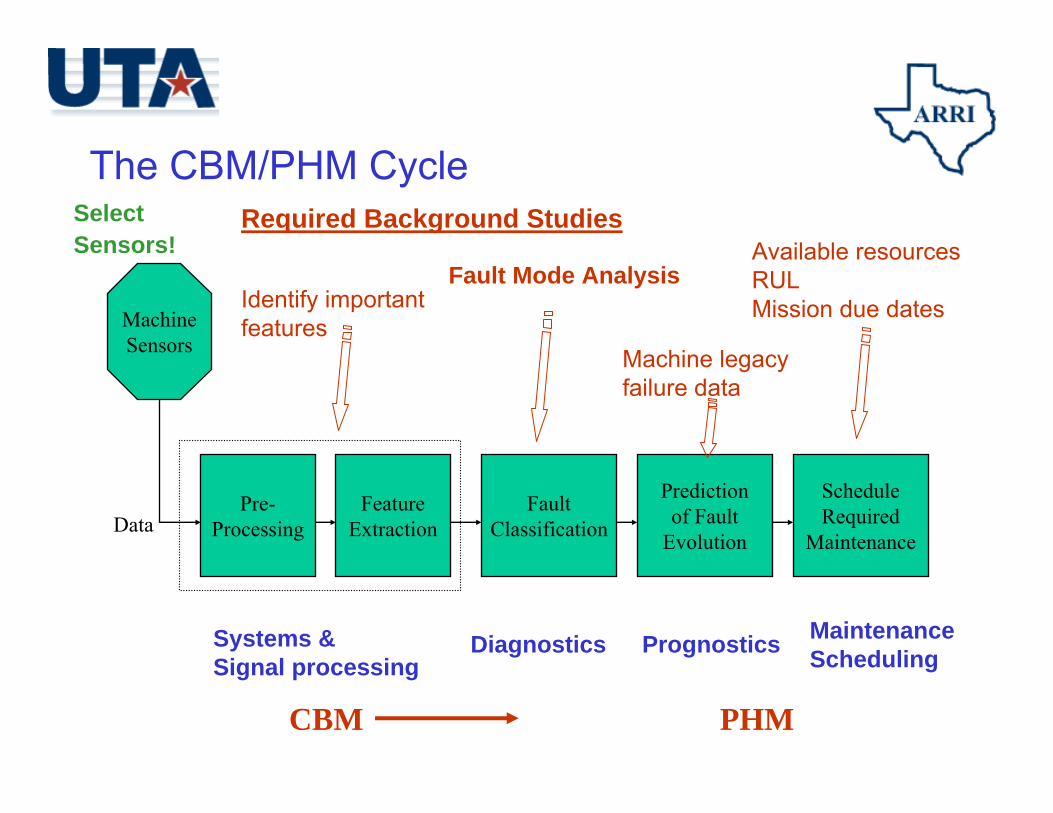
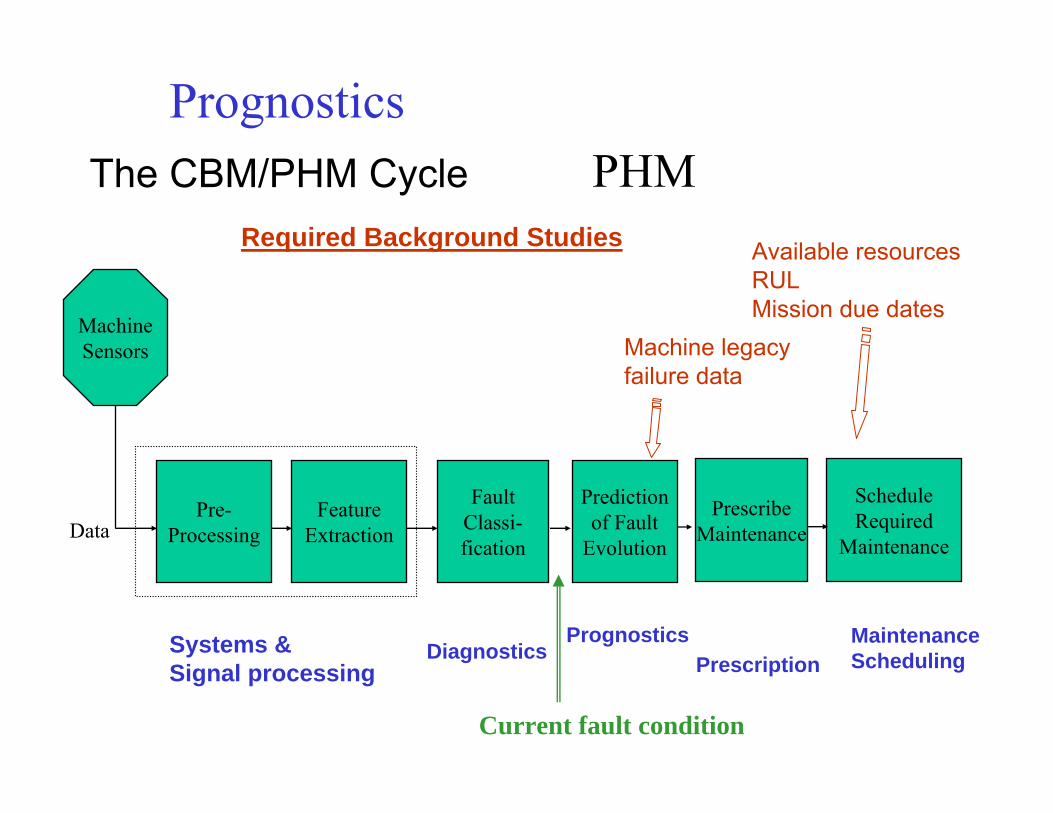
The CBM/PHM Cycle
MachineSensors
Pre-Processing
FeatureExtraction
FaultClassification
Predictionof Fault
EvolutionData
ScheduleRequired
Maintenance
Systems &Signal processing
Diagnostics Prognostics MaintenanceScheduling
Identify importantfeatures
Fault Mode Analysis
Machine legacy failure data
Available resourcesRULMission due dates
Required Background Studies
PHMCBM
SelectSensors!
Off Line- Background Studies, Fault Mode AnalysisOn Line- Perform real-time Fault Monitoring & Diagnosis
Two Phases of CBM Diagnostics
Three Stages of CBM/PHM
DiagnosticsPrognosticsMaintenance Scheduling
Diagnostics
• Fault (Failure) Detection
• Fault (Failure) Isolation
• Fault (Failure) Identification
Exception Fault Failure
CBM – Fault Diagnosis Background Studies
• Fault Mode Analysis (FMA) - Identify Failure and Fault Modes
• Identify the best Features to track for effective diagnosis
• Identify measured sensor outputs needed to compute the features
• Build Fault Pattern Library
Deal with FAULTSNeed to identify Faults before they become Failures
Phase I- Preliminary Off Line Studies
Why Motors Fail?Bearing Failures:Bearing Failures:– Root cause of ~ 50%Motor Failures– Effect: Motor burn out– Sources: Improper Lubrication, Shaft Voltages, Excessive Loadings
Excessive Vibrations:Excessive Vibrations:– Effect: bearing failures, metal fatigue of parts and windings– Sources: Usually caused by improper balance of rotating part
Electrical Problems:Electrical Problems:– Effect: Higher than normal current, overheating– Sources: Low Voltages, Unbalanced 3-Phase Voltages
Mechanical Problems:Mechanical Problems:– Effect: Bearing failures, overheating– Sources: Excessive Load and Load Fluctuations result in more current
Maintenance issues:Maintenance issues:– Sources: Inadequate regular maintenance, lack of preventive maintenance, lack of
Root Cause Analysis
Fault Mode Analysis

Compressor Pre-rotation Vane
Condenser
Evaporator
•Compressor Stall & Surge•Shaft Seal Leakage•Oil Level High/Low•Aux. Pump Fail•Oil Cooler Fail•PRV/VGD Mechanical Failure
•Condenser Tube Fouling•Condenser Water Control Valve Failure•Tube Leakage•Decreased Sea Water Flow
•Target Flow Meter Failure•Decreased Chilled Water Flow•Evaporator Tube Freezing
•Non Condensable Gas in Refrigerant•Contaminated Refrigerant•Refrigerant Charge High•Refrigerant Charge Low
•SW in/out temp.•SW flow•Cond. press.•Cond. PD press.•Cond. liquid out temp.
•Comp. suct. press./temp.•Comp. disch. press./temp.•Comp. oil press./flow (at required points)•Comp. bearing oil temp•Comp. suct. super-heat•Shaft seal interface temp.•PRV Position
•Liquid line temp.•(Refrigerant weight)
•CW in/out temp./flow•Eva. temp./press.•Eva. PD press.
Ex. Ex. -- Navy Centrifugal Chiller Failure ModesNavy Centrifugal Chiller Failure Modes
Fault Mode AnalysisDr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

Fault Mode: Refrigerant Charge Low
Symptoms: 1. Low Evaporator Liquid Temperature2. Low Evaporator Suction pressure3. Increasing difference (D-ELT-CWDT) between Chilled Water
Discharge Temperature and Evaporator Liquid Temperature
Sensors: 1. Evaporator Liquid Temperature (ELT)2. Evaporator Suction Pressure (ESP)3. Chilled Water Discharge Temperature (CWDT)

Failure Modes and Effects Criticality Analysis
Failure Modes and Effects Criticality Analysis
New systematic approach based on fuzzy Petri networks and efficient search techniques to define failure effect – root cause relationships
Large LeakDetected (0.9)
Ok (0.9)Not ok (0.1)
CheckPressure Meter
CheckVacuum Pump
Check forOverheating
Check forDirty Fluid
(0.81)
Ok (0.9)
Ok (0.8)
Ok (0.1)
Not ok (0.1)
Not ok (0.2)
Not ok (0.9)
Large Leak While Meter Readingis Correct (0.81)
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

Helicopter Fault Tree
HelicopterFailure
MotorFailures
ActuatorFailures
PowerFailures
SensorFailures
Computer SystemFailures
Main RotorFailures
Tail RotorFailures
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
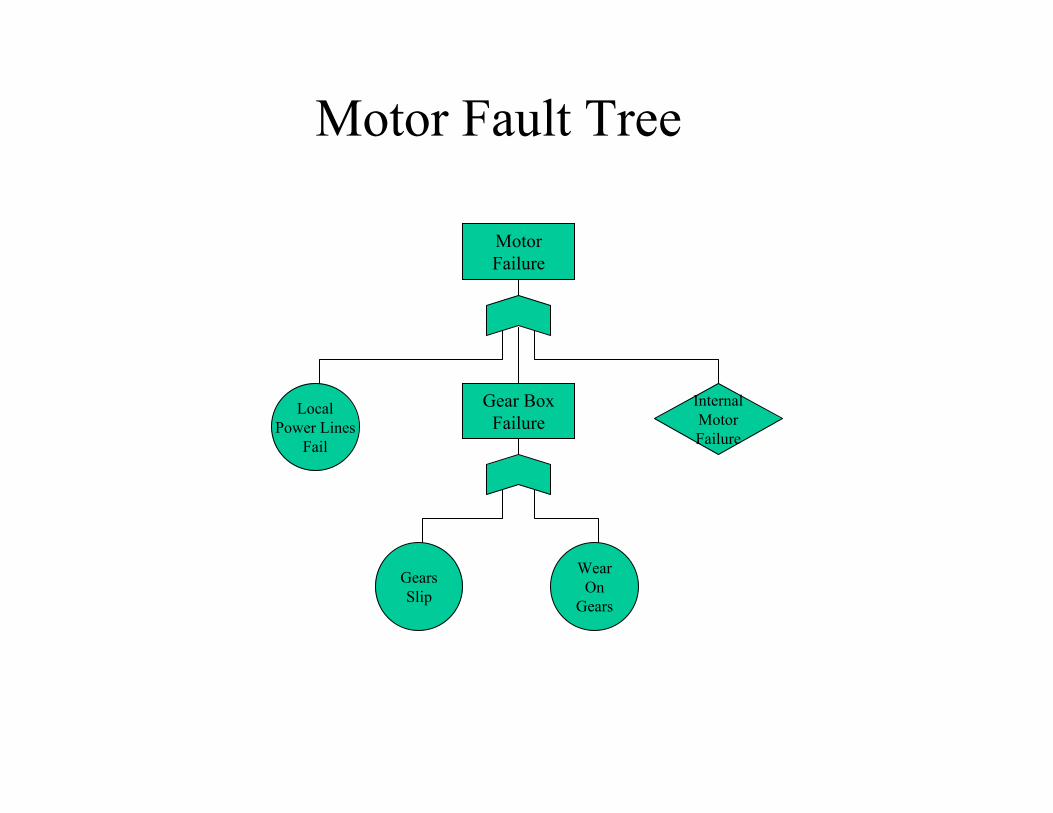
Motor Fault Tree
MotorFailure
Gear BoxFailure
InternalMotorFailure
LocalPower Lines
Fail
GearsSlip
WearOn
Gears
Sensor Selection
• Existing OEM sensors
• Used e.g. for Control
• Add extra DSP – Virtual Sensors
• Add additional sensors for CBM/PHM
Feature Selection
• What to measure to get information about the fault?
SENSOR SELECTION AND PLACEMENT
• Objective: Determine the optimum type and placement of sensors
• Current Status:Ad hoc;heuristic methods;Mostly “an art”
• Future Direction: Put some “science” into the problem
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
Diagnostics
• Model-Based Methods
• Non-Model-Based – Data-Based
• Statistical Analysis Methods
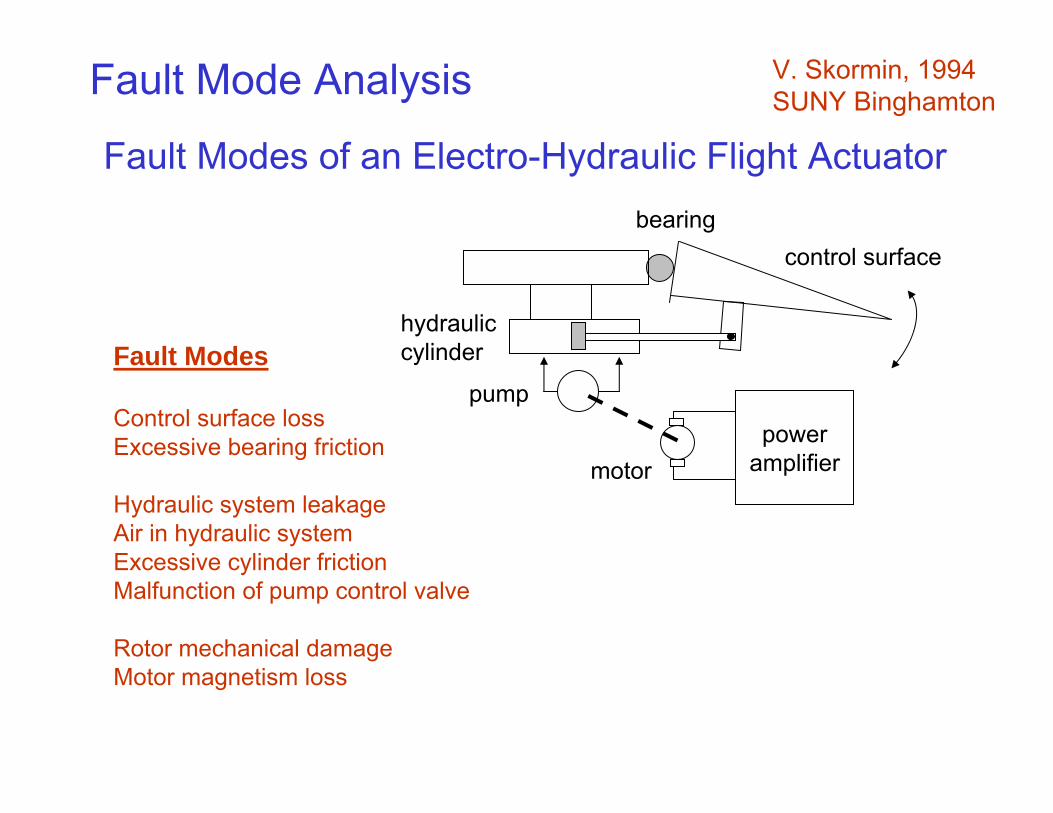
Fault Modes of an Electro-Hydraulic Flight Actuator
V. Skormin, 1994SUNY Binghamton
bearingcontrol surface
hydrauliccylinder
pump
poweramplifier
Fault Modes
Control surface lossExcessive bearing friction
Hydraulic system leakageAir in hydraulic systemExcessive cylinder frictionMalfunction of pump control valve
Rotor mechanical damageMotor magnetism loss
motor
Fault Mode Analysis
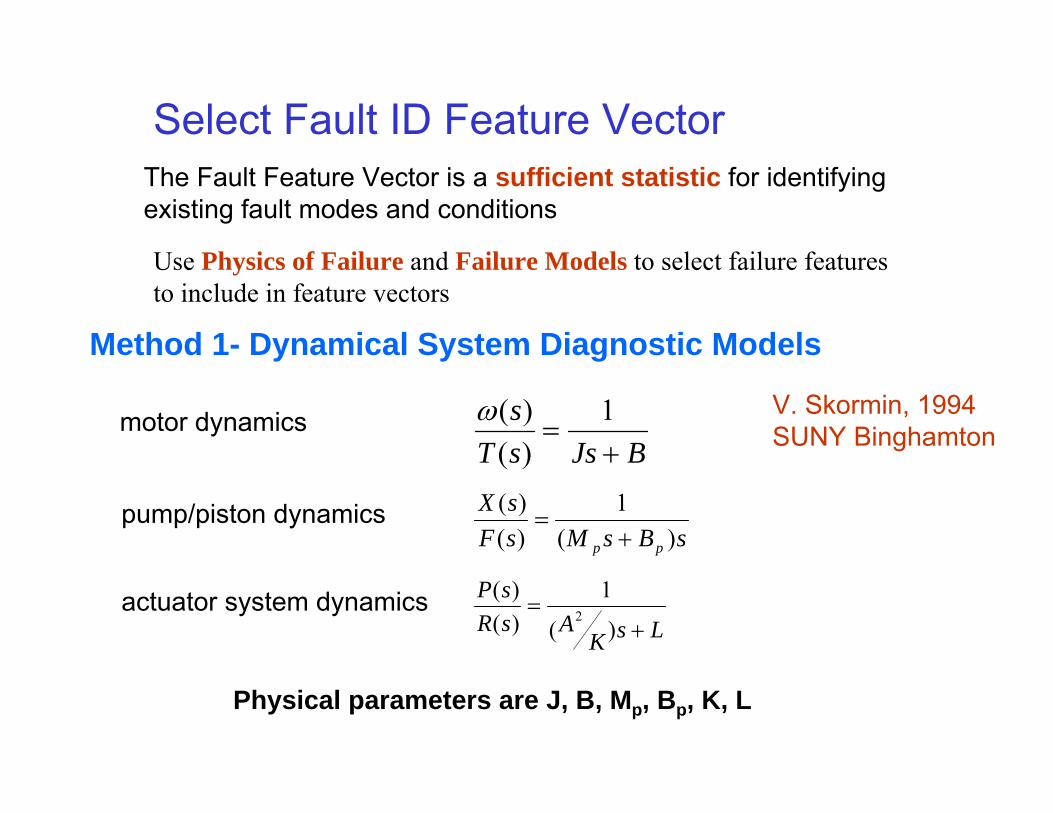
Use Physics of Failure and Failure Models to select failure features to include in feature vectors
Select Fault ID Feature Vector
Method 1- Dynamical System Diagnostic Models
The Fault Feature Vector is a sufficient statistic for identifying existing fault modes and conditions
BJssTs
+=
1)()(ωmotor dynamics
sBsMsFsX
pp )(1
)()(
+=pump/piston dynamics
LsKAsR
sP
+=
)(
1)()(
2actuator system dynamics
Physical parameters are J, B, Mp, Bp, K, L
V. Skormin, 1994SUNY Binghamton

Select Feature VectorRelate physical parameters J, B, Mp, Bp, K, L to fault modes
Get expert opinion (from manufacturer or from user group)Get actual fault/failure legacy data from recorded machine historiesOr run system testbed under induced faults
Result -
Etc.Etc.
THEN (fault is air in hydraulic system)IF (actuator stiffness K is small)AND (piston damping coeff. Bp is small)
THEN (fault is excess cylinder friction)IF (motor damping coeff. B is large)AND (piston damping coeff. Bp is large)
THEN (fault is hydraulic system leakage)IF (leakage coeff. L is large)Fault ModeCondition
Therefore, select the physical parameters as the feature vectorT
pp LKBMBJt ][)( =φ
V. Skormin, 1994SUNY Binghamton
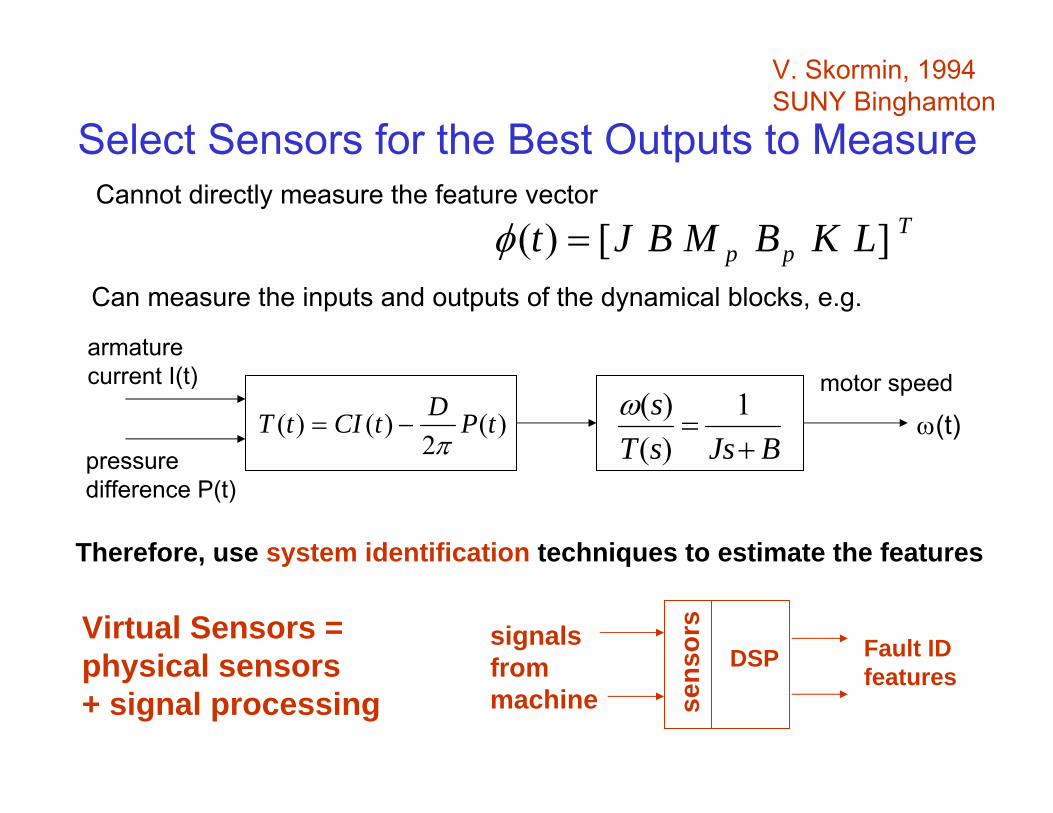
Select Sensors for the Best Outputs to Measure
V. Skormin, 1994SUNY Binghamton
Tpp LKBMBJt ][)( =φ
Cannot directly measure the feature vector
Can measure the inputs and outputs of the dynamical blocks, e.g.
BJssTs
+=
1)()(ω
)(2
)()( tPDtCItTπ
−= ω(t)motor speed
armaturecurrent I(t)
pressuredifference P(t)
Therefore, use system identification techniques to estimate the features
Virtual Sensors = physical sensors + signal processing se
nsor
sDSP
signals from machine
Fault IDfeatures
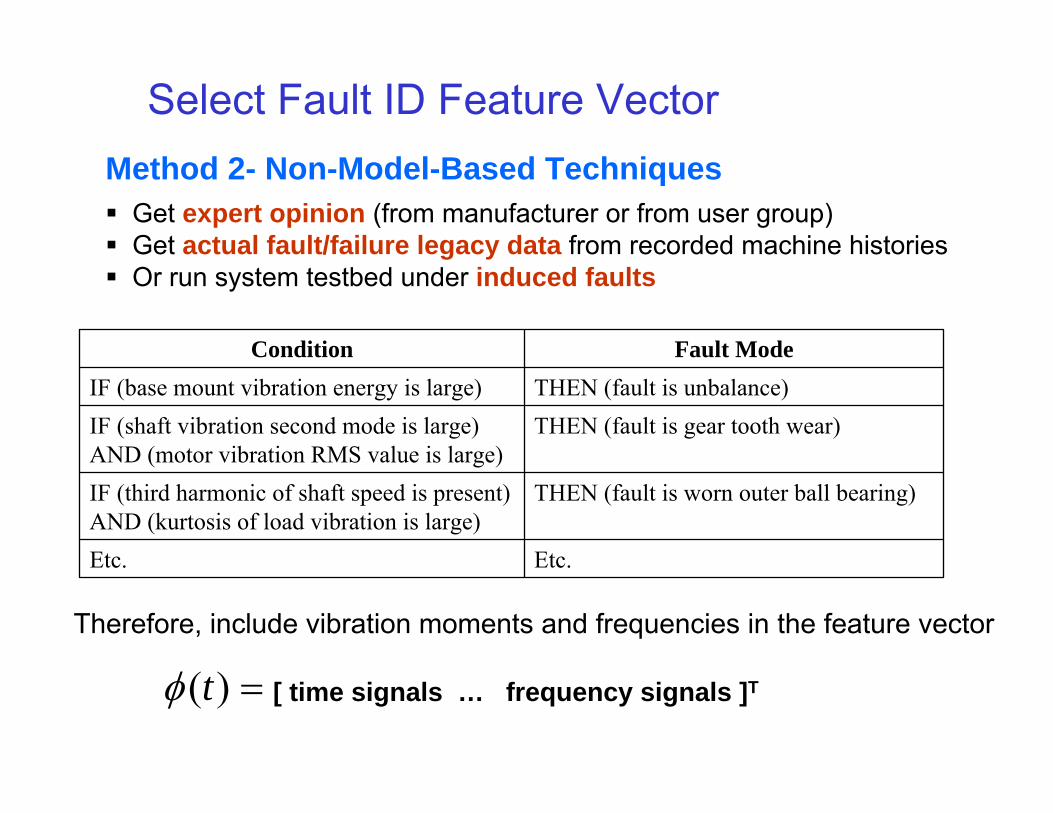
Method 2- Non-Model-Based Techniques
Select Fault ID Feature Vector
Etc.Etc.
THEN (fault is worn outer ball bearing)IF (third harmonic of shaft speed is present)AND (kurtosis of load vibration is large)
THEN (fault is gear tooth wear)IF (shaft vibration second mode is large)AND (motor vibration RMS value is large)
THEN (fault is unbalance)IF (base mount vibration energy is large)Fault ModeCondition
Therefore, include vibration moments and frequencies in the feature vector
=)(tφ [ time signals … frequency signals ]T
Get expert opinion (from manufacturer or from user group)Get actual fault/failure legacy data from recorded machine historiesOr run system testbed under induced faults
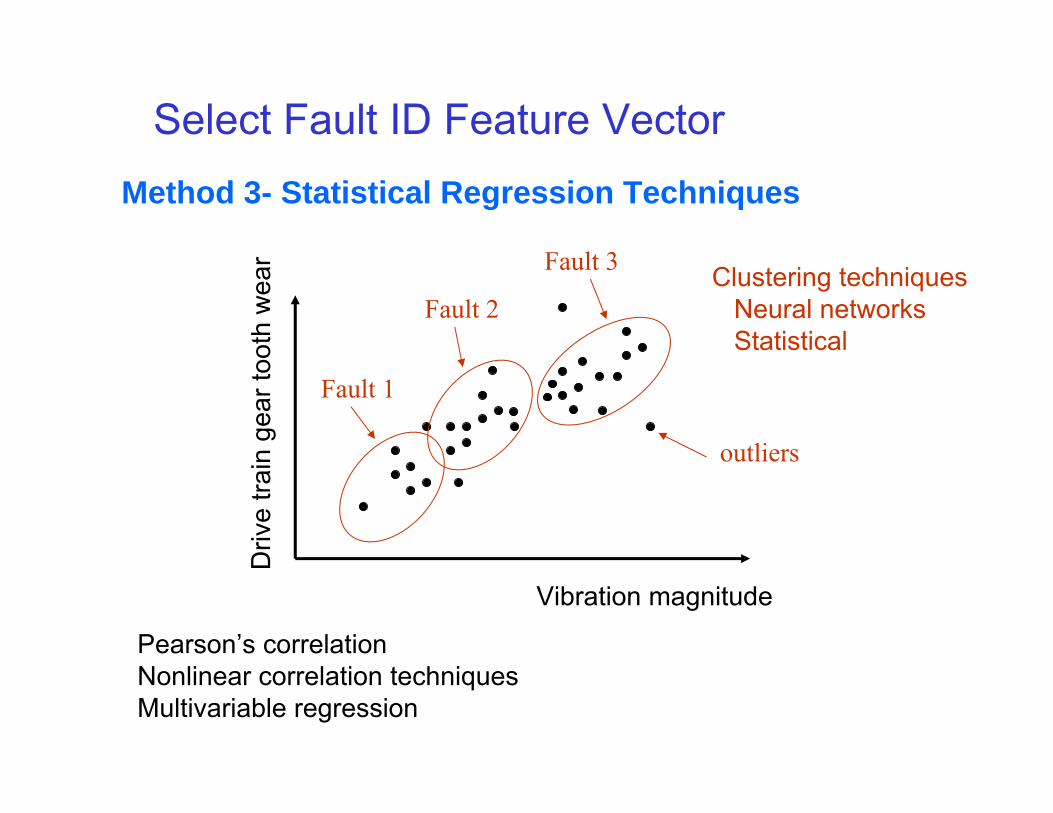
Method 3- Statistical Regression Techniques
Select Fault ID Feature Vector
Vibration magnitude
Driv
e tra
in g
ear t
ooth
wea
r
Pearson’s correlationNonlinear correlation techniquesMultivariable regression
Clustering techniquesNeural networksStatistical
Fault 1
Fault 2
Fault 3
outliers
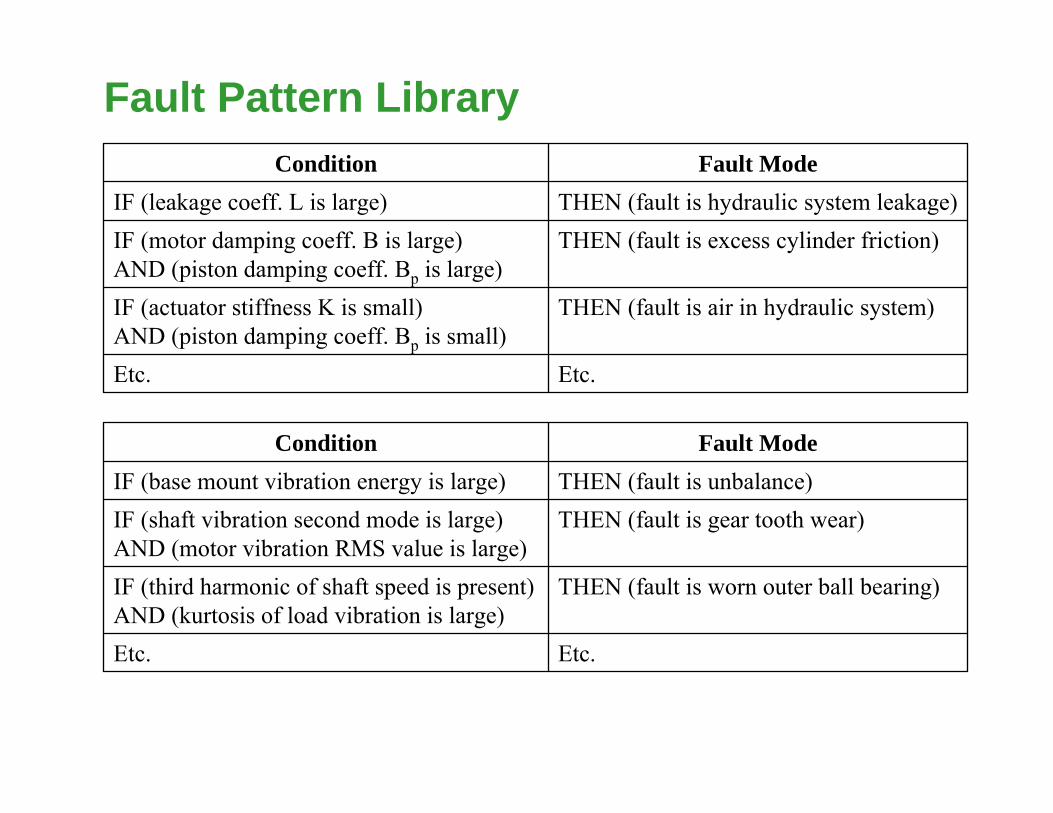
Etc.Etc.
THEN (fault is air in hydraulic system)IF (actuator stiffness K is small)AND (piston damping coeff. Bp is small)
THEN (fault is excess cylinder friction)IF (motor damping coeff. B is large)AND (piston damping coeff. Bp is large)
THEN (fault is hydraulic system leakage)IF (leakage coeff. L is large)Fault ModeCondition
Fault Pattern Library
Etc.Etc.
THEN (fault is worn outer ball bearing)IF (third harmonic of shaft speed is present)AND (kurtosis of load vibration is large)
THEN (fault is gear tooth wear)IF (shaft vibration second mode is large)AND (motor vibration RMS value is large)
THEN (fault is unbalance)IF (base mount vibration energy is large)Fault ModeCondition
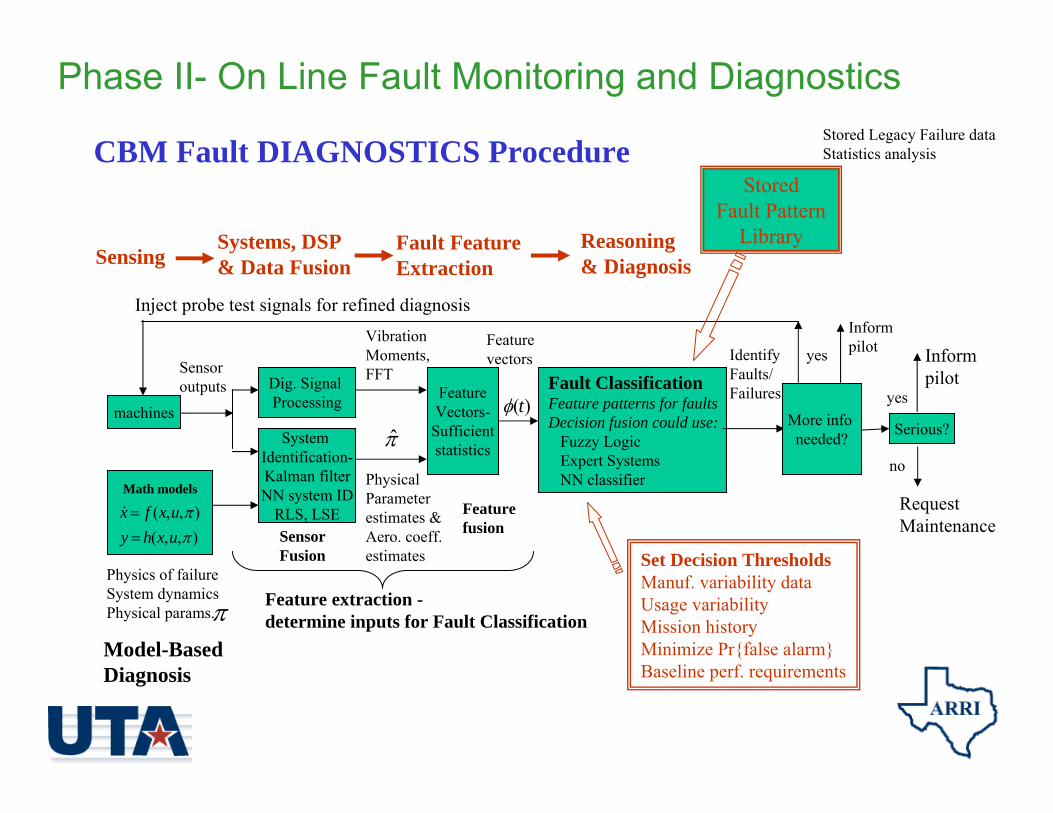
CBM Fault DIAGNOSTICS Procedure
machines
Math models
),,(),,(
ππ
uxhyuxfx
==
System Identification-Kalman filterNN system ID
RLS, LSE
Dig. Signal Processing
PhysicalParameterestimates &Aero. coeff.estimates
π̂
Sensoroutputs
VibrationMoments, FFT
FeatureVectors-
Sufficientstatistics
)(tφFault ClassificationFeature patterns for faultsDecision fusion could use:
Fuzzy LogicExpert SystemsNN classifier
Stored Legacy Failure dataStatistics analysis
Feature extraction -determine inputs for Fault Classification
Physics of failureSystem dynamicsPhysical params.
Identify Faults/Failures
More info needed?
Inject probe test signals for refined diagnosisInformpilotyes
π
Serious?
Informpilot
yes
SensingFault Feature Extraction
Reasoning& Diagnosis
Systems, DSP& Data Fusion
SensorFusion
Featurevectors
Featurefusion
StoredFault Pattern
Library
Model-BasedDiagnosis
Set Decision ThresholdsManuf. variability dataUsage variabilityMission historyMinimize Pr{false alarm}Baseline perf. requirements
Phase II- On Line Fault Monitoring and Diagnostics
no
Request Maintenance
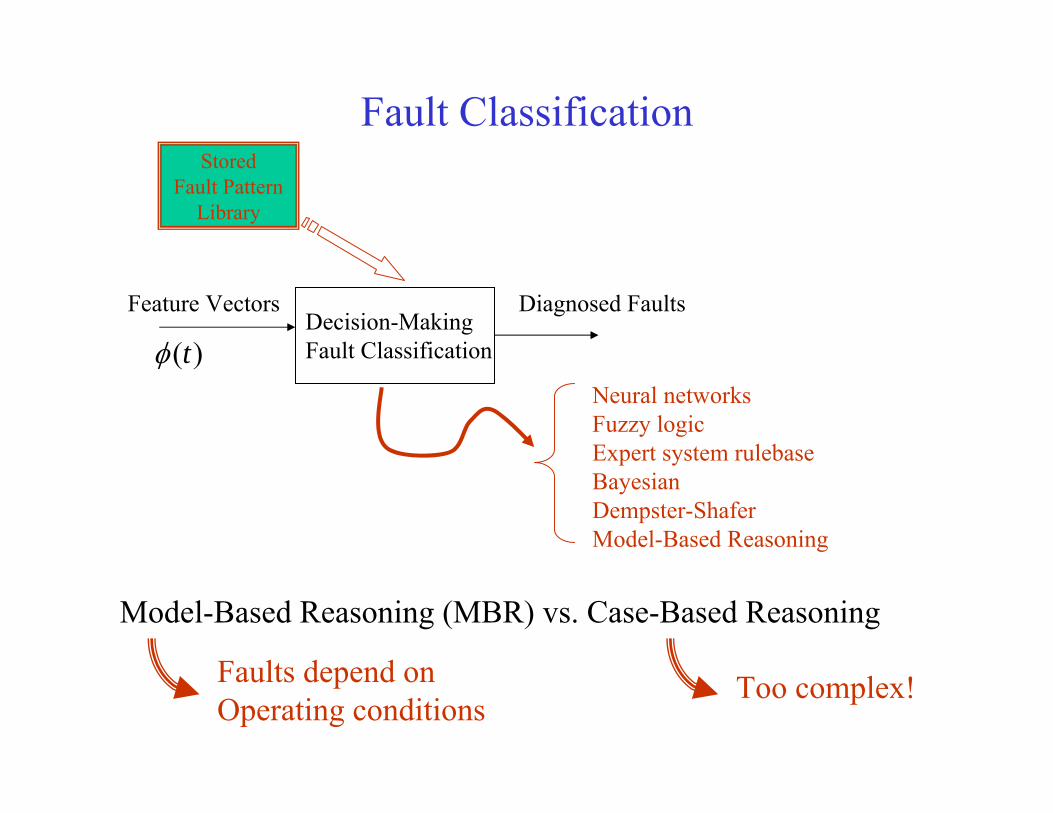
Fault Classification
Decision-MakingFault Classification
StoredFault Pattern
Library
Feature Vectors
)(tφ
Diagnosed Faults
Model-Based Reasoning (MBR) vs. Case-Based Reasoning
Too complex!Faults depend on Operating conditions
Neural networksFuzzy logicExpert system rulebaseBayesianDempster-ShaferModel-Based Reasoning
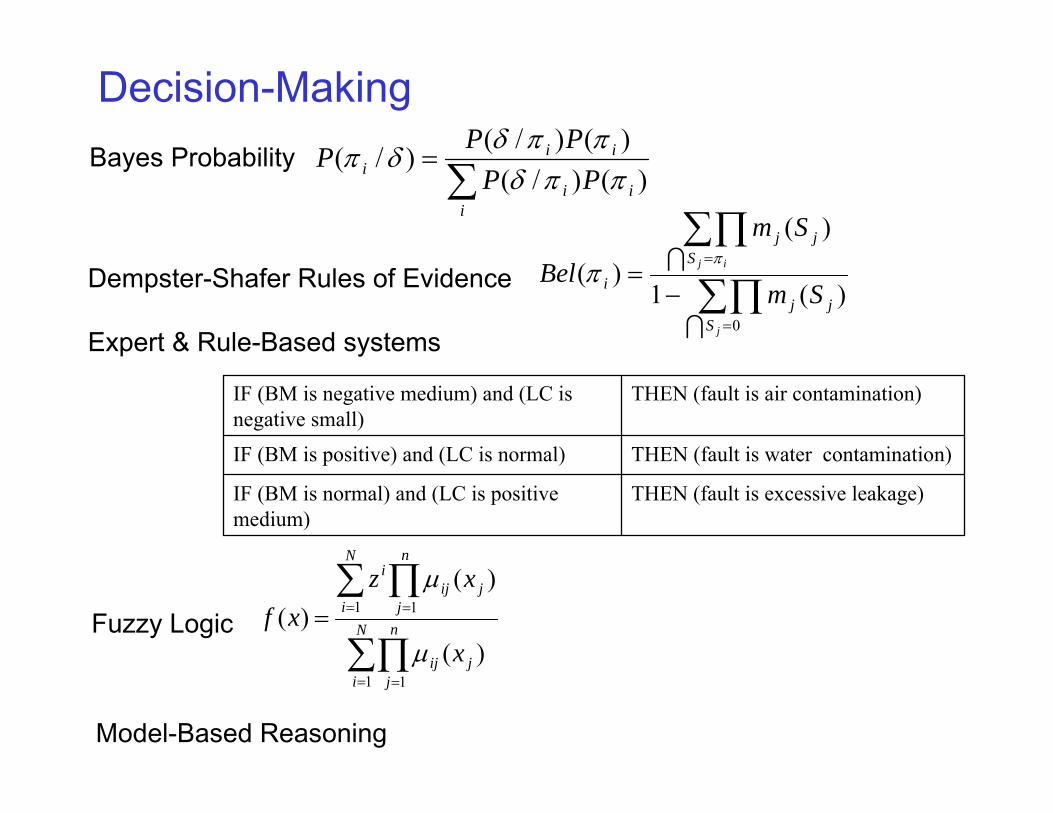
Decision-Making
∑∏
∑ ∏
= =
= == N
i
n
jjij
N
i
n
jjij
i
x
xzxf
1 1
1 1
)(
)()(
μ
μ
THEN (fault is excessive leakage)IF (BM is normal) and (LC is positive medium)
THEN (fault is water contamination)IF (BM is positive) and (LC is normal)
THEN (fault is air contamination)IF (BM is negative medium) and (LC is negative small)
∑=
iii
iii PP
PPP
)()/()()/(
)/(ππδ
ππδδπ
∑∏
∑∏
=
=
−=
∩
∩
0
)(1
)(
)(
j
ij
Sjj
Sjj
i Sm
Sm
Belπ
π
Bayes Probability
Dempster-Shafer Rules of Evidence
Expert & Rule-Based systems
Fuzzy Logic
Model-Based Reasoning
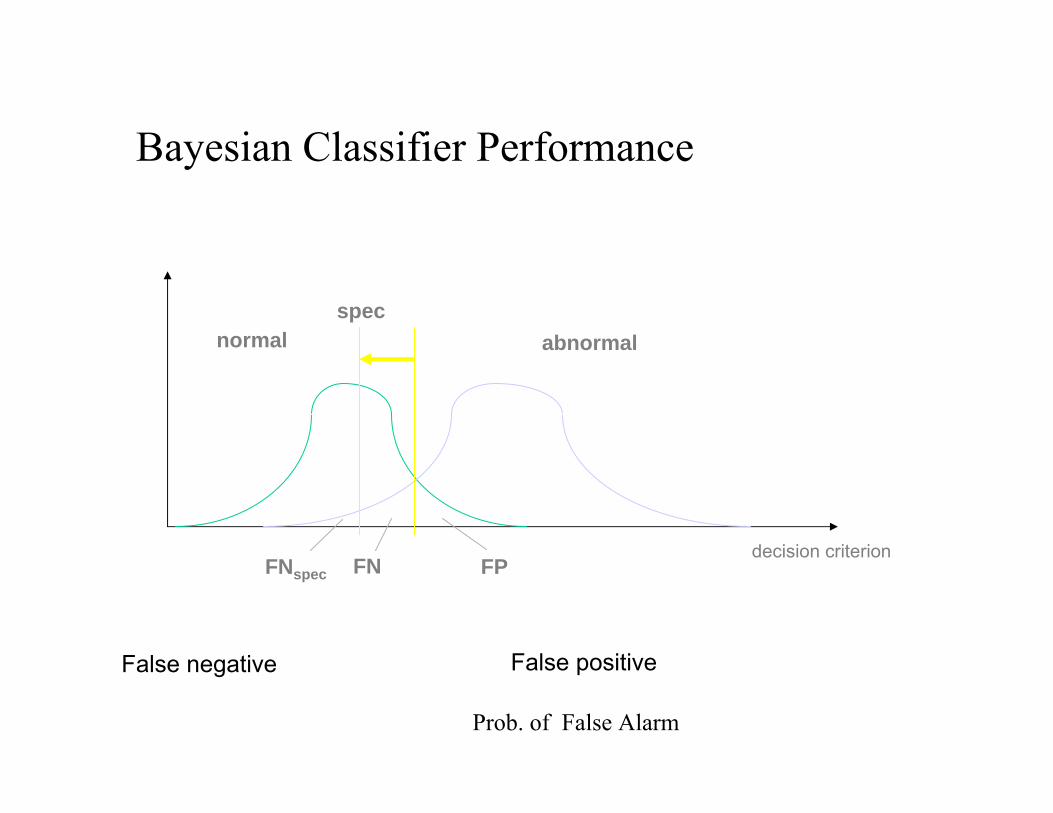
Bayesian Classifier Performance
normal abnormal
FN FP
spec
FNspecdecision criterion
False positiveFalse negative
Prob. of False Alarm
∑
∑
∅=∩
=∩
−=⊗
ji
ji
BAji
CBAji
BmAm
BmAmCmm
)()(1
)()()(
21
21
21
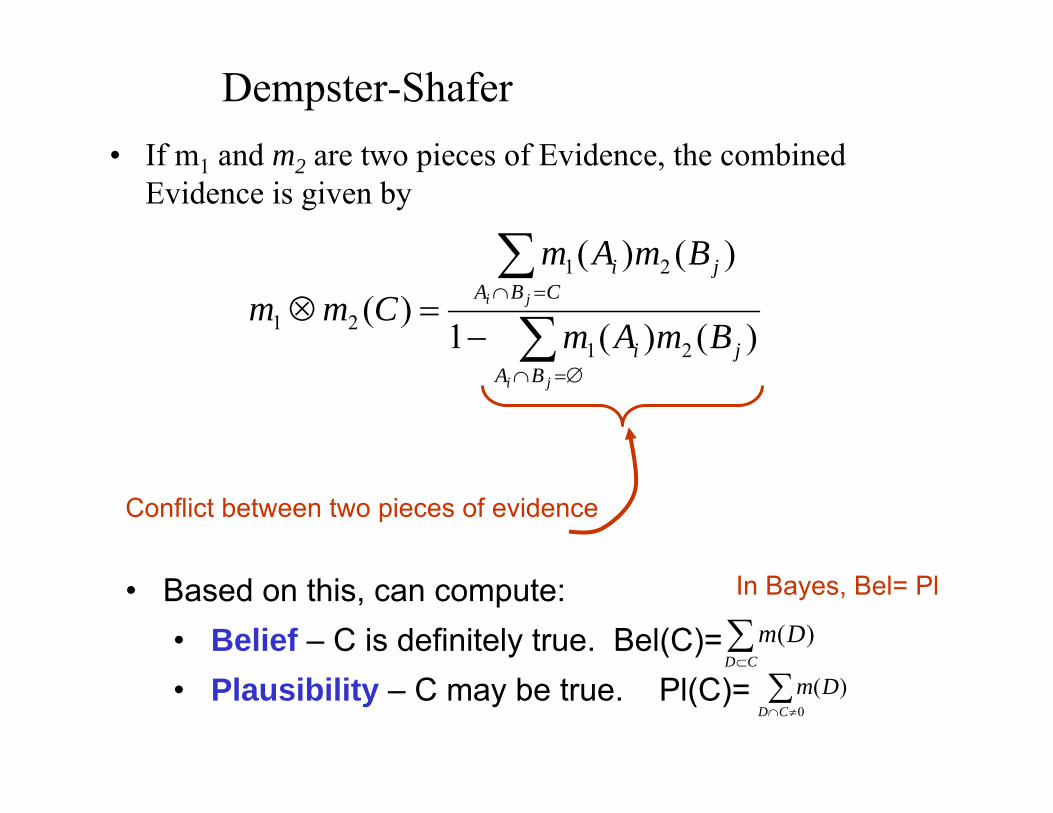
Dempster-Shafer• If m1 and m2 are two pieces of Evidence, the combined
Evidence is given by
Conflict between two pieces of evidence
• Based on this, can compute:• Belief – C is definitely true. Bel(C)= • Plausibility – C may be true. Pl(C)=
∑⊂CD
Dm )(
∑≠∩ 0
)(CD
Dm
In Bayes, Bel= Pl
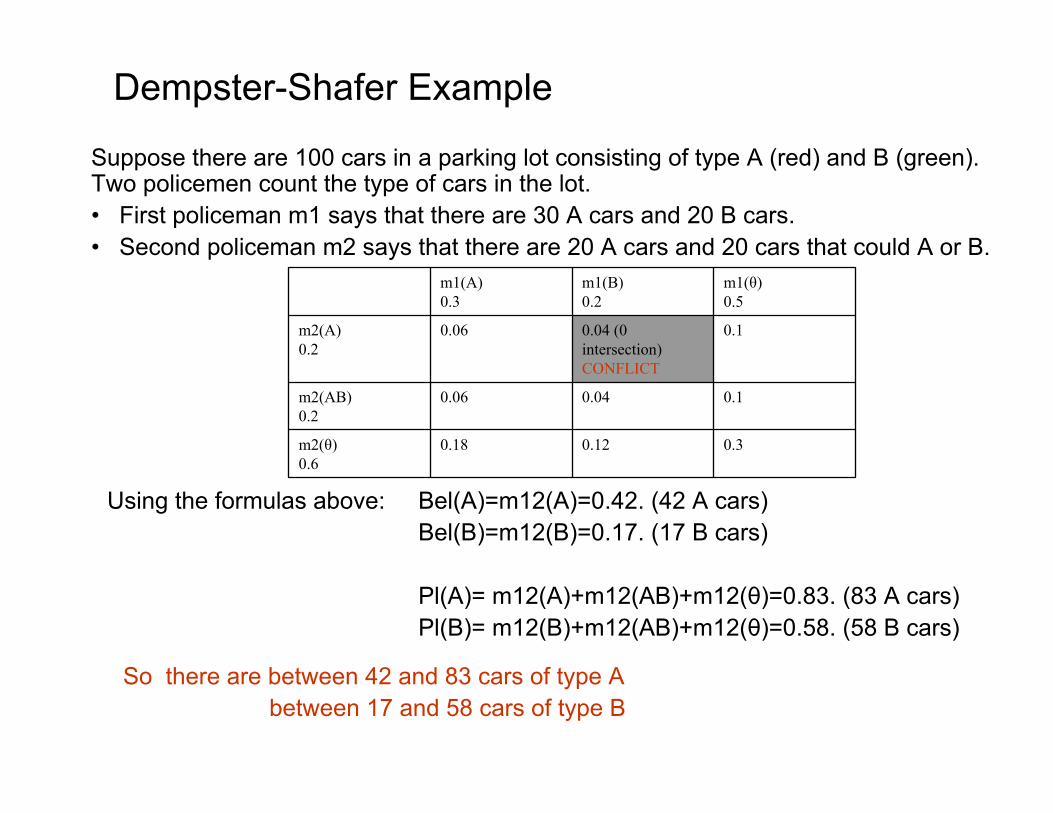
Dempster-Shafer Example
Suppose there are 100 cars in a parking lot consisting of type A (red) and B (green). Two policemen count the type of cars in the lot. • First policeman m1 says that there are 30 A cars and 20 B cars. • Second policeman m2 says that there are 20 A cars and 20 cars that could A or B.
0.30.120.18m2(θ) 0.6
0.10.040.06m2(AB) 0.2
0.10.04 (0 intersection)CONFLICT
0.06m2(A) 0.2
m1(θ)0.5
m1(B)0.2
m1(A)0.3
So there are between 42 and 83 cars of type Abetween 17 and 58 cars of type B
Bel(A)=m12(A)=0.42. (42 A cars)Bel(B)=m12(B)=0.17. (17 B cars)
Pl(A)= m12(A)+m12(AB)+m12(θ)=0.83. (83 A cars)Pl(B)= m12(B)+m12(AB)+m12(θ)=0.58. (58 B cars)
Using the formulas above:

Fuzzy Logic Fault ClassificationUnifies
expert systemsstatisticalneural network approaches
2-D FL system c.f. neural network
Fig 1 FL rulebase to diagnose broken bars in motor drives usingsideband components of vibration signature FFT [Filippetti 2000].
Number of broken bars = none, one, two.Incip. = incipient fault
small medium large
smal
lm
ediu
mla
rge
Sideband component I1
Side
band
com
pone
nt I 2
none incip.
incip.
one
one
one
oneortwo
oneortwo
two
... ..
.........
.................... .
......... . . . ...... .
.. ..
.
. ..
Fig 5 Clustering of statistical fault data
Vibration magnitude
Driv
e tra
in g
ear t
ooth
wea
r
Faul
t con
ditio
ns
one
two
thre
e
low med severe

FL Decision Thresholds
From Chestnut
Based onLegacy fault data historiesManuf. variability dataUsage variabilityMission historyMinimize Pr{false alarm}Baseline perf. requirements
Can be tuned using adaptive learning techniques
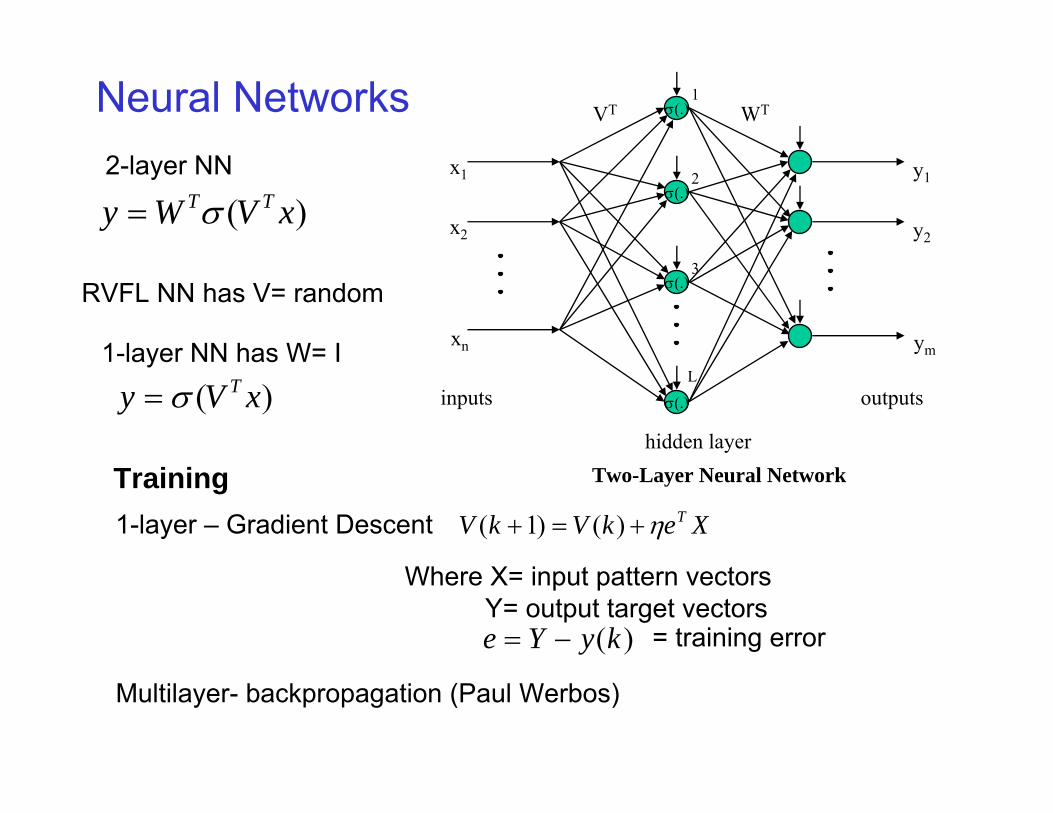
Two-Layer Neural Network
σ(.)
σ(.)
σ(.)
σ(.)
x1
x2
y1
y2
VT WT
inputs
hidden layer
outputs
xn ym
1
2
3
L
Neural Networks
)( xVWy TTσ=
1-layer NN has W= I
)( xVy Tσ=
2-layer NN
RVFL NN has V= random
Training1-layer – Gradient Descent XekVkV Tη+=+ )()1(
Where X= input pattern vectorsY= output target vectors
)(kyYe −= = training error
Multilayer- backpropagation (Paul Werbos)
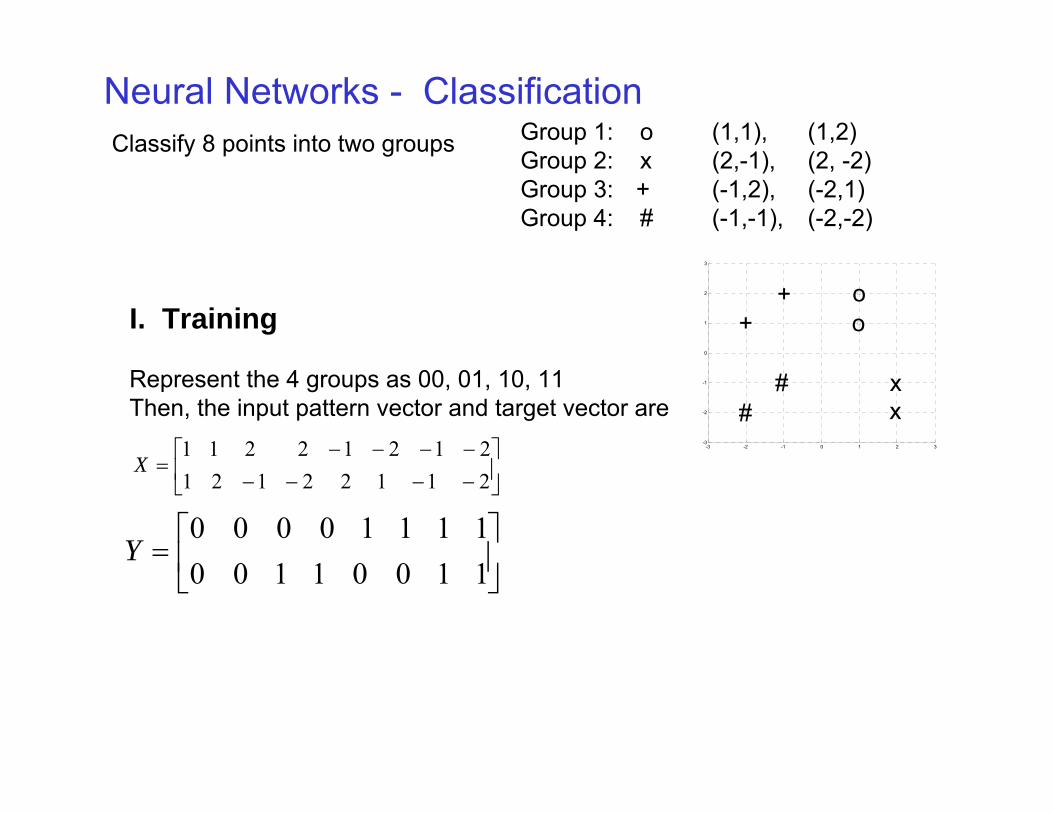
Neural Networks - ClassificationGroup 1: o (1,1), (1,2)Group 2: x (2,-1), (2, -2)Group 3: + (-1,2), (-2,1)Group 4: # (-1,-1), (-2,-2)
Classify 8 points into two groups
-3 -2 -1 0 1 2 3-3
-2
-1
0
1
2
3
oo
xx
++
##
Represent the 4 groups as 00, 01, 10, 11Then, the input pattern vector and target vector are
⎥⎦
⎤⎢⎣
⎡−−−−−−−−
=2112212121212211
X
⎥⎦
⎤⎢⎣
⎡=
1100110011110000
Y
I. Training
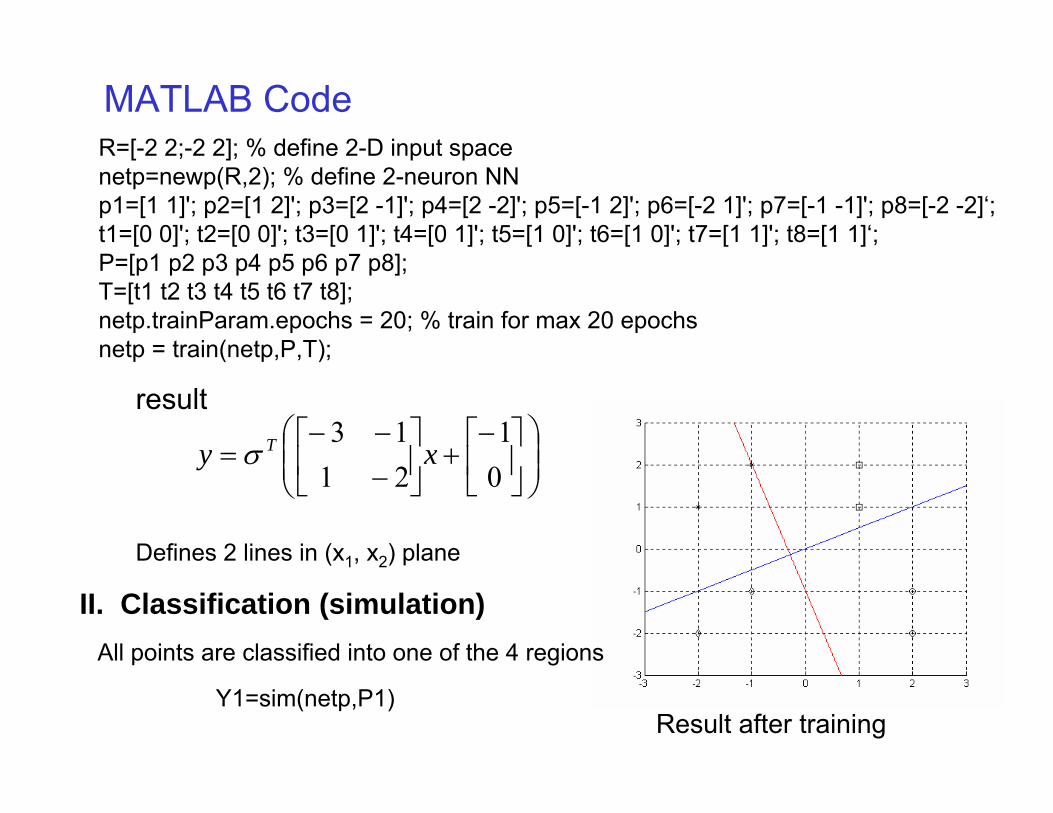
MATLAB CodeR=[-2 2;-2 2]; % define 2-D input spacenetp=newp(R,2); % define 2-neuron NNp1=[1 1]'; p2=[1 2]'; p3=[2 -1]'; p4=[2 -2]'; p5=[-1 2]'; p6=[-2 1]'; p7=[-1 -1]'; p8=[-2 -2]‘;t1=[0 0]'; t2=[0 0]'; t3=[0 1]'; t4=[0 1]'; t5=[1 0]'; t6=[1 0]'; t7=[1 1]'; t8=[1 1]‘;P=[p1 p2 p3 p4 p5 p6 p7 p8];T=[t1 t2 t3 t4 t5 t6 t7 t8];netp.trainParam.epochs = 20; % train for max 20 epochsnetp = train(netp,P,T);
⎟⎟⎠
⎞⎜⎜⎝
⎛⎥⎦
⎤⎢⎣
⎡−+⎥
⎦
⎤⎢⎣
⎡−−−
=01
2113
xy Tσ
result
Result after training
Defines 2 lines in (x1, x2) plane
II. Classification (simulation)All points are classified into one of the 4 regions
Y1=sim(netp,P1)

Clustering Using NNCompetitive NN
Make 2 x 80 matrix P of the 80 points
Given80 datapoints
MATLAB code% make new competitive NN with 8 neurons
net = newc([0 1;0 1],8,.1); % train NN with Kohonen learning
net.trainParam.epochs = 7; net = train(net,P); w = net.IW{1};
%plotplot(P(1,:),P(2,:),'+r');xlabel('p(1)');ylabel('p(2)');hold on;circles = plot(w(:,1),w(:,2),'ob');
I. Training & Clustering
II. Classification (simulation)p = [0; 0.2];a = sim(net,p)
Activates neuron number 1
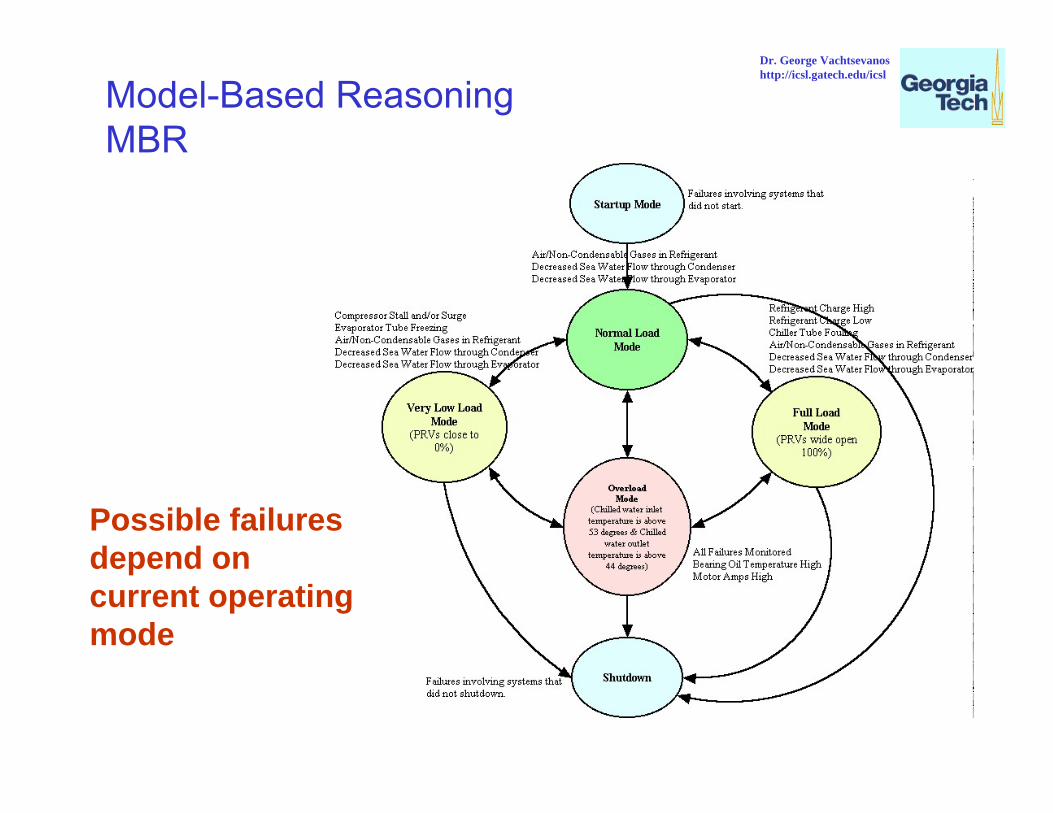
Possible failures depend on current operating mode
Model-Based ReasoningMBR
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
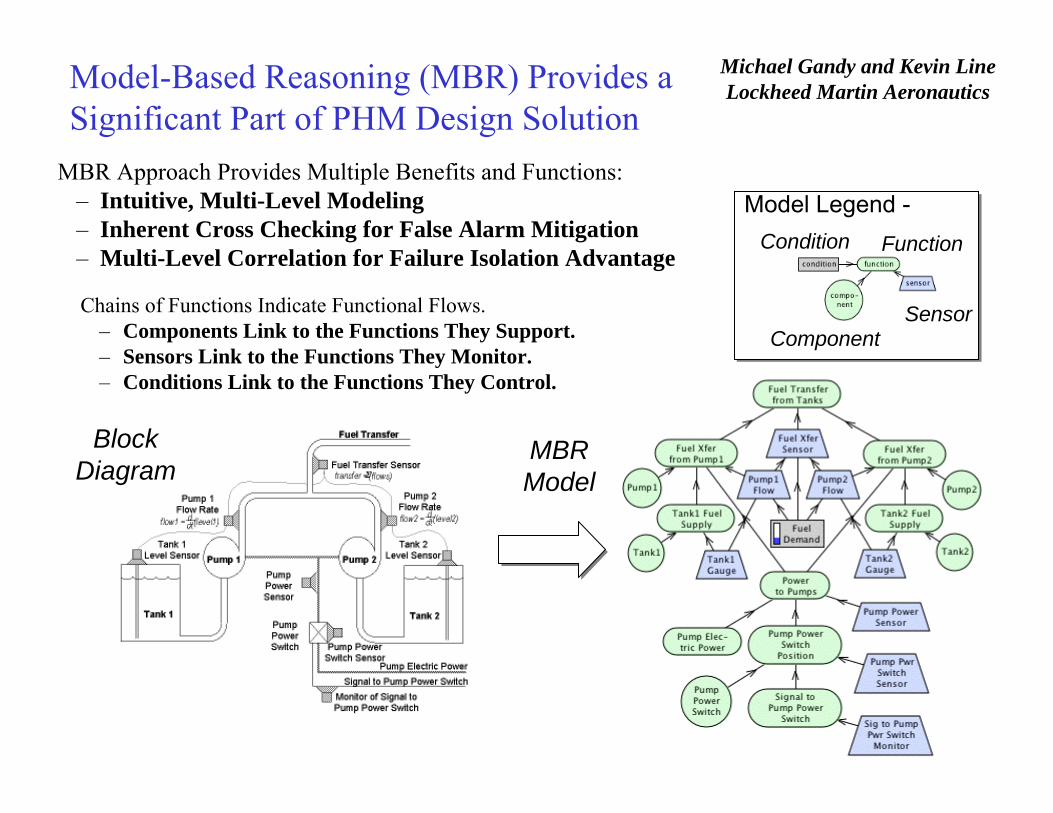
Model Legend -Model Legend -Condition Function
SensorComponent
BlockDiagram
MBRModel
MBR Approach Provides Multiple Benefits and Functions:– Intuitive, Multi-Level Modeling– Inherent Cross Checking for False Alarm Mitigation– Multi-Level Correlation for Failure Isolation Advantage
Chains of Functions Indicate Functional Flows.– Components Link to the Functions They Support.– Sensors Link to the Functions They Monitor.– Conditions Link to the Functions They Control.
Michael Gandy and Kevin LineLockheed Martin AeronauticsModel-Based Reasoning (MBR) Provides a
Significant Part of PHM Design Solution
Off Line- Background Studies, RUL AnalysisOn Line- Perform real-time Prognostics & RUL
Two Phases of Prognostics & RUL
Four Stages of CBM/PHMDiagnosticsPrognostics & RULMaintenance PrescriptionMaintenance Scheduling
The CBM/PHM Cycle
MachineSensors
Pre-Processing
FeatureExtraction
FaultClassi-fication
Predictionof Fault
EvolutionData
ScheduleRequired
Maintenance
Systems &Signal processing
Diagnostics PrescriptionMaintenanceScheduling
PrescribeMaintenance
Prognostics
Current fault condition
Required Background Studies
Machine legacy failure data
Available resourcesRULMission due dates
PHMPrognostics
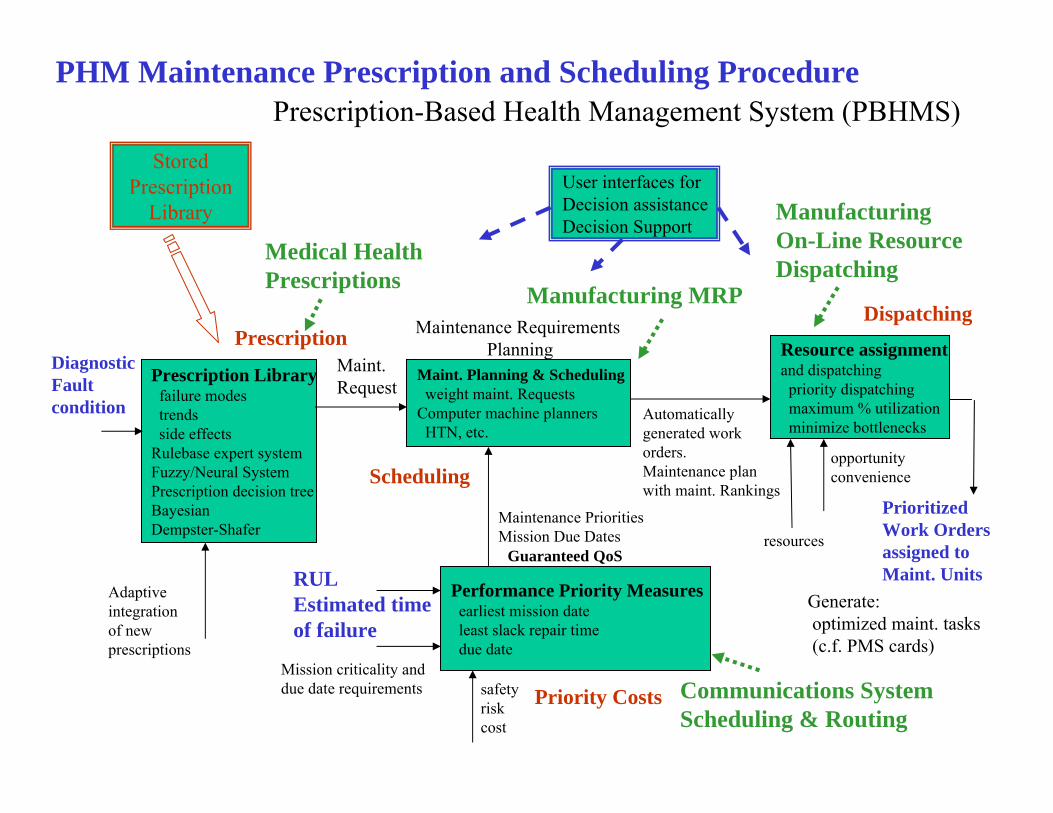
Prescription Libraryfailure modestrendsside effects
Rulebase expert systemFuzzy/Neural SystemPrescription decision treeBayesianDempster-Shafer
DiagnosticFaultcondition
Maint. Request
Maint. Planning & Schedulingweight maint. Requests
Computer machine plannersHTN, etc.
Performance Priority Measuresearliest mission dateleast slack repair timedue date
RULEstimated time of failure
Mission criticality and due date requirements
Maintenance Requirements Planning
Maintenance PrioritiesMission Due Dates
safetyriskcost
opportunityconvenience
Automatically generated work orders.Maintenance plan with maint. Rankings
Resource assignmentand dispatchingpriority dispatchingmaximum % utilizationminimize bottlenecks
resources
PrioritizedWork Ordersassigned toMaint. Units
Guaranteed QoS
User interfaces forDecision assistanceDecision Support
Adaptiveintegrationof newprescriptions
PHM Maintenance Prescription and Scheduling Procedure
StoredPrescription
Library
Medical HealthPrescriptions Manufacturing MRP
Communications SystemScheduling & Routing
ManufacturingOn-Line ResourceDispatching
Prescription-Based Health Management System (PBHMS)
Generate:optimized maint. tasks(c.f. PMS cards)
Prescription
Scheduling
Priority Costs
Dispatching

Fault detection threshold
4%fault
10%fault
failure
ReplaceComponent
Replacesubsystem Replace entire
system
Fault development trend:Progressive escalation of required maintenance
Repair time
Missiondue date
Startrepair
Removefromservice
Estimatedtime of Failure (ETF)
Scheduling Removal From Service and Start of Repair in terms of ETF and Mission Due Date
Prognostics- Why?
I. Fault Propagation & Progression
II. Time of Failure &Remaining Useful Life (RUL)
Impacts the Prescription Impacts the Scheduling
N. Viswanadham
RUL
Presenttime
Progressive Escalation Mission Criticality
Off Line- Background Studies, RUL AnalysisOn Line- Perform real-time Prognostics & RUL
Two Phases of Prognostics & RUL
Four Stages of CBM/PHMDiagnosticsPrognostics & RULMaintenance PrescriptionMaintenance Scheduling

PHM – Fault Prognostics & RUL Background Studies
• Fault Mode Time Analysis- Identify MTTF in each fault condition
• Identify the best Feature Combinations to track for effective prognosis & RUL
• Identify Best Decision Schemes to compute the feature combinations
• Build Failure Time Pattern Library
Deal with Mean Time to Failure in each Fault condition.ALSO require Confidence Limits
Phase I- Preliminary Off-Line Studies
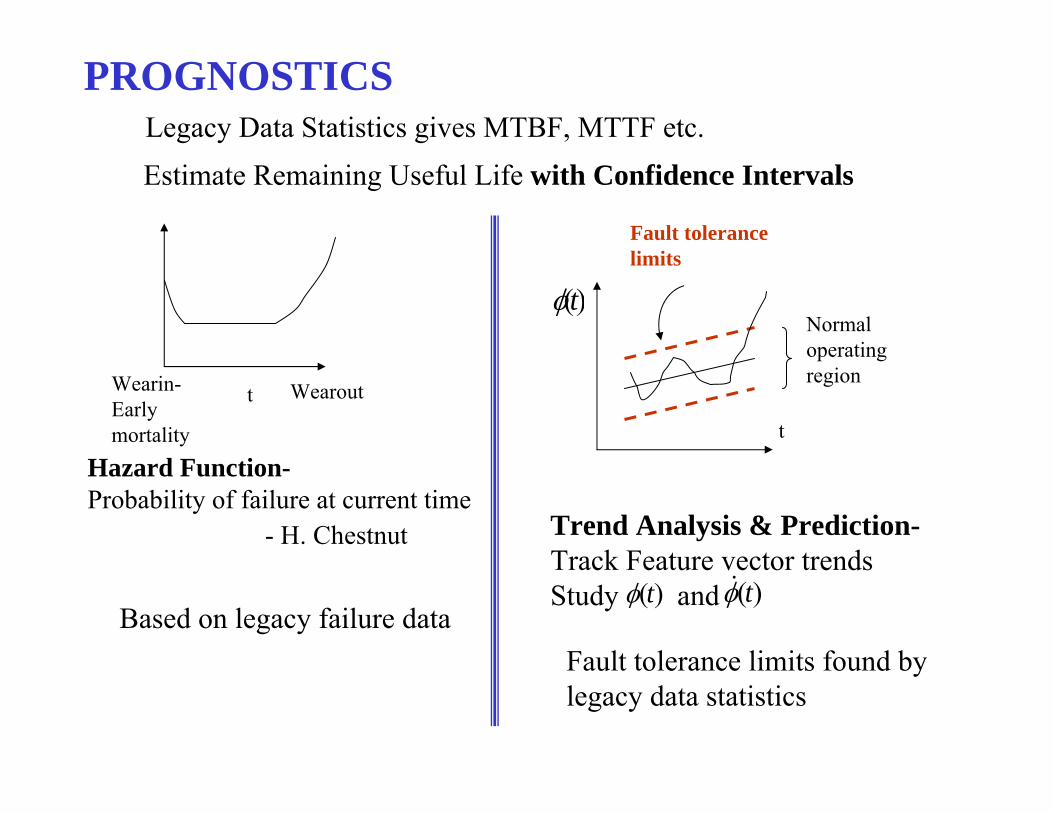
PROGNOSTICS
Hazard Function-Probability of failure at current time
tWearin-Earlymortality
Wearout
Trend Analysis & Prediction-Track Feature vector trendsStudy and)(tφ )(tφ
t
)(tφNormal operatingregion
Fault tolerance limits
Fault tolerance limits found by legacy data statistics
Estimate Remaining Useful Life with Confidence IntervalsLegacy Data Statistics gives MTBF, MTTF etc.
Based on legacy failure data
- H. Chestnut
.
..
. ....
. .....
... ..
....
.............
...... .. . . . ...... .
.. .
.
.
. ..
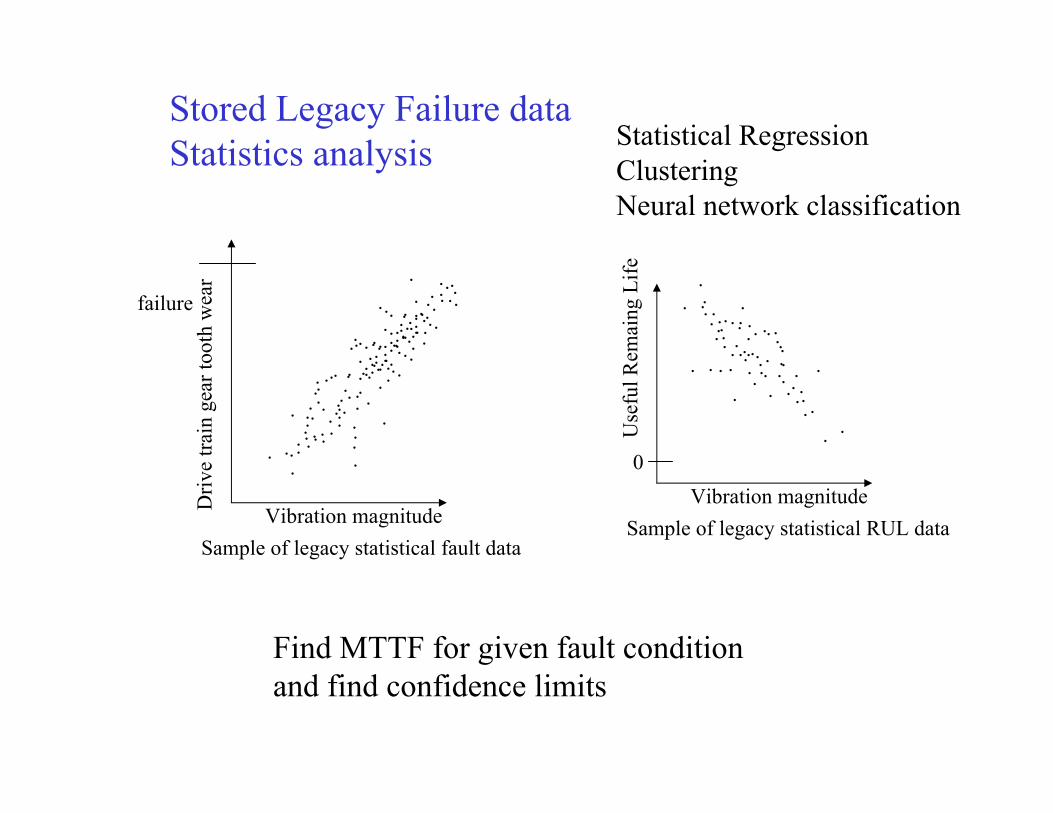
Sample of legacy statistical fault dataVibration magnitudeD
rive
train
gea
r too
th w
ear
failure .
.
. ..
. . ..
.... . . . . . . .. .. .....
.... .
. ..
. . . .. . . . .. .
. . ...... ..
.
.
..
.
Sample of legacy statistical RUL dataVibration magnitude
Use
ful R
emai
ngLi
fe
0
Stored Legacy Failure data Statistics analysis
Find MTTF for given fault conditionand find confidence limits
. . ....
...
. . . ...... ..
. ..
... . .
....
... . . . ...... .
.. .
.
... . ..
....
.. . . ...... .
..
..
Statistical RegressionClusteringNeural network classification
• Variations of available empirical and deterministic fatigue crack propagation models are based on Paris’ formula:
Where:α = instantaneous length of dominant crackΝ = running cyclesCo, n = material dependent constantsΔК = range of stress intensity factor over one loading
cycle
( )no KCdNda
Δ=
e.g. Deterministic Crack Propagation Modelse.g. Deterministic Crack Propagation Models
OR- Physical Modeling
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
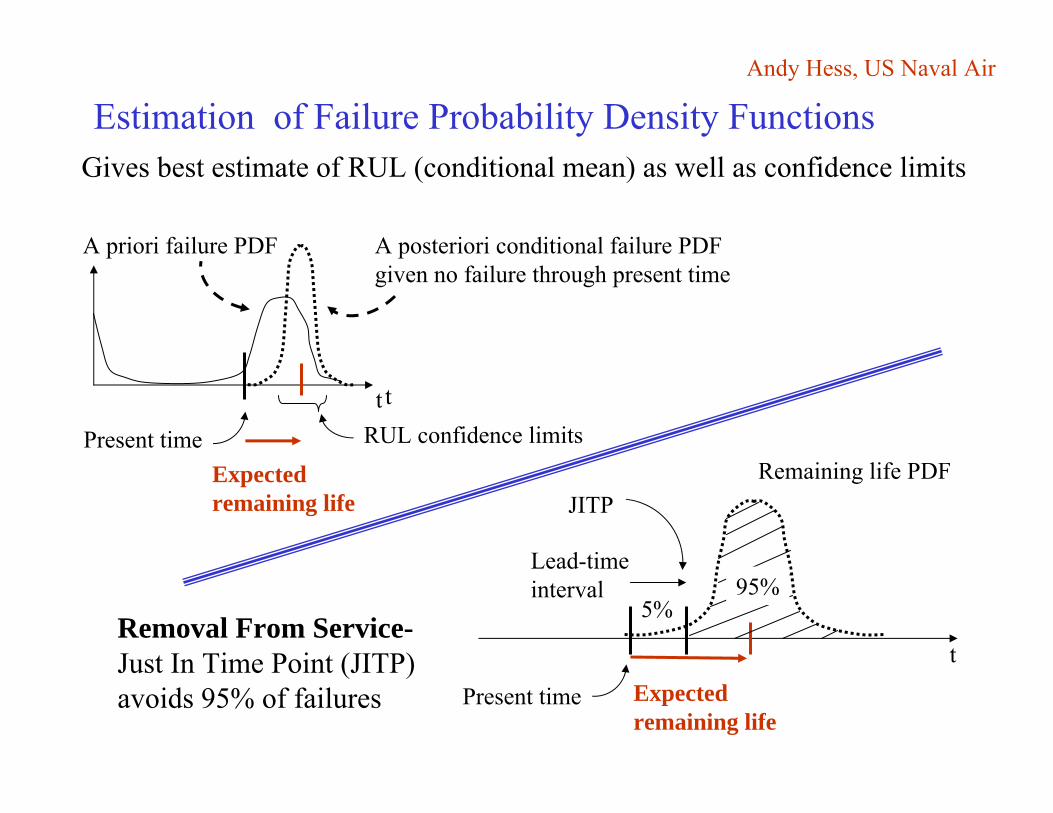
Andy Hess, US Naval Air
Estimation of Failure Probability Density FunctionsGives best estimate of RUL (conditional mean) as well as confidence limits
A priori failure PDF A posteriori conditional failure PDFgiven no failure through present time
Present timeExpected remaining life
RUL confidence limitst
Remaining life PDF
Expected remaining life
Present time
5%95%
t
t
Lead-timeinterval
JITP
Removal From Service-Just In Time Point (JITP) avoids 95% of failures
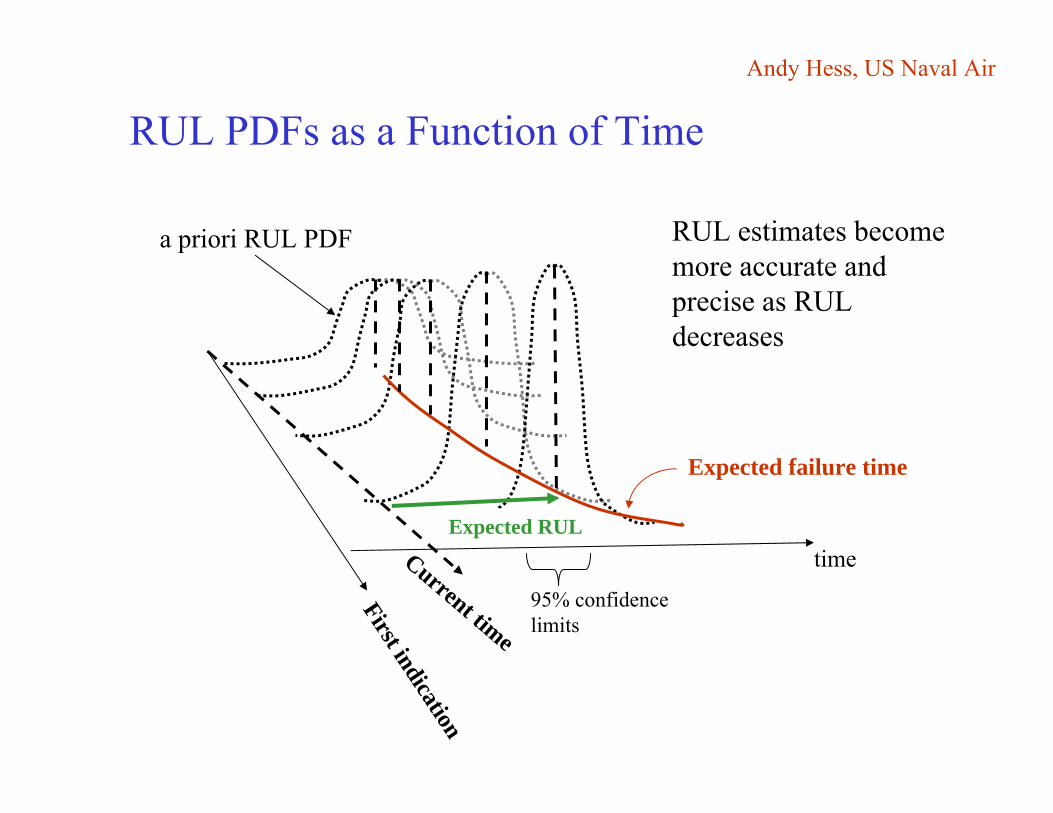
Andy Hess, US Naval Air
RUL PDFs as a Function of Time
Current time
First indication
timeExpected RUL
RUL estimates become more accurate and precise as RUL decreases
a priori RUL PDF
Expected failure time
95% confidencelimits

Kalman Filter is the optimal estimator for the conditional PDF for linear Gaussian case-gives estimate plus
covariance
t
)(tφNormal operatingregion
Fault tolerance limits
Confidence limits
Estimated feature
alarm
failure
Minimize Pr{false alarm}Pr{miss}
Model-Based Predictive Methods- Mike Grimble
Fault Trend Analysis
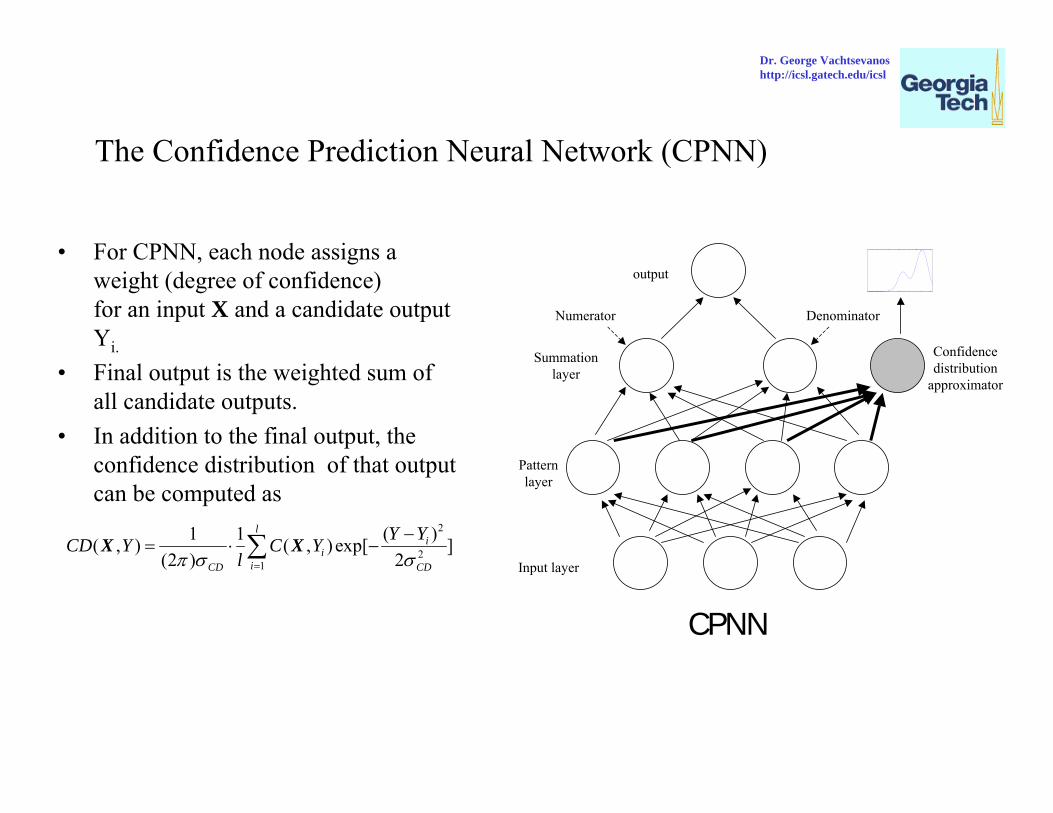
The Confidence Prediction Neural Network (CPNN)
• For CPNN, each node assigns a weight (degree of confidence) for an input X and a candidate output Yi.
• Final output is the weighted sum of all candidate outputs.
• In addition to the final output, the confidence distribution of that output can be computed as
2
21
( )1 1( , ) ( , ) exp[ ](2 ) 2
li
iiCD CD
Y YCD Y C Ylπ σ σ=
−= ⋅ −∑X X
Input layer
Patternlayer
Summationlayer
output
Numerator Denominator
Confidencedistribution
approximator
CPNN
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
0 20 40 60 80 100 1200
1
2
3
4
5
6
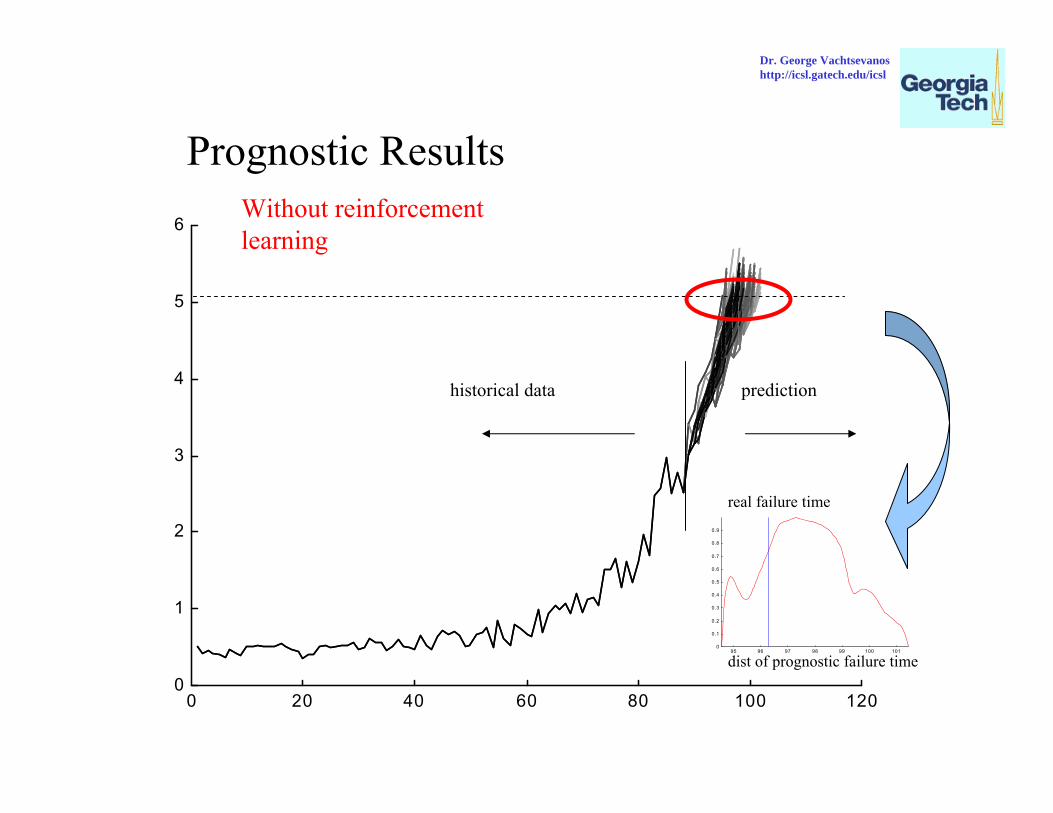
Prognostic ResultsWithout reinforcement learning
historical data prediction
95 96 97 98 99 100 1010
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
real failure time
dist of prognostic failure time
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
0 20 40 60 80 100 1200
1
2
3
4
5
6
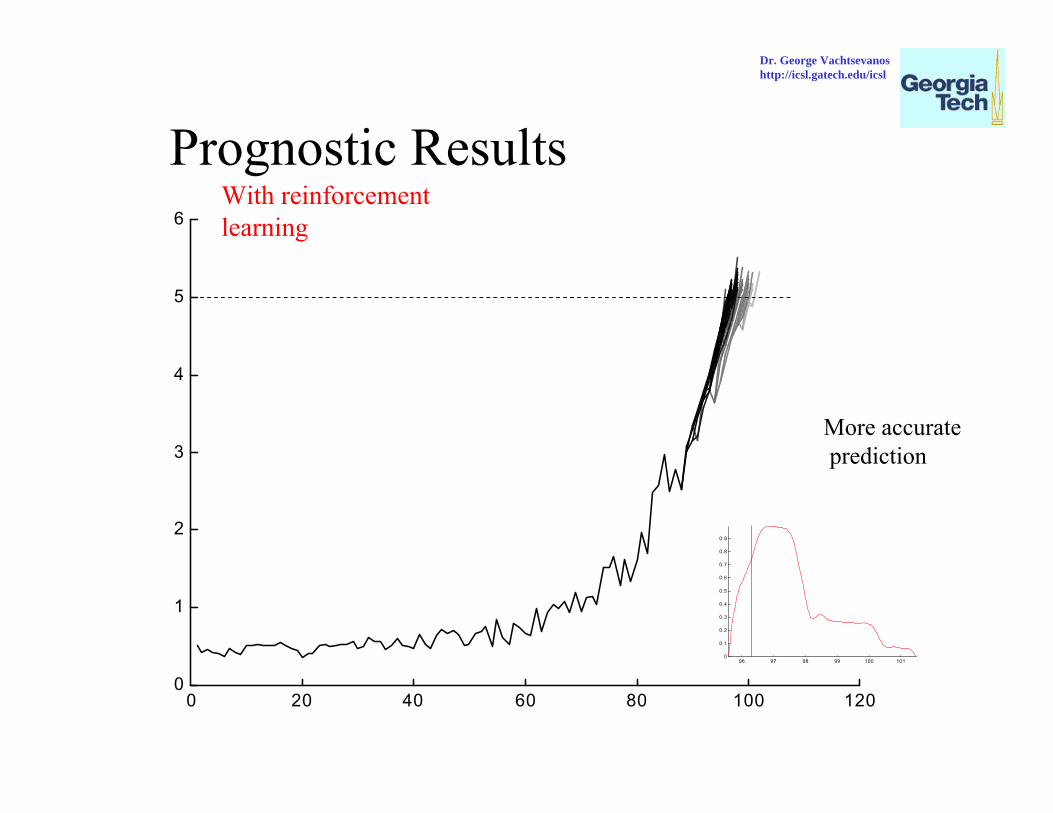
Prognostic ResultsWith reinforcement learning
96 97 98 99 100 1010
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
More accurateprediction
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
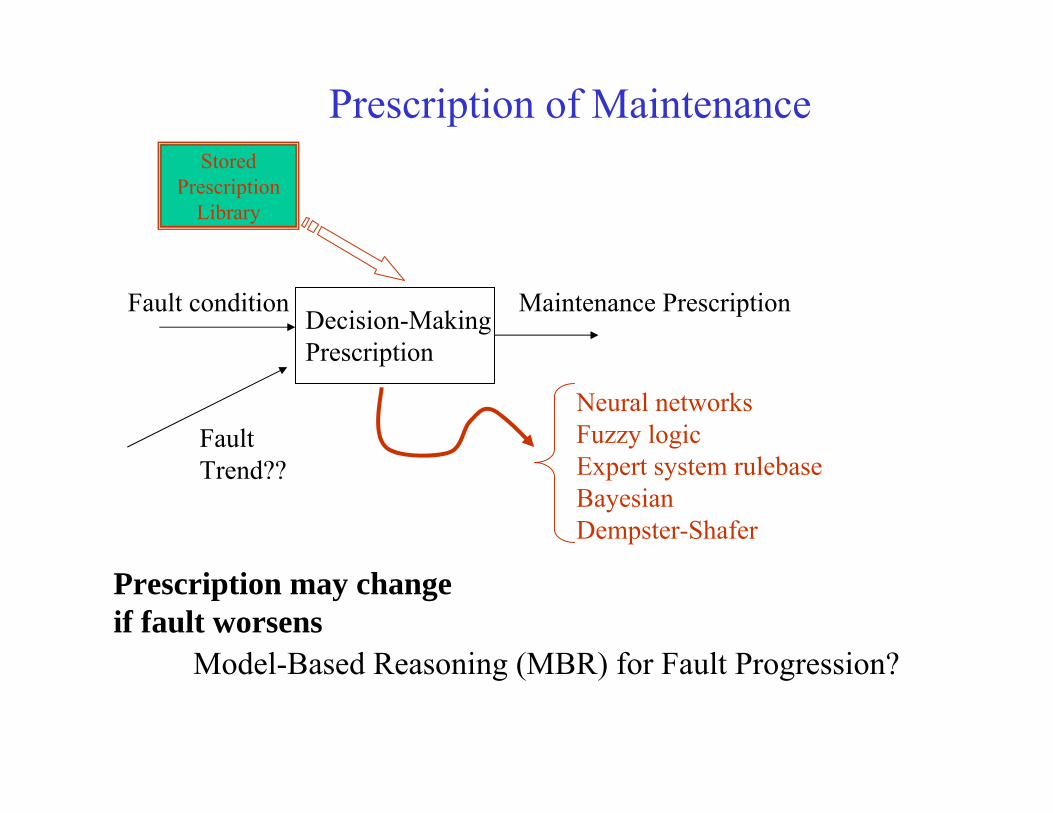
Prescription of Maintenance
Decision-MakingPrescription
StoredPrescription
Library
Fault condition Maintenance Prescription
Neural networksFuzzy logicExpert system rulebaseBayesianDempster-Shafer
Model-Based Reasoning (MBR) for Fault Progression?
Prescription may change if fault worsens
FaultTrend??
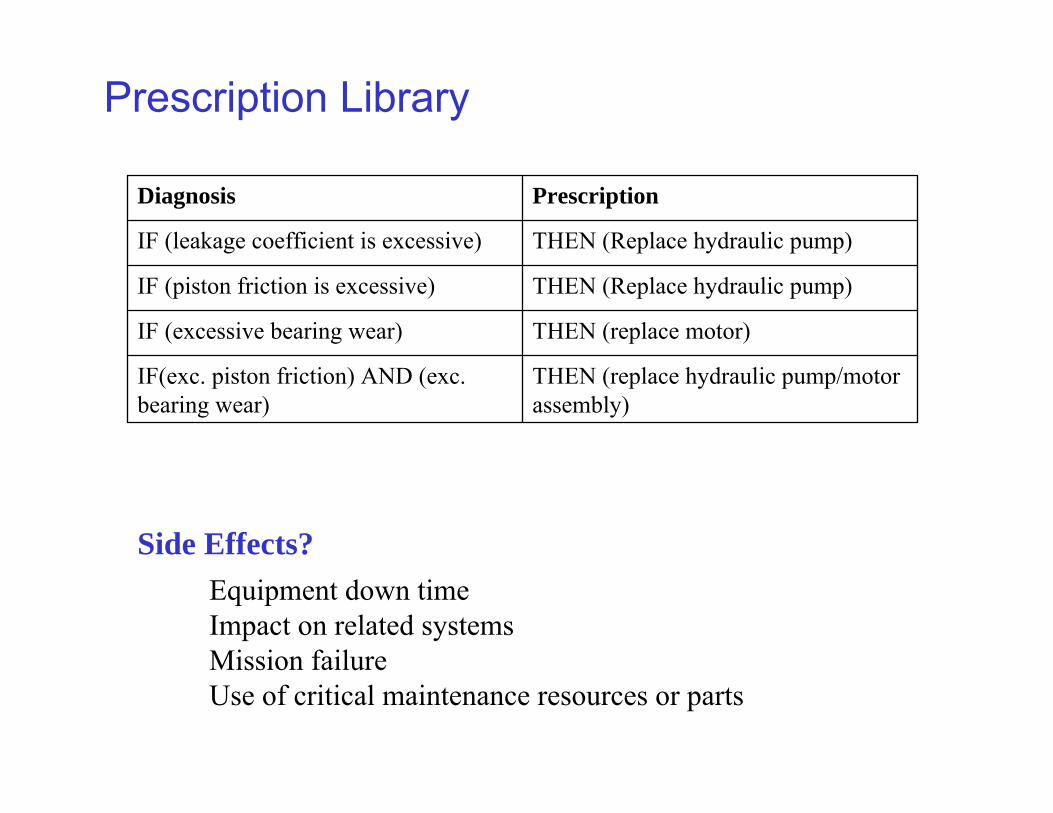
THEN (replace hydraulic pump/motor assembly)
IF(exc. piston friction) AND (exc. bearing wear)
THEN (replace motor)IF (excessive bearing wear)
THEN (Replace hydraulic pump)IF (piston friction is excessive)
THEN (Replace hydraulic pump)IF (leakage coefficient is excessive)
PrescriptionDiagnosis
Prescription Library
Side Effects?Equipment down timeImpact on related systemsMission failureUse of critical maintenance resources or parts

A Maintenance Management Architecture
Enabling TechnologiesGenetic Algorithms for Optimum Maintenance SchedulingCase-Based Reasoning and InductionCost-Benefit Analysis Studies
Real-time Diagnostics /Prognostics
and Trend Analysis
Real-time Diagnostics /Prognostics
and Trend Analysis
OtherProcess
ManagementComponent
(ERP)
OtherProcess
ManagementComponent
(ERP)• Actions Taken• Conditions Found• Cost Collector
• Actions Taken• Conditions Found• Cost Collector
• Material Required • Labor Required• Work Procedures
• Material Required • Labor Required• Work Procedures
Work OrderBacklog
Work OrderBacklog
• Trend Data• Logs• Trend Data• Logs
• Technical Doc Ref• Preplanned Work• Technical Doc Ref• Preplanned Work
• Emergent Work• Emergent Work
Case LibraryCase Library
Time-Directed Tasks
Corrective Tasks
Maintenance Schedule
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

Time domain - Moments, statistics, correlation, moving averagesFrequency Domain - Discrete Fourier TransformDynamical System Theory
State Estimation- Kalman Filter System Identification- Recursive Least Squares (RLS)
Statistical TechniquesRegressionPDF estimation
Decision-Making TechniquesBayesianDempster-ShaferRule-Based & Expert SystemsFuzzy Logic
Neural NetworksClassificationClustering
Signal Processing and Decision-Making

Aircraft Nose Wheel Shimmy• Nose wheel can vibrate during landing• Divergent vibration is more likely when nose gear free play is
high and tire is worn• Two approaches
– Monitor and trend free play before taxi – Monitor and trend vibration on landing
Good Nose Gear
Landing Gear with Possible Divergent Shimmy
Shimmy Vibration Measurement
Force
Measured Free Play
θ
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
Data Pre-Processing is OFTEN REQUIRED
• Task of massaging raw input data and extracting desired information– noise removal– signal enhancement– removal of artifacts– data format transformation, sampling, digitization, etc.– feature extraction– filtering and data compression
Improving signal-to-noise ratio
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
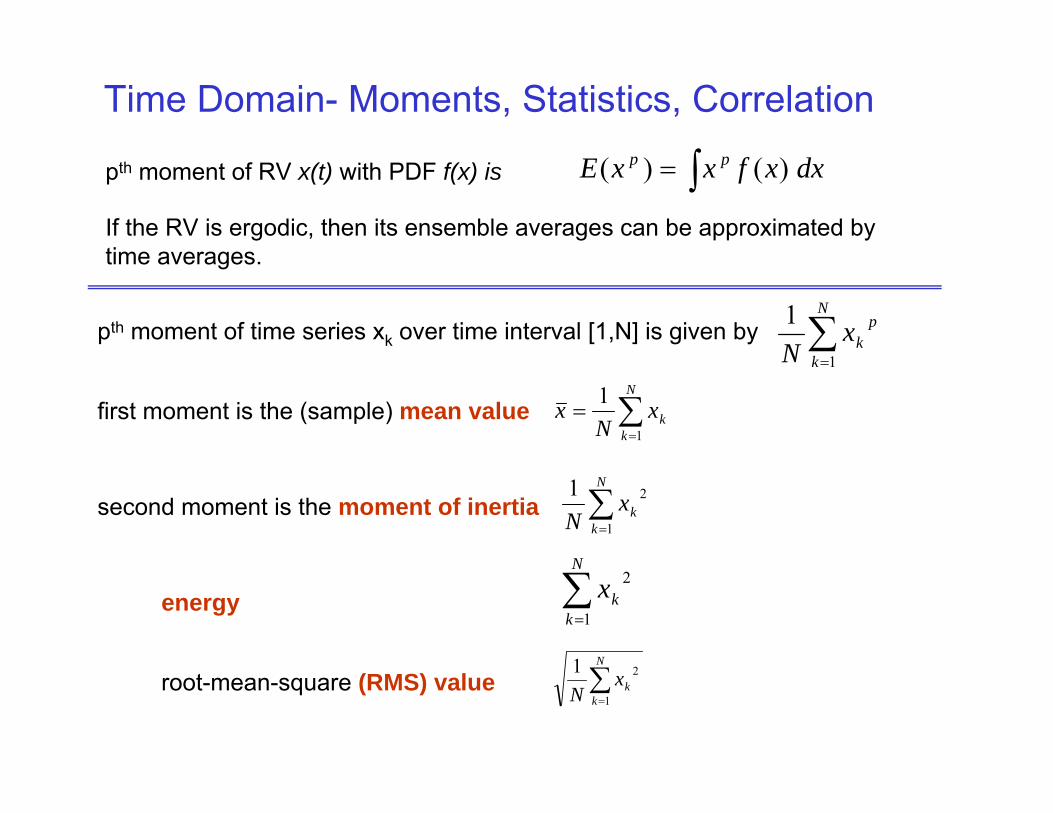
Time Domain- Moments, Statistics, Correlation
∫= dxxfxxE pp )()(pth moment of RV x(t) with PDF f(x) is
If the RV is ergodic, then its ensemble averages can be approximated by time averages.
∑=
N
k
pkx
N 1
1pth moment of time series xk over time interval [1,N] is given by
first moment is the (sample) mean value ∑=
=N
kkx
Nx
1
1
second moment is the moment of inertia ∑=
N
kkx
N 1
21
∑=
N
kkx
1
2
energy
root-mean-square (RMS) value ∑=
N
kkx
N 1
21
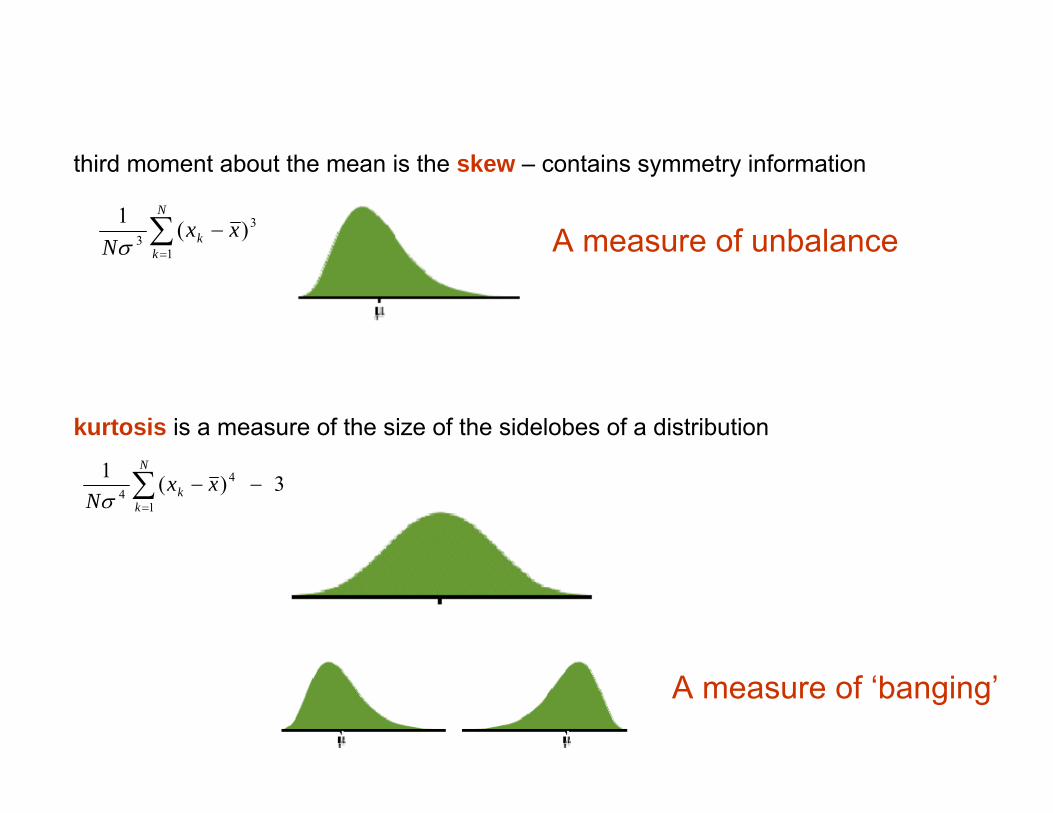
third moment about the mean is the skew – contains symmetry information
∑=
−N
kk xx
N 1
33 )(1
σ
kurtosis is a measure of the size of the sidelobes of a distribution
3)(11
44 −−∑
=
N
kk xx
Nσ
A measure of unbalance
A measure of ‘banging’
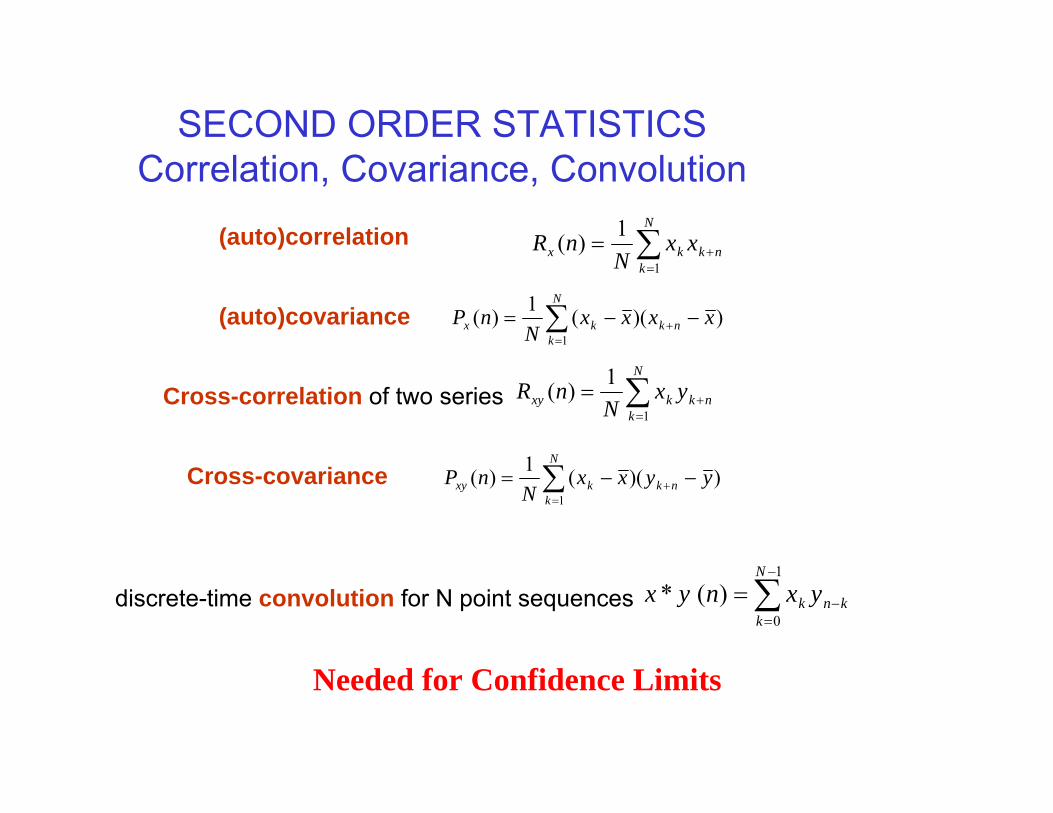
SECOND ORDER STATISTICSCorrelation, Covariance, Convolution
∑=
+=N
knkkx xx
NnR
1
1)((auto)correlation
∑=
+ −−=N
knkkx xxxx
NnP
1
))((1)((auto)covariance
∑=
+=N
knkkxy yx
NnR
1
1)(Cross-correlation of two series
∑=
+ −−=N
knkkxy yyxx
NnP
1))((1)(Cross-covariance
∑−
=−=
1
0)(*
N
kknk yxnyxdiscrete-time convolution for N point sequences
Needed for Confidence Limits
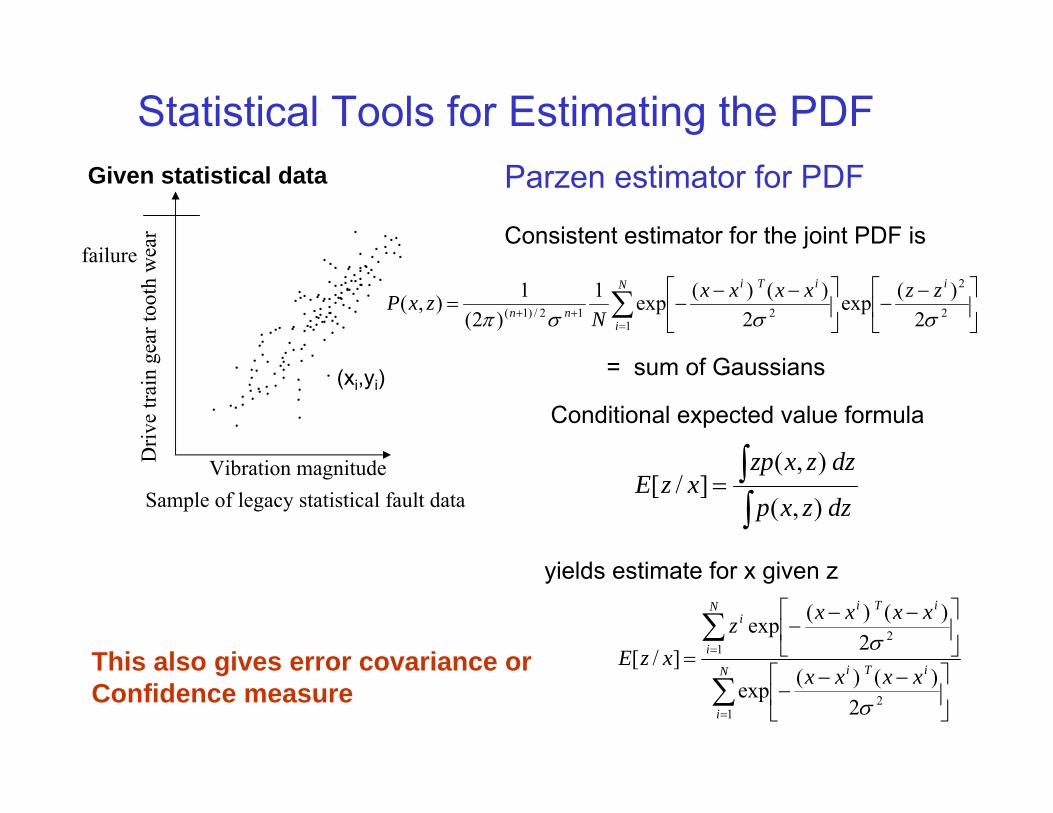
Statistical Tools for Estimating the PDF
.
..
. ....
. .....
... ..
....
.............
...... .. . . . ...... .
.. .
.
.
. ..
Sample of legacy statistical fault dataVibration magnitudeD
rive
train
gea
r too
th w
ear
failure
. . ....
...
. . . ...... ..
. ..
... . .
....
... . . . ...... .
.. .
.
... . ..
....
.. . . ...... .
..
..
Consistent estimator for the joint PDF is
⎥⎦
⎤⎢⎣
⎡ −−⎥
⎦
⎤⎢⎣
⎡ −−−= ∑
=++ 2
2
1212/)1( 2
)(exp2
)()(exp1)2(
1),(σσσπ
iN
i
iTi
nn
zzxxxxN
zxP
∫∫=
dzzxp
dzzxzpxzE
),(
),(]/[
Conditional expected value formula
yields estimate for x given z
∑
∑
=
=
⎥⎦
⎤⎢⎣
⎡ −−−
⎥⎦
⎤⎢⎣
⎡ −−−
=N
i
iTi
N
i
iTii
xxxx
xxxxzxzE
12
12
2)()(exp
2)()(exp
]/[
σ
σ
Given statistical data
This also gives error covariance or Confidence measure
(xi,yi)
Parzen estimator for PDF
= sum of Gaussians
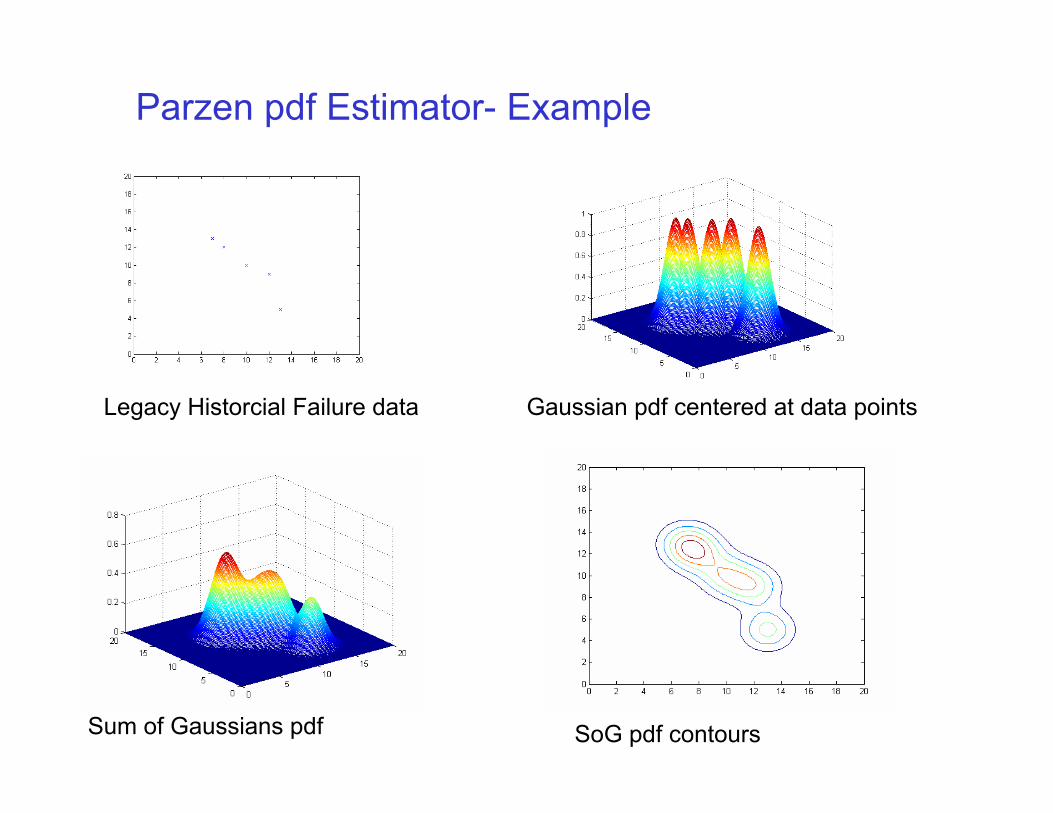
Parzen pdf Estimator- Example
Legacy Historcial Failure data Gaussian pdf centered at data points
Sum of Gaussians pdf SoG pdf contours
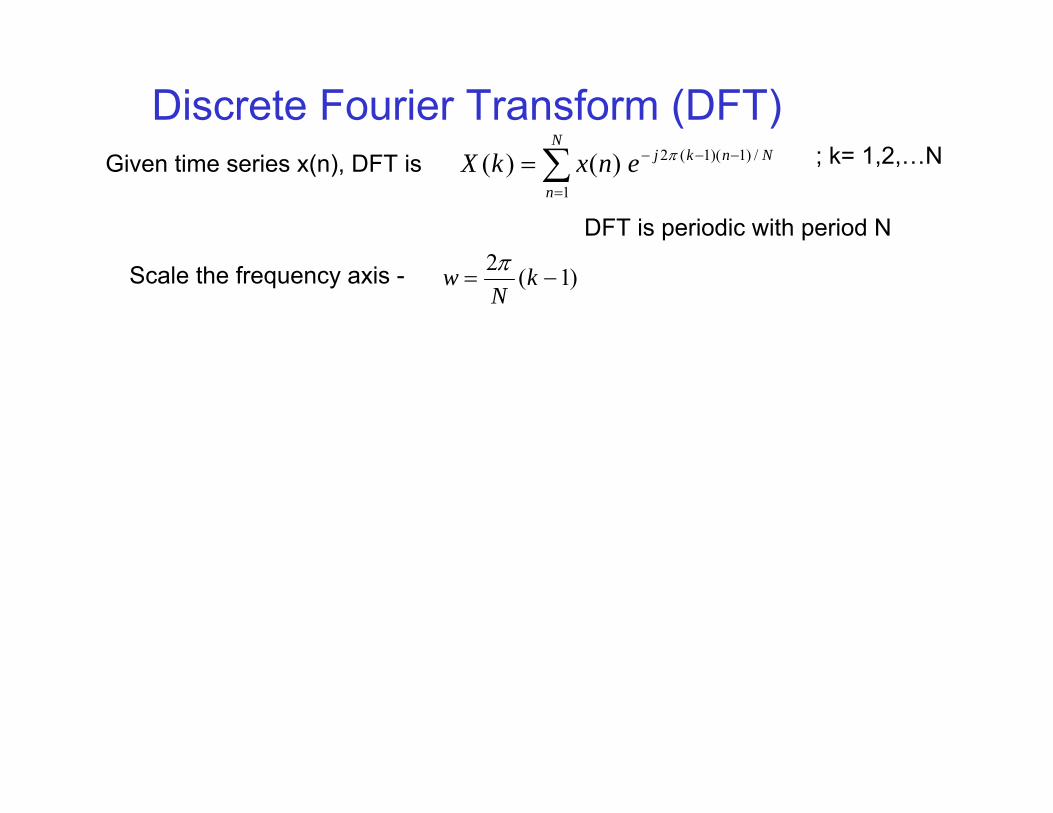
Discrete Fourier Transform (DFT)∑=
−−−=N
n
NnkjenxkX1
/)1)(1(2)()( πGiven time series x(n), DFT is ; k= 1,2,…N
DFT is periodic with period N
)1(2−= k
Nw πScale the frequency axis -
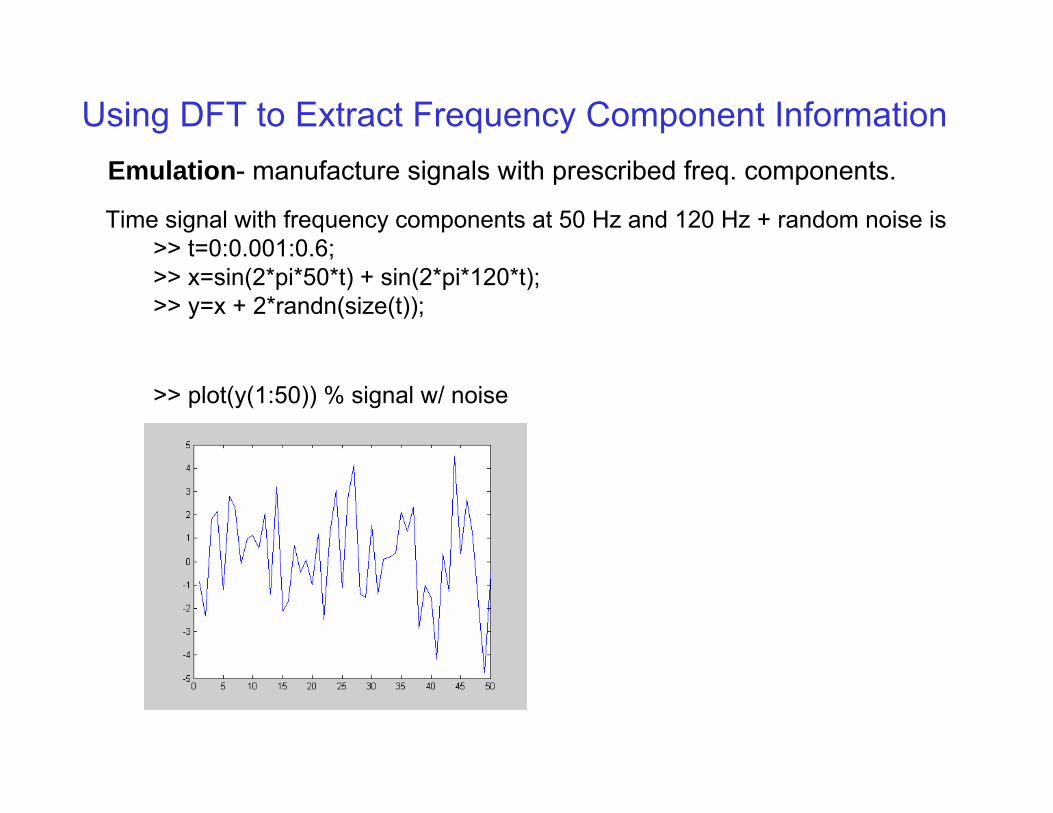
Using DFT to Extract Frequency Component Information
Time signal with frequency components at 50 Hz and 120 Hz + random noise is >> t=0:0.001:0.6;>> x=sin(2*pi*50*t) + sin(2*pi*120*t);>> y=x + 2*randn(size(t));
Emulation- manufacture signals with prescribed freq. components.
>> plot(y(1:50)) % signal w/ noise
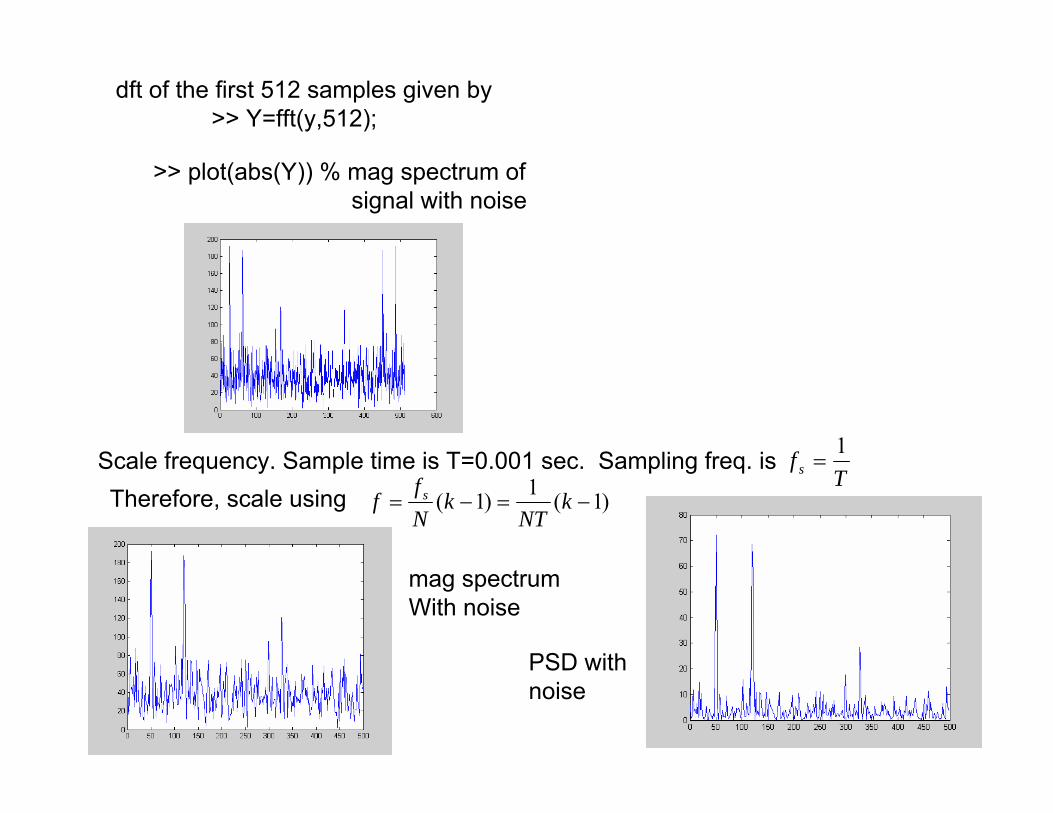
dft of the first 512 samples given by>> Y=fft(y,512);
>> plot(abs(Y)) % mag spectrum of signal with noise
Scale frequency. Sample time is T=0.001 sec. Sampling freq. isT
f s1
=
Therefore, scale using )1(1)1( −=−= kNT
kNf
f s
mag spectrumWith noise
PSD withnoise
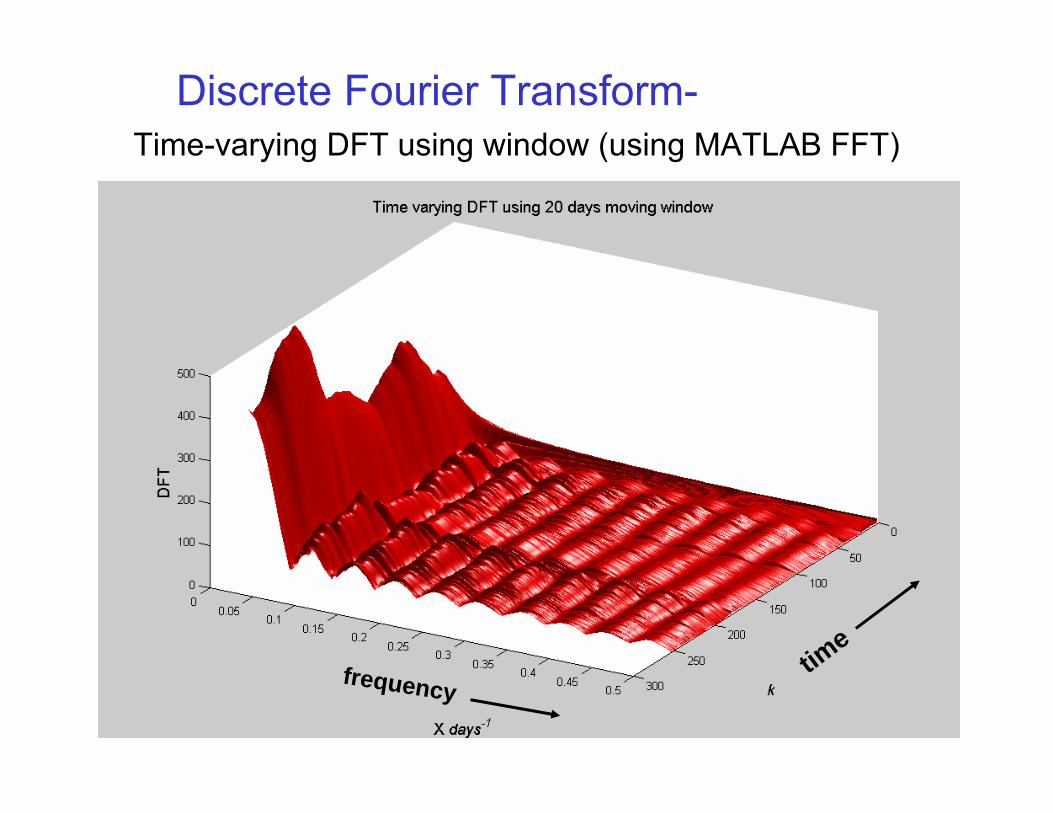
Time-varying DFT using window (using MATLAB FFT)
time
frequency
Discrete Fourier Transform-
1
2
3
4
5
6
7
8
050
100150
200250
300350
400450
500
0
500
1000
(sec)
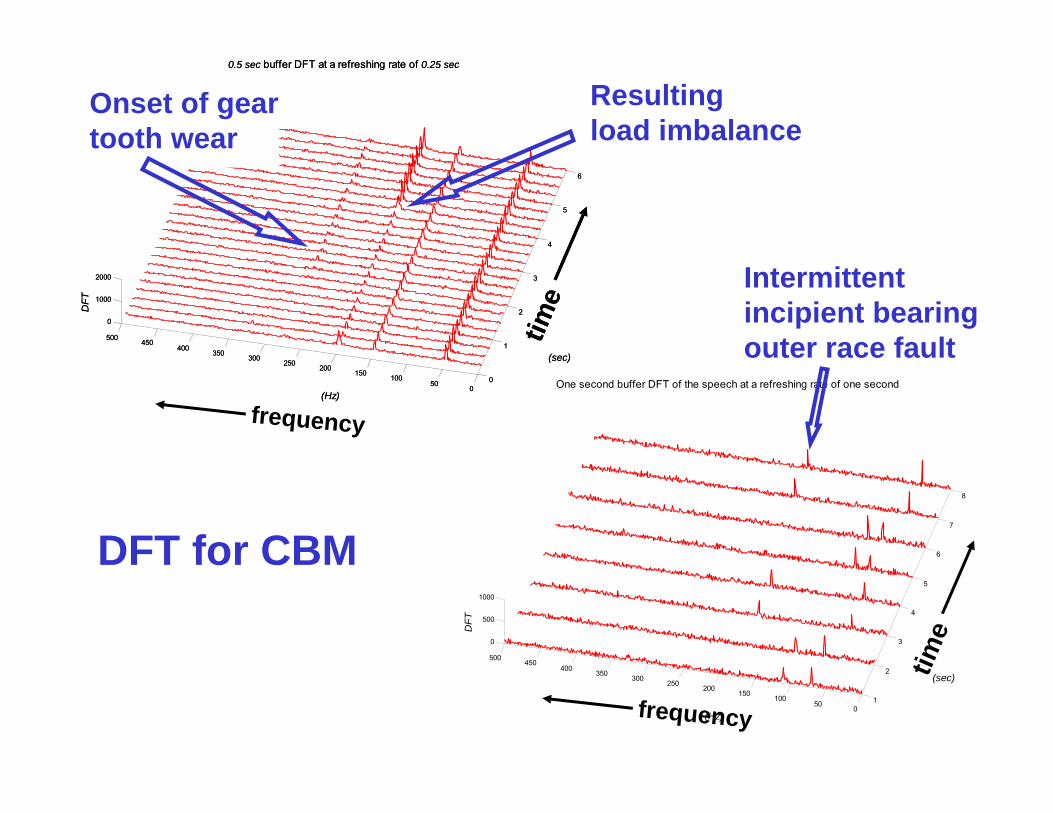
One second buffer DFT of the speech at a refreshing rate of one second
(Hz)
DFT
0
1
2
3
4
5
6
050
100150
200250
300350
400450
500
0
1000
2000
(sec)
0.5 sec buffer DFT at a refreshing rate of 0.25 sec
(Hz)
DFT
time
0
1
2
3
4
5
6
050
100150
200250
300350
400450
500
0
1000
2000
(sec)
0.5 sec buffer DFT at a refreshing rate of 0.25 sec
(Hz)
DFT
time
time
frequency
Intermittentincipient bearingouter race fault
Onset of geartooth wear
Resulting load imbalance
frequency
DFT for CBM

Planetary Gear Transmission
McFadden’s Method
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

Effect of angular shift of the planets on the model spectrum
• “Ideal” system presents sidebands only at frequencies that are integer multiples of the number of planets
• By “Ideal” meaning that the planets are evenly spaced with zero tolerance
210 215 220 225 230 235 240 2450
0.2
0.4
0.6
0.8
1
1.2
Frequency = k * fc (k:integer, fc: carrier rotation freq.)
Am
plitu
de
Sample spectrum of ideal system
First Harmonicof the Meshing FrequencyZero and non-zero phenomenonis true for any harmonicFourier Coefficients
at frequencies that areinteger multiples of thenumber of planetsare non-zero
All other coefficientsare zero
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

UH-60A Blackhawk HelicopterMain Transmission Planetary Carrier Fault Diagnostics
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
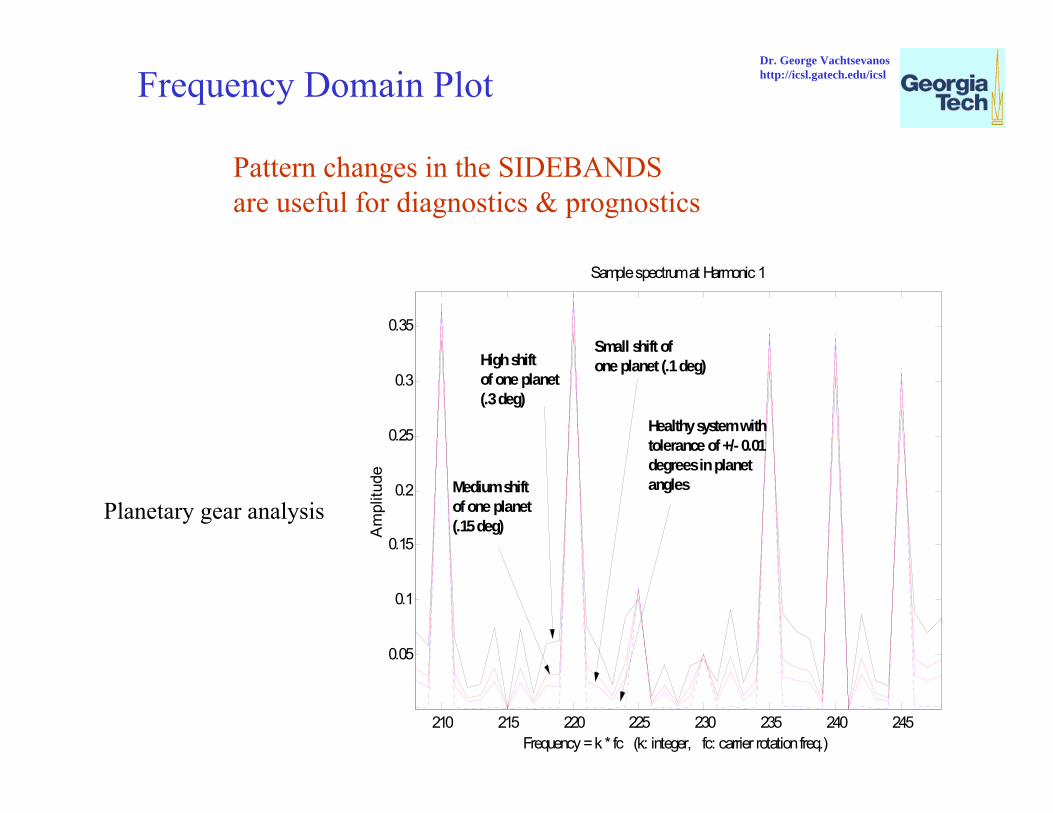
210 215 220 225 230 235 240 245
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Frequency = k * fc (k: integer, fc: carrier rotation freq.)
Am
plitu
de
Sample spectrum at Harmonic 1
Small shift ofone planet (.1 deg)
Healthy system withtolerance of +/- 0.01degrees in planet anglesMedium shift
of one planet(.15 deg)
High shiftof one planet(.3 deg)
Frequency Domain Plot Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
Pattern changes in the SIDEBANDS are useful for diagnostics & prognostics
Planetary gear analysis
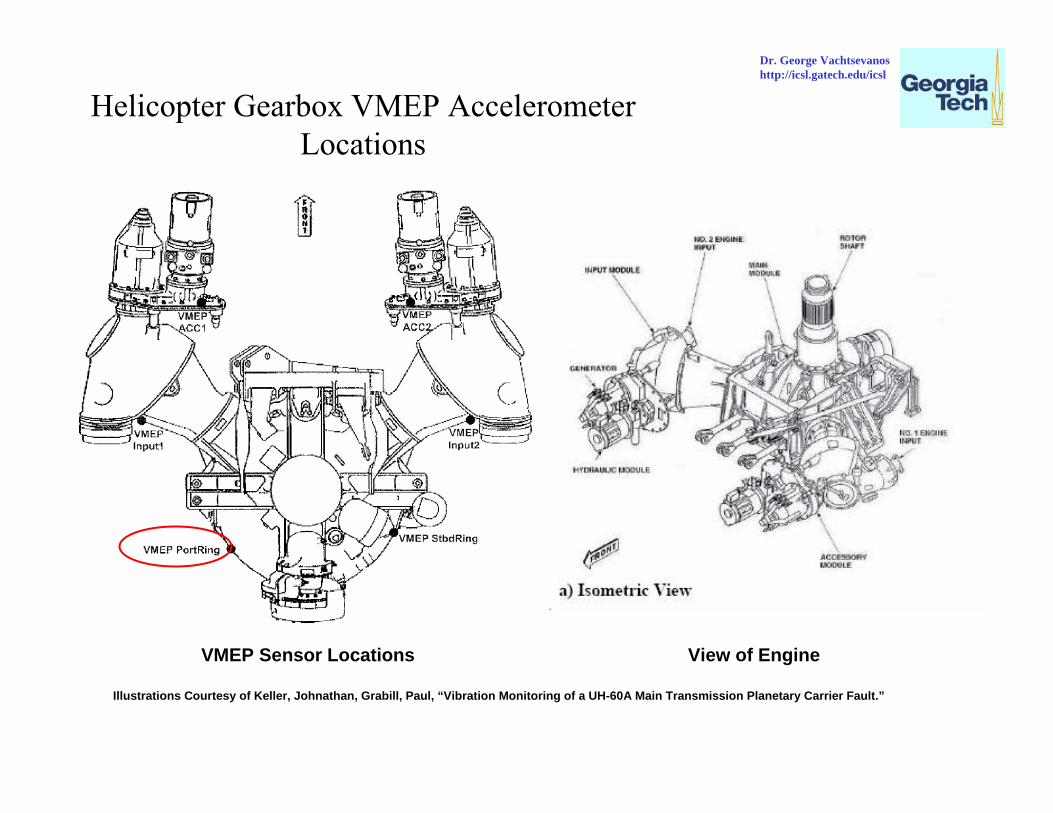
VMEP Sensor Locations View of Engine
Illustrations Courtesy of Keller, Johnathan, Grabill, Paul, “Vibration Monitoring of a UH-60A Main Transmission Planetary Carrier Fault.”
Helicopter Gearbox VMEP Accelerometer Locations
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
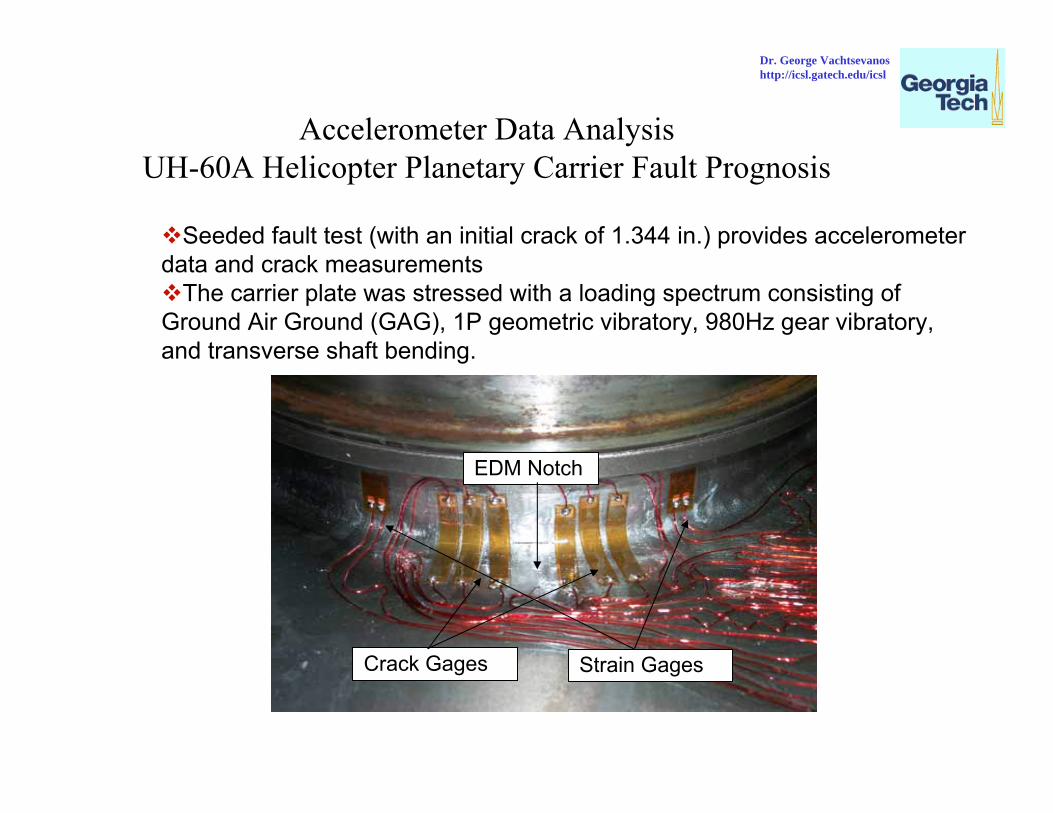
Accelerometer Data Analysis UH-60A Helicopter Planetary Carrier Fault Prognosis
Seeded fault test (with an initial crack of 1.344 in.) provides accelerometer data and crack measurements
The carrier plate was stressed with a loading spectrum consisting of Ground Air Ground (GAG), 1P geometric vibratory, 980Hz gear vibratory, and transverse shaft bending.
EDM Notch
Crack Gages Strain Gages
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
0 200 400 600 800 1000 1200 1400 1600 1800 2000
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
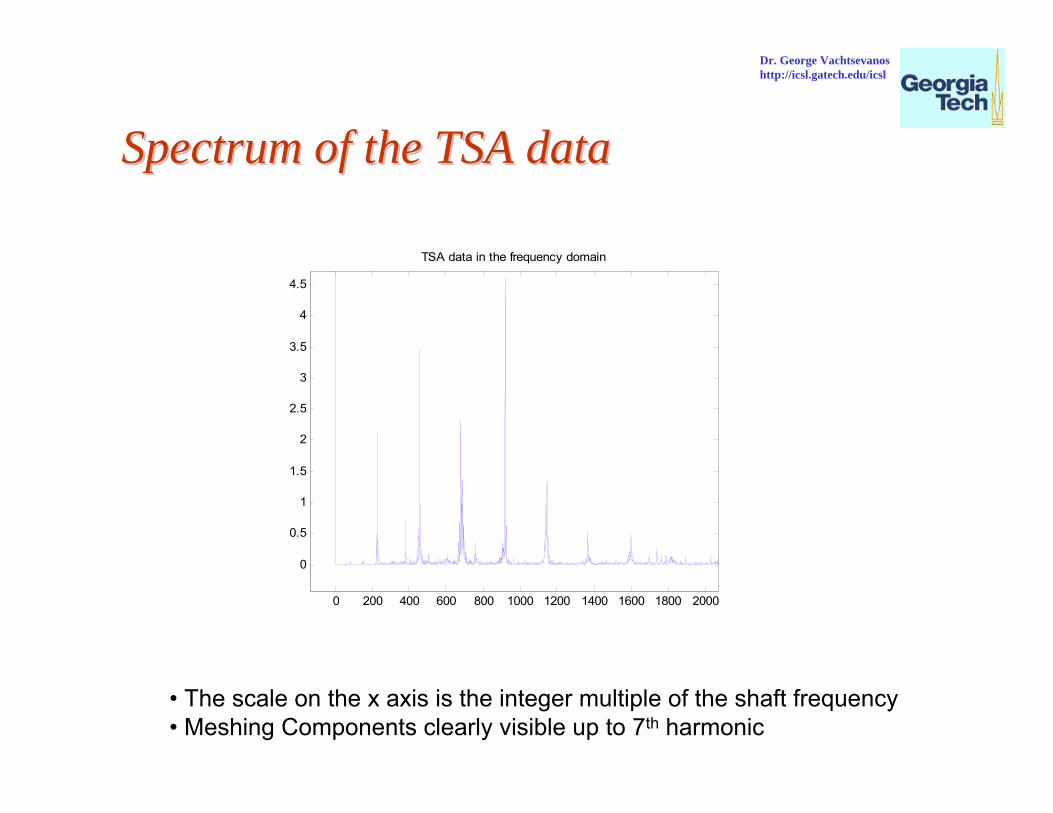
TSA data in the frequency domain
Spectrum of the TSA dataSpectrum of the TSA data
• The scale on the x axis is the integer multiple of the shaft frequency• Meshing Components clearly visible up to 7th harmonic
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl

Spectrum Changes as Test ProgressesSpectrum Changes as Test Progresses
215 220 225 230 235 240
0
0.5
1
1.5
2
2.5Dominant Frequency
Apparent Frequency
215 220 225 230 235 240
0
0.5
1
1.5
2
2.5Dominant Frequency
Apparent Frequency
Green for data at GAG #9Blue for GAG #260Red for GAG #639
The decrease of the dominant frequency as well as the other apparent frequencies and the increase of the rest may be a good sign of the crack growth, and may be quantified as features for fault diagnosis and prognosis purposes.
Spectrum content around the fundamental meshing frequency
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
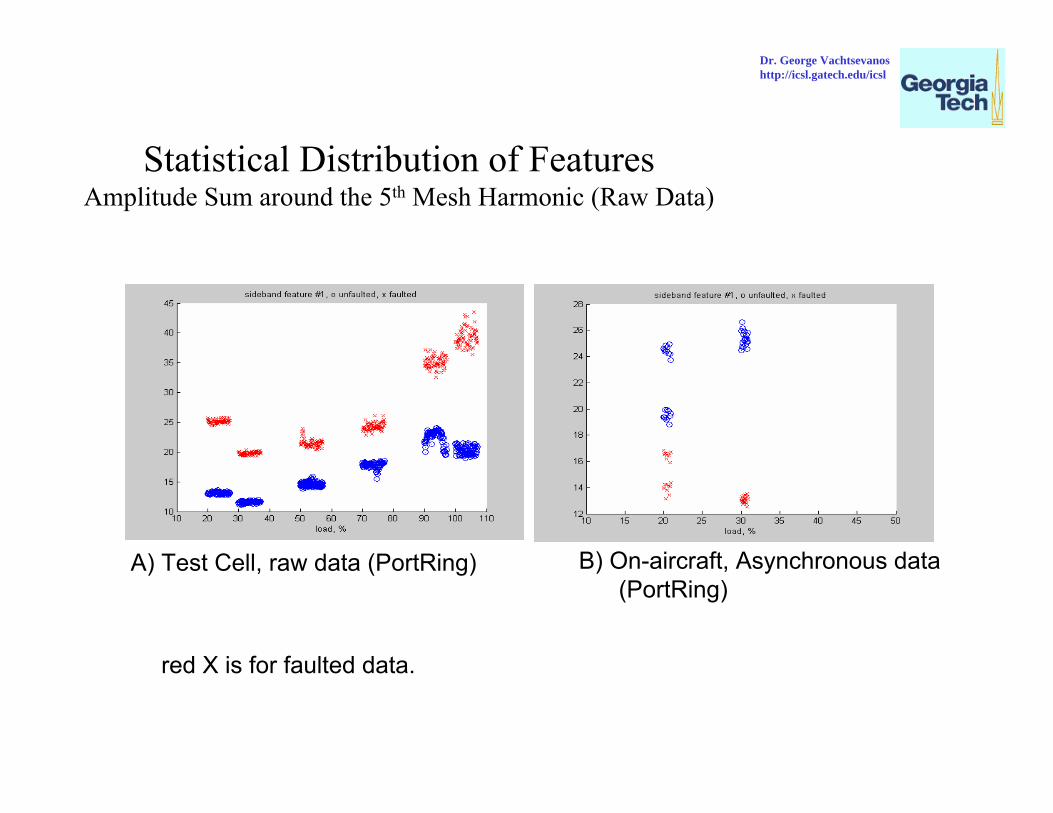
Statistical Distribution of FeaturesAmplitude Sum around the 5th Mesh Harmonic (Raw Data)
red X is for faulted data.
A) Test Cell, raw data (PortRing) B) On-aircraft, Asynchronous data (PortRing)
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl
( )
( )
( )
1
1
11
ˆ ˆ ˆ ,
,
.
k k k k k k
T Tk k k
T T T Tk k k k k
x Ax Bu AK z Hx
K P H HP H R
P A P P H HP H R HP A GQG
− − −+
−− −
−− − − − −+
= + + −
= +
⎡ ⎤= − + +⎢ ⎥⎣ ⎦
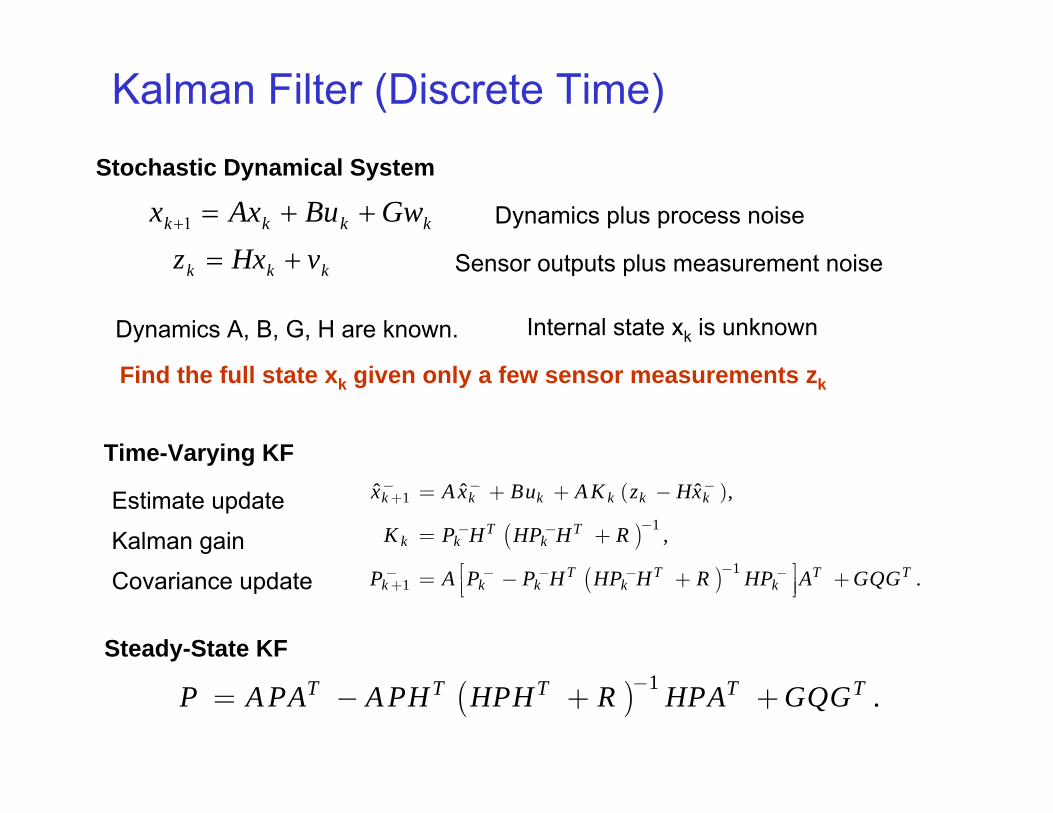
Kalman Filter (Discrete Time)
Estimate update
Kalman gain
Covariance update
( ) 1.T T T T TP APA APH HPH R HPA GQG
−= − + +
Steady-State KF
Time-Varying KF
kkkk GwBuAxx ++=+1
kkk vHxz +=
Stochastic Dynamical System
Dynamics plus process noise
Sensor outputs plus measurement noise
Dynamics A, B, G, H are known. Internal state xk is unknown
Find the full state xk given only a few sensor measurements zk

KF Also Gives Error Covariance- a measure of accuracy and
confidence in the estimate
0 1 2 3
errorcovariancea priorierror covariance
a posteriorierror covariance P0 P1 P2 P3
time
time u
pdate
(TU)
TU MUMU TU
MU
mea
s. up
date
P1 P2 P3
Error covariance update timing diagram
Automation & Robotics Research Institute (ARRI)The University of Texas at Arlington
F.L. LewisMoncrief-O’Donnell Endowed Chair
Head, Controls & Sensors Group
http://ARRI.uta.edu/[email protected]
CBM- ARRI Testbed
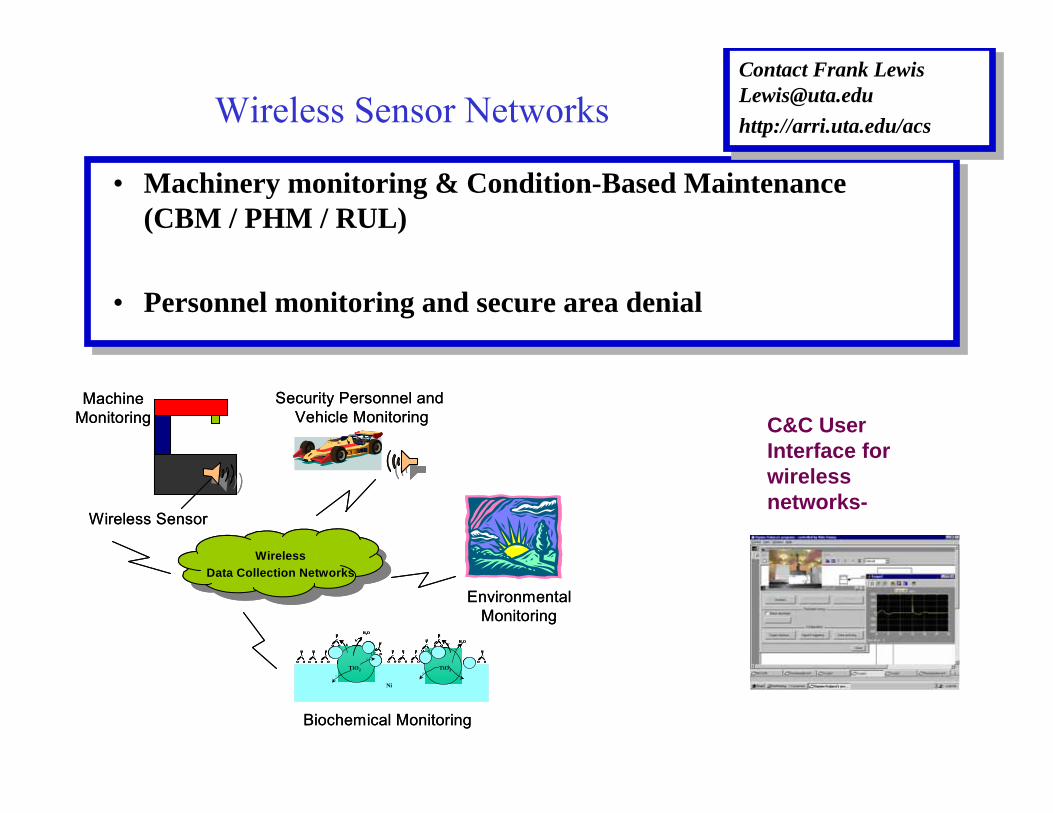
Wireless Sensor Networks
• Machinery monitoring & Condition-Based Maintenance (CBM / PHM / RUL)
• Personnel monitoring and secure area denial
Contact Frank [email protected]://arri.uta.edu/acs
Contact Frank [email protected]://arri.uta.edu/acs
C&C UserInterface forwireless networks-
WirelessData Collection Networks
Wireless Sensor
Machine Monitoring
Security Personnel and Vehicle Monitoring
C
O O
HH2O
h+
h+
h+
H2OC
O O
H
C
O O
H
C
O O
HC
O O
H h+
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
e-
e-
e-
e-
TiO2TiO2
Ni
C
O O
H
C
O O
HH2O
h+
h+h+
h+
H2OC
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
HC
O O
H
CO O
H h+
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
e-
e-
e-
e-
TiO2TiO2
Ni
Biochemical Monitoring
EnvironmentalMonitoring
WirelessData Collection Networks
Wireless Sensor
Machine Monitoring
Security Personnel and Vehicle Monitoring
C
O O
HH2O
h+
h+
h+
H2OC
O O
H
C
O O
H
C
O O
HC
O O
H h+
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
e-
e-
e-
e-
TiO2TiO2
Ni
C
O O
H
C
O O
HH2O
h+
h+h+
h+
H2OC
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
HC
O O
H
CO O
H h+
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
C
O O
H
e-
e-
e-
e-
TiO2TiO2
Ni
Biochemical Monitoring
EnvironmentalMonitoring
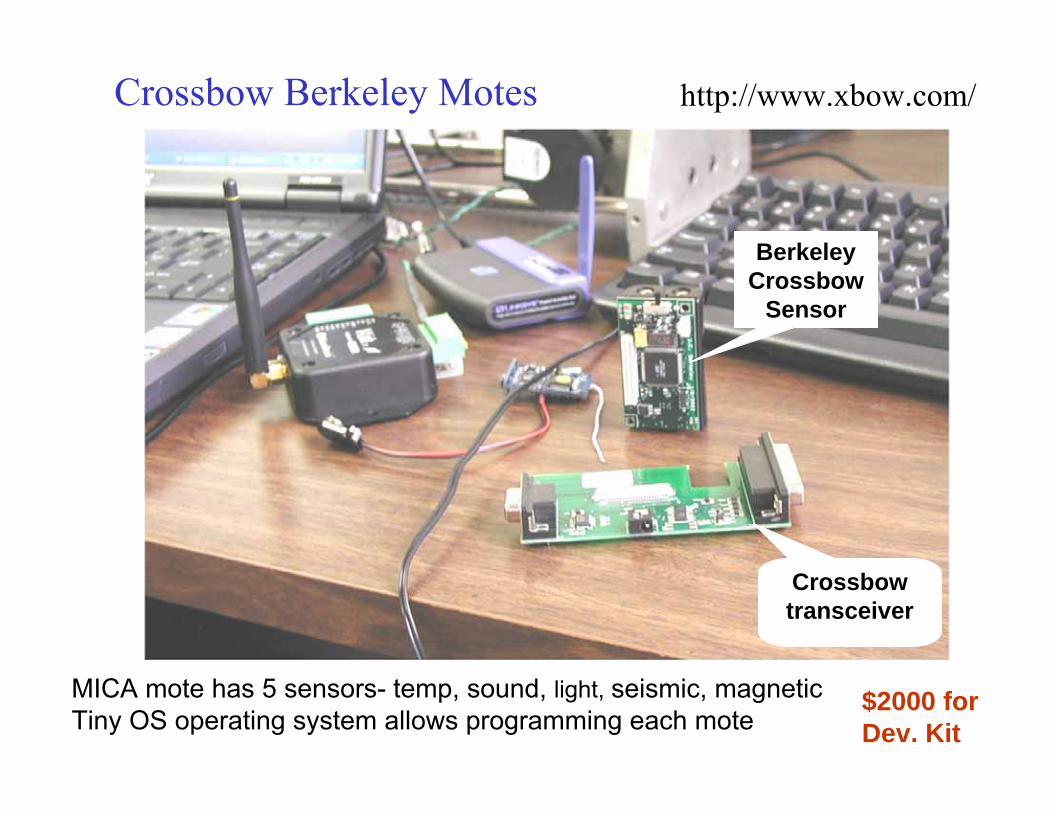
Berkeley Crossbow
Sensor
Crossbow transceiver
Crossbow Berkeley Motes http://www.xbow.com/
MICA mote has 5 sensors- temp, sound, light, seismic, magneticTiny OS operating system allows programming each mote
$2000 forDev. Kit
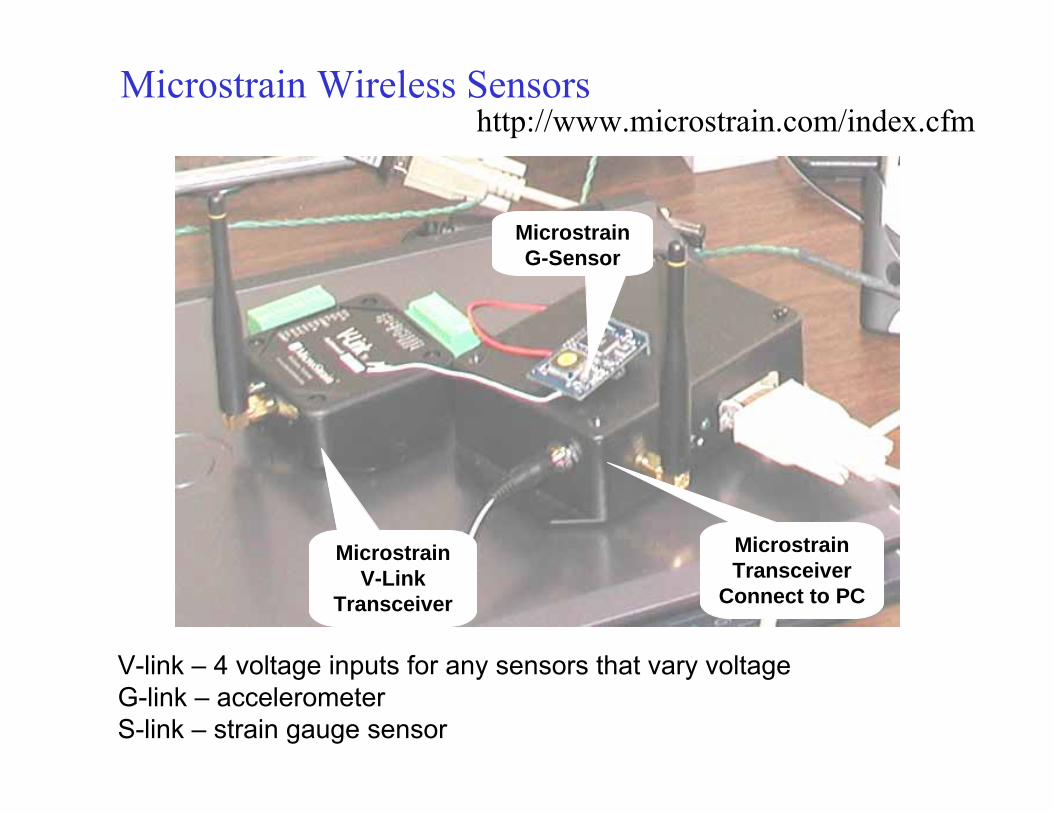
MicrostrainV-Link
Transceiver
MicrostrainTransceiver
Connect to PC
MicrostrainG-Sensor
Microstrain Wireless Sensorshttp://www.microstrain.com/index.cfm
V-link – 4 voltage inputs for any sensors that vary voltageG-link – accelerometerS-link – strain gauge sensor
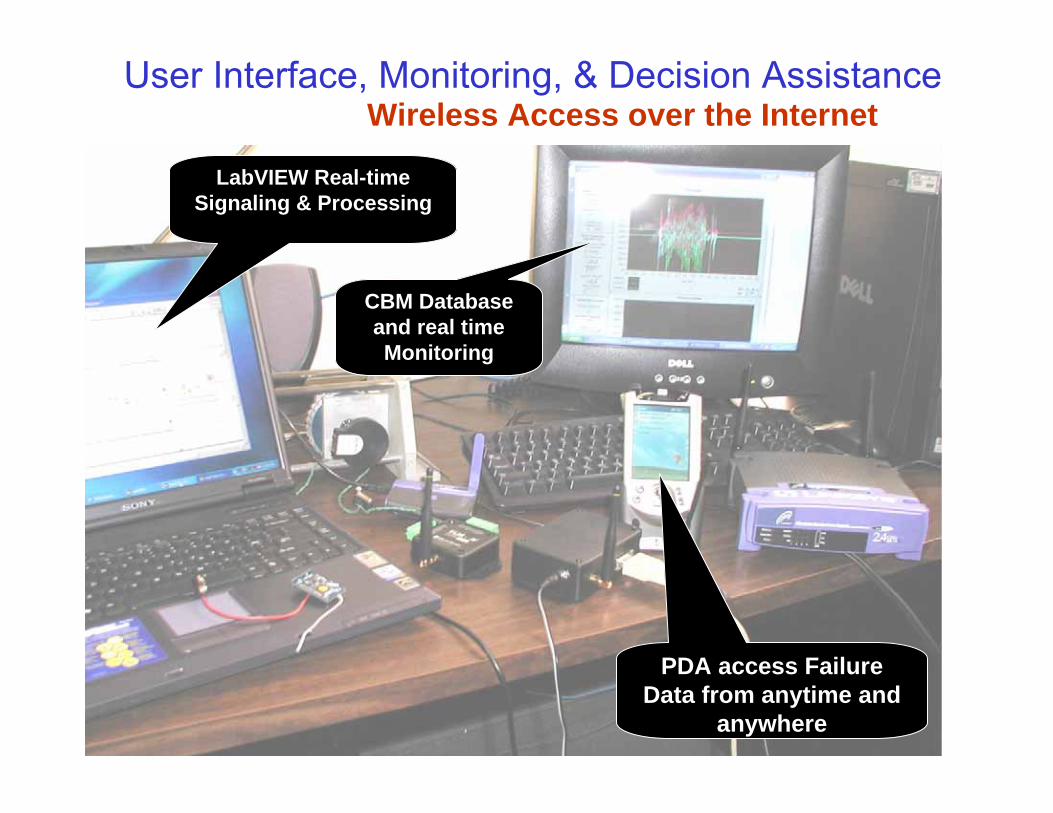
LabVIEW Real-time Signaling & Processing
CBM Database and real time Monitoring
PDA access Failure Data from anytime and
anywhere
User Interface, Monitoring, & Decision AssistanceWireless Access over the Internet

ARRI CBM Machinery Testbed
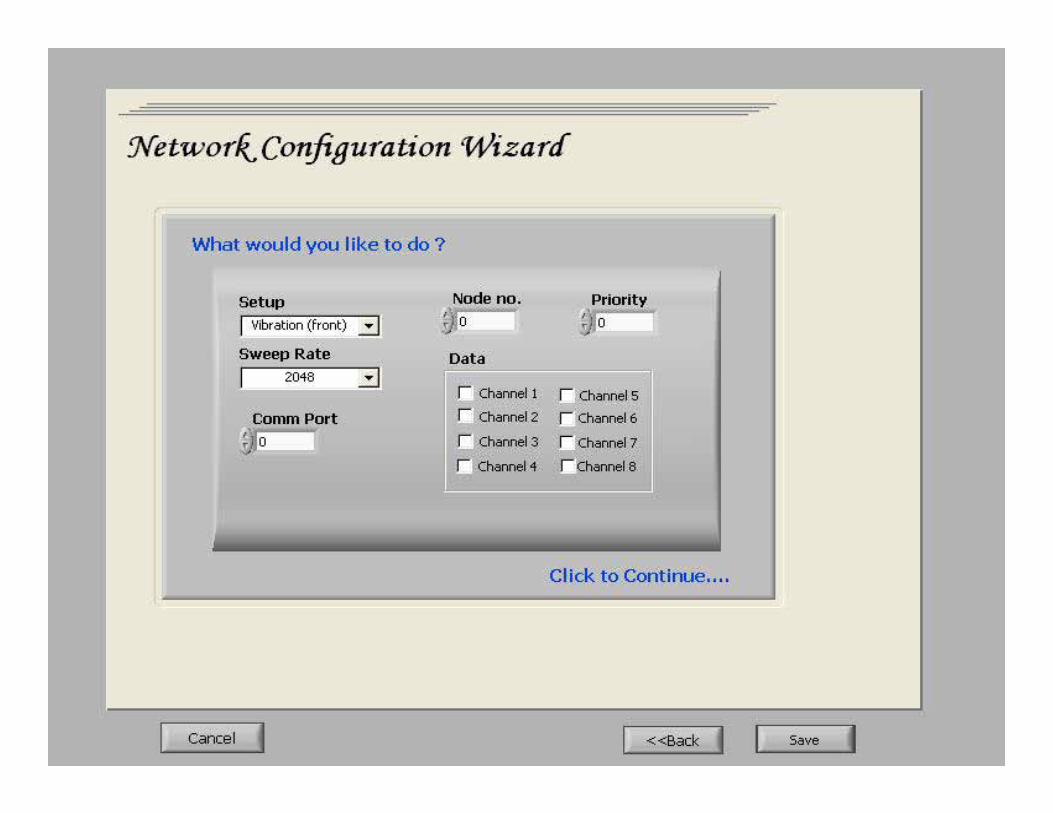
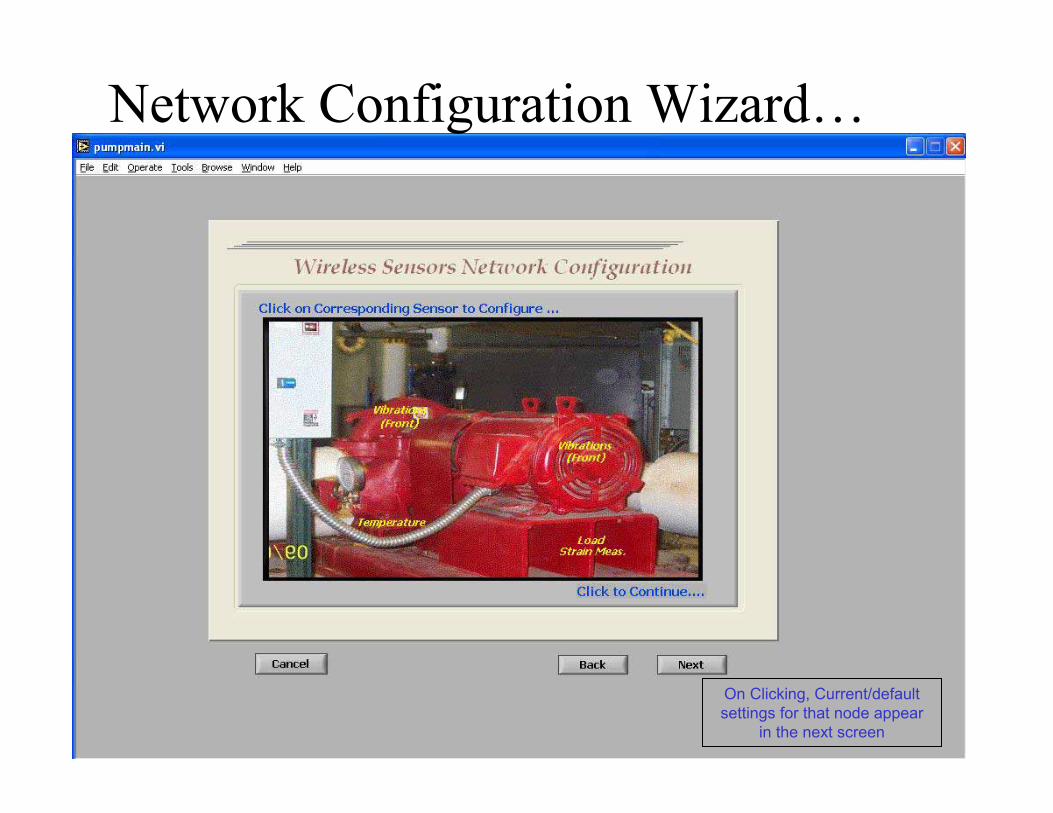
Network Configuration Wizard…
On Clicking, Current/default settings for that node appear
in the next screen
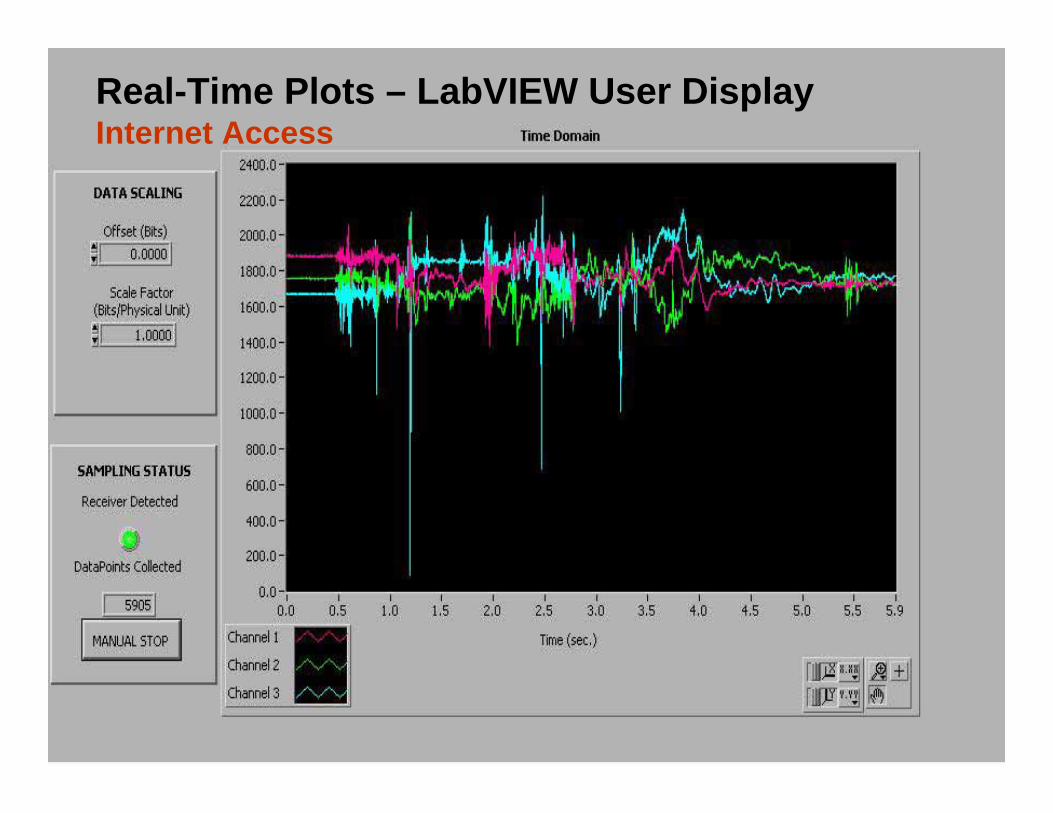
Real-Time Plots – LabVIEW User DisplayInternet Access
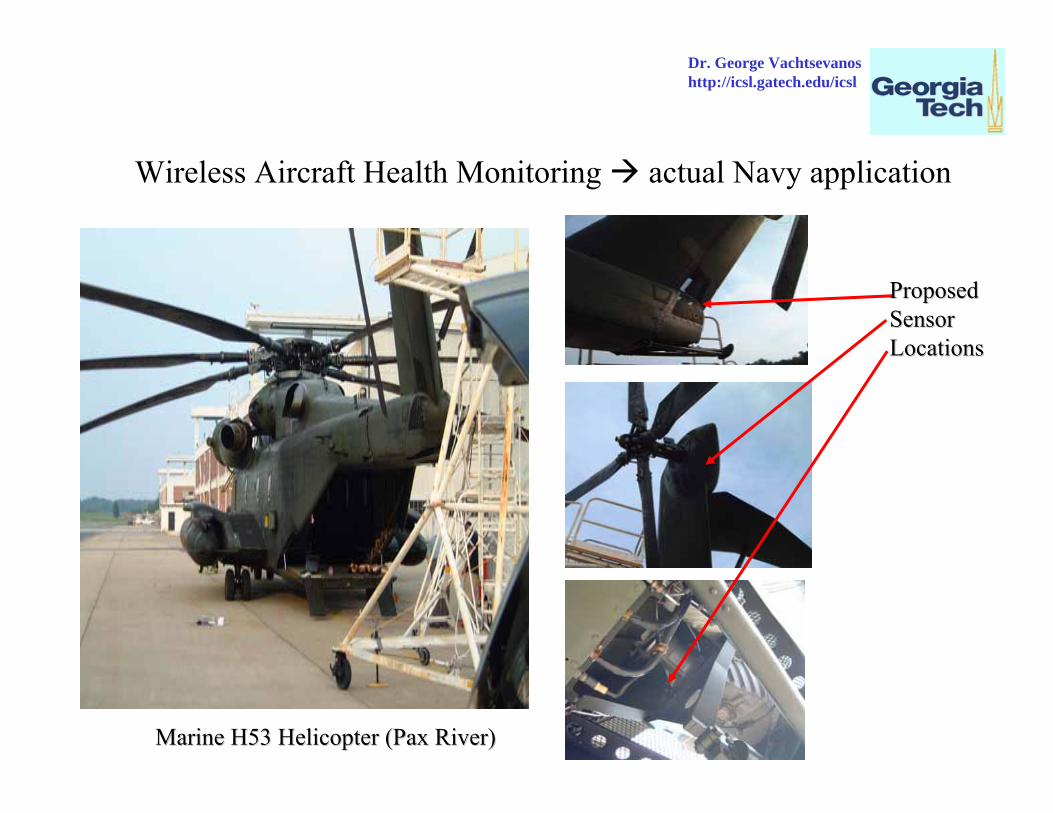
Wireless Aircraft Health Monitoring actual Navy application
ProposedProposedSensor Sensor LocationsLocations
Marine H53 Helicopter (Marine H53 Helicopter (PaxPax River)River)
Dr. George Vachtsevanoshttp://icsl.gatech.edu/icsl





























