-
The Role of Catalysis for the Sustainable Product
of Bio-fuels and Bio-chemicals
C H A P T E R
13
Integrating White Biotechnologyin Lignocellulosic Biomass
Transformations: From Enzyme-Catalysis to Metabolic
Engineering
Fabrizio Sibilla*, Pablo Domı́nguez de Marı́a†*Biomaterials and
Resources Management, nova-Institut GmbH. Chemiepark Knapsack,
Industriestraße 300. D-50354 Hürth, Köln, Germany†Institut
für Technische und Makromolekulare Chemie (ITMC), RWTH Aachen
University.
Worringerweg 1, 52074 Aachen, Germany
ion
O U T L I N E
13.1 Motivation for the Implementationof White Biotechnology
inBiorefineries 445
13.2 Biocatalysis for LignocelluloseProcessing: Free, Isolated
Enzymes 449
445
13.3 Fermentation and MetabolicEngineering for the Production of
Bio-Based Commodities 458
13.4 Concluding Remarks 463
13.1 MOTIVATION FOR THE IMPLEMENTATION OF WHITEBIOTECHNOLOGY IN
BIOREFINERIES
Research on biomass has been gaining momentum in the last
decades with the ultimategoal of providing a sustainable—and
virtually inexhaustible—source of chemicals and fuelsfor future
societies [1–7]. Albeit much research focusing on biomass
processing wasconducted decades ago, for the recent renaissance
several concomitant facts have occurred.First, the perception that
the “petroleum peak” has been already passed, or will do in the
next
# 2013 Elsevier B.V. All rights reserved.
-
446 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
years, together with the geopolitically unsustainable external
energetic dependency on fossilsources. Second, environmental and
climate change concerns, pressuring on the need of novelprocesses
for fuel and material supply. This book focuses on different
catalytic technologiesthat in all cases pursue the same common
final goal.
Biofuels can be divided into three different categories—first-,
second-, and third-generationbiofuels—according to the kind of
biomass used, the technique involved in the processing andthe final
target molecule. The first generation typically refers to ethanol
obtained from glucoseor saccharose. In this generation, the
fermentable sugars are obtained from starchy biomass—corn, cassava,
potatoes—aswell as from sugar obtained from sugar cane or sugar
beets. Glucoseand saccharose are fermented by yeasts to obtained
ethanol, which is subsequently distilled,dehydrated, and used as
drop-in solution for gasoline. The term first generation may also
referto biodiesel when obtained from edible vegetable oils [1–11].
On the other hand, the term sec-ond generation refers to ethanol
obtained via fermentation of glucose or other sugars, when
thefermentable sugars are obtained from the saccharification of
thewhole biomass, comprising theso-called lignocellulose ethanol
[1–11]. Many different industrial processes have beenestablished in
the last years, where the full vegetable crops are saccharified to
a pool of ferment-able sugars that are later on processed via
fermentation, distillation, and dehydration, inan analogous way as
the first-generation biofuels. Finally, the term “third-generation
biofuels”refers to a technology where the full biomass is
saccharified to its sugar components andlater sugars are
converted—chemically or biochemically—to an array of molecules
likehydroxymethylfurfural (HMF), valeric acid, levulinic acid, and
their respective esters, togetherwith many other compounds
[1–11].
In this field, it must be clarified that the generalist term
“biomass” or “biorefinery” does notguarantee, as such, the setup of
sustainable chemical processes. As a well-known example,ethanol
currently produced from corn—within the so-called first generation
of biofuels—has already been successful at commercial level for
decades, yet quite often at the cost ofdiminishing natural food
sources for societies, leading to an increase of food prices
[10,11].The same consideration may stand for the production of
biodiesel from edible crops or basedon massive deforestation [1–9].
Importantly, these strategies may be a sustainable option forlocal
areas on a small-scale basis (e.g., internal consumption of sugar
cane-based ethanol inBrazil since the 1970s). To overcome these
issues and envisaging a worldwidemarket, secondand third generation
of biofuels—using nonedible parts of lignocellulosic
materials—arepresently assessed. Herein, an important aspect is the
actual amount of biomass that canbe annually harvested in a
particular area, without compromising the overall
sustainability(soil degradation, use of nonmarginal lands for
fuels, indirect land soil change, etc.) [12–16].For the energy
needs, a broad portfolio of alternatives—biomass, electric
automotive, photo-voltaic, wind, geothermal, etc.—may be combined
to cope with the worldwide energydemand, biofuels just being a part
of the solution [1]. In contrast, chemical supply will relyonly on
biomass as a source of raw materials. Presently only �10-15% of the
total extractedcrude petroleum is used for chemistry and material
use [17], yet commodity prices are muchhigher than those of
biofuels [1]. This aspect suggests that for compensating costs,
biofuelswould be the coproducts of the commodities, and not vice
versa. Current state of the art ischallenging, as biomass-derived
products and processing routes have to compete with pet-rochemical
processes, which have experienced already decades of intensive
developmentand fine-tuning optimization. Although the use of
biomass to obtain different chemicalsand materials is virtually as
old as mankind (e.g., birch bark pitch use dates back in the
late
-
44713.1 MOTIVATION FOR THE IMPLEMENTATION OF WHITE BIOTECHNOLOGY
IN BIOREFINERIES
Paleolithic era), biomass technologies suffered a lack of
research since the crude petroleumprices decreased in the 1940s.
Recent research efforts aim to enhance the economics
andefficiencies of novel approaches [1,12–16]. Especially, as this
book is addressing fromdifferentviewpoints, the development of
novel (bio)catalytic systems that may provide cleaner andmore
efficient biomass treatment processes are of utmost importance for
the provision of asustainable bio-based future.
Apart from resource availability and local vs. global
considerations, to reach a completesustainability for second and
third generation, two additional aspects must be considered.One is
the water consumption [11]. All forms of lignocellulose contain a
substantial amountof water that sooner or later must be removed for
the chemical processing. Alternatively, bio-mass can be dried as a
pre-step process, albeit at the cost of investing a considerable
amount ofenergy on that. Conversely, pretreatment steps can be
conducted in aqueous solutions, andthen performing the downstream
processing of the different chemicals in subsequent steps(e.g.,
extraction in a second phase of produced more hydrophobic
compounds). Large-scalewater consumption worldwide—as biofuels and
biorefineries are necessarily envisaged—mayaggravate current
environmental and social problems, with existing severe water
shortage andfresh water contamination in reservoirs worldwide
(e.g., from mining activities). Consideringwater as “the primary
food,” biorefineries must cope with its rational use, developing
sustain-able solutions valid for an increasing world human
population, addressing concepts likeresource- and heat-integration,
wastewater treatment, andwater reusability [11]. Likewise,
cat-alysts should show a proven robustness by displaying activities
in impure and reused watereffluents, while exhibiting a catalyst
life under those conditions that enables the necessary(economic)
number of reuses. Moreover, in a widest extent, catalysts and
solvents should alsobe bio-based, to assure their worldwide
large-scale availability [18]. Finally, catalyst wastes—which will
be surely present in these aqueous effluents—must be easily
degraded and assim-ilated by microorganisms. Overall, this must
lead to a holistic picture in which value chainsare optimized and
integrated in a “cradle-to-cradle” approach [19].
The second aspect is the economic need of a full valorization of
lignocellulose [12–16].Pretreatment steps may be applied to
selectively fractionate lignocellulosic materials in(at least)
their three main components, xylose (from hemicellulose fractions),
cellulosepulp, and lignin. This enables the achievement of more
than one raw material from biomass,providing better cost-benefit
balances [1,13,20–22]. Pretreatments will obviously needto be
efficiently integrated, requiring low energy (power) inputs and
providing virtually“stoichiometric” yields of the raw materials.
Based on these closed-loop premises, it can beenvisaged that some
pretreatments steps will involve steam explosion, hydrothermal
treat-ments, and/or organosolv strategies, because these strategies
often provide largely improvedmass balances and typically enable
the recovery of high-quality nondegraded valorizablelignins
(representing lignin in some lignocellulosic materials 25-30% of
the wood content)[1,13,20–22].
Taking all these considerations in mind, this chapter deals with
a broad palette of biotech-nological solutions for biorefineries,
all of them within the so-called White Biotechnology.Applications
in the area have been triggered by the impressive developments in
molecularbiology, which have enabled the understanding of cell
machineries, and have provided inte-grated bio-concepts for
fermentative options, paving theway for the production of an array
of(non)natural useful chemicals undermild and typically sustainable
conditions.Moreover, theuse of free, isolated enzymes—for example,
cellulases to depolymerize cellulose—has been
-
448 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
the matter of intense research as well, leading to several
genetically improved enzymes. As amatter of fact, nowadays it is
possible to clone and overexpress specific genes of a certain
pro-tein, to produce such biocatalyst on an on-demand basis in a
sustainable and improved form[23–28]. Whole-cells and enzymes are
entirely biodegradable materials, and thus, the waterintegration in
biorefineries appears quite feasible (e.g., recirculation of
sterilized exhaustedwater to soils for the next harvest of crops).
White Biotechnology strategies encompass apromising portfolio of
options, provided that bio-processes can be economically
integratedin a whole biomass-processing pipeline, fitting the
on-spec and challenging price range ofbiofuels and
bio-commodities.
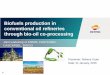
An overview of enzymes and whole cells related to biomass and
biorefineries is depictedin Scheme 13-1. Some enzymes have been
assessed for lignin degradation. In fact, lignin isenzymatically
degraded in Nature, and it is tempting to assess whether the same
biocatalyticpathways might also be applied at commercial level.
However, the long reaction times forenzyme-degrading lignin, and
their costs—together with the need of mediators—representa hurdle
that has not been overcome yet. Conversely, a different
consideration may be madefor cellulases and hemicellulases, from
which several commercial processes have been setup [1]. Likewise,
fermentative approaches, especially the so-called metabolic
engineering,
Lignocellulose
– Wood– Grass– Algae– Wastes
Fractionation
Lignin
Cellulose
Hemicellulose
Xylose
LaccasesPeroxidasesPerhydrolasesb-Etherases
Cellulases (enzyme cocktails)SwolleninsCellobiose
dehydrogenasePolysaccharide monooxygenases
Phenylic compoundsDegraded lignin
Glucoseoligomers
HemicellulasesOxidoreductasesXylanases
Surfactants, xylose, xylitol
Chemical step
Polysaccharides
– Cellulose– Hemicellulose– Starch– Algae polysaccharides–
Etc.
Depolymerization
Fermentation and metabolic engineering
Biocatalysis
(Bio)catalytic
C6 sugars
(e.g., Glucose)
C5 sugars
(e.g., Xylose)Fermentation
Metabolic Engineering
FuelsPlatform chemicalsCommoditiesEtc.
SCHEME 13-1 Overview of a fractionating-based biorefinery,
addressing the type of enzyme or whole-cell, andsubstrate(s) where
they have been assessed.
-
44913.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING: FREE,
ISOLATED ENZYMES
are emerging areas fromwhichmany applications can already be
foreseen. Basically, the con-cept implies that starting from
glucose—and eventually xylose and other C5 sugars present
inhemicellulose—as a carbon source, genetically designed
microorganisms can biosynthesize abroad number of valuable platform
chemicals. Herein, integration between upstream (designof a
microorganism able to produce a chemical economically) and
downstream (extractionand purification of such chemical from an
aqueous fermentative broth) will be crucial fora technical and
economic success.
13.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING:FREE, ISOLATED
ENZYMES
The term “cellulases” for lignocellulose hydrolysis is referred
to a pool of different glyco-sidic enzymes (“cocktail”) that digest
the cellulose fibers to afford glucose and solubleoligomers under
mild aqueous conditions [21,29,30]. Compared to other chemical
methods,the major advantage of using cellulases relies on the
intrinsic selectivity of the catalyst forcellulose hydrolysis [1].
This performance provides pure glucose as final product,
preventingits degradation to other compounds (e.g., furfurals) and
allowing its direct use as feedstockfor subsequent processing
operations, for example, in fermentations. Conversely,
cellulosehydrolysis by nonenzymatic strategies (e.g., mineral acid
catalysis) often leads to the forma-tion of HMF, levulinic acid,
etc., that can severely inhibit the microbial growth and
loweringthe overall production yields [28,31]. Moreover, an
enzymatic hydrolysis at mild tempera-tures allows the heat
integration with the fermentative unit, which often takes place
underthe same process conditions. Actually, several simultaneous
saccharification and fermenta-tion (SSF) procedures have been
successfully reported (see also Section 13.3).
Commercially available cellulase cocktails are mainly derived
from the microorganismTrichoderma reesei (formerly known also as
Trichoderma viride), a fungus isolated by Americanscientists from
samples of cotton-based materials that had been “liquefied” in the
pacificscenario of WWII [11]. There are multiple reasons—mostly
biochemical, technical, and eco-nomic—to explain the preference for
this glycosidic cocktail [32–35]. First of all, T. reesei is ableto
produce itself the full set of enzymes required for the
lignocellulose saccharification.It must be noted that for an
efficient cellulose depolymerization, the concerted action ofthe
various types of glycosidases present in the cocktail is needed.
Thus, enzyme manufac-turers can directly produce such enzymatic
cocktail in a single fermentation, contributing toreduce the
overall costs. Moreover, such simple production of the T. reesei
enzymes and theirin situ formulation allow the production of the
enzymatic mixture directly at the biorefinerysite, lowering
transportation costs of carbon source and enzymatic mixtures.
In most of the cases, the catalytic activity of a given
wild-type enzyme is not sufficientto reach economic targets in an
industrial application [24,36]. Thus, several rounds of
geneticimprovement must normally be conducted, focusing on aspects
like higher activity, stability,better suitability for pH or
temperature, adaptation to other “real” conditions, etc. The
opti-mization of T. reesei cellulase cocktail has traditionally
followed two different lines:
• Insertion of other heterologous glycosidic enzymes, creating a
recombinant T. reeseiwith stronger capabilities in polysaccharide
depolymerization. For instance, the highly
-
450 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
active cellobiose-hydrolase from Aspergillus niger was expressed
in T. reesei, providing asynergy between the two cellobiose
hydrolases for the crucial step cellobiose to glucose.
• The improvement of the overall quantity of enzyme produced by
the fungus (expressionlevels), leading to a more active mixture of
glycosidases. In the 1980-1990s, randommutation methods were
applied to isolate the variant with the highest activity on
cellulosedegradation. After almost three decades of intensive
research, a single mutant strain ofT. reesei (T. reesei RUT-C30)
was isolated and used for the industrial production of theenzymatic
cocktail. This work shed light on the fundaments of improved
enzymaticsecretion in the T. reesei [1,32–35]. Based on the
knowledge gained, and further judiciouschoice and optimization of
the signal peptides for the different enzymes of interest, thelevel
of expression of the enzymes was further improved. Current T.
reesei strains producemore than 20-fold hydrolytic enzymes
(compared to wild type), with improved catalyticefficiencies. All
the different enzymatic components have been engineered,
optimizingcatalytic activities, thermal stability, pH stability,
higher stabilities in real biorefinery-based effluents, etc.
[11,21]. As a consequence of these efforts, cellulase cocktails
arepresently much cheaper than 20 years ago, with expectations for
future lower prices [1].It must be noted that linking
cellulase-cocktail prices just to the production of ethanol—asa
typical product of second-generation biofuels—is perhaps not the
wisest assessment. Byconsidering a whole biorefinery and the number
of products that can be derived, theproduction of more expensive
commodities—leaving biofuels as their coproducts—mayprovide better
economic terms. The full integration and valorization of the
wholelignocellulosic material may be crucial for an economic impact
[11–16,20–22].
In any commercial cellulase cocktail, there are various
hydrolytic enzyme families,namely, exoglucanases, endoglucanases,
and cellobiose hydrolases, together with xylanases(hemicellulases)
[32–35]. These enzymes cooperatively lead to the full cellulose
saccharifica-tion. Exoglucanases are responsible for depolymerizing
the cellulose fibers from both fiberextremes—reducing and not
reducing-ends ones—forming cellobiose units (two glucoseunits),
which are actually soluble in aqueous solutions. These
exoglucanases are mainlycomposed of two domains joined through a
linker: an anchor—also known as carbohydratebinding motif
(CBM)—that allows the binding of the enzyme to the cellulose
fibers, and acatalytic domain that is actually responsible for the
cellulose hydrolysis. The linker is impor-tant because it must
provide enough flexibility for both parts of the enzyme, and at the
sametime, it must be rigid enough to prevent enzyme unfolding and
subsequent loss of activity.These enzymes hydrolyze cellulose
fibers starting from reducing or nonreducing ends ofcellulose
processively, and after release of a cellobiose unit, theymove
forward along the fiberto release the next cellobiose unit [21].
Likewise, endoglucanases are responsible for hydro-lyzing the
cellulose fibers randomly and cleaving them to shorter fragments.
These enzymesare constituted by the two above-mentioned domains as
well. Although the catalytic domainalone is able to hydrolyze
cellulose fibers, the overall saccharification rate is
significantly higherwhen the protein is used as a complete
structure, comprising the catalytic domain-linker-CBM[21].
Endoglucanases can digest both, amorphous and crystalline
cellulose, albeit with higheractivities on amorphous celluloses,
suggesting that those structures are the preferred sub-strates. In
contrast to exoglucanases, most of the products that are released
by endoglucanasesare often aqueous-insoluble cellulose fibers with
a shorter number of glucose units that can
-
45113.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING: FREE,
ISOLATED ENZYMES
be further processed by other glycosidases. In addition to exo-
and endoglucanases, cellobiosehydrolases are responsible for the
digestion of produced soluble cellobiose to afford twoglucose
units. As these enzymes are active on soluble substrates
(cellobiose), they are only con-stitutedwith a catalytic domain
(without showing a CBM). These enzymes are important in theoverall
cellulose hydrolysis because increasing cellobiose concentration
inhibits the action ofendoglucanases and cellobiose hydrolases, due
to a negative-feedback enzymatic inhibition.For this reason, an
efficient cellobiose hydrolysis is always a prerequisite to an
overall efficientenzymatic cellulose hydrolysis. To reinforce this,
a cellobiose-hydrolase from Aspergillus ssp.has been expressed in
T. reesei as well (see also Table 13-1) [32–35].
Apart from T. reesei, several other bacteria or fungi are known
to produce cellulases. Someof these bacteria produce cellulases
with interesting properties different from those of T.
reseeienzymes (e.g., stability at more alkaline pHs, different
inactivation temperatures, etc.). Few ofthem, mainly the enzymes
produced from aerobic bacteria like Bacillus spp., Pseudomonasspp.,
and the anaerobic ones such as Clostridium thermocellum and
Clostridium acetobutylicum
TABLE 13-1 Enzymes Present in Glycosidic Cocktail of T. reesei
and Proportion of them on It [21,32–35,37–43]
Enzyme Type of activity % in the cocktail
CBHI Exoglucanase 50-60
CBHII Exoglucanase 15-18
EGI Endoglucanase 12-15
EGII Endoglucanase 9-11
EGIII Endoglucanase 0-3
EGIV Endoglucanase 0-3
EGV Endoglucanase 0-3
EGVI Endoglucanase
-
452 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
have been characterized [37,44,45]. Others have been isolated in
salty lakes, or were active athigh salty concentrations (up to 4 M
NaCl) [46–49]. These biocatalysts may be valuable fortheir use in
saline solutions, like possible “real effluents” in biorefineries
that would comefrom either (concentrated) seawater or IL-containing
aqueous effluents (after cellulose precip-itation) [46–51].
Likewise, directed evolution approaches for the design of more
robustbiocatalysts in these media have been recently conducted,
showing enzyme variants with en-hanced stability and catalytic
activity in these media [51]. Moreover, other reported
cellulasesdisplay interesting and different features for other
types of biorefineries. Cellulase fromSulfulobus
solfataricus—archaea isolated in a geothermal area with
surprisingly not many cel-lulose resources are expected—catalyzes
hydrolysis under acidic conditions (pH
-
PMO1
Oxidation at C1 position Oxidation at C4 position
PMO2O2O2
SCHEME 13-2 Postulated mechanism of PMOs, oxidating
polysaccharides to create more reducing andnonreducing ends
[39].
45313.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING: FREE,
ISOLATED ENZYMES
of enzymes—so-called PMOs—were reported [39–43,57,58]. This
ubiquitous group of en-zymes were already known, yet wrongly
considered as glycosidases with very low activity.Actually, PMOs
are metallo-enzymes catalyzing the oxygen-mediated oxidative
cleavage ofglycosidic bonds on the surface of (crystalline)
cellulose (Scheme 13-2) [39–43,57,58]. Withthat action, more
reducing and nonreducing ends are formed, thus facilitating the
activityof the other hydrolytic enzymes.
Conclusively, the further addition of PMOs to the enzymatic
cocktail of T. reseei allows de-creasing the protein/biomass ratio
required for an efficient cellulose depolymerization, pro-viding
better economics for the novel glycosidicmixtures. Overall it can
be concluded that thedepolymerization of cellulose under mild
conditions is a rather complex process, in whichseveral different
(non)hydrolytic enzymes are concomitantly acting. Table 13-1
summarizesthe most important groups of them.
When changing from cellulose to lignocellulose, the enzymatic
saccharification is furtherinfluenced by several different
parameters, such as type of biomass, type of pretreatment,particle
size, the ratio amorphous/crystalline cellulose, as well as enzyme
loading, pH,temperature, and many other classical parameters for
any industrial enzymatic reaction(e.g., inhibitions by products or
substrate, affinities, etc.). Moreover, none of the known
cel-lulases are able to catalyze an efficient cellulose
depolymerization directly on untreatedlignocellulose, with lignin
preventing the accessibility of the enzymes to cellulose
fibers[53]. Therefore, for this area, the setup of pretreatments
for an efficient separation of ligninand the provision of
accessible polysaccharide fractions for cellulases are of pivotal
impor-tance [1,13,20–22]. Well-known strategies involving steam
explosion, hydrothermalprocesses, and organosolv-type approaches
seem to have the potential to providenondegraded wood components
[1,13,20–22]. The combination of pretreatment approaches
-
454 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
with enzymatic cellulose depolymerizations, showing that both
concepts can becompatibilized, is crucial. For instance, by using
oxalic acid as catalyst in biphasic media(water-organic solvent) at
mild temperatures (100-140 �C), the one-pot selective
depolymer-ization of hemicellulose is reached, rendering almost
quantitative amounts of xylose in theaqueous solution [69,70].
Moreover, the nondegraded lignin is in situ extracted in the
organicphase (typically bio-based 2-methyl-tetrahydrofuran,
2-MeTHF) [71] and recoveredupon evaporation of the solvent (which
is further reused). As a third raw material, awater-immiscible
delignified cellulose pulp is obtained by filtration of the aqueous
effluent.Such cellulosic pulp can be depolymerized by cellulases
(Scheme 13-3), probing that thepolysaccharide fraction is
extensively delignified. Overall, three components of the
lignocel-lulose may be achieved for further processing and
valorization.
As an example of further valorization, the aqueous effluent
containing xylose was directlyconverted in furfural bymeans of
FeCl3 as catalyst, with no need of purifying xylose (and restof C5
sugars coming from hemicellullose), as the catalyst was highly
active under these “real”aqueous and raw conditions [72]. It must
be noted that the aqueous effluent of a wood-basedpretreatment
approach contains high amounts of C5 sugars (mostly xylose ca. 30 g
L
�1 forwood loading of 100 g L�1), but many other compounds
coming from lignocellulose, whichmay certainly poison and
inactivate (or inhibit) the catalyst. Therefore, the assessment of
anew catalyst (in biomass field) under real conditions is typically
recommended. By integrat-ing such a catalytic process, costs
related to downstream processing can be directly avoided.Moreover,
in the pretreatment approach, extracted lignin can be subjected to
further researchand processing as well. Many innovative practical
applications for nondegraded lignins havebeen already pointed out
in the literature [1,73]. It must be noted that presently the
onlylignin-fraction available at bulk scale is obtained from the
Kraft process for pulp and paper in-dustry, yet suffering such
lignin a considerable level of degradation/modification during
thepulping procedure. Remarkably, the provision of nondegraded
lignins at a large scale mightcertainly contribute to their
valorization by means of already well-known applications [1].
As stated in Section 13.1, another important aspect in
large-scale biorefineries is the waterconsumption. Typical biomass
loadings in organosolv-type processes are in the range of 100-200 g
biomass L�1 aqueous media (higher loadings may obviously lead to
diffusional andstirring problems) [1,13,20–22]. Thus, to produce
thousands of liters of biofuels, for example,
Lignocellulose
Lignin
Xylose(aqueous effluent)
Cellulose Glucose
CellulasesOxalic-acid-based pretreatment
(Biphasic media)
SCHEME 13-3 Selective one-pot fractionation of lignocellulose,
based on oxalic acid as catalyst, and further use ofcellulosic pulp
as effective substrate for commercial cellulase cocktails (dotted
square step) [69,70].
-
45513.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING: FREE,
ISOLATED ENZYMES
considerable amounts of water would be needed worldwide. An
obvious considerationwould be the smart integration of water
cycles, by producing aqueous effluents with astraightforward and
high biodegradability, which eventually might allow the
recirculationof exhausted water—still with valuable organic
matter—to the soil for the next crop cultiva-tion (or for animal
feeding) [11]. Likewise, water depuration in populated areas and
citiesshould not be considered as a waste, but as a useful resource
to be integrated withbiorefineries. Furthermore, for algae-based
processing, aswell as for coastal regions, seawatermay be a
promising option as long as produced waste(sea)water may be treated
in an eco-nomic and efficient way. Several commercial glycosidase
cocktails are highly active for thedepolymerization of crystalline
cellulose AvicelW in pure seawater [50]. Furthermore,
othercellulases have been genetically improved to display a higher
activity in these aqueous media[51]. Notably, enzymes were also
active in concentrated seawater (2� to 4�) (Scheme 13-4)[50,51],
suggesting that concentrated effluents produced in desalination
plants could alsobe integrated in biorefineries. Production of
drinkable water (desalination) might be coupledwith biofuel and the
biosynthesis of commodities. Section 13.3 will further discuss the
com-bination of cellulases and fermentations in (concentrated)
seawater effluents.
Apart from their important use in glycosidic cocktails,
hemicellulases and xylanaseshave found interesting applications in
pulp and paper industry [74], as well as in the produc-tion of
biosurfactants [75]. A recent example is the formation of
alkyl-b-D-xylosides andoligoxylosides catalyzed by different
(commercial) xylanases, and using pentanol and octanolas substrates
for the alkylation. Wheat bran was hydrothermally pretreated for 1
h at 135 �C,from where hemicellulosic fraction was selectively
removed, rendering an aqueous mixture
Component Concentration in
seawater (g L–1)
Cellulose(Avicel, amorphous, etc.)
Cellulases (recombinant and wild type)
(Concentrated) Seawater
Glucose, cellobiose,oligomers
MgCl2 2.50
MgSO4 3.40
CaCl2 1.17
NaHCO3
NaCl 27.13
KCl 0.74
0.21
NaBr 0.08
SCHEME 13-4 Conceptual use of (concentrated) seawater using
commercially available and geneticallyimproved cellulases. Average
composition of seawater [50].
-
Xylans(aqueous solution)
Xylanases / H2O / 60 °C
or
n
nm
m: 1-6
Biosurfactants
SCHEME 13-5 Xylanase-catalyzed production of biodegradable
biosurfactants. As substrate, a nonpurified aque-ous solution of
xylans coming from a hydrothermally based processing of wheat bran
is used [75].
456 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
of different soluble oligoxylosides (from pure xylose to
7-ring-oligomers). Upon filtration, thesame aqueous solutionwas
employed in subsequent enzymatic procedures. The use of a
ther-mically based pretreatment delivers nondegraded biological
materials at bulk scale, thusconferring an added value to
processes, fromwhich biorefineries maywell economically ben-efit in
the future (while producing biofuels as coproducts of those
commodities at the sametime). The subsequent addition of xylanases
at 60 �C in that nonpurified water effluentafforded several
biosurfactants, formed with xylose, as well as with other
solubleoligoxylosides (Scheme 13-5).
Apart from glycosidases, research has been performed with other
enzymes (e.g., laccases,peroxidases, etc.) to process lignin for
further potential use in biorefienies for differentpurposes (see
Scheme 13-1). Another approach is the peracid-mediated
delignification (e.g.,peracetic acid) [76]. Peracetic acid oxidizes
hydroxyl groups in lignin, cleaving b-aryl bondsand reducing lignin
molecular weight. Likewise, peracetic acid hydroxylates phenolic
ringsto form hydroquinones, leading to a further
oxidation/degradation of lignin (Scheme 13-6).
Upon such delignification (hemi)celluloses are more accessible
for enzymatic hydrolysis,yielding fermentable sugars (typically as
a mixture of xylose and glucose, together with therest of sugars
coming from lignocellulose) [77,78]. Actually, in the pulp and
paper industry,the use of peracids to oxidize lignin and for
bleaching purposes has been known for de-cades. Yet, for a
large-scale use, peracids cannot be stored and transported in a
concentratedform, due to safety reasons. Therefore, the use of
perhydrolases (as well as some geneticallyimproved esterases) for
in situ producing peracetic acids to delignify biomass was
assessed[77,78]. Perhydrolases catalyze the formation of organic
peracids using hydrogen peroxideand carboxylic acids in aqueous
media, under mild reaction conditions that avoid the deg-radation
of other lignocellulosic materials. The efficient in situ peracetic
acid formation inaqueous media was reported by means of wild type
and mutants of Pseudomonas fluorescensesterase, with ethyl acetate
(EtOAc) as second phase and substrate for the enzyme, uponaddition
of diluted hydrogen peroxide as reagent. Significant improvements
in cellulaseperformances in aspen wood were observed, reaching up
to 98% of total fermentable sugars,after several cycles of peracid
formation and processing (Scheme 13-7) [77,78].
-
O
O
OOH
OOH
Enzyme
PAA CellulasesLignocellulosicpretreatment
Sugars (C6 and C5)
Hydrolase, H2O2
(Ethyl acetate)
Aqueous
SCHEME 13-7 Hydrolase-mediated delignification via in situ
formation of peracetic acid [77,78].
Lignin structure
HO
HO
O O
O
O
OO
OO
OHO
OH
Hydroxylation
Demethoxylation
Oxidation
HO
HO
O
O
SCHEME 13-6 Suggested pathways for the peracid-based oxidation
and degradation of lignin, comprisinghydroxylation,
demethoxylation, and oxidation [76].
45713.2 BIOCATALYSIS FOR LIGNOCELLULOSE PROCESSING: FREE,
ISOLATED ENZYMES
Furthermore, these peracid-based enzymatic treatments would
eventually sterilize thedelignified saccharide fraction as well,
preparing the raw material for a subsequent fermen-tative step.
However, these biocatalytic strategies have just been developed at
the levelof proof of concept, and therefore, economic figures and
the operational window arestill far from a real implementation. The
delivery of a mixture of C5 and C6 sugars (hemicel-lulose and
cellulose) might provide advantages for microorganisms able to grow
on bothsources [1], as a full benefit of the saccharide fraction of
lignocellulose would be then reached.
-
458 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
13.3 FERMENTATION AND METABOLIC ENGINEERING FOR THEPRODUCTION OF
BIO-BASED COMMODITIES
Approaches in biorefineries using White Biotechnology comprise
also a broad number ofpromising fermentations—using sugars from
lignocellulose—or metabolic engineering ap-proaches (tailored
“on-demand” design of microorganisms) [23–27]. To this end,
wholecells—living or resting microorganisms—instead of isolated
enzymes are used. In this area,two important aspects must be
optimized and integrated to provide a strong case for a prac-tical
application. First of all, the upstream part, in which a certain
microorganism is geneticallydesigned for an ad hoc use, for
example, by incorporating a new enzyme enabling a new bio-chemical
step, or by attenuating/overexpressing biochemical pathways to
enhance the bio-synthesis of a desired product or precursor, or to
avoid the rapid degradation of some ofthem. Second, the downstream
part, in which the desired chemical is extracted from the
fer-mentative aqueous broth and purified until on-spec conditions.
Both steps—and their corre-spondent integration—are crucial for the
provision of economic figures, as well as for theecological
footprint (e.g., amount of waste produced in a precipitation-based
downstreamprocessing, and ways to treat or valorize that waste)
[1]. In this section, several examplesof biosynthetic production of
chemicals will be discussed.
Traditional fermentative routes have involved the use of
wild-type or “process-driven”evolved microorganisms for the
production of a desired chemical or fuel. Probably, the
mostwell-known example in biosynthesis and second generation of
biofuels is the fermentation ofsugars to produce ethanol as biofuel
(as well as for the production of alcoholic beverages, etc.)[1].
With the purpose of generating biofuels, traditionally this has
been done by using sugarcane or starch as a source of glucose (C6
sugars), as these raw materials permit a rapid andcheap
depolymerization, within the so-called first-generation approach.
As stated before, lastdecades havewitnessed a considerable research
effort for the provision of cheap glucose fromlignocellulose as
well. Regardless, the origin of sugars the biochemical pathway for
theethanol formation is obviously common for all biosynthetic
generations (Scheme 13-8).
Glucose
O
COO–
Pyruvate decarboxylase Alcohol dehydrogenase
NADH + H+ NAD+
OH
Whole-cell
Ethanol(Downstream)
H+ CO2
O
H
Glucose
1st Generation 2nd Generation
SCHEME 13-8 General biochemical pathway for the formation of
ethanol using glucose as rawmaterial [1,11,53].
-
45913.3 FERMENTATION AND METABOLIC ENGINEERING FOR PRODUCTION OF
BIO-COMMODITIES
It must be noted that not all microorganisms are able to process
C5 sugars (e.g., xylose), andfurthermore such compounds may be
toxic for some of them, leading to inhibition in theirgrowth, and
thus diminishing the overall yield of the fermentation [79–81].
Thus a wise sep-aration of both fractions of wood (C5 and C6) would
be desirable for many microorganismsable to produce ethanol. A
pretreatment method that could separate—and further valorize—the
xylose fraction of lignocellulose, together with lignin, would be
then preferred for manybiorefineries (see, for instance, Scheme
13-3) [69,70]. In addition, the use of xylose for otherpurposes
apart from being fermentable sugars—for example, for furfural or
xylitol forma-tion—may contribute to enhance the profitability of
the biomass-processing plant [72], asthese chemicals offer usually
higher market prices than ethanol or other biofuels (e.g.,
buta-nol) [1]. However, for other industries or business
models—fully focused on biofuel produc-tion—the complete use of the
sugar fraction of lignocelluloses for ethanol production may
beobviously privileged [80,81]. For this purpose, considerable
research has been undertaken inthe design of microorganisms also
accepting xylose and arabinose (C5 sugars) as carbonsource for
growth and production, together with glucose and other C6 sugar
sources(Scheme 13-9) [1,11,53,80]. To this end, it was necessary to
clone and express several biochem-ical pathways involving several
enzymes, in microorganisms (a metabolic engineeringapproach, see
below), to confer them such capabilities in metabolism. By means of
this strat-egy, several yeasts efficiently producing ethanol or
butanol from complex C5/C6 sugar mix-tures have been successfully
tailored [80,81]. For these latter approaches, the
lignocellulosefractionation in their main three components provides
less incentive for the “whole-picture,”and therefore only a
selective delignification process would be desirable, enabling
cellulasesan efficient accessibility to polysaccharides. Once the
upstream is envisaged, for the down-stream processing of these
systems, ethanol is usually recovered by distillation from the
fer-mentation broth. Conversely, butanol forms a second phase over
the aqueous fermentative
L-arabinose transporterL- arabinose
isomeraseL-ribulokinaseL-ribulose5-P-4-epimerase
D-xylose transporterD-xylose isomeraseD-xylulokinase
D-xyloseL-arabinose
Classic1st/2nd generations
Ethanol
Butanol
GlycolysisGlucose
D-xylulose-5-P
SCHEME 13-9 Genetically designed microorganisms able to accept
C5 sugars as carbon source (L-arabinose andD-xylose) to produce
biofuels by fermentation [80,81].
-
460 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
fraction that can be thus separated from the fermentative broth.
Several strains (e.g., C.acetobutylicum) have been identified and
improved for that process [1,11,53,80,82].
Another important approach is the SSF [1], aiming at saving
costs through process integra-tion. This case being enzymatic,
cellulose hydrolysis is conducted at mild conditions, and itmay
easily be combined with fermentations in one-pot two steps.
Furthermore, biocatalystsdo not lead, often, to whole-cell
poisoning or to growth inhibition, problems that
otherchemo-catalysts might certainly bring. Moreover, the
continuous in situ consumption offormed glucose will reduce
inhibitory effects that glucose might have on cellulases(Scheme
13-10). Some examples of ethanol, butanol, or chemical productions
by means ofSSF strategies have been reported in the literature,
also in combination with metabolic engi-neering strategies (see
below).
In a previous section, it was shown that some cellulases
efficiently catalyzed the cellulosedepolymerization in concentrated
seawater [50,51], as an alternative of nonedible water res-ervoirs
for algae-based research and for coastal cities and regions. The
use of seawater as fer-mentative reaction media (complemented with
carbon sources as, e.g., glucose) has beenreported for the
production of several compounds [83,84], for example, succinic acid
byActinobacillus succinogenes, and combined with a further
acid-catalyzed esterification of it[85]. Likewise, several
halophilic microorganisms have been studied for the production of
dif-ferent chemicals [86]. Moreover, very recently we have shown
that fungus Ustilago maydismay grow in seawater to produce itaconic
acid in analogous levels as in pure buffer culturemedia systems
[87]. As carbon source both crude xylose-based effluents coming
from frac-tionation systems with oxalic acid (see Scheme 13-2) and
glucose produced from cellulosein seawater by cellulases were
useful carbon sources (Scheme 13-11). The genetic improve-ment and
adaptation of this fungus to such “real media” may certainly
improve the produc-tivities and trigger research in the area
[83–89].
Furthermore, last decades have witnessed the development of
holistic metabolic ap-proaches for modern fermentations, often
gathered under the name “Metabolic Engineering”[81]. Metabolic
engineering aims at the increase of the overall production yield
for a desiredtarget chemical through fermentation in a certain
microbial host, through a combined
Polysaccharide fractions
Chemicals and biofuels
Cellulases
Whole-cells
StarchHemicellulosesCellulosesAlgae-based saccharidesEtc.
SCHEME 13-10 Conceptual approach for the simultaneous
saccharification and fermentation to produce differ-ent chemicals
and biofuels by designed microorganisms [1].
-
Ustilago maydis(seawater)
HOOC
Xylose(from beechwood)
Itaconic acid
Glucose(seawater)
SCHEME 13-11 Fermentation of Ustilago maydis to produce itaconic
acid, using either xylose from beechwoodcrude effluent, or glucose
produced in seawater by the enzymatic depolymerization of cellulose
[87].
46113.3 FERMENTATION AND METABOLIC ENGINEERING FOR PRODUCTION OF
BIO-COMMODITIES
attenuation and overexpression of biochemical pathways, coupled
with a proper and eco-nomically feasible downstream processing. In
addition, the overexpression of other externaldesired enzymes—to
trigger a new biosynthetic activity in the tailored
microorganism—canalso be carried out. New sustainable entries can
be reached in two ways:
• By improving the overall yield of a certain molecule that is
already produced by themicroorganism (e.g., outstanding examples
reporting an increase in the ethanol yield inSaccharomyces
cerevisiae fermentations) [80,81].
• By introducing in a targeted microorganism a new (whole)
metabolic pathway for theproduction of a desired molecule that is
not originally produced by the microorganism.
In virtue of the developments in molecular biology, it can be
envisaged that metabolicengineering will have a bright future in
the bio-based economy. A cell of an engineered or-ganism can be
seen as a “micro-reactor”where sugars—and other rawmaterials
andwastes—can be converted to the desired products under mild
conditions and with the production ofwastewaters of low
environmental impact. To this end, a proper combination of the
upstreamand downstream steps must be set up. The production of
these chemicals at competitive costswill, however, still be a
challenge in many of these cases in the years to come.
Recent literature provides outstanding examples of metabolic
engineering-based technol-ogies for the production of chemicals.
For instance, several microorganisms have beendesigned to produce
bio-based diamines [90,91], useful starting materials in the
productionof nylons. To this end, several amino acid decarboxylases
(e.g., ornithine or lysine decarbox-ylase) were cloned and
overexpressed in Escherichia coli as microorganism, conferring a
novelcapability to the microorganism. Upon addition of glucose,
bacteria grow and produce theintended chemical. Another recent
disclosure reports on the fermentative production ofhighly useful
isoprene, by means of a SSF approach, starting from cellulose to
afford unsat-urated chemical monomers (Scheme 13-12) [92].
Other promising concepts are the complementary formation of
adipic acid and 1,3-propanediol, to afford biopolyesters starting
from glucose. In the production of diols, for in-stance, several
enzymes were cloned and overexpressed in E. coli cells to afford a
competitiveroute starting from glucose (Scheme 13-13) [93].
Furthermore, very recently novel concepts on the production of
alkenes from glucose werereported [81,94,95]. For instance, the
formation of jet-fuel precursors (long-chain alkenes) canbe
afforded by engineered cells in which different acyl-ACP reductases
are cloned [96,97]. Inthis specific case, the downstream processing
is straightforward, since such long-chain
-
CelluloseSSF
Glucose
Engineered whole-cell
Isoprene
SCHEME 13-12 Metabolic engineering for the production of
isoprene from cellulose [92].
–
–
–
–
Glucose
Engineered whole cells
1,3-Propanediol
Glycerol-3-phosphate
dehydrogenase
Dehydratase
GlycerolPropanediol
Glucose
Oxidoreductase
Glycerol-3-phosphate
phosphatase
SCHEME 13-13 Metabolic process for the formation of
1,3-propanediol from glucose and enzymes involvedon it [93].
462 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
alkenes are not soluble in water, forming a second phase and
reducing costs and waste pro-duction. Analogously, the production
of short-chain alkenes (e.g., isobutylene, propylene,etc.) by means
of engineered whole cells was reported as well [98]. Herein a
direct connectionof “petrochemical-based” chemicals can be made,
starting from glucose as the raw material(carbon source for
microorganisms). The downstream processing appears again trivial,
asthe intended chemicals are gases that may be stripped out from
the fermentation broth. Inthis approach, to “train” microbial cells
to produce alkenes from sugars, the biosynthesisof
b-hydroxy-alkanoates was overexpressed, as these chemicals are the
actual precursorsfor the formation of short-chain alkenes.
Mevalonate diphosphate decarboxylase fromPicrophilus torridus was
cloned and overexpressed, as this enzyme is able to
decarboxylateand dehydrate such b-hydroxy-alkanoates to finally
afford the alkenes, which are secretedby cells (Scheme 13-14)
[98].
-
Glucose
Whole cell
Mevalonate
decarboxylasedecarboxylase
Mevalonate
SCHEME 13-14 Metabolic engineering approach for the synthesis of
short-chain alkenes, recently developed[94,98].
46313.4 CONCLUDING REMARKS
Herein, with the provision of cheap sugars (at this moment, from
first generation), alkeneprices of €0.4-0.9 kg�1 may be provided,
depending on geographical areas. Of pivotal impor-tance will be the
achievement of pure and cheap fermentable glucose—and eventually
othersugars frombiomass—whichcouldbeachievedthrougha
fullvalorizationof lignocellulose [94].
13.4 CONCLUDING REMARKS
This chapter has discussed the options that White Biotechnology
may bring in the use oflignocellulose as the source of biofuels and
chemicals emerging arena.
First of all, free, isolated enzymes (or cocktails of) for their
application in several specificcases were described, e.g., with
depolymerization of cellulose as a core example. Key to thissuccess
has been the development ofMolecular Biology techniques, which have
permitted thegenetic optimization (and understanding) of enzymes,
providing tailored variants withhigher stability, activity, and
performance. Though enzymatic costs have significantly de-creased
over the last years, due to these technical breakthroughs, further
improvementsare still needed, in order to reach a complete economic
scale in the production of biofuels.The recent discovery of novel
oxidative enzymes may be a promising research avenue inthe future.
In addition, an alternative would be the consideration of (part of
the) glucoseas a rawmaterial for other chemicals different than
biofuels, whichmay have a higher marketprice.
In a second package, whole cells (normally living cells in
biomass field) may provide othersmart options for biorefineries.
Starting from “classic” ethanol or butanol formation,
otherapproaches like the formation of alkenes or diols have been
reported. For these fermentativestrategies, the judicious
combination of the upstream part (designing and tailoring the
micro-organism) with the downstream part (purification until
on-spec conditions) is critical for aneconomic success. Thus, in
cases in which the downstream processing may be straightfor-ward
(e.g., alkenes), the overall economic figures appear promising.
Furthermore, in this chapter it has been noted that the cost of
fermentable sugars is a crucialparameter to be considered, not only
for White Biotechnology, but virtually for any other
-
464 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
approach in biorefineries. The development of technical
solutions that may provide suchsugars from biomass in a cheap and
clean manner will be definitely crucial in the comingyears.
Pretreatment approaches that enable the separation of the three
main componentsof lignocellulose (xylose, cellulose, and lignin)
may provide a full biomass valorization—leading to an array of
different commodities and platform chemicals—while
compensatingcosts at the same time. Aligned to this point, this
chapter has also emphasized the pivotalimportance that water
consumption will have in biorefineries. As alternatives, the uses
ofdepurated water effluents, as well as seawater and desalination
plant wastes, have been putforward. For all these options, the use
of living organisms may be a clear asset.
In a nutshell, biorefineries will need to be built on such
holistic concepts, with key wordslike integration, full
valorization, waste-reuse, water-reuse, and closed-loops, if they
areconsidered to be a sustainable solution for the future. For all
such purposes, White Biotech-nologymay havemany options to offer,
workingwithin an integrated and synergistic mannerwith other
catalytic approaches.
Acknowledgments
This work was performed as part of the Cluster of Excellence
“Tailor-Made Fuels from Bio-mass,” which is funded by the
Excellence Initiative of the German Research Foundation topromote
science and research at German universities. We thank the
contribution of an anon-ymous referee who has provided very
fruitful and stimulating suggestions for the improve-ment of this
chapter.
References
[1] B. Kamm, P.R. Gruber, M. Kamm (Eds.),
Biorefineries—Industrial Processes and products. Status Quo
andFuture Directions, Wiley-VCH, Weinheim, 2010.
[2] D. Martı́n Alonso, J.Q. Bond, J.A. Dumesic, Green Chem. 12
(2010) 1493.[3] A. Corma, S. Iborra, A. Velty, Chem. Rev. 107
(2007) 2411.[4] J.C. Serrano-Ruiz, R. Luque, A.
Sepúlveda-Escribano, Chem. Soc. Rev. 40 (2011) 5266.[5] D.A.
Simonetti, J.A. Dumesic, Catal. Rev. 51 (2009) 441.[6] A.M.
Ruppert, K. Weinberg, R. Palkovits, Angew. Chem. Int. Ed Engl. 51
(2012) 2564.[7] G.W. Huber, S. Iborra, A. Corma, Chem. Rev. 106
(2006) 4044.[8] G.W. Huber, A. Corma, Angew. Chem. Int. Ed Engl. 46
(2007) 184.[9] A.J. Ragauskas, C.K. Williams, B.H. Davison, G.
Britovsek, J. Cairney, C.A. Eckert, W.J. Frederick, J.P.
Hallett,
D.J. Leak, C.L. Liotta, J.R. Mielenz, R. Murphy, R. Templer, T.
Tschaplinski, Science 311 (2006) 484.[10] L. Cucek, M. Martı́n,
I.E. Grossmann, Z. Kravanja, Comput. Chem. Eng. 35 (2011) 1547.[11]
M. Martı́n, I.E. Grossmann, Ind. Eng. Chem. Res. (2012),
http://dx.doi.org/10.1021/ie2030213.[12] B. Mansoornejad, V.
Chambost, P. Stuart, Comput. Chem. Eng. 34 (2010) 1497.[13] Y. Sun,
J. Cheng, Bioresour. Technol. 83 (2002) 1.[14] C.N. Hamelinck, G.V.
Hooijdonk, A.P.C. Faaij, Biomass Bioenerg. 28 (2005) 384.[15] M.M.
Wright, D.E. Daugaard, J.A. Satrio, R.C. Brown, Fuel 89 (2010)
S2.[16] R.P. Anex, A. Aden, F.K. Kazi, J. Fortman, R.M. Swanson,
M.M. Wright, J.A. Satrio, R.C. Brown, D.E. Daugaard,
A. Platon, G. Kothandaraman, D.D. Hsu, A. Dutta, Fuel 89 (2010)
S29.[17] B. Voss, S.I. Andersen, E. Taarning, C.H. Christensen,
ChemSusChem 2 (2009) 1152.[18] A.M. Bradshaw, T. Hamacher,
ChemSusChem 5 (2012) 550.[19] Cradle-to-cradle concept.
http://epea-hamburg.org/index.phpdeutsch/cradle/konzept.htm
(accessed April 2012).[20] R.P. Chandra, R. Bura,W.E.Mabee, A.
Berlin, X. Pan, J.N. Saddler, Adv. Biochem. Eng. Biotechnol. 108
(2007) 67.[21] Y.H. Zhang, M.E. Himmel, J.R. Mielenz, Biotechnol.
Adv. 24 (2006) 452.
http://dx.doi.org/10.1021/ie2030213http://dx.doi.org/10.1021/ie2030213http://epea-hamburg.org/index.phpdeutsch/cradle/konzept.htmhttp://epea-hamburg.org/index.phpdeutsch/cradle/konzept.htm
-
46513.4 CONCLUDING REMARKS
[22] N. Mosier, C. Wyman, B. Dale, R. Elander, Y.Y. Lee, M.
Holtzapple, M. Ladisch, Bioresour. Technol. 96(2005) 673.
[23] A. Liese, K. Seebach, C. Wandrey, Industrial
Biotransformations, second ed., Wiley-VCH, Weinheim, 2006.[24] K.
Faber, Biotransformations in Organic Chemistry, Springer, Berlin
Heidelberg, 2004.[25]
A.S.Bommarius,B.R.Riebel-Bommarius,Biocatalysis:FundamentalsandApplications,Wiley-VCH,Weinheim,2004.[26]
L. Hilterhaus, A. Liese, Adv. Biochem. Eng. Biotechnol. 105 (2007)
133.[27] A. Beloqui, P. Domı́nguez de Marı́a, P.N. Golyshin, M.
Ferrer, Curr. Opin. Microbiol. 11 (2008) 240.[28] M.T. Reetz,
Angew. Chem. Int. Ed Engl. 50 (2011) 138.[29] M.K. Bhat,
Biotechnol. Adv. 18 (2000) 355.[30] D.B. Wilson, D.C. Irwin, Adv.
Biochem. Eng. Biotechnol. 65 (1999) 1.[31] A.R. Almarsdottir, M.A.
Sigurbionsdottir, J. Orlygsson, Biotechnol. Bioeng. 109 (2012)
686.[32] R. Peterson, H. Nevalainen, Microbiology 158 (2012)
58.[33] V. Seidl, B. Seiboth, Biofuels 1 (2010) 343.[34] I.
Herpoel-Gimbert, A. Margeot, A. Dolla, G. Jan, D. Molle, S. Lignon,
H. Mathis, J.C. Sigoillot, F. Monot,
M. Asther, Biotechnol. Biofuels 1 (2008) 18.[35] H. Jun, T.
Kieselbach, L.J. Jönsson, Microb. Cell Fact. 10 (2011) 68.[36]
C.K. Savile, J.M. Janey, E.C. Mundorff, J.C. Moore, S. Tam, W.R.
Jarvis, J.C. Colbeck, A. Krebber, F.J. Fleitz,
J. Brands, P.N. Devine, G.W. Huisman, G.J. Hughes, Science 329
(2010) 305.[37] V. Arantes, J.N. Saddler, Biotechnol. Biofuels 3
(2010) 4.[38] G. Jäger, M. Girfoglio, F. Dollo, R. Rinaldi, H.
Bongard, U. Commandeur, R. Fischer, A.C. Spiess, J. Büchs,
Biotechnol. Biofuels 4 (2011) 33.[39] K. Neufeld, J. Pietruszka,
ChemCatChem 4 (2012) 1239–1240,
http://dx.doi.org/10.1002/cctc.201200287.[40] C.M. Phillips, W.T.
Beeson, J.H. Cate, M.A. Marletta, ACS Chem. Biol. 6 (2011)
1399.[41] B. Westereng, T. Ishida, G. Vaaje-Kolstad, M. Wu, V.G.H.
Eijsink, K. Igarashi, M. Samejima, J. Stahlberg,
S.J. Horn, M. Sandgren, PLoS One 6 (2011) e27807.[42] R.J.
Quinlan, M.D. Sweeney, L. Lo Legghio, H. Otten, J.C.N. Poulsen,
K.S. Johansen, K.B.R.M. Krogh,
C.I. Jorgesen, M. Tovborg, A. Anthonsen, T. Tryfona, C.P.
Walter, P. Dupree, F. Xu, G.J. Davies,P.H. Walton, Proc. Natl.
Acad. Sci. USA 108 (2011) 15079.
[43] Z. Forsberg, G. Vaaje-Kolstad, B. Westereng, A.C. Bunaes,
Y. Stenstrom, A. MacKenzie, M. Sorlie, S.J. Horn,V.G.H. Eijsink,
Protein Sci. 20 (2011) 1479.
[44] R.K. Sukumaran, R.R. Singhania, A. Pandey, J. Sci. Ind.
Res. 64 (2005) 832.[45] M. Maki, K.T. Leung, W. Qin, Int. J. Biol.
Sci. 5 (2009) 500.[46] S. Grant, D.Y. Sorokin, W.D. Grant, B.E.
Jones, S. Heaphy, Extremophiles 8 (2004) 421.[47] J. Pottkämper,
P. Barthen, N. Limberger, U. Schwaneberg, A. Schenk, M. Schulte, N.
Ignatiev, W.R. Streit, Green
Chem. 11 (2009) 957.[48] C. Liang, Y. Xue,M. Fioroni, F.
Rodrı́guez-Ropero, C. Zhou, U. Schwaneberg, Y.Ma, Appl.Microbiol.
Biotechnol.
89 (2011) 315.[49] L. Liang, M. Fioroni, F. Rodrı́guez-Ropero,
Y. Xue, U. Schwaneberg, Y. Ma, J. Biotechnol. 154 (2011) 46.[50]
P.M. Grande, P. Domı́nguez de Marı́a, Bioresour. Technol. 104
(2012) 799.[51] C. Lehmann, F. Sibilla, Z.Maugeri, P. Domı́nguez
deMarı́a, R.Martı́nez, U. Schwaneberg, GreenChem. 14 (2012)
2719, http://dx.doi.org/10.1039/c2gc35790a.[52] D. Limauro, R.
Cannio, G. Fiorentino, M. Rossi, S. Bartolucci, Extremophiles 5
(2001) 213.[53] S.T. Merino, J. Cherry, Adv. Biochem. Eng.
Biotechnol. 108 (2007) 95.[54] A. Colina, B. Sulbaran-de-Ferrer, C.
Aiello, A. Ferrer, Appl. Biochem. Biotechnol. 108 (2003) 715.[55]
F. Fenel, A.J. Zitting, A. Kantelinen, J. Biotechnol. 121 (2006)
102.[56] M. Saloheimo, M. Paloheimo, S. Hakola, J. Pere, B.
Swansonz, E. Nyyssönenz, A. Bhatiaz, M.Wardz, M. Pentilla,
Eur. J. Biochem. 269 (2002) 4202.[57] G. Vaaje-Kolstad, B.
Westereng, S.J. Horn, Z. Liu, H. Zhai, M. Sorlie, V.G.H. Eijsink,
Science 330 (2010) 219.[58] P. Harris, D. Welner, K.C. McFarland,
E. Re, J.C. Navarro Poulsen, K. Brown, R. Salbo, H. Ding, E.
Vlasenko,
S. Merino, F. Xu, J. Cherry, S. Larsen, L. Lo Leggio,
Biochemistry 49 (2010) 3305.[59] S. Zhu, Y. Wu, Q. Chen, Z. Yu, C.
Wang, S. Jin, Y. Ding, G. Wu, Green Chem. 8 (2006) 325.[60] R.
Rinaldi, R. Palkovits, F. Schüth, Angew. Chem. Int. Ed Engl. 47
(2008) 8047.[61] R. Rinaldi, Chem. Commun. 47 (2011) 511.
http://dx.doi.org/10.1002/cctc.201200287http://dx.doi.org/10.1002/cctc.201200287http://dx.doi.org/10.1039/c2gc35790ahttp://dx.doi.org/10.1039/c2gc35790a
-
466 13. INTEGRATING WHITE BIOTECHNOLOGY IN LIGNOCELLULOSIC
BIOMASS TRANSFORMATIONS
[62] B. Zhao, L. Greiner, W. Leitner, RSC Adv. 2 (2012)
2476.[63] P. Domı́nguez de Marı́a (Ed.), Ionic Liquids in
Biotransformations and Organocatalysis: Solvents and Beyond,
John Wiley & Sons, Hoboken, NJ, 2012 (Chapter 5).[64] J.B.
Binder, R.T. Raines, Proc. Natl. Acad. Sci. USA 107 (2010)
4516.[65] R. Rinaldi, P. Engel, J. Büchs, A.C. Spiess, F. Schüth,
ChemSusChem 3 (2010) 1151.[66] P. Engel, R. Mladenov, H. Wulfhorst,
G. Jager, A.C. Spiess, Green Chem. 12 (2010) 1959.[67] N. Szijarto,
M. Siika-aho, M. Tenkanen, M. Alapuranen, J. Vehmaanpera, K.
Reczey, L. Viikari, J. Biotechnol. 136
(2008) 140.[68] J.P. Lange, ChemSusChem 2 (2009) 587.[69] T.
VomStein, P.M.Grande,H. Kayser, F. Sibilla,W. Leitner, P.
Domı́nguez deMarı́a, GreenChem. 13 (2011) 1772.[70] P. Domı́nguez
de Marı́a, T. vom Stein, P.M. Grande, W. Leitner, F. Sibilla,
EP11154705, 2011.[71] V. Pace, P. Hoyos, L. Castoldi, P. Domı́nguez
de Marı́a, A.R. Alcántara, ChemSusChem 5 (2012) 1369.[72] T. Vom
Stein, P.M. Grande, W. Leitner, P. Domı́nguezde Marı́a, ChemSusChem
4 (2011) 1592.[73] J. Zakzeski, P.C.A. Bruijnincx, A.L. Jongerius,
B.M. Weckhuysen, Chem. Rev. 110 (2010) 3552.[74] J. Buchert, M.
Tenkanen, A. Kantelinen, L. Viikari, Bioresour. Technol. 50 (1994)
65.[75] M. Ochs, M. Muzard, R. Plantier-Royon, B. Estrine, C.
Remond, Green Chem. 13 (2011) 2380.[76] L.B. Brasileiro, J.L.
Colodette, D. Pilo-Veloso, Quim. Nova 24 (2001) 819.[77] D. Yin, Q.
Jing, W.W. Aldajani, S. Duncan, U. Tschirner, J. Schilling, R.J.
Kazlauskas, Bioresour. Technol. 102
(2011) 5183.[78] S. Duncan, Q. Jing, A. Katona, R.J. Kazlauskas,
J. Schilling, U. Tschirner, W.W. Aldajani, Appl. Biochem.
Biotechnol. 160 (2010) 1637.[79] R. Chamy, M.J. Nuñez, J.M.
Lema, Enz. Microb. Technol. 16 (1994) 622.[80] See, for instance,
www.butalco.com (accessed April 2012).[81] T. Liu, C. Khosla, Annu.
Rev. Genet. 44 (2010) 53.[82] P. Dürre, Ann. N. Y. Acad. Sci. 1125
(2008) 353.[83] C.F. Kornives, L.Y.Y. Cheung, S.B. Pluschkell, M.C.
Flickinger, J. Ind. Microbiol. Biotechnol. 32 (2005) 61.[84] S.
Al-Hotti, B.S. Kamel, Enz. Microb. Technol. 3 (1981) 353.[85]
C.S.K. Lin, R. Luque, J.H. Clark, C. Webb, C. Du, Energy Environ.
Sci. 4 (2011) 1571.[86] A. Oren, J. Ind. Microbiol. Biotechnol. 28
(2002) 56.[87] T. Klement, S. Milker, G. Jager, P.M. Grande, P.
Domı́nguez de Marı́a, J. Büchs, Microb. Cell Fact. 11 (2012)
43.[88] A. Sabu, T.R. Keerthi, S.R. Kumar, M. Chandrasekaran,
Process Biochem. 35 (2000) 705.[89] I. Watanabe, T. Nakamura, J.
Shima, J. Biosci. Bioeng. 110 (2010) 176.[90] S. Verseck, H.
Häger, A. Karau, L. Eggeling, A. Sahm, WO2008/092720, 2008.[91] K.
Eppelmann, P.M.M. Nossin, S.M. Kremer, M.G. Wubbolts,
WO2006/005604, 2006.[92] E.L. Singsaas, A.E. Wiberley, T.D.
Sharkey, US20110039323, 2011.[93] N. Ran, L. Zhao, Z. Chen, J. Tao,
Green Chem. 10 (2008) 361.[94] P. Domı́nguez de Marı́a, ChemSusChem
4 (2011) 327.[95] M.A. Rude, A. Schirmer, Curr. Opin. Microbiol. 12
(2009) 274.[96] A. Schirmer, M.A. Rude, X. Li, E. Popola, S.B. del
Cardayer, Science 329 (2010) 559.[97] A. Schirmer, M. Rude, S.
Brubaker, WO2009/140695; WO2009/140696, 2009.[98] P. Marliere, P.
Becker, WO2010/001078, 2010.
http://www.butalco.com
-
本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具
http://www.xuebalib.com/cloud/http://www.xuebalib.com/http://www.xuebalib.com/cloud/http://www.xuebalib.com/http://www.xuebalib.com/vip.htmlhttp://www.xuebalib.com/db.phphttp://www.xuebalib.com/zixun/2014-08-15/44.htmlhttp://www.xuebalib.com/
Integrating White Biotechnology in Lignocellulosic Biomass
Transformations: From Enzyme-Catalysis to Metabolic
EngineeringMotivation for the Implementation of White Biotechnology
in BiorefineriesBiocatalysis for Lignocellulose Processing: Free,
Isolated EnzymesFermentation and Metabolic Engineering for the
Production of Bio-Based CommoditiesConcluding
RemarksAcknowledgmentsReferences
学霸图书馆link:学霸图书馆