-
20 Heat Integration of Reactors
20.1 THE HEAT INTEGRATIONCHARACTERISTICS OF REACTORS
The heat integration characteristics of reactors depend bothon
the decisions that have been made for the removal oraddition of
heat and the reactor mixing characteristics. Inthe rst instance,
adiabatic operation should be consideredsince this gives the
simplest design.
1. Adiabatic operation. If adiabatic operation leads to
anacceptable temperature rise for exothermic reactors or
anacceptable decrease for endothermic reactors, then thisis the
option that would normally be chosen. If this isthe case, then the
feed stream to the reactor requiresheating and the efuent stream
requires cooling. Theheat integration characteristics are thus a
cold stream(the reactor feed) if the feed needs to be increasedin
temperature or vaporized, and a hot stream (thereactor efuent) if
the product needs to be decreased intemperature or condensed. The
heat of reaction appears asincreased temperature of the efuent
stream in the case ofexothermic reaction or decreased temperature
in the case ofendothermic reaction.
2. Heat carriers. If adiabatic operation produces an
unac-ceptable rise or fall in temperature, then the option
dis-cussed in Chapters 7 and 13 is to introduce a heat carrier.The
operation is still adiabatic, but an inert material is intro-duced
with the reactor feed as a heat carrier. The heatintegration
characteristics are as before. The reactor feedis a cold stream and
the reactor efuent a hot stream. Theheat carrier serves to increase
the heat capacity owrate ofboth streams.
3. Cold shot. Injection of cold fresh feed for exother-mic
reactions or preheated feed for endothermic reac-tions to
intermediate points in the reactor can beused to control the
temperature in the reactor. Again,the heat integration
characteristics are similar to adia-batic operation. The feed is a
cold stream if it needsto be increased in temperature or vaporized
and theproduct a hot stream if it needs to be decreased
intemperature or condensed. If heat is provided to thecold shot or
hot shot streams, these are additionalcold streams.
Chemical Process Design and Integration R. Smith 2005 John Wiley
& Sons, Ltd ISBNs: 0-471-48680-9 (HB); 0-471-48681-7 (PB)
4. Indirect heat transfer with the reactor. Although
indirectheat transfer with the reactor tends to bring about the
mostcomplex reactor design options, it is often preferable to
theuse of a heat carrier. A heat carrier creates
complicationselsewhere in the owsheet. A number of options for
indirectheat transfer were discussed earlier in Chapter 7.
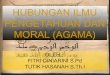
The rst distinction to be drawn, as far as heat transferis
concerned, is between the plug-ow and mixed-owreactor. In the
plug-ow reactor shown in Figure 20.1, theheat transfer can take
place over a range of temperatures.The shape of the prole depends
on the following.
Inlet feed concentration Inlet temperature Inlet pressure and
pressure drop (gas-phase reactions) Conversion Byproduct formation
Heat of reaction Rate of cooling/heating Presence of catalyst
diluents or changes in catalyst
through the reactor
Figure 20.1a shows two possible thermal proles forexothermic
plug-ow reactors. If the rate of heat removal islow and/or the heat
of reaction if high, then the temperatureof the reacting stream
will increase along the length of thereactor. If the rate of heat
removal is high and/or the heat ofreaction is low, then the
temperature will decrease. Underconditions between the two proles
shown in Figure 20.1a,a maximum can occur in the temperature at an
intermediatepoint between the reactor inlet and exit.
Figure 20.1b shows two possible thermal proles forendothermic
plug-ow reactors. This time, the temperaturedecreases for low rates
of heat addition and/or high heatof reaction. The temperature
increases for the reverseconditions. Under conditions between the
proles shownin Figure 20.1b, a minimum can occur in the
temperatureprole at an intermediate point between the inlet and
exit.
The thermal prole through the reactor will, in
mostcircumstances, be carefully optimized to maximize selec-tivity,
extend catalyst life, and so on. Because of this, directheat
integration with other process streams is almost nevercarried out.
The heat transfer to or from the reactor isinstead usually carried
out by a heat transfer intermediate.For example, in exothermic
reactions, cooling might occurby boiling water to generate steam,
which, in turn, can beused to heat cold streams elsewhere in the
process or acrossthe site.
-
440 Heat Integration of Reactors
ReactorFeed
ReactorEffluent
Cooling/HeatingMedium
T
Length
(b) Endothermic reaction.(a) Exothermic reaction.Length
CoolingMedium
CoolingMedium
T
Low rate ofheat transfer
and/orhigh heat
of reaction
Reactor
Reactor
High rate ofheat transfer
and/orlow heat
of reaction
T
Length
HeatingMedium
Reactor
T
Length
Reactor
HeatingMedium
Figure 20.1 The heat transfer characteristics of plug-ow
reactors.
By contrast, if the reactor is mixed-ow, then the reactoris
isothermal. This behavior is typical of stirred tanks usedfor
liquid-phase reactions or uidized-bed reactors used forgas-phase
reactions. The mixing causes the temperature inthe reactor to be
effectively uniform.
For indirect heat transfer, the heat integration
character-istics of the reactor can be broken down into the
followingthree cases.
a. If the reactor can be matched directly with otherprocess
streams (which is unlikely), then the reactorprole should be
included in the heat integrationproblem. This would be a hot stream
in the case of anexothermic reaction or a cold stream in the case
of anendothermic reaction.
b. If a heat transfer intermediate is to be used and the
cool-ing/heating medium is xed, then the cooling/heatingmedium
should be included and not the reactor pro-le itself. Once the
cooling medium leaves an exother-mic reactor, it is a hot stream
requiring cooling beforebeing returned to the reactor. Similarly,
once the heatingmedium leaves an endothermic reactor, it is a cold
streamrequiring heating before being returned to the reactor.
c. If a heat transfer intermediate is to be used but
thetemperature of the cooling/heating medium is not xed,then both
the reactor prole and the cooling/heatingmedium should be included.
The temperature of theheating/cooling medium can then be varied
withinthe content of the overall heat integration problem toimprove
the targets, as described in Chapter 19.
In addition to the indirect cooling/heating within the
reactor,the reactor feed is an additional cold stream, if it needs
tobe increased in temperature or vaporized and the reactorproduct
an additional hot stream, if it needs to be decreasedin temperature
or condensed.
For the ideal-batch reactor, the temperature can beassumed to be
uniform throughout the reactor at any instantin time. Figure 20.2a
shows typical variations in tempera-ture with time for an
exothermic reaction in a batch reac-tor. A family of curves
illustrates the effect of increasingthe rate of heat removal and/or
decreasing heat of reac-tion. Each individual curve assumes the
rate of heat trans-fer to the cooling medium to be constant for
that curvethroughout the batch cycle. Figure 20.2b shows
typicalcurves for endothermic reactions. Again, each
individualcurve in Figure 20.2b assumes the rate of heat
additionfrom the heating medium to be constant throughout thebatch
process.
Fixing the rate of heat transfer in a batch reactor is oftennot
the best way to control the reaction. The heating orcooling
characteristics can be varied with time to suit thecharacteristics
of the reaction (see Chapter 14). Because ofthe complexity of batch
operation and the fact that operationis usually small scale, it is
rare for any attempt to be madeto recover heat from a batch reactor
or supply heat byrecovery. Instead, utilities are normally
used.
The heat duty on the heating/cooling medium is given by
QREACT = (HSTREAMS + HREACT ) (20.1)
-
Appropriate Placement of Reactors 441
Time
Increasing Rate of HeatTransfer and/or DecreasingHeat of
Reaction
T
Decreasing Rate of HeatTransfer and/or Increasing
Heat of Reaction
Time
T
(a) Exothermic reaction. (b) Endothermic reaction.Figure 20.2
The heat transfer characteristics of batch reactors for a xed rate
of heat transfer.
whereQREACT = reactor heating or cooling requiredHSTREAMS =
enthalpy change between feed and
product streamsHREACT = reaction enthalpy (negative in the
case of exothermic reactions)
5. Quench. As discussed in Chapter 7, the reactor efuentmay need
to be cooled rapidly (quenched). This can beby indirect heat
transfer using conventional heat transferequipment or by direct
heat transfer by mixing withanother uid.
If indirect heat transfer is used with a large
temperaturedifference to promote high rates of cooling, then the
coolinguid (e.g. boiling water) is xed by process requirements.In
this case, the heat of reaction is not available at thetemperature
of the reactor efuent. Rather, the heat ofreaction becomes
available at the temperature of the quenchuid. Thus, the feed
stream to the reactor is a cold stream,the quench uid is a hot
stream, and the reactor efuentafter the quench is also a hot
stream. This was discussedunder data extraction in Chapter 19.
The reactor efuent might require cooling by direct heattransfer
because the reaction needs to be stopped quickly,or a conventional
heat exchanger would foul, or the reactorproducts are too hot or
corrosive to pass to a conventionalheat exchanger. The reactor
product is mixed with a liquidthat can be recycled, cooled product,
or an inert materialsuch as water. The liquid vaporizes partially
or totally andcools the reactor efuent. Here, the reactor feed is a
coldstream, and the vapor and any liquid from the quench arehot
streams.
Now consider the placement of the reactor in terms ofthe overall
heat integration problem.
20.2 APPROPRIATE PLACEMENTOF REACTORS
In Chapter 16, it was seen how the pinch takes onfundamental
signicance in improving heat integration.Now consider the
consequences of placing reactors indifferent locations relative to
the pinch.
Figure 20.3 shows the background process representedsimply as a
heat sink and heat source divided by the pinch.Figure 20.3a shows
the process with an exothermic reactorintegrated above the pinch.
The minimum hot utility can bereduced by the heat released by
reaction.
By comparison, Figure 20.3b shows an exothermicreactor
integrated below the pinch. Although heat is beingrecovered, it is
being recovered into part of the process,which is a heat source.
The hot utility requirement cannotbe reduced, since the process
above the pinch needs at leastQHmin to satisfy its enthalpy
imbalance.
There is no benet by integrating an exothermic reactorbelow the
pinch. The appropriate placement for exothermicreactors is above
the pinch1.
Figure 20.4a shows an endothermic reactor integratedabove the
pinch. The endothermic reactor removes QREACTfrom the process above
the pinch. The process above thepinch needs at least QHmin to
satisfy its enthalpy imbalance.Thus, an extra QREACT must be
imported from hot utilityto compensate. There is no benet by
integrating anendothermic reactor above the pinch. Locally, it
might seemthat a benet is being derived by running the reaction
byrecovery. However, additional hot utility must be
importedelsewhere to compensate.
By contrast, Figure 20.4b shows an endothermic reactorintegrated
below the pinch. The reactor imports QREACTfrom part of the process
that needs to reject heat anyway.Thus, integration of the reactor
serves to reduce the
-
442 Heat Integration of Reactors
QCmin + QREACT
QHmin
QREACT
(b) Exothermic reactor integrated below the pinch.
ExothermicReactor
Pinch
T*
QCmin
QHmin - QREACT
QREACT
(a) Exothermic reactor integrated above the pinch.
Pinch
ExothermicReactor
T*
Figure 20.3 Appropriate placement of an exothermic reactor.
QCmin + QREACT
QHmin
QREACT
(b) Endothermic reactor integrated below the pinch.
EndothermicReactor
Pinch
T*
QCmin
QHmin + QREACT
QREACT
(a) Endothermic reactor integrated above the pinch.
Pinch
EndothermicReactor
T*
Figure 20.4 Appropriate placement of an endothermic reactor.
cold utility consumption by QREACT . There is an
overallreduction in hot utility because, without integration,
theprocess and reactor would require (QHmin + QREACT ) fromthe
utility.
There is no benet by integrating an endothermicreactor above the
pinch. The appropriate placement forendothermic reactors is below
the pinch1.
20.3 USE OF THE GRAND COMPOSITECURVE FOR HEAT INTEGRATIONOF
REACTORS
The above appropriate placement arguments assume that theprocess
has the capacity to accept or give up the reactor heatduties at the
given reactor temperature. A quantitative toolis needed to assess
the capacity of the background process.For this purpose, the grand
composite curve is used and thereactor prole treated as if it was a
utility, as explained inChapter 16.
The problem with representing a reactor prole is that,unlike
utility proles, the reactor prole might involveseveral streams. The
reactor prole involves not onlystreams such as those for indirect
heat transfer shown inFigure 20.1, but also the reactor feed and
efuent streamsthat can be an important feature of the reactor
heating andcooling characteristics. The various streams associated
withthe reactor can be combined to form a grand compositecurve for
the reactor. This can then be matched againstthe grand composite
curve for the rest of the process. Thefollowing example illustrates
the approach.
Example 20.1 Consider again the process for the manufactureof
phthalic anhydride discussed in Example 19.1. The datawas extracted
from the owsheet in Figure 19.10 and listed inTable 19.1. The
composite curves and grand composite curve areshown in Figure
19.11.
a. Examine the placement of the reactor relative to the rest
ofthe process.
b. Determine the utility requirements of the process.
-
Evolving Reactor Design to Improve Heat Integration 443
Solution
a. The stream data used to construct the grand composite curvein
Figure 20.5a include those associated with the reactor andthose for
the rest of the process. If the placement of the reactorrelative to
the rest of the process is to be examined, thosestreams associated
with the reactor need to be separated fromthe rest of the process.
Figure 20.5b shows the grand compositecurves for the two parts of
the process. Figure 20.5b is basedon Streams 1, 2, 6 and 7 from
Table 19.1 and Figure 20.5c isbased on Streams 3, 4, 5, 8, 9, 10
and 11.
In Figure 20.5d, the grand composite curves for the reactorand
that for the rest of the process are superimposed. Toobtain maximum
overlap, one of the curves must be taken asa mirror image. It can
be seen in Figure 20.5d that the reactoris appropriately placed
relative to the rest of the process. Hadthe reactor not been
appropriately placed, it would have beenextremely unlikely that the
reactor would have been changedto make it so. Rather, to obtain
appropriate placement ofthe reactor, the rest of the process would
more likely havebeen changed.
b. Figure 20.6 shows the grand composite curve for all
thestreams with a steam generation prole matched against it.The
process cooling demand is satised by the generationof high-pressure
(41 bar) steam from boiler feedwater, whichis superheated to 270C.
High-pressure steam generation is
0 2000 4000 6000 8000 10,000 12,000
400350300250200150100500
0 2000 4000 6000 8000 10,000 12,000Reactor Rest of process
400350300250200150100500
T(C)
H(kW)
0 2000
400350300250200150100500
0 2000 4000 6000 8000 10,000 12,000
400350300250200150100500
T*(C)
Rest of process Reactor
(a)
(d)
(b) T(C) (c) T(C)
H(kW) H(kW)
H(kW)
Figure 20.5 The problem can be divided into two parts,
oneassociated with the reactor and the other with the rest of
theprocess (Tmin = 10C) and then superimposed.
preferable to low-pressure generation. There is apparently
noneed for cooling water.
A greater amount of steam would be generated if the
non-condensible vent was treated using catalytic thermal
oxidation(see Chapter 25) rather than absorption. The exotherm
fromcatalytic thermal oxidation would create an extra hot streamfor
steam generation.
20.4 EVOLVING REACTOR DESIGN TOIMPROVE HEAT INTEGRATION
If the reactor proves to be inappropriately placed, then
theprocess changes might make it possible to correct this.
Oneoption would be to change the reactor conditions to bringthis
about. Most often, however, the reactor conditionswill probably
have been optimized for selectivity, catalystperformance, and so
on, which, taken together with safety,materials-of-construction
constraints, control, and so on,makes it unlikely that the reactor
conditions would bechanged to improve heat integration. Rather, to
obtainappropriate placement of the reactor, the rest of the
processwould most likely be changed.
If changes to the reactor design are possible, then thesimple
criteria introduced in Chapter 19 can be used todirect those
changes. Heat integration will always benetby making hot streams
hotter and cold streams colder.This applies whether the heat
integration is carried outdirectly between process streams or
through an intermediatesuch as steam. For example, consider the
exothermicreactions in Figure 20.1a. Allowing the reactor to work
athigher temperature improves the heat integration potentialif this
does not interfere with selectivity or catalyst life orintroduce
safety and control problems, and so on. However,if the reactor must
work with a xed intermediate coolinguid, such as steam generation,
then the only benet willbe a reduced heat transfer area in the
reactor. The steambecomes a hot stream available for heat
integration afterleaving the reactor. If the pressure of steam
generationcan be increased, then there may be energy or
heattransfer area benets when it is integrated with the restof the
process.
Care should be taken when preheating reactor feedswithin the
reactor using the heat of reaction. This isachieved in practice
simply by passing the cold feedsdirectly to the reactor and
allowing them to be preheatedby mixing with hot materials within
the reactor. However,if the exothermic reactor is appropriately
placed abovethe pinch and the feeds start below the pinch, then
thepreheating within the reactor is cross-pinch heat transfer.In
this case, feeds should be preheated by recoveryusing streams below
the pinch before being fed to thereactor. This increases the heat
generated within the reactor,and heat integration will benet from
the increased heatavailable for recovery from the reactor.
-
444 Heat Integration of Reactors
0 2000 4000 6000 8000 10,000 12,000
400
350
300
250
200
150
100
50
T (C)
H(kW)
Superheat
BFW Preheat
Steam Generation
Figure 20.6 The grand composite curve for the whole process
apparently requires only high-pressure steam generation fromboiler
feedwater.
20.5 HEAT INTEGRATION OFREACTORS SUMMARY
The appropriate placement of reactors, as far as heatintegration
is concerned, is that exothermic reactors shouldbe integrated above
the pinch and endothermic reactorsbelow the pinch. Care should be
taken when reactorfeeds are preheated by heat of reaction within
thereactor for exothermic reactions. This can constitute
cross-pinch heat transfer. The feeds should be preheated topinch
temperature by heat recovery before being fed tothe reactor.
Appropriate placement can be assessed quantitativelyusing the
grand composite curve. The streams associatedwith the reactor can
be represented as a grand composite
curve for the reactor and then matched against the
grandcomposite curve for the rest of the process.
If the reactor is not appropriately placed, then it is
morelikely that the rest of the process would be changed tobring
about appropriate placement rather than changingthe reactor. If
changes to the reactor design are possible,then the simple
criterion of making hot streams hotterand cold streams colder can
be used to bring aboutbenecial changes.
REFERENCE
1. Glavic P, Kravanja Z and Homsak M (1988) Heat Integrationof
Reactors: I. Criteria for the Placement of Reactors intoProcess
Flowsheet, Chem Eng Sci, 43: 593.
Chemical Process Design and
IntegrationContentsPrefaceAcknowledgementsNomenclatureChapter 1 The
Nature of Chemical Process Design and Integration1.1 Chemical
Products1.2 Formulation of the Design Problem1.3 Chemical Process
Design and Integration1.4 The Hierarchy of Chemical Process Design
and Integration1.5 Continuous and Batch Processes1.6 New Design and
Retrofit1.7 Approaches to Chemical Process Design and
Integration1.8 Process Control1.9 The Nature of Chemical Process
Design and Integration SummaryReferences
Chapter 2 Process Economics2.1 The Role of Process Economics2.2
Capital Cost for New Design2.3 Capital Cost for Retrofit2.4
Annualized Capital Cost2.5 Operating Cost2.6 Simple Economic
Criteria2.7 Project Cash Flow and Economic Evaluation2.8 Investment
Criteria2.9 Process Economics Summary2.10 ExercisesReferences
Chapter 3 Optimization3.1 Objective Functions3.2 Single-variable
Optimization3.3 Multivariable Optimization3.4 Constrained
Optimization3.5 Linear Programming3.6 Nonlinear Programming3.7
Profile Optimization3.8 Structural Optimization3.9 Solution of
Equations using Optimization3.10 The Search for Global
Optimality3.11 Summary Optimization3.12 ExercisesReferences
Chapter 4 Thermodynamic Properties and Phase Equilibrium4.1
Equations of State4.2 Phase Equilibrium for Single Components4.3
Fugacity and Phase Equilibrium4.4 VaporLiquid Equilibrium4.5
VaporLiquid Equilibrium Based on Activity Coefficient Models4.6
VaporLiquid Equilibrium Based on Equations of State4.7 Calculation
of VaporLiquid Equilibrium4.8 LiquidLiquid Equilibrium4.9
LiquidLiquid Equilibrium Activity Coefficient Models4.10
Calculation of LiquidLiquid Equilibrium4.11 Calculation of
Enthalpy4.12 Calculation of Entropy4.13 Phase Equilibrium and
Thermodynamic Properties Summary4.14 ExercisesReferences
Chapter 5 Choice of Reactor I Reactor Performance5.1 Reaction
Path5.2 Types of Reaction Systems5.3 Reactor Performance5.4 Rate of
Reaction5.5 Idealized Reactor Models5.6 Choice of Idealized Reactor
Model5.7 Choice of Reactor Performance5.8 Choice of Reactor
Performance Summary5.9 ExercisesReferences
Chapter 6 Choice of Reactor II - Reactor Conditions6.1 Reaction
Equilibrium6.2 Reactor Temperature6.3 Reactor Pressure6.4 Reactor
Phase6.5 Reactor Concentration6.6 Biochemical Reactions6.7
Catalysts6.8 Choice of Reactor Conditions Summary6.9
ExercisesReferences
Chapter 7 Choice of Reactor III Reactor Configuration7.1
Temperature Control7.2 Catalyst Degradation7.3 GasLiquid and
LiquidLiquid Reactors7.4 Reactor Configuration7.5 Reactor
Configuration for Heterogeneous Solid-Catalyzed Reactions7.6
Reactor Configuration from Optimization of a Superstructure7.7
Choice of Reactor Configuration Summary7.8 ExercisesReferences
Chapter 8 Choice of Separator for Heterogeneous Mixtures8.1
Homogeneous and Heterogeneous Separation8.2 Settling and
Sedimentation8.3 Inertial and Centrifugal Separation8.4
Electrostatic Precipitation8.5 Filtration8.6 Scrubbing8.7
Flotation8.8 Drying8.9 Separation of Heterogeneous Mixtures
Summary8.10 ExercisesReferences
Chapter 9 Choice of Separator for Homogeneous Fluid Mixtures I
Distillation9.1 Single-Stage Separation9.2 Distillation9.3 Binary
Distillation9.4 Total and Minimum Reflux Conditions for
Multicomponent Mixtures9.5 Finite Reflux Conditions for
Multicomponent Mixtures9.6 Choice of Operating Conditions9.7
Limitations of Distillation9.8 Separation of Homogeneous Fluid
Mixtures by Distillation Summary9.9 ExercisesReferences
Chapter 10 Choice of Separator for Homogeneous Fluid Mixtures II
Other Methods10.1 Absorption and Stripping10.2 LiquidLiquid
Extraction10.3 Adsorption10.4 Membranes10.5 Crystallization10.6
Evaporation10.7 Separation of Homogeneous Fluid Mixtures by Other
Methods Summary10.8 ExercisesReferences
Chapter 11 Distillation Sequencing11.1 Distillation Sequencing
Using Simple Columns11.2 Practical Constraints Restricting
Options11.3 Choice of Sequence for Simple Nonintegrated
Distillation Columns11.4 Distillation Sequencing Using Columns With
More Than Two Products11.5 Distillation Sequencing Using Thermal
Coupling11.6 Retrofit of Distillation Sequences11.7 Crude Oil
Distillation11.8 Distillation Sequencing Using Optimization of a
Superstructure11.9 Distillation Sequencing Summary11.10
ExercisesReferences
Chapter 12 Distillation Sequencing for Azeotropic
Distillation12.1 Azeotropic Systems12.2 Change in Pressure12.3
Representation of Azeotropic Distillation12.4 Distillation at Total
Reflux Conditions12.5 Distillation at Minimum Reflux Conditions12.6
Distillation at Finite Reflux Conditions12.7 Distillation
Sequencing Using an Entrainer12.8 Heterogeneous Azeotropic
Distillation12.9 Entrainer Selection12.10 Trade-offs in Azeotropic
Distillation12.11 Multicomponent Systems12.12 Membrane
Separation12.13 Distillation Sequencing for Azeotropic Distillation
Summary12.14 ExercisesReferences
Chapter 13 Reaction, Separation and Recycle Systems for
Continuous Processes13.1 The Function of Process Recycles13.2
Recycles with Purges13.3 Pumping and Compression13.4 Simulation of
Recycles13.5 The Process Yield13.6 Optimization of Reactor
Conversion13.7 Optimization of Processes Involving a Purge13.8
Hybrid Reaction and Separation13.9 Feed, Product and Intermediate
Storage13.10 Reaction, Separation and Recycle Systems for
Continuous Processes Summary13.11 ExercisesReferences
Chapter 14 Reaction, Separation and Recycle Systems for Batch
Processes14.1 Batch Processes14.2 Batch Reactors14.3 Batch
Separation Processes14.4 Gantt Charts14.5 Production Schedules for
Single Products14.6 Production Schedules for Multiple Products14.7
Equipment Cleaning and Material Transfer14.8 Synthesis of Reaction
and Separation Systems for Batch Processes14.9 Optimization of
Batch Processes14.10 Storage in Batch Processes14.11 Reaction and
Separation Systems for Batch Processes Summary14.12
ExercisesReferences
Chapter 15 Heat Exchanger Networks I Heat Transfer Equipment15.1
Overall Heat Transfer Coefficients15.2 Heat Transfer Coefficients
and Pressure Drops for Shell-and-Tube Heat Exchangers15.3
Temperature Differences in Shell-and-Tube Heat Exchangers15.4
Allocation of Fluids in Shell-and-Tube Heat Exchangers15.5 Extended
Surface Tubes15.6 Retrofit of Heat Exchangers15.7 Condensers15.8
Reboilers and Vaporizers15.9 Other Types of Heat Exchange
Equipment15.10 Fired Heaters15.11 Heat Transfer Equipment
Summary15.12 ExercisesReferences
Chapter 16 Heat Exchanger Networks II Energy Targets16.1
Composite Curves16.2 The Heat Recovery Pinch16.3 Threshold
Problems16.4 The Problem Table Algorithm16.5 Nonglobal Minimum
Temperature Differences16.6 Process Constraints16.7 Utility
Selection16.8 Furnaces16.9 Cogeneration (Combined Heat and Power
Generation)16.10 Integration Of Heat Pumps16.11 Heat Exchanger
Network Energy Targets Summary16.12 ExercisesReferences
Chapter 17 Heat Exchanger Networks III Capital and Total Cost
Targets17.1 Number of Heat Exchange Units17.2 Heat Exchange Area
Targets17.3 Number-of-shells Target17.4 Capital Cost Targets17.5
Total Cost Targets17.6 Heat Exchanger Network and Utilities Capital
and Total Costs Summary17.7 ExercisesReferences
Chapter 18 Heat Exchanger Networks IV Network Design18.1 The
Pinch Design Method18.2 Design for Threshold Problems18.3 Stream
Splitting18.4 Design for Multiple Pinches18.5 Remaining Problem
Analysis18.6 Network Optimization18.7 The Superstructure Approach
to Heat Exchanger Network Design18.8 Retrofit of Heat Exchanger
Networks18.9 Addition of New Heat Transfer Area in Retrofit18.10
Heat Exchanger Network Design Summary18.11 ExercisesReferences
Chapter 19 Heat Exchanger Networks V Stream Data19.1 Process
Changes for Heat Integration19.2 The Trade-Offs Between Process
Changes, Utility Selection, Energy Cost and Capital Cost19.3 Data
Extraction19.4 Heat Exchanger Network Stream Data Summary19.5
ExercisesReferences
Chapter 20 Heat Integration of Reactors20.1 The Heat Integration
Characteristics of Reactors20.2 Appropriate Placement of
Reactors20.3 Use of the Grand Composite Curve for Heat Integration
of Reactors20.4 Evolving Reactor Design to Improve Heat
Integration20.5 Heat Integration of Reactors SummaryReference
Chapter 21 Heat Integration of Distillation Columns21.1 The Heat
Integration Characteristics of Distillation21.2 The Appropriate
Placement of Distillation21.3 Use of the Grand Composite Curve for
Heat Integration of Distillation21.4 Evolving the Design of Simple
Distillation Columns to Improve Heat Integration21.5 Heat Pumping
in Distillation21.6 Capital Cost Considerations21.7 Heat
Integration Characteristics of Distillation Sequences21.8
Heat-integrated Distillation Sequences Based on the Optimization of
a Superstructure21.9 Heat Integration of Distillation Columns
Summary21.10 ExercisesReferences
Chapter 22 Heat Integration of Evaporators and Dryers22.1 The
Heat Integration Characteristics of Evaporators22.2 Appropriate
Placement of Evaporators22.3 Evolving Evaporator Design to Improve
Heat Integration22.4 The Heat Integration Characteristics of
Dryers22.5 Evolving Dryer Design to Improve Heat Integration22.6
Heat Integration of Evaporators and Dryers Summary22.7
ExercisesReferences
Chapter 23 Steam Systems and Cogeneration23.1 Boiler Feedwater
Treatment23.2 Steam Boilers23.3 Steam Turbines23.4 Gas Turbines23.5
Steam System Configuration23.6 Steam and Power Balances23.7 Site
Composite Curves23.8 Cogeneration Targets23.9 Optimization of Steam
Levels23.10 Site Power-to-heat Ratio23.11 Optimizing Steam
Systems23.12 Steam Costs23.13 Choice of Driver23.14 Steam Systems
and Cogeneration Summary23.15 ExercisesReferences
Chapter 24 Cooling and Refrigeration Systems24.1 Cooling
Systems24.2 Recirculating Cooling Water Systems24.3 Targeting
Minimum Cooling Water Flowrate24.4 Design of Cooling Water
Networks24.5 Retrofit of Cooling Water Systems24.6 Refrigeration
Cycles24.7 Process Expanders24.8 Choice of Refrigerant for
Compression Refrigeration24.9 Targeting Refrigeration Power for
Compression Refrigeration24.10 Heat Integration of Compression
Refrigeration Processes24.11 Mixed Refrigerants for Compression
Refrigeration24.12 Absorption Refrigeration24.13 Indirect
Refrigeration24.14 Cooling Water and Refrigeration Systems
Summary24.15 ExercisesReferences
Chapter 25 Environmental Design for Atmospheric Emissions25.1
Atmospheric Pollution25.2 Sources of Atmospheric Pollution25.3
Control of Solid Particulate Emissions to Atmosphere25.4 Control of
VOC Emissions to Atmosphere25.5 Control of Sulfur Emissions25.6
Control of Oxides of Nitrogen Emissions25.7 Control of Combustion
Emissions25.8 Atmospheric Dispersion25.9 Environmental Design for
Atmospheric Emissions Summary25.10 ExercisesReferences
Chapter 26 Water System Design26.1 Aqueous Contamination26.2
Primary Treatment Processes26.3 Biological Treatment Processes26.4
Tertiary Treatment Processes26.5 Water Use26.6 Targeting Maximum
Water Reuse for Single Contaminants26.7 Design for Maximum Water
Reuse for Single Contaminants26.8 Targeting and Design for Maximum
Water Reuse Based on Optimization of a Superstructure26.9 Process
Changes for Reduced Water Consumption26.10 Targeting Minimum
Wastewater Treatment Flowrate for Single Contaminants26.11 Design
for Minimum Wastewater Treatment Flowrate for Single
Contaminants26.12 Regeneration of Wastewater26.13 Targeting and
Design for Effluent Treatment and Regeneration Based on
Optimization of a Superstructure26.14 Data Extraction26.15 Water
System Design Summary26.16 ExercisesReferences
Chapter 27 Inherent Safety27.1 Fire27.2 Explosion27.3 Toxic
Release27.4 Intensification of Hazardous Materials27.5 Attenuation
of Hazardous Materials27.6 Quantitative Measures of Inherent
Safety27.7 Inherent Safety Summary27.8 ExercisesReferences
Chapter 28 Clean Process Technology28.1 Sources of Waste from
Chemical Production28.2 Clean Process Technology for Chemical
Reactors28.3 Clean Process Technology for Separation and Recycle
Systems28.4 Clean Process Technology for Process Operations28.5
Clean Process Technology for Utility Systems28.6 Trading off Clean
Process Technology Options28.7 Life Cycle Analysis28.8 Clean
Process Technology Summary28.9 ExercisesReferences
Chapter 29 Overall Strategy for Chemical Process Design and
Integration29.1 Objectives29.2 The Hierarchy29.3 The Final
Design
Appendix A Annualization of Capital CostAppendix B Gas
CompressionB.1 Reciprocating CompressorsB.2 Centrifugal
CompressorsB.3 Staged Compression
Appendix C Heat Transfer Coefficients and Pressure Drop in
Shell-and-tube Heat ExchangersC.1 Pressure Drop and Heat Transfer
Correlations for the Tube-SideC.2 Pressure Drop and Heat Transfer
Correlations for the Shell-SideReferences
Appendix D The Maximum Thermal Effectiveness for 12
Shell-and-tube Heat ExchangersAppendix E Expression for the Minimum
Number of 12 Shell-and-tube Heat Exchangers for a Given
UnitAppendix F Algorithm for the Heat Exchanger Network Area
TargetAppendix G Algorithm for the Heat Exchanger Network Number of
Shells TargetG.1 Minimum Area Target for Networks of 12
ShellsReferences
Appendix H Algorithm for Heat Exchanger Network Capital Cost
TargetsIndex