Embed Size (px)
DESCRIPTION
Instabilidade a Quente
Citation preview

Instability criteria for hot deformation of materialsS. V. S. Narayana Murty, B. Nageswara Rao, and B. P. Kashyap
Forming and forging processes are among the oldest article is on methods for determining the extent ofand most important materials related technologies. deformation a metal can withstand before cracking orNew materials technologies centre on the fracture occurs. Flow stress data are essential in thedevelopment and widespread use of development of constitutive equations and processingthermomechanical processing, particularly for maps. One of the requirements for process modellingaerospace alloys and concepts of metal workability is a knowledge of the material flow behaviour forand formability. Workability refers to the relative ease defining the deformation maps that delineate ‘safe’with which a metal can be shaped through plastic and ‘non-safe’ hot working conditions. These mapsdeformation. The term workability is often used show in the processing space (that is on axes ofinterchangeably with the term formability, which is temperature T and strain rate e) the processingpreferred for the shaping of sheet metal parts. conditions for stable and unstable deformation.However, workability is usually used to refer to the The range of T and e for stable material flow usefulshaping of materials by such bulk deformation in the development of process control algorithmsprocesses as forging, extrusion, and rolling. The should be obtained from physical quantities, whichcharacterisation of mechanical behaviour of a can be evaluated from the test data. As such there ismaterial by tension testing measures two different no unique instability theory existing to delineate thetypes of mechanical property: strength properties regions of unstable flow during hot deformation(such as yield strength and ultimate tensile strength) which is applicable for all the materials. The designerand ductility properties (such as percentage has to establish a suitable theory on the basis ofelongation and reduction in area). Similarly, the microstructural observations of the flow localisationevaluation of workability involves both the in the intended materials. Various existing theoriesmeasurement of the resistance to deformation are reviewed for identification of flow instabilities(strength) and determination of the extent of possible (such as adiabatic shear banding, intercrystallineplastic deformation before fracture (ductility). cracking, prior particle boundary cracking in powderTherefore, a complete description of the workability compacts, wedge cracking) during hot deformationof a material is specified by its flow stress of materials, and these theories are verified bydependence on processing variables (for example considering the flow stress data of IN 718 and thestrain, strain rate, preheat temperature, and die reported microstructural observations from differenttemperature), its failure behaviour, and the sources. IMR/346metallurgical transformations that characterise the
© 2000 IoM Communications Ltd and ASM International.alloy system to which it belongs. However, the major S. V. S. Narayana Murty and B. Nageswara Rao are based inemphasis in workability is on measurement and the Vikram Sarabhai Space Centre, Trivandrum – 695 022,prediction of limit of deformation before fracture. India. Professor B. P. Kashyap is based in the Indian Institute ofTherefore, the emphasis in the present review Technology, Bombay, Mumbai – 400 076, India.
results from flow softening (negative strain hardening).IntroductionFlow softening arises during hot working as a result
Mechanical processing is an important step in the of structural instabilities such as adiabatic heat-manufacture of engineering components and is used ing, dynamic recrystallisation, grain coarsening ornot only to achieve the required shape but also to spheroidisation. A fundamental understanding of theimpart desirable changes in the microstructure and workability of a material is essential for developingproperties. In designing material working processes science based techniques in mechanical processing.for components made of complex engineering mater- Process modelling of a hot working operation isials, the most important task is the selection of the thus a powerful tool that promises to enhance thecontrolling process parameters that will ensure part decision making capabilities of the designer, the devel-quality as well as specific mechanical and physical opment metallurgist, the project manager, the qualitycharacteristics. The controlling process parameters assurance team, and the component life managementare the sequence and number of material flow oper- team. Skills from a number of disciplines includingations, the heat treating conditions, and the associated continuum mechanics, mathematics, material science,quality assurance tests. and computer science are required to successfully
Workability problems may arise when metal implement process modelling. One of the require-deformation is localised to a narrow zone. This results ments for process modelling is a knowledge of thein a region of different structures and properties that material flow behaviour for defining deformationcan be the site of failure in service. Localisation of maps that delineate ‘safe’ and ‘non-safe’ hot workingdeformation can also be so severe that it leads to conditions. These maps show in the processing spacefailure in the deformation process. Flow localisation (that is on axes of temperature and strain rate) themay occur during hot working in the absence of processing conditions for stable and unstable
deformation.frictional or chilling effects. In this case, localisation
ISSN 0950–6608 International Materials Reviews 2000 Vol. 45 No. 1 15

16 Narayana Murty et al. Instability criteria for hot deformation of materials
The mechanical behaviour of materials under pro- conditions. This approach is reviewed by Gegel et al.7and Alexander.8 Although DMM is essentially acessing is generally characterised by the constitutive
equations which relate the flow stress s, strain e, continuum model, its development is based on threemajor areas: (i ) the continuum mechanics of largestrain rate e, and temperature T . The constitutive
equations are experimentally evaluated using mechan- plastic flow where the material acts as a dissipator ofpower (and not as a storage element) as described byical testing techniques and represented either in the
form of empirical rate equations which aid in identifi- Ziegler;9 (ii ) the general principles of physical systemsmodelling as described by Wellstead,10 where thecation of the specific atomic rate – controlling mech-
anisms, or in the form of simple algebraic equations power content and co-content concepts for dissipatorelements are applied to mechanical, electrical, andwhich can be used in process modelling.
Frost and Ashby1 were the first to attempt the magnetic systems; (iii) the DMM approach extendsthese concepts to metallurgical systems: the conceptsmaterials response in the form of a deformation
mechanism map. These are plots of normalised stress of irreversible thermodynamics describing the stabilityand self-organisation of chaotic systems proposed byversus homologous temperature showing the area
of dominance of each flow mechanism, calculated Prigogene,11 where the rate of entropy productionis used to characterise the behaviour of irreversibleusing fundamental parameters. The emphasis in the
deformation mechanism map has been essentially on phenomena. Rajagopalachary and Kutumba Rao12have introduced the polar reciprocity model (PRM)the creep mechanisms applicable to lower strain rates
and the maps are very useful for alloy design. adopting Hill’s associated flow rule of plasticity.13 Inthese models, a dimensionless parameter g called theHowever, mechanical processing is done at strain
rates orders of magnitude higher than those observed dissipation efficiency parameter used in DMM andthe intrinsic hot workability parameter z used induring creep deformation and therefore involves
different microstructural regimes. PRM are defined in such a way that they can beeasily evaluated from laboratory generated flow stressConsidering strain rate as one of the direct variables
and temperature as the other, Raj2 extended the data. When the material exhibits ideal plastic flow itwas claimed14 that g and z sum to unity and theconcept of Ashby’s maps to construct a processing
map. The Raj map represents the limiting conditions predictions of PRM are identical to those of DMM.The associated flow rule of plasticity, on which thefor two damage mechanisms: (i) cavity formation at
hard particles in a soft matrix occurring at lower PRM rests, is based on the convexity of the potentialsurfaces. The hardening power term WH increasestemperatures and higher strain rates; (ii) wedge crack-
ing at grain boundary triple junctions occurring at monotonically to attain a high value and z tends to1 at very large strain rates where the associated flowhigher temperatures and lower strain rates. At very
high strain rates, a regime representing adiabatic rule fails. The dissipative power component WD exhib-its in a cusp catastrophe under these conditions andheating was identified. In principle, there is always
a region which may be termed ‘safe’ for processing the material shows a macroscopic instability in flowbehaviour. Thus it was claimed by Rajagopalacharywhere neither of the two damage mechanisms nor
adiabatic heating occurs. Using an atomistic and Kutumba Rao14 that a z value approaching 1 isdefinitely a condition of instability and no separateapproach and on the basis of fundamental parameters,
processing maps were developed by Raj for pure stability condition on the z maps is required fordelineating the regimes of unstable flow. As per themetals as well as dilute alloys. The evaluated
expressions for strain rate are for conditions of steady DMM approach, stability criteria are essential inorder to delineate the unstable regions in the g maps.state and are most valid for pure crystalline materials
and simple alloys. The deformation behaviour of an In view of the linear relation between g and z, stabilityconditions are essential for z maps also.alloy under a given set of conditions will depend on
its current microstructure and its prior thermomech- Montheillet et al.15 have examined the dissipatorpower co-content approach in the dynamic materialanical history. Therefore, the locations of the bound-
aries on the map may vary. A number of material model. It is noted from their investigation that theefficiency of power dissipation g as derived from theconstants must be determined for the construction of
the Raj map. In some cases, the response of complex dissipator power co-content J to predict the likeli-hood of flow localisation is not as well foundedengineering alloys in processing is complicated and is
not easily described by simple mechanistic models. physically as the established procedure based directlyon the strain rate sensitivity parameter m. In his replySemiatin and co-workers3 have correlated the flow
softening with material properties, such as the normal- to the above aspects, Prasad16 explains the physicalinterpretations of G, the dissipator content, and J,ised flow softening rate c and the strain rate sensitivity
parameter m, by a parameter a=−c/m, for plane the dissipator co-content from the thermodynamicprinciples, and claims that the concept of maximisingstrain compression. On the basis of microstructural
observations of the flow localisation in titanium and the efficiency of power dissipation g for the analysisof metal forming problems is confirmed by extensiveits alloys, they proposed a condition a>5 for the
occurrence of flow localisation in the material during microstructural investigations including those ofinstabilities in a wide range of materials.17–30 Thehot deformation.4,5
Recognising the practical difficulty in making use strain rate sensitivity parameter m is one of the mostimportant control parameters, and the physical mean-of deformation, fracture, and processing maps based
on atomic mechanisms, Prasad et al.6 suggested the ing behind it and its effect on the intrinsic hotworkability must be understood. For complex alloydynamic materials modelling (DMM) approach for
describing the material behaviour under processing systems, at a given deformation, m varies as a function
International Materials Reviews 2000 Vol. 45 No. 1

Narayana Murty et al. Instability criteria for hot deformation of materials 17
of strain rate and temperature. Strictly speaking, g achieved are limited due to the onset of necking (thisresults in uncertainties about the strain to fracture).and m are dimensionless parameters which are to beTherefore the use of tension tests to evaluate hotevaluated from the s versus e curve of the materialworkability is limited.at any e and T ; g needs integration of s with respect
In the torsion test, the number of twists to failureto e whereas m requires differentiation of s withor the surface fracture strain is taken as the measurerespect to e. The strain rate sensitivity parameter mof workability. Deformation, in torsion tests is causedgives information regarding the change in J withby pure shear and large strains can be imposed with-respect to G and does not provide information relatedout the problem of necking. Since strain rate isto the amount of power partitioned between J and Gdirectly related to the rotational speeds, high strainwhen it varies with e. The value of g explicitlyrates are easily achieved and there is no contributionexpressed in terms of m based on the power lawfrom friction. Torsional stress states are most widelyassumption g=2m/m+1 by Prasad et al.17–30 mayencountered in metal working operations. However,create confusion of the maximisation of g and m. Iftorsion tests do not provide an accurate simulationm is a function of e, expressing g as 2m/m+1 isof the metal working processes as there will beincorrect. It is known from the test results on severalexcessive reorientation of the material at large strains.materials that the maximisation of g and m reduces
Hot compression testing has become increasinglythe tendency for flow localisation. In fact all thepopular for several reasons, in particular:qualitative stability conditions suggested by Gegel,7
(i) uniform deformation can be maintained toAlexander,8 and Prasad,31 for delineating unstablelarge strains with proper lubricationregions in the processing map of a material are
(ii) the compressive state closely represents thedependent on the strain rate sensitivity parameter m.conditions present in forging, extrusion, andThus m plays an important role in the developmentrolling processes.of processing maps for providing the information
Among the various types of hot compression test, theregarding the temperature and strain rate rangeconstant strain rate test is preferred because it yieldsallowed. The range of T and e for stable materialboth the flow stress data required for finite elementflow which is useful in the development of processmethod applications and the workability data forcontrol algorithms should be obtained from thedevelopment of the processing map.nature of any physical quantities, which can be evalu-
Compression testing is usually conducted on aated from the test data. As such no unique instabilityservo hydraulic computer controlled load frame withtheory exists to delineate the regions of unstable flowdata acquisition instrumentation. On completion ofduring hot deformation which is applicable for all thethe test, the load–stroke data are obtained from thematerials. The designer has to establish a suitabledata acquisition system. The load–stroke curves aretheory on the basis of microstructural observationsconverted in to the true stress–true plastic strainof the flow localisation in the intended materials.curves, first by subtracting the elastic portion of bothThe purpose of the present review is to presentthe material and the machine from the stroke valuesvarious existing instability theories for delineating theat each of the loads, and then by using the standardregions of flow instabilities during hot deformationequationand to examine their applicability by considering test
data with microstructural observations on a material.s=
P
A0 (1−e). . . . . . . . . . . (1)
Acquisition of hot workability datae=−lnAh0hB . . . . . . . . . . . (2)
The extent to which a material can be deformedwithout causing cracking or fracture or poor mechan-
where s is the true stress (or flow stress); P is theical properties is generally referred to as hot work-
load; A0 is the original area of cross-section of theability. The engineering property of the material that
specimen; e= (h0−h)/h is the engineering strain; e isis significant in processing is workability which has
the true plastic strain; h0 is the original height of thetwo parts. First, the contribution from intrinsic work-
specimen; and h is the instantaneous height. Becauseability (which depends on the microstructure and its
of the deformation heating, the flow curves forresponse to the applied temperature and strain rate) e>10−2 s−1, in general, do not correspond to iso-which changes with the constitutive flow behaviour thermal conditions. Thus e=10−2 s−1 represents anof the material and second, the state of stress work- approximate crossover from conditions that are pre-ability which depends on the nature of the deforma- dominantly adiabatic to those that are predominantlytion zone geometry. For obtaining a product with isothermal. Hence, the deformation heating correctiongood mechanical properties a proper combination of has to be applied wherever applicable to arrive at theboth intrinsic and state of stress workability is desired. corrected flow stress s versus strain e curves.A number of experimental techniques are available In order to exploit the full potential of processfor gathering the necessary data. These techniques modelling techniques, it is essential to understand theinclude hot compression tests, hot torsion tests, and constitutive flow behaviour of a material under pro-hot tensile tests. cessing conditions. Constitutive equations, which
High temperature tensile strength and ductility (as relate the flow stress in terms of strain, strain rate,evidenced by elongation and reduction in area) values and temperaturerepresent the hot workability of the material.
s= f (e, e, T ) . . . . . . . . . . . (3)Although tension tests are easy to perform, the controlof strain rate during the test is difficult and strains are useful in metal forming problems and more
International Materials Reviews 2000 Vol. 45 No. 1

18 Narayana Murty et al. Instability criteria for hot deformation of materials
attractive to the designers. These equations may hold The temperature sensitivity of flow stressgood for the range of parameters where actualmeasurements were made but are inadequate for s=
1
T
∂ ln s
∂(1/T ). . . . . . . . . . . (7)
extrapolation. It is difficult if not impossible togeneralise the validity of these equations for every The efficiency of power dissipation32material. For the evaluation of the workability para-meters, the flow stress s data in terms of strain e,
g=J
Jmax=
P−G
Jmax=2 A1− 1
se P e0
s deB (8)strain rate e, and temperature T can be modelledthrough a reliable interpolation, regression, or data
The intrinsic hot workability parameter12smoothing. One of the most commonly used methodsis to use spline segments to approximate a smoothcurve through the data points. Splines are usually z=
WHWHmin
−1=2
se P e0
s de−1 . . . . . (9)used on small to moderate size data sets. The dataset is scaled to reasonable numbers preferably of the where the power per unit volumeorder of 1.
P=G+J=se . . . . . . . . . . (10)In general, microstructural processes occurring inmetals and alloys during hot deformation are: dynamic the dissipator contentrecrystallisation (DRX), superplastic deformation,dynamic recovery, wedge cracking, void formation,
G= P e0
s de . . . . . . . . . . . (11)intercrystalline cracking, prior particle boundary(PPB) cracking, and flow instability processes.
the dissipator co-content,On the basis of Raj maps, the deformation charac-teristics of materials are interpreted as follows. In the
J= P s0
e ds . . . . . . . . . . . (12)low temperature (T∏0·25Tm ), high strain rate regime(10–100 s−1 ), void formation occurs at hard particlesand that leads to ductile fracture. In the high temper- the maximum dissipator co-contentature (T�0·75Tm ), low strain rates (∏10−3 s−1 )regime, wedge cracking caused by grain boundary Jmax=
se
2=
P
2. . . . . . . . . . . (13)
sliding occurs (except in superplastic materials inwhich wedge cracking is at a minimum). In high
and the hardening power termtemperature (T #0·75Tm ) and high strain rate regimes
WH=G and WHmin
=Jmax(10−1–10 s−1 ), dynamic recrystallisation occurs inlow stacking fault energy materials. At intermediatetemperatures and strain rates the dynamic recovery Material flow instabilities during hotprocess occurs. At very high strain rates (�10 s−1 )
deformationthere is a possibility of the occurrence of adiabaticshear bands and these lead to flow localisation. Out This section highlights briefly the existing instabilityof all the above mechanisms, DRX and superplastic theories for identifying the temperature–strain ratedeformation are ‘safe’ mechanisms for hot working domains of flow instabilities during hot deformationwhile dynamic recovery is preferred for warm of materials.working. All other mechanisms either cause micro-structural damage or inhomogeneities of varying Flow localisation criterionintensities and hence are to be avoided in the
Workability problems may arise when metal deforma-microstructure of the component. Identification oftion is localised to a narrow zone. This results in amicrostructural mechanisms occurring in each tem-region of different structures and properties that canperature–strain rate domain is essential to estimatebe the site of failure in service. Localisation ofthe range of workability parameters from the meas-deformation can also be so severe that it leads toured flow stress data.failure in the deformation process. Flow localisationIn order to examine the various existing instabilitymay occur during hot working in the absence oftheories for delineating the regions of flow instabilitiesfrictional or chilling effects. In this case, localisationduring hot deformation and recommend stableresults from flow softening (negative strain harden-regions for processing, the following dimensionlessing). Flow softening arises during hot working as aparameters are determined from the measured flowresult of structural instabilities such as adiabaticstress data. The strain rate sensitivity parameterheating, generation of a softer texture during deforma-tion, gain coarsening, or spheroidisation.m=
∂ ln s
∂ ln e. . . . . . . . . . . . (4)
Flow softening has been correlated with materialproperties such as the normalised flow softening rateThe flow softening ratec and the strain rate sensitivity parameter m, by aparameter a for plane strain compression (see equa-c=
1
s
∂s∂e=∂ ln s
∂e. . . . . . . . . . (5)
tions (4)–(6)).Flow localisation will occur if the parameterThe flow localisation parameter for plane strain
compression3–5 a>5 . . . . . . . . . . . . . . (14)
which has been fixed on the basis of microstructurala=−c
m. . . . . . . . . . . . . (6)
observations in titanium and its alloys.4,5
International Materials Reviews 2000 Vol. 45 No. 1

Narayana Murty et al. Instability criteria for hot deformation of materials 19
Gegel stability criterion From equations (16) and (24), a relation between gand m for stable material flow can be written asUsing the foundations of continuum mechanics,
thermodynamics, and stability theory, Gegel consid-ered a Lyaponov function L (g, s) and suggested the 2m
m+1<g . . . . . . . . . . . . (25)
following conditions for the stable material flow330<m∏1 . . . . . . . . . . . . (15) Using equation (15) the stability condition (18) can
be written in the form∂g∂( ln e)
<0 . . . . . . . . . . . . (16)1
T
∂∂(1/T ) A∂ ln s
∂ ln eB<0s�1 . . . . . . . . . . . . . . (17)
∂s∂( ln e)
<0 . . . . . . . . . . . . (18)[
1
T
∂m∂(1/T )
<0[−T∂m∂T<0
Regarding the metallurgical interpretation, the rangeof m values for stable material flow (equation (15))
[∂m∂T>0 . . . . . . . . . . . . (26)can be derived from theoretical considerations
and experimental observations as follows.34 Fromequation (10) which indicates that the strain rate sensitivity para-
meter increases with temperature for stable materialG<P[
dG
de<
dP
de[s< e
∂s∂e+s flow.
From the above studies, it can be concluded thatfor stable material flow, the s versus e curve should
[ 1<e
s
∂s∂e+1[ 1<m+1 be convex and the flow stress should decrease with
respect to temperature, in addition to 0<m∏1 and[m>0 . . . . . . . . . . . (19) ∂m/∂T>0.
For stable material flow, the growth of s with e isconvex and for ideal plastic flow G=J, hence, one
Instability criterion based on Ziegler plasticcan writeflow theoryJ∏G . . . . . . . . . . . . . . (20)Prasad31 and Kumar35 have developed a criterionfor evaluating the regimes of flow instabilities. ThedJ
dG∏1[m∏1 . . . . . . . . . . (21)
criterion is based on the continuum principles asapplied to large plastic flow proposed by Ziegler9Equation (15) satisfies the relations given in equationsaccording to which instabilities occur when(19) and (21).
According to the second law of thermodynamics, sshould be greater than unity for stable material flow.
∂D∂e<
D
e. . . . . . . . . . . . . (27)
This implies that the material should store entropyat least as fast as the entropy production rate of
where D(e) is the dissipation function at a givenworking heat for stable flow.temperature. By this criterion D(e) is equivalent to JUsing equation (7), the condition (17) can beco-content which represents the power dissipationwritten in terms of the flow stress asthrough microstructural changes and the above equa-tion is transformed to−
∂s∂T�
s
T. . . . . . . . . . . . (22)
which implies that ∂s/∂T<0. This indicates that the∂J∂e<
J
e. . . . . . . . . . . . . (28)
flow stress s decreases with respect to temperature Tat any strain and strain rate. From equations (8), Equation (28) can be written in the form(12), and (13), J is written in terms of s, e, and g as
Dseg=J . . . . . . . . . . . . . (23) ∂ ln J
∂ ln e<1 . . . . . . . . . . . . (29)
Taking logarithms on both sides and differentiatingwith respect to ln e, the derivative of g with respect
Assuming the power law nature of stress distributionto ln e is obtained as
s=Kem . . . . . . . . . . . . . (30)∂ ln s
∂ ln e+1+
∂ ln g
∂ ln e they obtained J co-content as
=1
J
∂s∂ ln e
e[m+1+1
g
∂g∂ ln e J= P s
0e ds=
m
m+1se . . . . . . . . (31)
=2m
g Al e
J=
2
sgB[ ∂g∂ ln e Taking logarithms on both sides of equation (30)
ln J= lnA m
m+1B+ ln s+ ln e . . . . . (32)= (m+1) A 2m
m+1−gB . . . . . . . (24)
International Materials Reviews 2000 Vol. 45 No. 1

20 Narayana Murty et al. Instability criteria for hot deformation of materials
and differentiating equation (31) with respect to Case II: when D=Gln e obtains ∂G
∂e<
G
e[se<G[P<G[J<0 . . . (40)∂ ln J
∂ ln e=∂ ln(m/(m+1))
∂ ln e+∂ ln s
∂ ln e+1 . . . (33)
Case III: when D=JUsing equations (4) and (33) in (29), the conditionfor instability is obtained as
∂J∂e<
J
e[ms<
J
e[mP<J . . . . . . (41)
∂ ln(m/(m+1))
∂ ln e+m<0 . . . . . . . . (34) When the flow stress obeys the power law, equation
(36), substituting the value of J given in equation (31)into equations (40) and (41) gives the condition m<0It should be noted that equation (31) for J in termsas obtained in equation (39). If the flow stress doesof m, s, and e is obtained by assuming the constitutivenot obey the power law, the condition J<0 inrelation (30) in which m is independent of e. Thenequation (40) holds good even for m>0, and theequation (34) reduces to m<0 for the metallurgicalcondition J>mP in equation (41) also holds goodinstability. Hence, the instability condition (34)for small positive values of m. Quantification of aderived by Kumar35 and used by Prasad31 is notunique range of m for unstable flow for all materialsapplicable for any type of s versus e curve. A simpleis impossible. Strictly speaking J/P (¬g/2) and m arecondition for the metallurgical instability from equa-non-dimensional parameters. J needs integration oftion (34) in terms of g and m derived in Ref. 36 iss with respect to e whereas m requires differentiationdescribed below.of s with respect to e. J accounts for the behaviourThe derivative of J with respect to e from equa-of the material up to e (global ) whereas m gives thetion (12) can be written asinformation at e ( local). It is more appropriate to usethe condition in equation (41) because when J<0∂J
∂e=∂s∂e
e=s∂ ln s
∂ ln e=ms . . . . . . . (35)
equation (41) gives m<0. When J>0, and m<0 orm is a small positive value, the condition in equa-
From equations (8) and (13), the ratio of J and e cantion (41) yields a comparatively large region of insta-
be written in the formbility in the processing map. The ratio J/P and m arethe important parameters in using equation (41) forJ
e=
1
2gs . . . . . . . . . . . . . (36) identifying the domains of flow instabilities. It should
be noted that one can obtain the instability conditionUsing equations (35) and (36) in equation (28), the (37) from equation (41) by replacing J in terms of g.metallurgical instability condition in terms of g and At any constant e and T , the maximum value of gm can be written in the form with respect to e becomes 2m/(m+1) only when
∂m/∂( ln e)<0. The value of g expressed explicitly in2m<g . . . . . . . . . . . . . (37)terms of m based on a power law assumption g=
Thus for stable material flow, g<2m and 0<m<1. 2m/(m+1) in the DMM of Prasad6 may createThe instability criterion (37) is valid for any type of confusion on the maximisation of g and m. If m is as versus e curve. The applicability of this condition function of e, expressing g as 2m/(m+1) is incorrect.has been verified for several materials.36–40 It is known from the test results on several materials
In the case of power law stress distribution as in that the maximisation of g or m will reduce theequation (29), the efficiency of power dissipation g tendency for flow localisation. But the condition incan be written explicitly in terms of m from equations equation (37) or equation (41) for delineating flow(8), (13), and (31) as instabilities involves g and m, or G, J, and m. Relying
on the positive values of m may not always ensureg=
2m
(m+1). . . . . . . . . . . . (38) stable material flow for all materials. The parameters
G and J in addition to m are important in delineatingthe regions of flow instabilities.which is always less than 2m for 0<m<1 and hence
the material flow is stable.There has been much concern in the metal forming Alexander stability criterion
community over a number of years about the intro- Using the Lyaponov function stability criteria,duction of the dissipator power co-content J in Alexander considered a Lyaponov function L (m, s)Ziegler’s criterion for identifying the temperature– and suggested the following conditions for the stablestrain rate domains of flow instabilities during hot material flow8deformation of materials. It is of interest to examine
0<m∏1 . . . . . . . . . . . . (42)condition (27) when D is equated to P, G, and Jrespectively. ∂m
∂( ln e)<0 . . . . . . . . . . . . (43)Case I: when D=P
s�1 . . . . . . . . . . . . . . (44)dP
de<
P
e[ e∂s∂e+s<s[m<0 . . . . . (39)
∂s∂( ln e)
<0 . . . . . . . . . . . . (45)The instability condition preferred by Montheilletet al.15 is obtained in equation (39) using Ziegler’sinstability criterion. The above conditions indicate that for stable material
International Materials Reviews 2000 Vol. 45 No. 1

Narayana Murty et al. Instability criteria for hot deformation of materials 21
flow, the s versus e curve should be convex, the flow and WD are referred to as a dissipator content G anddissipator co-content J, respectively. From equationsstress should decrease with respect to T , and m should(8) to (13) and equations (46) to (48) one can writedecrease with e and increase with T .a relation between the efficiency of power dissipationg and the intrinsic hot workability parameter z asInstability criterion in polar reciprocity model
g+z=1 . . . . . . . . . . . . . (50)The associated flow rule of plasticity on which thepolar reciprocity model (PRM) rests is based on the It was claimed by Rajagopalachary and Kutumbaconvexity of the potential surfaces.13 The hardening Rao14 that a z value approaching 1 is definitely apower term condition of instability and no separate stability
criterion on the z maps is required for delineating theregimes of unstable flow. As per the relation (50),WH= P e
0s de . . . . . . . . . . . (46)
when the value of z approaches unity, g approacheszero. This implies J=0 and G=P. In this case all of
increases monotonically to attain a high value andthe power would be dissipated by heat and this could
the intrinsic workability parameter lead to plastic instability by a continuum processsuch as adiabatic shearing. The qualitative stability
z=A WHWHmB−1 . . . . . . . . . . (47) condition z1 proposed in PRM is inadequate to
delineate all the regions of unstable flow. The abovediscussion led to a qualitative check for the stabletends to 1 at very large strain rates where the associ-material flow usingated flow rule fails. Here
g>0 or z<1 . . . . . . . . . . (51)WHm=
se
2. . . . . . . . . . . . (48) As per the DMM approach, stability criteria are
essential in order to delineate the unstable regions inThe dissipator power co-content the g maps. In view of the linear relation between the
g and z, as given by equation (50), additional stabilityconditions are essential for z maps also.41WD= P s
0e ds . . . . . . . . . . . (49)
Results and discussionexhibits a cusp catastrophe under these conditionsand the material shows macroscopic instability in Applicability of various instability theories presented
in the preceding sections is examined using the flowflow behaviour. In the dynamic material model WH
Table 1 Flow stress values, MPa of IN 718 (wrought 6 mm) at different temperatures and strain rates forvarious strains (corrected for adiabatic temperature rise)42,43
Strain Temperature, °CStrain rate e,e s−1 900 950 1000 1050 1100 1150 1200
0·1 0·001 188 123 79·4 70·6 48·9 39 26·00·01 293 210 134 104 87·3 60 51·40·1 399 277 225 173 149 79·4 78·71·0 616 486 332 258 215 156 136
10·0 634 561 475 410 335 274 201100·0 684 598 546 509 417 354 217
0·2 0·001 185 123 79·4 72·8 50·4 36·8 24·10·01 301 214 137 108 92·1 61·4 49·20·1 394 281 221 177 153 75·6 74·61·0 633 466 330 252 217 160 134
10·0 711 601 459 406 340 273 182100·0 731 661 600 565 450 375 134
0·3 0·001 182 120 79 72·3 49·4 37·5 23·70·01 308 212 132 112 83·4 58·3 46·50·1 366 269 209 171 148 69·5 68·71·0 587 435 317 235 208 154 127
10·0 686 555 423 374 316 262 161100·0 691 639 571 545 432 365 60·7
0·4 0·001 173 118 81·5 73·4 50·9 38·4 23·50·01 297 204 130 112 80·7 55·5 46·40·1 348 261 201 166 141 65·8 64·01·0 540 404 298 229 197 143 117
10·0 638 512 392 354 295 251 144100·0 640 602 535 520 406 349 47·3
0·5 0·001 164 119 82·6 77·3 51·5 39·8 24·50·01 294 203 131 113 80·4 53·3 47·60·1 340 256 197 166 139 63·4 61·31·0 512 392 280 235 190 135 108
10·0 593 493 390 359 284 251 126100·0 600 561 493 500 378 327 37·5
International Materials Reviews 2000 Vol. 45 No. 1

22 Narayana Murty et al. Instability criteria for hot deformation of materials
accurate evaluation of the workability parameterssuch as the strain rate sensitivity parameter m, theefficiency of power dissipation g, the normalised flowsoftening rate c, etc. The test values of s at any e andT presented in Table 1 are for 10−3 s−1∏ e∏100 s−1,whereas the integration in equation (8) for the evalu-ation of g needs the input from e=0. To overcomethis difficulty, the integral in equation (8) is split as32
P e0
s de= P 10−30
s de+ P e10−3
s de
=A se
m+1Be=10−3
+ P e10−3
s de (52)
The first integral on the right hand side of equa-tion (52) is evaluated by assuming the power lawnature of the s versus e curve
s=Kem . . . . . . . . . . . . . (53)
which results in
P 10−30
s de=Kem+1m+1
=A se
m+1Be=10−3
(54)
The value of m at e=10−3 s−1 is obtained by findingthe slope of the log s versus log e curve close to thepoint e=10−3 s−1. A cubic spline fit for the test datais used to generate a greater number of data pointsfor evaluating the second integral in equation (52)using the trapezoidal rule. Using the determined value
a
b
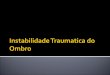
1 a Microstructure obtained on IN 718 specimen of the integral from equation (52), the efficiency ofdeformed at 1200?C and 100 s−1 showing power dissipation g is obtained from equation (8).intercrystalline cracking; b microstructure While carrying out the numerical computation, theobtained on IN 718 deformed at 900?C and data of Table 1 are initially transformed into logarith-100 s−1 showing fracture along adiabatic shear mic scale, in order to reduce the magnitude of strainband; compression axis vertical42
rate from tenth to first order, to avoid any excessiveround off error. With this transformation, the firstderivative of the spline fit directly gives the strain ratestress data of IN 718 with microstructural obser-sensitivity parameter m at the generated intermediatevations. Srinivasan and Prasad42 have discussed thedata points. The normalised flow softening rate c ishot deformation characteristics of IN 718 superalloyobtained by initially transforming the flow stress datain the temperature range 900–1200°C and in theinto natural logarithmic scale and then finding itstrain rate range of 0·001–100 s−1. The nickel baseddirectly from the first derivative of the spline fit tosuperalloy IN 718 is used for several critical gasthe ln s versus log e data at the specified e and T .turbine components many of which are hot forged.The value of the workability parameter a is obtainedTo obtain the required low cycle fatigue and fracturefrom equation (6) by substituting the value of c andproperties, it is essential that the microstructure ism. The temperature sensitivity of flow stress s iscontrolled at the processing stage. Table 1 gives theobtained by finding the first derivative of the spinedata on flow stress s with strain e, strain rate e, andfit to the data on ln s versus ln T . In Gegel’s stabilitytemperature T . These data were generated from hotcriterion, as well as Alexander’s, the derivatives of m,compression testing of solid cylinders using a servo-g, and s with respect to ln e are obtained by findinghydraulic testing machine capable of imposing con-the first derivatives of the spline fit to the m versusstant true strain rates on the specimen. The specimenslog e, g versus log e, and s versus log e data. Bywere compressed to 50% of their initial height andsubtracting the values of g from unity, the workabilitythe load–stroke curves obtained in the hot com-parameter z in the PRM is obtained. Using thesepression were converted into true stress–true plasticworkability parameters, the instability parameters forstrain curves by subtracting the elastic portion of theunstable material flow for the described instabilitystrain and using the standard equations for the truetheories are defined as follows.stress and true strain calculations.43 One specimen
The instability parameter based on the flow localis-was tested to obtain each result. Microstructuralation concepts of Semiatin and Lahoti3observations of the specimens published by Srinivasan
and Prasad are shown in Figs. 1–3.Interpretation of the experimental data for the j1=1−
a
5<0 . . . . . . . . . . . (55)
development of processing maps depends on the
International Materials Reviews 2000 Vol. 45 No. 1

Narayana Murty et al. Instability criteria for hot deformation of materials 23
a b
c d
2 Microstructures obtained on IN 718 specimens deformed at strain rate of 0·001 s−1 at differenttemperatures showing dynamically recrystallised microstructures: a 900; b 950; c 1000; d 1050?Cshowing grain growth in absence of d precipitate42
The instability parameters based on Gegel’s stability The instability parameter based on the PRM(equation (51))criterion are
j2=m<0 . . . . . . . . . . . . (56) j11=1−f<0 . . . . . . . . . . . (65)
The curves ji=0 bifurcate the stable and unstablej3=−
∂g∂ ln e
= (1+m)g−2m<0 . . . . (57) regions in the processing maps for the above fivecriteria considered. The regions where ji<0 in the
j4=s−1<0 . . . . . . . . . . . (58) map correspond to the unstable flow (microstructuralinstabilities) in the material. From the determinedvalues of the workability parameters, the instabilityj5=−
∂s∂ ln e
<0 . . . . . . . . . . (59)parameters ji from equation (55) to (65) are calcu-lated for e=0·5 at different values of e and T .In the case of Alexander’s criterionMATLAB (Math Works Inc., USA) software was
j6=m<0 . . . . . . . . . . . . (60) utilised for generating the two-dimensional contourmaps. Figures 4–8 show the marked regions of insta-bility using the conditions in equations (55)–(65).j7=−
∂m∂ ln e
<0 . . . . . . . . . . (61)The marked regions of instability based on the Gegeland Alexander criteria shown in Figs. 5 and 6 occupy
j8=s−1<0 . . . . . . . . . . . (62)a larger area compared to other criteria. The micro-structural observations made by Srinivasan and
j9=−∂s∂ ln e
<0 . . . . . . . . . . (63) Prasad42 as well as presented by Howson and Couts44marked in Figs. 4–8 confirm the validity of the flowlocalisation concepts of Semiatin and Lahoti3 andThe instability parameter based on the simplifiedthe simple instability condition36 based on Ziegler’smetallurgical stability condition (37)continuum principles as applied to large plasticflow. Microstructural observations of the specimensj10=
2m
g−1<0 . . . . . . . . . . (64)
deformed at other regions in the processing map, if
International Materials Reviews 2000 Vol. 45 No. 1

24 Narayana Murty et al. Instability criteria for hot deformation of materials
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
× unstable;42 $ stable;42 # stable44
4 Processing map for IN 718 superalloy based onflow localisation criterion (equation (55))
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
CCD ∂s/∂ ln e<0; C C ∂g/∂ ln e<0; C ·C · m<0;· · · · · · · s−1<0; × unstable;42 $ stable;42 # stable44
5 Processing map for IN 718 superalloy based onGegel stability criterion (equations (56)–(59))
a
b
c
3 Microstructures obtained on IN 718 specimensdeformed at strain rate of 0·1 s−1 at differenttemperatures showing dynamically recrystal-lised microstructures: a 1100; b 1150; c 1200?C(Ref. 42)
available, will further confirm the validity of thepresent instability condition. It is very interesting tonote that Ref. 42 indicates the possibility of micro-structural instabilities only at higher strain rates(>1 s−1 ), whereas Fig. 7 indicates instabilities atregions other than those expected by Srinivasan andPrasad.42
It is known from the test results on several materialsthat the maximisation of g and m will reduce thetendency for flow localisation. At any constant e andT , the maximum value of g with respect to e can be
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
expressed when ∂m/∂ ln e<0 as CCD ∂s/∂ ln e<0; C C ∂g/∂ ln e<0; C ·C · m<0;· · · · · · · s−1<0; × unstable;42 $ stable;42 # stable44
6 Processing map for IN 718 superalloy based ongmax=2m
m+1. . . . . . . . . . . (66)
Alexander stability criterion (equations (60)–(63))
International Materials Reviews 2000 Vol. 45 No. 1

Narayana Murty et al. Instability criteria for hot deformation of materials 25
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
× unstable;42 $ stable;42 # stable44 9 Contour map for strain rate sensitivity7 Processing map for IN 718 superalloy based on parameter m
simplified metallurgical stability condition(equation (64))
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
10 Contour map for efficiency of powerdissipation g
TEMPERATURE, °C
LOG
(S
TR
AIN
RA
TE
)
8 Processing map for IN 718 superalloy based onPRM (equation (65)) of IN 718 alloy and, especially, the intermetallic phase
transformation which occurs during the high temper-ature deformation. Guimaraes and Jonas46 observedThis condition is also verified in the present numerical
computation. Figures 9 and 10 show the contour that dynamic recrystallisation occurs in the temper-ature range 975–1090°C and strain rate rangemaps of m and g. It can be noted from these figures
that the maximum value of m is 0·374 which occurs 9·3×10−4–9·3×10−2 s−1 during compression testingof solid cylinders at 0·4 strain, which is well withinat T=1150°C and e=−0·250 s−1, and the maximum
value of g is 0·515 which occurs at T=1200°C and the ‘safe’ regions identified by equations (55) and(64). It is also noted from the microstructural obser-e=−3·000 s−1.
For successful production of components of IN 718 vations of Zhou and Baker47 that the specimensdeformed at temperatures of 950, 1000, and 1050°Cwith tightly controlled microstructure/mechanical
properties coupled with a fine and uniform grain size, and strain rate of 0·1 s−1 exhibited dynamicallyrecrystallised microstructures. These observationsphase precipitation techniques have to be fully
exploited.45 The forging sequence for IN 718 given by also support the predictions based on the flow localis-ation concepts of Semiatin and Lahoti,3 and theMarsh45 has two stages of operation: initial forging
above the d solutionising temperature, and final forg- simplified metallurgical instability condition (equa-tion (64)). From the above discussion, and based oning below the d solutionising temperature. d phase is
the most useful phase for practical process control Fig. 7, it is preferable to have the initial forging at1150°C and 0·1 s−1 with d phase in solution, followedpurposes which is an A3B type ordered orthorhombic
structure of composition Ni3Nb. d phase is only by final forging at 950°C and 0·001 s−1 in the presenceof d phase. The condition in equation (37) demandseffective in inhibiting grain growth up to around
980°C. Regarding the microstructural observations only g and m values for checking the metallurgicalinstabilities, which can be computed directly from theon IN 718, only limited data are available in the open
literature due to the complex chemical composition test data.48
International Materials Reviews 2000 Vol. 45 No. 1

26 Narayana Murty et al. Instability criteria for hot deformation of materials
21. . , . . , and . . . . : Scr.Concluding remarksMetall. Mater., 1993, 28, 715–720.
22. . , . . , and . . . . : Metall.The various existing instability theories wereT rans. A, 1992, 23A, 3093–3103.reviewed. A simple instability condition based on
23. . , . . , and . . . . : Mater.Ziegler’s continuum principles as applied to large Sci. T echnol., 1993, 9, 1021–1030.plastic flow is found to be most appropriate for 24. . and . . . . : Scr. Metall. Mater., 1992,
27, 309–312.delineating the regions of unstable metal flow during25. . . , . , . . . . , andhot deformation. It can be used for any type of flow
. . : J. Nucl. Mater., 1992, 187, 260–271.stress versus strain rate curve.26. . . , . . . . , and . . : Metall. T rans.
A, 1994, 24A, 2513–2520.27. . . , . , . . , . , and
. . . . : Metall. T rans. A, 1994, 25A, 1693–1702.References28. . and . . . . : Metall. T rans. A,
1. . . and . . : ‘Deformation mechanism maps, 1991, 22A, 2985–2992.the plasticity and creep of metals and ceramics’; 1982, London, 29. . and . . . . : Metall. T rans. A,Pergamon Press. 1991, 22A, 2993–3001.
2. . : Metall. T rans. A, 1981, 12, 1089–1097. 30. . . , . . . , . . , . . , . ,3. . . and . . : Metall. T rans. A, 1992, and . . . . : Metall. T rans. A, 1992, 23A, 2849–2857.
13A, 275–288. 31. . . . . : Indian J. T echnol., 1990, 28, 435–451.4. . . : ‘Metals handbook, forming and forging’, 9th edn, 32. . . . , . . , and . :
Vol. 14, 363–372; 1988, Metals Park, OH, American Society Metall. T rans. A, 1997, 28A, 1581–1582.for Metals. 33. . . : ‘Computer simulation in material science’, (ed.
5. . . and . . : ‘Formability and workability of R. J. Arsenault et al.), 291–344; 1987, Metals Park, OH, ASM.metals: plastic instability and flow localization’; 1984, Metals 34. . . . and . : Metall. T rans.Park, OH, American Society for Metals. A, 1997, 28A, 2170–2173.
6. . . . . , . . , . . , . . , 35. . . . : ‘Criteria for predicting metallurgical. . , . . , and . . : Metall. T rans., instabilities in processing maps’, MS thesis, Indian Institute of1984, 15A, 1883–1892. Science, Bangalore, India, 1987.
7. . . , . . , . . , and . . : 36. . . . and . : Mater. Sci.‘Metals handbook, forming and forging’, Vol. 14, 417–438; T echnol., 1998, 14, 837–885.1988, Metals Park, OH, American Society for Metals. 37. . . . and . : Mater. Sci.
8. . . : ‘Modelling of hot deformation of steels’, (ed. Eng. A, 1998, 254, 76–82.J. G. Lenard), 101–115; 1989, Berlin, Springer-Verlag. 38. . . . and . : J. Phys. D,
9. . : ‘Progress in solid mechanics’, Vol. 4, 93–193; 1963, Appl. Phys., 1998, 31, 3306–3311.New York, Wiley. 39. . . . and . : J. Mater.
10. . . : ‘Introduction to physical systems modelling’; Proc. T echnol., 1999, 87, 291–292.1979, London, Academic Press. 40. . . . and . : J. Mater. Sci.
11. . : Science, 1978, 201, 777. L ett., 1998, 17, 1203–1205.12. . and . . : Scr. Mater., 1996, 41. . . . and . : Bull. Mater.
35, (3), 311–316. Sci., 1999, 22, 9–10.13. . : J. Mech. Phys. Solids, 1987, 35, (1), 23–33. 42. . and . . . . : Metall. T rans. A, 1994,14. . . and . : Bull. Mater. Sci., 25A, 2275–2284.
1996, 19, (4), 677–698. 43. . . . . and . : ‘Hot working guide – a15. . , . . , and . . : Metall. T rans. A, compendium of processing maps’; 1997, Metals Park, OH,
1996, 27A, 232–235. ASM.16. . . . . : Metall. T rans. A, 1996, 27A, 235–237. 44. . . and . . : ‘Metallurgy and application17. . and . . . . : Metall. T rans. A, of superalloy IN 718’, 685–694; 1989, Warrendale, PA, TMS–
1991, 22A, 2339–2348. AIME.18. . . , . . . . , and . . : 45. . . : Metallurgia, 1982, 49, 10–20.
Metall. T rans. A, 1991, 22, 829–836. 46. . . and . . : Metall. T rans. A, 1981, 12A,19. . . , . , and . . . . : Scr. 1655–1666.
Metall. Mater, 1992, 26, 75–78. 47. . . and . . : Mater. Sci. Eng. A, 1994, 177, 1–9.20. . . , . . , . d. , and 48. . . . and . : Mater. Sci.
Eng. A, 1999, 267, 159–161.. . . . : Metall. T rans. A, 1992, 23A, 2223–2230.
International Materials Reviews 2000 Vol. 45 No. 1