Embed Size (px)
Citation preview

Informator techniczny:Profipress, Profipress XL, Profipress THERM

4
Spis treÊci
Strona
1. Opis systemu 6
1.1 ’profipress’1.2 Argumenty za systemem ’profipress’ 6
1.2.1 Dopuszczony i certyfikowany 61.2.2 Szczególne cechy 61.2.3 Gwarantowany wyrób 6
1.3 Rury miedziane 61.4 Zakresy stosowania 7
2. ’profipress’/’profipress XL’ 8
2.1 Instalacja wody pitnej 82.1.1 Opis ogólny 82.1.2 Instalacja mieszana 82.1.3 Ochrona przed korozjà 8
zewn´trznà2.1.4 Wyrównanie potencja∏u 82.1.5 Badanie na ciÊnienie instalacji 8
wody pitnej2.1.6 P∏ukanie przewodów 8
2.2 Izolowanie rurociàgów 92.2.1 Opis ogólny 92.2.2 Izolowanie rurociàgów wody 9
pitnej (zimnej)2.2.3 Izolowanie rurociàgów wody 9
pitnej (ciep∏ej)2.2.4 Higiena wody pitnej 92.2.5 ’Legionelle’ 102.2.6 Przewód cyrkulacyjny 102.2.7 Samoregulujàce ogrzewanie 10
towarzyszàce2.3 Ogrzewanie 10
2.3.1 Opis ogólny 102.3.2 Izolacja rurociàgów 10
(przewodów do ogrzewania)2.3.3 Próby ciÊnieniowe 10
3. ’profipress THERM’ 11
3.1 Opis wyrobu 113.2 Warianty pod∏àczeƒ 11
3.2.1 Pod∏àczenie grzejnika poprzezcentralny rozdzielacz jastrychowy 11
3.2.1.1 Zalety rozdzielaczy jastrychowych 113.2.1.2 Rozszerzanie rozdzielaczy 113.2.2 Pod∏àczanie grzejnika poprzez 12
krzy˝owe elementy T3.2.3 Pod∏àczenie grzejnika poprzez 12
konwencjonalny element instalacyjny – trójnik
3.3 Zestawy adapterów – Viega do 13grzejników z zaworem
3.4 Rura ’profipress THERM’ 143.4.1 Opis ogólny 143.4.2 Asortyment 143.4.3 WydajnoÊç przy∏àczy 143.4.4 Zginanie rur ’profipress THERM’ 143.4.5 Obcinanie rur ’profipress THERM’ 143.4.6 Zdejmowanie p∏aszcza i 15
usuwanie zadziorów z rur ’profipress THERM’
Strona
3.5 Obliczenia straty ciÊnienia 153.5.1 Opis ogólny 153.5.2 Opór liniowy rur 153.5.3 Strata ciÊnienia – opory miejscowe 153.5.4 Izolacja cieplna 163.5.4.1 Izolacja przed wp∏ywami 16
mechanicznymi3.5.5 Izolacja przed stratami ciep∏a 16
3.6 Wspó∏czynniki oporu miejscowego 173.7 Spadek ciÊnienia – opór liniowy rur 18 - 20
4. Element uszczelniajàcy 21
4.1 Element uszczelniajàcy 214.1.1 Element uszczelniajàcy 21
Viega – EPDM
5. Kryteria badaƒ 22
6. Po∏àczenie zaciskane 23
6.1 Opis ogólny 236.2 Narz´dzia i szcz´ki do zaciskania 24
6.2.1 Gwarancja 246.2.2 Uznanie kompatybilnoÊci 24
6.3 Fachowe po∏àczenie zaciskane 25 - 26
7. Zastosowanie i monta˝ 27
7.1 Minimalne zapotrzebowanie 27miejsca dla procesu zaciskania
7.2 Minimalne zapotrzebowanie miej- 28sca dla procesu zaciskania przed i za elementami budowlanymi
7.3 Minimalny odst´p pomi´dzy 28dwoma zaciÊni´ciami
7.4 Obcinanie rur miedzianych 287.5 Gi´cie rur miedzianych 287.6 Po∏àczenia gwintowane 287.7 Mocowania rur 297.8 Instalacje podtynkowe 297.9 RozszerzalnoÊç liniowa 30
7.9.1 Opis ogólny rozszerzalnoÊci 30liniowej
7.9.2 Kompensator wyd∏u˝alnoÊci 30 - 31wzgl´dnej
7.9.3 Kompensator osiowy – Axial 32
8. Opis wyrobu ’XL’ 33
8.1 Rury miedziane 338.2 Z∏àczki-’XL’ 338.3 Narz´dzie do zaciskania 33
9. Po∏àczenie zaciskane ’XL’ 34
9.1 Opis ogólny 349.2 Kryteria badaƒ 359.3 Narz´dzia do zaciskania 35
9.3.1 KompatybilnoÊç z obcymi 35narz´dziami
9.4 Fachowe po∏àczenie zaciskane ’XL’ 36

5
Spis treÊci
Strona
10. Zastosowanie i monta˝ – ’XL’ 37
10.1 Obcinanie rur miedzianych 3710.2 Po∏àczenia przejÊciowe 37
10.2.1 Po∏àczenia gwintowane 3710.2.2 Po∏àczenia ko∏nierzowe 37
10.3 Badanie na ciÊnienie 3710.3.1 Sanitarne 3710.3.2 Ogrzewanie 37
10.4 P∏ukanie przewodów 3710.5 Minimalne zapotrzebowanie 37
miejsca dla procesu zaciskaniaprzed i za elementami budowlanymi
10.6 Minimalny odst´p pomi´dzy dwoma 37po∏àczeniami zaciskanymi
10.7 Minimalne zapotrzebowanie miejsca 38dla procesu zaciskania
10.8 RozszerzalnoÊç liniowa 3910.8.1 Opis ogólny rozszerzalnoÊci 39
liniowej10.8.2 Kompensator wyd∏u˝alnoÊci 39 - 40
wzgl´dnej10.9 Mocowania rur 41

6
1. Opis systemu
1.1 ’profipress’
Systemy ’profipress’ (’profipress’, ’profipress XL’ i ’profipress THERM’) sàpewnymi i ekonomicznymi systemamipo∏àczeƒ rur miedzianych, przy nowo-czesnej technice po∏àczeƒ zaciskanych,sprawdzonej wg TIN AT/98-02-0553 iAT/97-01-0193.
Systemy ’profipress’ ze swoim licznymasortymentem ∏àczników, ponad 450artyku∏ów o wymiarach 12 do 108 mm,umo˝liwiajà wykonywanie kompletnych i racjonalnych instalacji bez lutowania.Przez swoje wielostronne wariantyinstalacyjne i po∏àczeniowe, mo˝na szybko wykonywaç stabilne i czysteinstalacje.
Dzi´ki bardzo szybkiej, zimnej technicepo∏àczeƒ zaciskanych, oszcz´dza si´nie tylko ponad 1/3 czasu pracy wporównaniu do po∏àczeƒ klejonych i lutowanych, lecz osiàga si´ równie˝najwi´ksze bezpieczeƒstwo: brak luto-wania i spawania, a tym samym brakniebezpieczeƒstwa po˝aru – w szczegól-noÊci przy remontach.
¸àczniki zaciskane z przy∏àczami zacis-kanymi sà wykonywane z wysokowar-toÊciowej miedzi. ¸àczniki zaciskane zprzy∏àczami gwintowanymi jak równie˝armatura z koƒcówkami zaciskanymi sàwykonywane ze specjalnego bràzu.
¸àczniki zaciskane sà za pomocà specjalnych narz´dzi systemu Viega.Dla ró˝nych wymiarów sà do dyspozycjiodpowiednie szcz´ki i ∏aƒcuchy dozaciskania. Na skutek istnienia sta∏ej si∏ydocisku, powstaje d∏ugotrwa∏e niero-z∏àczne po∏àczenie.
1.2 Argumenty za systemem ’profipress’
1.2.1 Dopuszczony i certyfikowany
System ’profipress’ jest dopuszczony icertyfikowany wed∏ug TIN AT/98-02-0553 i AT/97-01-0193.
1.2.2 Szczególne cechy
- wszystkie instalacje wody pitnej wed∏ug PN-92/B-01706 i PN 81/B-10800
- higieniczne bez zarzutu - du˝e zabezpieczenie przed korozjà –
przez zimnà technik´ po∏àczeƒ- przy zaciskaniu nie powstaje
niebezpieczeƒstwo po˝aru- wielorakoÊç po∏àczeƒ zaciskanych
dla racjonalnych instalacji- niezawodne narz´dzia do zaciskania- jakoÊç podczas d∏ugiej eksploatacji
budynku
1.2.3 Gwarantowany wyrób
Wyroby Viega sà uznanym towaremmarkowym: jakoÊç markowa z gwaran-cjà systemu. Zabezpieczenie jakoÊci icertyfikacja wg ISO 9001/EN 29001.
1.3 Rury miedziane
Do wykonania instalacji z rur miedzi-anych podstawà jest norma EN 1057,która okreÊla poszczególne wymiary iodpowiednie gruboÊci Êcianek rur.Tabela 1/1 stanowi wyciàg z normy EN 1057.
Ârednica zewn´trzna(wymiar znamionowy)
12
15
18
22
28
35
42
54
76,1
88,9
108
Znamionowa gruboÊç Êcianki0,6 0,7 0,8 0,9 1 1,1 1,2 1,5 2 2,5
Tabela 1/1: Êrednice zewn´trzne (wymiary znamionowe) i gruboÊci Êcianek, wyciàg z DIN EN 1057
GruboÊci Êcianek zaznaczone w tabeli szarym kolorem mogà byç specjalnie stosowane do instalacji wody pitnej i ogrzewania w systemie ’profipress’.Uwaga: w Niemczech nie sà dopuszczone wszystkie gruboÊci Êcianek.

7
1.4 Zakresy stosowania
System ’profipress’, ’profipress XL’ i ’profipress Therm’ jest wyposa˝ony welement uszczelniajàcy EPDM, którymo˝na stosowaç do 110° C i przy ciÊnie-niu roboczym 16 bar, a wi´c do wieluzakresów zastosowaƒ. Tabela 1/2 pokazuje nieograniczone dla systemu ’profipress’ zakresy zasto-sowaƒ.
Wskazówka:
W sprawie wszystkich nie podanychzastosowaƒ o wy˝szych ciÊnieniach/temperaturach roboczych nale˝y rozma-wiaç z zak∏adem w Attendorn.
* w pojedynczych przypadkach nale˝y rozmawiaç z zak∏adem w Attendorn
System Element uszczelniajàcy Zastosowanie
’profipress’/ EPDM Woda pitna’profipressXL’ 85° C/10 bar (ciÊnienie próbne 16 bar)
Woda ciep∏a pompowana – ogrzewanie110° C/6 bar
Kolektory s∏oneczneprzy krótkotrwa∏ym zakresie temperatury od -35° C do + 200° C, przy 50% mieszanki glikoludo 6 bar nadciÊnienia roboczego
Instalacje spr´˝onego powietrza 10 bar
Instalacje wykorzystywania wody deszczowej
Woda technologiczna*
Instalacje wody gaÊniczej (hydranty)
Instalacje tryskaczowe (DN20 – DN50) stacjonarne
Budownictwo okr´towe
’profipress THERM’ EPDM Woda ciep∏a pompowana – ogrzewaniePod∏àczanie grzejników
Tabela 1/2: zakresy stosowania systemów ’profipress’

8
2. ’profipress’/’profipress XL’
2.1 Instalacja wody pitnej
2.1.1 Opis ogólny
System ’profipress’/’profipress XL’ mo˝ebyç nieograniczenie stosowany wewszystkich instalacjach wody pitnej –zimnej i ciep∏ej, które odpowiadajà nor-mie PN – woda pitna. Instalacje wodypitnej nale˝y zaprojektowaç i wykonaçwg PN-92/B-01706.
Ze swoim licznym asortymentem z∏àczek’profipress’ umo˝liwia wykonanie racjonalnej, bez lutowania, kompletnejinstalacji od DN 10 do DN 50, a z ’profipress XL’ nawet do DN 100.
2.1.2 Instalacja mieszana
Dla ochrony cz´Êci przewodów z ocynkowanych rur stalowych, musi byç przestrzegana regu∏a przep∏ywu, t.zn.elementy konstrukcyjne i aparaty z miedzi nie mogà byç wbudowane przedocynkowanymi materia∏ami stalowymi. W interesie sprawnej niezawodnejinstalacji zaleca si´ zatem, przed ocyn-kowanymi rurami stalowymi zastosowaçnie korodujàce systemy instalacyjneViega ’sanpress’ jak równie˝ ’pexfit’,’pexfit PLUS’, ’pexfit FOSTA’.
2.1.3 Ochrona przed korozjà zewn´trznà
Wysoka odpornoÊç materia∏u miedzia-nego na korozj´ zewn´trznà sprawia, ˝e Êrodki antykorozyjne sà przewa˝niezbyteczne. Jednak w niektórych przy-padkach nale˝y równie˝ chroniç prze-wody miedziane przed wp∏ywem korozji,na przyk∏ad przy hodowli byd∏a.
2.1.4 Wyrównanie potencja∏u
Wszystkie elektrycznie przewodzàcecz´Êci, jak metalowe wanny kàpielowe iurzàdzenia natryskowe, jak równie˝metalowe systemy rurociàgów, nale˝ypo∏àczyç ze sobà, celem wyrównaniapotencja∏u, zgodnie z normà .
System ’profipress’ jest systemem rurociàgów elektrycznie przewodzàcychi dlatego nale˝y go w∏àczyç do wyró-wnania potencja∏u.
2.1.5 Badanie na ciÊnienie instalacji wody pitnej
Wszystkie rurociàgi powinny byç w sta-nie zmontowanym, jednak jeszcze nieprzykrytym, poddane badaniu na ciÊnie-nie wg PN-81/B10 800.
Badanie na ciÊnienie mo˝e nastàpiç zmediami próbnymi wodà, spr´˝onympowietrzem lub gazem oboj´tnym.
2.1.6 P∏ukanie przewodów
P∏ukanie instalacji wody pitnej ’profipress’ z korozyjno chemicznychwzgl´dów nie jest wymagane.Jednak˝e ze wzgl´dów higienicznychzalecamy przep∏ukaç ca∏à instalacj´wody pitnej, przy normalnym ciÊnieniu w rurociàgu, wed∏ug normy PN-81/B-10 800.
Rys. 2/1: rozdzielacz wody pitnej ’profipress’. P∏asko uszczelniajàce z∏àcza Êrubowejako bezpoÊrednie przejÊcie do armatury i urzàdzeƒ. Odkr´cany korek zamykajàcydla póêniejszego rozszerzenia rozdzielacza.
Rys. 2/2: rozdzielacz wody pitnej ’profipress XL’.Trójniki z gwintem wewn´trznym doprzykr´cenia zaworów spustowych.

9
2.2 Izolowanie rurociàgów
2.2.1 Opis ogólny
Izolowanie rurociàgów powinno byçprzeprowadzone wg dzisiejszego stanuwiedzy, z ró˝norodnych powodów.
Sà nimi na przyk∏ad:
1. Ochrona antykorozyjna2. Ochrona przed wykraplaniem wody3. Ochrona przed nagrzaniem4. Ochrona przed szumem5. Ochrona przed stratà ciep∏a
2.2.2 Izolowanie rurociàgów wody pitnej (zimnej)
Do ochrony przed nagrzaniem i wykraplaniem wody rurociàgów wodypitnej (zimnej), mo˝na przedsi´wziàçnast´pujàce Êrodki.Rurociàgi wody pitnej (zimnej) powinnybyç prowadzone z wystarczajàcymodst´pem od êróde∏ ciep∏a (na przyk∏adciep∏ych rurociàgów, urzàdzeƒ grzejnych). Je˝eli nie mo˝e to byç przeprowadzone, to przewody powinnybyç odpowiednio izolowane, tak ˝ebyprzez podgrzanie nie by∏a pogorszonajakoÊç wody pitnej. Tabela 2/1 podaje zalecane wytycznedla gruboÊci warstw izolacji rurociàgówwody pitnej (zimnej).
2.2.3 Izolowanie rurociàgów wody pitnej (ciep∏ej)
A˝eby zminimalizowaç straty ciep∏a, atym samym straty energii w rurociàgachciep∏ych (rurociàgi wody pitnej ciep∏ej icyrkulacje), które sà w∏àczone do instalacji, powinny byç odpowiednio izolowane.Tabela 2/2 podaje zalecane wytycznedla gruboÊci warstw izolacji rurociàgówwody pitnej (ciep∏ej).
2.2.4 Higiena wody pitnej
JakoÊç wody pitnej w rurociàgach przezstagnacj´ mo˝e si´ pogorszyç. Ka˝defachowe projektowanie i wykonaniesystemów wody pitnej powinno mieç zacel unikanie niepotrzebnych czasówprzestoju.Znaczny wp∏yw ma tu potencjalnie zorientowane zwymiarowanie rurociàgówz rezultatem minimalnych przekrojów przewodów.
Przez to zminimalizowana zostanie stagnacja i osiàgni´te zostanie wspoma-gane tworzenie si´ warstwy ochronnejna materia∏ach metalowych rur i brak napowierzchni osadów. Równie˝ zminima-lizowana zostanie koncentracja w cieczyjonów metalowych materia∏ów, jak wk∏admateria∏ów dla rurociàgów i z∏àczek. W rezultacie osiàgnie si´ ekonomicznàeksploatacj´ instalacji.
Tabela 2/1: zalecane wytyczne dla gruboÊci warstw izolacji rurociàgów wody pitnej (zimnej)
GruboÊci warstwy izolacji mogà byç mniejsze od wy˝ej podanych z uwagi na krajowe przepisy instalacyjne!
Sytuacja monta˝owa GruboÊç warstwy izolacji przy wspó∏czynniku przewodnoÊci cieplnej
0,040 W/mK [mm]
- pojedynczo, bez rurociàgów 4 ciep∏ych
- w pomieszczeniach nie ogrzewanych- w szczelinach murów i nasufitach betonowych
- w pomieszczeniach ogrzewanych 9
- w szybach i bruzdach Êcian 13obok rurociàgów ciep∏ych
Rur
ocià
gi u
∏o˝o
ne
Tabela 2/2: zalecane wytyczne dla gruboÊci warstw izolacji rurociàgów wody pitnej(ciep∏ej) i cyrkulacji
GruboÊci warstwy izolacji mogà byç mniejsze od wy˝ej podanych z uwagi nakrajowe przepisy instalacyjne!
Êrednica znamionowa (DN) GruboÊç warstwy izolacji przyrurociàgu wspó∏czynniku przewodnoÊci cieplnej
0,040 W/mk [mm]
- do DN 20 20
- od DN 22 do DN 35 30
- od DN 40 do DN 100 równa DN
- ponad DN 100 100
- przy przejÊciach przez Êciany 1/2 wy˝ej wymienionych gruboÊci i sufity, przy krzy˝owaniu si´ warstw izolacyjnychrurociàgów, w miejscachpo∏àczeƒ rurociàgów
Rur
ocià
gi u
∏o˝o
ne

10
2.2.5 Legionelle
Legionelle wyst´pujà praktycznie wka˝dej s∏odkiej wodzie. Potrzebujà onewody, ciep∏a i kilku dni, a˝eby si´ rozm-no˝yç. Jako wywo∏ujàce chorob´wyst´pujà gdy ich medium noÊne b´dziedrobno rozpylone (aerozole).Takie war-unki mo˝na znaleêç tak˝e
- w urzàdzeniach klimatyzacyjnych, na przyk∏ad przez nawil˝acze
- w urzàdzeniach zaopatrzenia w wod´du˝ych obiektów (domy starców, szpitale i t.d.), przez ’g∏owice natryskowe’
- wanny z hydromasa˝em (Whirlpools)
Przeciw legionellom mo˝na zastosowaçnast´pujàce Êrodki ochronne:
- unikaç niepotrzebnych odcinków rur zwodà stagnacyjnà
- termiczna dezynfekcja – cz´Êciej krótkotrwale podgrzewaç do 70° C
- zintegrowane lampy UV- antybakteryjne dodatki- jeden albo kilka stopni filtrów
Wskazówka:
Liczne badania laboratoryjne do rozmna˝ania legionelli na materia∏achdla rur domowej instalacji wody pitnejwykaza∏y:”Nie rozpoznawalne sà ˝adne wstrzymu-jàce, ani post´pujàce efekty przez poszczególne materia∏y”.
To znaczy, wybór materia∏u na rurydomowej instalacji wody pitnej odnoÊnieosadu legionelli ma podrz´dne znaczenie.
(Instytut Higieny Ruhrgebiet,Gelsenkirchen, listopad 1993)
W swoim sprawozdaniu koƒcowym zbadaƒ higieniczno – mikrobiologicznychsystemu zaciskowego Viega z 7.4.1997Instytut Higieny Gelsenkirchen stwierdza:
”...utrzymujemy, ˝e wg naszego obec-nego stanu wiedzy, niewielkie mikros-kopijne siedliska na O-ringach w zacis-kanych z∏àczach, z punktu widzeniahigieny wody pitnej sà bez znaczenia.”
2.2.6 Przewód cyrkulacyjny
Przewody cyrkulacyjne nale˝y zaprojek-towaç i wykonaç wg PN-92/B-01706 iPN-81/B-10800.
2.2.7 Samoregulujàce ogrzewanie towarzyszàce
Przy zastosowaniu elektrycznego ogrzewania towarzyszàcego, tempera-tura robocza wody pitnej nie powinnaprzekraczaç 60° C (mo˝liwe jest krót-kotrwa∏e podgrzanie do 70° C, naprzyk∏ad dla termicznej dezynfekcji).Nale˝y uwzgl´dniaç przepisy zastoso-wania i uk∏adania ogrzewania towar-zyszàcego.
Wskazówka:
Je˝eli ze wzgl´du na prace konserwa-cyjne lub temu podobne b´dà wy∏àczonez ruchu miejsca przewodów wyposa˝onew elektryczne ogrzewanie towarzyszàce,nale˝y pami´taç, aby wy∏àczyç z ruchurównie˝ elektryczne ogrzewanie towarzy-szàce, a˝eby uniknàç zbyt du˝ego wzro-stu ciÊnienia wody nie cyrkulujàcej. Wtym celu wszelka armatura dozamkni´cia instalacji wzgl. cz´Êciinstalacji, które trzeba uruchomiç,powinny byç zaopatrzone w tabliczk´informacyjnà
Uwaga !Przy zamkni´ciu instalacji, wy∏àczyç
ogrzewanie towarzyszàce!
2.3 Ogrzewanie
2.3.1 Opis ogólny
’profipress’ mo˝e byç stosowany zestandardowym elementem uszczelnia-jàcym EPDM obcià˝onym do 110° Cprzy ciÊnieniu roboczym 16 bar, a tymsamym bezproblemowo do wszystkichzwyczajnych instalacji grzejnych.
W∏aÊnie w zakresie kot∏ów do ogrzewa-nia i przy∏àczania urzàdzeƒ i grzejnikówjak równie˝ do instalacji rozprowadza-jàcych i pionów cenny okaza∏ si´ system’profipress’/’profipress XL’.
Do rozdzielaczy kondygnacyjnych iprzy∏àczania grzejników Viega oferujew∏asny, przeznaczony do tego zakresuzastosowania program uzupe∏niajàcy’profipress THERM’.
2.3.2 Izolacja rurociàgów (przewodówdo ogrzewania)
Przewody do ogrzewania sà przewoda-mi do rozdzia∏u ciep∏a i dla unikni´ciastrat energii cieplnej powinny byç odpo-wiednio zaizolowane (patrz tabela 2/2,przewody wody pitnej ciep∏ej).
2.3.3 Próby ciÊnieniowe
Wszystkie rurociàgi powinny byç w stanie zmontowanym, jednak jeszcze nieprzykrytym, poddane badaniu na ciÊnie-nie wg PN-64/P-10-400.
Wskazówka :
Ka˝da badana instalacja powinna byçpoddana próbie przy 1,3 krotnym ciÊnieniuroboczym, jednak co najmniej 1 bar nad-ciÊnienia, w ka˝dym miejscu instalacji,jak równie˝ przez nagrzanie systemu.
Tabela 2/3: wa˝ne temperatury do tematu legionelle
do 20° C Brak ryzyka legionelli
33° C ➞ 42° C Korzystne mo˝liwoÊci rozmna˝ania
42° C ➞ 50° C Nie ma miejsca ˝adne rozmna˝anie
50° C ➞ 60° C Legionelle zostajà uÊmiercone
60° C ➞ 70° C Legionelle zostajà w ciàgu kilku sekunduÊmiercone
11
3. ’profipress THERM’
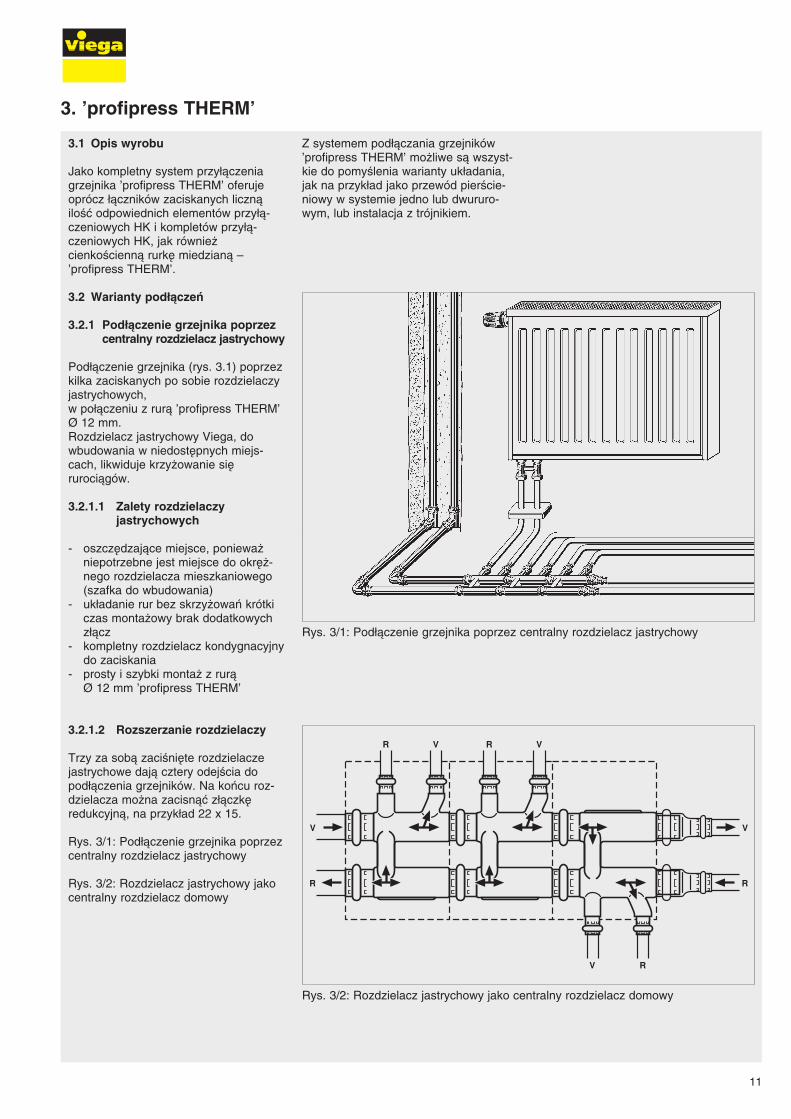
3.1 Opis wyrobu
Jako kompletny system przy∏àczeniagrzejnika ’profipress THERM’ oferujeoprócz ∏àczników zaciskanych licznàiloÊç odpowiednich elementów przy∏à-czeniowych HK i kompletów przy∏à-czeniowych HK, jak równie˝cienkoÊciennà rurk´ miedzianà – ’profipress THERM’.
3.2 Warianty pod∏àczeƒ
3.2.1 Pod∏àczenie grzejnika poprzez centralny rozdzielacz jastrychowy
Pod∏àczenie grzejnika (rys. 3.1) poprzezkilka zaciskanych po sobie rozdzielaczyjastrychowych, w po∏àczeniu z rurà ’profipress THERM’Ø 12 mm. Rozdzielacz jastrychowy Viega, do wbudowania w niedost´pnych miejs-cach, likwiduje krzy˝owanie si´ rurociàgów.
3.2.1.1 Zalety rozdzielaczy jastrychowych
- oszcz´dzajàce miejsce, poniewa˝ niepotrzebne jest miejsce do okr´˝-nego rozdzielacza mieszkaniowego (szafka do wbudowania)
- uk∏adanie rur bez skrzy˝owaƒ krótki czas monta˝owy brak dodatkowych z∏àcz
- kompletny rozdzielacz kondygnacyjnydo zaciskania
- prosty i szybki monta˝ z rurà Ø 12 mm ’profipress THERM’
3.2.1.2 Rozszerzanie rozdzielaczy
Trzy za sobà zaciÊni´te rozdzielaczejastrychowe dajà cztery odejÊcia dopod∏àczenia grzejników. Na koƒcu roz-dzielacza mo˝na zacisnàç z∏àczk´redukcyjnà, na przyk∏ad 22 x 15.
Rys. 3/1: Pod∏àczenie grzejnika poprzezcentralny rozdzielacz jastrychowy
Rys. 3/2: Rozdzielacz jastrychowy jakocentralny rozdzielacz domowy
Z systemem pod∏àczania grzejników’profipress THERM’ mo˝liwe sà wszyst-kie do pomyÊlenia warianty uk∏adania,jak na przyk∏ad jako przewód pierÊcie-niowy w systemie jedno lub dwururo-wym, lub instalacja z trójnikiem.
Rys. 3/1: Pod∏àczenie grzejnika poprzez centralny rozdzielacz jastrychowy
Rys. 3/2: Rozdzielacz jastrychowy jako centralny rozdzielacz domowy

12
3.2.2 Pod∏àczanie grzejnika poprzez krzy˝owe elementy T
Pod∏àczenie grzejnika poprzez rozdzie-lacz kondygnacyjny z elementemkrzy˝owym T.Rozdzielacz kondygnacyjny z gi´tà ruràØ 15 mm ’profipress THERM’, przewódprzy∏àczeniowy grzejnika z gi´tà rurà Ø 12 albo Ø 15 mm ’profipress THERM’,jako pod∏àczenie pod∏ogowe/Êcienne, (rys. 3/3 i 3/4).
3.2.3 Pod∏àczenie grzejnika poprzez konwencjonalny element instalacyjny-trójnik
Pod∏àczenie grzejnika poprzez rozdzie-lacz kondygnacyjny z trójnikami i zobejÊciem do przejÊcia pod przewodamirozdzielczymi.Rozdzielacz kondygnacyjny z gi´tà ruràØ 15 mm ’profipress THERM’, przewódprzy∏àczeniowy grzejnika z gi´tà rurà Ø 12 albo Ø 15 mm ’profipress THERM’,jako pod∏àczenie pod∏ogowe/Êcienne, (rys. 3/5 i 3/6).
Ogólna wskazówka:
rury go∏e i ∏àczniki, które sà uk∏adane wjastrychu lub pod tynkiem, powinny byçzabezpieczone przed zewn´trznymimechanicznymi lub chemicznymiwp∏ywami.
Rys. 3/5 i 3/6: pod∏àczenie grzejnika poprzez konwencjonalny system instalacyjny-trójnik.
Rys. 3/3 i 3/ 4: pod∏àczenie grzejnika poprzez krzy˝owe elementy T

13
3.3 Zestawy adapterów Viega do grzejników z zaworem
Wskazówka instalacyjna
Elementy przy∏àczeniowe Viega do grzejników z zaworem (elementyprzy∏àczeniowe VHK) sà do pod∏àczeniagrzejnika wyposa˝one w uszczelk´mi´kkà i dlatego wymagajà odpowiedniejpowierzchni uszczelniajàcej.Aby uzyskaç optymalne powiàzanie izapewniç trwa∏à szczelnoÊç, do
pod∏àczenia elementów przy∏àczenio-wych VHK – Viega do grzejników zzaworem, muszà byç zastosowaneodpowiednie komplety adapterów, zgwintem wewn´trznym lub zewn´trznym.
Przedstawiony uk∏ad graficzny pokazujewymagane komplety adapterów, któresà wymagane do odpowiednich elemen-tów wzgl. kompletów przy∏àczeniowychViega VHK i dany typ grzejnika z gwin-tem wewn´trznym lub zewn´trznym.
z 3/4" GZ
komplet adapterów 1022.5 komplet adapterów 1022.6
komplet adapterów 1096.9 komplet adapterów 1096.8
Grzejnik z zaworem
elementy przy∏àczeniowe komplety Viega HK
z 1/2" GW
Tabela 3/1: wymagane komplety adapterów do danego elementu/kompletu Viega HK,w zale˝noÊci od typu grzejnika z zaworem.

14
3.4 Rura ’profipress THERM’
3.4.1 Opis ogólny
Rury ’profipress THERM’ sà wykonane zwysokiej klasy miedzi i nie posiadajàabsolutnie ˝adnej dyfuzji tlenu przezÊciank´ rury. Sà one zaopatrzonefabrycznie w g∏adki p∏aszcz. Rury ’profipress THERM’ majà wymiary 12 i 15 mm i ∏atwo si´ zginajà ze spr´-˝ynà wewn´trznà, a tym samym sà∏atwe w obróbce, nie wymagajà du˝egonak∏adu pracy i z∏àcz.
Wskazówka:
Rury ’profipress THERM’ nie mogà byçstosowane w instalacjach wody pitnej,jak równie˝ w instalacji gazowej, dogazu p∏ynnego i oleju.
3.4.2 Asortyment
Dane techniczne rury ’profipressTHERM’ sà zestawione w tabeli 3/2.
3.4.3 WydajnoÊç przy∏àczy
Wytyczne do mocy przy∏àczowych,odniesione do danej maksymalnejpr´dkoÊci przep∏ywu vmax, w zale˝noÊciod danego rozpierania si´ temperatury∆ϑ, przy Êredniej temperaturze wody grzejnej 60° C (c= 1,163 Wh/kgK; ρ = 983,2 kg/m3, sà podane w tabeli 3/3.
3.4.4 Zginanie rur ’profipress THERM’
Zginanie rur grzejnych (rur zwojowych)mo˝e nastàpiç prosto za pomocàwewn´trznej spr´˝yny do gi´cia lubnarz´dziem r´cznym do gi´cia.
Wskazówka:
A˝eby móc spr´˝yn´ wewn´trznà ∏atwiejwyciàgnàç, nale˝y ∏uk lekko odgiàç, anast´pnie z powrotem zgiàç.
3.4.5 Obcinanie rur ’profipress THERM’
Rury ’profipress THERM’ nale˝y skróciçwzgl´dnie odciàç prostopadle odpowied-nià, o drobnym uz´bieniu pi∏à do metali.Ze wzgl´du na g∏adkoÊç p∏aszcza, niezaleca si´ stosowania obcinaków do rur.
Rys. 3/1: rur´ ’profipress THERM’ skróciç prostopadle odpowiednià pi∏à.
DN Rura miedziana Dopuszczalne PojemnoÊç Rura grzejna z p∏aszczem g∏adkim ’profipress THERM’Ø zewn´trzne ciÊnienie wody
x robocze*) Pr´ty Zwoje Ø zewn´trznegruboÊç Êcianki przy 100° C a 5 m a 50 m ca∏kowite
dz x s p V[mm] [bar] [l/m] [mm]
10 12 x 0,7 71 0,088 ● 14
12 15 x 0,8 64 0,141 ● ● 17
15 18 x 0,8 53 0,211 ● 20
DN Rura miedziana Ø zewn´trzne Minimalny Minimalny Zalecany promieƒØ zewn´trzne ca∏kowite promieƒ gi´cia promieƒ gi´cia gi´cia z
x r´cznego szczypcami wewn´trznàgruboÊç Êcianki spr´˝ynàdo gi´cia
dz x s[mm] [mm] [mm] [mm] [mm]
10 12 x 0,7 14 120 55 70
12 15 x 0,8 17 150 70 90
DN Rura miedziana Pr´dkoÊç Strumieƒ Max. moc Q przy ∆ϑØ zewn´trzne przep∏ywu masy
x 10 K 15 K 20 KgruboÊç Êcianki
dz x s vmax m[mm] [m/s] [kg/h] [W] [W] [W]
10 12 x 0,7 0,5 156 1814 2721 3629
12 15 x 0,8 0,6 299 3477 5216 6955
15 18 x 0,8 0,7 523 6082 9124 12156
*) Maksymalne dopuszczalne ciÊnienie robocze obliczono na bazie mi´kkich rur miedzianych z Rm = 200 N/mm2 i wartoÊci bezpieczeƒstwa 3,5; odnosi si´ on do rury miedzianej, nie do miejsca po∏àczenia.
Tabela 3/2: dane techniczne i program dostaw
Tabela 3/3: moce przy∏àczowe
Tabela 3/4: promienie gi´cia
15
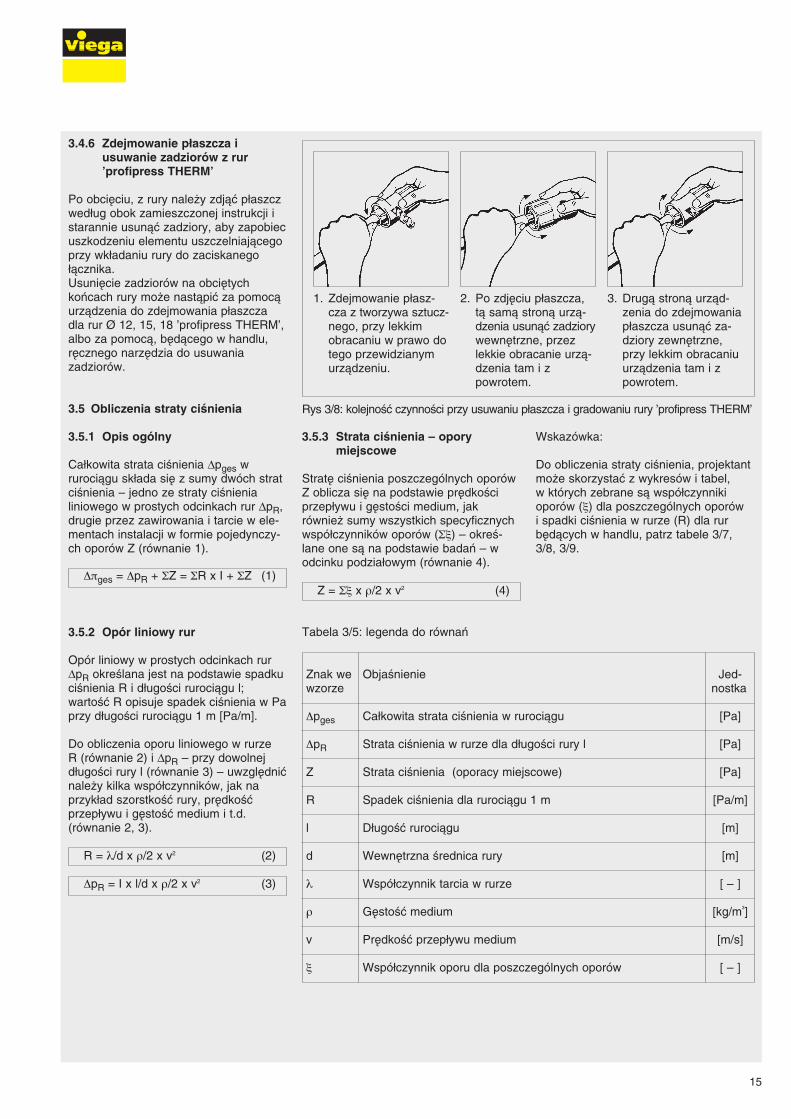
3.4.6 Zdejmowanie p∏aszcza i usuwanie zadziorów z rur ’profipress THERM’
Po obci´ciu, z rury nale˝y zdjàç p∏aszczwed∏ug obok zamieszczonej instrukcji istarannie usunàç zadziory, aby zapobiecuszkodzeniu elementu uszczelniajàcegoprzy wk∏adaniu rury do zaciskanego∏àcznika.Usuni´cie zadziorów na obci´tychkoƒcach rury mo˝e nastàpiç za pomocàurzàdzenia do zdejmowania p∏aszczadla rur Ø 12, 15, 18 ’profipress THERM’,albo za pomocà, b´dàcego w handlu,r´cznego narz´dzia do usuwania zadziorów.
3.5 Obliczenia straty ciÊnienia
3.5.1 Opis ogólny
Ca∏kowita strata ciÊnienia ∆pges w rurociàgu sk∏ada si´ z sumy dwóch stratciÊnienia – jedno ze straty ciÊnienia liniowego w prostych odcinkach rur ∆pR,drugie przez zawirowania i tarcie w ele-mentach instalacji w formie pojedynczy-ch oporów Z (równanie 1).
3.5.2 Opór liniowy rur
Opór liniowy w prostych odcinkach rur∆pR okreÊlana jest na podstawie spadkuciÊnienia R i d∏ugoÊci rurociàgu l;wartoÊç R opisuje spadek ciÊnienia w Paprzy d∏ugoÊci rurociàgu 1 m [Pa/m].
Do obliczenia oporu liniowego w rurze R (równanie 2) i ∆pR – przy dowolnejd∏ugoÊci rury l (równanie 3) – uwzgl´dniçnale˝y kilka wspó∏czynników, jak naprzyk∏ad szorstkoÊç rury, pr´dkoÊçprzep∏ywu i g´stoÊç medium i t.d.(równanie 2, 3).
3.5.3 Strata ciÊnienia – opory miejscowe
Strat´ ciÊnienia poszczególnych oporówZ oblicza si´ na podstawie pr´dkoÊciprzep∏ywu i g´stoÊci medium, jak równie˝ sumy wszystkich specyficznychwspó∏czynników oporów (Σξ) – okreÊ-lane one sà na podstawie badaƒ – wodcinku podzia∏owym (równanie 4).
Wskazówka:
Do obliczenia straty ciÊnienia, projektantmo˝e skorzystaç z wykresów i tabel, w których zebrane sà wspó∏czynnikioporów (ξ) dla poszczególnych oporów i spadki ciÊnienia w rurze (R) dla rurb´dàcych w handlu, patrz tabele 3/7,3/8, 3/9.
Rys 3/8: kolejnoÊç czynnoÊci przy usuwaniu p∏aszcza i gradowaniu rury ’profipress THERM’
1. Zdejmowanie p∏asz-cza z tworzywa sztucz-nego, przy lekkim obracaniu w prawo dotego przewidzianym urzàdzeniu.
2. Po zdj´ciu p∏aszcza, tà samà stronà urzà-dzenia usunàç zadziorywewn´trzne, przez lekkie obracanie urzà-dzenia tam i z powrotem.
3. Drugà stronà urzàd-zenia do zdejmowaniap∏aszcza usunàç za-dziory zewn´trzne, przy lekkim obracaniu urzàdzenia tam i z powrotem.
∆πges = ∆pR + ΣZ = ΣR x I + ΣZ (1)
R = λ/d x ρ/2 x v2 (2)
∆pR = I x l/d x ρ/2 x v2 (3)
Z = Σξ x ρ/2 x v2 (4)
Tabela 3/5: legenda do równaƒ
Znak we ObjaÊnienie Jed-wzorze nostka
∆pges Ca∏kowita strata ciÊnienia w rurociàgu [Pa]
∆pR Strata ciÊnienia w rurze dla d∏ugoÊci rury l [Pa]
Z Strata ciÊnienia (oporacy miejscowe) [Pa]
R Spadek ciÊnienia dla rurociàgu 1 m [Pa/m]
l D∏ugoÊç rurociàgu [m]
d Wewn´trzna Êrednica rury [m]
λ Wspó∏czynnik tarcia w rurze [ – ]
ρ G´stoÊç medium [kg/m3]
v Pr´dkoÊç przep∏ywu medium [m/s]
ξ Wspó∏czynnik oporu dla poszczególnych oporów [ – ]

16
3.5.4 Izolacja cieplna
3.5.4.1 Izolacja przed wp∏ywami mechanicznymi
Rura ’profipress THERM’ jest dostarcza-na w otulinie (p∏aszczu). Naniesionyprzez producenta p∏aszcz g∏adki stanowiotulin´ dêwi´koch∏onnà, ochron´ przedwp∏ywami chemicznymi od zewnàtrz(korozja zewn´trzna), jak równie˝ochron´ mechanicznà przy transporcie,monta˝u i zamocowaniu.
Wskazówka:Rury go∏e i ∏àczniki zaciskane nale˝ychroniç przed mechanicznymi wp∏ywamizewn´trznymi.
3.5.5 Izolacja przed stratami ciep∏a
Przewody przy∏àczowe HK sà rozdzie-laczami ciep∏a i powinny byç izolowaneprzed stratami ciep∏a.
Tabela 3/6: izolowanie rurociàgów ’profipress THERM’ wed∏ug /1/ w odniesieniu do § 6, rozdz. 1 i 2, HeizAnIV
Wiersz
1
2
3
4
Zakres zastosowania
Piwniczny przewód rozdzielczy i pioninstalacyjny
Przewód rozdzielczy kondygnacyjny/przewody przy∏àczowe grzejnika (Σ VL + RL)- u∏o˝one w elementach budo-
wlanych
- przed nie ogrzanymi pomieszcze-niami, gruntem lub powietrzemzewn´trznym
- pomi´dzy ogrzanymi pomieszcze-niami, rurociàgi nie sà zamykane
- pomi´dzy ogrzanymi pomieszcze-niami, rurociàgi sà zamykane przezich u˝ytkowników
Izolacja
100 %
System dwururowy
≤ 8 m ≥ 8 m
50 % 100 %
50 % 100 %
brak brak
System jednorurowy
100 %
100 %
brak
GruboÊci warstwy izolacji mogà byç mniejsze od wy˝ej podanych z uwagi na krajowe przepisy instalacyjne!

17
3.6 Wspó∏czynniki oporu miejscowego
kolano rury r/d ζ(zgi´ta rura)
1 0,52 0,353 0,34 0,36 0,4
∏uk ζ = 0,5
obejÊcie ζ = 0,5
element redukcyjny ζ = 0,2
trójnik ζ1 = 0ζ2 = 1,5ζ3 = 0,5
ζ1 = 0,5ζ2 = 1,0ζ3 = 0
ζ1 = 3,0ζ2 = 0ζ3 = 3,0
ζ1 = 1,5ζ2 = 0ζ3 = 1,5
rozdzielacz jastrychowyζVA = VL-wyjÊçie ζVA =0,9ζRA = RL-wyjÊçie ζRA =1,4ζVD = VL-przejÊcie ζVD =0,8ζRD = RL-przejÊcie ζRD=0,6
ζVA =1,8ζRA =0,4ζVD =0,3ζRD=1,1
element krzy˝owy T
ζVA = VL-wyjÊçie ζVA =1,3ζRA = RL-wyjÊçie ζRA =1,4ζVD = VL-przejÊcie ζVD =0,8ζRD = RL-przejÊcie ζRD=0,6
ζVA =0,9ζRA =1,4ζVD =0,8ζRD=0,6
dr ζRA
ζVD
ζRD
ζVA
ζRA
ζVD
ζRD
ζVA
ζRA
ζVD
ζRD
ζVA
ζRA
ζVD
ζRD
ζVA
ζ1
ζ2
ζ3
ζ1
ζ2
ζ3
ζ1
ζ2
ζ3
ζ1
ζ2
ζ3

18
3.7 Spadek ciÊnienia – opór liniowy rur
Tabela 3/7: spadek ciÊnienia R w rurze ’profipress THERM’ przy Êredniej temperaturzewody goràcej 80° C (wlot 90° C, wylot 70° C)
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
20 31 59 102 kg/h0,10 0,12 0,14 m/s
25 35 66 115 kg/h0,12 0,14 0,16 m/s
30 39 74 129 kg/h0,13 0,15 0,18 m/s
35 43 81 141 kg/h0,14 0,16 0,19 m/s
40 46 88 153 kg/h0,15 0,18 0,21 m/s
45 49 94 163 kg/h0,16 0,19 0,22 m/s
50 53 100 174 kg/h0,17 0,20 0,23 m/s
55 56 106 183 kg/h0,18 0,21 0,25 m/s
60 58 111 193 kg/h0,19 0,23 0,26 m/s
65 61 116 202 kg/h0,20 0,24 0,27 m/s
70 64 121 211 kg/h0,21 0,25 0,28 m/s
75 67 126 219 kg/h0,22 0,26 0,30 m/s
80 69 131 227 kg/h0,22 0,27 0,31 m/s
85 72 136 235 kg/h0,23 0,28 0,32 m/s
90 74 140 243 kg/h0,24 0,28 0,33 m/s
95 76 145 251 kg/h0,25 0,29 0,34 m/s
100 79 149 258 kg/h0,25 0,30 0,35 m/s
110 83 157 273 kg/h0,27 0,32 0,37 m/s
120 87 165 287 kg/h0,28 0,34 0,39 m/s
130 91 173 300 kg/h0,30 0,35 0,41 m/s
140 95 181 313 kg/h0,31 0,37 0,42 m/s
150 99 188 325 kg/h0,32 0,38 0,44 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
160 103 195 337 kg/h0,33 0,40 0,46 m/s
170 107 202 349 kg/h0,35 0,41 0,47 m/s
180 110 209 361 kg/h0,36 0,42 0,49 m/s
190 114 215 372 kg/h0,37 0,44 0,50 m/s
200 117 222 383 kg/h0,38 0,45 0,52 m/s
220 124 234 404 kg/h0,40 0,47 0,55 m/s
240 130 246 425 kg/h0,42 0,50 0,57 m/s
260 136 257 444 kg/h0,44 0,52 0,60 m/s
280 142 268 463 kg/h0,46 0,54 0,63 m/s
300 148 279 482 kg/h0,48 0,57 0,65 m/s
350 161 304 525 kg/h0,52 0,62 0,71 m/s
400 174 328 566 kg/h0,56 0,67 0,77 m/s
450 186 351 605 kg/h0,60 0,71 0,82 m/s
500 198 372 642 kg/h0,64 0,75 0,87 m/s
550 209 393 677 kg/h0,68 0,80 0,92 m/s
600 219 413 711 kg/h0,71 0,84 0,96 m/s
650 229 432 744 kg/h0,74 0,88 1,01 m/s
700 239 450 775 kg/h0,77 0,91 1,05 m/s
750 249 468 806 kg/h0,81 0,95 1,09 m/s
800 258 485 835 kg/h0,84 0,98 1,13 m/s
900 276 518 892 kg/h0,89 1,05 1,21 m/s
1000 292 550 946 kg/h0,95 1,11 1,28 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m
19
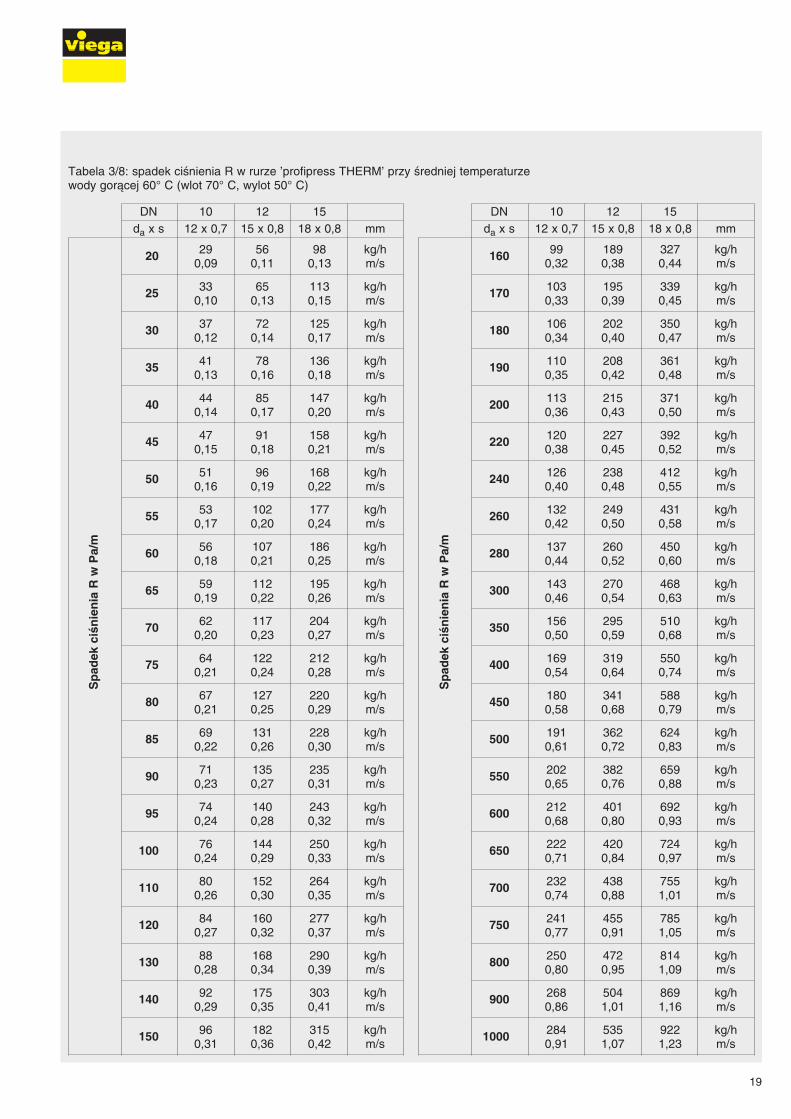
Tabela 3/8: spadek ciÊnienia R w rurze ’profipress THERM’ przy Êredniej temperaturzewody goràcej 60° C (wlot 70° C, wylot 50° C)
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
20 29 56 98 kg/h0,09 0,11 0,13 m/s
25 33 65 113 kg/h0,10 0,13 0,15 m/s
30 37 72 125 kg/h0,12 0,14 0,17 m/s
35 41 78 136 kg/h0,13 0,16 0,18 m/s
40 44 85 147 kg/h0,14 0,17 0,20 m/s
45 47 91 158 kg/h0,15 0,18 0,21 m/s
50 51 96 168 kg/h0,16 0,19 0,22 m/s
55 53 102 177 kg/h0,17 0,20 0,24 m/s
60 56 107 186 kg/h0,18 0,21 0,25 m/s
65 59 112 195 kg/h0,19 0,22 0,26 m/s
70 62 117 204 kg/h0,20 0,23 0,27 m/s
75 64 122 212 kg/h0,21 0,24 0,28 m/s
80 67 127 220 kg/h0,21 0,25 0,29 m/s
85 69 131 228 kg/h0,22 0,26 0,30 m/s
90 71 135 235 kg/h0,23 0,27 0,31 m/s
95 74 140 243 kg/h0,24 0,28 0,32 m/s
100 76 144 250 kg/h0,24 0,29 0,33 m/s
110 80 152 264 kg/h0,26 0,30 0,35 m/s
120 84 160 277 kg/h0,27 0,32 0,37 m/s
130 88 168 290 kg/h0,28 0,34 0,39 m/s
140 92 175 303 kg/h0,29 0,35 0,41 m/s
150 96 182 315 kg/h0,31 0,36 0,42 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
160 99 189 327 kg/h0,32 0,38 0,44 m/s
170 103 195 339 kg/h0,33 0,39 0,45 m/s
180 106 202 350 kg/h0,34 0,40 0,47 m/s
190 110 208 361 kg/h0,35 0,42 0,48 m/s
200 113 215 371 kg/h0,36 0,43 0,50 m/s
220 120 227 392 kg/h0,38 0,45 0,52 m/s
240 126 238 412 kg/h0,40 0,48 0,55 m/s
260 132 249 431 kg/h0,42 0,50 0,58 m/s
280 137 260 450 kg/h0,44 0,52 0,60 m/s
300 143 270 468 kg/h0,46 0,54 0,63 m/s
350 156 295 510 kg/h0,50 0,59 0,68 m/s
400 169 319 550 kg/h0,54 0,64 0,74 m/s
450 180 341 588 kg/h0,58 0,68 0,79 m/s
500 191 362 624 kg/h0,61 0,72 0,83 m/s
550 202 382 659 kg/h0,65 0,76 0,88 m/s
600 212 401 692 kg/h0,68 0,80 0,93 m/s
650 222 420 724 kg/h0,71 0,84 0,97 m/s
700 232 438 755 kg/h0,74 0,88 1,01 m/s
750 241 455 785 kg/h0,77 0,91 1,05 m/s
800 250 472 814 kg/h0,80 0,95 1,09 m/s
900 268 504 869 kg/h0,86 1,01 1,16 m/s
1000 284 535 922 kg/h0,91 1,07 1,23 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m

20
Tabela 3/9: spadek ciÊnienia R przez tarcie w rurze ’profipress THERM’ przy Êredniej temperaturzewody goràcej 60° C (wlot 70° C, wylot 50° C)
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
20 28 54 95 kg/h0,09 0,11 0,13 m/s
25 32 62 108 kg/h0,10 0,12 0,14 m/s
30 36 69 120 kg/h0,11 0,14 0,16 m/s
35 39 75 132 kg/h0,12 0,15 0,17 m/s
40 43 81 142 kg/h0,14 0,16 0,19 m/s
45 46 87 152 kg/h0,14 0,17 0,20 m/s
50 49 93 162 kg/h0,15 0,18 0,21 m/s
55 51 98 171 kg/h0,16 0,20 0,23 m/s
60 54 103 180 kg/h0,17 0,21 0,24 m/s
65 57 108 189 kg/h0,18 0,22 0,25 m/s
70 59 113 197 kg/h0,19 0,22 0,26 m/s
75 62 118 205 kg/h0,20 0,23 0,27 m/s
80 64 122 213 kg/h0,20 0,24 0,28 m/s
85 66 127 220 kg/h0,21 0,25 0,29 m/s
90 69 131 228 kg/h0,22 0,26 0,30 m/s
95 71 135 235 kg/h0,23 0,27 0,31 m/s
100 73 139 242 kg/h0,23 0,28 0,32 m/s
110 77 147 255 kg/h0,25 0,29 0,34 m/s
120 81 155 269 kg/h0,26 0,31 0,36 m/s
130 85 162 281 kg/h0,27 0,32 0,37 m/s
140 89 169 293 kg/h0,28 0,34 0,39 m/s
150 92 176 305 kg/h0,29 0,35 0,41 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m
DN 10 12 15da x s 12 x 0,7 15 x 0,8 18 x 0,8 mm
160 96 183 317 kg/h0,31 0,36 0,42 m/s
170 99 189 328 kg/h0,32 0,38 0,44 m/s
180 103 195 339 kg/h0,33 0,39 0,45 m/s
190 106 202 350 kg/h0,34 0,40 0,46 m/s
200 109 208 360 kg/h0,35 0,41 0,48 m/s
220 116 219 380 kg/h0,37 0,44 0,51 m/s
240 121 231 400 kg/h0,39 0,46 0,53 m/s
260 127 241 418 kg/h0,40 0,48 0,56 m/s
280 133 252 436 kg/h0,42 0,50 0,58 m/s
300 138 262 454 kg/h0,44 0,52 0,60 m/s
350 151 286 496 kg/h0,48 0,57 0,66 m/s
400 163 309 535 kg/h0,52 0,61 0,71 m/s
450 175 331 572 kg/h0,56 0,66 0,76 m/s
500 186 351 607 kg/h0,59 0,70 0,81 m/s
550 196 371 641 kg/h0,62 0,74 0,85 m/s
600 206 389 673 kg/h0,65 0,77 0,89 m/s
650 216 408 704 kg/h0,69 0,81 0,94 m/s
700 225 425 734 kg/h0,72 0,85 0,98 m/s
750 234 442 763 kg/h0,74 0,88 1,01 m/s
800 243 459 792 kg/h0,77 0,91 1,05 m/s
900 260 490 846 kg/h0,83 0,98 1,12 m/s
1000 276 520 898 kg/h0,88 1,04 1,19 m/s
Sp
adek
ciÊ
nie
nia
R w
Pa/
m

21
4. Element uszczelniajàcy
4.1 Element uszczelniajàcy
¸àczniki ’profipress’/’profipress XL’ sàprzez producenta wyposa˝one w wyso-kogatunkowy element uszczelniajàcyEPDM dla g∏ównego zakresu zastoso-wania w instalacjach ogrzewania i wodypitnej, jak równie˝ do urzàdzeƒspr´˝onego powietrza i w kolektorachs∏onecznych.
W nast´pujàcym objaÊnieniu b´dziepodana charakterystyka i g∏ówne zakre-sy zastosowania obydwóch elementówuszczelniajàcych.
4.1.1 Element uszczelniajàcy Viega – EPDM
dla ∏àczników ’profipress’/’profipress XL’do g∏ównego zakresu zastosowaniainstalacji ogrzewania i wody pitnej.
Element uszczelniajàcy EPDM jestwykonany z syntetycznego, nadtlenkowousieciowanego kauczuku uniwersalnegoz przeznaczeniem do szerokiego zasto-sowania.Wychodzàc z jego doskona∏ej odpor-noÊci na starzenie, ozon, Êwiat∏os∏oneczne, wp∏ywy atmosferyczne, alka-lia, ró˝norodne ∏ugi i chemikalia, posiadaszeroki zakres zastosowania. Jest szcze-gólnie odporny na goràcà wod´ i par´,dlatego dobrze nadaje si´ na uszczelki icz´Êci kszta∏towe w ogrzewnictwie,armatur´, sprz´t gospodarstwa domowe-go (na przyk∏ad pralki, pompy, zmywarki).Nie jest odporny na rozpuszczalnikiw´glowodorowe, odpowiednie oleje,chlorowane w´glowodory, terpentyn´,benzyn´.
Element uszczelniajàcy EPDM odpowia-da jakoÊci dla Êrodków spo˝ywczych iposiada rekomendacj´ KTW (rekomen-dacja tworzywo sztuczne – woda pitna)
Tabela 4/1: dane elementu uszczelniajàcego Viega
Oznaczenie System zaciskania Oznaczenie Kolor G∏ówne zakresy JakoÊç dla Êrodków Viega skrótowe zastosowania spo˝ywczych
Instalacje wody Kauczuk etylenowo ’profipres’ pitnej i ogrzewania,
propylenowy ’profipress XL’ EPDM czarny urzàdzenia Tak’profipress THERM’ spr´˝onego powietrza
i kolektory s∏oneczne

22
5. Kryteria badaƒ
Te badania i próby sà podstawà dopuszczenia ’profipress’ w Polsce iwielu krajach europejskich.
- Badanie wytrzyma∏oÊci na ciÊnienieprzy ciÊnieniu wewn´trznym min. 25 bar
- Próba uderzenia ciÊnieniawytworzonych zostaje co najmniej 30 uderzeƒ ciÊnienia na minut´ przy nadciÊnieniu pomi´dzy 1 i 25 bar. Próba uderzenia ciÊnienia zostaje przepro-wadzona 10 000 razy (co 100.000 razy przy 20° C i przy 95° C)
- Próba podciÊnieniowaprzy atmosferycznej ró˝nicy ciÊnienia minus 0,8 bar (zimna)
- Próba przy zmianie temperatury5.000 razy na przemian, co 15 minut przy 20° C i 95° C, przy ciÊnieniu 10 bari napr´˝eniu wst´pnym rury 2 N/mm2
- Badanie zm´czeniowe1.000.000 zmian obcià˝enia 20 Hz i ciÊnieniu wewn´trznym 15 bar
- Badanie na skr´canie25.000 skr´tów o ±10° C, przy 20° C i przy 95° C
- Badanie specjalneelastomerycznego materia∏u uszczelniajàcego EPDM
Tabela 5/1: kryteria badaƒ ’profipress’

23
6. Po∏àczenie zaciskane
6.1 Opis ogólny
Przez po∏àczenie zaciskane rura miedziana zostaje po∏àczona w sposóbprosty i pewny z elementami systemu’profipress’.
Na rys. 6/1 przedstawiono po∏àczeniezaciskane przed i po zaciÊni´ciu
Rys. 6/2: przekrój wzd∏u˝ny po∏àczeniazaciskanego ’profipress’
Przebieg pracy:
- rur´ miedzianà odciàç prostopadle za pomocà obcinarki lub odpowied-niej pi∏y
- rur´ pozbawiç zadziorów i wsunàç do z∏àczki
- zaznaczyç g∏´bokoÊç wsuni´cia- nasadziç prostopadle narz´dzie
zaciskajàce- zacisnàç – gotowe
Proste wykonanie po∏àczenia zacis-kanego jest dok∏adnie opisane w rozdz. 6.5
Przebieg zaciskania:
Przy b∏yskawicznie szybkim zaciÊni´ciu,∏àcznik i rura zostajà ze sobà po∏àczonew sposób nieroz∏àczny. Nast´puje toprzez szeÊciokàtne zagniecenie przed iza ˝∏obkiem ∏àcznika. RównoczeÊnie z tym, ˝∏obek z∏àczki zaciskanej zostajecelowo tak ukszta∏towany, ˝e elementuszczelniajàcy EPDM otrzyma okreÊloneodkszta∏cenie (rys. 6/2).To po∏àczenie kszta∏towe i dociskowestanowi po∏àczenie trwale funkcjonalne.Mi´kkie rury miedziane (materia∏ w zwojach) i cienkoÊcienne rury miedziane,na przyk∏ad rura ’profipress THERM’,mogà byç zaciÊni´te bez rurek wsporni-kowych wzgl. tulejek.
Rys. 6/3: przed zaciÊni´ciem zaznaczyçi sprawdziç g∏´bokoÊç wsuni´cia.
Rys. 6/1: ∏àcznik zaciskany w niezaciÊni´tym i zaciÊni´tym stanie

24
6.2. Narz´dzia i szcz´ki do zaciskania
Dla systemu zaciskowego Viega, stojàdo dyspozycji ró˝ne narz´dzia systemo-we Viega z odpowiednimi szcz´kami,∏aƒcuchami i wk∏adkami:
- dwa sieciowe narz´dzia zaciskowe, jak równie˝ akumulatorowe narz´dziezaciskajàce
- z odpowiednimi szcz´kami do zaciskania
- akumulatorowe narz´dzie do zacis-kania z odpowiednimi wk∏adkami
6.2.1 Gwarancja
Niezale˝nie od tego, czy systemy Viegab´dà zaciskane narz´dziami Viega lubnarz´dziami innych oferentów, nienarusza to prawnej gwarancji i odpo-wiedzialnoÊci. SzczelnoÊç po∏àczeniamo˝e byç jednak gwarantowana tylko,je˝eli b´dà u˝yte szcz´ki i maszynyzaciskajàce Viega lub maszyny wymie-nione w oÊwiadczeniu kompatybilnoÊci.
6.2.2 Uznanie kompatybilnoÊci
A˝eby sprostaç interesom rzemios∏a,przyj´to propozycj´ zrzeszenia central-nego (ZVSHK) wiodàcych oferentówsystemów zaciskania Geberit,Manesmann i Viega tak ukszta∏towaçswoje urzàdzenia, a˝eby by∏y kompaty-bilne. To dotyczy jednak tylko urzàdzeƒzaciskajàcych, a nie szcz´k.Szcz´ki zaciskajàce danego oferentasystemu sà specyficzne systemowo idlatego zwiàzane z systemem.
Tabela 6/2 wyjaÊnia kompatybilnoÊçposzczególnych urzàdzeƒ i szcz´kzaciskajàcych (do 54 mm).
Tak = specyficzna dla systemu szcz´ka pasuje do narz´dzia zaciskajàcego
Nie = specyficzna dla systemu szcz´ka nie pasuje do narz´dzia zaciskajàcego
Tabela 6/2: mo˝liwoÊç kombinacji urzàdzeƒ i szcz´k zaciskajàcych do 54 mm
Narz´dzia do Geberit Mannesmann/ Viegazaciskania Novopress
elektro-hydrauliczne elektro-mechaniczne elektro-hydrauliczne
PWH 40 PWH 75 EFP 1 EFP2 Typ 1 Typ 2 PT 3-H akumula-torowe
G∏owica obro-towaod 1996
obudowa obudowa Do koƒca model Do koƒca Od 1996 Od 3. kwarta∏u Od styczniaczarna niebieska 1995 31300 1995 D:96509001 2000 2000
Seria od Szcz´ki zaciskajàce 30001
Geberit Wszystkie tak tak tak tak tak tak tak takwykonania (wyszlifowaç
nierównoÊci)
Mannesmann/ Wszystkie nie tak tak tak nie tak tak takNovopress wykonania
tak tak Wykonania tylko ze do 42 mm
Viega z oznaczeniem szcz´kà tak mo˝liwie tak tak tak tak tak’SOM’ na Viega ’G’ 54 mm
p∏ycie bocznej do 35 mm ze szcz´kàViega ’M’
25
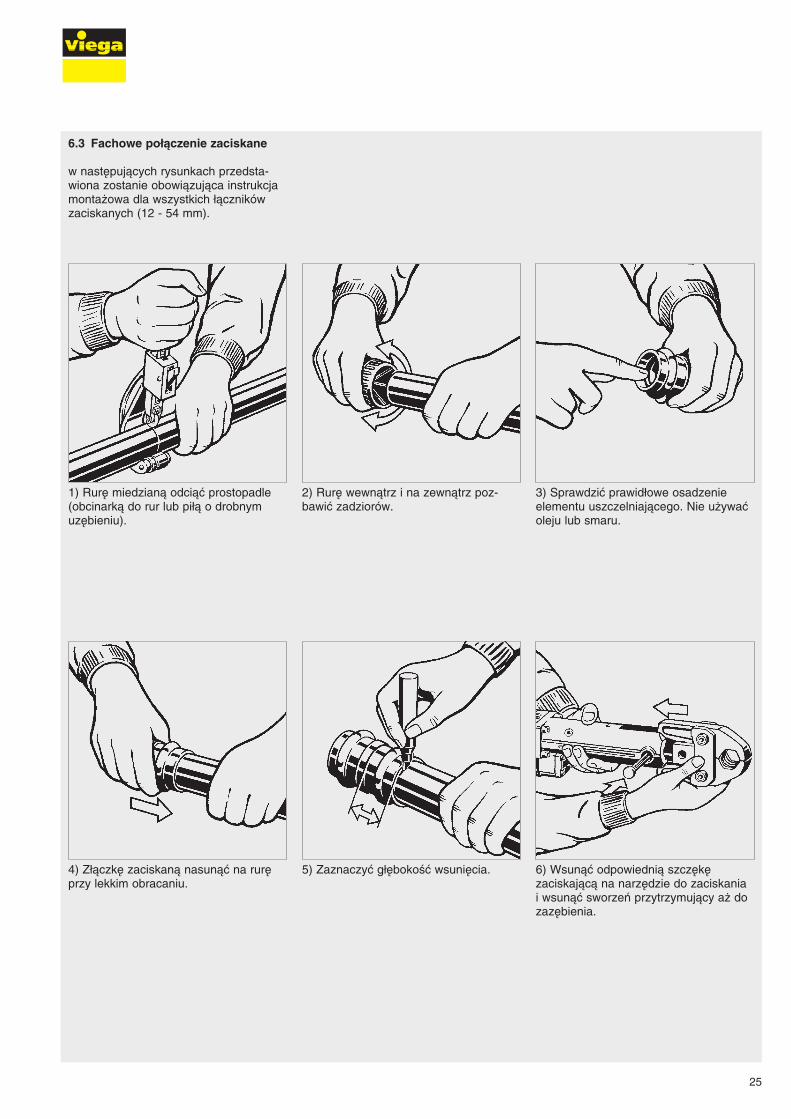
6.3 Fachowe po∏àczenie zaciskane
w nast´pujàcych rysunkach przedsta-wiona zostanie obowiàzujàca instrukcjamonta˝owa dla wszystkich ∏àcznikówzaciskanych (12 - 54 mm).
1) Rur´ miedzianà odciàç prostopadle (obcinarkà do rur lub pi∏à o drobnymuz´bieniu).
4) Z∏àczk´ zaciskanà nasunàç na rur´przy lekkim obracaniu.
2) Rur´ wewnàtrz i na zewnàtrz poz-bawiç zadziorów.
5) Zaznaczyç g∏´bokoÊç wsuni´cia.
3) Sprawdziç prawid∏owe osadzenie elementu uszczelniajàcego. Nie u˝ywaçoleju lub smaru.
6) Wsunàç odpowiednià szcz´k´ zaciskajàcà na narz´dzie do zaciskania i wsunàç sworzeƒ przytrzymujàcy a˝ dozaz´bienia.

26
7) Szcz´k´ zaciskajàcà otworzyç i osadziç prostopadle na ∏àczniku.Sprawdziç g∏´bokoÊç wsuni´cia.
10) Akumulatorowe narz´dzie zacis-kajàce: wsunàç odpowiednie wk∏adki dozaz´bienia z boku do szcz´ki zacis-kajàcej i g∏owic´ narz´dzia sprowadziçdo wymaganego po∏o˝enia.
8) Uruchomiç proces zaciskania.
11) Otworzyç szcz´k´ zaciskajàcà,osadziç na ∏àczniku. Sprawdziçg∏´bokoÊç wsadzenia, uruchomiç prze-bieg zaciskania i dêwigni´ wyzwalajàcàtrzymaç przyciÊni´tà tak d∏ugo, a˝zakoƒczy si´ przebieg zaciskania (zamkni´ta szcz´ka).
9) Po zaciÊni´ciu otworzyç szcz´k´zaciskajàcà.
12) Po zaciÊni´ciu nacisnàç przyciskcofania, szcz´ki Êciskajàce mo˝naotworzyç.Przygotowanie po∏àczenia zaciskanegonast´puje jak opisano na rys. 1 do 5.

27
7. Zastosowanie i monta˝
7.1 Minimalne zapotrzebowanie miejsca dla procesu zaciskania
Dla przebiegu pracy bez przeszkód, wprojekcie nale˝y uwzgl´dniç minimalneodst´py pomi´dzy rurociàgami, wzgl.pomi´dzy rurociàgiem a Êcianà/sufitem.W praktyce odst´py sà zwykle zapew-nione ze wzgl´du na wymaganie mini-malnej gruboÊci warstw izolacji instalacjiogrzewania, zimnej i ciep∏ej wody.
W niektórych przypadkach wartoÊci minimalne mo˝na zaczerpnàç z tabel7/1, 7/2, 7/3 i 7/4.
Ârednicazewn´trzna a b
rury Ø[mm] [mm] [mm]
12 20 5015 20 5018 20 5522 25 6028 25 7035 30 8542 45 10054 50 115
Tabela 7/1: zapotrzebowanie miejsca do szcz´k zaciskajàcych pomi´dzy rurociàgami
Tabela 7/2: zapotrzebowanie miejsca do szcz´k zaciskajàcych pomi´dzy rurociàgiema Êcianà/sufitem
Tabela 7/3: zapotrzebowanie miejsca doszcz´k zaciskajàcych zaciskami akumu-latorowymi pomi´dzy rurociàgami
Tabela 7/4: zapotrzebowanie miejsca doszcz´k zaciskajàcych zaciskami akumu-latorowymia pomi´dzy rurociàgiem aÊcianà/sufitem
Ârednicazewn´trzna a b c
rury Ø[mm] [mm] [mm] [mm]
12 25 35 6515 25 40 6518 25 40 7522 30 40 8028 30 50 8535 50 50 9542 50 70 11554 55 80 140
Ârednicazewn´trzna a b
rury Ø[mm] [mm] [mm]
12 25 5515 25 6018 25 6022 25 65
Ârednicazewn´trzna a b c
rury Ø[mm] [mm] [mm] [mm]
12 30 40 6515 30 40 7018 30 40 7022 30 40 75
Zgrubienie przyzaciskaniu
Zgrubienie przyzaciskaniu
Zgrubienie przyzaciskaniu
Zgrubienie przyzaciskaniu
28
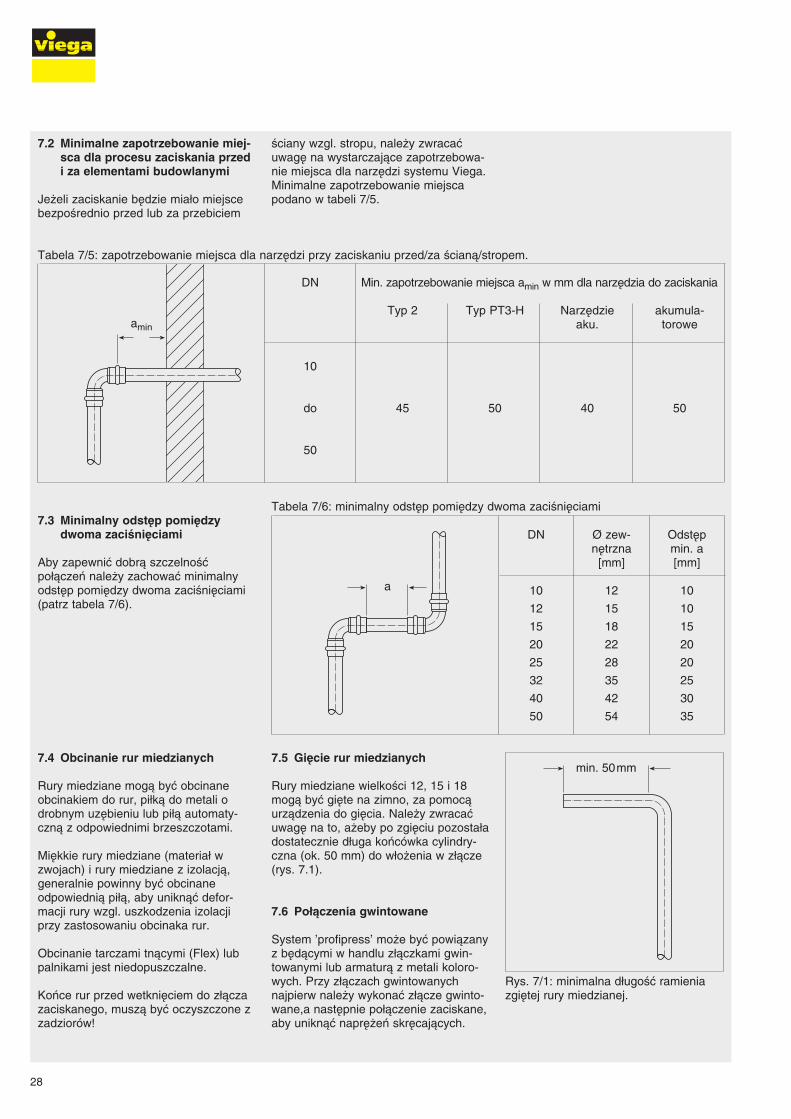
7.2 Minimalne zapotrzebowanie miej-sca dla procesu zaciskania przed i za elementami budowlanymi
Je˝eli zaciskanie b´dzie mia∏o miejscebezpoÊrednio przed lub za przebiciem
Êciany wzgl. stropu, nale˝y zwracaçuwag´ na wystarczajàce zapotrzebowa-nie miejsca dla narz´dzi systemu Viega.Minimalne zapotrzebowanie miejscapodano w tabeli 7/5.
7.5 Gi´cie rur miedzianych
Rury miedziane wielkoÊci 12, 15 i 18mogà byç gi´te na zimno, za pomocàurzàdzenia do gi´cia. Nale˝y zwracaçuwag´ na to, a˝eby po zgi´ciu pozosta∏adostatecznie d∏uga koƒcówka cylindry-czna (ok. 50 mm) do w∏o˝enia w z∏àcze(rys. 7.1).
7.6 Po∏àczenia gwintowane
System ’profipress’ mo˝e byç powiàzanyz b´dàcymi w handlu z∏àczkami gwin-towanymi lub armaturà z metali koloro-wych. Przy z∏àczach gwintowanychnajpierw nale˝y wykonaç z∏àcze gwinto-wane,a nast´pnie po∏àczenie zaciskane,aby uniknàç napr´˝eƒ skr´cajàcych.
7.3 Minimalny odst´p pomi´dzy dwoma zaciÊni´ciami
Aby zapewniç dobrà szczelnoÊçpo∏àczeƒ nale˝y zachowaç minimalnyodst´p pomi´dzy dwoma zaciÊni´ciami (patrz tabela 7/6).
7.4 Obcinanie rur miedzianych
Rury miedziane mogà byç obcinaneobcinakiem do rur, pi∏kà do metali odrobnym uz´bieniu lub pi∏à automaty-cznà z odpowiednimi brzeszczotami.
Mi´kkie rury miedziane (materia∏ w zwojach) i rury miedziane z izolacjà,generalnie powinny byç obcinane odpowiednià pi∏à, aby uniknàç defor-macji rury wzgl. uszkodzenia izolacjiprzy zastosowaniu obcinaka rur.
Obcinanie tarczami tnàcymi (Flex) lubpalnikami jest niedopuszczalne.
Koƒce rur przed wetkni´ciem do z∏àczazaciskanego, muszà byç oczyszczone zzadziorów!
Tabela 7/6: minimalny odst´p pomi´dzy dwoma zaciÊni´ciami
Tabela 7/5: zapotrzebowanie miejsca dla narz´dzi przy zaciskaniu przed/za Êcianà/stropem.
DN Ø zew- Odst´pn´trzna min. a
[mm] [mm]
10 12 10
12 15 10
15 18 15
20 22 20
25 28 20
32 35 25
40 42 30
50 54 35
Rys. 7/1: minimalna d∏ugoÊç ramieniazgi´tej rury miedzianej.
min. 50mm
a
DN Min. zapotrzebowanie miejsca amin w mm dla narz´dzia do zaciskania
Typ 2 Typ PT3-H Narz´dzie akumula-aku. torowe
10
do 45 50 40 50
50
amin

29
7.7 Mocowania rur
Do mocowania rurociàgów mo˝nau˝ywaç, b´dàcych w handlu, obejm dorur. Do t∏umienia drgaƒ nale˝y stosowaçobejmy z pozbawionymi chlorku wk∏ad-kami do t∏umienia drgaƒ. Przez zbytdu˝e odst´py mocowania mo˝e dojÊç dodrgaƒ, a tym samym do szmeru.
Tabela 7/7 podaje wytyczne dla odst´-pów mocowania, które zapewnia nieza-wodne dzia∏anie systemu rurociàgów.Przy mocowaniu rur rozró˝nia si´ punktyustalajàce (sta∏e zamocowanie) i poÊliz-gowe prowadzenie rury (mo˝liwy ruchpoosiowy rury).
Punkty ustalajàce nale˝y tak rozmieÊciç,a˝eby na skutek zmiany d∏ugoÊci, jaknajbardziej wykluczyç napr´˝eniaskr´tne.
Nast´pnie rurociàgi, które nie zawierajà˝adnych zmian kierunku, wzgl´dniewyrównywania rozszerzalnoÊci, mogàposiadaç tylko jeden punkt ustalajàcy.Przy d∏ugich rurociàgach zaleca si´ tenpunkt ustalajàcy umieÊciç w Êrodku,a˝eby wyd∏u˝alnoÊç by∏a skierowana wdwóch kierunkach.
Punkty ustalajàce nie mogà byç umieszczone na ∏àcznikach (rys. 7/2).PoÊlizgowe prowadzenie rur musi byçtak usytuowane, a˝eby podczas eksplo-atacji nie sta∏y si´ niechcàco punktamiustalajàcymi. PoÊlizgowe prowadzenierury, jak pokazano na rys. 7/3, przyodst´pie < 250 mm mo˝e staç si´ punktem ustalajàcym.
7.8 Instalacje podtynkowe
Rurociàgi ciep∏e prowadzone pod tynkiem, ze wzgl´du na uwarunkowaniatemperaturowe, muszà byç ca∏kowiciezaopatrzone w odpowiednià izolacj´, nie mogà byç mocno otynkowane.Szczególnie w obszarach trójników i∏uków nale˝y zadbaç o mocnà izolacj´,poniewa˝ w szczególnoÊci tutaj nast´-puje uwarunkowane temperaturàwyd∏u˝anie (rys. 7/4).
Rys. 7/2: wymiar odst´pu od punktuustalajàcego.
Rys. 7/3: wymiar odst´pu od poÊlizgo-wego prowadzenia rury.
Tabela 7/7: zalecane wytyczne do odst´pów mocowania rur ze stali nierdzewnej i miedzi (wyciàg z DIN 1988).
≥100
≥250
Rys. 7/4: izolowany rurociàg u∏o˝onypod tynkiem.
Ârednica Ârednica Rura Ruraznamionowa zewn´trzna w sztangach w zwojach
DN [mm] [m] [m]
10 12 1,25 0,60 - 0,8012 15 1,25 0,70 - 0,9015 18 1,50 0,80 - 1,0020 22 2,00 0,90 - 1,1025 28 2,25 -32 35 2,75 -40 42 3,00 -50 54 3,50 -65 76,1 4,25 -80 88,9 4,75 -100 108 5,00 -
30
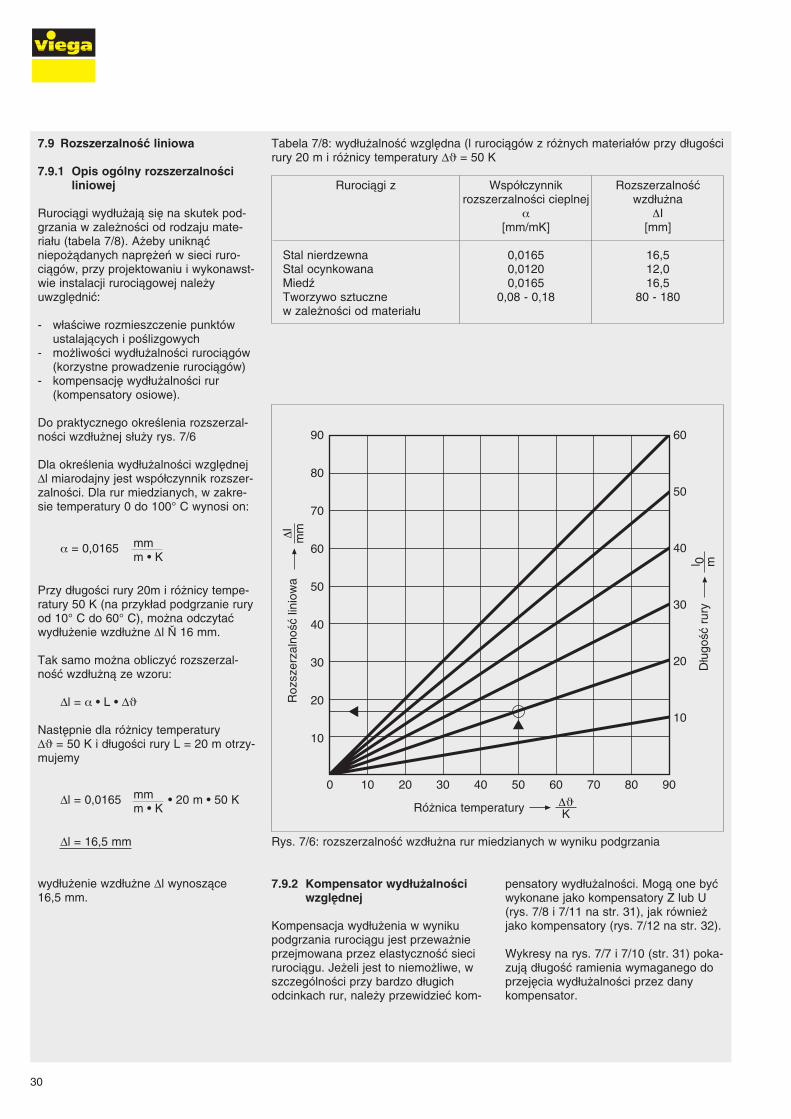
7.9 RozszerzalnoÊç liniowa
7.9.1 Opis ogólny rozszerzalnoÊci liniowej
Rurociàgi wyd∏u˝ajà si´ na skutek pod-grzania w zale˝noÊci od rodzaju mate-ria∏u (tabela 7/8). A˝eby uniknàçniepo˝àdanych napr´˝eƒ w sieci ruro-ciàgów, przy projektowaniu i wykonawst-wie instalacji rurociàgowej nale˝yuwzgl´dniç:
- w∏aÊciwe rozmieszczenie punktów ustalajàcych i poÊlizgowych
- mo˝liwoÊci wyd∏u˝alnoÊci rurociàgów (korzystne prowadzenie rurociàgów)
- kompensacj´ wyd∏u˝alnoÊci rur (kompensatory osiowe).
Do praktycznego okreÊlenia rozszerzal-noÊci wzd∏u˝nej s∏u˝y rys. 7/6
Dla okreÊlenia wyd∏u˝alnoÊci wzgl´dnej∆l miarodajny jest wspó∏czynnik rozszer-zalnoÊci. Dla rur miedzianych, w zakre-sie temperatury 0 do 100° C wynosi on:
α = 0,0165 mmm • K
Przy d∏ugoÊci rury 20m i ró˝nicy tempe-ratury 50 K (na przyk∏ad podgrzanie ruryod 10° C do 60° C), mo˝na odczytaçwyd∏u˝enie wzd∏u˝ne ∆l ≈ 16 mm.
Tak samo mo˝na obliczyç rozszerzal-noÊç wzd∏u˝nà ze wzoru:
∆l = α • L • ∆ϑ
Nast´pnie dla ró˝nicy temperatury ∆ϑ = 50 K i d∏ugoÊci rury L = 20 m otrzy-mujemy
∆l = 0,0165 mm • 20 m • 50 Km • K
∆l = 16,5 mm
wyd∏u˝enie wzd∏u˝ne ∆l wynoszàce 16,5 mm.
pensatory wyd∏u˝alnoÊci. Mogà one byç wykonane jako kompensatory Z lub U(rys. 7/8 i 7/11 na str. 31), jak równie˝jako kompensatory (rys. 7/12 na str. 32).
Wykresy na rys. 7/7 i 7/10 (str. 31) poka-zujà d∏ugoÊç ramienia wymaganego doprzej´cia wyd∏u˝alnoÊci przez dany kompensator.
7.9.2 Kompensator wyd∏u˝alnoÊci wzgl´dnej
Kompensacja wyd∏u˝enia w wyniku podgrzania rurociàgu jest przewa˝nieprzejmowana przez elastycznoÊç siecirurociàgu. Je˝eli jest to niemo˝liwe, wszczególnoÊci przy bardzo d∏ugichodcinkach rur, nale˝y przewidzieç kom-
Rys. 7/6: rozszerzalnoÊç wzd∏u˝na rur miedzianych w wyniku podgrzania
90
80
70
60
50
40
30
20
10
0 10 20 30 40 50 60 70 80 90
Läng
enau
sdeh
nung
∆l
mm
Roh
rläng
el 0 m
Temperaturdifferenz ∆ϑK
60
50
40
30
20
10
Rurociàgi z Wspó∏czynnik RozszerzalnoÊçrozszerzalnoÊci cieplnej wzd∏u˝na
α ∆I[mm/mK] [mm]
Stal nierdzewna 0,0165 16,5Stal ocynkowana 0,0120 12,0Miedê 0,0165 16,5Tworzywo sztuczne 0,08 - 0,18 80 - 180w zale˝noÊci od materia∏u
Tabela 7/8: wyd∏u˝alnoÊç wzgl´dna (l rurociàgów z ró˝nych materia∏ów przy d∏ugoÊcirury 20 m i ró˝nicy temperatury ∆ϑ = 50 K
D∏u
goÊç
rur
y
Roz
szer
zaln
oÊç
linio
wa
Ró˝nica temperatury

31
Rys. 7/7: wyrównanie wyd∏u˝alnoÊci przez kolano Z w zale˝noÊci od wymiaru id∏ugoÊci ramienia L
Rys. 7/10: wyrównanie wyd∏u˝alnoÊci przez kolano U w zale˝noÊci od wymiaru id∏ugoÊci ramienia L
Rys. 7/9: przewód odga∏´êny wyrów-nania wyd∏u˝alnoÊci
Rys. 7/8: przedstawienie kompensatorarozszerzalnoÊci Z
20
15
10
50,5 1 1,5 2
Deh
nung
sauf
nahm
e∆
lm
m
LR
12 15 18 22 28 35 42 54
LU
50
45
40
35
30
25
20
15
10
50,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8
Deh
nung
sauf
nahm
e∆
lm
m
12 15 18 22 28 35 42 54
LR
∆ l∆ l
Rys. 7/11: przedstawienie kompensatoraU (ze z∏àczkami lub gi´tà rurà)
LU~LU
2
∆ l2
∆ l2
LR
∆ l
d∏ugoÊci ramienia
d∏ugoÊci ramienia
wyr
ówna
nie
wyd
∏u˝a
lnoÊ
ciw
yrów
nani
e w
yd∏u
˝aln
oÊci

32
KorzyÊci:
- przej´cie rozszerzalnoÊci cieplnej- nie wymaga si´ ˝adnych ∏uków
rozszerzalnoÊciowych- wst´pnie napr´˝one - ekonomiczna oszcz´dnoÊç miejsca- redukcja szumu- mostkowanie przesuni´ç
monta˝owych – niedok∏adnoÊci- du˝a trwa∏oÊç i odpornoÊç na korozj´- kompatybilny do systemu rurociàgów
z ró˝nych materia∏ów
Przy zastosowaniu kompensatorów,nale˝y przestrzegaç przepisówmonta˝owych i instrukcji obs∏ugi.
Ârednica Ca∏kowite Nr Ca∏kowita Masa Bràz Miech Stopieƒkompen- przej´cie artyku∏u d∏ugoÊç ok. przesta-satora wyd∏u˝enia wst´pnie wienia
Kompensator napr´˝ona G∏´bokoÊç D∏ugoÊç Ø zew- Wybrana Skuteczny osiowegowst´pnie wsuni´cia n´trzna d∏ugoÊç przekrój
napr´˝ony
di δN — Lo G e y D l A Cδ— mm — mm kg mm mm mm mm cm2 N/mm
15 -20 329 945 116 0,10 24 31 24 58 3,39 2118 -20 329 952 120 0,15 24 31 28 62 4,55 4322 -22 329 969 121 0,19 24 33 34 59 6,41 3028 -24 329 976 140 0,28 24 36 41 72 9,46 3735 -24 329 983 150 0,44 26 41 50 72 14,40 5442 -24 329 990 175 0,62 40 51 60 77 21,40 5354 -30 330 002 195 0,98 45 56 72 87 31,80 48
7.9.3 Kompensator osiowy – Axial
Osiowe kompensatory Viega s∏u˝à doprzejmowania osiowych ruchów, któresà spowodowane przez rozszerzalnoÊçtemperaturowà sieci rurociàgów.Kompensatory sà dostarczane w staniewst´pnie napr´˝onym i przy monta˝u niewymagajà napr´˝ania.
Temperatura robocza kompensatorówosiowych Viega le˝y w zakresie od 20° Cdo 120° C. Krótkotrwale wyst´pujàcetemperaturowo uwarunkowane skokitemperatury, mogà byç bezproblemowoprzej´te.
Czyszczenie systemu rurociàgów przyu˝yciu agresywnych mediów nale˝y uni-kaç, ze wzgl´du na niebezpieczeƒstwokorozji pow∏oki szlachetnej.
Kompensatory nie sà zaprojektowanedla bocznych napr´˝eƒ. Jednak wbudo-wanie mostkaprzesuni´cia monta˝owego w pewnychgranicach jest mo˝liwe.
Rys. 7/12: kompensator osiowy Viega
Tabela 7/9: dane techniczne kompensatorów osiowych Viega
e y
Lo
l
di D

33
8. Opis wyrobu ’XL’
8.2 Z∏àczki ’XL’
Z∏àczki ’profipress XL’ sà wykonane zespecjalnego bràzu, który posiada szcze-gólnà odkszta∏calnoÊç i ciàgliwoÊç.
Z∏àczki zaciskowe ’profipress XL’ posia-dajà w ka˝dej tulei zaciskanej elementuszczelniajàcy EPDM i pierÊcieƒ tnàcyze stali szlachetnej (rys. 8/1).
8.3 Narz´dzie do zaciskania
Z∏àczki zaciskowe ’profipress XL’ sàzaciskane narz´dziami systemu Viega(rys. 8/2) lub narz´dziami do zaciskaniapoleconymi przez Viega, patrz oÊwia-dczenie o kompatybilnoÊci str. 24 i kompatybilnoÊci z narz´dziami obcymi,str. 35.
Do zaciskania ∏àczników ’XL’ stoi dodyspozycji szcz´ka zaciskajàca jak rów-nie˝ ∏aƒcuchy do zaciskania (rys. 8/2)
8.1 Rury miedziane
Do wykonania instalacji z rur miedzi-anych ’XL’, nale˝y stosowaç wy∏àczniewymiary rur miedzianych podane wtabeli 8/1 (wg EN 1057)!
Rys. 8/1: z∏àczka zaciskowa z elemen-tem uszczelniajàcym i pierÊcieniemtnàcym
DN Ø zewn´trzna x
gruboÊç Êcianki [mm]
65 76,1 x 2,080 88,9 x 2,0
100 108,0 x 2,5
Tabela 8/1: wymiary rur miedzianych wg DIN EN 1057 dla ’profipress XL’
Rys. 8/2: narz´dzia do zaciskania systemu Viega z osprz´tem do ∏àczników ’XL’
nó˝ pierÊcieniowy ze stali szlachetnej
element uszczel-niajàcy
Zaciskarka akum

34
9. Po∏àczenie zaciskane ’XL’
9.1 Opis ogólny
Przez po∏àczenie zaciskane, rura miedziana zostaje po∏àczona w sposóbprosty i pewny z elementami systemu’profipress XL’.
Na rys. 9/1 przedstawiono po∏àczenie XL przed i po zaciÊni´ciu
Rys. 9/2: Przekrój wzd∏u˝ny po∏àczeniazaciskowego ’XL’
Przebieg pracy:
- rur´ miedzianà odciàç prostopadle za pomocà odcinacza lub odpo-wiedniej pi∏y
- rur´ pozbawiç zadziorów i wsunàç do zaciskanej z∏àczki
- zaznaczyç g∏´bokoÊç wsuni´cia- rur´ wsunàç do z∏àczki- za∏o˝yç ∏aƒcuch zaciskajàcy- na∏o˝yç szcz´ki na ∏aƒcuchu zacis-
kajàcym- zacisnàç – gotowe
Proste wykonanie po∏àczenia zaciska-nego ’XL’ jest dok∏adnie opisane wrozdz. 9.4.
Przebieg zaciskania:
Przy b∏yskawicznie szybkim zaciÊni´ciu,z∏àczka i rura zostajà ze sobà po∏àczonew sposób nieroz∏àczalny. Nast´puje toprzez szeÊciokàtne zagnieceniepomi´dzy dwoma ˝∏obkami ∏àcznika.Przy tym jeden ˝∏obek z pierÊcieniemtnàcym i drugi z elementem uszczelnia-jàcym zostajà tak odkszta∏cone, ˝e otrzymajà okreÊlone odkszta∏cenie(rys. 9/2).
Rys. 9/3: Przed zaciÊni´ciem zaznaczyçi sprawdziç g∏´bokoÊç wsuni´cia.
Rys. 9/1: z∏àczka zaciskowa ’XL’ w stanie nie zaciÊni´tym i zaciÊni´tym
35
9.2 Kryteria badaƒ
Te badania i próby sà podstawà dopuszczenia ’profipress’ w Polsce iwielu krajach europejskich.
- Badanie wytrzyma∏oÊci na ciÊnienie –przy ciÊnieniu wewn´trznym min. 25 bar
- Próba uderzenia ciÊnienia –wytworzonych zostaje co najmniej 30 uderzeƒ ciÊnienia na minut´ przy nadciÊnieniu pomi´dzy 1 i 25 bar. Próba uderzenia ciÊnienia zostaje przeprowadzona 10 000 razy (co 100.000 razy przy 20° C i przy 95° C wg KIWA)
- Próba podciÊnieniowa –przy atmosferycznej ró˝nicy ciÊnienia minus 0,8 bar (zimna)
- Próba przy zmianie temperatury –5.000 razy na przemian, co 15 minut przy 20° C i 95° C, przy ciÊnieniu 10 bar i napr´˝eniu wst´pnym rury 2 N/mm2
- Badanie zm´czeniowe –1.000.000 zmian obcià˝enia 20 Hz i ciÊnieniu wewn´trznym 15 bar
- Badanie na skr´canie –25.000 skr´tów ± (10°, przy 20° C i przy 95° C
- Badanie specjalne –elastomerycznego materia∏u uszczel-niajàcego
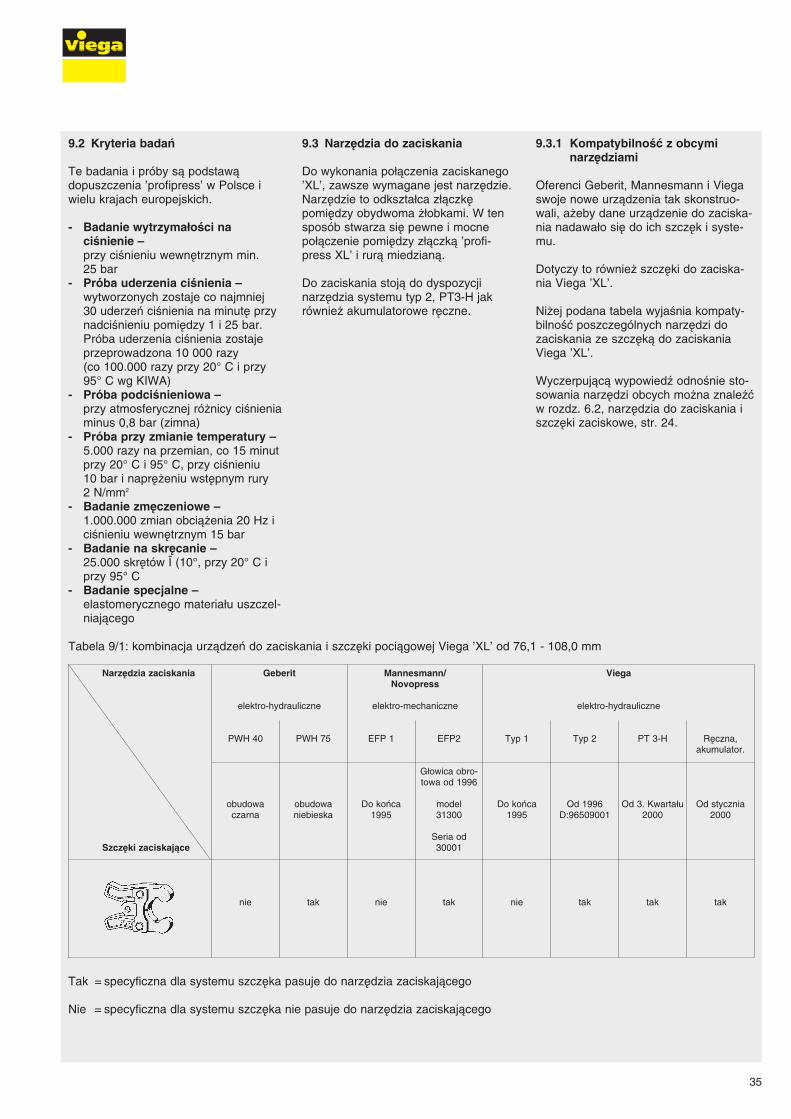
9.3 Narz´dzia do zaciskania
Do wykonania po∏àczenia zaciskanego’XL’, zawsze wymagane jest narz´dzie.Narz´dzie to odkszta∏ca z∏àczk´pomi´dzy obydwoma ˝∏obkami. W tensposób stwarza si´ pewne i mocnepo∏àczenie pomi´dzy z∏àczkà ’profi-press XL’ i rurà miedzianà.
Do zaciskania stojà do dyspozycjinarz´dzia systemu typ 2, PT3-H jak równie˝ akumulatorowe r´czne.
9.3.1 KompatybilnoÊç z obcymi narz´dziami
Oferenci Geberit, Mannesmann i Viegaswoje nowe urzàdzenia tak skonstruo-wali, a˝eby dane urzàdzenie do zaciska-nia nadawa∏o si´ do ich szcz´k i syste-mu.
Dotyczy to równie˝ szcz´ki do zaciska-nia Viega ’XL’.
Ni˝ej podana tabela wyjaÊnia kompaty-bilnoÊç poszczególnych narz´dzi dozaciskania ze szcz´kà do zaciskaniaViega ’XL’.
Wyczerpujàcà wypowiedê odnoÊnie sto-sowania narz´dzi obcych mo˝na znaleêçw rozdz. 6.2, narz´dzia do zaciskania iszcz´ki zaciskowe, str. 24.
Tak = specyficzna dla systemu szcz´ka pasuje do narz´dzia zaciskajàcego
Nie = specyficzna dla systemu szcz´ka nie pasuje do narz´dzia zaciskajàcego
Tabela 9/1: kombinacja urzàdzeƒ do zaciskania i szcz´ki pociàgowej Viega ’XL’ od 76,1 - 108,0 mm
Narz´dzia zaciskania Geberit Mannesmann/ ViegaNovopress
elektro-hydrauliczne elektro-mechaniczne elektro-hydrauliczne
PWH 40 PWH 75 EFP 1 EFP2 Typ 1 Typ 2 PT 3-H R´czna,akumulator.
G∏owica obro-towa od 1996
obudowa obudowa Do koƒca model Do koƒca Od 1996 Od 3. Kwarta∏u Od styczniaczarna niebieska 1995 31300 1995 D:96509001 2000 2000
Seria odSzcz´ki zaciskajàce 30001
nie tak nie tak nie tak tak tak

36
9.4 Fachowe po∏àczenie zaciskane ’XL’
Na rysunku przedstawiona jest obowià-zujàca instrukcja monta˝owa dla wszystkich ∏àczników zaciskanych ’XL’.
Rys. 9/4: Instrukcja monta˝u z∏àczki ’XL’.
1. Rur´ obciàç prostopadleza pomocà obcinacza rurlub nadajàcej si´ do tegopi∏y.
3. Rur´ zewnàtrz i wewnàtrzoczyÊciç z zadziorów.
2. Koniec rury wystawiç zimad∏a min. 100 mm.
4. NanieÊç na rurzeg∏´bokoÊç wsuni´cia.Ø 76,1 mm = 55 mmØ 88,9 mm = 55 mmØ 108,0 mm = 65 mm
5. Sprawdziç prawid∏owepo∏o˝enie elementuuszczelniajàcego ipierÊcieniea tnàcego.
8.¸aƒcuch zaciskowy za∏o˝yçna ∏àcznik zaciskowy izwróciç uwag´ na dobreosadzenie.
6. Z∏àcze zaciskane nasunàçprosto na rur´ do zazna-czonej g∏´bokoÊci, unikaçskrzywienia.
7. ¸aƒcuchy zaciskowe i szczeki pociàgowe.
9. Szcz´ki pociàgowe za∏o˝yç na narz´dziezaciskowe i sworznie przytrzymujàce wsunàç a˝do zaz´bienia. Szcz´kipociàgowe wsunàç do∏aƒcucha zaciskajàcego.
11. Po zaciÊni´ciu usunàçpierÊcieƒ kontrolny.
Wskazówka:
przestrzegaç nale˝y Êcis∏àinstrukcj´ obs∏ugi i wska-zówki post´powania, za∏à-czone do ka˝dego ∏àcznika.
10. Zwróciç uwag´ na zaznaczenie g∏´bokoÊciwsuni´cia.

37
10. Zastosowanie i monta˝ ’XL’
Tabela 10/1: zapotrzebowanie miejsca dla narz´dzi przy zaciskaniu ’XL’ przed/zaÊcianà/stropem.
10.3 Badanie na ciÊnienie
10.3.1 Sanitarne
Patrz rozdz. 2.1.5, badanie na ciÊnienieinstalacji wody pitnej.
10.3.2 Ogrzewanie
Patrz rozdzia∏ 2.3.3, badanie na ciÊnienie
10.4 P∏ukanie przewodów
Patrz rozdz. 2.1.6, p∏ukanie przewodów
10.2 Po∏àczenia przejÊciowe
10.2.1 Po∏àczenia gwintowane
System ’profipress XL’ mo˝e byçpowiàzany z b´dàcymi w handlu z∏àcz-kami gwintowanymi (gwint wed∏ug DIN2999) lub armaturà z metali kolorowych.Przy z∏àczach gwintowanych najpierwnale˝y wykonaç z∏àcze gwintowane, anast´pnie po∏àczenie zaciskane, abyuniknàç napr´˝eƒ skr´cajàcych.
10.2.2 Po∏àczenia ko∏nierzowe
System ’profipress XL’ mo˝e byçpo∏àczony za pomocà ko∏nierzy (ko∏nie-rze Viega posiadajà otwór do PN 10/PN 16). W tym celu stosowane sà odpo-wiednie ko∏nierze, na przyk∏ad ko∏nierzenagwintowane wed∏ug DIN 2566.Równie˝ tutaj nale˝y najpierw wykonaçpo∏àczenie ko∏nierzowe, a nast´pniepo∏àczenie zaciskane.
10.1 Obcinanie rur miedzianych
Rury miedziane mogà byç obcinaneobcinakiem do rur, pi∏kà do metali odrobnym uz´bieniu. Rura mo˝e byçobcinana pi∏à automatycznà (na przyk∏adREMS Turbo lub +GF+RA 21 S) z odpowiednimi brzeszczotami. Obcinanie tarczami tnàcymi (Flex) lubpalnikami jest niedopuszczalne. Koƒcerur przed wetkni´ciem do z∏àcza zacis-kanego, muszà byç oczyszczone z zadziorów!
10.5 Minimalne zapotrzebowaniemiejsca dla procesu zaciskaniaprzed i za elementamibudowlanymi
Je˝eli zaciskanie b´dzie mia∏o miejscebezpoÊrednio przed lub za przebiciemÊciany wzgl. stropu, nale˝y zwracaçuwag´ na wystarczajàce zapotrzebowa-nie miejsca dla narz´dzi systemu Viega.Minimalne zapotrzebowanie miejscapodano w tabeli 10/1.
10.6 Minimalny odst´p pomi´dzy dwoma po∏àczeniami zaciskanymi
Aby zapewniç dobrà szczelnoÊçpo∏àczeƒ ’XL’ nale˝y zachowaç mini-malny odst´p pomi´dzy dwoma po∏àcze-niami zaciskanymi (patrz tabela 10/2 ).
Wskazówka:W szczególnoÊci tutaj nale˝y zwróciçuwag´ na g∏´bokoÊç wsuni´cia rury.
Tabela 10/2: minimalny odst´p pomi´dzy dwoma po∏àczeniami zaciskanymi ’XL’
a
DN d x s Odst´pmin. a
[mm] [mm]
65 76,1 x 2,0
80 88,9 x 2,0
100 108,0 x 2,5 Nie
jest
wym
agan
y
amin
DN Minimalne zapotrzebowaniemiejsca amin w mm przy
R´cza,Typ 2 Typ akumu-
PT3-H lator.
65
do 45 50 50
100

38
10.7 Minimalne zapotrzebowanie miejsca dla procesu zaciskania
Dla przebiegu pracy bez przeszkód, wprojekcie nale˝y uwzgl´dniç minimalneodst´py pomi´dzy rurociàgami, wzgl.pomi´dzy rurociàgiem a Êcianà / sufitem.W praktyce odst´py sà zwykle zapew-nione ze wzgl´du na wymaganie mini-malnej gruboÊci warstw izolacji instalacjiogrzewania, zimnej i ciep∏ej wody.W niektórych przypadkach wartoÊci mini-malne mo˝na zaczerpnàç z tabel 10/3 i10/4.
Ø zewn´trzna a brury[mm] [mm] [mm]
76,1 90 18588,9 100 200
108,0 110 215
Tabela 10/3: minimalne zapotrzebowa-nie miejsca dla ∏aƒcucha zaciskajàcego’XL’ i narz´dzia pomi´dzy rurociàgami
Rys. 10/1: sposób post´powania przy za∏o˝eniu ∏aƒcucha zaciskajàcego na z∏àcze zaciskane ’XL’, przy minimalnym zapotrzebowaniu miejsca
Tabela 10/4: minimalne zapotrzebowa-nie miejsca dla ∏aƒcucha zaciskajàcego’XL’ i narz´dzia pomi´dzy rurociàgami iÊcianà/stropem
c
a
b
b
a
b
1 2 3 4
Presskette von vorne um denPressverbinder legen, ...
... bis die Presskette in derNut liegt, ...
... Pressbackenaufnahme derPresskette in geschlossenemZustand am Pressverbindernach vorne drehen, ...
... Pressbacke einsetzen undPressvorgang starten.
Ø zewn´trzna a b crury[mm] [mm] [mm] [mm]
76,1 90 185 13088,9 100 200 140
108,0 110 215 155
∏aƒcuch zaciskajàcy w∏o˝yçod przodu dooko∏a z∏àczkizaciskanej,...
...a˝ ∏aƒcuch zaciskajàcyznajdzie si´ w ˝∏obku,...
... obróciç do przodu naz∏àczce zaciskanej uj´cieszcz´k pociàgowych∏aƒcucha pociàgowego w stanie zamkni´tym,...
...za∏o˝yç szcz´ki pociàgowei przeprowadziç zaciskanie.

39
10.8 RozszerzalnoÊç liniowa
10.8.1 Opis ogólny rozszerzalnoÊci liniowej
Podczas eksploatacji instalacji rurocià-gowej ciep∏ej, na przyk∏ad przewodyogrzewania, wody ciep∏ej i przewody cyrkulacji, zostajà termicznie obcià˝one,przez co rury w zale˝noÊci od tempera-tury ró˝nie si´ w swojej d∏ugoÊcirozszerzajà.Aby uniknàç niepo˝àdanych napr´˝eƒ winstalacji rurociàgów, nale˝y przy projek-towaniu i wykonawstwie uwzgl´dniçrozszerzalnoÊç liniowà i jà wyrównaç.
Do praktycznego okreÊlenia zale˝nej odtemperatury rozszerzalnoÊci liniowej rurmiedzianych s∏u˝y rys. 10/2.
10.8.2 Kompensator wyd∏u˝alnoÊci wzgl´dnej
Kompensacja wyd∏u˝enia w wyniku podgrzania rurociàgu jest przewa˝nieprzejmowana przez elastycznoÊç siecirurociàgu. Je˝eli jest to niemo˝liwe, wszczególnoÊci przy bardzo d∏ugichodcinkach rur, nale˝y przewidzieç kompensatory wyd∏u˝alnoÊci. Mogà one byç wykonane jako kompen-satory Z lub U (rys. 10/5 i 10/8 ), jakrównie˝ jako kompensatory (rys.10/3).
Rys. 10/2: rozszerzalnoÊç liniowa na skutek podgrzania rur miedzianych
90
80
70
60
50
40
30
20
10
0 10 20 30 40 50 60 70 80 90
Läng
enau
sdeh
nung
∆l
mm
Roh
rläng
el 0 m
Temperaturdifferenz ∆ϑK
60
50
40
30
20
10
Rys. 10/3: kompensator falowy zprzy∏àczeniem ko∏nierzowym
rozs
zerz
alno
Êç li
niow
a
ró˝nica temperatury
d∏ug
oÊç
rury

40
Rys. 10/4: wyrównanie wyd∏u˝alnoÊci przez kolano Z w zale˝noÊci od wymiaru id∏ugoÊci ramienia L
20
15
10
51,2 1,4 1,6 1,8 2 2,2 2,4 2,6 2,8 3
Deh
nung
sauf
nahm
e∆
lm
m
LR
76,1
88,9
108,
0
Rys. 10/7: wyrównanie wyd∏u˝alnoÊci przez kolano U w zale˝noÊci od wymiaru id∏ugoÊci ramienia L
150
100
50
101 1,5 2 2,5 3 3,5 4 4,5
Deh
nung
sauf
nahm
e∆
lm
m
LU
76,1
88,9
108,
0
Rys. 10/5: przedstawienie kompensatorarozszerzalnoÊci Z
LR
∆ l
Rys. 10/6: przewód odga∏´êny wyrów-nania rozszerzalnoÊci
LR
∆ l∆ l
Rys. 10/8: kompensator rozszerzal-noÊci U
~LU
2 LU
∆ l2
∆ l2
d∏ugoÊci ramienia
wyr
ówna
nie
wyd
∏u˝a
lnoÊ
ciw
yrów
nani
e w
yd∏u
˝aln
oÊci
d∏ugoÊci ramienia

41
10.9 Mocowania rur
Dla bezpiecznej eksploatacji rurociàgównale˝y wykonaç odpowiednie ich zamo-cowanie.
Do mocowania rurociàgów mo˝nau˝ywaç, b´dàcych w handlu, obejm dorur. Do t∏umienia drgaƒ nale˝y stosowaçobejmy z pozbawionymi chlorkuwk∏adkami do t∏umienia drgaƒ. Przezzbyt du˝e odst´py mocowania mo˝edojÊç do drgaƒ, a tym samym do szmeru.Tabela 10/5 podaje wytyczne dlaodst´pów mocowania, które zapewniàniezawodne dzia∏anie systemu ruro-ciàgów.
Przy mocowaniu rur rozró˝nia si´ punktyustalajàce (sta∏e zamocowanie) i poÊliz-gowe prowadzenie rury ( mo˝liwy ruchpoosiowy rury).
Punkty ustalajàce nale˝y tak rozmieÊciç,a˝eby na skutek zmiany d∏ugoÊci, jaknajbardziej wykluczyç napr´˝eniaskr´tne.
Nast´pnie rurociàgi, które nie zawierajà˝adnych zmian kierunku, wzgl´dniewyrównywania rozszerzalnoÊci, mogàposiadaç tylko jeden punkt ustalajàcy.Przy d∏ugich rurociàgach zaleca si´ tenpunkt ustalajàcy umieÊciç w Êrodku,a˝eby wyd∏u˝alnoÊç by∏a skierowana wdwóch kierunkach.
Punkty ustalajàce nie mogà byç umiesz-czone na ∏àcznikach (rys. 10/9).PoÊlizgowe prowadzenie rur musi byçtak usytuowane, a˝eby podczas eksplo-atacji nie sta∏y si´ niechcàco punktamiustalajàcymi. PoÊlizgowe prowadzenierury, jak pokazano na rys. 10/10, przyodst´pie < 250 mm mo˝e staç si´ punktem ustalajàcym.
Rys. 10/9: wymiar odst´pu od punktuustalajàcego.
Rys. 10/10: wymiar odst´pu od poÊliz-gowego prowadzenia rury.
Tabela 10/5: zalecane wytyczne dla odst´pów mocowania rur ze stali nierdzewnej i miedzi.
Ârednica znamionowa Ârednica zewn´trzna Odst´pda zamocowania
[DN] [mm] [m]
65 76,1 4,2580 88,9 4,75
100 108,0 5,00
≥100
≥250

42

43

44
45

46

47

Adresy
Przedstawiciel generalny w Polsce:
Jacek Adam Langeul. Kujawska 10PL-81-862 Sopottelefon 058-55 06 505telefaks 058-55 06 504tel.kom. 0603-79 18 68e-mail [email protected]
’profipress’, ’profipress XL’i ’profipress THERM’Informator technicznyWydanie pierwsze (8/2000)
417 215-14.766.01-8/00
Dzia∏ eksportu w firmie:
ViegaSystemy sanitarne i grzewczePostfach 430/440D-57428 Attendorntelefon (.27 22) 61-16 63, 61-12 61telefaks (.27 22) 61-15 66http://www.viega.com
Przedstawiciele regionalni w Polsce:
Ryszard Kastylijskiul. Ba∏tycka 56 APL-40-778 Katowicetelefon 032-20 40 036telefaks 032-20 40 036tel.kom. 0603-79 18 78e-mail [email protected]
Tomasz Pawlakul. Sikorskiego 6/2PL-09-410 P∏ocktelefon 024-26 68 438telefaks 024-26 68 438tel.kom. 0601-38 18 39e-mail [email protected]
ZawartoÊç tej broszury jest niezobowià-zujàca. Zastrzegamy sobie prawo dozmian zwiàzanych z post´pem technicz-nym.
Szymon S∏owiƒskiul. S∏owiaƒska 38 E/12PL-61-664 Poznaƒtelefon 061-82 72 578telefaks 061-82 72 580tel.kom. 0601-34 39 94e-mail [email protected]
PL





























