Embed Size (px)
Citation preview

Information Fusion based on Bayesian Networks
for Hazard Analysis in Machine Tool
Environments
Jorg Barrho, Johannes Hauger and Uwe Kiencke ∗
Abstract—Modern sliding table saws are equipped
with several passive safety devices. However, alone
in Germany several hundred severe injuries or limb
amputations occur each year due disregarding safety
regulations and demounting of passive safety devices.
Thus an active safety system is developed in order to
protect the machine user. For this purpose, a multi
sensor system for hazard analysis based on infrared
and capacitive sensors is applied. When a danger-
ous situation is recognized by the developed sensors,
the system triggers a rapid saw blade braking device.
The hazard analysis is carried out by means of an
information fusion of the sensor signals based on a
Bayesian network. For the fusion process the mea-
surement values of the sensors have to preprocessed
appropriately. The system is implemented in C and
LabView and runs in real-time. Validation tests have
shown the very reliable function of the developed haz-
ard analysis.
Bayesian network, measurement fusion, infrared sen-
sor, capacitive sensor, hazard analysis
1 Introduction
Serious accidents such as amputations of fingers can becaused by sliding table saws (see Figure 1) and other ma-chine tools. The reasons for these accidents are mostlyinattention and disregarding of safety regulations. Al-though it is the law, passive accident protection systemslike the push stick are often not used. To avoid theseaccidents an active safety system is developed. The goalsof such a system are recognizing a dangerous situationand if necessary reacting appropriate on the situation bymeans of warning lights or a rapid braking system. Adescription of the braking system is beyond the scope ofthis paper. These goals are met by a multi-sensor systemmainly consisting of infrared-sensors, capacitive sensors,a camera with an appropriate image processing and aninformation fusion of the sensor signals.
The paper is organized as follows. First of all the em-ployed sensor systems are described. In Section 2 a brief
∗Institute of Industrial Information Technology, UniversitatKarlsruhe (TH), Hertzstr. 16, Bldg. 6.35, 76187 Karlsruhe, Ger-many Email: [email protected]
Figure 1: Picture of a sliding table saw.
introduction to the applied sensor system is given. Af-terwards the preprocessing of the sensor signals is pre-sented. In Section 4 the applied Bayesian network for theinformation fusion is discussed. Following, the results areshown and the conclusions are briefly drawn.
2 Sensor Systems
The first step of an active safety system for sliding tablesaws are a non-contact sensor systems. The sensor sys-tems have to work contactless, because the machine usershould not recognize that he is kept under surveillanceby the safety system. Furthermore, he is also not inter-fered with any kind of safety devices, which can impedeworking. Under these conditions, possible sensor princi-ples are investigated and applied. The different appliedsensors for finger detection are shown in this section.
2.1 Thermopile Infrared(IR)- Sensor Sys-tem
Infrared radiation exists in the electromagnetic spectrumat a wavelength that is longer than visible light. Ob-jects that generate heat also generate infrared radiationand those objects include the human body (wavelengtharound 9.4µm). Infrared in this range will not passthrough many types of material that pass visible lightsuch as ordinary window glass and plastic. However itwill pass through, with some attenuation, material thatis opaque to visible light such as silicon. An unprocessedsilicon wafer makes a good IR window in a dust-proofenclosure for use in dusty environments. Detectors that
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

measure infrared radiation by means of the change of tem-perature of an absorbing material are classified as ther-mal detectors. One type of infrared detectors is presentedhere. Thermopile sensors are based on the thermoelectriceffect [2] and consists of multiple thermal elements, whichare arranged in a row in order to boost the measurementeffect. The output voltage of the applied sensor is in theµ-voltage range. Thus, the output has to be amplifiedcarefully, because noise or disturbing voltages are alsoamplified. Hence, the amplifier circuit has to be shieldedand analog low-pass filters are utilized.
2.2 Capacitive Sensor Systems
Another principle for non-contact sensing is to utilize thedielectric properties of human tissue. Human tissue con-sists mostly of water and one feature of it is the highvalue of the dielectric constant ǫr [3]. Therefore, electri-cal fields can be influenced significantly by human tissue.On the other side, wood or even drenched wood haveshown approximately a four time lower value of the di-electric constant in empirical tests compared to humantissue. Furthermore, metal also influences significantlythe electrical field. However, this issue can be handledby additional types of sensors. Two types of capacitivesensors are applied and presented in the following.Capacitive measurement: A ready-to-use integrated cir-cuit for capacitive measurement is available from AnalogDevices [8]. An appropriate sensor construction was de-veloped in order to measure the capacity between thetable and a specific small part of the saw guard. Whenthe elevation changes of the saw guard are known, humantissue can be detected.Stray field measurement: Capacitors possess one mainfield and corresponding stray fields. These two types offield can be influenced. However, influences on the mainfield causes a greater effect and can be measured easily.The range of the stray field is low (less than 0.5 cm in theapplied version) and the measurement effect is marginal.So an amplitude attenuation measurement is employed,because changes of the stray field caused by e. g. hu-man tissue cause also a small change of the applied volt-age across the capacitor. These changes are measuredand amplified for near range hand detection. The sen-sor is implemented into some safety segments of the sawguard, see Figure 2. One drawback of this setup is thedependency of motion of the sensor’s sensitive wires dueto changes of the electrical field configuration in conse-quence of the variation of the sensor geometry. However,this effect is corrected by means of a potentiomete.
2.3 Camera and Image Processing
The camera observes the left side of the saw guard (seeFigure 3) and the entire image processing system shallfind reliably the human hand. A detailed description ofeach image processing step would go beyond the scopeof this paper. Thus, the steps are only itemized. More
details can be found in [6, 7]. The first step of the imageprocessing is a motion detection, because only movinghands could cause a dangerous situation. The next stepis a feature extraction based on edges and color. After-wards a probabilistic hand model is applied to classify thehand and to initialize an active contour algorithm. Thefinal steps are the hand tracking and the calculation ofdynamic parameters (hand velocity, direction, position).By means of these parameters the hand can be detectedreliably and the potential danger can be estimated. Un-fortunately, the computational effort of the image pro-cessing is enormous and it runs not in real time on theavailable hardware. Therefore, its influence on the handdetection and the information fusion is simulated here.
Figure 2: Modified saw guard
2.4 Modified Saw Guard
In Figure 2 the modified saw guard is shown. Each safetysegment includes a capacitive sensor and a potentiometer.This segments are necessary to inhibit lateral movementsinto the saw blade. Also the extension of the saw guardcan be seen. The extension is equipped with a capacitiveand a thermopile sensor and is used for a primary handdetection and warning the machine user.
Potentiometer
Capacitive sensor
Thermopile Sensor
Camera area
Figure 3: Sensor mounting and dangerous areas (red:high danger, yellow: mediumdanger)
Figure 3 displays the top view of the saw guard and themachine table. Also the sensor locations are marked. Theyellow and red areas in the picture assign different dan-gerous zones for human hands. When a hand is detectedin the yellow area, the user will be warned. This area is
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

a medium danger zone. The red area is the high dangerzone. When a hand enters this area, the saw blade isstopped immediately.
3 Preprocessing of Sensor Signals
Before the output signals from the sensors can be usedfor an information fusion with a Bayesian network, theyhave to become preprocessed. In doing so the signals arefirst scaled so that the range of values is limited to [0, 1].The 0 shall be output, if no object is found in the areaof the sensor and the 1 shall be used, if the sensor signalachieves or exceeds a characteristical value for a detectionof a hand. To make the information of the sensors morereliable known disturbances are compensated.
The output signal uIR
(t) from the thermopile sensors areconstant as long as there is no change of temperaturein their detection area. To transform the output signalfor this situation to zero, the initial value u
IR(0) is sub-
tracted. If an object enters the detection area, there is achange of temperature and the output signal of the ther-mopile sensors rises. To get a value of 1 if a temperaturesimilar to the one made by a hand is measured, the signalis divided by u
IR. The value of u
IRis determined with a
typical value for a detected hand in the monitored area.
u∗IR
(t) =u
IR(t) − u
IR(0)
uIR
(1)
To prevent values higher than 1 and lower than 0 thesevalues are cut. The final formula for the pre-processingof the thermopile sensors is
uIR
(t) =
0 for uIR
(t) < uIR
(0)u∗
IR(t) for u
IR(0) ≤ u
IR(t) ≤
(uIR
(0) + uIR
)1 for u
IR(t) >(u
IR(0) + u
IR)
(2)
The capacitive sensor in the medium danger zone is at-tached to the extension of the saw guard, which is ad-justable in height. The used sensor works similar to aparallel-plate capacitor. One plate is the sensor and theother plate is the work bench of the saw. As you can seein formula (3) the capacity for a parallel-plate capacitordepends on the distance d between the two plates.
C = ǫ0 · ǫrA
d(3)
Because the capacity depends on the height a simple sub-traction of an initial value is not possible. Instead ofthis, a characteristic curve for the capacities in differentheights is to be made. With the help of a set of pairsof variates a cubic spline interpolation is done. By sub-tracting the interpolant S(h) for the actual height h fromthe measured value of the capacitive sensor ucap(t), the
required 0 is archived. The method how a cubic splineinterpolation can be built is explained in [1].
u∗ucap(t) = ucap(t) − S(h) (4)
Also the normalization of a hand detection to the valueof 1 is more difficult than for the thermopile sensors. It isnot possible to determine a constant divisor for the nor-malization, because the percentage of the volume whichthe hand takes between the sensor and the work benchis dependent on their distance. Therefore a straight lineis defined, with which the value of 1 is achieved for ahand between the sensor and the work bench indepen-dent of the saw guard height. The pre-processing for thecapacitive sensor in the danger zone joins to:
u∗∗ucap(t) = (ucap(t) − S(h)) · (h− 3) (5)
Afterwards again the values higher than 1 are set to 1and the ones lower than 0 are set to 0.
The compensation of the capacitive sensors mounted inthe safety segments is complex, because the measured ca-pacity of the sensors is dependent on the position of thesegment. To compensate the influence of the setting ofthe safety segment, the height of the saw guard as well asthe angle oft the safety segments are necessary. A poten-tiometer is added to each safety segment to measure theangle. The best possibility to compensate the influencesis a two-dimensional characteristic map.
3.1 Characteristic Maps for Sensor SignalCorrection
For the setting of a two-dimensional characteristic mapa set of value triples consisting of a measured capacity c,the height h and the value of the potentiometer r(ϕ) isrequired. The two variables r and h have to be lined upon straight lines as shown in Figure 4.
r
h
rm,n rm+1,n
hn
hn+1
(r, h)
rk,n+1 rk+1,n+1
Figure 4: Alignment of the variables for the two-dimensional characteristic map
For each safety segment the compensation with the helpof the two-dimensional characteristic map is done sep-arately. Because of this for all six safety segments thecapacity c has to be measured for different heights anddifferent angles without an object in their detection area.
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)
To compute the compensation value for a specific height hand a specific angle for the safety segment ϕ first of all thenearest available reference values from the characteristicmap are needed.
hn ≤ h < hn+1 (6)
rm,n ≤ r < rm+1,n (7)
rk,n+1 ≤ r < rk+1,n+1 (8)
With the help of the so specified parameter the interpo-lation value F (h, r) can be calculated.
F (h, r) =(1 − a1) · (1 − b) · f(hn, rm,n)
+ (1 − a2) · b · f(hn+1, rk,n+1)
+ a1 · (1 − b) · f(hn, rm+1,n)
+ a2 · b · f(hn+1, hk+1,n+1) (9)
The distances that are required for the calculation are:
a1 =r − rm,n
rm+1,n − rm,n
(10)
a2 =r − rk,n+1
rk+1,n+1 − rk,n+1
(11)
b =h− hn
hn+1 − hn
(12)
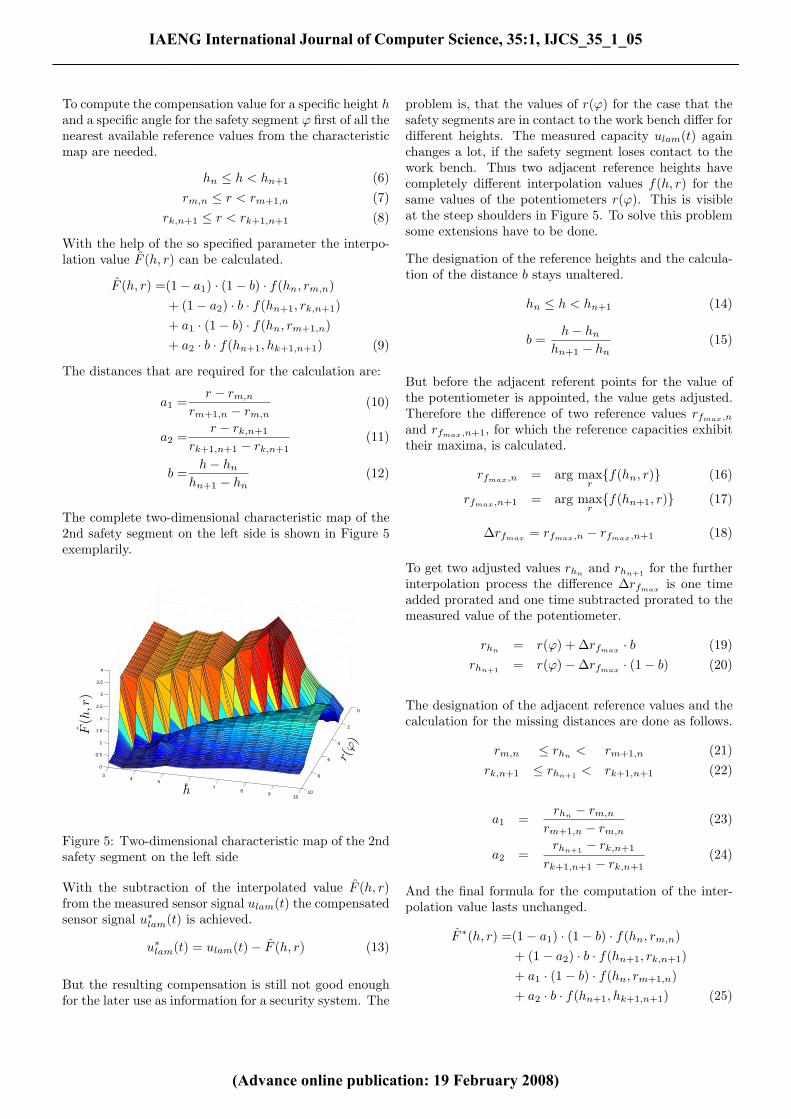
The complete two-dimensional characteristic map of the2nd safety segment on the left side is shown in Figure 5exemplarily.
0
2
4
6
8
10
34
56
78
910
0
0.5
1
1.5
2
2.5
3
3.5
4
h
F(h,r
)
r(ϕ)
Figure 5: Two-dimensional characteristic map of the 2ndsafety segment on the left side
With the subtraction of the interpolated value F (h, r)from the measured sensor signal ulam(t) the compensatedsensor signal u∗lam(t) is achieved.
u∗lam(t) = ulam(t) − F (h, r) (13)
But the resulting compensation is still not good enoughfor the later use as information for a security system. The
problem is, that the values of r(ϕ) for the case that thesafety segments are in contact to the work bench differ fordifferent heights. The measured capacity ulam(t) againchanges a lot, if the safety segment loses contact to thework bench. Thus two adjacent reference heights havecompletely different interpolation values f(h, r) for thesame values of the potentiometers r(ϕ). This is visibleat the steep shoulders in Figure 5. To solve this problemsome extensions have to be done.
The designation of the reference heights and the calcula-tion of the distance b stays unaltered.
hn ≤ h < hn+1 (14)
b =h− hn
hn+1 − hn
(15)
But before the adjacent referent points for the value ofthe potentiometer is appointed, the value gets adjusted.Therefore the difference of two reference values rfmax,n
and rfmax,n+1, for which the reference capacities exhibittheir maxima, is calculated.
rfmax,n = arg maxr
{f(hn, r)} (16)
rfmax,n+1 = arg maxr
{f(hn+1, r)} (17)
∆rfmax= rfmax,n − rfmax,n+1 (18)
To get two adjusted values rhnand rhn+1
for the furtherinterpolation process the difference ∆rfmax
is one timeadded prorated and one time subtracted prorated to themeasured value of the potentiometer.
rhn= r(ϕ) + ∆rfmax
· b (19)
rhn+1= r(ϕ) − ∆rfmax
· (1 − b) (20)
The designation of the adjacent reference values and thecalculation for the missing distances are done as follows.
rm,n ≤ rhn< rm+1,n (21)
rk,n+1 ≤ rhn+1< rk+1,n+1 (22)
a1 =rhn
− rm,n
rm+1,n − rm,n
(23)
a2 =rhn+1
− rk,n+1
rk+1,n+1 − rk,n+1
(24)
And the final formula for the computation of the inter-polation value lasts unchanged.
F ∗(h, r) =(1 − a1) · (1 − b) · f(hn, rm,n)
+ (1 − a2) · b · f(hn+1, rk,n+1)
+ a1 · (1 − b) · f(hn, rm+1,n)
+ a2 · b · f(hn+1, hk+1,n+1) (25)
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

By subtracting the new extended two-dimensional inter-polant F ∗(h, r) from the sensor signal ulam(t) a valueapproximately 0 is achieved for the case that no objectis in the monitored area of the capacitive sensors in thesafety segments.
u∗lam(t) = ulam(t) − F ∗(h, r) (26)
To get the value of 1 for a hand detection the compen-sated signal is divided by a constant divisor u. Again allvalues outside the range of [0,1] are cut.
ulam(t)=
0 for ulam(t) < F ∗(h, r)
u∗lam(t) for F ∗(h, r) ≤ ulam(t)
≤ (F ∗(h, r) + ulam)1 for ulam(t) >
(F ∗(h, r) + ulam)
(27)
3.2 Discretization of Corrected Sensor In-formation
Having all sensor signals transformed into the range of[0,1], they get discretized. It is also possible to workwith continuous variables in Bayesian networks, but itsaves computing time by using only discrete variables.Therefore the signals shall be discretized into three states.They are called ”no object” (nothing), ”cold object”(cold) and ”warm object” (warm) for the thermopile sen-sors and ”no object” (nothing), ”object with small ǫr”(small ǫr) and ”object with big ǫr” (big ǫr).
The discretization shall not be done in the classical wayso that every value is part of one state by expelling allother states. Instead of this a ”probability function” ψ(x)similar to the membership function µ(x) of the fuzzy logicis introduced. The ”probability function” ψak
(x) gives aprobability for the state ak to be true for a specific sen-sor value x. The big difference to the fuzzy membershipfunctions µ(x) is, that all probabilities for every sensorvalue sum up to 1.
ψa1(x) + ψa2
(x) + ...ψan= 1 (28)
As a basis for the ”probability function” a bell-shapedcurve g(x) is used.
g∗(x) = e−(x−m)2
2σ2 (29)
The position of the maximum can be defined with m andthe position of the inflection points is also arbitrary withm± σ. For the discretisation first of all two limits l1 andl2 are selected to define the three states out of the range[0,1]. Afterwards the transitions between the three statesbecome fuzzy with the help of the bell-shaped curve. Thefunction value of the fuzzy membership function µ(x) atthe limits l1 and l2 is set to 0.5. Therefore the positionof the maxima have to be defined.
m1,2 = x±√
−2σ2 · ln(g∗(x)) (30)
Out of the two limits l1 and l2 we get the four maximaml1,1
, ml1,2, ml2,1
and ml2,2. The membership functions
for the discretisation of the sensor signals u(t) with thebasis of the bell-shaped curve g(x) and the limits l1 andl2 are defined as follows:
µa1(u)=
{
1 for u ≤ ml1,1
e−(x−ml1,1
)2
2σ2 for u > ml1,1
(31)
µa2(u)=
e−(x−ml1,2
)2
2σ2 for u < ml1,2
1 for ml1,2≤ u ≤ ml2,1
e−(x−ml2,1
)2
2σ2 for u > ml2,1
(32)
µa3(u)=
e−(x−ml2,2
)2
2σ2 for u < ml2,2
1 for u ≥ ml2,2
(33)
In Figure 6 three membership functions µakare shown.
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
u
µan (u)
µa1 (u)µa2 (u)µa3 (u)
Figure 6: Membership functions µ∗
ak(u) for discretization
To convert the membership functions µakinto ”proba-
bility functions” ψak(u) the sum Σ(u) over all functions
shall be exact 1. Therefore the difference ∆Σ(u) of Σ(u)and 1 is calculated.
∆Σ(u) = Σ(u) − 1
= µa1(u) + µa2
(u) + µa3(u) − 1 (34)
This difference is then subtracted from the membershipfunction with the highest probability.
ψa1(u) =
{
µa1(u) − ∆Σ(u) for u < l1
µa1(u) for u ≥ l1
(35)
ψa2(u) =
µa2(u) for u ≤ l1
µa2(u) − ∆Σ(u) for l1 < u < l2
µa2(u) for u ≥ l2
(36)
ψa3(u) =
{
µa1(u) for u ≤ l2
µa1(u) − ∆Σ(u) for u > l2
(37)
The resulting ”Probability functions” ψak(u) are illus-
trated in Figure 7.
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
u
ψan (u)ψa1 (u)ψa2 (u)ψa3 (u)
Figure 7: ”‘Probability functions”’ ψan(u) for the dis-
cretization of the sensor signals u(t)
4 Applying Bayesian Networks for Haz-
ard Analysis
In this section the design of the information fusion bymeans of a Bayesian network is explained. The goal ofthe fusion is to detect a hazard. The Bayesian networkshall decide by means of the preprocessed sensor signalsif there is a hazard for a hand and if necessary cause anemergency break of the saw. Furthermore there shall bea warning if a hand is in danger, so that the user is alertat an early stage. Afterwards the implementation in Cand the integration into NI LabView is explained. Alsosome results and the validation are shown.
4.1 Design of Bayesian Networks
A Bayesian network consists of a set of variables and aset of directed edges between the variables. Each variablehas a finite set of mutually exclusive states. The variablesare represented as nodes A,B,... in a directed acyclicgraph (DAG). The links between the nodes are describingthe dependencies between the variables. For each link aconditional probability table P (A|B1, ..., Bn) is added. Adetailed explanation of Bayesian networks can be foundin [4, 5].
As basic structure of the design for the net the defineddanger zones and the position of the different sensors(shown in Figure 3) is used. A big advantage of theBayesian network is the modularity. So the design of thenet for different parts can be done separately and mergedtogether afterwards. First of all the part for the yellowzone in Figure 3 is drafted. The graph for this part isdisplayed in Figure 8.
For each sensor an information node (blue) has been cre-ated which is linked to one of the two hypothesis nodes(green). The variables represented by the hypothesisnodes consist of four states. They are called: nothing,wood, metal and hand. The information variables of thenodes ”cap yellow” and ”ir yellow” have the three states
iryellow
capyellow
materialidentify
yellowzonefront
yellowzoneback
Figure 8: Nodes and directed links for the yellow dan-ger zone (cap denotes capacitve sensor and ir is infraredsensor)
explained earlier (Section 3.2), while the variable of thenode ”material identify” consist of the two states metaland no metal. After defining the DAG and the differentstates for all variables, the conditional probability tableshave to be specified. For the definition of the conditionalprobability table of a node every possible combination ofstates from all parent nodes has been examined. For ev-ery possible combination a value for the probability hasto be defined. The conditional probability table for thenode ”yellow zone back” consists of four columns for thefour possible states and 4 · 2 · 3 = 24 rows for the dif-ferent combinations of the states from the three parentnodes ”yellow zone front”, ”material identify” and ”capyellow”.
The design for the red danger zone is divided into twoparts. One for the left side and one for the right side. Thishas been done, because the sensor fusion for each sideshall be done separately. Because both sides of the reddanger zone are identical, a net for one side was createdand the design was then also used for the other side. Thegraph for the left side is illustrated in Figure 9.
cap 2left
cap 3left
irleft
safetysegment 1
left
cap 1left
safetysegment 2
left
safetysegment 3
left
Figure 9: Nodes and directed links of the left side fromthe red danger zone
The net consists of four information nodes to representthe four sensors in this area. To estimate the positionof the hand the left side of the red danger zone is di-vided into three subareas, one for each area defined bythe extend of the safety segment. For every subarea ahypothesis node is defined. Again for every link a condi-tional probability table has to be added.
As explained above, the net for the left side with its con-ditional probability tables can also be used for the rightside. Now the three nets are merged with two links, onefrom the node ”yellow zone back” to the node ”safetysegment 1 left” and one to the ”safety segment 1 right”.The connected nets are shown in Figure 10.
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

cap 2left
cap 3left
irleft
cap 1left
cap 2right
cap 3right
irright
cap 1right
iryellow
capyellow
materialidentify
safetysegment 2
left
safetysegment 3
left
safetysegment 1
left
safetysegment 2
right
safetysegment 3
right
safetysegment 1
right
yellowzoneback
yellowzonefront
Figure 10: Graph for the information fusion of the yellowand red danger zones
With the connection of the subnets the conditional prob-ability tables of the nodes ”safety segment 1 left” and”safety segment 1 right” have to be updated, becausethey got one more parent node. The tables now consistof 4 columns for the different states of the node and 36rows for all possible combinations of the states from theparent nodes.
So far the design for the Bayesian networks is made with-out considering that the sensors are distributed over alength of 40 cm. Because of this a hand is never detectedfrom all sensors at the same time, but with a delay of sev-eral milliseconds. Therefore a calculated maximum forthe state hand in one of the hypothesis nodes is storedfor a specified time. By saving the maximum the detec-tion of a hand is used for the fusion even if the hand hasalready left the monitored area of a sensor. The storagetime is chosen so long, that a very slow motion of a handcan still be detected reliably.
In a next step the information from the image processingis integrated into the network. The camera keeps the areaon the left side of the yellow danger zone under surveil-lance. So it is possible to move ones hand through thevideo controlled area into the yellow danger zone or im-mediately into the red danger zone. To consider this, thenew hypothesis node for the camera is connected to thenodes ”yellow zone front” and ”safety segment 1 left”.The fraction of the graph with the integration of the in-formation of the video surveillance is shown in Figure 11.
The added time delay between the hypothesis nodes canbe seen as well. The time delays between the node ”cam-era surveillance” and its children nodes are computedwith the help of the information from the image pro-cessing. The information of a hand detection in the areaof the video surveillance is not forwarded to the nodes”yellow zone front” and ”safety segment 1 left” imme-diately after the detection, but only after the computedtime delay.
The Bayesian network for information fusion is definedcompletely now. With the help of the preprocessed sensor
irleft
cap 1left
materialidentify
safetysegment 1
left
yellowzoneback
yellowzonefront
t
camerasur-
veillance
camera
t*
t**
t
t
Figure 11: Fraction of the graph with the integration ofthe video surveillance
signals the probability for a hand at different positions onthe work bench of the sliding table saw can be calculated.Now only an interpretation of the results to operate thewarning light and the emergency break have to be added.
Therefore two additional nodes (”warning” and ”stop”)are added to the graph. These nodes are not part of theBayesian network. The node ”warning”’ represents thedecision if the hand is in danger and the user shall bewarned by lightening warning lights. The node ”stop”stands for activation of the emergency stop. The node”warning” or ”stop” gets active, if the probability forthe state hand of one of the adjacent nodes exceeds thevalue of 0.5 for a warning and 0.4 for the emergency stop.The adjacent nodes for the ”warning” are as you cansee in Figure 12 ”yellow zone back”, ”safety segment 1left”, ”safety segment 1 right”, ”safety segment 2 left”and ”safety segment 2 right”. The adjacent nodes forthe node ”stop” are ”safety segment 3 left” and ”safetysegment 3 right”.
cap 2left
cap 3left
irleft
cap 1left
cap 2right
cap 3right
irright
cap 1right
iryellow
capyellow
materialidentify
safetysegment 2
left
safetysegment 3
left
safetysegment 1
left
safetysegment 2
right
safetysegment 3
right
safetysegment 1
right
yellowzoneback
yellowzonefront
t
camerasur-
veillance
camera
t*
t**
t t
tt
t
t
t warning stop
Figure 12: Bayesian network for the information fusionwith the nodes for the warning lights
4.2 Software Implementation
The Bayesian network designed in the previous section isimplemented in a C function, so that this function can becalled from a LabView VI. The whole information about
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

the nodes, their directed links and the conditional prob-ability tables are stored in this function. As parameterwith the calling from the LabView VI the current sensorsignals are passed into the function. The results of thefunction are the probabilities for all nodes and the deci-sion if the warning lights shall be turned on or the sawhas to be stopped. The information can then be displayedwith the help of the LabView VI. Also the actuators atthe sliding table saw are driven from the VI.
5 Results and Validation
To validate the capability of the designed Bayesian net-work for the information fusion of the sensor signals, morethan 2000 tests have been carried out on a test bench atthe Institute of Industrial Information Technology, Uni-versitat Karlsruhe (TH). Passing these tests, four differ-ent cases have been distinguished. If a hand is movingthrough the yellow and red dangerous zones toward thesaw blade and the system is detecting the hand properlyand stopping the saw blade it’s called ”true positive”. Ifthe system is not able to detect the hand it’s called ”falsenegative”. The other scenario for tests is that no hand isin danger, but the sliding table saw is in regular use. Inthis case the system can realize that no danger is present(”true negative”) or it can detect a hand by mistake andactivate the emergency break (”false positive”).
To verify the cases ”true positive” and ”false negative” ahand was moved on the working bench on different waystowards the saw blade. The conducted tests are explainedin Table 1 with their frequency of occurrence for the twocases.
true falsedescription of the testpositive negative
hand through the yellowinto the red danger zone
> 99% < 1%
hand direct into thered danger zone
> 97% < 3%
one finger direct into thered danger zone
> 96% < 4%
hand on wood through the yel-low into the red danger zone
> 98% < 2%
hand on metal through the yel-low into the red danger zone
> 99% < 1%
hand in a glove throughthe yellow into the red ≈ 40% ≈ 60%
danger zone
Table 1: Scenarios for the cases ”true positive” and ”falsenegative” and their frequency of occurrence
Table 1 demonstrates that the information fusion worksreliable. The only case a hand is not detected is, if theuser wears a protection glove. But there is no chance forthe fusion, because non of the used sensors is providing
an output signal different to the one stirred up by a peaceof wood.
The results for the test scenarios with which the regularworking process at a sliding table saw is simulated aregiven in Table 2.
true falsedescription of the testnegative positive
wood through the yellowinto the red danger zone
> 99.5% < 0.5%
metal through the yellowinto the red danger zone
> 99.5% < 0.5%
composite material through theyellow into the red danger zone
> 99.5% < 0.5%
warm wood through the yellowinto the red danger zone
> 92% < 8%
warm metal through the yellowinto the red danger zone
≈ 40% ≈ 60%
hand moving next to thesafety segments parallel > 99,5% < 0,5%to the red danger zone
Table 2: Scenarios for the cases ”true negative” and ”falsepositive” and their frequency of occurrence
With the test from Table 2 it is proved that the saw isworking normally if there is no accute danger for a hand.Even if a hand is moving next to the safety segmentsparallel to the red danger zone, there is no wrong handdetection and the sliding table saw is working regularly.The only problem is warm metal, but in this situation itis the same problem as above, that no utilized sensor candistinguish between a warm metal and a hand.
6 Conclusions
The goal of this paper was the conception of a Bayesiannetwork for an information fusion for hazard analysis inmachine tool environments. If the hand of a user is indanger warning lights shall be turned on and if the handis still moving towards the saw blade an emergency stopshall be initiated.
The signals of the used sensors are first preprocessed tocompensate interferences and to transform their signalsinto the range of [0,1]. The compensation is done withthe help of a spline interpolation and an extended two-dimensional characteristic map.
Afterwards the preprocessed signals are fused with thehelp of a Bayesian network. Thereby the hypothesesnodes represent different positions on the work benchof the sliding table saw. The sensor signals are repre-sented by information nodes which are connected to thehypotheses nodes of the area they monitor. In regard ofthe spread positions of the sensors a delay between thehypotheses nodes was added. In the end the information
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)

fusion was validated for all possible scenarios. A reliablefunction of the hazard analysis is therefore proved.
References
[1] U. Kiencke, and R. Eger. Messtechnik. Springer Ver-lag, Heidelberg, 2005
[2] H.-R. Trankler. Sensortechnik. Springer Verlag, Hei-delberg, 1998
[3] C. Gerthsen and H. Vogel. Physik. 19. ed., SpringerVerlag Heidelberg, 1997
[4] R. E. Neapolitan. Learning Bayesian networks. Pear-son Prentice Hall, 2004
[5] F. V. Jensen. An introduction to Bayesian net-works.UCL Press, 2000
[6] J. Barrho, J. Kallenberg, and U. Kiencke, “Visualtracking of human hands for a hazard analysis basedon particle filtering,” in Proceedings of 11th IPMUInternational Conference, Paris, 2006.
[7] J. Barrho, M. Adam, and U. Kiencke, “Finger Local-ization and Classification in Images based on Gener-alized Hough Transform and Probabilistic Models,”in Proceedings of 9th International Conference onControl, Automation, Robotics and Vision, Singa-pore, 2006.
[8] Analog Devices, Inc. Company’s homepage:http://www.analog.com, 2005
IAENG International Journal of Computer Science, 35:1, IJCS_35_1_05______________________________________________________________________________________
(Advance online publication: 19 February 2008)



























