Embed Size (px)
Citation preview

ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
1
All Rights Reserved © 2015 IJARTET
INFLUENCE OF SURFACE NANOCRYSTALLIZATION BY SURFACE MECHANICAL ATTRITION TREATMENT (SMAT) ON ZINC PHOSPHATING OF
H 11 TOOL STEEL
*C. Kavitha1, 2, 4, T.S.N. Sankara Narayanan2,3 and K. Ravichandran4
1Jeppiaar Institute of Technology, Sriperumbudur, Chennai-631604, India
2CSIR-National Metallurgical Laboratory, Madras Centre, CSIR Complex, Chennai-600 113, India
3Department of Dental Biomaterials, School of Dentistry, Chonbuk National University, Jeonju 561-756, South Korea
4Department of Analytical Chemistry, University of Madras, Maraimalai (Guindy) Campus, Chennai-600 025, India
Abstract
The effects of surface mechanical attrition treatment (SMAT) of H11 steel on the
growth of phosphate coating and, morphological features and corrosion resistance of the
resultant coatings are addressed. SMAT enabled the formation of a uniform surface profile
although the average surface roughness is increased after treatment. SMAT increased the
extent of metal dissolution and the rate of growth of phosphate coating. In spite of the
similarity in phase composition, the phosphate crystallite size is relatively high for samples
treated by SMAT. Compared to the untreated one, a cathodic shift in Ecorr with a corresponding
decrease in icorr is observed for SMATed H 11 steel after phosphating. Among all, zinc
phosphate coatings deposited at pH 3.20 on H 11 steel after SMAT using 8 mm balls for 30
min ranks higher in offering a better corrosion resistance. The increase in surface roughness by
SMAT partly compensates the expected improvement in corrosion resistance.
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
2
All Rights Reserved © 2015 IJARTET
Key words: Surface mechanical attrition treatment (SMAT); phosphating; surface roughness; Tool steel
1. Introduction
Phosphating is the most widely used metal pretreatment process for the surface
treatment and finishing of ferrous and non-ferrous metals.1, 2 The ability to improve adhesion
of organic coatings and, to localize corrosion within the damaged zone, thus preventing it from
spreading underneath the coating, are the prime advantages of applying phosphate conversion
coatings. In addition, phosphate coatings have been utilized for a wide variety of applications,
which include corrosion protection of thermo-mechanically treated rebars,3, 4 corrosion
protection of Mg alloys,5-7 as a pretreatment for hydroxyapatite coatings for stainless steel
implants,8 as a non-chromate alternative for improving the corrosion resistance of hot dip
galvanized steel,9 to improve the adhesion of electroless Ni-P coating on NdFeB magnets10 and
to increase the adhesive bonding of AZ31 Mg alloy.11 As a result, studies on acceleration of the
phosphating process with the use of chemical additives,12, 13 by galvanic coupling and
electrochemical methods,14-21 development of eco-friendly accelerators22, 23 and understanding
the microstructural characteristics and corrosion behaviour of phosphate coatings14, 24-26 assume
significance to meet the challenging needs of various applications.
The deposition of phosphate coating involves a topochemical reaction, which enables
the surface of the base metal to integrate itself as a part of the corrosion resistant coating.
Hence, the most important requisite for the deposition of a uniform and adherent phosphate
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
3
All Rights Reserved © 2015 IJARTET
coating is a clean substrate, free from contaminants such as oils, greases, oxides and mill
scales. Sand blasting is widely used for surface preparation before phosphating as it provides a
surface profile that will help improve the adhesion of the phosphate coatings as well as the
subsequent paint finish. The influence of surface roughness on phosphating has been studied
earlier.27, 28 It is generally believed that polished surfaces respond poorly to phosphating
whereas an increase in surface roughness would increase the apparent surface area and
decrease the treatment time. According to Beasuvais and Bary,27 metal surfaces that possess a
greater number of surface concavities and fissures increase the extent of metal attack during
phosphating and results in good anchorage of the coating. Kim28 has reported that
phosphatability can be improved by increasing the surface roughness.
In recent years, nanocrystallization has become a useful means of improving materials
performance. The most important aspect in realizing the surface self-nanocrystallization of a
bulk material is to introduce a large amount of defects and/or interfaces into the surface layer
so that its microstructure is transformed into nano-sized crystallites. Among the various
methods available to achieve surface nanocrystallization, surface mechanical attrition treatment
(SMAT) is a novel approach.29, 30 This method is based on surface severe plastic deformation
induced by impingement of spherical shaped balls. The balls used for treatment can be steels,
stainless steels or ceramics with a typical ball size ranging from 1 to 10 mm . The velocity of
the balls could vary from 1–20 m s-1, depending on the vibration frequency (50 Hz to 20 kHz),
distance between the sample surface and the balls, and the size of the
balls.29, 30 When the balls resonate the vibration frequency they start to fly, resulting in
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
4
All Rights Reserved © 2015 IJARTET
multidirectional impact on the sample surface. The repeated multidirectional impacts at high
strain rates at the sample surface result in severe plastic deformation and grain refinement
progressively down to the nanometer regime on the entire sample surface. The resultant system
would possess a layered structure, composed of nanometric grains (less than 100 nm) and high
volume fraction of grain boundaries at the top surface and a strain hardened transition layer in
the subsurface.29-31 This type of surface modification often gives rise to unique physical,
chemical and mechanical properties. However, corrosion resistance of materials subjected to
SMAT is influenced by the surface roughness, extent of deformation and defect density
induced during treatment.31, 32
It has been established that metal dissolution is the basis for phosphate coating
formation.1, 2 As a result, attempts have been made to accelerate phosphate coating formation
with the use of chemical additives, by galvanic coupling of steel with more noble metals as
well as by electrochemical treatments.12-21 Hence, it would be of interest to verify whether
SMAT of steel could be used as a pretreatment for steel. The nanocrystallization of the surface
could promote the rate of metal dissolution and increase the nucleation and growth of
phosphate coating. The increase in surface roughness of steel following SMAT could provide a
better anchorage for phosphate coating and subsequent finishes.27, 28 However, increase in
surface roughness could cause a deleterious influence on the corrosion resistance.31, 32
Recently, we have reported the effect of SMAT in increasing the growth of iron borides during
pack boronizing of EN8 steel.33 In this perspective, the present study aims to explore the effect

ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
5
All Rights Reserved © 2015 IJARTET
of SMAT of H 11 grade tool steel on the surface profile, nucleation and kinetics of phosphating
and corrosion resistance of the resultant coatings.
2. Experimental details
Tool steel (H 11 grade) square samples (65 mm square and 8 mm thick) having a
chemical composition (in wt. %): C: 0.40; Si: 0.84; Mn: 0.34; P: 0.012; S: 0.016;
Cr: 4.80; Ni: 0.26; Mo: 1.19; Cu: 0.07; V: 0.34; Ti: 0.005; Fe: Balance, was used as substrates.
The samples were degreased using acetone and subjected to SMAT using the surface
nanocrystallization equipment (Model: SNC1, Chengdu SNC Advanced Technology Co., Ltd.,
Chengdu, China). The schematic and methodology of SMAT has already been described in
detail elsewhere.30, 31 The H11 steel sample was fixed in the upper part of the sample pot
whereas AISI 316L grade SS balls with 8 mm were kept at the bottom. The distance
between the sample and the balls were about 25 to 30 mm. The sample pot was evacuated and
kept under vacuum during the entire period of treatment. The sample pot was connected to a
vibration generator. The frequency of vibration was kept constant at 50 Hz. When the balls
resonate at 50 Hz, they start to fly and impinge on the sample surface. Since the balls were
confined within the sample pot, their impact on the sample surface would be random and
multidirectional. Samples were treated for 30 min. After treatment, the samples were removed
and cleaned using acetone in an ultrasonic cleaner for 10 min. The surface roughness of the
H11 tool steel samples before and after SMAT was measured using Mitutoyo surface
profilometer (SJ-300 series).
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
6
All Rights Reserved © 2015 IJARTET
Phosphate coating on H 11 steel was performed using a zinc phosphating bath. Before
phosphating, untreated H 11 steel sample were degreased using acetone, pickled in
10% sulphuric acid at 70 C for 5 min and rinsed thoroughly in deionized water. Steel samples
subjected to SMAT were ultrasonically cleaned using acetone and dried. The cleaned steel
samples were immediately immersed in the zinc phosphating bath contained in a beaker cell,
which is maintained at 27 1 C using a constant temperature bath. The chemical composition
of the zinc phosphating bath and its operating conditions are given in Table 1.
Table 1: Chemical composition and operating conditions of the electrolyte used for the deposition of zinc phosphate coating on H11 steels by chemical conversion coating
method
Chemical composition
Zinc oxide 5 g/l
o-Phosphoric acid (85%) 11.3 ml/l
Sodium nitrite 2 g/l
Operating conditions
pH 2.2, 2.7 and 3.2
Temperature 27 + 1 C
Time 30 min
The amount of iron dissolved during phosphating and coating weight were determined by the
change in weight of a coated specimen before coating, after coating and after dissolution of the
coating in concentrated hydrochloric acid containing 20 g L-1 of antimony trioxide as inhibitor,
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
7
All Rights Reserved © 2015 IJARTET
at room temperature. The surface morphology of the zinc phosphate coating was assessed by
field emission scanning electron microscope (FE-SEM) (Carl Zeiss Supra 55 Cambridge, UK).
The corrosion resistance of zinc phosphate coated steel in 3.5% NaCl was evaluated by
potentiodynamic polarization studies using a potentiostat/galvanostat/frequency response
analyser of ACM Instruments (Model: Gill AC). Only 1 cm2 area of the coated steel was
exposed to the electrolyte. The corrosion cell consisted of four electrodes. The coated steel
formed the working electrode whereas a saturated calomel electrode and a platinum electrode
served as the reference and counter electrodes, respectively. The fourth electrode was a
platinum electrode, which is connected to the reference electrode, to reduce the noise during
the electrochemical measurement. Potentiodynamic polarization measurements were made at a
potential scan rate of 10 mV min-1. The corrosion potential (Ecorr) and corrosion current density
(icorr) were determined using Tafel extrapolation method. The corrosion was calculated using
the icorr value and, cathodic and anodic Tafel slopes.
3. Results and discussion
3.1 Effect of SMAT on the surface profile and roughness
SMAT of H 11 grade alloy steel generates a uniform surface profile and increased the
surface roughness. The increase in surface roughness is due to the formation of craters and
dimples following the impingement of the SS balls on the surface of H11 steel. The surface
profile and comparison of the average surface roughness of untreated H11 steel and those
subjected to SMAT are shown in Fig. 1. For a given treatment time, increase in ball diameter
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
8
All Rights Reserved © 2015 IJARTET
increased the surface roughness. It is evident from the Fig.1 the average surface roughness of
untreated, SMATed using 8 mm Ø balls for 30 minutes are increased from 0.33 to 1.74 µm
respectively. Arifvianto et. al also showed that SMAT induce the similar kind of surface
roughness values in the range of 0.6 to 1µm. The surface roughness also depends on the
property of the materials observed by other researches.34-37 It has been established that the
extent of work hardening and deformation would increase with an increase in size of the balls
and treatment time.31-37 The increase in surface roughness, work hardening and deformation
induced during SMAT is likely to cause a significant influence on the rate of metal dissolution
of H 11 steel during phosphating, which is the basis for the formation of phosphate conversion
coatings. Lee et al., has been reported that the corrosion rate is increased with surface
roughness due to the practical area for corrosion per unit area also increases with increasing
surface roughness. The present study also observed that the metal dissolution is increased with
increase in surface roughness. This is mainly attributed to the increase in practical area for
metal dissolution per unit area due to surface roughness with high energy state at the surface.
These features help to increase the rate of phosphate conversion coatings.37
(a)
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
9
All Rights Reserved © 2015 IJARTET
Fig 1 Surface profile of (a) untreated H11 steel; and (b) H11 steel after SMAT using 8 mm 316L balls for 30 min
3.2 Nucleation and growth of phosphate conversion coating
During phosphating, the following reactions do occur:
Fe Fe2+ + 2e- ...(1)
2H+ + 2e- H2↑ ...(2)
Zn(H2PO4)2 ZnHPO4 + H3PO4 ...(3)
3ZnHPO4 Zn3(PO4)2↓ + H3PO4 ...(4)
SMAT increases the reactivity of the surface and promotes the rate of iron dissolution
(equation 1). This in turn increases the rate of consumption of protons, leading to hydrogen
evolution (equation 2) and increase in pH at the metal-solution interface. The quicker increase
in interfacial pH promotes the rate of nucleation and growth of zinc phosphate on the surface
(equations 3 and 4) while the enrichment of Fe2+ at the interface is likely to promote the zinc
iron phosphate phase along with zinc phosphate in the coating.
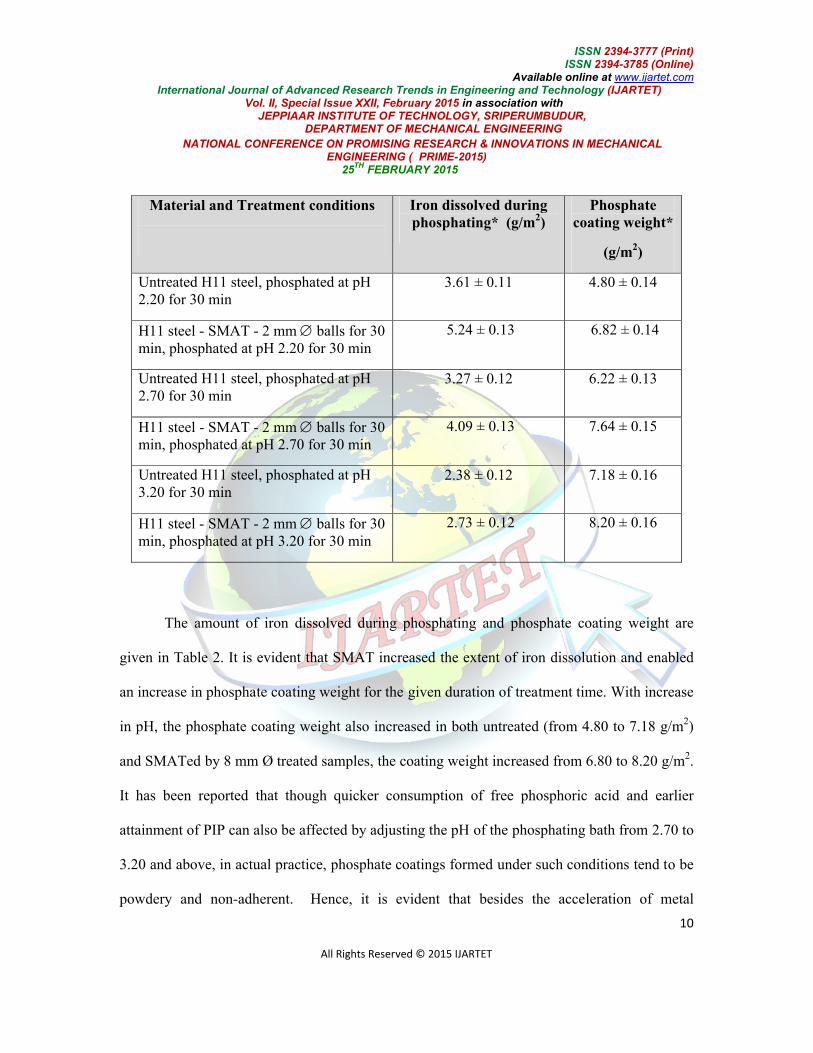
Table 2: Extent of iron dissolved during phosphating and phosphate coating weight obtained for untreated H11 steel and those subjected to SMAT using 8 mm 316L SS
balls for 30 min using zinc phosphating baths at various pH’s for 30 min
(b)
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
10
All Rights Reserved © 2015 IJARTET
Material and Treatment conditions Iron dissolved during phosphating* (g/m2)
Phosphate coating weight*
(g/m2)
Untreated H11 steel, phosphated at pH 2.20 for 30 min
3.61 ± 0.11 4.80 ± 0.14
H11 steel - SMAT - 2 mm balls for 30 min, phosphated at pH 2.20 for 30 min
5.24 ± 0.13 6.82 ± 0.14
Untreated H11 steel, phosphated at pH 2.70 for 30 min
3.27 ± 0.12 6.22 ± 0.13
H11 steel - SMAT - 2 mm balls for 30 min, phosphated at pH 2.70 for 30 min
4.09 ± 0.13 7.64 ± 0.15
Untreated H11 steel, phosphated at pH 3.20 for 30 min
2.38 ± 0.12 7.18 ± 0.16
H11 steel - SMAT - 2 mm balls for 30 min, phosphated at pH 3.20 for 30 min
2.73 ± 0.12 8.20 ± 0.16
The amount of iron dissolved during phosphating and phosphate coating weight are
given in Table 2. It is evident that SMAT increased the extent of iron dissolution and enabled
an increase in phosphate coating weight for the given duration of treatment time. With increase
in pH, the phosphate coating weight also increased in both untreated (from 4.80 to 7.18 g/m2)
and SMATed by 8 mm Ø treated samples, the coating weight increased from 6.80 to 8.20 g/m2.
It has been reported that though quicker consumption of free phosphoric acid and earlier
attainment of PIP can also be affected by adjusting the pH of the phosphating bath from 2.70 to
3.20 and above, in actual practice, phosphate coatings formed under such conditions tend to be
powdery and non-adherent. Hence, it is evident that besides the acceleration of metal
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
11
All Rights Reserved © 2015 IJARTET
dissolution during the initial stages of the phosphating process is influencing the higher amount
of coating formation.44 Literature reports that with increase in bath pH leads to a decrease in
iron dissolution and an increase in coating weight. Hence, the conversion ratio increases with
an increase in pH of the bath. The attainment of PIP is quicker when compared with lower
pH18. The changes in OCP measured as a function of time, extent of iron dissolution and
phosphate coating weight confirm that SMAT favours metal dissolution during the initial
period of phosphating, enables an earlier attainment of PIP, thus increasing the rate of growth
of phosphate coating.
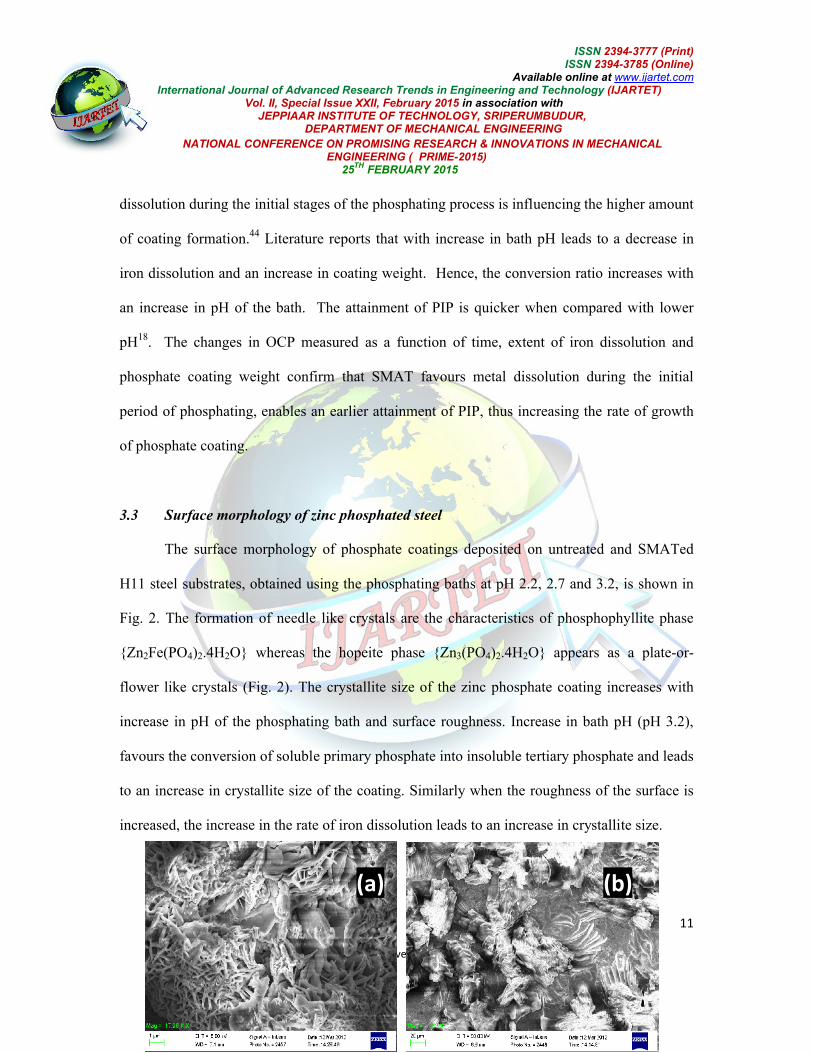
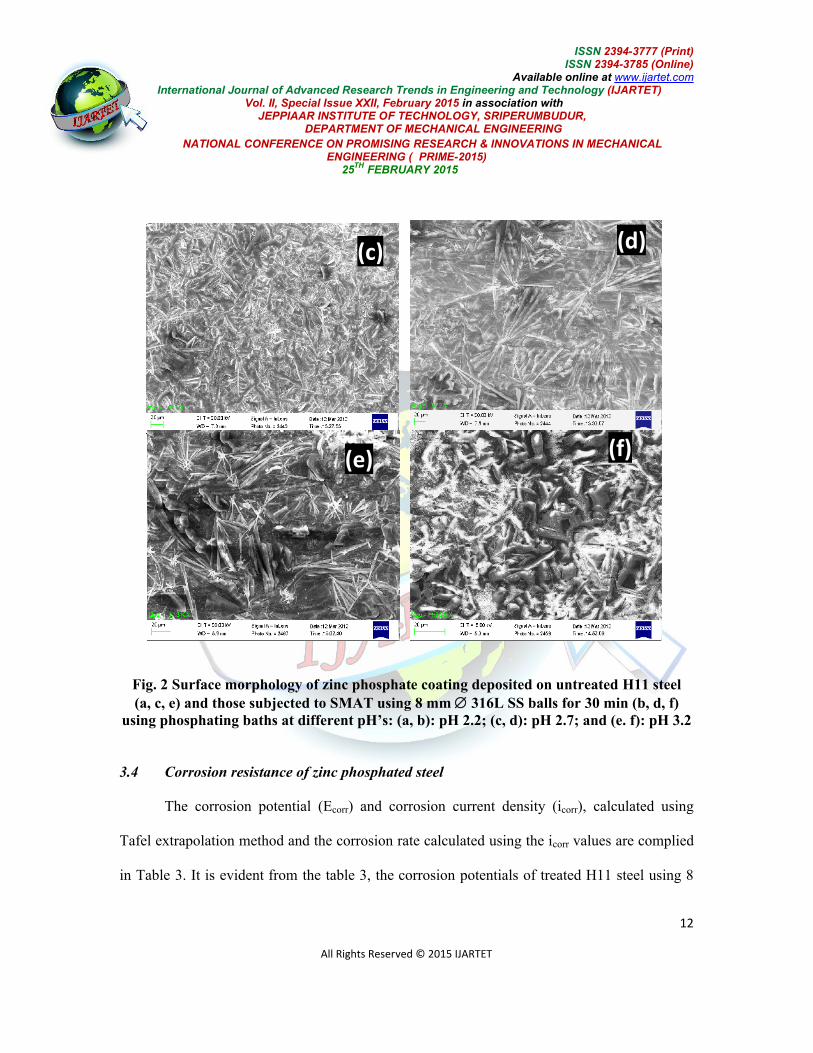
3.3 Surface morphology of zinc phosphated steel
The surface morphology of phosphate coatings deposited on untreated and SMATed
H11 steel substrates, obtained using the phosphating baths at pH 2.2, 2.7 and 3.2, is shown in
Fig. 2. The formation of needle like crystals are the characteristics of phosphophyllite phase
{Zn2Fe(PO4)2.4H2O} whereas the hopeite phase {Zn3(PO4)2.4H2O} appears as a plate-or-
flower like crystals (Fig. 2). The crystallite size of the zinc phosphate coating increases with
increase in pH of the phosphating bath and surface roughness. Increase in bath pH (pH 3.2),
favours the conversion of soluble primary phosphate into insoluble tertiary phosphate and leads
to an increase in crystallite size of the coating. Similarly when the roughness of the surface is
increased, the increase in the rate of iron dissolution leads to an increase in crystallite size.
(a) (b)
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
12
All Rights Reserved © 2015 IJARTET
Fig. 2 Surface morphology of zinc phosphate coating deposited on untreated H11 steel (a, c, e) and those subjected to SMAT using 8 mm 316L SS balls for 30 min (b, d, f)
using phosphating baths at different pH’s: (a, b): pH 2.2; (c, d): pH 2.7; and (e. f): pH 3.2
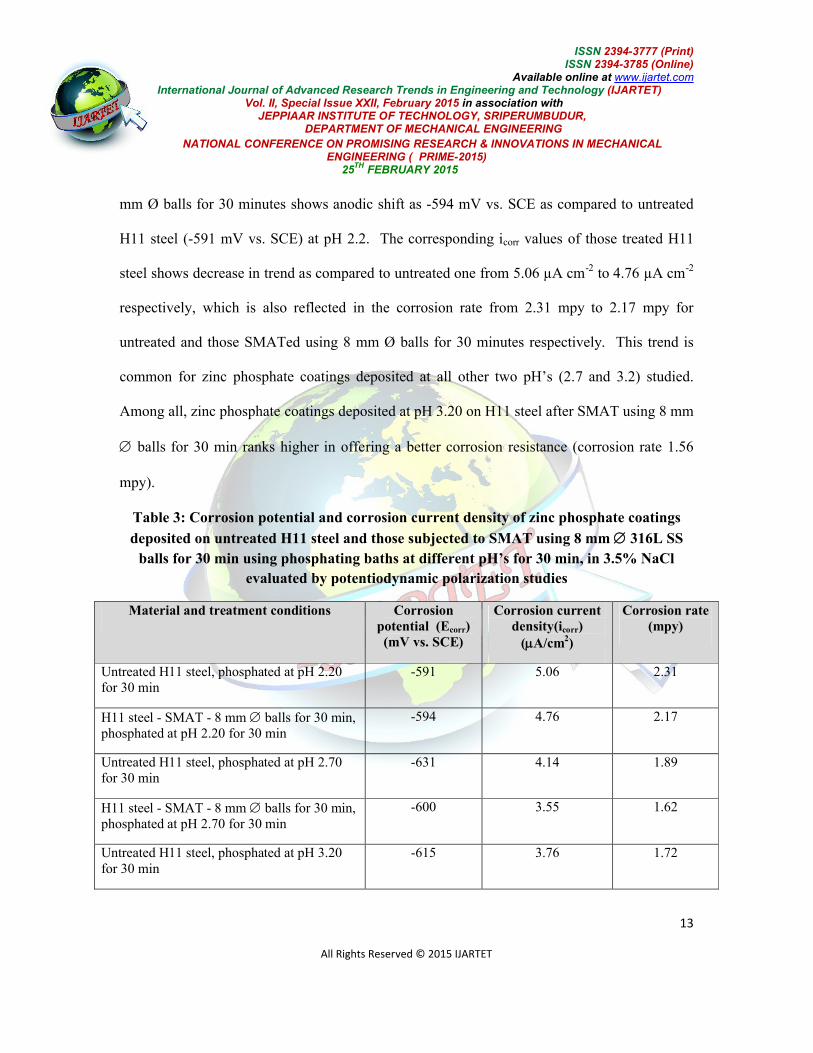
3.4 Corrosion resistance of zinc phosphated steel
The corrosion potential (Ecorr) and corrosion current density (icorr), calculated using
Tafel extrapolation method and the corrosion rate calculated using the icorr values are complied
in Table 3. It is evident from the table 3, the corrosion potentials of treated H11 steel using 8
(c) (d)
(e) (f)
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
13
All Rights Reserved © 2015 IJARTET
mm Ø balls for 30 minutes shows anodic shift as -594 mV vs. SCE as compared to untreated
H11 steel (-591 mV vs. SCE) at pH 2.2. The corresponding icorr values of those treated H11
steel shows decrease in trend as compared to untreated one from 5.06 µA cm-2 to 4.76 µA cm-2
respectively, which is also reflected in the corrosion rate from 2.31 mpy to 2.17 mpy for
untreated and those SMATed using 8 mm Ø balls for 30 minutes respectively. This trend is
common for zinc phosphate coatings deposited at all other two pH’s (2.7 and 3.2) studied.
Among all, zinc phosphate coatings deposited at pH 3.20 on H11 steel after SMAT using 8 mm
balls for 30 min ranks higher in offering a better corrosion resistance (corrosion rate 1.56
mpy).
Table 3: Corrosion potential and corrosion current density of zinc phosphate coatings
deposited on untreated H11 steel and those subjected to SMAT using 8 mm 316L SS balls for 30 min using phosphating baths at different pH’s for 30 min, in 3.5% NaCl
evaluated by potentiodynamic polarization studies
Material and treatment conditions Corrosion potential (Ecorr) (mV vs. SCE)
Corrosion current density(icorr)
(A/cm2)
Corrosion rate (mpy)
Untreated H11 steel, phosphated at pH 2.20 for 30 min
-591 5.06 2.31
H11 steel - SMAT - 8 mm balls for 30 min, phosphated at pH 2.20 for 30 min
-594 4.76 2.17
Untreated H11 steel, phosphated at pH 2.70 for 30 min
-631 4.14 1.89
H11 steel - SMAT - 8 mm balls for 30 min, phosphated at pH 2.70 for 30 min
-600 3.55 1.62
Untreated H11 steel, phosphated at pH 3.20 for 30 min
-615 3.76 1.72

ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
14
All Rights Reserved © 2015 IJARTET
H11 steel - SMAT - 8 mm balls for 30 min, phosphated at pH 3.20 for 30 min
-608 3.40 1.56
The improvement in corrosion resistance is due to coverage of the phosphate
coating/thickness of the coating. It has been reported that SMAT assisted Ni coating shows the
better corrosion resistance as compared to traditional Ni plating. The corrosion current density
observed for the SMAT assisted Ni plating was less (6450 µA.cm-2) as compared to traditional
Ni plating (13010 µA.cm-2) and untreated substrate.45
4. Conclusions
SMAT of H11 grade alloy steel generates a uniform surface profile and increased the
surface roughness. The change in OCP measured as a function of time, extent of iron
dissolution and phosphate coating weight confirm the ability of SMAT to favour metal
dissolution during the initial period of coating formation, to enable an earlier attainment of PIP
and to increase the rate of growth of phosphate coating. Zinc phosphate coatings deposited on
untreated and SMATed H11 steel samples possess both zinc phosphate (hopeite) and zinc iron
phosphate (phosphophyllite) phases. However, the crystallite size of the coating is relatively
higher for SMAT treated H11 samples. Compared to untreated H11 steel, a cathodic shift in
Ecorr with a corresponding decrease in icorr is observed for SMATed H11 steel after phosphating
and among them samples treated with 8 mm balls offers a lower corrosion rate. Among all,
ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
15
All Rights Reserved © 2015 IJARTET
zinc phosphate coatings deposited at pH 3.20 on H11 steel after SMAT using 8 mm balls for
30 min ranks higher in offering a better corrosion resistance.
Acknowledgments
The authors express their sincere thanks to Dr. S. Srikanth, Director, National
Metallurgical Laboratory, Jamshedpur, for his constant support and encouragement to carry out
this research work and permission to publish this paper.
References1. W. Rausch: ‘The Phosphating of Metals’, 1990, London, Finishing Publications Ltd. 2. T.S.N. Sankara Narayanan: Rev. Adv. Mater. Sci., 2005, 9, 130-177.3. M. Manna: Surf. Coat. Technol., 2009, 203, 1913-1918.4. M. Manna: Corros. Sci., 2009, 51, 451-457.5. Q. Li, S. Xu, J. Hu, S. Zhang, X. Zhong and X. Yang: Electrochim. Acta, 2010, 55, 887-
894. 6. R. Zeng, Z. Lan, L. Kong, Y. Huang and H. Cui: Surf. Coat. Technol., 2011, 205, 3347-
3355. 7. R. Amini and A. A. Sarabi: Appl. Surf. Sci., 2011, 257, 7134-7139.8. S. M. A. Shibli and A. C. Jayalekshmi: Appl. Surf. Sci., 2008, 254, 4103-4110.9. C.-Y. Tsai, J.-S. Liu, P-L. Chen and C-S. Lin: Corros. Sci., 2010, 52, 3907–3916.10. Y. Wang, Y. Deng, Y. Ma and F. Gao: Surf. Coat. Technol., 2011, 206, 1203–1210.11. Z. Liu, R. Sun, Z. Mao and P. Wang: Surf. Coat. Technol., 2012, 206, 3517–3525. 12. E. P. Banczek, P. R. P. Rodrigues and I. Costa: Surf. Coat. Technol., 2008, 202, 2008–
2014.13. L. Jiang, P. Volovitch, M. Wolpers and K. Ogle: Corros. Sci., 2012, 60, 256-264.14. F. Simescu and H. Idrissi: Corros. Sci., 2009, 51, 833–840.15. A. A. Oskuie, A. Afshar and H. Hasannejad: Surf. Coat. Technol., 2010, 205,
2302-2306.16. K. Ravichandran, Harihar Sivanandh, S. Ganesh, T. Hariharasudan and T. S. N. Sankara
Narayanan: Met. Finish., 2000, 98, (9), 48-54.17. K. Ravichandran and T. S. N. Sankara Narayanan: Trans. Inst. Met. Finish., 2001, 79,
(4), 143-145.
18. S. Jegannathan, T. S. N. Sankara Narayanan, K. Ravichandran and S. Rajeswari: Surf. Coat. Technol., 2006, 200, 6014-6021.

ISSN 2394-3777 (Print) ISSN 2394-3785 (Online)
Available online at www.ijartet.com International Journal of Advanced Research Trends in Engineering and Technology (IJARTET) Vol. II, Special Issue XXII, February 2015 in association with
JEPPIAAR INSTITUTE OF TECHNOLOGY, SRIPERUMBUDUR, DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL CONFERENCE ON PROMISING RESEARCH & INNOVATIONS IN MECHANICAL ENGINEERING ( PRIME-2015)
25TH FEBRUARY 2015
16
All Rights Reserved © 2015 IJARTET
19. S. Jegannathan, T. K. Arumugam, T. S. N. Sankara Narayanan and K. Ravichandran: Prog. Org. Coat., 2009, 65, 229–236.
20. M. Arthanareeswari, T. S. N. Sankara Narayanan, P. Kamaraj and M. Tamilselvi: Ind. J. Chem. Technol., 2010, 17, 167-175.
21. M. Arthanareeswari, T. S. N. Sankara Narayanan, P. Kamaraj and M. Tamilselvi: J. Coat. Technol. Res., 2012, 9, 39-46.
22. F. Fang, J-H. Jiang, S.-Y. Tan, A.-B. Ma and J.-Q. Jiang: Surf. Coat. Technol., 2010, 204, 2381-2385.
23. M. Sheng, Y. Wang, Q. Zhong, H. Wu, Q. Zhou and H. Lin: Surf. Coat. Technol., 2011, 205, 3455- 3460.
24. S. K. Arun Kumar, S. K. Bhola and J. Dutta Majumdar: Surf. Coat. Technol., 2012, 206, 3693-3699.
25. J. P. Popic, B. V. Jegdic, J. B. Bajat, Ð. Veljovic, S. I. Stevanovic and V. B. Miskovic-Stankovic: Appl. Surf. Sci., 2011, 257, 10855-10862.
26. L. Jiang, M. Wolpers, P. Volovitch and K. Ogle: Corros. Sci., 2012, 55, 76-89.27. C. Beauvais and Y. Bary: Galvano 1970, 39, (403), 625-632.28. H.J. Kim: Surf. Engg., 1998, 14, 265-267.29. K. Lu and J. Lu: J. Mater. Sci. Technol., 1999, 15, 193-197.30. K. Lu and J. Lu: Mater. Sci. Eng. A, 2004, 375-377, 38-45.31. T. Balusamy, Satendra Kumar and T. S. N. Sankara Narayanan: Corros. Sci., 2010, 52,
3826–3834.32. T. Balusamy, Satendra Kumar and T. S. N. Sankara Narayanan: Trans. Ind. Inst. Met.,
2012, 64, 507-511. 33. T. Balusamy, T. S. N. Sankara Narayanan and K. Ravichandran: Surf. Coat. Technol.,
2012, 213, 221-228. 34. B. Arifvianto, Suyitno, M. Mahardika, P. Dewo, P.T. Iswanto and U.A. Salim: Mater.
Chem. Phy., 2011, 125, 418-426.35. S. Kikuchi and J. Komotori: Int. J. Fatigue, 2010, 32, 403-410.36. K. Dai, J. Villegas, Z. Stone and L. Shaw: Acta Mater., 2004, 52, 5771-578237. Han-Sang Lee, Doo-Soo Kim , Jine-Sung Jung, Young-Shik Pyoun and Keesam Shin:
Corros. Sci., 2009, 51, 2826-2830.38. K. Dai and L. Shaw: Mater. Sci. Engg. A, 2007, 463, 46-53. 39. S. Anand Kumar, S. Ganesh Sundara Raman, T. S. N. Sankara Narayanan and
R. Gnanamoorthy: Tribol. Intl., 2013, 57, 107-114. 40. T. S. N. Sankara Narayanan: Met. Finish., 1993, 91, (9), 57-59.41. T. S. N. Sankara Narayanan and M. Subbaiyan: Plat. Surf. Finish., 1993, 80, (9), 72-74.42. T. S. N. Sankara Narayanan: Plat. Surf. Finish., 1996, 83, (4), 69-73.43. T. S. N. Sankara Narayanan: Prod. Finish., 1996, 49, (2), 31-33.44. K. Ravichandran and T. S. N. Sankara Narayanan: Trans. IMF, 2001, 79, (4), 143.45. BHAN Chao-lei, SHAO Xin, MA Jie and CHAN Hui: Trans. Nonferrous Met. Soc.
China, 2012, 22, 1989-1994.





























