Embed Size (px)
Citation preview

www.elsevier.com/locate/jfoodeng
Journal of Food Engineering 84 (2008) 250–257
Influence of rheological model on the processing of yoghurt
Glen Mullineux a,*, Mark J.H. Simmons b
a Department of Mechanical Engineering, University of Bath, Bath BA2 7AY, UKb Centre for Formulation Engineering, Department of Chemical Engineering, University of Birmingham, Edgbaston, Birmingham B15 2TT, UK
Received 27 July 2006; received in revised form 2 May 2007; accepted 11 May 2007Available online 21 May 2007
Abstract
The power law and the Herschel–Bulkley model are common ways of representing the behaviour of a number of food materials. Theunderlying relations contain parameters which are obtained by fitting to experimental results. There is evidence to suggest that both mod-els can represent materials equally well and this is investigated. With the Herschel–Bulkley model, it is shown that good fits can beobtained to data points with significantly different values of the parameters, including the particular case of the power law. This arisesdue to a linear relation between certain logarithmic terms. This is characterised and used to provide a means for converting between goodtriples of Herschel–Bulkley parameters. The fact that the two models behave equally well raises the question as to whether it is better touse the power law (being the simpler) for predictive work in the design of production systems where the materials experience medium tohigh shear rates in pipelines.� 2007 Elsevier Ltd. All rights reserved.
Keywords: Power law; Herschel–Bulkley model; Yoghurt
1. Introduction
Many food fluids have a complex internal microstruc-ture which is susceptible to irreversible damage caused bythe time–temperature–shear history experienced duringmanufacture. This has implications for the perceived qual-ity of any food product, since the texture of a food is one ofthe four quality attributes of any food material, the othersbeing flavour, appearance and nutrition. Yoghurt is such amaterial with shear-thinning, thixotropic, viscoelastic andyield stress rheological characteristics. These propertiesarise from an internal microstructure formed due to inter-actions between milk proteins and fat molecules whichform a loose cross-linked gel structure (e.g. Steventon, Par-kinson, Fryer, & Bottomley, 1990). Martin, Parker, Hort,Hollowood, and Taylor (2005) and Shoemaker, Nantz,Bonnans, and Noble (1992) showed that it is possible tocorrelate sensory evaluations of yoghurt quality (e.g. visual
0260-8774/$ - see front matter � 2007 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2007.05.015
* Corresponding author.E-mail address: [email protected] (G. Mullineux).
and in-mouth thickness, creaminess) with rheologicalparameters which has implications for the successful designof plant since low viscosity has been reported as a commonmanufacturing problem (Tamine & Robinson, 1985).
Understanding of the rheological properties of yoghurtenables the influence of processing upon the material tobe determined. However, since these are time-dependent,it is not sufficient to use equilibrium values for design pur-poses. Fangary, Barigou, and Seville (1999) established aprocedure for the design of a simple yoghurt filling linecomprising of a feed tank, pipeline and filler head basedon simple rheological measurements for three types of com-mercial yoghurt. The influence of shear in each stage of theprocess was simulated by pre-shearing yoghurt samples atrepresentative shear rates in a rheometer before measure-ment of the necessary data.
Prediction of the flow properties of yoghurt requireschoice of a rheological model which relates the imposedshear stress, r, to the observed shear rate _c. For the char-acterisation of non-Newtonian food fluids, three modelsare commonly used.

Nomenclature
a, b regression coefficients_c shear rate (s�1)E root mean square (RMS) error sumg (apparent) viscosity (m2 s�1)g0 viscosity at zero shear (m2 s�1)g1 viscosity at infinite shear (m2 s�1)gc Casson viscosity (Pa s)f Fanning friction factorK consistency factor (Pa sn)‘ length of pipe (m)m number of data pointsn flow behaviour index
P pressure (Pa or, in Tables 4 and 5, bar)R radius of pipe (m)R2 square of the Pearson correlation coefficient;
correlationRe Reynolds numberQ volume flow rate (l s�1)Qe ‘‘experimental” volume flow rate (l min�1)Qt ‘‘theoretical” volume flow rate (l min�1)S least squares error sumr shear stress (Pa)r0 yield stress (Pa)rw shear stress at pipe wall (Pa)
G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257 251
These models are the power law (de Waele, 1923)
r ¼ K _cn ð1Þthe Herschel–Bulkley model (Herschel & Bulkley, 1926)
r ¼ r0 þ K _cn ð2Þand the Casson model (Casson, 1959; Servais, Ranc, &Roberts, 2004)
r12 ¼ r
120 þ ðgc _cÞ
12 ð3Þ
Here the other symbols are constants, r0 is the yield stressof the material, K is the consistency factor, and n is the flowbehaviour index. There is some clear similarity betweenthese models and indeed the Herschel–Bulkley model re-duces to the power law if the yield stress is zero.
One drawback with these models comes with their pre-diction of apparent viscosity g ¼ r= _c. For low values ofshear rate, these all give large values for g. For this reason,the Cross model has been proposed (Cross, 1965; Maco-sko, 1994)
r ¼ _c g1 þg0 � g11þ K _cn
� �ð4Þ
where g0 is the viscosity at zero shear, g1 is the viscosity atinfinite shear, and K and n are constants similar to thosefor the power law and Herschel–Bulkley.
Despite its improved representation of viscosity, use ofthe Cross model has not been widely reported in the liter-ature. For example, one review paper (Holdsworth, 1993)considers 329 papers published in the area of rheologicalproperties of food products. Of these, 47% use the powerlaw, 20% use Herschel–Bulkley, 15% use the Casson model,and less than 1% use the Cross model.
These models take no account of time or temperatureeffects. It is possible to consider the constants as being tem-perature-dependent using Arrhenius type relationships(Fernandes et al., 2005; Ramaswamy & Basak, 1991). Mul-lineux and Simmons (2007) used such relationships tomodify the power law and Herschel–Bulkley models to
enable prediction of the displacement of yoghurt down apipe over a range of temperatures.
The models have been used with a variety of foodstuffsand other materials. For example, the power law has beenapplied to fortified yoghurt (Aportela-Palacios, Sosa-Mor-ales, & Velez-Ruiz, 2005), apple sauce (Vercruysse & Steffe,1989) and minced fish paste (Nakayama, Niwa, &Hamada, 1980); the Herschel–Bulkley model has been usedwith wheat starch–milk–sugar systems (Abu-Jdayil,Mohameed, & Eassa, 2004), papaya puree (Ahmed &Ramaswamy, 2004), coriander leaf puree (Ahmed, Shivare,& Singh, 2004), and French mustard (Higgs & Norrington,1971); the Casson model with chocolate (Servais et al.,2004) and mayonnaise (Kiosseoglou & Sherman, 1983);and the Cross model with yoghurt (Krulis & Rohm,2004) and printing inks (Cross, 1965).
The models are not only used to characterise food mate-rials. They are also used in a predictive mode to assess thebehaviour of new production systems during the designprocess or to optimise existing systems. Examples include:optimisation of tomato ketchup pumping (Garcia & Steffe,1986), design of plate heat exchangers (Fernandes et al.,2005), and design of yoghurt production plant (Fangaryet al., 1999).
The question arises as to whether there is a need forrange of different models. There are cases where the samefoodstuff has been characterised by different models, andthis suggests that there may not be a great deal of differencebetween those models. It has been argued (Scott Blair,1966) that the Herschel–Bulkley and Casson models canbe fitted (to within the limits of experimental error) equallywell to data for a variety of materials, and so is there anyreason for retaining both? Similarly, it is argued (Barnes& Walters, 1985) that the yield stress r0 only appears inthe model expressions because of the inability to measureeasily flows with low shear rate.
This paper is concerned with the similarities between thepower law and the Herschel–Bulkley model. There is evi-dence (Domagala & Juszczak, 2004) that for certain

252 G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257
yoghurts both models give similarly good fits to experimen-tal data (with high and comparable R2 values). And moreanalytically, it is shown (Escudier, Oliveira, & Pinho,2002) that, when modelling flow through annuli, the powerlaw and Herschel–Bulkley give close results and, in partic-ular, predict very similar values of the product f � Re of theFanning friction factor and the Reynolds number.
If the power law and Herschel–Bulkley give similarresults, then why not use the simpler of the two? Thisavoids the difficulty of the estimation of an appropriatevalue for r0. If they are close and they are used predictivelyfor design purposes, then it is likely that any differencesbetween them is swamped by any imposed safety factor.
So this paper looks at how close these two models are.The next section reviews the technique for determiningthe constants from experimental data. This is done forthe Herschel–Bulkley parameters: the power law is a partic-ular case. It is seen that the choice of yield stress r0 has alarge effect upon the values obtained for K and n. In prac-tice, these values are usually found automatically by soft-ware embedded in the test equipment and the user isrelieved of the burden of finding them. Nonetheless theapparent sensitivity to the value of r0 may be of concern.However, although it affects the values of the other Her-schel–Bulkley parameters, the value of r0 is seen to have lit-tle influence upon the form of the graph of r against _c.
An explanation of this is provided in Section 3 by notingthat certain logarithm functions are linearly related overtypical ranges of values that occur in practice. Regressionconstants for such relations are established. These are sowell behaved that it is shown how to convert from one tri-ple of Herschel–Bulkley parameters to another; two exam-ples are given in Section 4.
2. Finding the parameters
The typical means for establishing the Herschel–Bulkleyparameters is to determine the shear rate for a number ofgiven values of shear stress. The shear rate (with a constantshear stress) varies with time, meaning that the parametersare similarly functions of time (Ramaswamy & Basak,1991), and so values for the same time need to be taken.The next stage is to fit a curve of the form of Eq. (2)through the data points.
The difficulty in curve fitting is that the equation is non-linear and there is no natural way of dealing with all threeparameters. The Herschel–Bulkley curve intercepts the_c ¼ 0 axis at r0. Using this idea, one approach (Steffe,1996) is initially to estimate the yield stress r0 from thetrend of the data points. The equation can then be rear-ranged in the following form:
Table 1Data points lying exactly on the Herschel–Bulkley curve for r0 = 25 Pa, K =
_c ðs�1Þ 1.95 15.63 52.73r (Pa) 30 35 40
logðr� r0Þ ¼ log K þ n log _c ð5ÞThis is now a linear relation and a conventional leastsquares approach is used to find the unknown coefficientslogK and n. (Here logarithms to the base 10 are used: nat-ural logarithms or any other base can be used equally well.)The least squares process minimises the following sum ofsquares:
S ¼Xm
i¼1
log K þ n log _ci � logðri � r0Þ½ �2 ð6Þ
where the subscript i is an index for the data values and mis the number of data points. One measure of the goodnessof fit is the root mean square (RMS) error given by thefollowing:
E ¼ffiffiffiffiSm
rð7Þ
One problem that arises is that a number of reasonablygood fits to a set of data can be obtained for a range of esti-mates of r0. This can mean that resultant values of K and n
are not reliable to any degree of accuracy. This is illustratedusing data points which lie exactly upon the Herschel–Bulkley curve for r0 = 25 Pa, K = 4 Pa sn and n ¼ 1
3. These
are values of the order of those for some yoghurts (Fangaryet al., 1999); this value of yield stress is typical of productssuch as mayonnaise, apple sauce and mustard (Holds-worth, 1993). The data points are given in Table 1. Therange of values of shear stress are typical of those arisingin experimental work (Ramaswamy & Basak, 1991).
Table 2 shows some values of K and n resulting from dif-ferent estimates of r0. Also given is the regression value R2
associated with the linear fitting. Fig. 1 shows the sameinformation in the form of graphs against r0. Note thatthe graph of the error is for 10E.
What is seen is that when r0 has the ‘‘exact” value of25 Pa, the original values of K and n are recovered. Thevalue of r0 cannot be increased to larger then the smallestof the shear stress values among the data points (in thiscase 30 Pa). As r0 moves away from 25 Pa, the error valueE increases. It increases quickly if r0 is made larger. As r0
decreases to zero, the value of E rises to 1.79 which is of theorder of 3% of the shear stress values among the datapoints. Such an error is of the same order of magnitudeas errors in readings from experimental work. In addition,the values of R2 are close to unity suggesting that thereremains good correlation between the variables in the log-arithm plots no matter what r0 value is used.
Although the error values are small, the changes in thevalues of K and n are dramatic. As r0 falls to zero, thereis an increase in K to six times its original value and adecrease in n to one third of its value.
4 Pa sn and n ¼ 13
125.0 244.14 421.88 669.9245 50 55 60

Table 2Results of fitting with different estimates of yield stress
r0 (Pa) K (Pa sn) n R2 E
0 26.21 0.119 0.969 1.795 21.53 0.136 0.973 1.6610 16.93 0.158 0.979 1.5015 12.43 0.189 0.986 1.2520 8.10 0.239 0.994 0.8625 4.00 0.333 1.000 0.00
0 10 15 20 25 30
30
25
20
15
10
5
0
0.6
0.5
0.4
0.3
0.2
0.1
0.0
n
10E
K
σ0 (Pa)
K, 10E
5
n
Fig. 1. Variation of Herschel–Bulkley parameters with estimate of yieldstress r0.
G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257 253
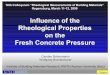
Fig. 2 shows the data points and three of the fittedcurves. One of these is the exact curve for r0 = 25 Pa.The other two are for r0 at 20 Pa and 0 Pa. It is clear thatall three curves are similar, corresponding to the low valuesof E. The curve start to separate outside the range of thedata points. However within this range they provide goodagreement with these points, to within the tolerance of nor-
200 400 600 800 1000
60
50
40
30
20
10
σ0=25 Paσ0=20 Paσ0=0 Pa
dγ/dt (s-1)
σ (Pa)
Fig. 2. Comparison of fitted Herschel–Bulkley curves with differentestimates of yield stress r0.
mal experimental results. The error bars shown on the fig-ure are for ±3 Pa which represents ±5% of the largest rvalue of which is 60 Pa.
So what is seen is that Herschel–Bulkley curves withwidely differing parameters can produce good fits to givendata points. For the example here, the exact values areknown. When the data has experimental errors, it is lessclear what is the appropriate choice for the parameters.In practice, the values of the three Herschel–Bulkleyparameters are found via the software supplied with thetest equipment. One strategy is to perform the fitting fora range of values of r0 and converge on that value whichgives the smallest value of the error term E.
However, the aim is to model relations between shearstress and shear rate. The precise values of the individualHerschel–Bulkley parameters are not of themselves of greatsignificance. It is the combination of the three of themtogether that is important. This is certainly the case forprocess applications, such as pipe flow, with medium orlarge shear rate. The exception may be in the case of lowshear rates, as obtained for example in dosing operations,where the influence of the yield stress is more significant.
3. Relation between logarithmic terms
To investigate why there this a lack of sensitivity of thefit to changes in the Herschel–Bulkley parameters, considerthe graph of log(r � r0) against logr. The left hand part ofFig. 3 shows several such graphs for values of r0 rangingbetween 0 and 25 Pa in steps of 5 Pa. The interval corre-sponding to 30 Pa 6 r 6 60 Pa is shown by the dashedlines. The curves are approximately linear between theseand indeed outside the interval as well.
The right hand side of the figure shows points takenalong each curve at equally spaced values of r between30 Pa and 60 Pa. (Equally spaced values of logr couldequally well be used and, in fact, give very similar results.)
1.25 1.50 1.75 2.00
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
1.25 1.50 1.75 2.00
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
log(σ)
log(σ-σ0)
log(σ)
log(σ-σ0)
σ0=0
σ0=25
σ0=0
σ0=25
Fig. 3. (On left) Graphs of log(r � r0) against logr forr0 = 0,5,10,15,20,25 Pa; (on right) linear approximation to these.

254 G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257
For each set of points, the least squares technique is used tofit a straight line of the form
logðr� r0Þ ¼ �aþ b log r ð8ÞTable 3 shows the resultant values of the coefficients a andb for selected values of r0. Also shown are the values of R2.These are close to unity agreeing with the fact that in eachcase the points are close to be collinear.
Thus there is a linear relationship between logr andlog(r � r0) and hence between two functions of the formlog(r � r0) for different values of r0. This means that if arelation of the form of Eq. (2) can be established for givendata points for some value of r0, then similar relations existfor the same data points with different values of r0. Natu-rally the coefficients in Eq. (2) change and it is this thatresults in the uncertainty in the values of K and n. (Notethat the approximate linearity of the logarithm terms isonly valid over a particular interval; similar relations existover other intervals.)
In particular, suppose that the power law has been fittedto given data points giving an expression of the form
log r ¼ log K1 þ n1 log _c ð9ÞThen, using Eq. (8)
logðr� r0Þ ¼ ð�aþ b log K1Þ þ bn1 log _c ð10Þand this is equivalent to a Herschel–Bulkley equation withyield stress r0 and the other two parameters being given by
log K ¼ �aþ b log K1 ð11Þn ¼ bn1 ð12Þ
Taking the values K1 = 26.21 Pa and n1 = 0.119 from thefirst row of Table 2, and combining these with a = 3.224and b = 2.711 from the last row of Table 3 gives
K ¼ 4:18 Pa n ¼ 0:323 ð13ÞThese are close to the exact values given in the last row ofTable 2, and much closer to these than are the values of K1
and n1.More generally, consider the case of two fits of the form
of Eq. (5)
logðr� r01Þ ¼ log K1 þ n1 log _c ð14Þlogðr� r02Þ ¼ log K2 þ n2 log _c ð15Þ
and corresponding relations of the form of Eq. (8)
logðr� r01Þ ¼ �a1 þ b1 log r ð16Þlogðr� r02Þ ¼ �a2 þ b2 log r ð17Þ
Table 3Results of regression of log(r � r0) against logr
r0 (Pa) a b R2
0 0.000 1.000 1.0005 0.278 1.136 1.00010 0.639 1.318 0.99915 1.134 1.574 0.99720 1.880 1.971 0.99025 3.224 2.711 0.969
Rearrangement yields the following expressions:
log K2 ¼a1b2 � a2b1
b1
� �þ b2
b1
� �log K1 ð18Þ
n2 ¼b2
b1
� �n1 ð19Þ
As an example, these relations are used to convert to thelast row of Table 2 from the penultimate row in whichr01 = 20, K1 = 8.10 Pa, n1 = 0.239. The other coefficientsare a1 = 1.880, b1 = 1.971, a2 = 3.224, b2 = 2.711. Use ofthese gives
K2 ¼ 4:09 Pa n2 ¼ 0:329 ð20ÞThese give good agreement with the exact values.
4. Examples
This section presents two examples. The first illustratesthe idea that the equivalent models give similar resultswhen further processing is carried out. Here this is usingthe model to evaluate flow rate along a pipe. The exampleis based upon experimental values obtained by pumping acommercial yoghurt along a circular pipe of small diameter(8.5 mm). These were obtained as part of an investigationof the flows and damage occurring in the final filling stageof a yoghurt production process.
Two different pumping pressures P were used and twodifferent lengths ‘ of pipe. The temperature of the yoghurtwas 10 �C. In each case the volume flow rate Q was mea-sured. The results are shown in Table 4.
Under the Herschel–Bulkley model, Eq. (2), the volumeflow rate along a circular pipe of radius R is the following(Holdsworth, 1993):
Q ¼ pR3
K1=n
ðrw � r0Þnþ1
n
r3w
n3nþ 1
� �r2
w þ2n2
ð2nþ 1Þð3nþ 1Þr0rw
�
þ 2n3
ðnþ 1Þð2nþ 1Þð3nþ 1Þr20
�ð21Þ
where
rw ¼1
2RP=‘ ð22Þ
is the shear stress at the wall of the pipe.If the power law, Eq. (1), is used then the above expres-
sion simplifies and the flow rate becomes the following:
Q ¼ n3nþ 1
� �pR3 RP
2K‘
� �1=n
ð23Þ
Table 4Volume rates for differing pipe lengths and applied pressures
‘ (m) P (bar) Q (l min�1)
2 0.7 0.202 1.0 0.703 0.7 0.083 1.0 0.17

G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257 255
Eq. (23) can be used to determine the power law coefficientsfor the results in Table 4. If any two sets of results are ta-ken, labelled with subscripts 1 and 2, then division gives thefollowing in which most of the terms, including K, havecancelled out:
Q1
Q2
¼ P 1
P 2
‘2
‘1
� �1=n
ð24Þ
The six pairs of results can each be used to find a value forn and the average taken. This is 0.356. Using this value, Eq.(23) can be used to find a value for K for each set of resultsand again the average value taken. This is found to be15.2 Pa sn.
These power law coefficients can be used to determineequivalent Herschel–Bulkley parameters for a givenassumed yield stress using the technique of the previoussection.
As an example, take K1 = 15.2 Pa sn and n1 = 0.356 bethe coefficients for the power law. The Herschel–Bulkley
Table 5Equivalent Herschel–Bulkley parameters and corresponding theoreticalflow rates
‘ (m) P (bar) Qe (l min�1) r0 (Pa) K (Pa sn) n Qt (l min�1)
2 0.7 0.20 0.0 15.2 0.356 0.2245.0 11.6 0.404 0.220
10.0 8.29 0.469 0.21315.0 5.32 0.560 0.20620.0 2.81 0.702 0.197
2 1.0 0.70 0.0 15.2 0.356 0.6095.0 11.6 0.404 0.568
10.0 8.29 0.469 0.51515.0 5.32 0.560 0.46120.0 2.81 0.702 0.400
3 0.7 0.08 0.0 15.2 0.356 0.0725.0 11.6 0.404 0.072
10.0 8.29 0.469 0.07215.0 5.32 0.560 0.07320.0 2.81 0.702 0.074
3 1.0 0.17 0.0 15.2 0.356 0.1955.0 11.6 0.404 0.193
10.0 8.29 0.469 0.18815.0 5.32 0.560 0.18320.0 2.81 0.702 0.177
Table 6Application to results for various yoghurts (Domagala & Juszczak, 2004)
Type Power law Herschel–Bulkley
K (Pa sn) n r0 (Pa) K (Pa sn)
G1 0.76 0.56 0.30 0.55G2 0.79 0.53 0.62 0.37G3 0.73 0.58 0.22 0.50G4 0.78 0.48 0.65 0.32
B1 0.65 0.56 0.37 0.38B2 0.61 0.57 0.20 0.46B3 0.56 0.65 0.16 0.45B4 0.84 0.55 0.16 0.71
parameters, K and n, corresponding to r0 = 10 Pa arefound as follows. Table 3 gives a = 0.639 and b = 1.318.Then Eqs. (11) and (12) yield K = 8.29 Pa sn and n = 0.469.
These and other results are shown in Table 5. In eachcase, Eq. (21) is used to determine the ‘‘theoretical” flowrate denoted by Qt. The column headed Qe is the experi-mental value from Table 4. There is good agreementbetween Qt and Qe in each of the four power law cases (atthe start of each block in the table). This suggests that thepower law parameters have been obtained satisfactorily.
Further, the values of Qt for the Herschel–Bulkley casesdo not change greatly, although the drift naturallyincreases with r0. It is clear that the greatest variation inQt occurs in the second block of results in the table. Thiscan be explained as follows. Consider the changes occur-ring in Qt, given by Eq. (21), as r0 increases from zero.The term (rw � r0)(n+1)/n in the numerator contributesone of the larger variations due to its exponent (which isapproximately 4 when n is approximately 1/3). In general,this is offset by a similar variation in the term K1/n in thedenominator. However, there is clearly a greater changein Qt when rw is larger. From Eq. (22), this happens whenP increases and ‘ decreases. It is this combination thatoccurs in the second block of Table 5. Similarly, when P
is small and ‘ is large, rw is small and the variation of Qt
with r0 is reduced. This is seen in the third block of resultsin the table.
The second example of the ability to convert betweensets of parameters is based upon published results for var-ious yoghurts (Domagala & Juszczak, 2004). These resultsare reproduced in the first six columns of Table 6. Theyrelate to four yoghurts made from goat’s milk (herelabelled G1–G4) and four bioyoghurts (here labelled B1–B4). The authors conclude that the power law and the Her-schel–Bulkley model can be fitted equally well to theirexperimental results.
It is clear that the values obtained for the yield stress arelower than those usually associated with yoghurt, typicallyin the range 3.51–19.14 Pa (Holdsworth, 1993). For thisreason it has been necessary to find an alternative set ofvalues for the coefficients a and b. These are shown in thetable and are based upon considering the relation betweenlog(r � r0) and logr over the range 1 Pa 6 r 6 20 Pa.
Coefficients H–B derived
n a b K (Pa sn) n
0.62 0.111 1.098 0.57 0.620.67 0.274 1.250 0.40 0.660.65 0.078 1.069 0.60 0.620.64 0.293 1.268 0.37 0.61
0.69 0.141 1.126 0.45 0.630.62 0.071 1.062 0.50 0.610.69 0.056 1.049 0.48 0.680.58 0.056 1.049 0.73 0.58

256 G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257
The final columns of Table 6 show the values of K and n
for the Herschel–Bulkley model derived from the reportedvalues of the coefficients for the power law. It is seen thatthese are in good agreement with the reported values forthe coefficients obtained by direct fitting.
5. Conclusions
The power law and the Herschel–Bulkley model are twomeans used to represent the behaviour of a range of foodmaterials. The Herschel–Bulkley relation is an extensionof the power law and contains an additional term whichis the yield stress r0, As well as simply characterising thematerial, the models are also used in a predictive role whennew production systems are designed or existing onesoptimised.
It is clear from the literature that there are cases whenboth these models have been successfully used to representthe same material. This suggests that the introduction ofthe yield stress may not be of great importance. Using aset of data points which fits exactly to one form of the Her-schel–Bulkley relation, it has been seen here that changes inthe choice of the value of r0 can result in large changes inthe values obtained for the other two Herschel–Bulkleyparameters, even though the fitted curve still gives a goodapproximation to the data. In particular, this applies whenr0 = 0 and the power law is being used.
It has been shown that, over the typical ranges of valuesthat occur in practice, functions of the form log(r � r0) arelinearly related. This explains the variations in the Her-schel–Bulkley parameters that are possible. Furthermore,coefficients for this linear relation have been determinedand these allow conversion between one set of estimatesof the Herschel–Bulkley parameters and another. Thishas been illustrated both with respect to the exact dataset and to published experimental results.
While this ability to convert between parameters sets isinteresting, it is not clear that this is something one wouldwant to do in practice. The significant point is that thepower law and the Herschel–Bulkley model can representmaterials equally well; clearly the power law is the easierto apply. This raises the question as to whether there is aneed to employ the Herschel–Bulkley model when the sim-pler power law is as effective (and has less uncertainty aris-ing from the choice of the yield stress). This is particularlythe case when using the model as part of the design processfor production equipment. Here an estimate of behaviouris required and any differences between the models isabsorbed in the required safety factors. It therefore seemsthat the power law is less complex and is better suited tothe predictive work required in the design of productionsystems.
Acknowledgements
The work in this paper has been carried out with thesupport of research grant from DEFRA given as part of
the Food Processing Faraday. The authors gratefullyacknowledge this support and that of other collaborators.
References
Abu-Jdayil, B., Mohameed, H. A., & Eassa, A. (2004). Rheology of wheatstarch–milk–sugar systems: Effects of starch concentration, sugar typeand concentration, and milk fat content. Journal of Food Engineering,
64, 207–212.Ahmed, J., & Ramaswamy, H. S. (2004). Response surface methodology
in rheological characterization of papaya puree. International Journal
of Food Properties, 7, 45–58.Ahmed, J., Shivare, U. S., & Singh, P. (2004). Colour kinetics and
rheology of coriander leaf puree and storage characteristics of thepaste. Food Chemistry, 84, 605–611.
Aportela-Palacios, A., Sosa-Morales, M. E., & Velez-Ruiz, J. F. (2005).Rheological and physicochemical behavior of fortified yoghurt, withfiber and calcium. Journal of Texture Studies, 36, 333–349.
Barnes, H. A., & Walters, K. (1985). The yields stress myth. Rheologica
Acta, 24, 323–326.Casson, N. (1959). A flow equation for pigment–oil suspensions of the
printing ink type. In C. C. Mill (Ed.), Rheology of disperse suspensions
(pp. 84–104). New York: Pergamon Press.Cross, M. M. (1965). Rheology of non-Newtonian fluids: A new flow
equation for pseudo-plastic fluids. Journal of Colloid Science, 20,417–437.
de Waele, A. (1923). Viscometry and plastometry. Journal of the Oil
Colour Chemists Association, 6, 33–41.Domagala, J., & Juszczak, L. (2004). Flow behaviour of goat’s milk
yoghurts and bioyoghurts. Electronic Journal of Polish Agricultural
Universities, 7(2), 7.Escudier, M. P., Oliveira, P. J., & Pinho, F. T. (2002). Fully developed
laminar flow of purely viscous non-Newtonian liquids through annuli,including the effects of eccentricity and inner-cylinder rotation.International Journal of Heat and Fluid Flow, 23, 52–73.
Fangary, Y. S., Barigou, M., & Seville, J. P. K. (1999). Simulation ofyoghurt flow and prediction of its end-of-process properties usingrheological measurements. Transactions of the Institution of Chemical
Engineers, Part C, 77, 33–39.Fernandes, C. S., Dias, R., Nobrega, J. M., Afonso, I. M., Melo, L. F., &
Maia, J. M. (2005). Simulation of stirred yoghurt processing in plateheat exchangers. Journal of Food Engineering, 69, 281–290.
Garcia, E. J., & Steffe, J. F. (1986). Optimum economic pipe diameter forpumping Herschel–Bulkley fluids in laminar flow. Journal of Food
Engineering, 8, 117–136.Herschel, W. H., & Bulkley, R. (1926). Konsistenzmessungen von Gumni-
Benzollosungen. Kolloid Zeitschrift, 39, 291–300.Higgs, S. J., & Norrington, R. J. (1971). Rheological properties of selected
foodstuffs. Process Biochemistry(May), 52–54.Holdsworth, S. D. (1993). Rheological models used for the prediction of
the flow properties of food products: A literature review. Transactions
of the Institution of Chemical Engineers, Part C, 71, 139–179.Kiosseoglou, V. D., & Sherman, P. (1983). The rheological conditions
associated with judgement of pourability and spreadability of saladdressing. Journal of Texture Studies, 14, 277–282.
Krulis, M., & Rohm, H. (2004). Adaptation of a vane tool for the viscositydetermination of flavoured yoghurt. European Food Research and
Technology, 218, 598–601.Macosko, C. W. (1994). Rheology: Principles, measurements and applica-
tions. New York: Wiley.Martin, F. L., Parker, A., Hort, J., Hollowood, T. A., & Taylor, A. J.
(2005). Using vane geometry for measuring the texture of stirredyoghurt. Journal of Texture Studies, 36, 421–438.
Mullineux, G., & Simmons, M. J. H. (2007). Effects of processing on shearrate of yoghurt. Journal of Food Engineering, 79, 850–857.
Nakayama, T., Niwa, E., & Hamada, I. (1980). Piped transportation ofminced fish paste. Journal of Food Science, 45, 844–847.

G. Mullineux, M.J.H. Simmons / Journal of Food Engineering 84 (2008) 250–257 257
Ramaswamy, H. S., & Basak, S. (1991). Rheology of stirred yoghurts.Journal of Texture Studies, 22, 231–241.
Scott Blair, G. W. (1966). The success of Casson’s equation. Rheologica
Acta, 5, 184–187.Servais, C., Ranc, H., & Roberts, I. D. (2004). Determination of chocolate
viscosity. Journal of Texture Studies, 34, 467–497.Shoemaker, C. F., Nantz, J., Bonnans, S., & Noble, A. C. (1992).
Rheological characterisation of dairy products. Food Technology(Jan-uary), 98–104.
Steffe, J. F. (1996). Rheological methods in food process engineering (2nded.). East Lansing, MI, USA: Freeman Press.
Steventon, A. J., Parkinson, C. J., Fryer, P. J., & Bottomley, R. C. (1990).The rheology of yoghurt. In R. E. Carter (Ed.), Rheology of food,
pharmaceutical and biological materials with general rheology
(pp. 196–210). London: Elsevier Applied Science.Tamine, A. Y., & Robinson, R. K. (1985). Yoghurt: Science and
technology. Oxford: Pergamon.Vercruysse, M. C. M., & Steffe, J. F. (1989). On-line viscometry for pureed
baby food: Correlation of Bostwick consistometer readings andapparent viscosity data. Journal of Food Process Engineering, 11,193–202.