Embed Size (px)
Citation preview

by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM 3.1
INDEX
Outils de tournage 80°
80°-Drehwerkzeuge
turning tools 80°
Outils de tournage 55°
55°-Drehwerkzeuge
turning tools 55°
Outils de tournage 35°
35°-Drehwerkzeuge
turning tools 35°
3.9
3.11
3.13
3.15
3.17
3.8
3.10
3.12
3.14
3.16
pageSeitepage
RépertoireVerzeichniss
Index
typeENP-X8°
Géométriesdes plaquettes
WSP-Spannform-Geometrien
Inserts cuttinggeometries
typeENP-X17°
typeENP-X25°
typeEN-XF
typeEN-HF
typeFN-X8°
typeFN-X17°
typeFN-X25°
FN-K18°FN-0°
(VCGx-35°)
typeEN-MF
3.23.3
3.43.5
3.63.7

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
V-M2,5-2100 C - T8
C - T15V-M4-2200
seriesISO-21xx
seriesISO-22xx
porte-outils Halter holders
Art. N°~ ISO-code ~ x L Art. N°~ ISO-code ~Type Type
pièces de rechangeErzatzteilespare parts
ISO-2112ISO-2113ISO-2114ISO-2114-90ISO-2115ISO-2115-75
SCACL-0808X-06SCACL-1010X-06SCACL-1212X-06SCACL-1212G-06SCACL-1616X-06SCACL-1616F-06
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 CCxx
-0602
xxISO-2122ISO-2123ISO-2124ISO-2124-90ISO-2125ISO-2125-75
SCACR-0808X-06SCACR-1010X-06SCACR-1212X-06SCACR-1212G-06SCACR-1616X-06SCACR-1616F-06
ISO-2214ISO-2214-90ISO-2215ISO-2215-75ISO-2216
SCACL-1212X-09SCACL-1212G-09SCACL-1616X-09SCACL-1616F-09SCACL-2020X-09
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2224ISO-2224-90ISO-2225ISO-2225-75ISO-2226
SCACR-1212X-09SCACR-1212G-09SCACR-1616X-09SCACR-1616F-09SCACR-2020X-09CCxx
-09T3x
x
ISO-2132ISO-2133ISO-2134ISO-2134-90ISO-2135ISO-2135-75
SCLCL-0808X-06SCLCL-1010X-06SCLCL-1212X-06SCLCL-1212G-06SCLCL-1616X-06SCLCL-1616F-06
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 CCxx
-0602
xxISO-2142ISO-2143ISO-2144ISO-2144-90ISO-2145ISO-2145-75
SCLCR-0808X-06SCLCR-1010X-06SCLCR-1212X-06SCLCR-1212G-06SCLCR-1616X-06SCLCR-1616F-06
ISO-2234ISO-2234-90ISO-2235ISO-2235-75ISO-2236
SCLCL-1212X-09SCLCL-1212G-09SCLCL-1616X-09SCLCL-1616F-09SCLCL-2020X-09
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2244ISO-2244-90ISO-2245ISO-2245-75ISO-2246
SCLCR-1212X-09SCLCR-1212G-09SCLCR-1616X-09SCLCR-1616F-09SCLCR-2020X-09CCxx
-09T3x
x
ISO-2102ISO-2103ISO-2104ISO-2104-90ISO-2105ISO-2105-75
SCMCN-0808X-06SCMCN-1010X-06SCMCN-1212X-06SCMCN-1212G-06SCMCN-1616X-06SCMCN-1616F-06
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 CCxx
-0602
xx
ISO-2204ISO-2204-90ISO-2205ISO-2205-75ISO-2206
SCMCN-1212X-09SCMCN-1212G-09SCMCN-1616X-09SCMCN-1616F-09SCMCN-2020X-09
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120 CCxx
-09T3x
x
80°
5°
5°5°
80°
5°
80°
50° 50°
80°
10°
80°
10°
gamme des plaquettes en métal durVHM-Wendeplatten Reihe
range of solid carbide inserts
FN-X8°
FN-X17°
FN-X25°
Applitec-seriesISO-11xx
ISO-seriesCCxx-0602xx
pageSeitepage
3.8
ENP-X8°
ENP-X17°
ENP-X25°
EN-XF
EN-MF
EN-HF
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
Applitec-seriesISO-12xx
ISO-seriesCCxx-09T3xxGéométries de coupe
Spanformgeometriencutting geometries
3.10
3.12
3.9
3.11
3.13
3.15
3.16
3.17
Types de plaquettesWendeplatten-typen
type of inserts
Outils de tournage 80° 80°-Drehwerkzeuge turning tools 80°
~ 6 R ~ 9 R
TypeEN
TypeENP
TypeFN
polished
polished R
R
R = 0
INFO
3.2 3.3
80° 80°
plaquettes sans rayons : R = 0géométries spécifiques pour le décolletage
Wendeplatten ohne Radius : R = 0Sondergeometrien für Landrehautomaten
Inserts without radius : R = 0special geometries for automatic lathes
TOP-line 300
voir pages 1.2 - 1.5siehe Seiten 1.2 - 1.5see pages 1.2 - 1.5
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
traîtement d’arêteSchneidkante Behandlung
cutting edge treatment
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,2 - 0,4
TiN - TiAlN - Ti3
R = 0,2 - 0,4 - 0,8
TiN - TiAlN - Ti3
R = 0,2 - 0,4
TiN - TiAlN - Tmax - Ti3
R = 0,2 - 0,4 - 0,8
TiN - TiAlN - Tmax - Ti3
R = 0,4 - 0,8
Ti3
R = 0,4 - 0,8
Ti3
L
N
L
R
R

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
porte-outils Halter holders
Art. N°~ ISO-code ~ x L Art. N°~ ISO-code ~Type Type
ISO-2312ISO-2313ISO-2314ISO-2314-90ISO-2315ISO-2315-75
SDACL-0808X-07SDACL-1010X-07SDACL-1212X-07SDACL-1212G-07SDACL-1616X-07SDACL-1616F-07
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 DCxx
-0702
xxISO-2322ISO-2323ISO-2324ISO-2324-90ISO-2325ISO-2325-75
SDACR-0808X-07SDACR-1010X-07SDACR-1212X-07SDACR-1212G-07SDACR-1616X-07SDACR-1616F-07
ISO-2414ISO-2414-90ISO-2415ISO-2415-75ISO-2416
SDACL-1212X-11SDACL-1212G-11SDACL-1616X-11SDACL-1616F-11SDACL-2020X-11
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2424ISO-2424-90ISO-2425ISO-2425-75ISO-2426
SDACR-1212X-11SDACR-1212G-11SDACR-1616X-11SDACR-1616F-11SDACR-2020X-11DCxx
-11T3x
x
ISO-2332ISO-2333ISO-2334ISO-2334-90ISO-2335ISO-2335-75
SDJCL-0808X-07SDJCL-1010X-07SDJCL-1212X-07SDJCL-1212G-07SDJCL-1616X-07SDJCL-1616F-07
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 DCxx
-0702
xxISO-2342ISO-2343ISO-2344ISO-2344-90ISO-2345ISO-2345-75
SDJCR-0808X-07SDJCR-1010X-07SDJCR-1212X-07SDJCR-1212G-07SDJCR-1616X-07SDJCR-1616F-07
ISO-2434ISO-2434-90ISO-2435ISO-2435-75ISO-2436
SDJCL-1212X-11SDJCL-1212G-11SDJCL-1616X-11SDJCL-1616F-11SDJCL-2020X-11
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2444ISO-2444-90ISO-2445ISO-2445-75ISO-2446
SDJCR-1212X-11SDJCR-1212G-11SDJCR-1616X-11SDJCR-1616F-11SDJCR-2020X-11DCxx
-11T3x
x
ISO-2302ISO-2303ISO-2304ISO-2304-90ISO-2305ISO-2305-75
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 DCxx
-0702
xx
ISO-2404ISO-2404-90ISO-2405ISO-2405-75ISO-2406
SDNCN-1212X-11SDNCN-1212G-11SDNCN-1616X-11SDNCN-1616F-11SDNCN-2020X-11
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120 DCxx
-11T3x
x
ISO-2353ISO-2354ISO-2354-90ISO-2355ISO-2355-75
SDHCL-1010X-07SDHCL-1212X-07SDHCL-1212G-07SDHCL-1616X-07SDHCL-1616F-07
10 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 DCxx
-0702
xxISO-2363ISO-2364ISO-2364-90ISO-2365ISO-2365-75
SDHCR-1010X-07SDHCR-1212X-07SDHCR-1212G-07SDHCR-1616X-07SDHCR-1616F-07
ISO-2455ISO-2455-75ISO-2456
SDHCL-1616X-11SDHCL-1616F-11SDHCL-2020X-11
16 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2465ISO-2465-75ISO-2466
SDHCR-1616X-11SDHCR-1616F-11SDHCR-2020X-11
DCxx-11
T3xx
55°
35°
55°
32°
3°
17,5°
55°
17,5°
35°
55°
3°55°
32°
17,5°
55°
17,5°
55°
62,5° 62,5°
SDNCN-0808X-07SDNCN-1010X-07SDNCN-1212X-07SDNCN-1212G-07SDNCN-1616X-07SDNCN-1616F-07
gamme des plaquettes en métal durVHM-Wendeplatten Reihe
range of solid carbide insertsISO-series
VCxx-0702xxpageSeitepage
3.8
Applitec-seriesISO-14xx
ISO-seriesVCxx-11T3xxGéométries de coupe
Spanformgeometriencutting geometries
3.10
3.12
3.9
3.11
3.13
3.15
3.16
3.17
Types de plaquettesWendeplatten-typen
type of inserts
Outils de tournage 55° 55°-Drehwerkzeuge turning tools 55°
~ 7 R ~ 11 R
Applitec-seriesISO-13xx
V-M4-2400
seriesISO-24xx
pièces de rechangeErzatzteilespare parts V-M2,5-2300 C - T8
seriesISO-23xx
ISO-2400-D10L / R 3°
52
30
30 Ø10
DCxx-11T3xx
3.4 3.5
C - T15
55° 55°
FN-X8°
FN-X17°
FN-X25°
ENP-X8°
ENP-X17°
ENP-X25°
EN-XF
EN-MF
EN-HF
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,2 - 0,4
TiN - TiAlN - Ti3
R = 0,2 - 0,4 - 0,8
TiN - TiAlN - Ti3
R = 0,2 - 0,4
TiN - TiAlN - Tmax - Ti3
R = 0,2 - 0,4 - 0,8
TiN - TiAlN - Tmax - Ti3
R = 0,4 - 0,8
Ti3
R = 0,4 - 0,8
Ti3
TypeEN
TypeENP
TypeFN
polished
polished R
R
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
traîtement d’arêteSchneidkante Behandlung
cutting edge treatment
R
R
R
L
L
L
N

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
V-M2,5-2600 C - T8
C - T15V-M4-2700
seriesISO-26xx
seriesISO-27xx
porte-outils Halter holders
Art. N°~ ISO-code ~ x L Art. N°~ ISO-code ~Type Type
pièces de rechangeErzatzteilespare parts
ISO-2612ISO-2613ISO-2614ISO-2614-90ISO-2615ISO-2615-75
SVACL-0808X-11SVACL-1010X-11SVACL-1212X-11SVACL-1212G-11SVACL-1616X-11SVACL-1616F-11
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 VCxx
-1103
xxISO-2622ISO-2623ISO-2624ISO-2624-90ISO-2625ISO-2625-75
SVACR-0808X-11SVACR-1010X-11SVACR-1212X-11SVACR-1212G-11SVACR-1616X-11SVACR-1616F-11
ISO-2714ISO-2714-90ISO-2715ISO-2715-75ISO-2716
SVACL-1212X-16SVACL-1212G-16SVACL-1616X-16SVACL-1616F-16SVACL-2020X-16
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2724ISO-2724-90ISO-2725ISO-2725-75ISO-2726
SVACR-1212X-16SVACR-1212G-16SVACR-1616X-16SVACR-1616F-16SVACR-2020X-16VCxx
-1604
xx
ISO-2632ISO-2633ISO-2634ISO-2634-90ISO-2635ISO-2635-75
SVJCL-0808X-11SVJCL-1010X-11SVJCL-1212X-11SVJCL-1212G-11SVJCL-1616X-11SVJCL-1616F-11
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 VCxx
-1103
xxISO-2642ISO-2643ISO-2644ISO-2644-90ISO-2645ISO-2645-75
SVJCR-0808X-11SVJCR-1010X-11SVJCR-1212X-11SVJCR-1212G-11SVJCR-1616X-11SVJCR-1616F-11
ISO-2734ISO-2734-90ISO-2735ISO-2735-75ISO-2736
SVJCL-1212X-16SVJCL-1212G-16SVJCL-1616X-16SVJCL-1616F-16SVJCL-2020X-16
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2744ISO-2744-90ISO-2745ISO-2745-75ISO-2746
SVJCR-1212X-16SVJCR-1212G-16SVJCR-1616X-16SVJCR-1616F-16SVJCR-2020X-16VCxx
-1604
xx
ISO-2655ISO-2655-75ISO-2656
SVXCL-1616X-11SVXCL-1616G-11SVXCL-2020X-11
16 x 16 x 13016 x 16 x 7520 x 20 x 120
VCxx-11
03xx ISO-2665
ISO-2665-75ISO-2666
SVXCR-1616X-11SVXCR-1616G-11SVXCR-2020X-11
ISO-2602ISO-2603ISO-2604ISO-2604-90ISO-2605ISO-2605-75
SVVCN-0808X-11SVVCN-1010X-11SVVCN-1212X-11SVVCN-1212G-11SVVCN-1616X-11SVVCN-1616F-11
8 x 8 x 11510 x 10 x 11512 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 75 VCxx
-1103
xx
ISO-2704ISO-2704-90ISO-2705ISO-2705-75ISO-2706
SVVCN-1212X-16SVVCN-1212G-16SVVCN-1616X-16SVVCN-1616F-16SVVCN-2020X-16
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120 VCxx
-1604
xx
ISO-2674ISO-2674-90ISO-2675ISO-2675-75ISO-2676
SV-CL-1212X-11SV-CL-1212G-11SV-CL-1616X-11SV-CL-1616F-11SV-CL-2020X-11
12 x 12 x 13012 x 12 x 9016 x 16 x 13016 x 16 x 7520 x 20 x 120
ISO-2684ISO-2684-90ISO-2685ISO-2685-75ISO-2686
SV-CR-1212X-11SV-CR-1212G-11SV-CR-1616X-11SV-CR-1616F-11SV-CR-2020X-11VCxx
-1103
xx
35°
55°
35°
55°
3°35°
52°
35°
52°
3°
27,5°35°
27,5°
35°
27,5°
27,5°
7,5
90,5°6
7,5
90,5°6
35°
72,5° 72,5°
gamme des plaquettes en métal durVHM-Wendeplatten Reihe
range of solid carbide inserts
FN-K18°
FN-X8°
FN-X17°
FN-X25°
Applitec-seriesISO-16xx
ISO-seriesVCxx-1103xx
pageSeitepage
FN-0°
ENP-X8°
ENP-X17°
ENP-X25°
EN-XF
EN-MF
EN-HF
Applitec-seriesISO-17xx
ISO-seriesVCxx-1604xxGéométries de coupe
Spanformgeometriencutting geometries
Types de plaquettesWendeplatten-typen
type of inserts
Outils de tournage 35°
35°-Drehwerkzeuge
turning tools 35°
~ 11 R~ 16 R
3.6 3.7
35° 35°
TypeEN
TypeENP
TypeFN
polished
polished R
R
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
traîtement d’arêteSchneidkante Behandlung
cutting edge treatment
3.8
3.10
3.12
3.9
3.11
3.13
3.15
3.16
3.17
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K20 (-K10)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,05 - 0,1 - 0,2 - 0,4
TiAlN (-TiN -K20)
R = 0,2 - 0,4
TiN - TiAlN - Ti3
R = 0,4 - 0,8
TiN - TiAlN - Ti3
R = 0,2 - 0,4
TiN - TiAlN - Tmax - Ti3
R = 0,4 - 0,8
TiN - TiAlN - Tmax - Ti3
R = 0,4 - 0,8
Ti3
R = 0,4 - 0,8
Ti3
3.14
3.14
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K10
--
--
R = 0,05 - 0,1 - 0,2 - 0,4
TiN - TiAlN - K10
--
--
R
R
L
L
RL
RL
N

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
VCGT
35°
DCGT
55°
CCGT
80°
TypeENP-X8°
ISO-1230-P-__*ISO-1231-P-__*ISO-1232-P-__*ISO-1234-P-__*
CCGT-09T3005-ENP-X8CCGT-09T301-ENP-X8CCGT-09T302-ENP-X8CCGT-09T304-ENP-X8
0,050,10,20,4
0,050,10,20,4
ISO-1130-P-__*ISO-1131-P-__*ISO-1132-P-__*ISO-1134-P-__*
CCGT-0602005-ENP-X8CCGT-060201-ENP-X8CCGT-060202-ENP-X8CCGT-060204-ENP-X8
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-ENP-X8DCGT-070201-ENP-X8DCGT-070202-ENP-X8DCGT-070204-ENP-X8
ISO-1330-P-__*ISO-1331-P-__*ISO-1332-P-__*ISO-1334-P-__*
DCGT-11T3005-ENP-X8DCGT-11T301-ENP-X8DCGT-11T302-ENP-X8DCGT-11T304-ENP-X8
ISO-1430-P-__*ISO-1431-P-__*ISO-1432-P-__*ISO-1434-P-__*
0,050,10,20,4
VCGT-1103005-ENP-X8VCGT-110301-ENP-X8VCGT-110302-ENP-X8VCGT-110304-ENP-X8
ISO-1630-P-__*ISO-1631-P-__*ISO-1632-P-__*ISO-1634-P-__*
0,050,10,20,4
VCGT-1604005-ENP-X8VCGT-160401-ENP-X8VCGT-160402-ENP-X8VCGT-160404-ENP-X8
ISO-1730-P-__*ISO-1731-P-__*ISO-1732-P-__*ISO-1734-P-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
plaquette polie et rectifiéearête de coupe renforcée par polissagecoupe positive 8° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finition et semi-finitionusinage des aciers etaciers inoxydablesavances F = 0,03 - 0,18 mm
polierte und geschliffene Wendeplatteverstärkte und polierte Schneidkante8° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
mittlere bis Schlichtbearbeitungfür die Bearbeitung von Stahlund rostfreiem StahlVorschub F = 0,03 - 0,18 mm
polished and ground insertreinforced and polished cutting edge8° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishing and semi-finishingsteel and stainless steel machiningfeed rate F = 0,03 - 0,18 mm
VCGT
35°
DCGT
55°
CCGT
80°
Géométrie de coupe Spanformgeometrie Cutting geometry
TypeFN-X8°
ISO-1230-__*ISO-1231-__*ISO-1232-__*ISO-1234-__*
CCGT-09T3005-FN-X8CCGT-09T301-FN-X8CCGT-09T302-FN-X8CCGT-09T304-FN-X8
0,050,10,20,4
0,050,10,20,4
ISO-1130-__*ISO-1131-__*ISO-1132-__*ISO-1134-__*
CCGT-0602005-FN-X8CCGT-060201-FN-X8CCGT-060202-FN-X8CCGT-060204-FN-X8
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-FN-X8DCGT-070201-FN-X8DCGT-070202-FN-X8DCGT-070204-FN-X8
ISO-1330-__*ISO-1331-__*ISO-1332-__*ISO-1334-__*
DCGT-11T3005-FN-X8DCGT-11T301-FN-X8DCGT-11T302-FN-X8DCGT-11T304-FN-X8
ISO-1430-__*ISO-1431-__*ISO-1432-__*ISO-1434-__*
0,050,10,20,4
VCGT-1103005-FN-X8VCGT-110301-FN-X8VCGT-110302-FN-X8VCGT-110304-FN-X8
ISO-1630-__*ISO-1631-__*ISO-1632-__*ISO-1634-__*
0,050,10,20,4
VCGT-1604005-FN-X8VCGT-160401-FN-X8VCGT-160402-FN-X8VCGT-160404-FN-X8
ISO-1730-__*ISO-1731-__*ISO-1732-__*ISO-1734-__*
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
~ 6 R
~ 9 R
~ 7 R
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
plaquette polie et rectifiéearête de coupe vivecoupe positive 8° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finitiongéométrie universelle pour l’usinagede toutes matièresavances F = 0,01 - 0,15 mm
Application
Descriptifpolierte und geschliffene Wendeplattescharfe Schneidkante8° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
Schlichtbearbeitungallgemeine Geometrie für die Bearbeitungaller WerkstoffeVorschub F = 0,01 - 0,15 mm
Anwendung
Beschreibungpolished and ground insertsharp cutting edge8° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishinggeneral purpose geometry for the machiningof all materialsfeed rate F = 0,01 - 0,15 mm
Application
Description
~ 11 R
~ 11 R
~ 16 R
polished polished R
3.8 3.9
FN-X8° ENP-X8°
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
Géométrie de coupe Spanformgeometrie Cutting geometry
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.18
nuances voir pageSorten siehe Seitegrades see page
3.18
nuances voir pageSorten siehe Seitegrades see page

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
VCGT
35°
DCGT
55°
CCGT
80°
ISO-1240-P-__*ISO-1241-P-__*ISO-1242-P-__*ISO-1244-P-__*
CCGT-09T3005-ENP-X17CCGT-09T301-ENP-X17CCGT-09T302-ENP-X17CCGT-09T304-ENP-X17
0,050,10,20,4
0,050,10,20,4
ISO-1140-P-__*ISO-1141-P-__*ISO-1142-P-__*ISO-1144-P-__*
CCGT-0602005-ENP-X17CCGT-060201-ENP-X17CCGT-060202-ENP-X17CCGT-060204-ENP-X17
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-ENP-X17DCGT-070201-ENP-X17DCGT-070202-ENP-X17DCGT-070204-ENP-X17
ISO-1340-P-__*ISO-1341-P-__*ISO-1342-P-__*ISO-1344-P-__*
DCGT-11T3005-ENP-X17DCGT-11T301-ENP-X17DCGT-11T302-ENP-X17DCGT-11T304-ENP-X17
ISO-1440-P-__*ISO-1441-P-__*ISO-1442-P-__*ISO-1444-P-__*
0,050,10,20,4
VCGT-1103005-ENP-X17VCGT-110301-ENP-X17VCGT-110302-ENP-X17VCGT-110304-ENP-X17
ISO-1640-P-__*ISO-1641-P-__*ISO-1642-P-__*ISO-1644-P-__*
0,050,10,20,4
VCGT-1604005-ENP-X17VCGT-160401-ENP-X17VCGT-160402-ENP-X17VCGT-160404-ENP-X17
ISO-1740-P-__*ISO-1741-P-__*ISO-1742-P-__*ISO-1744-P-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
plaquette polie et rectifiéearête de coupe renforcée par polissagecoupe positive 17° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finition et semi-finitionusinage des aciers etaciers inoxydablesavances F = 0,03 - 0,18 mm
polierte und geschliffene Wendeplatteverstärkte und polierte Schneidkante17° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
mittlere bis Schlichtbearbeitungfür die Bearbeitung von Stahlund rostfreiem StahlVorschub F = 0,03 - 0,18 mm
polished and ground insertreinforced and polished cutting edge17° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishing and semi-finishingsteel and stainless steel machiningfeed rate F = 0,03 - 0,18 mm
VCGT
35°
DCGT
55°
CCGT
80°
ISO-1240-__*ISO-1241-__*ISO-1242-__*ISO-1244-__*
CCGT-09T3005-FN-X17CCGT-09T301-FN-X17CCGT-09T302-FN-X17CCGT-09T304-FN-X17
0,050,10,20,4
0,050,10,20,4
ISO-1140-__*ISO-1141-__*ISO-1142-__*ISO-1144-__*
CCGT-0602005-FN-X17CCGT-060201-FN-X17CCGT-060202-FN-X17CCGT-060204-FN-X17
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-FN-X17DCGT-070201-FN-X17DCGT-070202-FN-X17DCGT-070204-FN-X17
ISO-1340-__*ISO-1341-__*ISO-1342-__*ISO-1344-__*
DCGT-11T3005-FN-X17DCGT-11T301-FN-X17DCGT-11T302-FN-X17DCGT-11T304-FN-X17
ISO-1440-__*ISO-1441-__*ISO-1442-__*ISO-1444-__*
0,050,10,20,4
VCGT-1103005-FN-X17VCGT-110301-FN-X17VCGT-110302-FN-X17VCGT-110304-FN-X17
ISO-1640-__*ISO-1641-__*ISO-1642-__*ISO-1644-__*
0,050,10,20,4
VCGT-1604005-FN-X17VCGT-160401-FN-X17VCGT-160402-FN-X17VCGT-160404-FN-X17
ISO-1740-__*ISO-1741-__*ISO-1742-__*ISO-1744-__*
~ 6 R
~ 9 R
~ 7 R
plaquette polie et rectifiéearête de coupe vivecoupe positive 17° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finitionusinage des alliages d’aluminium etde titane, des matières non-ferreuses,ainsi que des aciers inoxydablesavances F = 0,015 - 0,20 mm
polierte und geschliffene Wendeplattescharfe Schneidkante17° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
SchlichtbearbeitungBearbeitung von Aluminium und Titan,Nichteisenmetalle und rostfreiem StahlVorschub F = 0,015 - 0,20 mm
polished and ground insertsharp cutting edge17° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishingmachining of aluminium alloys, non-ferrousmaterials and stainless steelfeed rate F = 0,015 - 0,20 mm
~ 11 R
~ 11 R
~ 16 R
polished polished R
3.10 3.11
FN-X17° ENP-X17°
TypeENP-X17°
Géométrie de coupe Spanformgeometrie Cutting geometry
TypeFN-X17°
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
Géométrie de coupe Spanformgeometrie Cutting geometry
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.18
nuances voir pageSorten siehe Seitegrades see page
3.18
nuances voir pageSorten siehe Seitegrades see page
by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
VCGT
35°
DCGT
55°
CCGT
80°
ISO-1250-P-__*ISO-1251-P-__*ISO-1252-P-__*ISO-1254-P-__*
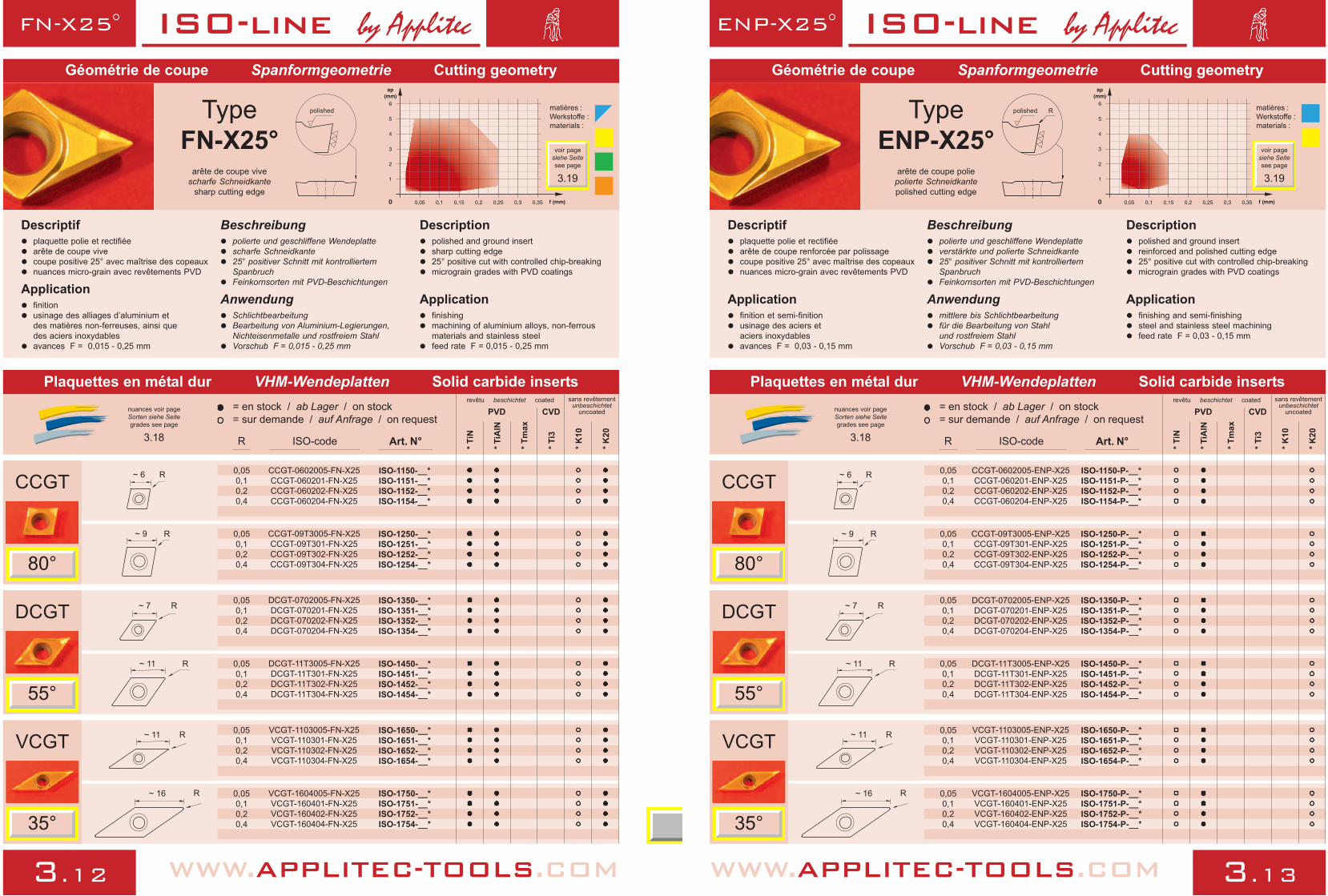
CCGT-09T3005-ENP-X25CCGT-09T301-ENP-X25CCGT-09T302-ENP-X25CCGT-09T304-ENP-X25
0,050,10,20,4
0,050,10,20,4
ISO-1150-P-__*ISO-1151-P-__*ISO-1152-P-__*ISO-1154-P-__*
CCGT-0602005-ENP-X25CCGT-060201-ENP-X25CCGT-060202-ENP-X25CCGT-060204-ENP-X25
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-ENP-X25DCGT-070201-ENP-X25DCGT-070202-ENP-X25DCGT-070204-ENP-X25
ISO-1350-P-__*ISO-1351-P-__*ISO-1352-P-__*ISO-1354-P-__*
DCGT-11T3005-ENP-X25DCGT-11T301-ENP-X25DCGT-11T302-ENP-X25DCGT-11T304-ENP-X25
ISO-1450-P-__*ISO-1451-P-__*ISO-1452-P-__*ISO-1454-P-__*
0,050,10,20,4
VCGT-1103005-ENP-X25VCGT-110301-ENP-X25VCGT-110302-ENP-X25VCGT-110304-ENP-X25
ISO-1650-P-__*ISO-1651-P-__*ISO-1652-P-__*ISO-1654-P-__*
0,050,10,20,4
VCGT-1604005-ENP-X25VCGT-160401-ENP-X25VCGT-160402-ENP-X25VCGT-160404-ENP-X25
ISO-1750-P-__*ISO-1751-P-__*ISO-1752-P-__*ISO-1754-P-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
plaquette polie et rectifiéearête de coupe renforcée par polissagecoupe positive 25° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finition et semi-finitionusinage des aciers etaciers inoxydablesavances F = 0,03 - 0,15 mm
polierte und geschliffene Wendeplatteverstärkte und polierte Schneidkante25° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
mittlere bis Schlichtbearbeitungfür die Bearbeitung von Stahlund rostfreiem StahlVorschub F = 0,03 - 0,15 mm
polished and ground insertreinforced and polished cutting edge25° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishing and semi-finishingsteel and stainless steel machiningfeed rate F = 0,03 - 0,15 mm
VCGT
35°
DCGT
55°
CCGT
80°
ISO-1250-__*ISO-1251-__*ISO-1252-__*ISO-1254-__*
CCGT-09T3005-FN-X25CCGT-09T301-FN-X25CCGT-09T302-FN-X25CCGT-09T304-FN-X25
0,050,10,20,4
0,050,10,20,4
ISO-1150-__*ISO-1151-__*ISO-1152-__*ISO-1154-__*
CCGT-0602005-FN-X25CCGT-060201-FN-X25CCGT-060202-FN-X25CCGT-060204-FN-X25
0,050,10,20,4
0,050,10,20,4
DCGT-0702005-FN-X25DCGT-070201-FN-X25DCGT-070202-FN-X25DCGT-070204-FN-X25
ISO-1350-__*ISO-1351-__*ISO-1352-__*ISO-1354-__*
DCGT-11T3005-FN-X25DCGT-11T301-FN-X25DCGT-11T302-FN-X25DCGT-11T304-FN-X25
ISO-1450-__*ISO-1451-__*ISO-1452-__*ISO-1454-__*
0,050,10,20,4
VCGT-1103005-FN-X25VCGT-110301-FN-X25VCGT-110302-FN-X25VCGT-110304-FN-X25
ISO-1650-__*ISO-1651-__*ISO-1652-__*ISO-1654-__*
0,050,10,20,4
VCGT-1604005-FN-X25VCGT-160401-FN-X25VCGT-160402-FN-X25VCGT-160404-FN-X25
ISO-1750-__*ISO-1751-__*ISO-1752-__*ISO-1754-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
plaquette polie et rectifiéearête de coupe vivecoupe positive 25° avec maîtrise des copeauxnuances micro-grain avec revêtements PVD
finitionusinage des alliages d’aluminium etdes matières non-ferreuses, ainsi quedes aciers inoxydablesavances F = 0,015 - 0,25 mm
polierte und geschliffene Wendeplattescharfe Schneidkante25° positiver Schnitt mit kontrolliertemSpanbruchFeinkornsorten mit PVD-Beschichtungen
SchlichtbearbeitungBearbeitung von Aluminium-Legierungen,Nichteisenmetalle und rostfreiem StahlVorschub F = 0,015 - 0,25 mm
polished and ground insertsharp cutting edge25° positive cut with controlled chip-breakingmicrograin grades with PVD coatings
finishingmachining of aluminium alloys, non-ferrousmaterials and stainless steelfeed rate F = 0,015 - 0,25 mm
polished polished R
3.12 3.13
FN-X25° ENP-X25°
TypeENP-X25°
Géométrie de coupe Spanformgeometrie Cutting geometry
TypeFN-X25°
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe poliepolierte Schneidkantepolished cutting edge
Géométrie de coupe Spanformgeometrie Cutting geometry
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.18
nuances voir pageSorten siehe Seitegrades see page
3.18
nuances voir pageSorten siehe Seitegrades see page

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
VCMT
35°
DCMT
55°
CCMT
80°
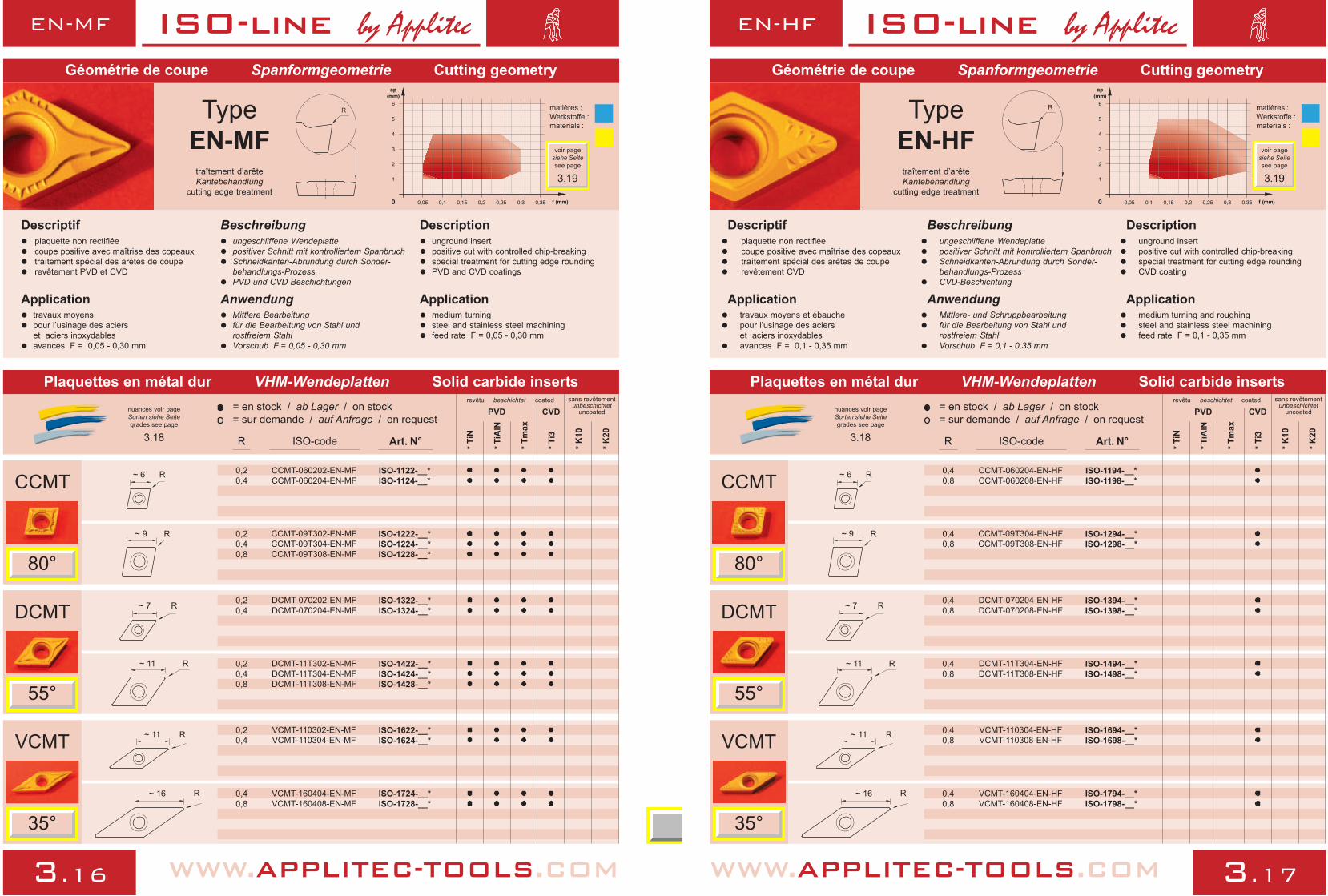
plaquette non rectifiéecoupe positive avec maîtrise des copeauxtraîtement spécial permettant un rayonminimum des arêtes de couperevêtements PVD et CVD
semi-finition et finitionpour l’usinage des acierset aciers inoxydablesavances F = 0,04 - 0,15 mm
ungeschliffene Wendeplattepositiver Schnitt mit kontrolliertem Spanbruchkleinste Schneidkanten-Abrundung durchSonder- behandlungs-ProzessPVD und CVD Beschichtungen
Mittlere-Schlichtbearbeitungfür die Bearbeitung von Stahl undrostfreiem StahlVorschub F = 0,04 - 0,15 mm
unground insertpositive cut with controlled chip-breakingspecial treatment for smallestcutting edge roundingPVD and CVD coatings
semi-finishing and finishingsteel and stainless steel machiningfeed rate F = 0,04 - 0,15 mm
ISO-1212-__*ISO-1214-__*ISO-1218-__*
CCMT-09T302-EN-XFCCMT-09T304-EN-XFCCMT-09T308-EN-XF
0,20,40,8
0,20,4
ISO-1112-__*ISO-1114-__*
CCMT-060202-EN-XFCCMT-060204-EN-XF
0,20,40,8
0,20,4
DCMT-070202-EN-XFDCMT-070204-EN-XF
ISO-1312-__*ISO-1314-__*
DCMT-11T302-EN-XFDCMT-11T304-EN-XFDCMT-11T308-EN-XF
ISO-1412-__*ISO-1414-__*ISO-1418-__*
0,20,4
VCMT-110302-EN-XFVCMT-110304-EN-XF
ISO-1612-__*ISO-1614-__*
0,40,8
VCMT-160404-EN-XFVCMT-160408-EN-XF
ISO-1714-__*ISO-1718-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
VCGW
35°
VCGT
35°
TypeFN-K18°
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
0,050,10,20,4
VCGT-1103005-FN-K18VCGT-110301-FN-K18VCGT-110302-FN-K18VCGT-110304-FN-K18
ISO-1680-__*ISO-1681-__*ISO-1682-__*ISO-1684-__*
= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
plaquette polie et rectifiéearête de coupe vivecoupe positive 18° avec maîtrisedes copeauxnuances micro-grain avecrevêtements PVD
finitiongéométrie universelle pourl’usinage de toutes matièresavances F = 0,01 - 0,10 mm
polierte und geschliffene WSPscharfe Schneidkante18° positiver Schnitt mitkontrolliertem SpanbruchFeinkornsorten mitPVD-Beschichtungen
Schlichtbearbeitungallgemeine Geometrie für dieBearbeitung aller WerkstoffeVorschub F = 0,01 - 0,10 mm
polished and ground insertsharp cutting edge18° positive cut with controlledchip-breakingmicrograin grades withPVD coatings
finishinggeneral purpose geometry for themachining of all materialsfeed rate F = 0,01 - 0,10 mm
~ 11 R
disponible uniquement enversion 35° type VCGT-1103
nur als 35°-Ausführungtyp VCGT-1103 erhältlich
available only in 35° execution type VCGT-1103
TypeFN-0°
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
0,050,10,20,4
VCGW-1103005-FN-0VCGW-110301-FN-0VCGW-110302-FN-0VCGW-110304-FN-0
ISO-1670-__*ISO-1671-__*ISO-1672-__*ISO-1674-__*
= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
plaquette polie et rectifiéearête de coupe vivecoupe neutre 0°nuances micro-grain avecrevêtements PVD
finitionusinage du laitonavances F = 0,01 - 0,10 mm
polierte und geschliffene WSPscharfe Schneidkante0° neutal SchnittFeinkornsorten mitPVD-Beschichtungen
SchlichtbearbeitungMessing-BearbeitungVorschub F = 0,01 - 0,10 mm
polished and ground insertsharp cutting edgeneutral cut 0°micrograin grades withPVD coatings
finishingbrass machiningfeed rate F = 0,01 - 0,10 mm
~ 11 R
disponible uniquement enversion 35° type VCGT-1103
nur als 35°-Ausführungtyp VCGT-1103 erhältlich
available only in 35° execution type VCGT-1103
R
3.14 3.15
FN-K18° EN-XFFN-0°
TypeEN-XF
traîtement d’arête minimumkleinste Kantebehandlung
smallest cutting edge treatment
Géométrie de coupe Spanformgeometrie Cutting geometry
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.18
nuances voir pageSorten siehe Seitegrades see page
Descriptif Beschreibung Description
Application Anwendung Application
Géométrie de coupe Spanformgeometrie Cutting geometry
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts
Géométrie de coupe Spanformgeometrie Cutting geometry
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts
Descriptif Beschreibung Description
Application Anwendung Application
arête de coupe vivescharfe Schneidkante
sharp cutting edge
arête de coupe vivescharfe Schneidkante
sharp cutting edge
by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
VCMT
35°
DCMT
55°
CCMT
80°
plaquette non rectifiéecoupe positive avec maîtrise des copeauxtraîtement spécial des arêtes de couperevêtement CVD
travaux moyens et ébauchepour l’usinage des acierset aciers inoxydablesavances F = 0,1 - 0,35 mm
ungeschliffene Wendeplattepositiver Schnitt mit kontrolliertem SpanbruchSchneidkanten-Abrundung durch Sonder-behandlungs-ProzessCVD-Beschichtung
Mittlere- und Schruppbearbeitungfür die Bearbeitung von Stahl undrostfreiem StahlVorschub F = 0,1 - 0,35 mm
unground insertpositive cut with controlled chip-breakingspecial treatment for cutting edge roundingCVD coating
medium turning and roughingsteel and stainless steel machiningfeed rate F = 0,1 - 0,35 mm
ISO-1294-__*ISO-1298-__*
CCMT-09T304-EN-HFCCMT-09T308-EN-HF
0,40,8
0,40,8
ISO-1194-__*ISO-1198-__*
CCMT-060204-EN-HFCCMT-060208-EN-HF
0,40,8
0,40,8
DCMT-070204-EN-HFDCMT-070208-EN-HF
ISO-1394-__*ISO-1398-__*
DCMT-11T304-EN-HFDCMT-11T308-EN-HF
ISO-1494-__*ISO-1498-__*
0,40,8
VCMT-110304-EN-HFVCMT-110308-EN-HF
ISO-1694-__*ISO-1698-__*
0,40,8
VCMT-160404-EN-HFVCMT-160408-EN-HF
ISO-1794-__*ISO-1798-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
VCMT
35°
DCMT
55°
plaquette non rectifiéecoupe positive avec maîtrise des copeauxtraîtement spécial des arêtes de couperevêtement PVD et CVD
travaux moyenspour l’usinage des acierset aciers inoxydablesavances F = 0,05 - 0,30 mm
ungeschliffene Wendeplattepositiver Schnitt mit kontrolliertem SpanbruchSchneidkanten-Abrundung durch Sonder-behandlungs-ProzessPVD und CVD Beschichtungen
Mittlere Bearbeitungfür die Bearbeitung von Stahl undrostfreiem StahlVorschub F = 0,05 - 0,30 mm
unground insertpositive cut with controlled chip-breakingspecial treatment for cutting edge roundingPVD and CVD coatings
medium turningsteel and stainless steel machiningfeed rate F = 0,05 - 0,30 mm
ISO-1222-__*ISO-1224-__*ISO-1228-__*
CCMT-09T302-EN-MFCCMT-09T304-EN-MFCCMT-09T308-EN-MF
0,20,40,8
0,20,4
ISO-1122-__*ISO-1124-__*
CCMT-060202-EN-MFCCMT-060204-EN-MF
0,20,40,8
0,20,4
DCMT-070202-EN-MFDCMT-070204-EN-MF
ISO-1322-__*ISO-1324-__*
DCMT-11T302-EN-MFDCMT-11T304-EN-MFDCMT-11T308-EN-MF
ISO-1422-__*ISO-1424-__*ISO-1428-__*
0,20,4
VCMT-110302-EN-MFVCMT-110304-EN-MF
ISO-1622-__*ISO-1624-__*
0,40,8
VCMT-160404-EN-MFVCMT-160408-EN-MF
ISO-1724-__*ISO-1728-__*
~ 6 R
~ 9 R
~ 7 R
~ 11 R
~ 11 R
~ 16 R
CCMT
80°
R R
3.16 3.17
EN-HFEN-MF
TypeEN-HF
Géométrie de coupe Spanformgeometrie Cutting geometry
TypeEN-MF
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
traîtement d’arêteKantebehandlung
cutting edge treatment
traîtement d’arêteKantebehandlung
cutting edge treatment
Géométrie de coupe Spanformgeometrie Cutting geometry
Art. N°ISO-codeR * TiN
* TiA
lN
* Tm
ax
* Ti3
* K10
* K20
Plaquettes en métal dur VHM-Wendeplatten Solid carbide inserts= en stock / ab Lager / on stock= sur demande / auf Anfrage / on request
PVD CVDrevêtu beschichtet coated sans revêtement
unbeschichtetuncoated
Application
Descriptif
Anwendung
Beschreibung
Application
Description
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.19
voir pagesiehe Seitesee page
matières :Werkstoffe :materials :
3.18
nuances voir pageSorten siehe Seitegrades see page
3.18
nuances voir pageSorten siehe Seitegrades see page

by ApplitecISO-line by ApplitecISO-line
WWW.APPLITEC-TOOLS.COM WWW.APPLITEC-TOOLS.COM
120-180
80-150
60-120
80-120
250-2000
200-1500
100-500
Paramètres de coupe indicatifsEmpfohlene SchnittwerteStandard machining data
MatièreWerkstoffMaterial
Acier de décolletageAutomatenstahlFree-cutting steel
AcierStahl < 600 N/mm2
Steel
AcierStahl < 800 N/mm2
Steel
AcierStahl > 800 N/mm2
Steel
Acier inoxydableRostfreistahlStainless steel
Aluminium Si < 12%
Aluminium Si > 12%
TitaneTitanTitanium
Cuivre, laiton, bronzeKupfer, Messing, BronzeCopper, brass, bronze
NuancesSortenGrades
120-250
100-220
100-200
80-180
100-200
Vcm / min
PVD
120-200
80-170
60-150
50-120
60-140
30-80
CVDnon revêtu
unbeschichtetuncoated
TiN TiAlN Tmax
120-220
80-200
60-180
60-150
80-160
250-2000
200-1500
30-70
100-500
Ti3 K10
250-1500
200-1000
30-60
100-300
K20
DATAINFO
3.18 3.19
Nuances des plaquettesWendeplatte-Sorten
Insert grades
nuance pour usinages moyens à lourdsdes aciers et aciers inoxydablesrésiste aux températures d’usinagetrès élevées
Sorte für mittlere bis hohe Belastung in Stahlund rostfreiem Stahl Bearbeitunghohe Bearbeitungs-Warmfestigkeit
grade for medium to heavy machining ofsteel and stainless steelhigh machining heat resistance
nuance pour usinages moyens à lourdsdes aciers et aciers inoxydablestrès faible coefficient de frottementrésiste aux températures d’usinage élevées
nuance micro-grain tenace1er choix comme base pour un revêtementsupporte les coupes interrompues
nuance micro-grain très résistante à l’usurerecommandé pour l’usinage du titanedéconseillé en cas de coupe interrompue
Sorte für mittlere bis hohe Belastung in Stahlund rostfreiem Stahl Bearbeitungsehr geringer Reibwerthohe Bearbeitungs-Warmfestigkeit
grade for medium to heavy machining ofsteel and stainless steelvery low friction ratiohigh machining heat resistance
zähe Feinkorn-Sortebeste Basis für eine Beschichtungfür unterbrochene Schnitte geeignet
tough micro-grain gradefirst choice as base for coatingsuitable for interrupted cut
verschleissfeste Feinkorn-Sorteempfehlenswert für Titan- Bearbeitungfür unterbrochene Schnitte nicht geeignet
wear resistant micro-grain gradesuitable for titanium machiningnot suitable for interrupted cut
Ti3
Tmax
K20
K10
excellente nuance universelletrès bonne résistance à la température1er choix pour l’usinage finition des aciers, aciers inoxydables et alliages de titane
beste Universal-Sortesehr gute Warmfestigkeitbestens geeignet für die Bearbeitung vonStahl, rostfreiem Stahl und Titan Legierungen
best universal gradevery good heat resistancefirst choice for steel, stainless steel andtitanium alloys machining
nuance universelle pour travaux légerstrès faible coefficient de frottement1er choix pour l’usinage des matières peurésistantes qui créent des arêtes rapportéesà éviter pour l’usinage du titane
Universal-Sorte für leichte Bearbeitungsehr geringer Reibwertbestens geeignet für die Bearbeitung vonweichen Werkstoffen mit Tendenz zurBildung von Aufbauschneidenfür die Bearbeitung von Titan nicht geeignet
universal grade for light machinigvery low friction ratiofirst choice for low resistance materialswhich causes edge build-upnot suitable for titanium machining
TiAlN
TiN revêtement mince PVDPVD Dünnbeschichtung
PVD thin coating
revêtement mince PVDPVD Dünnbeschichtung
PVD thin coating
revêtement épais PVDPVD Dickbeschichtung
PVD thick coating
revêtement CVDCVD Beschichtung
CVD coating
non revêtuunbeschichtet
uncoated
non revêtuunbeschichtet
uncoated
Conseils d’utilisation Anwendungs-Empfehlungen Application recomendations
pour un meilleur état de surface et unemeilleure stabilité d’usinage, choisir unegéométrie d’outil permettant un angle «a»le plus petit possiblea
a
für bessere Oberflächengüte undBearbeitungs-Stabilität, mussWerkzeug-Geometrie mit kleinstmöglichemWinkel «a» ausgewählt werden.
for a better suface finish and bettermachining stability, choose a tool geometrywith angle «a» as small as possible
H R
H min = 0,7 x R
R max = 1,4 x H
Rapport hauteur de passe / rayon d’outilVerhältniss zwischen Spantiefe und Werkzeugradius
machining depth / tool radius ratio





























