Embed Size (px)
Citation preview

Textile Wet processing Industries ; Important problems faced by the cotton knits processing
Joint collobarative projects by CTF and PSSGL ALOK , Welspun
Introduction:
It is widely recognized that India faces skill gaps on a large scale. India has a labor force of 405 million out of which only 5% has received formal vocational training. In comparison, Germany has a workforce that is 70%vocationally trained, Japan has raised that benchmark o 80% and Korea 95%. Even China has built 500,000vocational institutes compared to India’s 10,000 ITIs. In India, to fulfill the need for skilled labor, employers either end up spending a lot of resources on on-the-jobtraining or manage with sub-optimal skills. It is clearly evident that we would be left behind in the development race if the shortage of skilled man power continues. As per an estimate by Late Prof. C.KPrahlad, India will need 500 million skilled people to become a developed country in the next 15 years. Even though a number of NGOs and private organizations are working to bridge the gap, it remains huge both in terms of numbers and quality of vocational skill providers.
The textile wet processing industry is mainly developed in cotton processing where as it has poor link in processing of the other fibers mainly due to the decentralized nature of the Industry. Investment in the Indian textile industry over the spectrum of Spinning; Weaving; Knitting; Dyeing & Finishing; and Garment manufacturing sectors will amount to US $ 31 billion over the next 6 years. Over 36% of this investment will take place in the Dyeing & Finishing sector. Therefore, the need to improve Productivity in the Dyehouse is more important than in any other sector
The large scale manufacturing and growing demand for quality performance both in the domestic and International market has lead to the cut throat competition. This has hindered the growth of the decentralized sector in India . On the other hand in the organized sector even though we have imported technology there is acute shortage skilled manpower to manage large scale quality production. There is a necessity to upgrade of skills of the personnel from workers, supervisory to managerial category.
In order to improve the value addition to all the textiles products from fibres, yarn, fabric and garment there is a need to adopt improved technology in the textile processing. As on today the industry managers are following old traditional practices in decentralized sector same practice is continued from one manager to another. Since the personnel involved in this trade is not qualified the present Technology is not adopted and practiced as per requirement in the processing of new and innovative ideas offered for various segments in the domestic and international market. Keepin in view these problems it is important to make and adopt improved technological developments in textiles processing world. At PSSGL we have state of art latest processing machineries to process yarn, knits and terry towels. The main aim of Centre for Textile function is to develop the ability of the technical person to work on the different section of the textile processing industry. Our aim is to bridge the gap between industry and education. Concept of “work and learn” is successfully adopted in PSSGL process house under one year In-plant training at PSSGL to give hands on exposure on

the Textile wet processing machineries. Keeping this view students were asked to do small projects work which they faced in in various production units.. Projects were identified by students themselves by studying data base of production schedule for a period of 2 months in various departments in which they were made to work. 8 problems were taken by students to Alok and welspun to do the work in their plant.
This paper looks at Dyehouse Productivity from a completely different angle: How can Dyehouse Productivity be improved? What are the critical success factors? What are the typical problem areas? What improvements have been made in other countries? Who is setting a lead?

Industry participation in education (CTF & PSSGL MOU)
Advanced Diploma in textile Wet Processing (ADTWP) - Two year program.
“ See and learn” & “Work and learn” Concept was implemented in curriculum of advanced
diploma in wet processing(ADTWP) is two year program in which one year industrial training
was given at PSSGL, Shirpur under work and earn and learn scheme of SVKM NMIMS
University at Shirpur to train rural B.Sc Chemistry graduates. Classrooms are provided on
production floor to tech theory and practical simultaneously to develop ability of technician to
work on production floor under close supervision of experienced industry mentors working in
PSSGL group. Our intention is to groom BSc graduate when they are in final year of BSc
chemistry for textile wet processing course we are offering one year part time course advanced
diploma in wet processing (ADD-ON) the course is conducted on Saturdays and Sundays for one
year and 30 days In-plant training is provided at PSSGL to teach basic requirements of textile wet
processing industry. Students who passed ADD-On course and BSc chemistry they are eligible to
apply for two year program.
We wish to bridge the gap between education Industry by Industry participation in education.
Industry–Institute interaction to formulate curriculum and project is mainly concerned to develop
the ability of the students on the production floor, This way industry can groom the students for
its requirements. Experienced Industry personnel mentoring students has been implemented with
the help of PSSGL, ALOK and Welspun.
Main idea is to develop hands on experiences on the production floor to equip technicians with
through knowledge of present work practices to be followed in industry with reference to quality,
productivity and in time delivery to the customer.
PSSGL gave Rs.4000 /- stipend for period of one year.

Industry Mentors PSSGL Process House, Shirpur
1. Mr. M.S.Anjane Executive. Director PSSGL
2. Mr. M. Sayyeed GM PSSGL Dyeing
3. Mr. Vikas Kabule Lab manager
4. Mr. P. D. Deshpande Head-Towel Processing
5. Mr. Vinod Kumar K Head -Yarn Dyeing
6. Mr. Manish Jain Head-QA
7. Mr. Ravi Desai Head- Finishing
8. Mr. Rahul Trivedi Manager-Fabric Dyeing
Industry Mentors Alok Industries Ltd, Vapi
1. Mr. S. S. Aaich CEO- Wet Processing
2. Mr. Sachin Jagtap Manager Knits Processing
Industry Mentors Welspun India Ltd, Vapi
1. Mr. Rajnish Garg VP- Dyeing
2. Mr Gurvinder Singh Dy. Manager Processing
3. Mr. Arun Pratap Singh Sr. Manager Processing Lab
Centre of textile Function Staff
1. Dr. P. P. Raichurkar Principal- CTF MPSTME NMIMS, Shirpur.
2. Prof. S. R. Kulkarni.
3. Prof. A.A. Bagwan.
4. Prof. Sachin Patil.
5. Prof. Tarkeshwari
BOARD OF STUDIES CTF MPSTME SVKM”S NMIMS University
Sl. Name Organization Area of Specialization Brief Profile
1 Mr. M S Anjane
Executive Director.Priyadarshini Sahakari Soot GirniShirpurDist Dhule
Textile Technology,Textile Management.
B Text and M Text Textiles(VJTI),EX- CEO Marol overseas, 30 years of experiencein Industry at various levels of management.
2 Dr D J Shah
Dean( In charge)Mukesh Patel School of TechnologyManagement & EngineeringNMIMS Mumbai
. Chemical Engineering. Education.Professional
Management.
M.Chemical Engg PhD (Tech) DMSEx Principal SBM Polytechnic, MumbaiEx Principal DJ Sanghvi Engineering College,Mumbai. Total 25 years of experience.
3 Dr P. R. Roy
Group Chief Executive(Textiles)(Retired)Arvind MillsAhmedabad
Textile Technology,Technology
Management
PhD in Textile university of Manchester(UMIST) 40 years of experience inindustry/research/ teaching .Chairman of RACATIRA and CIRCOT. Worked as Textile Expert inNinth Five Year Plan. Ministry of Textiles GOI,President of the Textile Association of IndiaMumbai.
4 Mr. P A Bhatt
CEOGujarat Heavy Chemicals LimitedVAPI
Textile Chemistry.
B.Sc (Tech) Textiles Chemistry, UDCT Matunga25 years of rich experience In reputed Textileprocessing units like Bombay Dyeing &Welspun Terry Towels
5 Mr. Marcel R Parker
PresidentHuman ResourseRaymond's Group
Economics, Human ResourceManagement
Post graduate in HR from Indian Institute ofManagement Ahmedabad, 35 years ofexperience in Business Management
6 Mr. Avinash Gupta
PresidentGinni filamentsMATHURA
Textile Technology Spinning
B.Tech Textiles (IITD) 30 years of experience inResearch/ Industry, and 30 publications to hiscredit.
7 Dr. Milind K Bhortakke
ArvindHead SpinningIntex, LalBhai Group, Ahmedabad
Textile Technology Spinning
M.Tech Textiles PhD (IITD) 12 years ofexperience in Research / Industry.
8 Mr. Rashmi ShahConsultantFact personnel,Ahmedabad
Textile Technology Man powerconsultant in Textile Industry.
B.Text, M Text Textile (VJTI) 35 years ofexperience in reputed Textile Industries.
9 Mr. S Sharma Business ManagerArvind Mills Ltd. Ahmedabad
Management expert-Process & Procedures
B.Sc, MBA30years of experience in business developmentand managerial positions in leading textileUnits.
10 Prof D BAjgoankar
Professor(Rtd)VJTI, MumbaiFounder Principal DKTE’sTextile Institute, Ichalkaranji
Textile Technology,Textile Education.
B.Text (VJTI), M S Textiles, 30 years ofexperience in Textile education, 7 yearsexperience in composite mills. 30 publicationsin reputed journals and author of 4 TechnicalBooks.
11 Dr H VSreenivasamurth
y
Consultant, Centre for TextileFunctions Mukesh Patel School of
Textile Technology,Textile Management and
M.Tech Textiles PhD (IITD) FIE, FTA.Retired Professor and Head Textile DepartmentVJTI Mumbai, 32 years teaching and Research.

Technology Management &Engineering SHIRPUR.Advisor, Suits, Indore.
Textile Education.Experience. Chartered Textile Engineer. 86publications in reputed journals and author of 2Technical Books
12 Dr J HayavadanaProfessor & Head - TextilesOsmania University, Hyderabad
Textile Technology,Textile Management.
M.Tech Textiles PhD (Anna University).15 years of experience in Teaching.66 Publications in reputed Textile journals
13 Dr P P Raichurkar
Principaland Convener Centre for TextileFunctions Mukesh Patel School ofTechnology Management &Engineering SHIRPUR
Textile Technology,Textile Management.
M Tech Textiles PhD (Anna University). Ex-Scientist-D KSSRDI, 25 years of experience inIndustry/Teaching/R&D, 33 publications inreputed journals. Guided 2 students for awardof PhD.
Content
1. Colour Bleeding Problems in Cotton Yarn Dyed Fabrics Dyed with Reactive Colours &
Some Remedial Measures.
Khushal patil
2. Reproducibility of Lab to Bulk in Fabric Dyeing for Reactive Dyes on RFT Principle
Nilesh Jadhav
3. Study the effect of material to liquor ratio in yarn dyeing
Sandip D Patil,
4. Study the value loss in processing of knits and measures to improve it
Sandip G Patil,
5. Lab to bulk reproducibility of terry towel in reactive dye
Shyamkant Sonawne,
6. Study Effect of Different Parameters in Heat Setting of Lycra Fabric and Other Quality
Yogesh B Patil,
7. Problem & remedies in viscose lycra processing
Yogesh S Patil
8. Study the effect of different softener on fabric characteristics
Swati S. Patil,
Colour Bleeding Problems in Cotton Yarn Dyed Fabrics Dyed with Reactive Colours &
Some Remedial Measures.
Khushal Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Many textile industries face general problem of fabrics color bleeding or tinting on the
adjacent ground. If we have to deliver these fabrics as per standard quality requirements, it is
necessary to study the root cause of bleeding in yarn dyed fabrics. Keeping the above facts in
mind the experiment was designed to find out the important process parameter and in which there
is minimum bleeding & required to dye cotton with reactive dyes.
The present study includes effect of pH, temperature, hardness of water on bleeding behavior of
dyes. From investigation it may be concluded that washing of yarn dyed fabric should be done at
pH range of 6 to 7 and below 600C, and water used of 30 ppm.
Key word: Reactive dyes, pH, temperature, time, bleeding etc.
Introduction:
In varieties of fabrics, yarn dyed fabrics (knitted or woven) have an important
place. But general problem with these fabrics is the bleeding of color or tinting on the adjacent
ground. If we have to deliver these fabrics as per standard quality requirements it is necessary to
study the root causes of bleeding in yarn dyed fabrics with the remedies. Textile process house
losses 8 to 10% production due to the bleeding of color of yarn dyed fabric. In this project it is
aimed to study behavior of bleeding of color of yarn dyed fabric.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur

Dist- Dhule, Maharashtra
These are three stages in manufacturing yarn dyed fabrics.
1. Dyeing of yarn.
2. To make fabric from dyed yarn.
3. To process and finish the woven fabrics.
So, for bleeding 1 & 3 stages are to be considered.
Dyeing of yarn:-
1. Improper dye fixation.
2. Improper neutralization.
3. Improper washing off.
These are some of the causes for bleeding of fabrics.
During washing of fabric there is a chance of bleeding due to variation in water quality. The
important points to be considered for washing are;
1. pH of water used.
2. Hardness of water.
3. Time & temp profile.
4. Long time storage before drying. Cross staining-color migration
Present investigations show the effect of time, temperature, pH on bleeding behavior of substrate.
Keeping the above facts into consideration our experiment was designed to find out the
important process parameter in which there is minimum bleeding & important process parameters
required to dye cotton with reactive dyes.

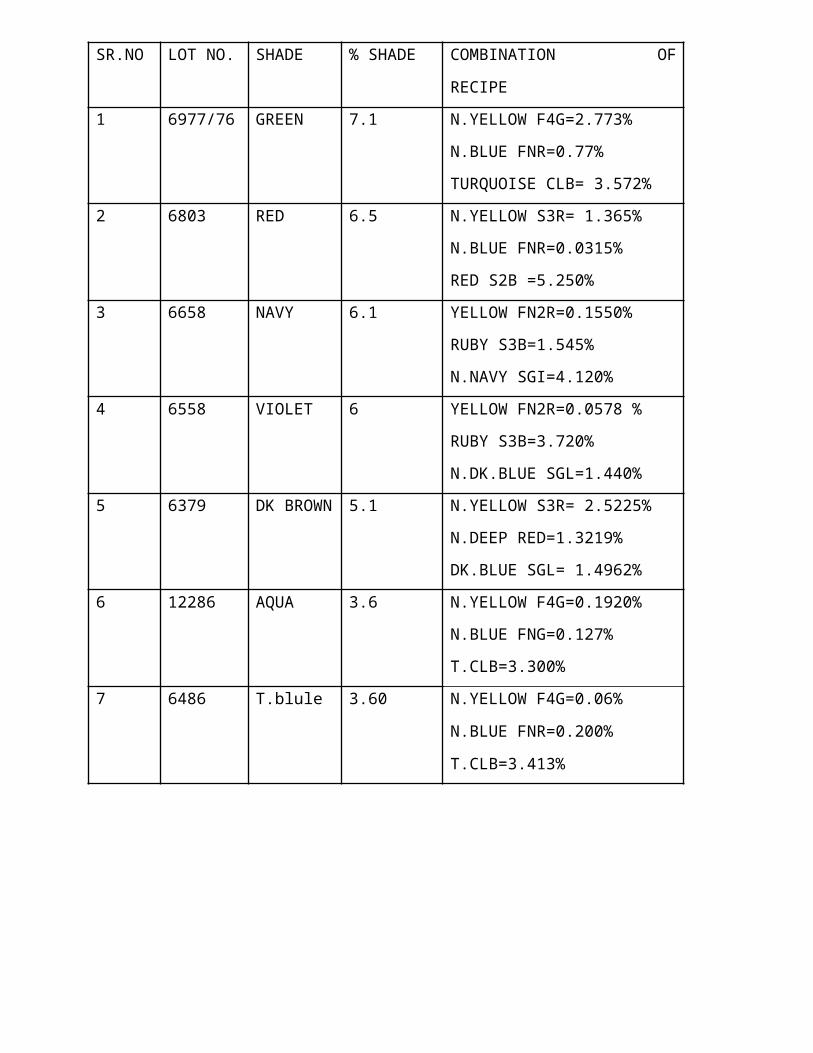
Material & Methods
The collect database from PSSGL, Shirpur dye house where chances of bleeding behavior
of dyed yarn are more in dark shade, the selected shade shows more bleeding behavior which are
represented in table.
SR.NO LOT NO. SHADE % SHADE COMBINATION OF RECIPE
1 6977/76 GREEN 7.1 N.YELLOW F4G=2.773%
N.BLUE FNR=0.77%
TURQUOISE CLB= 3.572%
2 6803 RED 6.5 N.YELLOW S3R= 1.365%
N.BLUE FNR=0.0315%
RED S2B =5.250%
3 6658 NAVY 6.1 YELLOW FN2R=0.1550%
RUBY S3B=1.545%
N.NAVY SGI=4.120%
4 6558 VIOLET 6 YELLOW FN2R=0.0578 %
RUBY S3B=3.720%
N.DK.BLUE SGL=1.440%
5 6379 DK
BROWN
5.1 N.YELLOW S3R= 2.5225%
N.DEEP RED=1.3219%
DK.BLUE SGL= 1.4962%
6 12286 AQUA 3.6 N.YELLOW F4G=0.1920%
N.BLUE FNG=0.127%
T.CLB=3.300%
7 6486 T.blule 3.60 N.YELLOW F4G=0.06%
N.BLUE FNR=0.200%
T.CLB=3.413%

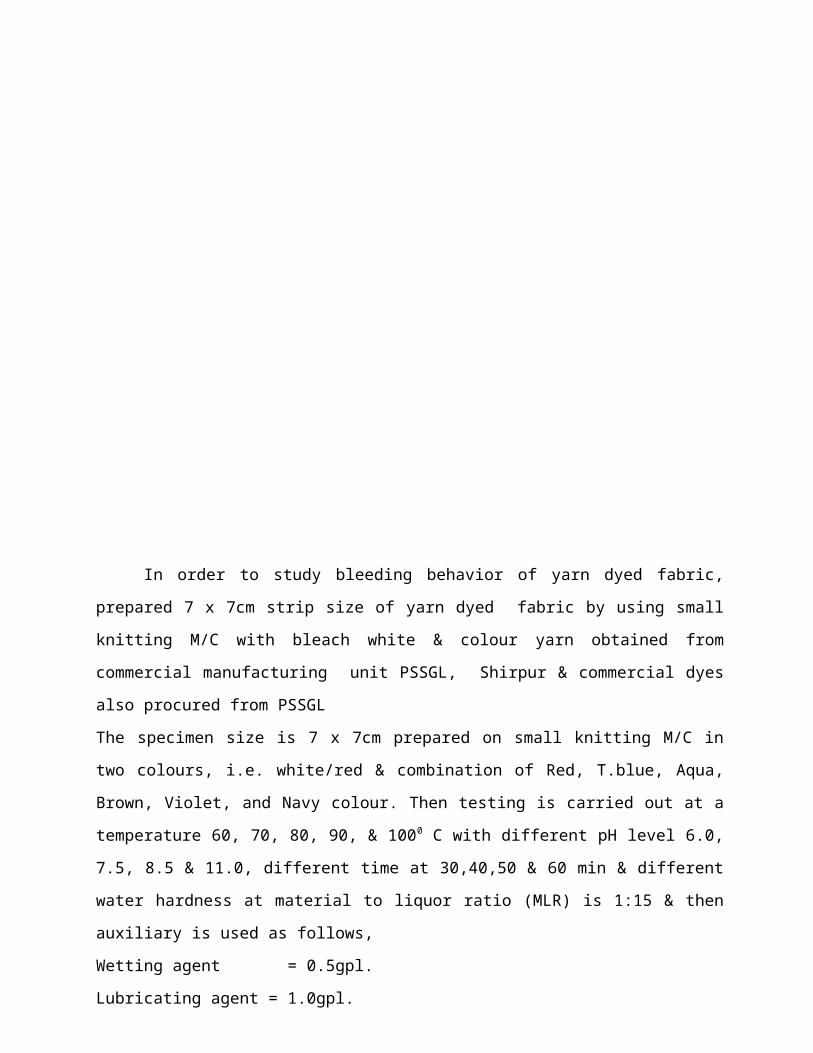
In order to study bleeding behavior of yarn dyed fabric, prepared 7 x 7cm strip size of
yarn dyed fabric by using small knitting M/C with bleach white & colour yarn obtained from
commercial manufacturing unit PSSGL, Shirpur & commercial dyes also procured from PSSGL
The specimen size is 7 x 7cm prepared on small knitting M/C in two colours, i.e. white/red &
combination of Red, T.blue, Aqua, Brown, Violet, and Navy colour. Then testing is carried out at
a temperature 60, 70, 80, 90, & 1000 C with different pH level 6.0, 7.5, 8.5 & 11.0, different time
at 30,40,50 & 60 min & different water hardness at material to liquor ratio (MLR) is 1:15 & then
auxiliary is used as follows,
Wetting agent = 0.5gpl.
Lubricating agent = 1.0gpl.
Stain removal = 0.5gpl.
Tested all sample of each shade & dried into the oven
Dyeing Procedure –
Dark shade dyeing
1. Above is added in stock tank along with glaubers salt, stirred well and transferred to the
main KIER. Run the m/c at 60°c for 20 minute. Mean while colour solution will be
properly dissolved, transferred to the addition tank and readily available for dosing. [The
operator will check the filter paper of the dye solution and after confirmation from the
supervisor the dye solution will be transferred to main vessel].
2. Then colour dosing takes place for 20 minute at 60°c. After dosing, m/c will run for 20
minute. Mean while the alkali will be dissolved and readily available in addition tank.
After salt holding time the alkali dosing starts and continues for 20 minutes. Then m/c will
run at 60°c for 50-60 minutes, depends upon the depth of shade. (Check the pH before
drain).
3. After wards the dye bath gets drained and fresh cold water will be filled in the m/c. now
the cold wash will be running for 10 minutes and drained. Again cold wash then neutralize
[mean while stock tank will get filled with water and required quantity of acetic acid and
core alkali neutralizer will be added in this tank and mixed well.] Bath gets transferred to
main KIER from stock tank.
4. Neutralization at 50°c for 15 minutes (Soap is added in stock tank in water and
temperature raised to 80°c). Drain the neutralization bath. Soaping bath transferred to
main KIER and run at 98°c for 10 minutes (Stock tank filled and heat to 80°c) Drain the
bath at high temperature.
5. This process repeated again & hot water transferred to main vessel and hot wash done at
80°c for 10 minutes. This process repeated for one or two times till the wash water gets
cleaned from the hydrolyzed dyes. Then the main vessel opened and sample is prepared
from one cheese dried.
6. And the shade is checked against the standard. If the shade is found ok, then the finishing
chemicals and acetic acid added into the addition tank stirred well and transferred to main
vessel.
7. Run the m/c at 50°c for 20 minutes. Drain the bath squeeze & unload.

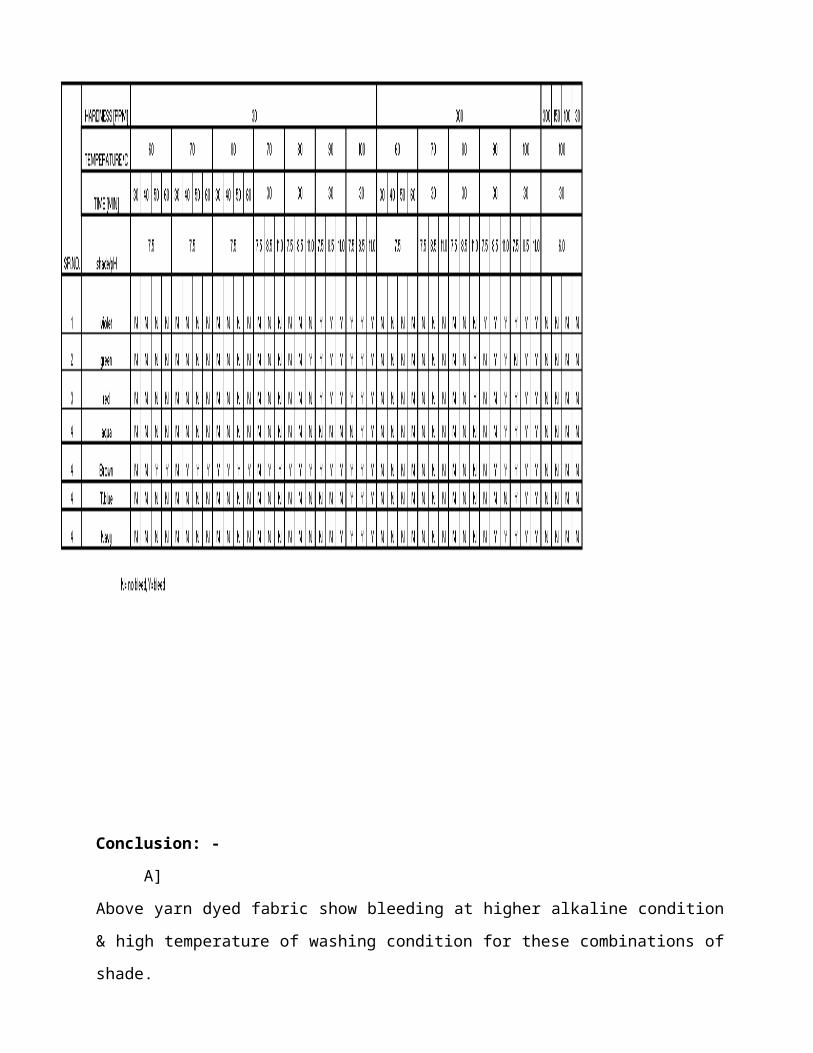
Result:
Given table shows the different parameter of washing yarn dyed fabric and its effects on yarn dyed
fabrics
Conclusion: -
A]
Above yarn dyed fabric show bleeding at higher alkaline condition & high temperature of
washing condition for these combinations of shade.
The most important factor of bleeding is pH & temperature of water during washing time.
Therefore during washing of yarn dyed fabric need to maintain proper pH i.e. 6.0-7.0 &
temperature below 600 C to avoid the bleeding of yarn dyed fabric.
B]
The result of present investigation summaries as follows, as per as concerned with this study
following mention properties analyzed.
1. pH of water
2. Hardness of water
3. Temperatures
4. Drying after different time gap.
1) PH of water –
Reference to above present investigation it is on that the selected dark shade bleed at different pH.
In pH 9-11 it is found that more bleeding effect take place. While minimize bleeding at pH is 6-8.
2) Hardness of water –
Referenced to above present investigation it is on that the selected drake shade bleeds at 300ppm
of water hardness and as such no bleeding in 30ppm of water hardness.
3) Temperature-
Reference to above present investigation it is on that the selected dark shade bleed at higher
temperature (90-1000C)
While as such no bleeding in 600C. But especially brown shade bleeds at 800C.
4) Pressure and time effect –
Referenced to above present investigation it is found that selected dark shade specially brown and
violet shade bleed at 370c for 18hrs. i.e. there is effect duration before drying pressure on the
fabric in trolley this study show that dye combination in brown and violet shade show bleeding
under late drying. Possible reason could be color migration.
Reproducibility of Lab to Bulk in Fabric Dyeing for Reactive Dyes on RFT
PrincipleNilesh Jadhav, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Dyeing is a complex process, where number of variables is involved. Dyeing process is
broadly governed by fabric type, dye type, machine type, MLR time, temperature, pH of the
fabric and liquor, type of auxiliary used etc. Any minor variation in any of these variables causes
problem in dye reproducibility, though it is possible to achieve reproducibility in dyeing results.
By standardizing each and every variable we can achieve consistent reproducible results and
satisfy customer needs by making their process proficient. Obtaining RFT, following are
important aspects of dyeing needs to be concentrated. Lab procedure must be reproduced or

correlated with bulk system. Dyeing process must be standardized; Data base loaded on to
computer should be updated. In this project we study process control parameter to achieve RFT.
While working on this project we take parameter in account like hardness of water, whiteness of
RFD, residual peroxide, MLR and carry over factor.
Key words: hardness of water, carry over factor, specific gravity etc
Introduction:
The reproducibility of lab recipe in bulk production is an important aspect. But many a times it is
not possible to get lab to bulk reproducibility of shades. Considering present competition in global
and Indian market, this condition should be changed. For this following factors should be
changed.
To collect the database of every day to day production of dyed shades. The database
given us guideline to set the process and avoid the problems in future. This also gives us
information about variation in parameters from lab to bulk. Hence it is necessary to develop
database in proper documented system and communicated.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
The possible factors that affect lab to bulk reproducibility may be machine, working
condition and operatives. Even minor changes in parameters produce major effect on
reproducibility. Hence proper documentation and communication to all the levels from top to
bottom should be developed.
Present project works deals with collection of data for same critical shades and study
the process parameters and come to the conclusion on various factors that affect reproducibility
for lab to bulk.
Material and Method
Material
For study of lab to bulk reproducibility the material required is,
Sample dyed in laboratory, whose recipe is given to dyeing department for bulk dyeing.
Sample of dyed fabric, dyed in bulk with given recipe.
Method
Check the parameters of RFD fabric and water before dyeing starts like pH, hardness, residual
peroxide, whiteness index, etc.
Check the process of RFD fabric as well as dyeing as per standard. pH, salt and alkali
concentration, temperature, etc.
Compare the dyed sample from lab and bulk dyeing with spectrophotometer.
The following factors that is readily manageable,
SR. NO. Factors Variation tolerance
1 Water Hardness <2 ppm
2 Weighting of substrate <0.5%
3 Moisture content of substrate <0.5%
4 Weighting of chemicals and dyes <0.5%
5 Moisture content of dyes <3.5%
6 Dye Standardization <2.5%
Water quality for processing
SR. NO. Properties Limits

1 Colour Transparent
2 Turbidity Clear
3 pH 7.0 to 7.5
4 Total alkalinity (ppm) 65
5 Dissolved solid (ppm) 150
6 Total hardness(ppm) 30
7 Iron (ppm) 0.1
8 Copper (ppm) 0.02
9 Manganese (ppm) 0.02
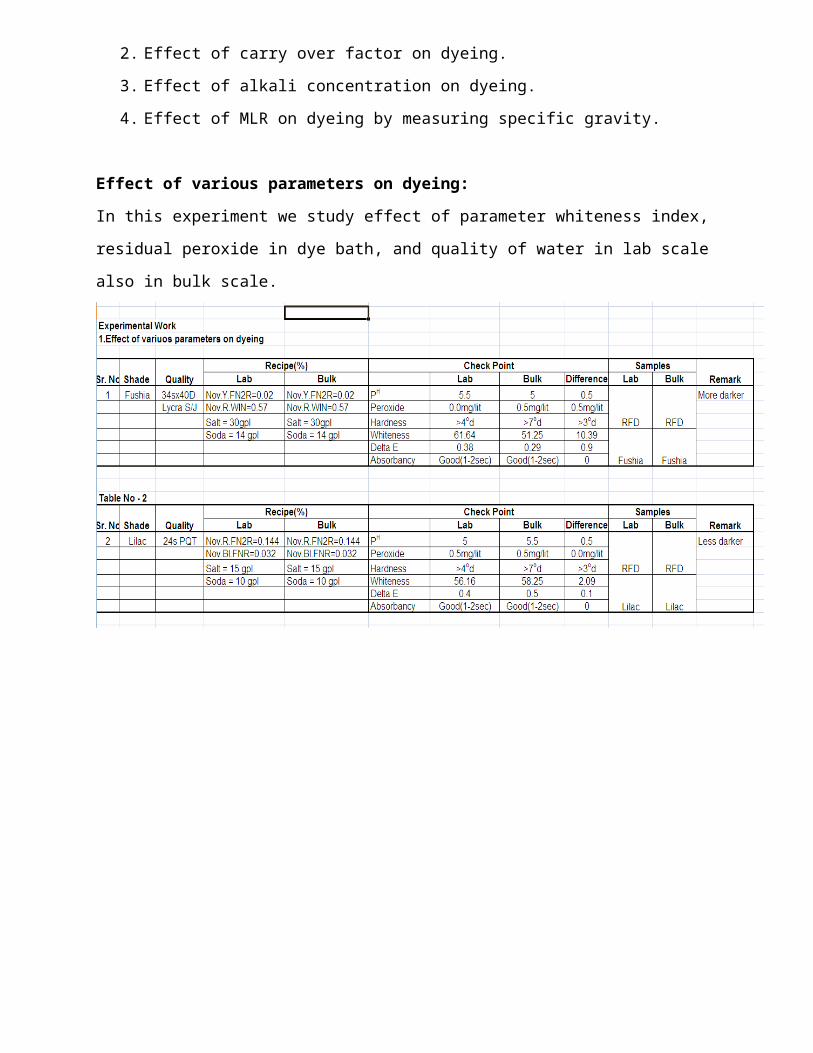
Experimental work:
Experiment carried out
1. Effect of various parameters on dyeing.
2. Effect of carry over factor on dyeing.
3. Effect of alkali concentration on dyeing.
4. Effect of MLR on dyeing by measuring specific gravity.
Effect of various parameters on dyeing:
In this experiment we study effect of parameter whiteness index, residual peroxide in dye bath,
and quality of water in lab scale also in bulk scale.

Effect of carry over factor to maintain dyeing liquor in lab as well as in bulk production:-
Lab:-
Before the lab sample dyeing the RFD fabric is dip in water and then squeeze manually. This sample content some amount of water in it. This water always takes in to account in dyeing MLR. From 10 lab samples, it was found that water retention in fabric is 150% instead of 120%.
Water retention in fabric depends upon manual squeezing.
Bulk:-
After RFD process in Bulk the RFD fabric content around 350% of water. So always calculate this 350% water carry over in RFD before starting dyeing and its MLR. If we are not calculating this carry over factor it will affect shade depth. This experiment carried out on 80 Kg sampled dyeing M/c, Results shows that after RFD these is 350% water carry over on fabric.
Effect of Alkali concentration on dyeing
Experiment carried out to study of different concentration of salt and soda, amount of alkali in
reactive dyeing affects on shade reproducibility. Dyeing is carried out on same shade but at 5
different sets of salt and alkali. Table shows result of dyeing.
Effect of MLR on dyeing by measuring specific gravity
Reference to first experiment based on material to liquor ratio, the dye bath is set with calculated
amount of dye solution and using MLR 1:8 and procedure followed by calculated amount of salt

solution and soda added in regular interval of time after dyeing the sample undergoes with
washing & sopping to obtain bulk reproducibility, treatment in laboratory.
In order to obtain same shade in bulk reproducibility .experiment planed with m/c.lot in soft flow
m/c and calculated amount of dye, salt & soda add with regular interval of time in order to obtain
correct shade we take 500 ml of dye bath water from dye bath, if bath lab & bulk dye bath
specific gravities are same then shade obtain need not any addition process. This experiment
replicates for seven different colors.
Table shows difference between standard MLR of process and actual MLR of process by
measuring specific gravity.
Conclusion
1. Whiteness of RFD fabric affects shade reducibility. If minimum whiteness factor is not
maintained than much difference in delta E values of dyed shade. Therefore it is necessary to
maintain minimum whiteness index level of RFD fabric before dyeing in light shade. (Ref.Table
No.1 and 2)
2. Hardness of water used for dyeing affect the shade reducibility. Water of here hardness shows
shade variation in medium shade. (Ref.Table No.3 and 4)
3. Residual peroxide in pretreated fabric also causes of shade variation, more quantity of residual
peroxide shows much variation in delta E values. (Ref.Table No.7 and 8)
4. Carry over factor of water also important for RFT reducibility. If carry over water is not
accounted properly during bulk and lab dyeing, it shows shade variation particularly in red self
shade and navy combination. (Ref.Table No.9)
5. The concentration of salt and soda ash during dyeing with reactive dyes has much affect on
shade reproducibility. At sufficiently high concentration there is very less change in delta E value
i.e. result of reproducibility are OK. (Ref.Table No.10)
6. MLR also causes shade variation. When MLR is reduced the shade shows darker tone. So get
bulk reproducibility proper MLR should be maintained. (Ref.Table No.11)
Study the effect of material to liquor ratio in yarn dyeingSandip D Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Material to liquor ratio is most important feature of package dyeing typically machines
with MLR from 1:4 to 1:10 are commonly used however it is always preferred a machine with
lowest possible liquor ratio, without affecting the quality of dyeing. As MLR increases the depth
of the shade decreases and due to this dE is increases and strength of the shade decreases. To
achieve right first time dyeing for such typical shade MLR should taken more than optimum value
but due to this dE increases and strength decreases but this problems can avoided by increasing
depth of shade.
Key words: MLR, delta E etc.

Introduction
Material to liquor ratio is most important feature of package dyeing typically machines
with MLR from 1:4 to 1:10 are commonly used however it is always preferred a machine with
lowest possible liquor ratio, without affecting the quality of dyeing.
The liquor ratio of the machines is reduced by reducing length of the pipe lines in the system,
by modifying the carrier shape, by modifying and relocating the heat exchangers, air pad system
and automatic liquor ratio adjustment and using internal pumps. When using the machines with
variable loading and air pad technology the liquor ratio can be maintain even at partial or half
loading.
Role of MLR with relate to following
Quality
Energy saving
Costing
Ecology
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
Quality –
minimum possibility of faulty dyeing
no re-dyeing
due to this % RFT increases and it also helps to improve quality of dyeing
Energy saving –
less water is used to carry out dyeing
less steam energy is consume
less electricity is required for processing, it leads into overall energy saving
Costing –
less amount of chemicals and auxiliaries used
less amount of dyes, salt, alkali are used
less labor is required
less water, steam, electricity consume results into cost saving
Ecology
less load of waste water on ETP
it requires less recycling cost
due to less wastage it does not affect environment
Hence by using lower MLR there are many advantages like in improving quality of dyeing; in
energy saving, carryout dyeing in less cost and it is eco -friendly process due to this lowest
possible MLR is used.
Materials and method
Material
Yarn count - 30CH
Dyes - reactive
Machine – HTHP Rota dyeing m/c
Method
1. Take 5gm of RFD yarn sample
2. Weighing of chemicals auxiliaries dyes and salt as per MLR in automatic dispenser m/c
3. Taking this dye bath into dye pot and put yarn sample into it.
4. Start the program at 400c and raise the temperature to 600c in 10min.
5. Run the program at 600c for 30min then add the first installment of alkali and run for
10min
6. If there is dark shade add the caustic with 2nd installment of alkali and run the program for
40min
7. After completion of program remove the dyed yarn sample and give cold wash following
with acid wash
8. Then soaping is carried out at 900c for 10min
9. Remove the sample and dry.
Result
Shade 1

MLR 1:6 (STD) 1:12 1:18
SHADE Green Green Green
RECIPE Y.F4G-0.70
Bl.FNG-0.66
TCLB-0.072
Y.F4G-0.70
Bl.FNG-0.66
TCLB-0.072
Y.F4G-0.70
Bl.FNG-0.66
TCLB-0.072
STRENGTH 100 99.76 98.17
Delta E - 0.63 1.41
Shade 2
MLR 1:6 (STD) 1:12 1:18
SHADE khaki khaki khaki
RECIPE Y.FN2R-0.55
R.FN2BL-0.54
Bl.FNR-0.37
Y.FN2R-0.55
R.FN2BL-0.54
Bl.FNR-0.37
Y.FN2R-0.55
R.FN2BL-0.54
Bl.FNR-0.37
STRENGTH 100 95.06 90.50
Delta E - 0.66 0.93
Shade 3
MLR 1:6 (STD) 1:12 1:18
SHADE Navy Navy Navy
RECIPE Y.FN2R-0.195
Ruby S3B-0.675
NAUY SGI-
Y.FN2R-0.195
Ruby S3B-0.675
NAUY SGI-
Y.FN2R-0.195
Ruby S3B-0.675
NAUY SGI-
STRENGTH 100 96.45 91.21
Delta E - 0.42 0.96

Shade 4.
MLR 1:6 (STD) 1:12 1:18
SHADE Dk. violet Dk. violet Dk. Violet
RECIPE
Red WNN-2.10
Dk.Bl.SGL-1.76
Red WNN-2.10
Dk.Bl.SGL-1.76
Red WNN-2.10
Dk.Bl.SGL-1.76
STRENGTH 100 98.71 93.07
Delta E - 0.30 0.96
Shade 5.
MLR 1:6 (STD) 1:12 1:18
SHADE Blue Blue Blue
RECIPE Y.FN2R-0.046
Red FN2Bl-0.0066
Bl.FNG-1.20
Y.FN2R-0.046
Red FN2Bl-0.0066
Bl.FNG-1.20
Y.FN2R-0.046
Red FN2Bl-0.0066
Bl.FNG-1.20
STRENGTH 100 98.61 94.31
Delta E - 0.42 0.92

Shade 6
MLR 1:6 (STD) 1:12 1:18
SHADE Orange Orange Orange
RECIPE Y.S3R-1.38
Red WNN-0.59
Bl.FNR-0.012
Y.S3R-1.38
Red WNN-0.59
Bl.FNR-0.012
Y.S3R-1.38
Red WNN-0.59
Bl.FNR-0.012
STRENGTH 100 97.72 92.54
Delta E 0.32 0.81
Shade 7
MLR 1:6 (STD) 1:12 1:18
SHADE Prvn Prvn Prvn
RECIPE Y.FN2R-0.13
Ruby S3B-1.27
Dk. Bl.SGL-1.00
Y.FN2R-0.13
Ruby S3B-1.27
Dk. Bl.SGL-1.00
Y.FN2R-0.13
Ruby S3B-1.27
Dk. Bl.SGL-1.00
STRENGTH 100 98.62 94.99
Delta E 0.56 1.21

Shade 9
MLR 1:6 (STD) 1:12 1:18
SHADE Red Red Red
RECIPE Y. S3R- 1.61
Red WIN-4.12
DEEP RED SB-0.85
Y. S3R- 1.61
Red WIN-4.12
DEEP RED SB-
0.85
Y. S3R- 1.61
Red WIN-4.12
DEEP RED SB-0.85
STRENGTH 100 95.26 89.18
Delta E 0.51 0.89
Shade 10
MLR 1:6 (STD) 1:12 1:18
SHADE Iron grey Iron grey Iron grey
RECIPE Y. FN2R- 0.30
Red FN2BL-0.43
BL. FNR-0.52
Y. FN2R- 0.30
Red FN2BL-0.43
BL. FNR-0.52
Y. FN2R- 0.30
Red FN2BL-0.43
BL. FNR-0.52
STRENGTH 100 97.98 93.25
Delta E - 0.54 1.09
Shade 11
MLR 1:6 (STD) 1:12 1:18

SHADE Black Black Black
RECIPE BLACK R- 4.00
BLACK G -2.00
BLACK R- 4.00
BLACK G -2.00
BLACK R- 4.00
BLACK G -2.00
STRENGTH 100 94.25 88.20
Delta E 0.74 1.49
Graphical representation of dE and strength

Conclusion
As MLR increases the depth of the shade decreases and due to this delta E is increases and
strength of the shade decreases. The reason for this is due to the reacting behavior of reactive dyes
with water. This group of dyes reacts with water and forms hydrolyzed dye and quality of water
also plays major role in reactive dyeing, so we need to use the water at minimum possible level to
avoid the hydrolysis of dyes which will give more chance to react with cellulose.
As a result of low MLR dyeing we can achieve the following benefits
1. Maximum RFT results.
2. Minimum failure in processing.
3. Higher profitability
4. Minimum pollution to the environment.

Study the value loss in processing of knits and measures to improve it Sandip G Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Value loss means missing of any property of material which is related to comfort, value
addition, dimensional property, weight loss more than optimum value, low moisture content in
fabric, bursting strength of material, shade variation during processing. Uses of unnecessary
chemicals or wastage of chemicals or use the more amount of chemical than that is required is
also taken into consideration of value loss.
Out of this area of value loss, this project study aimed at weight loss in processing at the
stage of pretreatment, heat setting, compacting and moisture content considered at these stages.
This study gives effect of processing on yarn count, RKM, CSP.
Key words: value loss, moisture content etc.
Introduction:
Knitted fabric during processing under go treatment like scouring, bleaching, dyeing, heat
setting, softener application, relax drying, sanforising. These processes are carried out to impart
particular property related to that process like scouring for absorbency, bleaching for whiteness,
etc. At the dye house in busy schedule of production all these treatments are done, but the

property related to that treatment is completely obtained or partially obtained is not checked for
every lot and fabric undergo further treatment.
Moisture in knitted fabric observed low as compared to standard moisture value during
dispatch. Due to this some amount of fabric extra dispatched, therefore an attempt made in this
project I am trying to reduce the process loss by increasing moisture content of knitted fabric
there by increasing the value of fabric.
Decrease in whiteness index of OBA treated fabric after dryer and compactor.
Wet processing of knitted fabrics, often causes distortions in the fabrics like creases and wrinkles.
In knitted fabric, all types of shrinkage takes place when the moisture content is below
50 %.the loop length is only main factor influencing the dimensional properties of the knitted
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
fabrics. Loop length and fiber diameter significantly affects the Spirality in the fabric. Increase in
loop length and fiber diameter increases the angle of Spirality, which is commonly observed in
the knitted fabrics. Yarns of different counts knitted to same loop length display different physical
properties such as drape, openness, permeability, handle, etc. Compaction is carried out as a
measure of increasing the dimensional stability and much attention have been given in the
assessment of shrinkage and progressive shrinkage properties. Positive feeders are often
employed to ensure much closer tolerances between feeders in respect of course length. The
weight (GSM) of the fabrics is determined by two factors that interact in the knitted fabric, i.e. the
loop size and the yarn size. The cover factor, i.e. space occupied by the knitted loop is given by
the ratio of area covered by yarn in one loop and area of one loop.
During the compaction process, the increases in courses per unit length results in decrease
in Wales per unit length, resulting in a relative dimensionally stable structure.

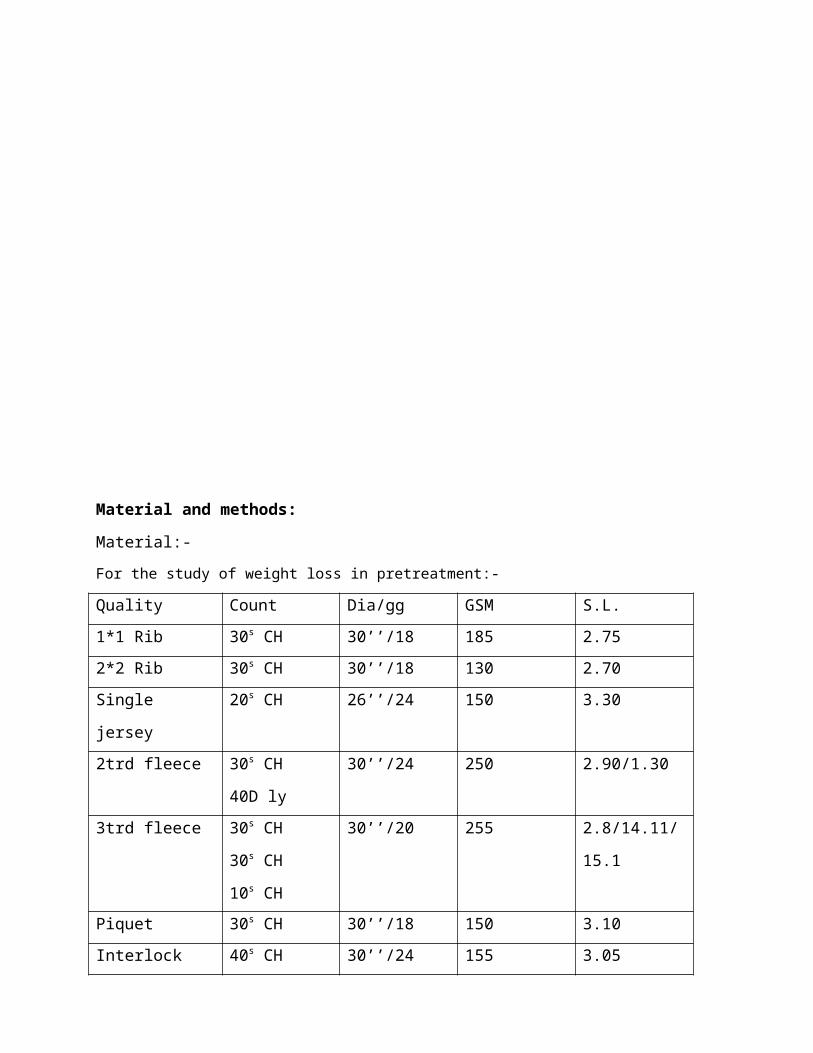
Material and methods:
Material:-
For the study of weight loss in pretreatment:-
Quality Count Dia/gg GSM S.L.
1*1 Rib 30s CH 30’’/18 185 2.75
2*2 Rib 30s CH 30’’/18 130 2.70
Single jersey 20s CH 26’’/24 150 3.30
2trd fleece 30s CH
40D ly
30’’/24 250 2.90/1.30
3trd fleece 30s CH
30s CH
10s CH
30’’/20 255 2.8/14.11/15.1
Piquet 30s CH 30’’/18 150 3.10
Interlock 40s CH 30’’/24 155 3.05
Methods:-
Moisture content = original wt. – dry wt.
X 100
Original wt.
Moisture regain = original wt. – dry wt.
X 100
Dry wt.

During testing of moisture in sample oven temperature should be set at 1100c as recommended by
A.S.T.M.
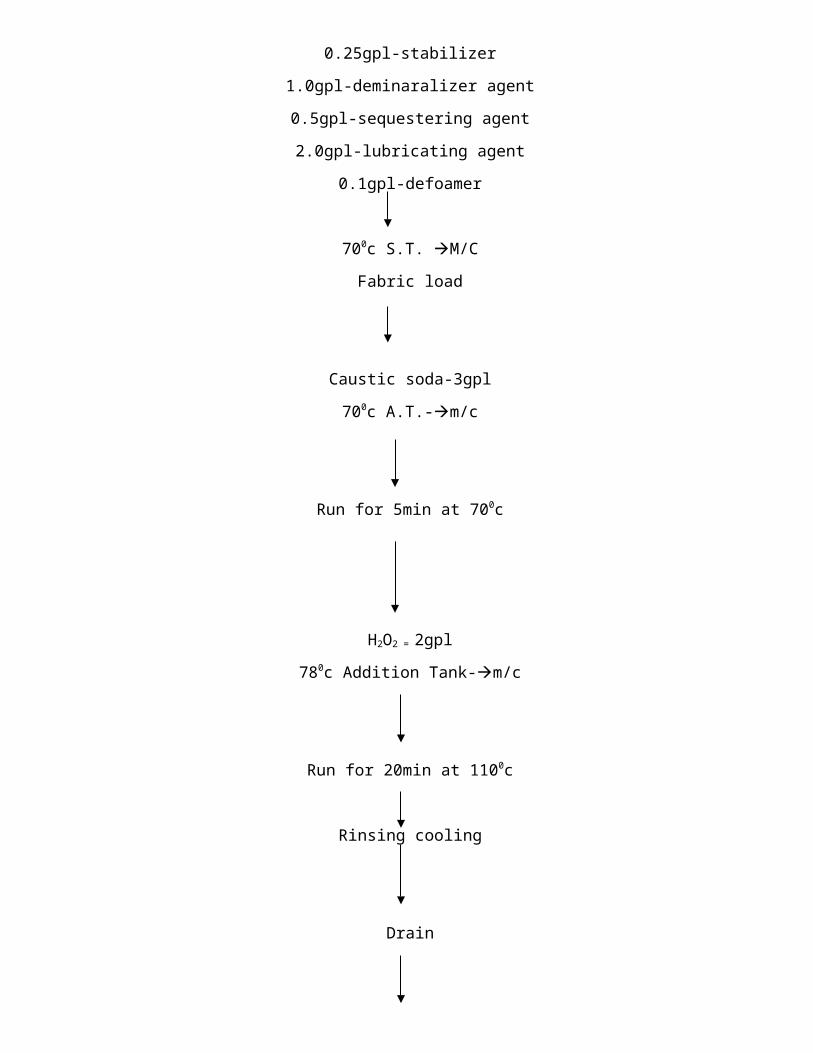
Procedure for pretreatment:-
Process is combined scouring and bleaching
M/c specification
Name: Thies soft flow winch dyeing m/c
Parameters:
MLR: 1:6
Hardness: less than 50 ppm
pH of fabric: 6.5-7
Pretreatment:
Total liquor in m/c
1.5gpl-wetting agent
0.25gpl-stabilizer
1.0gpl-deminaralizer agent
0.5gpl-sequestering agent
2.0gpl-lubricating agent
0.1gpl-defoamer
700c S.T. M/C
Fabric load
Caustic soda-3gpl
700c A.T.-m/c
Run for 5min at 700c

H2O2 = 2gpl
780c Addition Tank-m/c
Run for 20min at 1100c
Rinsing cooling
Drain
Neutralization for 10min at 550c
A. Acid – 0.7gpl
Peroxide killing for 10min at 550c
Peroxide killer – 0.7gpl
Drain
RFD complete
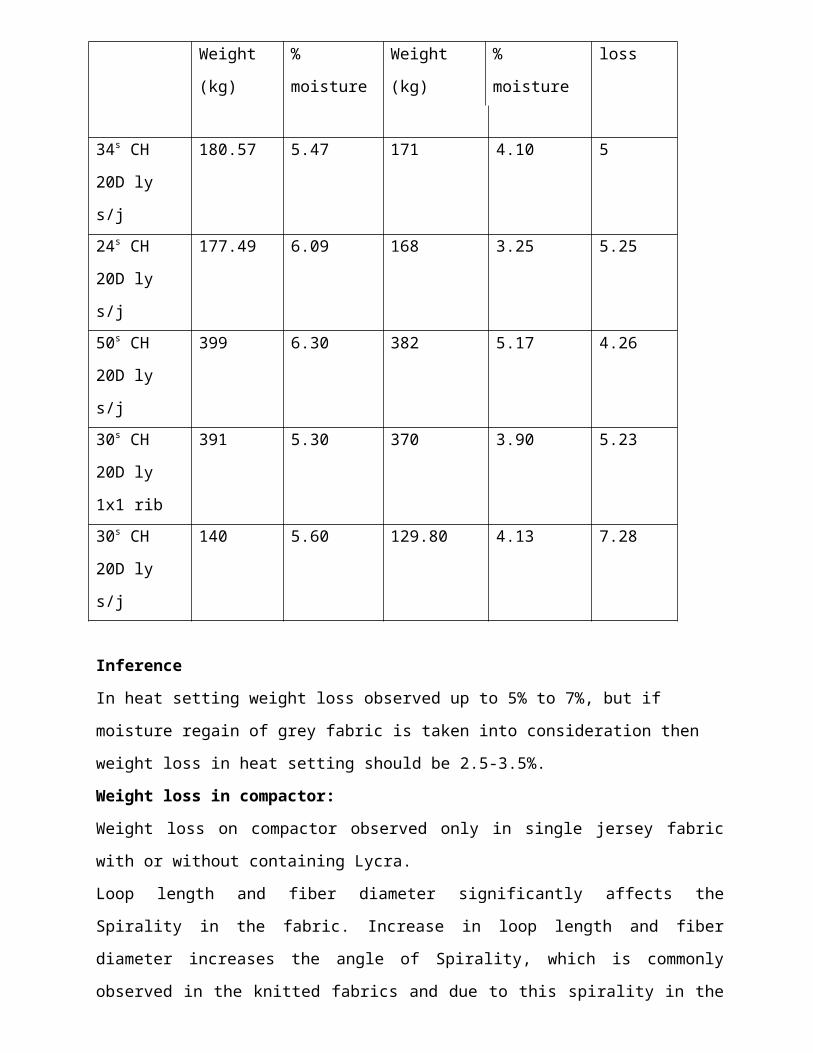
Results:

Quality Grey wt
(kg)
RFD
Wt (kg)
%wt.
loss
Whiteness index Absorbency
1*1 Rib 0.340 0.295 13 71.18 Within second
2*2 Rib 0.275 0.255 7.2 63.31 Within second
Single jersey 0.305 0.280 8.19 69.30 Within second
2th fleece 0.360 0.340 5.5 63.21 Within second
3trd fleece 0.430 0.415 3.4 65.96 Within second
Piquet 0.265 0.245 7.5 65.56 Within second
Interlock 0.360 0.335 6.9 69.76 Within second
Inference
From above study it is clear that for optimum weight loss in pretreatment (completely
remove hydrophobic impurities) holding time at 1100c should be depend on fabric construction
i.e. for fabric having courser count or compact structure holding time should be more as compare
to fabric having finer count or less compact structure.
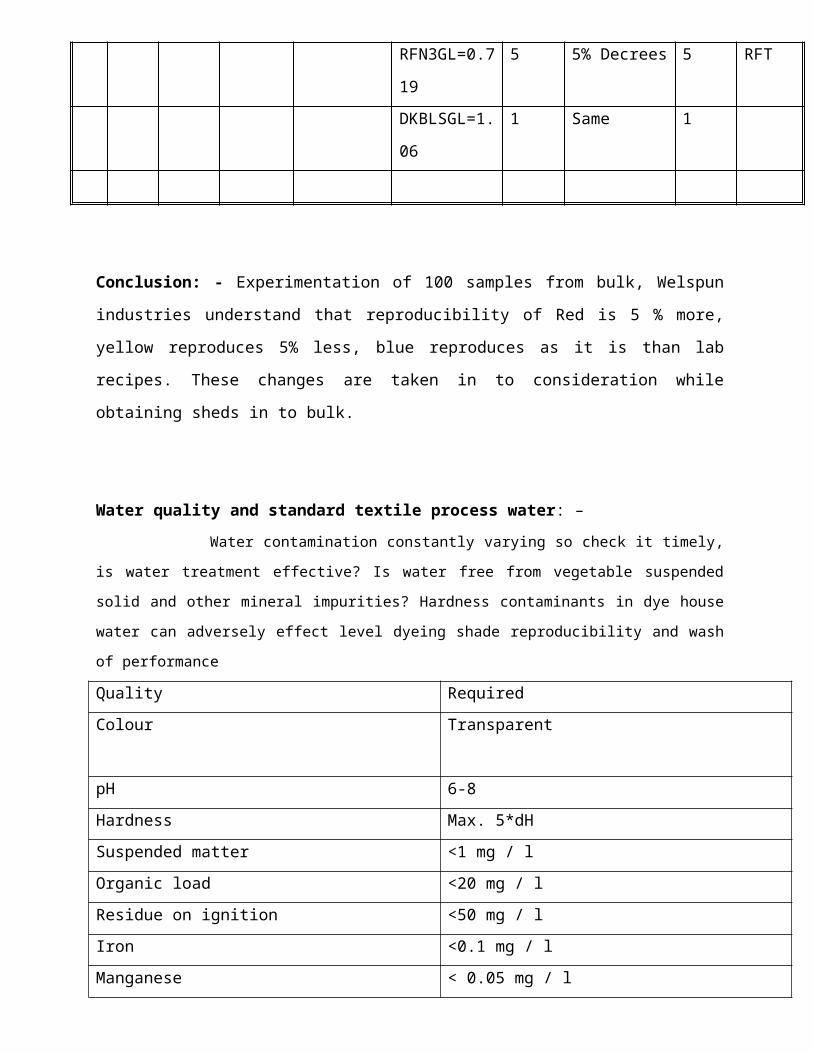
Study of weight loss in heat setting and moisture content of fabric
Quality Grey Heat setting % weight
lossWeight
(kg)
%
moistureWeight (kg) % moisture

34s CH
20D ly s/j
180.57 5.47 171 4.10 5
24s CH
20D ly s/j
177.49 6.09 168 3.25 5.25
50s CH
20D ly s/j
399 6.30 382 5.17 4.26
30s CH
20D ly 1x1
rib
391 5.30 370 3.90 5.23
30s CH
20D ly s/j
140 5.60 129.80 4.13 7.28
Inference
In heat setting weight loss observed up to 5% to 7%, but if moisture regain of grey fabric is taken
into consideration then weight loss in heat setting should be 2.5-3.5%.
Weight loss in compactor:
Weight loss on compactor observed only in single jersey fabric with or without containing Lycra.
Loop length and fiber diameter significantly affects the Spirality in the fabric. Increase in loop
length and fiber diameter increases the angle of Spirality, which is commonly observed in the
knitted fabrics and due to this spirality in the open tube knitted fabric at selvage end curling occur
and to remove it gumming and cutting is carried out on compactor.
Quality – 30 CH S/J
Dia/gg – 30’’/28
Stitch length – 2.65
Trimming loss – 11.695 kg.
Study of moisture content and moisture regain
Following value of moisture content and moisture regain is calculated after conditioning samples
at 65% relative humidity and 220c temperature for 48 hrs.
Quality Condition Before wt. After heating
wt.(gm)
Moisture
content
Moisture regain
3trd fleece Grey 5.32 4.95 6.95 7.47
2trd fleece Grey 3.32 3.10 6.62 7.09
24 CH SJ Grey 5.03 4.66 7.35 7.93

20’s CH PQT Grey 4.96 4.60 7.25 7.82
26 CH 1x1 RIB Grey 5.15 4.80 6.79 7.29
30 CH 2x2 RIB Grey 4.78 4.45 6.90 7.41
40 CH Interlock Grey 5.06 4.68 7.50 8.11
24 CH SJ RFD 3.30 3.12 5.45 5.76
20’s CH PQT RFD 4.46 4.21 5.60 5.93
26 CH 1x1 RIB RFD 3.29 3.10 5.77 6.12
30 CH 2x2 RIB RFD 2.66 2.50 6.01 6.4
40 CH Interlock RFD 3.12 2.94 5.76 6.12
3trd fleece RFD 3.47 3.26 6.05 6.44
2trd fleece RFD 4.27 4.00 6.32 6.75
Inference
After dyeing yarn become finer in light shade and there are minor cases where yarn count
increases after dyeing in case of dark or extra dark shade. After dyeing in most of the cases RKM
value increases but decrease in RKM observed in yarn dyed with dye combination having BLUE
FNG. Core alkali pH is also play the role to decrease in RKM value.
Conclusion:
In processing of knitted fabric reprocessing is region for value loss. To minimize value loss right
first time dyeing is necessary. Optimum value of RFD weight loss is 6-7%. Above and below this
value, RFD weight loss gives improper pretreatment of fabric leads to create problems in dyeing
and there may be the chances of value loss in fabric.
Moisture content of finished fabric observed low as compare to standard moisture content
of fabric. As knitted fabric sold on weight, extra fabric is dispatched due to low moisture content.
Except the conditioning there is no way to increase moisture in fabric.

Lab to bulk reproducibility of terry towel in reactive dye Shyamkant Sonawne, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Dyeing is a complex process, where number of variables is involved. Dyeing process is
broadly governed by fabric type, dye type, machine type, MLR time, temperature, pH of the
fabric and liquor, type of auxiliary used etc. Any minor variation in any of these variables causes
problem in dye reproducibility, though it is possible to achieve reproducibility in dyeing results.
By standardizing each and every variable we can achieve consistent reproducible results and
satisfy customer needs by making their process proficient. Obtaining RFT, following are
important aspects of dyeing needs to be concentrated. In this project we study process control
parameter to achieve RFT. While working on this project we take parameter in account like
hardness of water, whiteness of RFD, residual peroxide, MLR and carry over factor.
Lab procedure must be reproduced or correlated with bulk system. Dyeing process must
be standardized; Data base loaded on to computer should be updated.
Key words: hardness of water, carry over factor, specific gravity etc
Introduction:
Textile industry is one of the oldest and largest organized industries in India. Textile
industry has not kept pace with the times and hence industry not emerges as a world quality
produce. Our share in world trade is only about 2% or even less. Recent economic reforms and
liberalization have necessitated the Indian industries to face and outstand of stiff global
competition. In order to service in the world market our industry need not only to cut down on
cost by way of increased efficiency, capacity.
Furthermore to withstand stiff competition at an international level not only consistent quality and
quality supply but along with it “Right First Time” is right every time approach will definitely
play a significant role. Besides increasing demand for quality processing of new and products like
denim, hosiery, terry towel. And ready made garment etc. poses fresh challenges and to meet the
same technological advances round the world will play a vital role in shaping the destiny of the
industry in our country.
An attempt is made in this investigation mainly aimed at Right First Time approach in lab to
bulk reproducibility.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
Why reproducibility in dyeing is difficult to achieve? Is it possible to achieve
reproducibility?
Dyeing is a complex process, where number of variables is involved. Dyeing process is broadly
governed by fabric type, dye type, machine type, MLR time, temperature, pH of the fabric and
liquor, type of auxiliary used etc. Any minor variation in any of these variables causes problem in
dye reproducibility, though it is possible to achieve reproducibility in dyeing results. By
standardizing each and every variable we can achieve consistent reproducible results and satisfy
customer needs by making their process proficient
EXPERIMENT
In order to study Right First Time we plan four experiments.
1. Effect of change in MLR on shade depth & bulk reproducibility
2. Effect of specific gravity of salt in dye bath.
3. Effect of water quality on lab to bulk reproducibility.
4. Effect of bulk factor.
5. Effect of dyes consumption on bulk reproducibility.
METHODOLOGY :( In order to study RFT):-
Terry towel obtained from commercial manufactures and commercial available dyes as Red, Blue,
yellow and combination shade. In order to obtain correct RFT, four experimental are carried out
in laboratory as well as in bulk reproducibility.
EFFECT OF CHANGE IN MLR ON SHADE DEPTH:-
Comparison of 1:8 Vs 1:9 MLR by Spectrophotometer: ---
Sr. DYES SALT/ Delta E Decision Sample is Strength
no. In % SODA
1 YFN2R = 0.5 40 0.85 Warm Darker 9.10%
16 More-Yellow

More-Red
2 RFNR = 0.5 40 0.98 Warm Lighter 14%
16 More-Green
More-Blue
3 BFNR=0.5 40 0.71 Pass Lighter 8%
16 More-Green
More-Yellow
4 RFNR = 0.25 40 0.76 Warm Darker 7.70%
BFNR=0.25 16 More-Red
More-Blue
5 BFNR=0.25 40 1.03 Fail Darker
YFN2R = 0.25 16 More-Green 12%
More-Yellow
6 RFNR = 0.25 40
YFN2R = 0.25 16 1.09 Fail Lighter 10.50%
More-Green
More-Yellow
7 RFNR = 0.16 40
BFNR=0.16 16 0.75 Warm Lighter 6%
YFN2R = 0.16 More-Green
More-Yellow
Conclusion: -From above table it was observed that if Bulk MLR changes 1:8 to 1:9 leads to
affect on shade depth, causes unmatching of shade with standards.
Method of to check actual MLR by Specific gravity of salt in dye bath:-
Liquor ratio in Processing : -
To maintain Standard MLR in processing is very important ,it should be check in the time of
dyeing by calculating specific gravity of salt after complete addition of salt by run back dye
liquor.
Procedure: -
Take 500ml liquor of dye after both installment of salt from run back of machine.
Take this liquor in measuring cylinder without foam.
Check the temperature of liquor.
Instantly dip the hydrometer in cylinder and see the reading.
By this reading of specific gravity of salt calculate salt gpl and actual MLR by graph of specific
gravity Vs salt conc. (gpl) at different temp.
Observation: --
Specific gravity of salt = 1.06 at 450c
Concentration of salt by using graph = 78gpl.
Standard concentration of salt = 80gpl.
Calculation:-
Total amount of liquor up to salt addition = (X/Y) * 1000
Were X = Actual conc. of Salt (Kg)
Y = Specific gravity of salt in gpl.
Experimentation:-
Batch Wt. – 1256 Kg. Shade – Sliver.
MLR – 1:6.
Conc. Of salt Use = 20gpl. (150.60Kg)
Conc. Of Soda ash use = 10gpl.(75.36Kg)
Specific gravity of salt = 19gpl at 450c.
Actual conc. of Salt (Kg) = 150.72 gm.
Formula - (X/Y) * 1000
= (150.72/19)*1000
= 7931.51 liter (up to addition of salt)
= 7931.5+375 liter (soda ash)
= 8306.5 liter (up to addition of soda ash)
= 6.6liter MLR
Experiments replicates for seven batches-
Sr.
no.
Batch
no.
Batch
wt.(kg)
Actual
con. Of
salt(gpl)
Specific
gravity
of salt
Actual
con.of
salt (kg)
Actual
MLR
Calculated
MLR
Actual
amount of
liquor(liter)
Calculated
liquor
(liter)
(gpl)
1 50877 1256 20 19 150.72 1:6 1:6.6 7536 8306.5
2 50478 505 60 59 181.8 1:6 1:6.8 3030 3431.3
3 50884 892 10 10 53.5 1:6 1:6.5 5352 5801
4 50442 1200 40 39 288 1:6 1:6.5 7200 7784
5 51034 1200 20 19 144 1:6 1:6.8 7200 8129.9
6 51097 1225 60 62 441 1:6 1:6.3 7350 7813
7 50904 1238 30 30 222.8 1:6 1:6.4 7482 8026
Conclusion: - From above table it was found that, shade produced are of acceptable quality but
slightly changes in MLR leads to affect shade depth.
TO STUDY EFFECT OF WATER HARDNESS AND TDS ON SHADE DEPT: –
Material 100% cotton zero twist towel
Recipe-
MLR 1:8
Fabric weight -5gm
Dyes – Yellow FN2R 0.5 %
Red FN2 BL 0.5 %
Blue FNR 0.5%
Salt 40gpl
Soda 16gpl
For spectrophotometer analysis Sample dyed with 30 TDS ,5ppm hardness of water consider as
standard sample and against that compare selected shade with different hardness and TDS -
TDS/Hardness CMC DE Pass/ fail lightness chroma hue
Sam 460/65 0.82 Warm -0.78 darker -0.05 less
saturated
0.27 more
green
Sam 330/25 0.45 Pass -0.13 darker -0.42 less
saturated
-0.12 more red
Sam 120/25 0.41 Pass 0.08 lighter -0.35 less
saturated
0.21 more
green

Sam 450/125 1.32 Fail 1.21 lighter 0.52 more
saturated
-0.07 more red
Sam 460/5 1.89 Fail -1.55 darker -0.88 less
saturated
-0.63 more red
Conclusion: - From above table it was found that, shade produced in less than 330 TDS &less
than 30 Hardness is better to increase lab to bulk reproducibility.
Effect of Bulk factor:-
Co-relation between lab to bulk ( bulk factor )-
When we take recipe from lab to bulk production the shade developed in bulk is not
accurate or same with lab shade there may always some difference in shade depth for avoiding
this always final confirmation of shade recipe developed in bulk sample machine before bulk
production and calculated bulk factor .This experiment replicate for twelve shades.
Bulk factor –bulk factor changes due to change in dye %, & change in MLR when take in bulk
production. Here we summarized dyeing result for 3 shades as shown in table.
LAB BULK
Sr.No.
Sample Recipe Shade Conc.
Whiteness
MLR
MLR/
Whiteness
Conc. Recipe
Sample
Remark
TF NO. In % S/S/C
Index/PH
B.No.
Index/PH
S/S/C In %
1YFN2R=0.9
660
YFN2R=0.96
DRSB=1.50 Bargandey 60
1:8 0.67 1:7 5 DRSB=1.50
3.50%Lighter
DyedBLFNR=0.20 5 0.5
BLFNR=0.20 Moe Red
678 0.5 1658 More Blue
RFT
RFD 72.53 68.98
6.6 6.8
2
YFN2R=0.0041 20 20
YFN2R=0.0041
2.05%Lighter
RFN2BL=0.0015 Ivory 8 8
RFN2BL=0.0015
More Green
Dyed 1:8
0.47 1:7
More Blue
678 1698
RFT
RFD 71.1 70.23
6.8 6.7
3
RFN2BL=0.06 20 20
RFN2BL=0.06
2.41%Dark
DyedBLFNG=0.08 Sky Blue 8 1:8
0.43 1:7 8
BLFNG=0.08 More Red
682BLFNR=0.0062 1703
BLFNR=0.0062
MoreYellow
RFT
71.9 70.21
RFD 6.5 6.7
Conclusion: - From above tables, it was found that, any lab recipes taken in bulk production,
changes in MLR 1:8 to 1:7, gives correct RFT (For 12 shades).
Effect of Dyes Consumption on Bulk Reproducibility:- Experimentation of 100 samples from
bulk, industries understand that reproducibility of Red is 5 % more, yellow reproduces 5% less,
blue reproduces as it is than lab recipes. These changes are taken in to consideration while
obtaining sheds in to bulk. This experiment replicate for twelve shades.
EXPERIMENTAL TEST IN MILL:--
BULK FACTER
SR
.N
O
BNO M/C. SHADE CUSTMER LAB RECIPE BULK RESIPE REMA
RCDYE % SALT/
SODA
/
COST
CHANG IN
DYE %
SALT/
SODA
/
COST
1 1589 1400K
g
Slate Coles YFN2R=0.615 60 5% Increase 60 RFT
RFN3GL=0.2
8
5 5% Decrees 5
BLFNR=1.558 0.5 Same 0.5
2 1503 80Kg Black Coles BlackR=3.285 80 0.33%
Increase
80
NSGI=3.78 5 0.2% Increase 15 RFT
YFN2R=0.378 1 0.2% Increase 1
3 1507 1050K
g
Espresso Coles YS3R=2.35 80 5% Increase 80
RS3B=1.627 5 5% Decrees 5 RFT
NSGI=1.70 1 0.024%
Increase
1
4 1503 700Kg Slate Coles YFN2R=0.648 60 5% Increase 60
RFN3GL=0.2
9
5 5% Decrees 5 Signal
Add.
BLFNR=1.675 0.5 Same 0.5
5 1508 80Kg Stone Coles YFN2R=0.058
9
10 5% Increase 8
RFN2BL=0.08
5
10 5% Decree 5 RFT
BLFNR=0.047
8
- Same
6 1427 500Kg Dp.Ocea WUSA YFN2R=0.069 40 5% Increase 40

n
RFNR=0.067 5 5% Decrees 5 RFT
BLCD=1.0 0.5 Same 0.5
7 1480 900Kg Buoy red WUEA YFN2R=0.95 80 5% Increase 80
RFNR=3.012 5 4% Decrees 5 RFT
BLCD=0.209 3 Same 3
8 1590 1500K
g
M.Navy WUSA YFN2R=0.224 60 5% Increase 60
RFN3GL=0.4
58
5 5% Decrees 5 RFT
NSGI=2.35 2 Same 2
9 1520 750Kg Egg
Plant
WUSA YFN2R=0.149 40 5% Increase 40
RFNR=1.0 5 5% Decrees 5 RFT
NH4G=0.78 1.5 Same 1.5
10 1334 1050K
g
Espresso Coles YS3R=2.35 80 5% Increase 80
RS3B=1.58 5 5% Decrees 5 RFT
NSGI=1.68 1 0.024%
Increase
1
11 1317 1400K
g
Stone Coles YFN2R=0.058
9
10 5% Increase 10
RFN2BL=0.08
3
10 5% Decrees 10 RFT
BLFNR=0.047
8
- Same -
12 1083 700Kg Chocolat
e
Coles YS3R=1.19 80 5% Increase 80
RFN3GL=0.7
19
5 5% Decrees 5 RFT
DKBLSGL=1.
06
1 Same 1
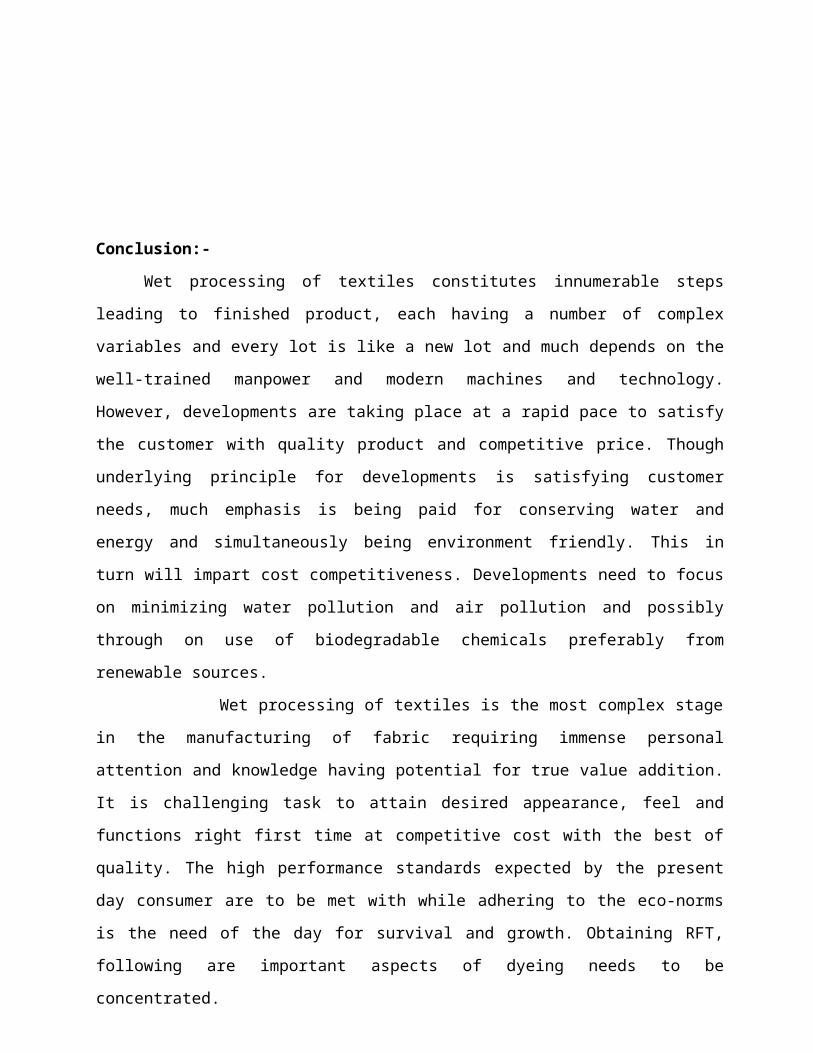
Conclusion: - Experimentation of 100 samples from bulk, Welspun industries understand that
reproducibility of Red is 5 % more, yellow reproduces 5% less, blue reproduces as it is than lab
recipes. These changes are taken in to consideration while obtaining sheds in to bulk.
Water quality and standard textile process water: –
Water contamination constantly varying so check it timely, is water treatment effective? Is water
free from vegetable suspended solid and other mineral impurities? Hardness contaminants in dye house
water can adversely effect level dyeing shade reproducibility and wash of performance
Quality Required
Colour Transparent
pH 6-8
Hardness Max. 5*dH
Suspended matter <1 mg / l
Organic load <20 mg / l
Residue on ignition <50 mg / l
Iron <0.1 mg / l
Manganese < 0.05 mg / l
Copper <0.1 mg / l
Nitrite <50 mg / l
Nitrate < 5 mg / l
Free CO2 0 if possible (risk of corrosion)
Carry over factor to maintain dyeing liquor in lab as well as in bulk production:-
Lab:-
Before the lab sample dyeing the RFD fabric is dip in water and then squeeze manually. This
sample content some amount of water in it. This water always takes in to account in dyeing MLR.
From 10 lab samples, it was found that water retention in fabric is 150% instead of 120%.
Water retention in fabric depends upon manual squeezing.
Bulk:-

After RFD process in Bulk the RFD fabric content around 350% of water. So always calculate
this 350% water carry over in RFD before starting dyeing and its MLR.If we are not calculating
this carry over factor it will affect shade depth. This experiment carried out on 80 Kg sampled
dyeing M/c, Results shows that after RFD these is 350% water carry over on fabric.
Following table give the cost effect of non conformance of dyeing-
Process Cost Productivity Profit
RFT 100 100 100
Single addition 100 80 48
Multiple addition 135 46 -45
Striping & redyeing 206 48 -375
# Benefit of right first time
Financial Non financial
1) Lower cost per batch Enhanced customer service
2) Increased out put Improved quality of goods
3) Improved profit margin Reduced effluent load

Conclusion:-
Wet processing of textiles constitutes innumerable steps leading to finished product, each
having a number of complex variables and every lot is like a new lot and much depends on the
well-trained manpower and modern machines and technology. However, developments are taking
place at a rapid pace to satisfy the customer with quality product and competitive price. Though
underlying principle for developments is satisfying customer needs, much emphasis is being paid
for conserving water and energy and simultaneously being environment friendly. This in turn will
impart cost competitiveness. Developments need to focus on minimizing water pollution and air
pollution and possibly through on use of biodegradable chemicals preferably from renewable
sources.
Wet processing of textiles is the most complex stage in the manufacturing of fabric
requiring immense personal attention and knowledge having potential for true value addition. It is
challenging task to attain desired appearance, feel and functions right first time at competitive
cost with the best of quality. The high performance standards expected by the present day
consumer are to be met with while adhering to the eco-norms is the need of the day for survival
and growth. Obtaining RFT, following are important aspects of dyeing needs to be concentrated.
Lab procedure must be reproduced or correlated with bulk system.
Dyeing process must be standardized.
Accuracy of weighting and measuring at lab and bulk scale.
Dyestuff used should be compatible, robust and stable when applied.
Data base loaded on to computer should be updated
Lab dyeing equipments with sophisticated and multi product injection are availed.
Used standard operating procedure (SOP).
Proper control of machine parameter.

Study Effect of Different Parameters in Heat Setting of Lycra Fabric and
Other QualityYogesh B Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
This project deals with the optimum heat setting of lycra blended fabric i.eto achieve the best set
of parameter in Order to give perfect dimension stability to lycra blended knitted fabric. During
heat setting process continuous running fabric on stenter machine any minute change in the only
one parameter (like, change overfeed, temperature) and result in vast variation in fabric quality.
Key words: heat setting of lycra, over feed, temperature for heat setting etc.
Introduction
In Lycra blended fabric heat setting is a critical process. During heat setting process continuous
running fabric on stenter machine any minute change in the only one parameter (like, change
overfeed, temperature) and result in vast variation in fabric quality.
This project deals with the optimum heat setting of lycra blended fabric i.eto achieve the
best set of parameter in Order to give perfect dimension stability to lycra blended knitted fabric.
LYCRA is a registered trademark used for DuPont’s elastane fibres. Elastane is a generic term,
like polyamide or polyester. It defines a manmade fiber in which the fiber-forming substance is a
synthetic chain polymer containing at least 85% segmented polyurethane.
LYCRA in the stretch fabric is knitted or woven under tension. When relaxed, it
trends to compact the fabric length and width to a “jam point”. The “hard” fibre buckles when the
fabric is “jammed”, and it limits the extension of the fabric when it is being stretched. Elastic
fabrics are very often required wider and lighter than their width and weight at “Jam point”.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra

Method & material:-
a) Material
1) QUALITY - 34*40LY fleece G.WIDTH - 32’’
DIA/GG - 30/24 F.WIDTH - 62’’
S.L - 2.85
G.GSM - 250
F.GSM - 240
2) QUALITY - 34*20LY S/J G.WIDTH - 34’’
DIA/GG - 30/28 F.WIDTH - 64’’
S.L - 3.0
G.GSM - 200
F.GSM - 18
b) Method
Heat setting dyeing finishing
During heat setting process continuous running fabric on stenter machine any minute change
in the only one parameter (like, change overfeed) and result in vast variation in fabric quality.
Then fabric passes through the dyeing& finally finishing.
Study of different process parameter during heat setting and finishing process:
A) QUALITY - 30*20LY S/J G.WIDTH - 35’’
DIA/GG - 30/28 F.WIDTH - 66’’
S.L - 2.9
G.GSM - 195
F.GSM - 200
Parameter
Stenter (H/S) Stenter( soft) Compactor
Overfeed (%) 45 50 40
Temperature ( OC) 185 160 160
Speed ( m/min) 8 (45sec) 15 10

Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( cm) 175 172 1950 MM
Fan ( %) 90 95 -
Before width ( cm) 165 163 167
After width (cm) 168 171 168
Before gsm 195 - -
After gsm 241 190 190
Shrinkage (%) L = -4.5* W= 0.0 -7.5*-1.5 -4 * -3.0
Spirality (%) 2% 0% 0%
B) QUALITY - 34*20LY S/J G.WIDTH -33’’
DIA/GG - 30/28 F.WIDTH - 64’’
S.L - 2.85
G.GSM - 170
F.GSM - 180
Parameter
Stenter (H/S) Stenter( soft) Compactor
Overfeed (%) 45 50 30
Temperature ( OC) 185 140 160
Speed ( m/min) 8 18 10
Pressure ( bar) 3 1ST 6 ; 2nd 3 -
Expander width ( mm) 169 165 1890MM
Fan (%) 90 90 -
Before width 162 160 164
After width 165 164 165
Before gsm 170 - -
After gsm 206 182 185
Shrinkage (%) L= +2 W = -1.5 - -3 * -2
Spirality (%) 4% - 3%
C) QUALITY - 40*20LY S/J G.WIDTH - 30’’
DIA/GG - 30/28 F.WIDTH - 60’’
S.L - 2.75
G.GSM - 150
F.GSM - 160

Parameter
Stenter (H/S) Stenter( soft) compactor
Overfeed (%) 50 40 50
Temperature ( OC) 185 160 160
Speed ( m/min) 9 16 20
Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( mm) 163 158 1875MM
Fan (%) 901ST 90 -
Before width 155 152 152
After width 160 155 153
Before gsm 150 - -
After gsm 183 160 161
Shrinkage (%) L= +2.0* W= -2.5 -10.5*-3.0 -5 *-3.5
Spirality (%) 2.9% 1% 1 %
D) QUALITY - 34*20LY S/J G.WIDTH - 34’’
DIA/GG - 30/28 F.WIDTH - 64’’
S.L - 3.0
G.GSM - 200
F.GSM - 180
Parameter
Stenter (H/S) Stenter( soft) Compactor
Overfeed ( %) 35 50 40
Temperature ( OC) 185 140 160
Speed ( m/min) 10 18 25
Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( mm) 169 165 2050MM
Fan ( %) 90 95 -
Before width 160 158 162
After width 167 165 163
Before gsm 200 - -
After gsm 210 180 181
Shrinkage ( %) L= -1.5*W=-3.0 -10 * -4 -5 *-3.5
Spirality (%) 7% 1% 3.7%

E) QUALITY - 34* 34*40LY fleece G.WIDTH - 33’’
DIA/GG - 30/24 F.WIDTH - 62’’
S.L - 2.85
G.GSM - 245
F.GSM - 250
Parameter
Stenter (H/S) Stenter( soft) Compactor
Overfeed (%) 37 45 40
Temperature ( OC) 185 160 160
Speed ( m/min) 7 20 20
Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( mm) 161 160 1980mm
Fan (%) 90 95 -
Before width 155 150 157
After width 158 157 160
Before gsm 245 - -
After gsm 284 255 247
Shrinkage (%) L= +0.5* w= -1.5 -9.0*-4.5 -4.5*-4
Spirality (%) 2% 1% 1%
F) QUALITY - 34*40LY fleece G.WIDTH - 32’’
DIA/GG - 30/24 F.WIDTH - 62’’
S.L - 2.85
G.GSM - 250
F.GSM - 240
Parameter
Stenter (H/S) Stenter( soft) Compactor
Overfeed (%) 37 55 45
Temperature ( OC) 185 160 160
Speed ( m/min) 8 7 25
Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( mm) 161 160 2100
Fan (%) 90 90 -
Before width 150 154 155

After width 157 157 160
Before gsm 250 - -
After gsm 280 245 240
Shrinkage (%) L =0 * W =-2.0 - -3 * -5
Spirality (%) 0 - 0
To study variation of temperature during heat setting process
A) QUALITY - 34*20DLY S/J G.WIDTH - 32‘’
DIA/GG - 30/28 F.WIDTH - 65’’
G.GSM - 177 S.L - 2.20
F.GSM - 180
Parameter
Stenter (H/S) Stenter(H/S)
Overfeed (%) 45 45
Temperature ( OC) 185 195
Speed ( m/min) 10 10
Pressure ( bar) 3 3
Expander width ( mm) 165 165
Fan (%) 90 90
Before width 160 160
After width 165 166
Before gsm 177 177
After gsm 218 208
Shrinkage (%) L =+3* W =-1.5 -2.5 *-4.5
Finishing process
QUALITY - 34*20DLY S/J G.WIDTH - 32‘’
DIA/GG - 30/28 F.WIDTH - 65’’
G.GSM - 177 S.L - 2.20
F.GSM - 180
Parameter Stenter (H/S) Stenter(H/S) Compactor

Overfeed (%) 45 55 60
Temperature ( OC) 185 140 160
Speed ( m/min) 6 10 7
Pressure ( bar) 3 3 -
Expander width ( mm) 165 167 1950
Fan (%) 90 90 -
Before width 160 162 166
After width 165 166 165.5
Before gsm 177 177 -
After gsm 208 165 170/172
Shrinkage (%) L = -2.5 W = -4.5 -0.5*-5.5
Spirality (%) 0 0 0
To study the variation of over feed during heat setting process
A) QUALITY - 34*40LY fleece G.WIDTH - 32’’
DIA/GG - 30/24 F.WIDTH - 62’’
S.L - 2.90
G.GSM - 250
F.GSM - 240
Parameter
Stenter (H/S) Stenter( H/S)
Overfeed (%) 30 40
Temperature ( OC) 185 185
Speed ( m/min) 8 8
Pressure ( bar) 3 3
Expander width ( mm) 158 158
Fan (%) 90 90
Before width 142 142
After width 157 157
Before gsm 250 -
After gsm 274 290
Shrinkage (%) L= -1.5* w= -2.5 +1.0*-2.5
Finishing process

QUALITY - 34*40LY fleece G.WIDTH - 32’’
DIA/GG - 30/24 F.WIDTH - 62’’
S.L - 2.90
G.GSM - 250
F.GSM - 240
Parameter Stenter (H/S) Stenter(soft) Compactor
Overfeed (%) 40 45 10
Temperature ( OC) 185 160 160
Speed ( m/min) 8 10 10
Pressure ( bar) 3 1ST6 ; 2nd 3 -
Expander width ( mm) 158 1600 1850
Fan (%) 90 95 -
Before width 142 154 154
After width 157 160 156
Before gsm - - -
After gsm 290 260 275
Shrinkage (%) +1.0*-2.5 -4.5*-0.5 -0.5*-2.5
Spirality (%) 0 0.5 0

Conclusion
A Particular quality Lycra /cotton blend heat set perfectly on single set of parameter.
If particular parameter changes slightly like over feed, temperature during heat
setting process (other parameter are constantant) an then achieved result of lot GSM, Shrinkage,
Spirality Of fabric.
Ex. variation of overfeed during heat setting process.
Table1.
Overfeed 30% 37% 40%
GSM 274 281 292
Shrinkage L=-1.5*w=-2.5 +1*-3.0 +1*-2.5
Spirality 0% 0.5% 0.5%
Ex. variation of temperature during heat setting process.
Table2.
Temperature 1850c 1950c
GSM 218 208
Shrinkage L=+3*-1.5 -2.5*-4.5
spirality 3% 0%
width 165 166/167.5
Table 3. Effect on fabric of heat-set temperature
Property Temp increase
Stability Increases
Shrinkage Decreases
Whiteness Decreases
Flatness Increases
Width Increases
Lubricant spots Increases
Problem & remedies in viscose lycra processing
Yogesh S Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*

Abstract:
Viscose lycra knitted fabric processing has lot many challenges problem are always there
with viscose lycra wet processing this project under taken keep in mind the of wet processing
industries trail taken in such manner to solve the problem associated with viscose lycra processing
such as patchy dyeing, rope mark, stitch damage during dyeing, crease mark.
Experiment done on heat setting parameter and different dyeing method for viscose lycra
processing. The conclusion of project answer many questions of viscose lycra processing but not
all this was just as effort made to face challenges regarding viscose lycra processing.
Key words: Heat setting, isothermal dyeing process, migration process etc.
Introduction: Process optimization in viscose Lycra knitted fabric. In textile market demand of viscose
Lycra are very large for apparel purpose & ladies garment.
In present content knitted fabric are having much more demand & value the other apart
from cotton knitted fabric viscose with stretchable material Lycra knitted fabric having a growth
in demand.
But has compared to cotton processing viscose lycra knitted fabric processing has lot many
challenges problem are always there with viscose lycra wet processing this project under taken
keep in mind the of wet processing industries trail taken in such manner to solve the problem
associated with viscose lycra processing such as patchy dyeing, rope mark, stitch damage during
dyeing, crease mark.
The conclusion of project answer many questions of viscose lycra processing but not all
this was just as effort made to face challenges regarding viscose lycra processing.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
Experimental work:-
Experiment on heat setting with verity of fabric 1. Dwell time 2. Temperature 3. Over feed 4. Chain setting
Experimental on various dyeing method.

Exhaust –a) Isothermal process b) Migration process
Comparative analysis of dyed shade To check - Evenness of dyed fabric Rope mark Crease
Material & method :-
Following quality are used for the experimental work 34s*20d vis.lycra S/J30s*20d vis.lycra S/J40s*20d vis.lycra S/JThe heat setting parameters of viscose lycra fabric
Quality Bef. Width cm
Aft. Width cm
Req. width cm
Chain seeting cm
Bef. GSM cm
Aft.GSM
Req.GSM
O/F %
Seed mt/min
Set temp.0c
34s*20d vis.lycra S/J
162 165 165 165 225 210 200 30 10 195-200
30s*20d vis.lycra S/J
170 172 172 172 200 210 200 40 10 195-200
30s*20d vis.lycra S/J
170 173 173 172 190 200 180 33 30 195-200
40s*20d vis.lycra S/J
165 170 170 170 190 195 180 45 14 195-200
STUDY THE VISCOSE LYCRA PROCESSING IN MILL
A) Quality- Viscose Lycra 30x20 D S/JShade- Black
Heat Setting ParameterSpeed – 14mtr/minTemperature – 1950c (In all chambers)Chain width – 170cmOver feed – 45%Final width – 170cmGSM – 195
Chemical
RK – 4gpl (stain removal) ACA – 4gpl (lubricating agent)
DYEING PROCESS (Isothermal)
Machine parameter –

Reel speed – 240mtr/min Pump speed – 70 %
RECIPE-
Material to liquor ratio – 1:6
Demineralization- BAIVIN PE – 0.5gpl (lubricating agent) FELOSAN RGN – 0.5gpl (wetting agent )HEPTOL EMG – 0.5gpl (deminaralizing agent)
Pretreatment-
BAIVIN PE – 1.5gpl (lubricating agent) FELOSAN RGN – 0.5gpl (wetting agentHEPTOL B-81 – 0.4gpl (sequestering /leveling /stabilizer)
SODA ASH – 6.0gpl (scouring agent)H2O2 – 2.0gpl (oxidising agant)
ACETIC ACID – 0.2gpl (nuralising agent)METAXIL VSB – 0.25gpl (core nuralising agent)CATALYSE BF-SP – 0.5gpl (H2O2 killer)
RFD process:
CHECK POINT
Fabric pH – 6.2Hardness – less than 50ppmAbsorbency – within a sec.Residual H2O2 - nil
DYEING RECIPE MLR 1:10

HEPTOL B-81 – 1gpl ((sequestering /leveling /stabilizer ) BAIVIN PE –0.5gpl (lubricating agent)
RAMAZOL YELLOW 3RSA – 0.18900%RAMAZOL RGB Red RGB – 0.27600%Black Black GSR – 4.50000%
G.SALT (30%) – 24gpl G.SALT (70%) –36gplSODA ASH (40%) – 8gpl SODA ASH (60%) – 12gplACETIC ACID – 0.5gpl SARAQUEST MPP – 1gpl (core nuralising agent) BAIVAN PE - 0.5gpl ACETIC ACID - 0.3gpl
DYEING PROCESS:
Axillaries , B color , C -1 salt , D -2 salt , E – 1 soda , F- 2 soda G – acid ,H- Sopping
FINISHING SETTING:
Machine speed – 20m/minTemp. -1600cChain width – 174cmOverfeed – 45%GSM - 176 gFan - 1400rpmFinal width – 173cm
Folding report:
Shade is not ok, it gives reprocess.It gives rope mark & minor patchy ness
B) QUALITY- Viscose Lycra 30x20 D S/J
SHADE- KHAKI
HEAT SETTING PARAMETERSpeed – 15mtr/minTemperature – 1900c (In all chambers)Chain width – 170cmOver feed – 43%Final width – 173cmGSM – 200Fan Speed – 1800rpm
CHEMICALS
RK – 4gpl (stain removal) ACA – 4gpl (lubricating agent)
DYEING PROCESS (Isothermal)
Machine parameter – (m/c-250) Reel speed – 240mtr/min Pump speed – 70 %
RECIPE-
Material to liquor ratio – 1:6
Demineralization-
BAIVIN PE – 0.5gpl (lubricating agent)FELOSAN RGN – 0.5gpl (wetting agent)HEPTOL EMG – 0.5gpl (deminaralizing agent)
Pretreatment-
BAIVIN PE – 1.5gpl (deminaralizing agent)FELOSAN RGN – 0.5gpl (wetting agent)HEPTOL B-81 – 0.4gpl (sequestering /leveling /stabilizer
SODA ASH – 6gplH2O2 – 2gpl
ACETIC ACID – 0.2gplMETAXIL VSB – 0.25gpl (core nuralising agent)
CATALYSE BF-SP – 0.5gpl (H2O2 killer)

RFD PROCESS
CHECK POINT
Fabric pH – 6.0Hardness – Less than 50ppmAbsorbency – Within a sec.Residual H2O2 - Nil
DYEING RECIPE Material to liquor ratio - 1:10 HEPTOL B-81 – 1gpl BAIVIN PE – 0.5gplLEVAGOL CFTR – 1.6gpl
LAVAFIX CA Amber CA– 0.45600%LAVAFIX CA fast red CA – 0.3600%LAVAFIX CA Blue– 0.4000%
G.SALT (30%) – 10gplG.SALT (70%) – 15gpl
SODA ASH (40%) – 6gpl SODA ASH (60%) – 9gplACETIC ACID – 0.5gpl MLR 1:6SARAQUEST MPP – 1gpl 1:7BAIVAN PE - 0.5gpl

ACETIC ACID -0.3gpl 1:6
DYEING PROCESS:
Axillaries , B color , C -1 salt , D -2 salt , E – 1 soda , F- 2 soda G – acid ,H- Sopping
FINISHING SETTING:
Machine speed – 15m/minTemp. -1500cChain width – 180cmOverfeed – 50%GSM - 172 gFan - 1800rpmFinal width – 172cmFolding report:
Shade is not ok, it gives reprocess because, and some problem is observed i.e. -patchy ness -rope mark -vertical line
C) QUALITY- 100 %Viscose 30s S/J
SHADE- BLACK
DYEING PROCESS (Isothermal)
Machine parameter – Reel speed – 240mtr/min Pump speed – 70 %
RECIPE-
Material to liquor ratio – 1:6
Pretreatment-
BAIVIN PE – 1.5gplFELOSAN RGN – 0.5gplHEPTOL B-81 – 0.4gpl
SODA ASH – 6gplH2O2 – 2gpl
ACETIC ACID – 0.2gplMETAXIL VSB – 0.25gpl
CATALYSE BF-SP – 0.5gpl
Ram Diagramme:-
CHECK POINT
Fabric pH – 6.0Hardness – Less than 50ppmAbsorbency – Within sec.Residual H2O2 - Nil
DYEING RECIPE Material to liquor ratio - 1:10 HEPTOL B-81 – 1gpl BAIVIN PE – 0.5gplFELOSAN RGN – 0.5gpl

RAMAZOL YELLOW 3RSA – 0.5280%RAMAZOL RGB ULTRA CARMIN – 0.5500%RAMAZOL BLACK GSA – 3.400%
G.SALT (30%) – 18gplG.SALT (70%) – 27gpl
SODA ASH (40%) – 8gpl SODA ASH (60%) – 12gpl
ACETIC ACID – 0.6gpl MLR - 1:6DEKOL FBSN – 1 gpl MLR -1:7ACETIC ACID -0.3gpl MLR - 1:6
DYEING PROCESS:
A-Axillaries , B color , C -1 salt , D -2 salt , E – 1 soda , F- 2 soda G – acid , H- Sopping
FINISHING SETTING:
Machine speed – 17m/minTemp. -1600cChain width – 180cmOverfeed – 44%GSM - 152 gFan - 50%Final width – 185cm
Result:-
After dyeing shade is not ok it gives addition.
Folding report: Shade is ok,
Some more quality also observed are summarized as follows.

QUALITY SHADE PROCESS REMARK30X20D viscose ly s/j Red Isothermal Topping 30X20D viscose ly s/j Hot pink Isothermal Vertical line, rope mark,
patchy (reprocessed) 30s viscose s/j (100%)
Black Isothermal RFT –shade ok
30X20D viscose ly s/j Khaki Isothermal Rope mark & patchy (reprocessed)
40X20D viscose ly s/j Iron Isothermal Rope mark & patchy (reprocessed)
40X20D viscose ly s/j Black Isothermal Shade problem (addition)30s viscose s/j Khaki Isothermal Vertical line, rope mark,
patchy (reprocessed) 40X20D viscose ly s/j Blue Isothermal Dk. Line, shade is not ok 30X20D viscose ly s/j Hot pink Isothermal Shade is ok Vertical line
problem (acceptable)30sviscose s/j Khaki Isothermal Shade is ok ,vertical line
rope mark & patchy problem
Conclusion:-
Many of the cases viscose lycra processing the patchy shade is observed.
The dark shade like brown, khaki, iron is critical because more patchy shade & rope mark observed than the pestle shade.
In viscose lycra the amorphous region is very high as compared to the cotton there for the affinity of reactive dyes is also high .Hence these properties of dyes & viscose fiber sudden exhaustion responsible for patchy shade.
Avoid these problem some special types of retarding agent & leveling agent is added in the process may be patchy shade is reduced.
The temp. is also important factor for even dyeing of viscose lycra fabric if proper combination of reactive dyes is not selected then at temperature of 600c & 800c create the problem for uniform dyeing.
The addition of salt transfer is replaced by dosing process. Hence the rate of exhaustion dyes is decreased than the regular exhaustion. Therefore the unleveled dyeing is controlled.
For rope mark :- The carefully loading in the m/c like without twist loading in to the vessel the then
chances of rope mark & crease mark decreases.
Study the effect of different softener on fabric characteristics Swati S. Patil, P.P. Raichurkar, M. Sayyed, S.R. Kulkarni, Sachin Patil*
Abstract:
Textile industry is a very broad & diversified market. Thousands of formulated textile auxiliaries are produced to provide process ability of fibers &webs as well as desired quality of final finished fabric. Softness has always been an important aspect in textile finishing & became even more important with the advent of synthetic detergents in the industry. Due to the removal of natural fats waxes which had given the natural softness & smoothness, the usage of lubricant at end of the finishing process became necessary. Softeners are broadly used on textiles with a specific hand or softness (soft fluffy-dry, smooth or greasy). Negative effects of common softeners are mainly reduced absorbency & yellowing. Hydrophilicity, non yellowing & softness can be achieved by the selection of specific surfactant whose performance is pre determined by the chemical structure of its raw materials. Further beneficial properties for softeners are the slip effect, based on lubrication, which reduces fiber to fiber to metal friction. Softening agents are represented by various chemistries such as fatty acid amides, imidazoline quats, amidoamine quats, ester quats & silicone quats, as well as non substantive polyether & alkyl / polyether siloxanes the oleo chemical derivatives are either animal or vegetable based.

Key words: PH, Hardness of water,Softness.
Introduction:
Softeners can be broadly classified roughly into two important groups: Non permanent softeners which can be removed fairly easily by simple washing and permanent softeners, which exhibit a distinctively fair amount of softness even after repeated washing.
Requirements for softness
-High softening performance
-Hydrophylicity or hydrophobic character
-Non yellowing
-Anti static effect
-Substantively or non substantivity
These classes of softeners are based on fatty acid derivates. They are mainly consist of relatively small molecules with a molecular weight of less than 1000. A typical example as which shows a cationic fatty acid amide, characterized by linear, saturated fatty radicals. Being a fatty acid derivative, they provide hydrophobic effect and impart good softness on relatively all types of fibers. If the production starts within isomeric form of the fatty acid with a branched form. Within the family of non permanent softeners, is amphoteric softener.
*Centre for textile functions (CTF), NMIMS University Shirpur campus, shirpur
Dist- Dhule, Maharashtra
The positive charge of the central nitrogen atom is confronted with the negative charge of the carboxylic group. In a neutral aqueous solution the two charges block each other & the product appears non ionic. In an acid medium the cationic group is activated & in an alkaline medium, anionic group is activated. By the ionic nature, the molecular structure, & molecular weight, the essential properties of the softener such as yellowing, softness can be controlled.
Experimental Work Material: Scoured bleached 100% cotton Single jersey. Wt. of fabric- 30gm. MLR-1:10 Dyes: Cibacron FN series Dyeing: Dyeing carried out in a HTHP beaker dyeing machine.
Application method: Padding method.
Chemical: Silicon softener pH of original chemical: 6-6.5 pH of water:7 pH after addition of acetic acid:5.5

Mangle pressure: 5kg/cm2 Speed setting of mangle: 120mts/min. Solid content: 25.78%
Cationic softenerpH of original chemical: 7-7.5 pHofwater: 7 pH after addition of acetic acid:5.5 Mangle pressure: 5kg/cm2 Speed setting of mangle: 120mts/min. Solid content: 22.89%
Evaluation: Softness of fabric check by hand feel. Softness grade given the fabric in following way.
Experiment I
In this experiment cationic and silicone softener are applied on fabric and effect of it on fabric is observed with respect to whiteness index.
Table 1.1 Application of softener 24 SIJ fabric
Sr. No.
Softener
cone.
Cationic softner Silicone softner
Softness Softness WI. Absorbency WI.Absorbency
I. 10 gpl 3 63.93 1 sec 3 63.82 1.11 sec
2. 20 gpl 3 63.58 1.22 sec 3 63.92 1.22 sec
3. 30gpi 4 63.44 1.32 sec 4 63.78 1.30 sec
4. 40 gpl 4 63.47 2.05 sec 4 63.62 2.49 sec

5. 50 gpl 5 63.02 2.21 sec 5 63.82 3.51ec
Result & Discussion:
Increase the softness of fabric with increasing concentration of softeners but gives adverse effect in whiteness.
As cationic softener shows yellowness on fabric as compared to silicone softner. This is due to vulnerability of amine groups to atmospheric oxygen. Amines are attacked by oxygen & modified into nitro groups i.e. azo group formation which is strong chromophore for yellow & brownish rang of visible light.
Experiment II
In this experiment cationic and silicone softener are applied on fabric and effect of it on fabric is observed with respect to absorbency.
Table 1.2 Application of softener on RFD 24 S/J fabric
Sr. No
Softener
conc.
Cationic softener Silicone softener
Softness WI. Absorbency Softness WI Absorbency
1 10gpl 3 64.72 1.23sec. 3 64.72 1.89sec.
2 20 gpl 3 64.65 1.31 sec. 3 64.65 2.30 sec.
3 30 gpl 3 64.61 1.52 sec. 3 64.61 3.58 sec.
4 40 gpl 4 64.51 1.88 sec. 4 64.51 4.09 sec.
5 50 gpl 5 64.23 2.30 sec. 5 64.23 9 sec.
Result & Discussion:
Silicone softener gives better effect in softness with slight change in WI. But it also imparts highly water repellent property to the fabric due to the presence of silicone compound group which gives water repellent to the textile material.
Experiment IIIIn this experiment cationic and silicone softener are applied in combination on fabric and effect of it on fabric is observed with respect to whiteness index, absorbency.
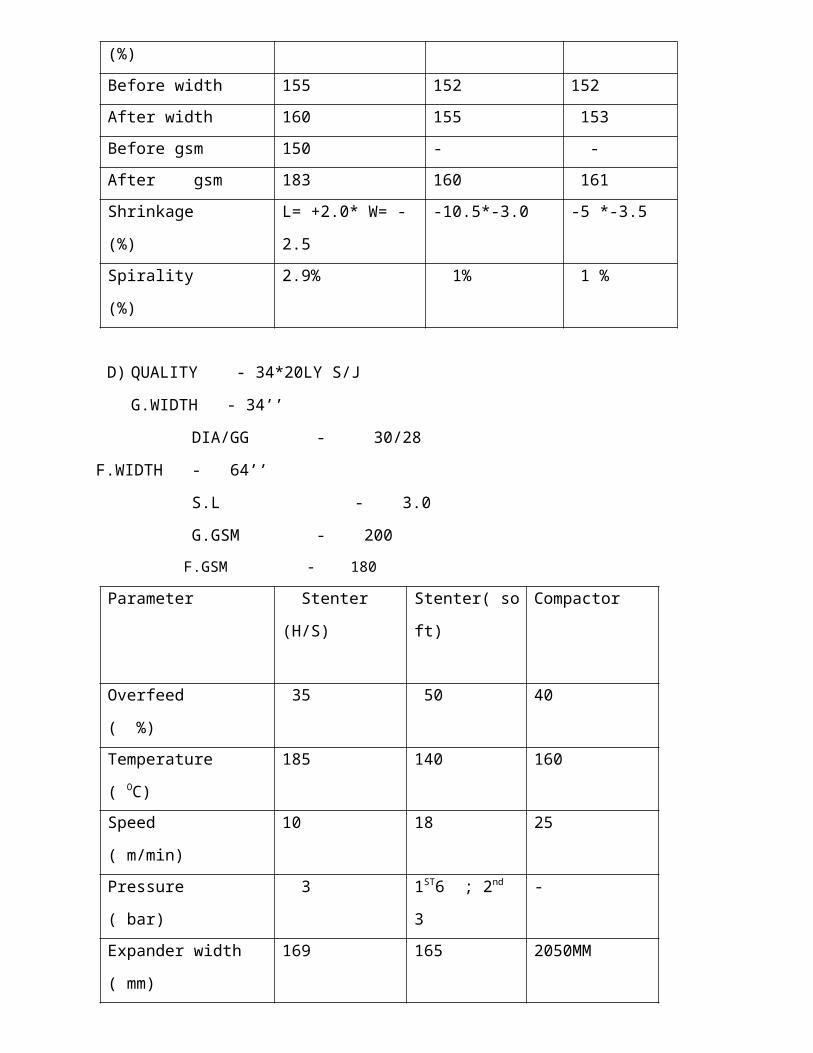
Table 1.3 Application of (cationic +silicone) softener on RFD 24 S/J fabric (WI. =72.35)
Sr. No
Softener conc.
(Nysil +Ultrasil AMX)
Softness WI. Absorbency
1 10gpl 3 73.38 1.17sec.
2 20 gpl 3 72.89 1.25 sec.
3 30 gpl 4 72.43 1.40 sec.
4 40 gpl 4 72.37 2.01 sec.
5 50 gpl 5 72.32 2.10 sec.
6 60 gpl 5 72.19 2.57sec.
Result & Discussion:
Combination gives better result in softness, WI, absorbency. In cationic softener yellowness occurred due to their cationic nature while silicone softener slight water repellency observed so maintaining both property & costly effective combination of cationic and silicone gives better result.

Conclusion: Softener imparts soft handle, supple & smoothness property to t ,e fabric Softness of fabric increases with the increasing the concentration of softener. Increase the softness of fabric with increasing concentration of softeners but gives adverse
effect in whiteness. Cationic softener gives yellowness to the fabric as compared to silicone softener. As concentration of silicone softener increases absorbency of fabric decreases as
compared to cationic softener. Both cationic and silicone softener are applied in combination then WI, absorbency,
softness are not affected.