Embed Size (px)
Citation preview

Impure Hydrogen Valorization for Chemicals
Production in a Tubular Reactor
Dissertation presented for the Doctor of Philosophy degree in
Refining, Petrochemical and Chemical Engineering.
by
Clara Sofia Rodrigues Sá Couto
Supervison: Professor Luís Miguel Madeira
Professor Clemente Pedro Nunes
Doutor Paulo Araújo
Porto, February 2016

Trabalho financiado pela Fundação para a Ciência e Tecnologia e
pela CUF - Químicos Industriais no âmbito do Programa Doutoral
em Engenharia da Refinação, Petroquímica e Química
(SFRH/BDE/51794/2012)

i
Agradecimentos
Ao concluir mais uma etapa do meu percurso académico e pessoal, gostaria de
escrever umas palavras de agradecimento a todos os que me ensinaram, guiaram,
apoiaram e partilharam comigo esta experiência. Tendo em conta tudo o que vivi nesta
fase, as palavras que escreverei serão sempre poucas para demonstrar a minha gratidão e
apreço.
Aos meus orientadores, ao Professor Luís Miguel Madeira, ao Professor Clemente
Pedro Nunes e ao Doutor Paulo Araújo, em primeiro lugar, por terem acreditado em mim
e por terem aceitado orientar-me nesta jornada. Obrigada por partilharem comigo os
vossos conhecimentos, o vosso tempo e por me ensinarem a ser melhor profissional e a
encarar as coisas de prespetivas diferentes. Obrigada pelo apoio, dedicação, paciência,
empenho e por me terem sempre feito acreditar que seria possível levar este projecto até
ao fim com sucesso.
À CUF – Químicos Industriais, nomeadamente ao Eng.º Mário Jorge, por ter dado
a possibilidade de este doutoramento fosse concretizado. Uma ideia diferente, com
desafios novos e uma instalação por construir requer investimento e empenho, em algo
que apenas na teoria se tem a certeza que funciona. Agradeço a confiança da CUF e
principalmente, o empenho do Doutor Paulo Araújo, por me ajudar a levar este
doutoramento a bom porto.
À Fundação para a Ciência e Tecnologia – FCT, pelo apoio financeiro com uma
bolsa de doutoramento em meio empresarial, ao abrigo do Programa Doutoral em
Engenharia da Refinação, Petroquímica e Química (SFRH/BDE/51794/2012). Ao
Laboratório de Engenharia de Processos, Ambiente, Biotecnologia e Energia (POCI-01-
0145-FEDER-006939) – LEPABE – financiado pelo Fundo Europeu de Desenvolvimento
Regional (FEDER), através do COMPETE2020 – Programa Operacional
Competitividade e Internacionalização (POCI) e por fundos nacionais através da FCT I.P.
A todos os colegas da CUF, principalmente: Fernando Mendes, Hugo Pedreiras,
Marco Prior, Rui Andrade e Susana Caldas, por me terem recebido tão bem e por estarem

ii
sempre disponíveis para ajudar e esclarecer dúvidas. Um agradecimento especial ao
Alejandro Ribeiro e à Dulce Silva pelo apoio, ajuda e disponibilidade.
À Professora Filipa Ribeiro, pelo apoio, por me incentivar a aceitar este desafio e
por me abrir sempre as portas do Laboratório para fazer análises e para aprender como
funciona o CataTest.
Aos amigos que fui guardando ao longo dos anos: Filipa Henriques, André Neves,
Miguel Pinto, Rita Sousa, Inês Leal, Telmo Duarte, Diana Fernandes, Margarida Vilhena,
que estiveram tão presentes nesta fase final. À Leonor Alves, Marta Silva e ao Pedro
Brântuas.
À Raquel Bértolo, a pessoa que (quase) se adequa ao meu perfil melhor do que eu
mesma…uma amiga sempre presente, que sempre me apoiou e com a qual tive a sorte de
partilhar as mesmas experiências, apesar de distantes geograficamente.
À Família do Palacete, que quer tendo vivido nele ou não, são parte integrante:
Daniel Marcos, Diogo Afonso, Joana Azevedo, João Dionísio Sousa, José Gomez,
Mariana Cardoso, Rita Tavares, Sérgio Terras, Sofia Vilaça, Tiago Couchinho, pelas
horas de distração, pela animação e pelos bons momentos partilhados. Um agradecimento
especial ao João Martins (Escravo) e ao João Silva (Jonas) pelo apoio e ajuda, pela
enorme paciência que tiveram e pelos momentos de discussões e gargalhadas no
contentor / laboratório. À Joana Duarte pelo apoio constante, principalmente nesta fase
final (e mais difícil) e pela companhia (quase) constante nas longas viagens entre
Estarreja – Lisboa – Estarreja.
Anabela Nogueira…Sem sabermos crescemos na mesma zona, estudámos e
acabámos por nos encontrar no IST. A partir daí tornámo-nos quase inseparáveis, Lisboa,
Lyon, Estarreja e quem sabe o futuro? Ajudaste a tornar a decisão de vir para Estarreja
muito mais fácil e estiveste sempre presente, apoiaste, chamaste à razão e acreditaste em
mim, principalmente quando eu duvidei.
À Cristina Rodrigues, João Sáude, João Maria, Vitor Rodrigues, Ana Castro,
Carolina Rodrigues, Afonso Rodrigues, Fernanda Pimenta, Rui Pimenta, João Pimenta e
Tiago Pimenta, obrigada pela motivação e apoio.

iii
Ao meu irmão, André Sá Couto, por tudo que sempre partilhámos, por seres meu
irmão. Por seres chato e por seres tão amigo, por ter a certeza que estarás sempre
presente, que poderei contactar contigo incondicionalmente.
Aos meus pais, Maria Alice e José Sá Couto, por Tudo. Por me terem sempre
ensinado que devemos lutar por aquilo em que acreditamos, respeitando sempre o
próximo. Pelos valores que sempre me incutiram, pelo apoio incondicional e por sempre
me motivarem a desafiar-me a mim mesma, por sempre me terem colocado à frente de
tudo e por serem sempre o meu porto de abrigo. Aquilo que sou é o reflexo do que
sempre me transmitiram. As palavras nunca serão suficientes para agradecer tudo o que
fizeram e fazem por mim.
Ao Nuno Amorim, pela pessoa extraordinária que és, por sempre me teres
apoiado, por teres estado sempre a meu lado ao longo de todos estes anos. Nesta longa
caminhada, que implicou várias deslocações, nunca puseste em causa se eu seria capaz de
ultrapassar os desafios a que me propunha e estiveste sempre lá a incentivar-me. Obrigada
pelas muitas lágrimas que tiveste de limpar e alguma tristeza que tiveste de afugentar,
pelas muitas alegrias que partilhámos, pelos inúmeros sorrisos, por nunca duvidares, por
acreditares sempre em mim.


v
Abstract
Aniline (ANL) is an aromatic amine mainly consumed in the production of
methylene diphenyl diisocyanate (MDI). MDI is in turn a key raw material in the
polyurethane industry for the automotive and construction sectors. Worldwide ANL
capacity was around 5.4 million tons per annum in 2011, and between 75 to 85 % was
consumed for the production of MDI. There are around 30 companies producing ANL of
which 8 account for 66 % of the total production. Among them is CUF-QI that owns 4%
of the ANL production worldwide. ANL production is mainly done through nitrobenzene
(NB) hydrogenation. This reaction can be carried out either in liquid or in vapor-phase.
For that reason, several technological processes were developed to perform this industrial
production, which basically differ on the type of reactor; however, the most common are
the fixed-bed or the fluidized-bed for vapor-phase and the slurry reactor for liquid phase.
Catalyst development is also a key aspect for the NB hydrogenation and several
papers are available for both phases. In the NB hydrogenation into ANL, there is the
formation of several secondary products that leads to a lower productivity. Trying to
understand the formation of those compounds is very important and some information is
available in the open literature, although consensus has not yet been reached; moreover,
the species reported to be formed are different from work to work.
Catalysts to be later tested in a fixed-bed reactor were acquired and a multiphase
continuous stirred tank reactor (CSTR) operating in batch mode was firstly used to test
them. The first step was to study the mechanism of ANL and secondary products
formation as well as analysing the effect of the main operating conditions in this
multiphase reaction system. It was found that there are more by-products than those
referred in the literature and both NB consumption and selectivity are extremely
dependent on temperature. The first catalyst used, designated as I.1 (1 wt.% Pd/Al2O3)
proved to be selective to ANL formation. Besides, a new reaction network was proposed
for ANL and secondary products formation, where benzene (Bz) was included, since it
was not considered in a quantitative manner by any other previous authors in the
literature.

vi
The effect of the reaction products and of the use of different solvents, in this
reaction, was also analized over catalyst I.1. It was found that using p-toluidine (p-tol) as
solvent prevents the formation of secondary products when compared with ANL. The
presence of secondary products (namely Bz and water) in the feed mixture leads to a
decrease in the NB conversion.
Afterwards, the four commercial catalysts supplied, three Pd-based and one Ni-
based, were compared and it was found that they present different performances,
particularly different activities in what concerns the NB conversion and ANL selectivity.
Chemical and physical characterization of the catalysts used, namely catalyst I.1, catalyst
I.2, catalyst I.3 and catalyst II.1, was crucial to better understand their quite distinct
performances. Based on those results one of the catalysts was chosen, the one that
presented the highest NB consumption rate with a low secondary products formation,
catalyst I.2 (0.3 wt.% Pd/Al2O3).
One of the main objectives of this thesis was the design, construction and testing of
a laboratorial unit comprising a tubular reactor for the hydrogenation of NB into ANL.
The unit was designed and constructed and some preliminary tests were carried out to
ensure its proper functioning, and to evaluate the adequate temperature control and the
pressure drop in the catalytic bed.
Using the catalyst chosen before, several catalytic tests were performed in the
laboratorial trickle-bed tubular reactor. A parametric study was carried out to analyse the
effect of the operating conditions in the catalyst performance, namely on NB conversion
and selectivity towards ANL and secondary products. It was found that catalyst age is
extremely important as it changes the selectivity to the products formed along time-on-
stream, although NB conversion remains stable. In what concerns the influence of the
operating conditions, it was found that temperature and pressure are important and critical
parameters.
Then, it was decided to focus on some issues that are of paramount importance from
the perspective of industrial process implementation. In particular, it was decided to
evaluate the influence of the solvent and also to test if the catalyst was still active at mild
conditions of pressure and temperature. Cyclohexane (CH) seemed to be a good solvent,
however it promotes the formation of heavy secondary products. Relatively to the
operation under mild conditions, the Pd-based catalyst showed to be active but on the

vii
other hand it also leads to the formation of dicyclohexylamine (DICHA). In addition, the
influence of some reaction products, namely water (H2O) and cyclohexylamine (CHA),
were analysed to determine their influence on ANL selectivity and on secondary products
formation. Neither H2O nor CHA seem to have a significant influence on NB conversion,
although selectivity to ANL decreases.
To verify if it is possible to valorise the industrial stream of impure H2, some
analysis to that stream were carried out, in order to define the methodology to be used
when studying the effect of contaminants in the reaction. It was shown that the
contaminants that are present in higher quantities are ammonia (NH3), carbon dioxide
(CO2) as well as some organic compounds, mainly benzene (Bz). Among all, it was
decided to use NH3 as contaminant (because it is present in larger quantities) and it was
possible to conclude that NH3 concentrations up to 1 wt.% do not have a negative
influence in NB hydrogenation.
The ultimate goal was to test the industrial H2 stream, available at low pressures and
with the contaminants referred above. No major effect was detected in NB conversion at
any of the temperatures used (120 ºC and 150 ºC), nor in selectivity towards ANL. It was
also seen that heavy products formation is low.
Summarizing, it was proved that the industrial H2 stream available at CUF-QI can
actually be valorized to produce ANL in the range of operating conditions studied.
Nevertheless, some attention must be given to the composition of this stream, mainly to
the organic compounds eventually present, which can have some impact in the results
obtained namely in the composition of the outlet stream. More tests should be performed
to validate these conclusions and further explore this topic; however, it was demonstrated
that the trickle-bed tubular reactor can be used to produce ANL, by using an active Pd
supported catalyst, with good selectivity and high levels of NB conversion.


ix
Resumo
A anilina (ANL) é uma amina aromática consumida principalmente na produção de
metileno difenil diisocianato (MDI). O MDI é uma das principais matérias-primas da
indústria dos poliuretanos para os sectores automóvel e da construção. Em 2011, a
capacidade mundial de produção de ANL rondava os 5,4 milhões de toneladas por ano,
sendo que entre 75 % a 85 % era consumida na produção de MDI. Existem cerca de 30
empresas a produzir ANL, das quais 8 totalizam 66 % da produção global. Entre elas
encontra-se a CUF-QI que detém 4 % da cota de produção mundial de ANL. A produção
de ANL é essencialmente realizada através da hidrogenação de nitrobenzeno (NB), a qual
pode ocorrer quer em fase líquida, quer em fase gasosa. Assim, foram desenvolvidas
diversas tecnologias para esta reação, essencialmente relacionadas com o tipo de reator
mais adequado. Não obstante, os tipos de reatores mais comuns em fase gasosa são os de
leito-fixo ou de leito fluidizado, enquanto em fase líquida são os reatores agitados de
“lamas”.
O desenvolvimento de catalisadores é também um aspeto fundamental na reação de
hidrogenação de NB, sendo que existem inúmeros documentos disponíveis onde esta
temática é estudada, quer em fase gasosa, quer em fase líquida. Durante a hidrogenação
de NB a ANL existe a formação de produtos secundários, que conduzem a uma menor
produtividade. Compreender a formação desses compostos secundários é extremamente
importante e verifica-se que existe alguma literatura disponível, apesar de não existir
consenso sobre o esquema reacional. Além disso, também se constata que as espécies
identificadas diferem de estudo para estudo.
No âmbito desta tese, foram adquiridos alguns catalisadores comerciais para
hidrogenação de NB em leito-fixo, tendo-se recorrido numa primeira fase a um reator
agitado (CSTR), a operar em modo descontínuo, para os testar. O primeiro passo
consistiu no estudo do mecanismo de formação de ANL e produtos secundários, assim
como na análise do efeito das principais condições operatórias neste sistema reacional
multifásico. Constatou-se que existem mais compostos secundários do que os que são
referidos na literatura e que quer a velocidade de consumo de NB, quer a formação de

x
produtos secundários, são extremamente dependentes da temperatura. O catalisador
primeiramente testado, designado I.1 (1 % m/m Pd/Al2O3) demonstrou ser seletivo
relativamente à formação de ANL. Adicionalmente, foi proposto um novo esquema
reacional para a formação de ANL e dos compostos secundários, onde o benzeno (Bz) foi
incluído, uma vez que a sua formação não foi avaliada quantitativamente, por nenhum
autor na literatura existente.
O efeito dos produtos de reação e o uso de diferentes solventes, nesta reação, foram
também avaliados, usando o catalisador I.1. Verificou-se que o uso de p-toluidina (p-tol),
como solvente, evita a formação de produtos secundários quando comparado com o
solvente ANL. A presença de produtos secundários, na corrente de alimentação
(nomeadamente Bz e água), conduz a uma menor conversão de NB.
Posteriormente, os quatro catalisadores adquiridos, três à base de Pd e um à base de
Ni, foram comparados, tendo-se concluído que apresentam diferentes desempenhos,
nomeadamente diferentes atividades no que se refere à conversão de NB e seletividade à
ANL. A caracterização química e física dos catalisadores utilizados, catalisador I.1,
catalisador I.2, catalisador I.3 e catalisador II.1, foi crucial no entendimento dos seus
desempenhos tão distintos. Com base nestes resultados foi escolhido um dos
catalisadores, tendo-se optado pelo catalisador que apresentou maior velocidade de
consumo de NB e baixa formação de produtos secundários, ou seja, o catalisador I.2 (0.3
% m/m Pd/Al2O3).
Um dos principais objetivos desta tese consistiu no projecto, construção e validação
de uma unidade laboratorial compreendendo um reator tubular para hidrogenação de NB
a ANL. A unidade foi concebida e construída e alguns testes preliminares foram
efetuados com o intuito de assegurar-se o bom funcionamento da instalação e avaliar-se o
controlo de temperatura, assim como a queda de pressão no leito catalítico.
Usando o catalisador escolhido anteriormente, catalisador I.2, foram realizados
diversos testes catalíticos no reactor tubular. Foi efetuado um estudo paramétrico, de
forma a analisar o efeito das condições operatórias no desempenho do catalisador,
nomeadamente, na conversão de NB e seletividade à ANL e aos produtos secundários.
Constatou-se que o tempo de uso do catalisador (idade) é extremamente importante, uma
vez que ao longo do tempo há alterações na seletividade aos produtos secundários, apesar
da conversão de NB se manter estável. Relativamente à influência das condições

xi
operatórias, observou-se que a temperatura e a pressão são parâmetros importantes e
críticos.
Posteriormente, o foco do estudo foi direcionado para aspectos de elevada
importância do ponto de vista da implementação do processo a nível industrial. Mais
especificamente, decidiu-se avaliar a influência do solvente e também testar se o
catalisador permanece ativo em condições mais suaves de pressão e temperatura. O ciclo-
hexano (CH) demonstrou ser um bom solvente, contudo conduz a uma maior formação de
produtos secundários. Quanto às condições de operação mais suaves, o catalisador de Pd
demonstrou que é ativo, mas por outro lado conduz à formação de diciclo-hexilamina
(DICHA). Além destes ensaios, também se estudou a efeito de alguns produtos de reação,
nomeadamente água (H2O) e ciclo-hexilamina (CHA), com o objetivo de determinar a
sua influência quer na seletividade à ANL, quer na formação de produtos secundários.
Nenhum dos compostos, H2O ou CHA, parece exercer qualquer tipo de influência na
conversão de NB apesar de se registar uma diminuição na seletividade à ANL.
Para verificar a possibilidade de valorizar a corrente industrial de H2 impuro,
realizaram-se análises a essa mesma corrente, por forma a definir qual a metodologia a
seguir no estudo do efeito dos contaminantes da corrente gasosa. Verificou-se que os
principais contaminantes são o amoníaco (NH3), o dióxido de carbono (CO2) assim como
alguns compostos orgânicos, nomeadamente o Bz. Optou-se por estudar o efeito do NH3
(uma vez que está presente em quantidades elevadas) e concluiu-se que com
concentrações de NH3 até 1 % m/m não existe uma influência negativa na reação de
hidrogenação de NB.
O objetivo central desta tese consistiu no teste de uma corrente industrial de H2, que
está disponível a baixa pressão e com os contaminantes referidos anteriormente. Não foi
detetado qualquer tipo de influência na conversão de NB, independentemente da
temperatura utilizada (120 ºC ou 150 ºC), nem na seletividade à ANL. Além disso,
também se observou que a formação de produtos secundários pesados é baixa.
Concluindo, foi demonstrado que a corrente industrial de H2 existente na CUF-QI
pode efetivamente ser valorizada na produção de ANL, na gama de condições operatórias
estudadas. Não obstante, é necessário ter especial cuidado com a composição desta
corrente, nomeadamente, ter atenção aos compostos orgânicos presentes, que poderão ter
impacto nos resultados obtidos, principalmente na composição da corrente de saída. Para

xii
validar estas conclusões deverão ser realizados mais testes; todavia, foi demonstrado que
o reator tubular de leito fixo pode ser utilizado na produção de ANL, usando um
catalisador de Pd suportado ativo, obtendo-se boas seletividades e elevados níveis de
conversão de NB.

xiii
Table of Contents
List of Figures ....................................................................................................................... xix
List of Tables ..................................................................................................................... xxvii
Nomenclature ...................................................................................................................... xxix
Part I - Introduction and State of Art
Chapter 1 - Introduction ........................................................................................................... 3
Chapter 2 - State of the Art ...................................................................................................... 7
2.1 Aniline industrial production and applications .................................................................. 7
2.2 Technological aspects of the Industrial Production of Aniline ........................................ 13
2.2.1 Aniline .................................................................................................................... 13
2.2.2 Reaction mechanisms for aniline production and by-products formed ................. 14
2.2.3 Hydrogenation in Gas-phase ................................................................................. 28
2.2.4 Hydrogenation in Liquid-phase ............................................................................. 30
2.2.4.1 DuPont Process ............................................................................................... 30
2.4.2.2 Huntsman Process ........................................................................................... 31
2.4.2.3 Mitsui Process ................................................................................................. 33
2.4.2.4 Chematur Process ............................................................................................ 33
2.4.2.5 CUF-QI Process .............................................................................................. 34
2.4.2.6 Bechamp Process ............................................................................................ 35
2.2.5 Catalysts for Aniline production............................................................................ 37
2.2.5.1 Catalysts for vapor-phase processes ............................................................... 40
2.2.5.2 Catalysts for liquid-phase processes ............................................................... 42
2.2.6 Types of reactors ................................................................................................... 44
References .............................................................................................................................. 54

xiv
Part II - Preliminary catalytic tests in a Continuous Stirred-Tank Reactor (CSTR)
Chapter 3 - Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions. ................................................... 63
Abstract .................................................................................................................................. 63
3.1 Introduction ...................................................................................................................... 64
3.2 Material and Methods ...................................................................................................... 67
3.3 Results and Discussion .................................................................................................... 69
3.3.1 Influence of initial nitrobenzene concentration ..................................................... 69
3.3.2 Influence of Pressure ............................................................................................. 75
3.3.3 Influence of Temperature....................................................................................... 77
3.4 Conclusions ...................................................................................................................... 82
References .............................................................................................................................. 83
Chapter 4 – Study of Effects of the Solvent and Reaction Products in the Catalytic
Hydrogenation of Nitrobenzene. ............................................................................................ 85
Abstract .................................................................................................................................. 85
4.1 Introduction ...................................................................................................................... 86
4.2 Material and Methods ...................................................................................................... 90
4.3 Results and Discussion .................................................................................................... 93
4.3.1 Influence of the solvent .......................................................................................... 94
4.3.2 Influence of the presence of reaction products in the feed .................................... 97
4.3.2.1 Effect of H2O ........................................................................................................... 98
4.3.2.2 Effect of Benzene .......................................................................................... 101
4.3.2.3 CHA hydrogenation ...................................................................................... 102
4.3.2.4 ANL hydrogenation ...................................................................................... 104
4.4 Conclusions .................................................................................................................... 107
References ............................................................................................................................ 108
Chapter 5 - Commercial Catalysts Screening for Liquid Phase Nitrobenzene
Hydrogenation...................................................................................................................... 111
Abstract ................................................................................................................................ 111
5.1 Introduction .................................................................................................................... 112
5.2 Material and Methods .................................................................................................... 113

xv
5.2.1. Catalyst samples ................................................................................................. 113
5.2.2. Catalysts Characterization ................................................................................. 114
5.2.3. Catalytic Reaction .............................................................................................. 115
5.3 Results and Discussion .................................................................................................. 118
5.3.1 Catalysts Characterization .................................................................................. 118
5.3.2 Nitrobenzene Hydrogenation ............................................................................... 122
5.3.2.1 Catalysts activity ........................................................................................... 124
5.3.2.2 Catalysts selectivity ...................................................................................... 128
5.4 Conclusions .................................................................................................................... 134
References ............................................................................................................................ 136
Part III - Catalytic Tests in a Tubular Reactor
Chapter 6 - Tubular Reactor Laboratorial Unit .................................................................... 141
6.1 - Introduction ................................................................................................................. 141
6.2 - Unit conception............................................................................................................ 142
6.2.1 - Unit purpose ...................................................................................................... 143
6.2.2 - Unit description ................................................................................................. 143
6.2.2.1 – Liquid feed section ..................................................................................... 146
6.2.2.2 – Gas feed section ......................................................................................... 147
6.2.2.3 – Reaction section ......................................................................................... 148
6.2.2.4 – Separation section ...................................................................................... 151
6.3 – Preliminary tests.......................................................................................................... 152
6.3.1 - Test with catalyst support, H2O and H2 ............................................................ 153
6.3.2 - Test with catalyst support, ANL and H2 ............................................................ 155
References ............................................................................................................................ 157
Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor: Parametric
Study of the Operating Conditions Influence ...................................................................... 159
Abstract ................................................................................................................................ 159
7.1 Introduction .................................................................................................................... 160
7.2 Material and Methods .................................................................................................... 161

xvi
7.3 Results and Discussion .................................................................................................. 164
7.3.1 Reproducibility tests ............................................................................................ 167
7.3.2 Influence of Total Pressure.................................................................................. 169
7.3.3 Influence of Temperature..................................................................................... 172
7.3.4 Influence of Liquid Feed Flow Rate .................................................................... 174
7.3.5 Influence of NB Concentration in the Feed ......................................................... 175
7.4 Conclusions .................................................................................................................... 176
References ............................................................................................................................ 178
Chapter 8 - Industrial Perspective of Nitrobenzene Catalytic Hydrogenation in a
Tubular Reactor – Impure H2 valorization........................................................................... 181
Abstract ................................................................................................................................ 181
8.1 Introduction .................................................................................................................... 182
8.2 Material and Methods .................................................................................................... 184
8.3 Results and Discussion .................................................................................................. 188
8.3.1 Influence of the solvent ........................................................................................ 189
8.3.2 Influence of H2O .................................................................................................. 191
8.3.3 Influence of CHA ................................................................................................. 193
8.3.4 Reaction at mild conditions (T and P) ................................................................. 195
8.3.5 Influence of impure H2 ......................................................................................... 196
8.3.5.1 Influence of NH3 ........................................................................................... 197
8.3.5.2 Industrial H2 .................................................................................................. 199
8.4 Conclusions .................................................................................................................... 202
References ............................................................................................................................ 204
Part IV - General Conclusions and Future Work
Chapter 9 - General Conclusions ......................................................................................... 209
Chapter 10 - Future Work .................................................................................................... 213
10.1 Catalysts ....................................................................................................................... 213
10.2 Tubular reactor ............................................................................................................. 214
10.3 Kinetic studies .............................................................................................................. 214

xvii
Appendixes
Appendix A – Supporting Information of Chapter 3. .......................................................... 217
Appendix B – Supporting Information of Chapter 5 ........................................................... 223
Appendix C - Resume of the operating conditions used in the catalytic tests with
the tubular reactor (Chapters 7 and 8). ................................................................................. 229
Appendix D - Complementary results of the parametric study in Chapter 7....................... 231


xix
List of Figures
Figure 2.1 - ANL market share for 2010 [2]. .......................................................................... 8
Figure 2.2 - Global ANL capacity by producer in 2011, adapted from [1]. ............................ 9
Figure 2.3 – Network of chemical complex of Estarreja [3]. ................................................ 11
Figure 2.4 – Main world Producers of ANL (2013) [3]. ....................................................... 12
Figure 2.5 – Schematic diagram of CUF-QI plant [3]. .......................................................... 12
Figure 2.6– Reaction network involved in nitrobenzene hydrogenation, Haber
mechanism [9]. ....................................................................................................................... 15
Figure 2.7 – Reaction network of nitrobenzene hydrogenation, as proposed by
Wisniak and Klein [13]. ......................................................................................................... 16
Figure 2.8 – Scheme of components transformation on catalytic surface, proposed
by Makaryan [14]. .................................................................................................................. 16
Figure 2.6 - Reaction network of nitrobenzene hydrogenation proposed by Gelder
et al. [7]. ................................................................................................................................. 17
Figure 2.10 – Proposed reaction pathway for the hydrogenation of aromatic nitro
compound to aniline [15]. ...................................................................................................... 18
Figure 2.11 - Scheme of NB catalytic hydrogenation in the presence of Pd-
containing heterogeneous catalyst, [19]. ................................................................................ 19
Figure 2.12 – Supplemented reaction mechanism for NB hydrogenation
considering Haber’s and Gelder’s reaction mechanism, proposed by Turáková et
al. [20]. ................................................................................................................................... 20
Figure 2.13 – Reaction network for the formation of ANL and secondary products
proposed by Nagata [21]. ....................................................................................................... 21
Figure 2.14 - Reaction network proposed by Narayanan et al. [23]. ..................................... 22
Figure 2.15 – Reaction network proposed for ANL and secondary products
formation by Relvas [24]. ...................................................................................................... 23
Figure 2.16 – Reaction network proposed for secondary products formation from
ANL hydrogenation by Králik et al. [25]. .............................................................................. 24
Figure 2.17 – Reaction network proposed in liquid phase hydrogenation of NB by
Králik et al. [24] ..................................................................................................................... 25
Figure 2.18 – Reaction network proposed for the Pd/C catalyzed hydrogenation of
NB by Rubio-Marqués et al. [26] .......................................................................................... 26

xx
Figure 2.19 – Reaction network for the formation of secondary products during
NB hydrogenation in the presence of Ni supported catalyst, proposed by Sousa
[27]. ........................................................................................................................................ 27
Figure 2.20 – Fluidized-bed ANL process in vapour-phase [1]. ........................................... 28
Figure 2.21 – DuPont ANL Process via liquid-phase [1]. ..................................................... 31
Figure 2.22 – Huntsman ANL Process via liquid-phase [1]. ................................................. 32
Figure 2.23 – Chematur ANL Process [1]. ............................................................................ 34
Figure 2.24 – CUF-QI ANL process...................................................................................... 35
Figure 2.25 – Typical concentration profiles during hydrogenation of NB [4]. .................... 38
Figure 2.26 – The two modes of reactants introduction in a catalytic membrane
reactor [59]. ............................................................................................................................ 46
Figure 2.27 – Catalytic wall reactor configuration [75]. ....................................................... 47
Figure 2.28 – Configuration proposed in US 2000/6040481 [43]. ........................................ 49
Figure 2.29 – Process flow by Huntsman [76]. ..................................................................... 50
Figure 3.1 – Reaction network for the formation of ANL and secondary products
as proposed by a) Nagata et al. [22]; b) Narayanan and Unnikrishnan [23]. ......................... 66
Figure 3.2 –Relvas [24] (*very reactive and unstable compounds)....................................... 67
Figure 3.3– Influence of initial nitrobenzene concentration in the secondary
products formation (Bz, CHA, CHOL, CHONA, NB and DICHA) vs. time, runs
B4, B7 and B11. ..................................................................................................................... 70
Figure 3.4– Influence of initial nitrobenzene concentration in the secondary
products formation (CHENO and CHANIL) vs. time, runs B4, B7 and B11. ...................... 71
Figure 3.5 – Influence of initial nitrobenzene concentration in the ANL formation
a) and NB conversion b) vs. time, runs B4, B7 and B11. ...................................................... 72
Figure 3.6 – Comparison between total secondary products formation (closed
symbols) and NB consumption (open symbols) as a function of reaction time for
different initial NB concentrations; runs B4, B7 and B11. .................................................... 73
Figure 3.7 - Influence of nitrobenzene initial concentration in the secondary
products formation for NB dimensionless concentration, runs B4, B7 and B11. .................. 74
Figure 3.8 - Influence of nitrobenzene initial concentration in the secondary
products formation for NB dimensionless concentration, runs B4, B7 and B11. .................. 75
Figure 3.9 - Influence of reaction pressure in the secondary products (Bz, CHA,
CHOL, CHONA, ANL, DICHA, CHENO and CHANIL) vs. time, runs B2, B3
and B4. ................................................................................................................................... 76

xxi
Figure 3.10 – Comparison between a) ANL formation and b) total of secondary
products formation (closed symbols) and NB consumption (open symbols) as a
function of reaction time; runs B2, B4 and B5. ..................................................................... 77
Figure 3.11 - Influence of reaction temperature in the ANL and by-products
formation (Bz, CHA, CHOL, CHONA and DICHA) vs. reaction time, runs B4,
B5, B9 and B10. ..................................................................................................................... 78
Figure 3.12 - Influence of reaction temperature in the ANL and by-products
formation (CHENO and CHANIL) vs. reaction time, runs B4, B5, B9 and B10. ................ 79
Figure 3.13 – Comparison between a) NB conversion and b) total secondary
products formation (closed symbols) and NB consumption (open symbols) as a
function of reaction time for different reaction temperatures; runs B4, B5, B9 and
B10. ........................................................................................................................................ 80
Figure 3.14 – Reaction network proposed for ANL and secondary products
formation including Bz (*very reactive and unstable compounds). ...................................... 81
Figure 4.1 - Reaction network involved in nitrobenzene hydrogenation illustrating
intermediary species proposed by a) Haber [8] and b) Turáková et al. [14]. ........................ 87
Figure 4.2 - Reaction network involved in nitrobenzene hydrogenation illustrating
secondary products formation proposed by Relvas [18]........................................................ 88
Figure 4.3 - Reaction network involved in nitrobenzene hydrogenation illustrating
secondary products formation proposed by Sousa [21]. ........................................................ 89
Figure 4.4 – Scheme of the reactor and set-up used in the experiments. ............................... 91
Figure 4.5 – Evolution of a) NB and b) ANL as a function of reaction time for
different solvents - ANL and ANL + 28 wt. % P-tol (runs TB7 and TB8). .......................... 94
Figure 4.6 – Evolution of secondary products concentration as a function of
reaction time for different solvents - ANL and ANL + 28 wt. % P-tol (runs TB7
and TB8). ............................................................................................................................... 95
Figure 4.7 – Evolution of the concentration of a) light products and b) heavy
products, c) secondary products with ANL as solvent and d) secondary products
with ANL + 28 wt.% p-tol as solvent, along reaction time for different solvents
(runs TB7 and TB8). .............................................................................................................. 96
Figure 4.8 – Reaction network proposed for ANL and secondary products
formation including Bz (*very reactive and unstable compounds). ...................................... 97
Figure 4.9 – Evolution of a) ANL concentration, b) secondary products
concentration, c) light products concentration, d) heavy products concentration, e)
secondary products concentration distribution for ANL in the reactor feed and f)
secondary products concentration distribution for ANL+ 1 wt.% H2O in the
reactor feed, along reaction time (runs TC1 and TC4). ......................................................... 99

xxii
Figure 4.10 – Evolution of a) NB concentration, b) ANL formation, c) secondary
products concentration, along reaction time (runs TC3 and TC6). ...................................... 101
Figure 4.11 – Evolution of a) secondary products concentration, b) light products
concentration, c) heavy products concentration, along reaction time (runs TC1 and
TC5). .................................................................................................................................... 103
Figure 4.12– Evolution of a) ANL concentration, b) secondary products
concentration c) light products concentration and d) heavy products concentration,
along reaction time (runs TC1 and TC2). ............................................................................ 104
Figure 4.13– Evolution of a) secondary products concentration distribution for 150
ºC and 14 barg and b) secondary products concentration distribution for 200 ºC
and 20 barg, along reaction time (runs TC1 and TC2). ....................................................... 105
Figure 4.14– Evolution of a) CHONA concentration, b) CHENO concentration
along reaction time (runs TC1 and TC2). ............................................................................ 106
Figure 5.1– X-ray diffraction patterns of the fresh catalysts studied: a) catalyst I.1,
b) catalyst I.2, c) catalyst I.3 and d) catalyst II.1. ................................................................ 119
Figure 5.2 – Particle size distribution of fresh group I catalysts determined by
HRTEM................................................................................................................................ 120
Figure 5.3 – Temperature programmed reduction profiles for the fresh Pd-based
(a) catalyst I.1, b) catalyst I.2, c) catalyst I.3) and Ni-based (d) catalyst II.1)
materials studied. ................................................................................................................. 121
Figure 5.4 – Reproducibility tests, showing NB consumption as a function of
reaction time at 150 ºC, 14 barg and 10% NB for each catalyst. ......................................... 122
Figure 5.5 – Reproducibility tests, showing NB consumption as a function of
reaction time at 150 ºC, 14 barg and 10% NB for each catalyst. ......................................... 123
Figure 5.6– Reaction network proposed for formation of ANL and secondary
products [10]. *very reactive and unstable compound. ....................................................... 124
Figure 5.7– Effect of reaction total pressure on NB consumption as a function of
reaction time for the different catalysts: a) P = 6 barg, b) P = 14 barg and c) P = 30
barg. ..................................................................................................................................... 125
Figure 5.8- Effect of reaction temperature on NB consumption as a function of
reaction time for the different catalysts: a) T = 150 ºC, b) T = 180 ºC and c) T =
240 ºC. .................................................................................................................................. 126
Figure 5.9 – Comparison of NB consumption rate for all operating condition used
a) per gram of catalyst and b) per gram of metal. ................................................................ 127
Figure 5.10 - Light products and Heavy products concentration at Tref as a
function of reaction time for different pressures: a) and b) P = 6 barg. ............................... 129

xxiii
Figure 5.11 - Light products and Heavy products concentration at Tref as a
function of reaction time for different pressures: a) and c) P = 14 barg and b) and
d) 30 barg. ............................................................................................................................ 130
Figure 5.12 – Total secondary products concentration at Tref as a function of
reaction time a) P = 6 barg, b) P = 14barg and c) 30 barg. .................................................. 131
Figure 5.13 – Light products and Heavy products concentration at Pref as a
function of reaction time at: a) and d) T = 150 ºC, b) and e) T = 180 ºC and c) and
f) 240 ºC. .............................................................................................................................. 132
Figure 5.14 – Total secondary products concentration at Pref as a function of
reaction time a) 150 ºC Tref and b) 180 ºC. ......................................................................... 133
Figure 5.15 – Total secondary products concentration at Pref as function of
reaction time: 240 ºC............................................................................................................ 134
Figure 6.1 – Tubular reactor unit P&ID............................................................................... 145
Figure 6.2 – Photos of the liquid feed section. .................................................................... 147
Figure 6.3 – Photos of the gas section. ................................................................................ 148
Figure 6.4 – Photos of the reaction section, with closed (left) and open (right)
views of the oven. ................................................................................................................ 149
Figure 6.5 – Tubular reactor: a) reactor bed distribution and b) thermocouples
positions. .............................................................................................................................. 150
Figure 6.6 – Photos of the separation section. ..................................................................... 151
Figure 6.7– Tubular reactor unit overview. ......................................................................... 152
Figure 6.8 – Oven program for preliminary test1. ............................................................... 154
Figure 6.9 – Results obtained for: a) Reactor and oven temperatures, b) Reactor
temperatures, c) Pressure and d) Gas flow rate in test1. ...................................................... 154
Figure 6.10 – Oven program for preliminary test2. ............................................................. 155
Figure 6.11 – Results obtained for a) Reactor and oven temperatures, b) Reactor
temperatures, c) Pressure and d) Gas flow rate in test2. ...................................................... 156
Figure 7.1 – Scheme of the tubular reactor used for the catalytic tests. .............................. 162
Figure 7.2 – Evolution of a) NB conversion and b) Selectivity to ANL and
secondary products, as a function of reaction time for all tests of the parametric
study. .................................................................................................................................... 166
Figure 7.3 - Evolution of NB conversion as a function of reaction time for the
reproducibility tests. ............................................................................................................. 167

xxiv
Figure 7.4 - Evolution of a) Temperature of thermocouple TTr2, b) Pressure, c)
NB conversion and d) H2 consumption in transient state for reproducibility tests
TR5a) and TR10a). .............................................................................................................. 168
Figure 7.5 - Evolution of a) NB conversion and b) selectivity to ANL for different
total pressures....................................................................................................................... 169
Figure 7.6 - Evolution of a) selectivity to secondary products and b) Secondary
products selectivity distribution for different total pressures. ............................................. 170
Figure 7.7 - Reaction network proposed for ANL and secondary products
formation including Bz (*very reactive and unstable compounds). .................................... 171
Figure 7.8 - Evolution of a) NB conversion and b) selectivity to ANL for different
temperatures at 14 barg. ....................................................................................................... 172
Figure 7.9 - Evolution of a) selectivity to secondary products and b) Secondary
products selectivity distribution for different temperatures at 14 barg. ............................... 173
Figure 7.10 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity
to secondary products and d) secondary products selectivity distribution, for
different feed flows rates at 150ºC and 14 barg. .................................................................. 174
Figure 7.11 - Evolution of a) NB conversion and b) selectivity to ANL for
different NB concentrations at 120 ºC and 14barg. ............................................................. 175
Figure 7.12 - Evolution of a) selectivity to secondary products and d) Secondary
products selectivity distribution, for different NB concentrations at 120 ºC and
14barg. ................................................................................................................................. 176
Figure 8.1 – Scheme of the set-up and tubular reactor used for the catalytic tests. ............. 185
Figure 8.2 – Evolution of a) NB conversion, b) selectivity to ANL at 120ºC and 14
barg. ..................................................................................................................................... 189
Figure 8.3 – Evolution of a) selectivity to secondary products and b) secondary
products selectivity distribution for different solvents (ANL and CH) at 120ºC and
14 barg. ................................................................................................................................ 190
Figure 8.4 – Reaction network proposed for ANL and secondary products
formation including Bz (*very reactive and unstable compounds). .................................... 191
Figure 8.5 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to
secondary products and d) secondary products selectivity distribution for different
H2O concentrations at 120ºC and 14 barg. .......................................................................... 192
Figure 8.6 - Evolution of a) NB conversion, b) selectivity to ANL in the presence
of CHA c) selectivity to secondary products and d) secondary products selectivity
distribution in the presence of CHA at 120ºC and 14 barg. ................................................. 194
Figure 8.7 - Evolution of a) NB conversion and b) selectivity to ANL for different
pressures at low temperature (75 ºC). .................................................................................. 195

xxv
Figure 8.8 - Evolution of a) selectivity to secondary products and b) secondary
products selectivity distribution for different pressures at low temperature (75 ºC). .......... 196
Figure 8.9 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to
secondary products and d) secondary products selectivity distribution for different
NH3 concentrations at 120ºC and 14 barg. .......................................................................... 198
Figure 8.10 - Comparison of a) NB conversion, b) selectivity to ANL, c)
selectivity to secondary products, at 120 º C and 150 ºC, as a function of pressure
with pure hydrogen and impure industrial hydrogen grade. ................................................ 200
Figure 8.11 - Comparison of a) selectivity to light products, b) selectivity to heavy
products at 120 and 150 ºC and c) secondary products selectivity distribution at
120 ºC and d) Secondary products selectivity distribution at 150 ºC as a function
of pressure with pure hydrogen and impure industrial hydrogen grade. ............................. 201


xxvii
List of Tables
Table 2.1– West Europe ANL capacity by producer in 2011 [1] .......................................... 10
Table 2.2– Main chemicals produced at CUF-QI in 2014 and their applications [3]. .......... 10
Table 2.3 – ANL properties [1].............................................................................................. 13
Table 2.4 – Typical ANL sales specification [1]. .................................................................. 14
Table 2.5 – Main ANL Vapour-phase Processes. .................................................................. 30
Table 2.6 – Summary of ANL liquid-phase processes. ......................................................... 36
Table 2.7 – Industrial ANL applications [41]. ....................................................................... 39
Table 2.8 – Experimental conditions used in the several tests of the Hunstman patent [76]. 52
Table 2.9 – Experimental results of the tests described in Table 2.7 [76]. ............................ 53
Table 3.1– Main catalysts studied for NB hydrogenation. .................................................... 64
Table 3.2 - Initial conditions of the experiments performed. ................................................ 68
Table 4.1 - Initial conditions of the experiments performed. ................................................ 92
Table 4.2 – ANL/H2O system solubility [31] ........................................................................ 98
Table 5.1– Catalysts main physical characteristics. ............................................................. 114
Table 5.2 - Initial conditions of the experiments performed. .............................................. 117
Table 5.3 – Textural parameters for the catalysts samples studied...................................... 122
Table 6.1 – Main instruments characteristics. ..................................................................... 146
Table 6.2 – Main equipment characteristics. ....................................................................... 146
Table 8.1 – ANL/H2O system solubility [27] ..................................................................... 192
Table 8.2 – Composition of industrial H2. .......................................................................... 197


xxix
Nomenclature
The nomenclature used in the manuscript will vary since it depends on the different
authors.
Aniline ANL / Ar-NH2
Arylhydroxylamine Ar-NHOH / PHA
Azobenzene Ar-N=N-Ar / AZB
Azoxybenzene Ar-NO=N-Ar / AZXB
Benzene Bz
Catalytic wall reactor CWR
Coke oven light oil COLO
Cyclohexane CH
Cyclohexanol CHOL
Cyclohexanone CHONA
Cyclohexylamine CHA
Cyclohexyldeneaniline CHANIL
Dicyclohexylamine DICHA / DCHA
Diphenylamine DPA
Diphenylmethane diamine MDA
Direct methanol fuel cells DMFC
Hydrazobenzene Ar-NH=NH-Ar / HB
Hydroxyapatite HAP
kilotons per annum Kta
Methylene diphenyl diisocyanate MDI
N-cyclohexylaniline CHENO
Nitrobenzene NB
Nitrosobenzene Ar-NO / Ph-NO / NSB
N-phenylcyclohexylamine NPCHA
Supercritical carbon dioxide ScCO2
Toluidine TLD / p-tol
Water-gas shift reaction WGSR


Part I
Introduction and State of the Art


3
Chapter 1 - Introduction
The catalytic hydrogenation of nitrobenzene (NB) is an important industrial
reaction used in the commercial production of aniline (ANL), for subsequent use mainly
in the polyurethane industry. A mechanism for the reaction was first proposed by Haber
in 1898 and has been widely accepted despite never being fully delineated. This reaction
can be carried out in gas or in liquid-phase, and both alternatives are widely used by
world producers.
In this work, a review of the ANL industry, as well as of the technologies available
for its production, will be firstly done with the purpose of contextualizing the objective of
this PhD thesis. The main goal of the thesis is to valorize an industrial stream of hydrogen
that is available at CUF-QI at low pressures and has some contaminants. In this way, very
active catalysts must be used (e.g. consisting in supported noble metals). If the catalyst is
not in powder form, the most suitable reactors are those with a fixed-bed. Consequently, a
tubular reactor with a fixed-bed configuration was chosen to perform the catalytic
hydrogenation of NB into ANL.
Chapter 2 is dedicated to the presentation of the ANL market, the CUF-QI position,
the technological aspects of the ANL production, such as the formation of intermediary
compounds and of secondary products, and the type of reactors used in this process
(either for vapor as for liquid-phase). Most used and appropriated catalysts for this
reaction will be also discussed and it will be carried out a description of some new reactor
configurations that have been proposed.
Chapter 3 is related with the first results obtained with a commercial catalyst for the
NB hydrogenation in liquid-phase. The catalyst used was a 1 wt.% Pd/Al2O3 in pellets
form and it was tested in a batch reactor. The main goal is to evaluate the performance of
this type of catalysts in this multiphase reaction and also to understand the mechanism
behind ANL and secondary products formation. The influence of the main operating
conditions is also analyzed, namely of temperature, pressure and NB concentration.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
4
In Chapter 4 will be analyzed the effect of the solvent as well as of the presence of
reaction products in the reaction mixture, for the hydrogenation of NB into ANL using
the same catalyst as in Chapter 3 (1 wt.% Pd/Al2O3). Besides, direct ANL and CHA
hydrogenation studies will also be presented. The main goal is to evaluate the influence of
those parameters in the catalyst performance, activity and selectivity to both ANL and
secondary products.
Chapter 5 shows the catalytic behavior of several commercial catalysts that were
supplied by different manufacturers. In order to have a better know-how about the
performance of those catalysts and select the most active one, with low formation of
secondary products, catalytic tests are performed in the batch reactor unit. Operating
conditions, like temperature and pressure, are varied and a catalyst screening is done with
the purpose of selecting the best on for further works. Moreover, all the catalysts are
characterized by different chemical and physical techniques and their relationship with
the hydrogenation performance is discussed.
Chapter 6 presents the design and construction of the tubular reactor aimed at
testing the possibility of producing ANL using the impure H2 stream that is available in
the plant. In this section, a detailed presentation of the unit design and construction is
done: unit conception, unit purpose and unit description, as well as technical and
operational details. It will be also presented some preliminary tests that were performed
with the objective of evaluating the temperature control and pressure drop issues in the
trickle-bed reactor.
In Chapter 7, the chosen catalyst of Chapter 5 is tested in the tubular reactor that
was built. The influence of several parameters is analyzed, like temperature, pressure,
liquid feed flow rate and NB concentration in the feed. Catalyst performance and
selectivity towards ANL and secondary products are important questions that are
discussed and analysed in detail.
Chapter 8 presents the results obtained on the trickle-bed tubular reactor with the
industrial H2 stream. In this section, the same catalyst sample that was tested on Chapter 7
is used to study the hydrogenation reaction; some keys factors are analyzed from an
industrial perspective. The effect of the solvent, the presence of some reaction products in
the liquid feed stream as well as of some contaminants present on the industrial H2 is

Chapter 1 - Introduction
5
discussed. The feasibility of using the industrial stream, that is available at low pressures,
is also investigated.
Chapter 9 presents the main conclusions that were achieved with this work in terms
of commercial catalysts performance and understanding of the mechanism behind ANL
and secondary products formation, using this type of catalysts. Conclusions related with
the use of a tubular fixed-bed reactor in the NB hydrogenation into ANL are also
presented. Finally, response is given to the main objective of this thesis: the possible
valorization of an industrial H2 stream, which results from other industrial processes and
is available at low pressures.
In Chapter 10 some suggestions will be put forward for future work.


7
Chapter 2 - State of the Art
2.1 Aniline industrial production and applications
Aniline (ANL) is mainly consumed in the production of methylene diphenyl
diisocyanate (MDI), which is a raw material for polyurethanes, that are mainly used in the
automotive and construction sectors. Polyurethanes have very different formulations and
can thus be used in the form of flexible or rigid-foams, elastomers, coatings, adhesives
and low molecular weight additives.
Legislation for energy-efficient buildings is pushing up the use of polyurethane-
based building materials as they are more insulating than the competitor products
(mineral fiber and polyester). Therefore, more extensive use of MDI in building
insulation will provide additional drivers for market growth. This is particularly the case
of Europe where the energy usage in buildings accounts for almost half of all energy
consumption [1], and so legislation is being implemented to meet EU targets for energy
efficiency of new buildings. Use of insulation is estimated to reduce energy usage by 30
to 50% when retrofitted into existing buildings and by as much as 90 to 95% in new
buildings, offering the possibility of significantly lower utility bills to the domestic
consumer at a time of inflationary pressures and economic instability [1].
Worldwide ANL capacity reached about 5.4 million tons in 2011. Depending on the
geographical location, around 75 to 85% is consumed for the production of MDI via
condensation of ANL with formaldehyde to give diphenylmethane diamine (MDA) that is
then reacted with phosgene. Other uses of ANL are predominantly in rubber processing
chemicals, such as vulcanization accelerators, antioxidants, antiozonates, and stabilizers.
Smaller uses include agrochemical intermediates and chemicals, pesticides (fungicides)
and herbicides. Miscellaneous uses for ANL include cyclohexylamine (CHA) for boiler
treatment, rubber chemicals, pharmaceuticals, textile chemicals, photographic developers,
amino resins, explosives, and specialty fibers (Kevlar, Nomex) [1]. Azo-dyes were once a
substantial consumer of ANL but now only account for a small fraction of demand. A
new interesting area for ANL consumption is the preparation of fuel cell membranes as in

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
8
the direct methanol fuel cells (DMFC). Oxidative polymerization of ANL adsorbed on a
perfluorosulfonic acid membrane gives a polyaniline layer which acts as a barrier towards
methanol without loss of proton conductivity.
In 2010, global ANL market distribution was the one shown in Figure 2.1 [2].
Figure 2.1 - ANL market share for 2010 [2].
In China, integrated coal to ANL facilities are under construction including those of
Jilin Connell and Shanxi Tianji Coal Chemical. Raw material hydrogen will be produced
from coal gasification and the benzene (from refining of the Coke Oven Light Oil -
COLO), as a by-product from coke production, since COLO production increased
dramatically (in line with the growth of coke demand for the burgeoning iron and steel
industry in China). Then, hydrogen will be used in ammonia manufacture, which is the
raw material for nitric acid manufacture. Sulphur from coal is also used to make sulphuric
acid. Nitrobenzene (NB) is produced from the nitration of benzene with a mixture of
nitric and sulphuric acid and is then hydrogenated to make ANL. In this case, all the
feedstocks for NB and ANL can be derived from coal, however outside China, on a
global basis the majority of the feedstocks still come from natural gas and oil.
The global capacity for ANL in 2011 was estimated at 5357 kilotons per annum
(kta). There are around 39 companies producing ANL of which 8 account for 66% of the
production, as shown in Figure 2.2. By 2016, it is estimated that the global capacity for
MDI 75%
Others, 7%
Rubbers, 11%
Dyes, 7%

Chapter 2 – State of the Arte
9
ANL will increase to 6647 kta, a growth between 2012 and 2016 of about 4.4% per year
[1].
Figure 2.2 - Global ANL capacity by producer in 2011, adapted from [1].
In North America DuPont is the largest manufacturer with 41% of the capacity,
while Rubicon has the largest single plant (420 kta) and owns 37% of the installed
capacity.
In West Europe, ANL capacity in 2011 amounted to 1574 kta. Analyzing Table 2.1
it is possible to conclude that Bayer is the largest producer with 38% of the capacity.
BASF has 22%, Huntsman 19%, CUF-QI 13% and Dow 8%.
CUF, 4%
Other , 34%
Bayer, 17%
BASF, 11%DuPont, 9%
Rubicon, 8%
Yantai Wanhua
Polyurethane, 7%
Hunstman, 5%
Tosoh Corporation,
5%

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
10
Table 2.1– West Europe ANL capacity by producer in 2011 [1]
Company Location Capacity (thousand tons per annum)
BASF Antwerp 342 (22%)
Bayer Antwerp 165 (10%)
Bayer Antwerp 185 (12%)
Bayer Brunsbuettel 100 (6%)
Bayer Krefeld-Uerdingen 152 (10%)
Dow Bohlen 130 (8%)
CUF Estarreja 200 (13%)
Huntsman Wilton 300 (19%)
In China the estimation for ANL capacity was 1767 kta in 2011, spread by 19
suppliers being Yantai Wanhua the largest producer with 20% of the capacity. Japan has
only 5 producers, with a total capacity of 448 kta (2011), being Tosoh Corporation the
largest manufacturer with 67% of the capacity. Companies in the rest of the world are
estimated to have accounted for 534 kta of capacity in 2011. The largest single supplier is
Yantai Wanhua via its Borsodchem subsidiary’s plants in Ostrava, which has a total
capacity of 190 kta [1]
CUF-QI, SA is one of the companies owned by José de Mello, SGPS group
developing its activities in the chemical industry area. CUF-QI is located at the chemical
complex of Estarreja, Portugal. The chemicals produced at Estarreja are nitric acid, NB,
ANL, sulphanilic acid, CHA, hydrochloric acid, among others (Table 2.2).
Table 2.2– Main chemicals produced at CUF-QI in 2014 and their applications [3].
Compound Sales Volume Application
ANL 69.5% MDI production, rubber industry, paints and
pigments, special fibers
NB 7.5% ANL production, chemical and pharmaceutical
industry
Liquid Chlorine 6.7% PVC production, polyurethanes, water treatment
Sodium
Hydroxide 8.5%
Chemical, textile, cellulose, food, detergents and
soap industry.
Hypochlorite 3.3% Water treatment, hygiene and cleaning products,
textile blanching

Chapter 2 – State of the Arte
11
In CUF-QI in Estarreja, the organic compounds are exclusively destined to external
markets, either directly or indirectly through DOW, and a considerable amount of the
inorganic compounds is also for exportation. In Figure 2.3 is presented the network of the
chemical complex of Estarreja:
Figure 2.3 – Network of chemical complex of Estarreja [3].
CUF-QI is the leader in terms of sales of ANL for the “open” market in Europe,
being the 4th producer. Currently, CUF-QI is one of the main non-integrated ANL
producers, with a quota of approximately 3% of the global production capacity, as
illustrated in Figure 2.4.
1 The only flows represented here are those in Estarrejawhere CUF participates (there are other entities and flows at the site)
LEGEND:
Key
Suppliers
Key
Customers
CUF Operations
in Estarreja
ORGANICS
INORGANICS
HCL
H2SO4
Hydrogen
Salt
Chlor., NaOH
HCL
Other Suppliers
(“Market”)
Other Customers
(“Market”)
• Aveiro Port
• SGPAMAG
NOVA AP
QUIMITÉCNICA
• Aveiro Port
• SGPAMAG
Aniline
Ammonia
Benzene
Aniline, MNB
Steam
Electri-city
Aniline, MNB, Nitric Acid, SulphanilicHypochlor.
Chlorine, NaOH, HCL
NaOH
MDI
DCP
AluminiumSalts
Hydrogen
Chlor., NaOH
HCL
Over-the-Fence
Inputs CUF Estarreja
Outputs CUF Estarreja
Other flows

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
12
Figure 2.4 – Main world Producers of ANL (2013) [3].
ANL produced at CUF-QI is mostly sold to DOW for MDI production. The process
begins in the plant of nitric acid, the 1st plant. Then the nitric acid is sent to the NB plant,
2nd plant, where it reacts with benzene (Bz). The NB formed goes to the 3rd plant, where it
is hydrogenated in the presence of a catalyst and ANL is formed, Figure 2.5.
Figure 2.5 – Schematic diagram of CUF-QI plant [3].
Global capacity share (%)
Integrated with MDI
Non-integrated with MDI
Nitric Acid
Plant
NH3
Nitrobenzene
Plant
Benzene
Nitrobenzene
Nitrobenzene
Aniline
PlantH2
Aniline
Sulphanilic Acid
Plant
Aniline
H2SO4
Sulphanilic Acid
Nitric Acid
Nitric Acid

Chapter 2 – State of the Arte
13
2.2 Technological aspects of the Industrial Production of Aniline
2.2.1 Aniline
Aniline (C6H7N) when freshly distilled is a colorless, oily liquid with a
characteristic “fishly” amine-like odor. It is manufactured by gas and liquid phase
hydrogenation of NB using base or noble metal catalysts. If exposed to air and light, gains
a brown color. In industrial use, color formation can be minimized by storage and
processing under an inert atmosphere. The color might be removed by distillation just
prior to use in color-critical applications. It is miscible with a large number of organic
solvents, and forms soluble salts in the presence of strong acids in water. The main
properties of ANL are shown in Table 2.3.
Table 2.3 – ANL properties [1].
Property Value
Molar Mass (g/mol) 93.1
Boiling Point (ºC) 184
Flash Point (ºC) 70
Auto Ignition Temperature (ºC) 615
Densityliquid 20ºC (g/cm3) 1.02
Viscosity 20ºC (cP) 4.4
Solubility20ºC ANL in water 3.6 wt %
water in ANL 5.5 wt %
ANL is slightly corrosive to some types of metal, particularly amphoteric materials
such as aluminium, copper, tin, zinc, and alloys containing any of these metals. These
materials should be excluded from ANL service. For normal applications, carbon steel or
cast iron are satisfactory materials for ANL storage and handling. If product discoloration
must be kept to a minimum, then ANL should be stored and handled in 400-series
stainless steel equipment with proper nitrogen blanketing.
Typical aniline sale specifications are shown in Table 2.4. For some special
applications, the concentrations of trace impurities like CHA, cyclohexanol (CHOL),

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
14
cyclohexanone (CHONA), phenol, toluidine (TLD) and dicyclohexylamine (DICHA)
may be specified.
Table 2.4 – Typical ANL sales specification [1].
Color maximum (APHA) 100
Freezing point, minimumdry (ºC) -6.2
Purity, minimum 99.9%
NB content, maximum (ppm) 2
Water content, maximum 0.15 wt %
2.2.2 Reaction mechanisms for aniline production and by-products formed
Traditional method for ANL production involves multiple reactions, as it happens
in processes for preparing other aromatic amines. Typically, ANL is produced through the
Bz conversion into a derivative, such as NB, phenol or chlorobenzene, which is then
converted to ANL [4]. In the CUF – QI, SA unit, at Estarreja, the production is realized in
three different plants. In the 1st plant occurs the HNO3 formation, then in the 2nd plant,
takes place the Bz nitration with nitric acid in the presence of sulphuric acid (which is the
catalyst and dehydrating agent) to produce NB, equation 2.1:
𝐵𝑒𝑛𝑧𝑒𝑛𝑒 + 𝐻𝑁𝑂3 → 𝑁𝐵 + 𝐻2𝑂…….. (2.1)
In the 3th plant occurs the NB hydrogenation in the presence of a Ni catalyst, at mild
conditions (equation 2.2):
𝑁𝐵 + 3𝐻2 → 𝐴𝑛𝑖𝑙𝑖𝑛𝑒 + 2𝐻2𝑂……….. (2.2)
The reaction for ANL production is conducted at temperatures between 120-200ºC
and pressures between 10-20 bar, with yields higher than 99% [5]. The highly exothermic
catalytic hydrogenation of NB, with a heat of reaction of about 544 kJ/mol, is carried out
commercially in the presence of excess hydrogen in either the vapor or in the liquid phase
[6].

Chapter 2 – State of the Arte
15
Commercially, ANL production is done through NB hydrogenation, however a
route involving phenol amination was previously used by Sunoco Chemical but is no
longer employed.
The catalytic hydrogenation of nitrobenzene is commonly employed as a standard
reference reaction for testing and comparing the activity of hydrogenation catalysts for a
range of applications, because its transformation is extremely easy and is carried out
under relatively mild conditions [7, 8].
Although there is a large volume of literature references available studying and
citing this reaction, there is not much information about the reaction mechanism. The first
explicative mechanism for ANL formation through NB hydrogenation was proposed by
Haber, in 1898 [9], and is widely accepted. The first step is a hydrogenolysis of N-O bond
giving a nitrosobenzene (NSB), followed by the formation of arylhydroxylamine (PHA) –
Figure 2.6.
Figure 2.6– Reaction network involved in nitrobenzene hydrogenation, Haber mechanism [9].
However, this mechanism does not fully explain all the experimental results,
although a number of studies had reported the identification of the suggested reaction
intermediates during hydrogenation [10 – 12]. Consequently, more studies were done, and
another mechanism was proposed by Wisniak and Klein [13] that is slightly more
complicated than the Haber’s mechanism. They also consider that probably the real
mechanism is even more complex and should consider the phenomena at the surface of
the catalyst (Figure 2.7).
Ar - NO2
nitro / NB
Ar - NO
nitroso / NSB
Ar - NHOH
arylhydroxylamine / PHA
Ar - NH2
ANL
Ar - NO = N - Ar
Ar - NHOH
Ar - N = N - Ar Ar - NH = NH - Ar
hydrazo / HZBazo / AZBazoxy / AZXB
Direct route
Condensation route

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
16
Figure 2.7 – Reaction network of nitrobenzene hydrogenation, as proposed by Wisniak and Klein
[13].
Beyond that, it was concluded that hydrogenation of nitro compounds and
disproportionation proceed on different sections of catalytic surface and so, a scheme for
the process was suggested, as shown in Figure 2.8.
Figure 2.8 – Scheme of components transformation on catalytic surface, proposed by Makaryan
[14].
In 2005, Gelder et al. [7] suggested that the number of steps involved in ANL
formation was higher and substantially different from those previously reported. Figure
2.9 shows the mechanism proposed by these authors, using a Pd on carbon catalyst.
Analyzing the results obtained, they concluded that NSB is not an intermediate in aniline
formation. They also concluded that the new understanding of the mechanism had
NO2 NH2
NB
NO
NSB
N
ON N N N
H
N
H
AZXB AZB HZB
PHA
NHOH
ANL
k4
k1
k1'
k5
k5'
k3'
k3k2
k6k8 k7
centre I centre II centre I
ArNO2
ArNHOHArNH2
ArNOM
H H
M
N
HH
Ar O
H
+
-
N
Ar
O
H
+
-M
H H
ArNHOH

Chapter 2 – State of the Arte
17
implications for both catalyst and reactor design and that to obtain a high activity and
selectivity it is essential that the hydrogen flux at the surface is maintained at a constant
level, with good access to the reaction site and no diffusion limitations [7].
Figure 2.9 - Reaction network of nitrobenzene hydrogenation proposed by Gelder et al. [7].
Summarizing, when NB is hydrogenated to ANL, the reaction mechanism is
complex and there are some common intermediates, not depending on the mechanism
proposed, such as NSB, azoxybenzene (AZXB), azobenzene (AZB), PHA and
hydrazobenzene (HZB).
Corma et al. [15] reported that Au on TiO2 or FeO3 catalyzes the selective reduction
of a nitro group without the need to add metal salts and thus acts as a highly selective and
environmentally friendly catalyst. Some experiments were carried out over Au/TiO2
catalyst and it was verified that under the reaction conditions the NSB and hydroxylamine
compounds formed react before desorbing. That explanation was consistent with the fact
that the NSB and PHA derivatives were not detected in the reaction media. Their
proposed mechanism is shown in Figure 2.10.
Ph - NO2
Ph - NOH (a)
Ph - NO
+ Ph - NOH (a)
Ph - N(OH)H Ph - N(O) = N - Ph
Ph - N = N - Ph
Ph - NH - NH - Ph
Ph - NH2
Ph - NH
NB NSB
PHA
ANL
HZB
AZB
AZXB

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
18
Figure 2.10 – Proposed reaction pathway for the hydrogenation of aromatic nitro compound to
aniline [15].
Thus, on Au/TiO2 catalysts, PHA is formed as both a primary product (from NB)
and a secondary product (via NSB) at the active sites. The gradual accumulation of this
intermediate on the catalyst surface showed that the transformation of PHA into aniline is
the rate-determining step of the whole process. Makosch et al. [16] also evaluated the
influence of the support in the reaction route of NB hydrogenation, using Au/TiO2 and
Au/CeO2 catalysts. Both catalysts rapidly convert NSB but while over Au/TiO2
hydrogenation proceeds through the direct route, over Au/CeO2 proceeds through the
condensation route (Figure 2.6). For the condensation route to occur, a high surface NSB
is necessary. In the case of Au/TiO2, PHA is rapidly formed from NSB, accumulates on
the surface and is then transformed to ANL. With Au/CeO2, hydrogenation rate is
considerably lower and the conversion NB NSB is slower, which leads to an
accumulation of NSB and to the formation of condensation intermediates. These authors
concluded that the support has a direct impact on the reaction mechanism and actively
changes the reaction route.
Selective hydrogenation of NB over Ni/γ-Al2O3 was also studied, using different
media (dense phase carbon dioxide, ethanol, n-hexane) [17]; it was found that conversion
of NB was higher in CO2 than in ethanol and selectivity to ANL was almost 100%. This
might be explained by the interactions of dense phase CO2 with reacting species (NB,
NSB and PHA): NB reactivity is decreased while NSB is increased and the
NO2
+ H2
- H2O
NO
+ H2
NHOH
Fast Step + 2 H2
- H2O
- H2O
+ H2Slowest Step
NH2
NB NSB
ANL
PHA

Chapter 2 – State of the Arte
19
transformation of PHA to ANL is likely promoted. Thus, hydrogenation of NB should
occur through the direct hydrogenation route (NB NSB PHA ANL), being NB
NSB the rate determining step. On the other hand, using a Pd based catalyst in
supercritical carbon dioxide (scCO2), Chatterjee et al. [18] concluded that the most
probable route to the ANL formation is (i) NB ANL (as no intermediate compounds
was detected even in short reaction times) and (ii) NB PHA ANL (through some
calculations of the initial rate of ANL formation from NSB and NB, NSB presented the
slowest rate of hydrogenation indicating that it could not be the possible intermediate
specie involved in the ANL formation).
In 2014, Rakitin et al. [19] investigated the catalytic hydrogenation of NB using Pd
catalysts in a scCO2 medium and proposed a scheme for the catalytic process, shown in
Figure 2.11, based on the analysis effectuated to the mixture of the hydrogenation
reaction either using scCO2 or isopropanol.
Figure 2.11 - Scheme of NB catalytic hydrogenation in the presence of Pd-containing
heterogeneous catalyst, [19].
Pd/C catalyst was used as well to study the hydrogenation of NB in methanol [20];
according to the experimental results obtained and mechanistic considerations, an
extended reaction scheme for NB hydrogenation to ANL was proposed, illustrated in
Figure 2.12.
NO2
NB
[Cat]
H2
NO
NSB PHA ANL
AZXB AZB
[Cat]
H2
NHOH
[Cat]
H2
NH2
[Cat] H2
NN
O
[Cat]
H2
NN[Cat]
H2
NH NH
[Cat] H2
HZB

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
20
Figure 2.12 – Supplemented reaction mechanism for NB hydrogenation considering Haber’s and
Gelder’s reaction mechanism, proposed by Turáková et al. [20].
Turáková et al. through the analysis of catalytic results and taking into account both
Figure 2.4 and Figure 2.8, concluded that the intermediate Ph-NOH condensates to
AZXB, that is going to react with hydrogen chemisorbed on the metal surface and
subsequently Ph-NOH and chemisorbed form of nitrene Ph-NH are formed. Ph-NH
chemisorbs near a chemisorbed hydrogen atom and then is desorbed from the surface as
ANL. Ph-NOH can again enter condensation reaction and therefore higher concentrations
of AZXB, in comparison to AZB, were measured and its temporary accumulation in the
reaction mixture was observed. Other way, PHA is not formed directly from NSB but is
formed through Ph-NOH. Authors did not observed accumulation of HZB and so ANL
formation via direct AZXB hydrogenolysis was hypothesized as the preferred reaction
NO2
NB NO
NOHNHOH
NH2
NN
O
NOH
NN
NH NOH
NH2
NH2
NH
+
NSB
PHA
ANL
AZXB
AZB
HZB
NH NH
ANL
ANL

Chapter 2 – State of the Arte
21
path. In an industrial point of view, the authors stressed that at higher temperature, ANL
is formed via a condensation path (AZXB, AZB and HZB intermediates) rather than by a
direct route (NSB and PHA intermediates).
In the case of secondary products formation, there is not much information about
the issue. Nagata et al. [21] proposed a mechanism to explain the formation of some of
these compounds (Figure 2.13), for the reaction in vapor-phase in the presence of a
palladium or palladium/platinum catalyst. Although this mechanism includes N-
cyclohexylaniline (CHENO), does not include the formation of CHOL and DICHA that
are observed in experimental tests performed at CUF.
Figure 2.13 – Reaction network for the formation of ANL and secondary products proposed by
Nagata [21].
In 1995, Narayanan et al. [22] reported the ANL hydrogenation under vapor phase
conditions over nickel-alumina catalysts. The reaction products identified were
cyclohexane (CH), CHA, DICHA and N-phenylcyclohexylamine (NPCHA). They
observed that in the case of supported nickel catalysts, NPCHA is a major-product and
that depending upon the conditions of the experiment and metal content, other products
such as CHA and DICHA are also formed. In a latter article, Narayanan et al. [23]
NO2 NH2
H2
[ 1 ]
NH2 NH2NH2
NHNH2
NNH
O
H2
[ 2 ]
CHA
NH2
H2
[ 3 ]
[ 4 ]
N-phenylcyclohexylamine
[ 7 ] H2
CHANIL
- NH3
+ H2O
H2
[ 8 ]
[ 5 ]
CHONA
NH2
[ 6 ]
CHENO
NB ANLIMINE

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
22
compared the catalytic properties of Co/Al2O3 and Ni/Al2O3 materials, containing the
same metal content and prepared under similar conditions. It was concluded that on
increasing the contact time of ANL, the conversion increased and CHA and NPCHA were
the two major products. CHA formation was slightly favored at low contact time and
NPCHA was formed in roughly similar amounts at all contact times. They concluded that
there was hardly any selectivity difference with respect to feed rate. However, at high
contact time DICHA and CH were also formed. Based on these results they proposed the
next mechanism for the formation of the secondary products, shown in Figure 2.14.
Figure 2.14 - Reaction network proposed by Narayanan et al. [23].
In 2008, Relvas [24] proposed a mechanism, based on the Nagata mechanism
(Figure 2.13). For the elaboration of such mechanism, several laboratorial tests were
made, in which temperature, pressure, NB and catalyst concentration effects were studied.
DICHA and CHOL (through CHONA hydrogenation) were included in the proposed
mechanism, since they were detected in the experimental tests. This mechanism is
depicted in Figure 2.15.
NH2NH2
Co / Al2O3
Ni / Al2O3
+ H2
CHA
NH
CHANIL
+ NH3
- NH3
DICHA
+ CHA
+ H2
NH
ANL
ANL
CH

Chapter 2 – State of the Arte
23
Figure 2.15 – Reaction network proposed for ANL and secondary products formation by Relvas
[24].
Nevertheless, as it was said by Relvas [24], this mechanism does not fully explain
the formation of all secondary products in the NB hydrogenation. So, further work in this
topic was still required.
Hydrogenation of NB and ANL, among other nitro compounds, was studied by
Králik et al. [25] over Pd, Pt and Ru catalysts. For ANL hydrogenation, it was observed
that CHA and DICHA are the main products and cyclohexane (CH) was also detected.
Moreover, for ANL conversion to CHA a total hydrogenation of the aromatic ring is
required, which is more complicated in the liquid phase. Therefore, a higher stability of a
single bond will need longer reaction time and consequently, a wide number of side
reactions are observed. So, for direct ANL hydrogenation, authors proposed the following
reaction network, shown in Figure 2.16.
Cat
+H2,-H20
Cat
H2
+ANL
-NH3
Cat
H2
+H2 -NH3
+H2
+H2
-NH3, -H2O
+ANL -H2O
+H2
+H2 CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
N
O
OH
NO2 NH2
NH2
NHNH2
NH
NH

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
24
Figure 2.16 – Reaction network proposed for secondary products formation from ANL
hydrogenation by Králik et al. [25].
The authors [25] also investigated the production of ANL from NB, verifying that
the extension of side reactions increases with temperature, acidic-basic features of
reaction environment and properties of the support. NB hydrogenation reaction route was
observed to be via formation of NSB and hydroxylamine intermediates, being possible
those intermediates undergo side reactions. ANL formed during reaction can react further
and generate other compounds such as cyclohexenyl amine which rearranges to more
stable imine. The presence of H2O allows formation of CHONA, Figure 2.17. A novelty
in this proposal is the detection of benzene (Bz) formation, via ANL deamination. In the
NH2
ANL
NH2
+ - NH3 NH
+ H2
+ 2 H2
NH N
NNH
+ H2 + H2
NH2
+
NH2
- NH3
NH2
NH2
+ - NH3
+ H2
+ H2
+ H2
NH2
NH
+ H2
NH
+
NH2
- NH3
+ H2
NH
+ H2
+ H2
+ H2
NH2
+
- NH3
NH2
-
NH
N
N
+ H2
[hydrogenolytic products] [hydrogenolytic alkylation products]
+ n H2
ANL
ANL
CHENO
DICHA
CH

Chapter 2 – State of the Arte
25
determination of reaction conditions for hydrogenation of NB to ANL energetic aspects
are important. For maximum industrial exploitation of the reaction heat released, higher
temperatures are preferred, however that will implicate a careful analysis of catalyst
selectivity and lifetime.
Figure 2.17 – Reaction network proposed in liquid phase hydrogenation of NB by Králik et al.
[25]
Commercial catalyst, Pd supported on carbon, was used by Rubio-Marqués et al.
[26] with the purpose of studying the kinetics of NB hydrogenation. Results showed that
ANL is rapidly formed as a primary and unstable product that, by partial hydrogenation,
gives CHANIL as a secondary product. By further hydrogenation generates DICHA in
minor amounts, as a tertiary product. Diazo products were not detected. Nevertheless,
CHA was not observed among the reaction products, and since the hydrogenation of ANL
is very likely to occur, a possible way to form CHANIL would be through the reaction
between ANL and CHA. More catalytic tests were performed to confirm this theory and a
NO2
NH2
+ 3 H 2
+ 2 H 2
- NH3
OH
+ H2O - NH3
NH2
+ 2 H 2
NH
NH2
O OH
N
N
H
NH NH
+ H2
- NH3
NH2
+- NH3
NH2
+
+ H2O
- NH3
+ H2
+ H2
+ 3 H 2
High molecular weight compounds
NB
ANL
Bz
CHA
CHONA CHOL
CHENO
CHANIL DICHA
Phenol

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
26
mechanism was proposed, which is consistent with the kinetic experimental results,
Figure 2.18.
Figure 2.18 – Reaction network proposed for the Pd/C catalyzed hydrogenation of NB by Rubio-
Marqués et al. [26]
In 2015, Sousa [27] reported the formation of secondary products in the NB
hydrogenation to ANL during transient operation, over a Ni/SiO2 catalyst, through the
addition of secondary products in the feed stream. This addition had the purpose of
observing the interactions between all the species present in the system. Some
preliminary studies were carried out at room temperature and it was observed that
CHONA reacts reversibly with ANL to form CHENO and H2O. CHONA was also added
to a pure ANL sample and CHENO formation was immediately detected. Furthermore, it
was observed that H2O creates two different scenarios. When H2O is not present,
formation of CHA, CHANIL, CHENO and DICHA is favored while no significant
amounts of CHONA and CHOL are detected. On the other hand, when H2O is present,
CHONA and CHOL increase considerably but the amount of all the other compounds is
reduced. Proposed mechanism is shown in Figure 2.19.
NO2 NH2
+ 2 H 2
- 2 H2O
+ 3 H 2
NH2NH
NHNH2
- NH3
N+ H2
- H2
ACID CATALYSIS
NHNH+ 3 H 2
NB ANL CHA
CHENOCHANILDICHA

Chapter 2 – State of the Arte
27
Figure 2.19 – Reaction network for the formation of secondary products during NB
hydrogenation in the presence of Ni supported catalyst, proposed by Sousa [27].
According to Sousa [27], H2O phenomenon explains why Narayanan did not
observe any CHONA or CHOL. Small amounts of Bz were also detected in experiments
performed, suggesting that hydrogenolysis reactions occur in the reactor, by withdrawing
the nitro (from NB) or the amine (from ANL) group. However, CH was not detected
which might mean that there are no hydrogenolysis reactions with molecules with
saturated carbon cycles, such as CHA, CHOL, CHONA and DICHA.
Knowledge of all these mechanisms, either of intermediaries or secondary
compounds, in NB and ANL hydrogenation are quite relevant, since the most important
manufacturing processes for ANL are based on the continuous catalytic hydrogenation of
nitro compounds. In large scale processes heterogeneous catalysis are employed, whereas
for smaller scale homogeneous catalysis is achieving more importance [28].
Industrially, NB hydrogenation processes can be done in liquid-phase or in vapor-
phase. A comparison between those two processes shows little difference in yield and
product quality. The liquid-phase process saves energy by eliminating gas recycle and
offers a higher space-time yield in the reactor. The vapor phase process has other
NO2 NH2
- 2 H2O
+ 3 H2
N
CHENO
NBANL
CHANIL
NH
NH2
- NH3
NH2 CHA
+ H2
+ 3 H2
DICHA
NH
NH2
- NH3
+
+
NH2 + H2O
- NH3-
+ 3 H2
O OH
+ H2
CHONA CHOL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
28
advantages: very effective utilization of reaction heat in order to generate pressure steam,
elimination of catalyst separation from the product, and extended catalyst life [1].
In the next sections it will be presented the vapor-phase and liquid-phase processes
as well as the companies where each of these processes is used.
2.2.3 Hydrogenation in Gas-phase
In gas phase aniline production processes two types of reactors can be used, fixed
bed (Bayer) or fluidized bed reactors (BASF). Generally, a catalyst constituted of a non-
noble metal supported on a suitable carrier is used for high reaction temperatures (gas-
phase processes) [1].
In Figure 2.20 is presented a process flow scheme for a gas phase process in a
fluidized-bed reactor.
Figure 2.20 – Fluidized-bed ANL process in vapour-phase [1].
NB and hydrogen are charged to the NB vaporizer and then the gas-mixture (10 to 1
molar ratio of hydrogen to NB) leaves the vaporizer as a superheated vapour to prevent
any condensation of NB and is charged to the bottom of the reactor, entering into the
fluidized bed of catalyst. Reaction temperature and pressure are controlled at about 270

Chapter 2 – State of the Arte
29
ºC and 3.4 to 3.7 bar, respectively. Contact time in the catalyst bed is of several seconds.
Essentially complete NB conversion is attained at selectivity to ANL of 98 %. The heat of
reaction is removed via a heat transfer fluid circulating through tubing networks located
at key points in the reactor. The catalyst is slowly deactivated and so it is necessary to
regenerate it about every 6 months. Catalyst life in commercial plants is believed to be up
to five years.
The ANL and water in the gaseous effluent of the reactor are then condensed in the
product gas condenser (Figure 2.20). Hydrogen is removed and is then compressed and
recycled to the reaction system. The water/ANL stream leaving the product gas condenser
is a two-phase system that forms a minimum boiling heteroazeotrope at about 98 ºC with
a concentration of 78.6 wt.% of water. The mixture is first gravity separated in the
ANL/water separator. The water-rich phase, containing 2-3 wt.% of ANL, is fed to the
water removal column where water is removed as the bottom stream. The overhead
stream, consisting of the azeotropic composition, is then recycled to the separator. The
recovery column bottoms contain mostly ANL, plus small amounts of residue and heavy
ends. ANL product is taken overhead from the refining column, which is operated under
vacuum to retard the formation of degradation products, and sent to storage.
Companies referred in Table 2.5 are the most important ones for processes in vapor-
phase. However, other companies have also made an important contribution in this area,
such as Chemopetrol [36].

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
30
Table 2.5 – Main ANL Vapour-phase Processes.
Company Reactor
Type/Process
Experimental
Conditions Observations
BASF
[1, 29 - 32]
Fluidized-bed
reactor
Temperature:
300 ºC
Pressure:
4 to 10 bar
-Reaction heat is recovered for steam
generation
-US Patent 2011/8044244,
improvements in the reactor in order to
avoid poor mass transfer
Bayer
[1, 33 – 35] Fixed-bed, Adiabatic
Temperature:
250 - 350 ºC
Pressure:
1 to 7 bar
-Cost conversions savings of 25 %
-High purity product
-Maximum outlet temperature is 460
ºC, providing for heat recovery by
generation of high-pressure steam
Borsodchem/
Yantai Wanhua
[1]
Non-isothermic,
water cooled Tubular
reactor connected in
series with an
Adiabatic reactor
Sinopec
[1]
Two-stage fluidized
bed
Temperature:
240 - 300 ºC
-Includes a novel distributor that
avoids the temperature spikes which
would normally lead to by-product and
coke formation
2.2.4 Hydrogenation in Liquid-phase
Hydrogenation in liquid-phase can be done in a slurry reactor or in a trickle-bed
reactor. At CUF-QI, hydrogenation of NB to ANL is realized in liquid-phase using a
slurry reactor. This process, in liquid-phase, is also operated by other companies such as
DuPont, Huntsman and Mitsui.
2.2.4.1 DuPont Process
Information presented in this section is mostly based in some available references
[1, 37, 38].
DuPont has a long history with this type of technology, which has started in 1940
with a batch process. In 1958 the company developed a proprietary aniline catalyst and
then moved to a continuous process. Successive improvements were made to the catalyst
during the 1970s.
The liquid-phase NB hydrogenation can be represented in a simple schematic flow-
sheet as shown in Figure 2.21.

Chapter 2 – State of the Arte
31
Figure 2.21 – DuPont ANL Process via liquid-phase [1].
Today, the DuPont process feeds NB (produced by dehydrating nitration process)
together with hydrogen into a liquid-phase, plug-flow hydrogenation reactor that contains
the Pt-Pd supported catalyst with an iron modifier. The catalyst selectivity and NB
conversion per pass is 100 %. The reaction conditions are optimized to achieve essentially
quantitative yields, and the reactor effluent is free of NB. Excess hydrogen from the
reactor effluent is vented, and the reactor liquid product is sent to a dehydration column to
remove water, followed by a purification column to produce high quality aniline product.
The liquid-phase hydrogenation catalytic system is very simple, efficient, compact
and robust, avoiding the complexity of a catalyst regeneration step, typical of vapour-
phase, fluidized-bed technologies.
DuPont claims that aniline produced from this technology maintains constant
product purity without experiencing a drop-off in product quality as the catalyst ages.
2.4.2.2 Huntsman Process
Information presented in this section is mostly based in some available references
[1, 39].
Nitrobenzene
H2
Vent
Fuel Gas
Reaction Water
Aniline
Reaction Water
Aniline Purification
Hydrogenation
Reactor
Dehydrating
Nitration

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
32
Huntsman inherited ANL production technology with its acquisition of ICI
polyurethanes in 1999. ICI patents disclosed a process for a continuous liquid-phase ANL
production process in which the catalyst is suspended in a 95 wt. % solution of ANL. In
Figure 2.22 is presented the Huntsman scheme process.
Figure 2.22 – Huntsman ANL Process via liquid-phase [1].
NB and hydrogen are introduced into the continuous slurry reactor and the
hydrogenation is carried out at 165 ºC. Process parameters are controlled to ensure that
the liquid-phase concentration of ANL remains > 95 wt %. The hydrogenation reactor
contains an agitator for dispersing the hydrogen gas. Heat from the strong exothermic
reaction is controlled partly by allowing evaporation of water and ANL in the reaction
mixture as well as using cooling coils and jackets. A proportion of the ANL contained in
the condensed effluent is returned to the reaction to ensure steady state conditions are
maintained.

Chapter 2 – State of the Arte
33
2.4.2.3 Mitsui Process
Information presented in this section is mostly based in some available references
[21, 23, 40].
Mitsui is believed to have used a liquid-phase process. In their US Patents
1994/5,283,365 and 1997/5616806, it is claimed a process for the preparation of aniline
by hydrogenating NB in an ANL solvent in the presence of a catalyst. The temperature
used is from 150 to 250 ºC, the reaction occurs substantially in the absence of water, with
aniline and water produced in the reaction being continuously distilled off. NB is
maintained at 0.01 wt % or less in the reaction solution. High purity ANL is produced,
with CHOL, CHONA and CHENO present at 10, 20 and 20 ppm, respectively.
The process is described in the patents referred above and the objective is to prepare
high-purity ANL containing low level of impurities. NB, catalyst suspended in the solvent
(ANL) and hydrogen gas, are continuously fed to a stirred reactor. Afterward, the vapour
exiting the reactor is condensed, and the water is separated from ANL and then removed
from the system. Part of the ANL can be returned to the reactor so that the volume of the
solution in the reactor may be kept at substantially constant level during the reaction.
Using this process, a high purity ANL > 99.9 wt.% can be produced, containing traces of
CHOL (<10 ppm), CHONA (<50 ppm), CHANIL (<20 ppm) and MNB (<5 ppm).
2.4.2.4 Chematur Process
Information presented in this section is mostly based in some available references
[1].
Chematur Engineering is marketed as offering a high product purity, safe handling
of high pressure hydrogen, and improved energy efficiency through improved heat
recovery.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
34
Figure 2.23 – Chematur ANL Process [1].
The process flow sheet shown in Figure 2.23 presents the liquid-phase process of
Chematur. The NB is preheated and fed to a well stirred hydrogenator for conversion into
ANL. Catalyst slurry is also fed to the reactor. Hydrogen is efficiently dispersed in the
liquid and reacts with NB to form ANL and water. The reaction occurs in a single pass of
hydrogen. The mixture ANL/catalyst/water is circulated through a slurry thickener where
the crude ANL is removed as filtrate. The heat of reaction is removed by a closed loop
water cooling system. The heated cooling water flashes at two different pressure levels to
produce steam.
The crude ANL and water is separated in a gravimetric decanter, after being cooled
down in order to allow the separation. The wet crude ANL is transferred to storage for
refining.
2.4.2.5 CUF-QI Process
In 1978, the chemical company owned by CUF-QI started with the production of
ANL through NB hydrogenation, in liquid phase, using the Tolochimie process. Initially,

Chapter 2 – State of the Arte
35
production capacity was 50.000 ton/year. However, since then two major plant revamping
were carried out and nowadays the capacity is 200.000 ton/year.
In Figure 2.24 is presented a simplified scheme of CUF-QI process.
Figure 2.24 – CUF-QI ANL process.
NB, hydrogen, recycled ANL and suspended catalyst are fed to a well stirred
reactor, where NB hydrogenation occurs. After, the reaction mixture is fed to a decanter
with the purpose of separating the catalyst from the reaction products. The decanter top
stream, rich in ANL, is supplied to another unit for the separation between the aqueous
phase (H2O with solubilized ANL) and the organic phase (ANL with solubilized water
and secondary products). The aqueous phase goes to water treatment processes and the
organic phase is then divided in two streams, one goes to an ANL purification unit and
the other stream is recycled to the reactor to act as a solvent.
2.4.2.6 Bechamp Process
Information presented in this section is mostly based in some available references
[1].
This process uses iron metal and iron (II) chloride as reducing agents:
4𝐶6𝐻5𝑁𝑂2 + 4𝐻2𝑂 + 9𝐹𝑒𝐹𝑒𝐶𝑙2,𝐻𝐶𝑙→ 4𝐶6𝐻5𝑁𝐻2 + 3𝐹𝑒3𝑂4..................(2.3)
ANL+Catalyst
MNB
H2
H2O+ANLresidual
H2O+ANLresidual ANLpure
Heavy ends
Reactor
Decanter
Separator
Destillation
Column
Destillation
Column
ANL
Tank
Tank

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
36
Bechamp discovered that nitro compounds could be reduced by iron and acetic acid.
In 1857, Perkin applied this reaction to the manufacture of aniline [1]. Improvements
were made first by substituting hydrochloric by acetic acid. Subsequently, it was
discovered that the ferrous salt of the acid has catalytic activity, so that the reduction
could be effected with less than the theoretical quantity of acid. This process co-produces
iron oxide colored pigment. Bayer still uses this process at its plant in West Virginia, US.
NB and water reactants are charged to an agitated vessel along with iron (II) choride
solution and ground iron filings. Typically, the process is operated batch-wise, with
sequential additions of iron and NB in order to control temperature and pressure build-up.
The vessel is heated to 100 ºC for 2 h after all iron and NB has been added. Total batch
wise is 8 to 10 h.
In Table 2.6 are summarized the most important processes for ANL production in
liquid-phase. Besides the NB hydrogenation vapour and the liquid-phase processes, ANL
can be also produced by Ph amination, as it was said before, in a fixed-bed reactor in the
presence of silica-alumina catalyst at about 370 ºC and 17 bar. Some research was also
done in order to produce ANL from biomass or from coal [1].
Table 2.6 – Summary of ANL liquid-phase processes.
Company Reactor
Type/Process
Experimental
Conditions Observations
DuPont Plug-flow reactor Temperature: 100-300ºC
Pressure: 4.4-21.7bar
-Catalyst inventory is low and a
continuous bleed of catalyst is taken to
metals recovery and reprocessing
Huntsman Slurry reactor Temperature: 165-170ºC
Pressure: < 5bar.
-Steam generated by the exotherm
reaction is sold, recycled and used on
the MNB plant
Mitsui Slurry reactor Temperature: 150-250ºC
Pressure: 1.5 -10bar
-Inhibition of side reactions and the
formation of by products
Chematur Slurry reactor -Steam generation
CUF-QI Slurry reactor Temperature: 80-250ºC
Pressure: 10 – 60 bar
Bayer Agitated vessel Temperature: 100ºC
Batch time:8-10h
-ANL is a byproduct of colored iron
oxide pigment production.
Other companies/researchers published some patents proposing processes for the
production of aromatic amines in liquid-phase, such as Solvay Process Company [42],
Rhodia Chimie [43], Alberts et al. [44], or HRD Corporation [45].

Chapter 2 – State of the Arte
37
2.2.5 Catalysts for Aniline production
The use of catalysts allows not only to increase the rate of chemical transformations
but also to selectively orientate them towards the formation of the desired product(s).
Thus, catalytic processes are more efficient in terms of profitability and also from an
environmental point of view (less by products). Industrial catalysts can be divided in two
groups: bulky catalysts and supported catalysts. The catalysts are composed by active
substances that include catalytic agents, metals and metallic oxides and also promoters,
species which dramatically increase the activity or selectivity of the catalyst.
Hydrogenation catalysts can be of two types: heterogeneous or homogeneous.
Heterogeneous catalysts for this application are usually constituted by metals in their
fundamental state. Their formulation depends on their utilization: those that are used in
fixed-bed reactors and those that are used in slurry or fluidized-bed reactors.
Homogeneous catalysts are very attractive for small-scale and synthetic applications
involving multifunctional starting materials. The metal, the ligand, the solvent and the
reaction conditions are variables that have great influence in the homogeneous catalysis
[28].
For the hydrogenation of nitro groups, the most used metals are palladium, platinum
and nickel, supported or not. In the case of NB hydrogenation there is a wider choice for
metals, including copper, cobalt, palladium, platinum, and nickel, depending on the
compound to be produced. The catalyst selection is very important for maximizing ANL
production but the knowledge of mass transfer problems is also very critical.
The catalytic hydrogenation of nitrobenzene to aniline is a complex chemical
process. A number of competing mass transfer and kinetic rate processes contribute to the
overall observed reaction rate. In Figure 2.25 are shown typical concentration profiles
during NB hydrogenation, which are the result of simultaneous and competing
phenomena: the rate of hydrogen mass transfer from the gas to the liquid phase; the rate
of hydrogen and NB mass transfer from the bulk liquid phase to the outer surface of the
catalyst; the rate of hydrogen and NB mass transfer inside the porous catalyst; and the
adsorption and kinetic rates of the hydrogen and NB on the inner catalytic surface of the
catalyst particle [4]. In addition, desorption and diffusion of the products in the opposite
direction should be also taken into account.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
38
Figure 2.25 – Typical concentration profiles during hydrogenation of NB [4].
For ANL production in vapour-phase at industrial scale, copper and palladium in
combination with other metals (as modifiers/promoters), on activated carbon or on an
oxidic support, have been shown to be effective catalysts leading to high activities and
selectivities. Nevertheless, catalysts need to have adequate attrition resistance [1].
In the case of liquid-phase hydrogenation, palladium and nickel catalysts have great
success. DuPont’s liquid-phase process uses platinum-palladium catalyst on a carbon
support, with iron as a modifier. The modifier provides a good catalyst, with high activity
and protection against hydrogenation of the aromatic ring. For the Huntsman process, one
preferred catalyst is finely divided nickel on diatomaceous earth, known as kieselgur [1].
Mitsui claims the use of a catalyst of palladium or palladium-platinum deposited on a
lipophilic carbon support [40]. At CUF-QI is used a commercial solid catalyst, Ni
supported on SiO2.
In Table 2.7 are summarized the most successful industrial applications, according
to Králik et al. [41].

Chapter 2 – State of the Arte
39
Table 2.7 – Industrial ANL applications [41].
Phase Catalyst Company
Gas Cu – support BASF
Gas Cu – support First Chemicals
Gas Cu – support BC – MCHZ
Gas Pd – alumina Bayer
Gas Cu – Cr2O3 Sumitomo
Gas Ni - support NIOPIK Russia
Liquid Ni - support Tolo Chimie
Liquid Ni - support ICI
Liquid Pd – Pt – Fe Du Pont
Many studies have been made and patents published concerning the best catalyst to
use in this reaction. The first process used for the ANL production was the Bechamp
process and this method had the disadvantage of requiring large quantities of iron and
also the difficulty of separating the aromatic amine from the large amounts of water and
iron sludge formed. Other reducing agents, such as ferrous salts, tin, zinc, soluble
sulfides, sulfur, and carbon monoxide were proposed. The hydrogenation of NB using a
homogeneous catalyst in combination with water-gas shift reaction (WGSR) was also
studied, being the catalyst carbonyl complexes of iron, ruthenium and rhodium, employed
in strongly basic solutions [28]. In vapor-phase processes it was proposed to use catalytic
materials such as nickel, iron, copper, silver, platinum and zeolites.
In 1942, Kise [42] proposed an improved process for the catalytic hydrogenation in
liquid-phase of aromatic nitro compounds, and in which a high activity of the catalyst was
maintained when the process was carried out under conditions such that the finely divided
catalyst body was maintained uniformly in suspension. They suggested that the catalyst
comprised Ni, Co or Cu, supported on a finely divided carrier such as kieselguhr,
asbestos, pumice or other inert material.
Even other catalytic technologies where studied, for instance, Sheng et al. [46] used
Cu/CuxO and Pt nanoparticles supported on multi-walled carbon nanotubes as
electrocatalysts for the reduction of NB. It was verified that Cu/CuxO has a much better
activity than Pt nanoparticles. Moreover, 44 % of conversion was achieved after 52h of
reaction in Cu electrocatalyst being a promising candidate for the development of a fuel
cell that will be able to generate electricity and products from NB hydrogenation.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
40
2.2.5.1 Catalysts for vapor-phase processes
For vapor-phase processes, it was found that under optimum conditions, Cu
catalysts were stable and produced nearly theoretical yields of ANL from MNB. Gharda
and Sliepcevich [47] tested several Cu-based catalysts (CuCrO2, CuCrO2 + CuO
supported in silica-gel and CuO supported on alumina). It was observed that the catalysts
activity increased with temperature; however, the stability decreased and it was verified a
catalyst deactivation due to the presence of dinitrobenzenes. Also Rihani et al. [48] tested
Cu catalysts supported on activated charcoal impregnated with various metallic chlorides,
activated bauxite and Ag-impregnated activated bauxite and Cu, Ni and Cr impregnated
on inert carriers (and mixtures thereof); they concluded that the catalyst consisting of
Cu+Ni+Cr (and mixtures thereof) on an inert carrier give encouraging results. It was also
concluded that Cu-Ni promoted with Cd supported on asbestos presents the best results,
with a conversion of 79 %.
In 1981, Birkenstock et al. [49] experienced multi-component supported catalysts
containing a noble metal and a transition metal. These catalysts were composed by
Pd+V+Pb, Pd+Mo+Pb, Pd+Cr or Pd+V+Zn supported on α-Alumina and the yield of
ANL was always higher than 99.8 %. Some years later, Immel et al. [50] tried palladium
catalysts supported on graphite or petrol coke combined with Ir and Rh. Before reaction,
the catalyst must be activated and the hydrogenation was carried out at 350 - 420 ºC and
normal pressure. The results obtained in terms of ANL yield were higher than 99 % for
all the catalysts.
Narayanan et al. [22] prepared Ni/Al2O3 catalysts with different weight percentages
of Ni and tested the materials in the vapour phase ANL hydrogenation. The reaction
temperature was varied between 200 and 350 ºC. ANL conversion generally increased
with Ni content and the product selectivity was influenced by the degree of conversion. In
2007, Sangeetha et al. [51] studied a Pd catalyst supported on Mg-Al oxide hydrotalcite,
with different loadings of Pd, for MNB hydrogenation at atmospheric pressure and 225 -
300 ºC. It was concluded that the effect of dispersion and particle size of Pd supported on
hydrotalcite is significant in the hydrogenation activity of these catalysts in the
conversion of NB to ANL, and the catalyst with less Pd loading presented higher
selectivity and activity. However, it was detected that the formation of water in the
reaction could be a poison for the catalyst. The effect of the support was also studied,

Chapter 2 – State of the Arte
41
using three types of support: hydrotalcite, MgO and γ-Al2O3. As the temperature was
increased the rate of NB was found to decrease in all the catalysts, probably due to the
coke formation or due to water poisoning. Nevertheless, the product selectivity towards
ANL was around 98 % for all materials. Hydrotalcite-supported Pd catalyst was found to
be more active than MgO and γ-Al2O3-based materials [52].
Amorphous carbon supported Ni catalysts were tested in gas-phase hydrogenation
of NB, at 250 ºC and atmospheric pressure, generating ANL as a sole product.
Hydrogenation activity was found to be insensitive to Ni particle size and exhibited a
proportional increase with increasing surface activity [53]. In 2012, Mohan et al. [54]
studied the advantages of Ni/SBA-15 over Ni/MgO catalyst (experimental conditions:
225 - 300 ºC and atmospheric pressure). Due to the exothermic nature of NB
hydrogenation reaction, it was verified a decline in the activity for both catalysts at higher
temperatures (above 250 ºC). However, the selectivity to ANL remained at 100% on both
catalysts. Ni/SBA-15 yielded high and steady activity unlike Ni/MgO.
More recently, Sudhakar et al. [[55] carried out the catalytic hydrogenation of NB
over different metals (Ru, Ni, Pt, Pd) supported on hydroxyapatite, HAP (as porous solid
possesses both acidic and/or basic sites in its surface). It was verified that among the
various metals supported on HAP, Pd displays good to excellent yields towards ANL
under mild conditions, without the formation of intermediate products unlike Ru, Pt and
Ni. Varkolu [56], in 2015, tested a Ni/TiO2 catalyst and found that high Ni dispersion,
small Ni particles along with strong metal-support interactions leads to NB conversions to
ANL higher than 99%. On the other hand, it was verified a decrease in conversion during
time on stream analysis that was ascribed to the condensation of reaction intermediates on
the catalyst surface, which means that more efforts should be carried out in order to get
efficient catalytic systems for a consistent catalytic performance for longer lifetime.
The choice of the best solvent to be used in the NB hydrogenation is also very
important since its use may play a crucial role in the stabilization of reactive
intermediates and has a decisive influence on chemical reactions. Therefore, supercritical
carbon dioxide (scCO2) has been considered since hydrogen is completely miscible with
it which might enhance hydrogenation reaction rate. The most used catalysts in these
conditions have been transition metals (Pt, Pd, Ru and Rh) supported on carbon (C) and
Al2O3. In 2004, Zhao et al. [57] reported that in their work all the catalysts showed 100 %

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
42
selectivity towards ANL in scCO2 at 20 ºC, without detection of intermediate products.
Moreover, both conversion and selectivity to ANL were higher in scCO2 than in ethanol
and the order of activity was Pt/C > Pd/C > Rh/C, concluding that scCO2 is a suitable
replacement for organic solvent in this reaction, being easy to separate the organic,
aqueous and gas phase. Relatively to the supports, it was found that conversion is higher
in C than in Al2O3. Using a Pd/MCM-41 catalyst, Chatterjee et al. [18] also concluded
that the use of scCO2 as a reaction solvent could have a significant advantage toward the
efficiency of the reaction. In fact, it was demonstrated that it enhances the catalytic
activity substantially by lowering the mass transfer limitations between the solid and gas
phase. Besides, the reaction was free from any intermediate product formation and long-
term catalytic activity was achieved. Several Pd-containing catalysts were tested [19] in
scCO2 and isopropanol media at 90 ºC and it was found that the formation rate of ANL in
the scCO2 medium was 3.5 to 5 times higher than in the other solvent and the selectivity
was between 92 to 95%. Effect of the support on activity was also analyzed and it seems
that it decreases in the presence of scCO2, indicating that accessibility to Pd-centers was
enhanced.
In 2009, Meng et al. [17] decided to study a Ni/γ-Al2O3 catalyst in dense phase CO2
and noted that this multiphase reaction system enables the selective hydrogenation of NB
to ANL under mild conditions. Selectivity to ANL was almost 100 % at any conversion
level ranging from 0 % to 100 % and the reactivity of NB was decreased.
2.2.5.2 Catalysts for liquid-phase processes
In liquid-phase hydrogenation, Turek et al. [58] studied a Ni/Al2O3 catalyst, with a
reaction temperature of 50 - 150 ºC and a pressure of 2 - 20 bar. They concluded that the
catalyst activity decreases with time of operation and the ANL yield depends on the
reaction temperature, decreasing with the increase of the temperature.
In 1995, Peureux et al. [59] selected a Pt/(γ-Al2O3+α-Al2O3) catalytic membrane to
perform the hydrogenation of NB, at 25 - 60 ºC and gas pressures up to 5 bar. The
catalytic membrane appeared to be very stable without showing significant changes in the
catalytic performance; however, its behaviour strongly depended on the mode of feeding
the reactants. A catalyst constituted of polymer anchored Pd(II) complexes was also

Chapter 2 – State of the Arte
43
studied for the reaction, at atmospheric pressure and 30 - 45 ºC, using methanol as
solvent, which was found to be active for the NB hydrogenation [60]. Li et al. [61]
investigated the catalytic performance of Pt supported on carbon nanotubes (1 wt. % and
3 wt. %) under mild conditions, 25 ºC and 1 bar, concluding that these catalysts presented
extraordinary activity for the reaction, even at those experimental conditions. NB was
directly hydrogenated to ANL, reaching a yield of 90 % after 40 min (3 wt. % Pt).
Industrial Ni/SiO2 supported catalyst was studied by Relvas et al. [62] at 50 - 250
ºC and 5 – 50 bar. In all the experiments realized, the selectivity in ANL was higher than
99 %, and it was also observed that the presence of large excess of NB may cause some
kind of inhibition. Nickel nanoparticles stabilized by filamentous carbon were also tested
in the NB hydrogenation, at 150 ºC and 15 bar, and exhibited excellent performance in
the reaction, producing clean ANL (~ 99 % yield) without accumulation of side products
[63].
Pd on carbon are the most widely used hydrogenation catalysts both in research
laboratories of academia and by the chemical industry. Main advantages of using Pd
based catalysts are related with their activity, as Pd is the most active metal for
hydrogenolysis reactions and for the saturation of double bonds in conjugation with an
aromatic ring. At low temperatures Pd is inactive for the hydrogenation of most aromatic
rings but its catalytic behavior can be tuned by adding organic or inorganic modifiers
[64]. Numerous studies have been performed with the purpose of developing the best Pd
catalyst for this reaction. One of the key points is centered in the support, for instance, El-
Hout et al. [65] compared Pd nanoparticles supported on reduced graphene oxide
(Pd/RGO) with a commercial Pd/C and concluded that Pd/RGO presents a greater
catalytic activity because Pd/C has an uneven size distribution of Pd nanoparticles and a
significant amount of Pd agglomeration on the surface of the support. Pd/RGO could be
reused for two times without any lose in the activity.
Pd particles size is extremely important having a direct influence in the catalytic
activity. Over carbon nanofibers, when the size of Pd particles increase from 1.5 nm to 30
nm, catalytic activity decreases by 2.5 orders of magnitude, which might be related with a
substantial increase in the fraction of surface Pd atoms [66]. On the other hand, different
results were achieved for Pd supported on carbon nanofiber coated monoliths, i.e., NB
conversion depended just on the Pd dispersion. In fact, a good linear relationship between

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
44
the catalytic rate and the Pd dispersion was determined, indicating that activity is mainly
controlled by the dispersion but does not depend on the size of active metal or on the
crystalline planes of it [67]. Turáková et al. [68] studied the influence of Pd content on
carbon support in the catalytic activity and concluded that with lower loadings (1 – 4
wt.%), Pd particles are uniformly and separately dispersed on the catalyst surface, only
increasing their surface density. For higher Pd contents (> 4 wt.%), a second layer of Pd
appears on the surface, that causes a decrease in accessibility of previously existing
catalyst centers. This decrease in accessibility of catalytic centers leads to a drop in
reaction rate. According to the authors, for technological praxis, catalysts with higher
metal content than 4 wt. % should not be used.
Other catalysts were studied either for vapour or liquid-phase processes: the
reduction of nitroaromatics to amine with ruthenium catalysts, reducing 80 to 95 % of
mononitroaromatic to the corresponding amine [69]; the NB hydrogenation coupled with
ethylbenzene dehydrogenation using activated carbons [70]; the selective hydrogenation
of nitro aromatics with Pt nanocatalyst under ambient pressure [71]; the catalytic
hydrogenation of NB with date pit active carbons as Pd supports in [72]; the NB
hydrogenation with supported Pt catalysts in supercritical carbon dioxide [73].
2.2.6 Types of reactors
In terms of reactors, it is possible to classify them taking into account the following
characteristics:
- Mode of operation: batch or continuous (or even semi-continuous);
- Phases present: homogeneous or heterogeneous;
- Reactor geometry, flow pattern and manner of contacting the phases:
(i) Stirred tank reactor (slurry)
(ii) Tubular reactor
(iii) Packed bed, fixed and moving bed
(iv) Fluidised bed
Homogeneous gas phase reactors will always be operated continuously; whereas
liquid phase reactors may be batch or continuous (or even semi-continuous). Tubular
(pipe-line) reactors are normally used for homogeneous gas-phase reactions. Both tubular

Chapter 2 – State of the Arte
45
and stirred tank reactors are used for homogeneous liquid-phase reactions. In a
heterogeneous reaction two or more phases exist, and the overriding problem in the
reactor design is to promote mass transfer between the phases.
Most common reactors used in hydrogenation reactions are the slurry reactors and
the fixed-bed reactors. The majority of the hydrogenation processes are performed in
slurry reactors, however productive processes at large scale can also use fixed-bed
reactors. The objective of hydrogenation reactors is to promote the contact between the
hydrogen, the catalyst and the compound to be hydrogenated. This type of equipment can
be very different, from micro-reactors up to huge vessels, designed to work from
atmospheric pressure to hundreds of bars.
For elevated production of intermediates, such as ANL, there are advantages in the
production process being in continuous mode. In this type of processes there is also the
possibility of working in the vapor or in the liquid phase, as described above.
As stated before regarding the hydrogenation processes that are available
industrially, in vapor phase the principal reactor configurations used are the fixed bed and
the fluidized bed, whereas for liquid phase hydrogenation slurry reactors are more often
employed. However, fixed bed has not experienced an extensive industrial-scale
development, because the major difficulty with this configuration lies in the removal of
the heat evolved during the reaction; if this heat removal is not sufficient, it can lead to a
runaway situation, and also to a lowering in the performance of the process and
degradation of the catalyst used.
Research has been done in order to develop more economic processes with overall
energy saving and, if possible, with fewer pollutants, using new types of catalysts and
reactors. In the literature it is possible to observe that this effort is being developed by
many researchers that are trying to adapt the best reactor configuration to the more
efficient process.
In 1995, Peureux et al [59] studied the potentialities of a catalytic membrane reactor
in a gas-liquid-solid reaction. The hydrogenation of NB was chosen as a model reaction
and it was carried out in a catalytic membrane reactor, constituted by Pt/(γ-Al2O3+α-
Al2O3), especially designed for gas-liquid experiments. The tubular catalytic membrane

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
46
divided the reactor in two parts and in both were separately introduced gas or liquid
reactants. Two modes of feeding were explored, as illustrated in Figure 2.26.
Figure 2.26 – The two modes of reactants introduction in a catalytic membrane reactor
[59].
In mode 1 it was verified that an increase of reaction temperature had only a limited
effect on the activity, whatever the pore size of the catalytic membrane, suggesting a
conversion controlled by diffusional limitations. It was also observed that the activity was
proportional to the hydrogen pressure in good agreement with a control by hydrogen
transfer. In mode 2, the effect of the reaction temperature on the activity showed to
clearly depend on the average pore size of the catalytic membrane, being the limitations
attributed to the diffusion of NB in the porous γ-Al2O3 membrane. Contrarily to mode 1,
hydrogen transfer from the gas phase to the catalyst is very efficient.
Authors concluded that this type of reactor presents potential interest for three-
phase reactions because there should be no problem with thermal stability of the
membrane and the catalyst is a part of the reactor, so that its recovery does not need any
separation from the liquid medium, as is the case in conventional slurry reactors. This
specific configuration should also limit the catalyst losses and allow in-situ regenerations.
Amon et al. [75], a few years later, investigated the deactivation by coking of a
noble metal catalyst in the catalytic hydrogenation of NB using a catalytic wall reactor.
The kinetic measurements for highly exothermic reactions, used in this case for
quantitative description of coke formation, should not be performed in fixed-bed reactors
since isothermal conditions cannot be ensured. Differential recycle reactors show

Chapter 2 – State of the Arte
47
isothermal behavior, but they are often very complicated to use. Besides this, the presence
of a large internal surface area and a high free volume allows homogeneous reactions to
proceed, which often interfere with the kinetic measurements at high temperatures.
Catalytic wall reactor (CWR) combines the advantages of both the plug flow and recycle
reactor. In the CWR the catalyst is coated on the reactor wall and the heat of reaction can
be removed directly through the wall. The quite simple construction of the CWR enables
one to easily use the renewable reactor tubes. An industrial (1.1 wt. %) Pd-Al2O3 catalyst
was used, being the inner tube wall-coated with the catalyst. The coatings were thermally
and mechanically stable for use in the CWR. The CWR consists of several tubular reactor
segments that are of varying length, as shown in Figure 2.27. The experimental conditions
used were temperature range 275 - 425 ºC and pressure range 0.02 – 0.07 bar.
Figure 2.27 – Catalytic wall reactor configuration [75].
Measurements of the conversion at variable bulk velocities and catalyst thickness
showed no significant change in conversion. The selectivity to ANL was always higher
than 99 % and no by-products except coke on the catalyst could be determined
quantitatively. It was also concluded that hydrogen adsorbs much stronger to palladium
than NB, inhibiting the reaction rate. The coking of catalyst strongly depends on the
temperature and below 325 ºC coke formation is slow.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
48
In the US Patent 2000/6040481 [43] a method for hydrogenating aromatic nitro
compounds is proposed by reacting at least one aromatic nitro compound with hydrogen
in two adiabatically operated fixed-bed reactors arranged in series, wherein a part of the
reaction mixture from the first reactor is recirculated therein while the other part is fed
into the second reactor (Figure 2.28). Thus, it was proposed a tubular reactor with a fixed
bed, injection of the reactants co-currentwise downwards in the reactor, in which the
supply flow comprises some of the recycled reaction mixture coming from the reactor.
However, the reactor dimensions are such that this reactor cannot be considered as
operating adiabatically since 60 to 70% of the heat exchanges take place by means of
losses through the walls of the reactor. Consequently, extrapolation of this process to the
industrial scale would result in having reactors whose height would be considered greater
than their cross-section, so as to conserve a reasonable level of heat exchange through the
walls. However, such reactors would need to use very large amounts of catalyst, which
would detract from one of the advantages of the process with a fixed bed compared with
catalyst suspensions. Another possibility for the industrial-scale exploitation of this type
of process would be to increase the heat exchanges with the recycled reaction flow. In
other words, this would consist in increasing the rate of recycling of the reaction medium
considerably. In this case, the production efficiency of such a process would be much too
low, on account of the large dilution required for the compounds to be nitrated and the
need to convert these compounds completely.
The process according to the invention is easy to carry out and it incurs in lower
capital costs since it is no longer necessary to provide complex systems for separating out
the catalyst once the reaction is complete, nor even to provide stirring systems, with all
the problems of leak tightness inherent therein. The inventors proposed two reactors in
series, where each of the reactors are preferably supplied co-currentwise with hydrogen
and one aromatic nitro compound and/or the recycled or non-recycled reaction mixture,
such that the continuous phase in the reactors is liquid. Such result is obtained by
supplying the reactors from the bottom upwards. In this way, the catalyst bed is immersed
in the reactants and/or reaction mixture.

Chapter 2 – State of the Arte
49
Figure 2.28 – Configuration proposed in US 2000/6040481 [43].
One of the essential characteristics of the invention lies in the fact that some of the
reaction mixture, coming from the first reactor, is recycled into the supply flow of this
reactor, the other part being introduced into the second reactor (ratio flow rate of supply
of first reactor to reaction mixture recycled is between 0.1 % and 10 %). The temperature
at the foot of the first reactor is about 80 to 170 ºC. On leaving the first reactor, the rise in
temperature is less than 120 ºC (difference between the outlet temperature of the reaction
mixture and the inlet temperature of the nitro compounds and/or of the recycled reaction
mixture). The reaction mixture coming from the first reactor is introduced into a gas-
liquid separator. The resulting gaseous fraction is separated into two parts, one of which
is recycled into the supply flow of the first reactor. Prior to the recycling in the first
reactor and introduced into the second reactor, the reaction mixture is cooled in order to
have the desired temperature after mixing with reactants and separated from the gases it
contains.
The reactors in which the process is carried out are preferably cylindrical tubes
fitted with standard means for retaining the fixed bed of catalyst and for distributing the
liquid and gas flows. On account of the high level of recycling, the behavior of the first
reactor is of the stirred type. As regards the second reactor, a piston type (plug flow)
reactor is used. It is advantageous to combine the two reactors since this makes possible
to minimize the overall amount of catalyst and thus the size of the reactors.
Most of the hydrogenation reaction is carried out in the first reactor. A degree of
conversion of greater than or equal to 90 % of hydrogenated aromatic nitro compounds

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
50
relative to the aromatic nitro compounds fed into the recycling loop is achieved. The
second reactor corresponds to a finisher by means of which degrees of conversion of 100
% are achieved.
The hydrogen used is more particularly pure hydrogen. The hydrogen is supplied in
the stoichiometric amount, preferably in excess relative to the aromatic nitro compounds
(5 to 50 % mole). The hydrogen pressure in the reactor ranges between 10 to 50 bar. The
reaction is carried out in the presence of a hydrogenation catalyst which is conventional in
this field.
In 2011, Hunstman company [76] patented a new process for the conversion of NB
into ANL. The main objective was to reduce the amount of byproducts in the reactor
effluent. It was proposed a process that comprises a fixed-bed catalytic reactor, in fact a
trickle-bed reactor, to which is fed a hydrogen gas stream and NB liquid stream (Figure
2.29). The effluent is constituted by ANL and water and one part is recycled to the inflow
of the reactor and the other is sent to a separation unit. The process can be run providing
an industrially acceptable production yield.
Figure 2.29 – Process flow by Huntsman [76].
An excess of hydrogen is used, typically 5 to 30% mole above the stoichiometric
requirement to convert all the NB into ANL. It is believed that the higher hydrogen partial

Chapter 2 – State of the Arte
51
pressure at the inflow side of the reactor causes the hydrogenation reaction to take off
quickly, initiating a high conversion of NB into ANL, whereas the lower partial pressure
at the outflow side of the reactor decreases the formation of by-products.
Through control of the water (or inert solvent), fed carefully at the inflow side of
the reactor, is possible to achieve a selectivity of NB to ANL of 99.8 %, with a
conversion of NB of 99.98 %. There may remain a potential for an incomplete reaction of
the NB, as it passes through the fixed-bed reactor, due to channeling of either gas or
liquid or both. Consequently, the NB concentration exiting the catalyst bed may reach
several thousand ppm. This residual NB can be efficiently removed from the ANL
product by use of an in-line polishing device. This polisher takes the ANL product at 200
– 300 ºC and 30 – 40 barg from the exit of the reactor cooler.
In order to avoid channeling in the main reactor, it is possible to split the bed of the
fixed-bed reactor into several bed sections, where the gas and liquid from each bed are
redistributed. The hydrogen partial pressure may be controlled by controlling the amount
of water recycled (or inert solvent), because those compounds will evaporate during their
passing throughout the reactor, and as such gradually increase their contribution to the
pressure, possibly reducing or influencing the partial pressure of the hydrogen. Another
way to deal with the hydrogen partial pressure may be by adjusting a temperature profile
through the reactor. In the inflow side it should be provided a temperature in the range of
160 – 200 ºC and in the outflow side in the range of 240 – 280 ºC. The temperature
difference over the reactor should be, preferably, between 40 to 100 ºC. Concerning the
pressure, it may be kept substantially constant, at 30 – 40 barg, being the pressure drop
between the inflow and the outflow of 0.2 to 4 barg.
The reactor effluent is typically a liquid product and a gaseous product and can be
cooled/condensed separately. The gas product, which has a higher concentration of light
impurities, and a lower concentration of heavy impurities than the total reactor product,
can become the principal reactor product, used as product for further processing
(purification process). Some part of the liquid phase may be purged to evacuate the
impurities from the process, whereas another part of the liquid phase can be used to
recycle to the inflow of the reactor, being the water added to the reactor inflow that acts
like a solvent.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
52
The fixed-bed reactor is preferably a trickle-bed reactor that is operated
adiabatically and at a constant pressure throughout the reactor. The inflow in the reactor
may be in vertical direction, using preferably a top flow. In order to better control the
hydrogen partial pressure, the reactor may be provided with cooling equipment such as
shell and tube, plate and/or spiral heat exchanger systems. The advantage of the mixture
obtained, according to this patent, is related with the fact that it does not need further
purification of the mixture prior to using it in a process for producing isocyanates.
The authors made several tests, using various H2O/H2 ratios in the inflow of a NB
to ANL trickle-bed reactor. Two different catalyst were tested, the first one, CAT(I), was
as Fe promoted Pd catalyst on a Al2O3. The second, CAT(II), was a Pd/Al2O3
commercially available from Johnson Matthey. The test conditions are presented in Table
2.7.
Table 2.8 – Experimental conditions used in the several tests of the Hunstman patent [76].
Test 1 2 3 4 5 6
Catalyst CAT(I) CAT(I) CAT(I) CAT(I) CAT(II) CAT(II)
H2 (mol/h) 0.277 0.277 0.277 0.277 0.277 0.277
MNB (mol/h) 0.072 0.072 0.072 0.072 0.072 0.072
ANL (mol/h) 0.582 0.582 0.582 0.582 0.582 0.582
H2O (mol/h) 1.667 0.833 0.417 0 1.667 0
H2O/ H2 molar 6 3 1.5 0 6 0
Set-point Temp. (ºC) 250 250 250 250 250 250
Pressure (barg) 20 20 20 20 20 20
Mass of Catalyst (g) 4 4 4 4 4 4
The amount of over-reduced species in the reactor effluent, such as Benzene, CHA,
CHOL, CHONA, DICHA, CHENO and CHANIL is presented in Table 2.9.

Chapter 2 – State of the Arte
53
Table 2.9 – Experimental results of the tests described in Table 2.7 [76].
Test 1 2 3 4 5 6
H2O/ H2 molar 6 3 1.5 0 6 0
Benzene (ppm) 80 86 79 98 68 40
CHA (ppm) 22 149 235 1515 0 546
CHOL (ppm) 58 123 253 1018 40 46
CHONA (ppm) 952 2289 2968 3818 610 2772
DICHA (ppm) 0 0 0 249 0 0
CHANIL (ppm) 101 436 1256 2428 0 761
CHENO (ppm) 75 713 1800 11039 19 4583
DPA (ppm) 135 316 484 704 124 441
Total (ppm) 1423 4112 7075 20869 861 9189
It is clear that when decreasing the molar ratio of water over hydrogen an increase
of over-reduced species (CHA, CHOL, CHONA, CHANIL and CHENO) is found.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
54
References
[1] CUF-QI Internal Report not published, May 2012.
[2] Sonnenschein, M., Polyurethanes: Science, Technology, Markets and Trends, John
Wiley & Sons, Inc, 2014
[3] CUF Corporate Presentation, June 2013.
[4] Machado, M., Fundamentals of Mass Transfer and Kinetics for the Hydrogenation of
Nitrobenzene to Aniline, Air products and Chemicals, No 1, 2007, 1-14.
[5] Nexant, PERP 02/03-2 Nitrobenzene/Aniline, Nexant CHEM SYSTEMS, 2003.
[6] Wegener, G., Brandt, M., Duda, L., Hofmann, J., Klesczewski, B., Koch, D., Kumpf,
R., Orzesek, H., Pirkl, H., Six, C., Steinlein, C., Weisbeck, M., Trends in industrial
catalysis in the polyurethane industry, Applied Catalysis A: General 221 (2001) 303-335.
[7] Gelder, E., Jackson, S. and Lok, C., The hydrogenation of nitrobenzene to aniline: a
new mechanism, Chemical Communication (2005) 522-524.
[8] Gelder, E., Jackson, S. and Lok, C., A study of nitrobenzene hydrogenation over
palladium/carbon catalysts, Catalysis Letter 84 (2002) 205-208.
[9] Haber, F., On the stepwise reduction of nitrobenzene with limited cathode potencial,
Z. Elektrochem., 4 (1898) 506-514.
[10] Burge, H., Collins, D., Burtron H. Davis, Intermediates in the Raney Nickel
Catalyzed Hydrogenation of Nitrobenzene to Aniline, Industrial & Engineering Chemistry
Product Research and Development 19 (1980) 389-391.
[11] Höller, V., Wegricht, D., Yuranov, I., Kiwi-Minsker and, L., Renken, A., Three-
phase nitrobenzene hydrogenation over supported glass fiber catalysts: kinetics study,
Chemical Engineering & Technology 23 (2000) 251-255.
[12] Figueras, F., Coq, B., Hydrogenation and hydrogenolysis of nitro-, nitroso-, azo-,
azoxy- and other nitrogen-containing compounds on palladium, Journal of Molecular
Catalysis A: Chemical 173 (2001) 223-230.
[13] Wisniak, J., Klein, M., Reduction of Nitrobenzene to Aniline, Industrial &
Engineering Chemistry Product Research and Development 23 (1984) 44-50.
[14] Makaryan, I.A., Savchenko, V.I., n-Arylhydroxylamines transformation in the
presence of heterogeneous catalysts, 10th International Congress on Catalysis, 19-24 July,
1992, Budapest, Hungary.
[15] Corma, A., Concepción, P., Serna, P., A different reaction pathway for the reduction
of Aromatic Nitro compounds on gold catalysts, Angewandte Chemie 119 (2007) 7404-
7407.

Chapter 2 – State of the Arte
55
[16] Makosh, M., Sá, J., Kartusch, C., Richner, G., van Bokhoven, J., Hungerbühler, K.,
Hydrogenation of nitrobenzene over Au/MeOx catalysts – a matter of the support, Chem
Cat Chem 4 (2012) 59-63.
[17] Meng. X., Cheng, H., Akiyama, Y., Hao, Y., Qiao, W., Yu, Y., Zhao, F., Fujita, S.,
Arai, M., Selective hydrogenation of nitrobenzene to aniline in dense phase carbon
dioxide over Ni/γ-Al2O3: Significance of molecular interactions, Jornal of Catalysis 264
(2009) 1-10.
[18] Chatterjee, M., Chatterjee, A., Kawanami, H., Ishizaka, T., Suzuki, T., Suzuki, A.,
Rapid hydrogenation of aromatic nitro compounds in supercritical carbon dioxide:
Mechanistic implications via experimental and theoretical investigations, Advanced
Synthesis & Catalysis 354 (2012) 2009-2018.
[19] Rakitin, M., Doluda, V., Tereshchenkov, A., Demidenko, G., Lakina, N., Matveeva,
V., Sul’man, M., Sul’man, E., Investigating the catalytic hydrogenation of nitrobenzene
in supercritical carbon dioxide using Pd-containing catalysts, Catalysis in Industry 7
(2014) 1-5.
[20] Turáková, M., Salmi, T., Eränen, K., Wärna, J., Murzin, D., Králik, M., Liquid phase
hydrogenation of nitrobenzene, Applied Catalysis A: General 499 (2015) 66-76.
[21] Nagata, T., Watanabe, K., Kono, Y., Tamaki, A., Kobayashi, T., Process for
preparing high-purity aniline, US Patent 5283365, 1994.
[22] Narayanan, S., Unnikrishnan, R., Vishwanathan, V., Nickel-Alumina prepared by
constant and varying pH method: Evaluation by hydrogen-oxygen chemisorption and
aniline hydrogenation, Applied Catalysis A: General 129 (1995) 9-19.
[23] Narayanan, S., Unnikrishnan, R., Comparison of hydrogen adsorption and aniline
hydrogenation over co-precipitated Co/Al2O3 and Ni/Al2O3 catalysts, Journal of the
Chemical Society, Faraday Transactions 93 (1997) 2009-2013.
[24] Relvas, J., Optimization of the hydrogenation reaction of Nitrobenzene to aniline in a
3-phase hydrogenation reactor, Dissertation presented for the Doctor of Philosophy
degree in Chemical Engineering, 2008.
[25] Králik, M., Turáková, M., Macák, I., Wenchich, S., Catalytic Hydrogenation of
Aromatic Compounds in the liquid phase, Journal of Chemistry and Chemical
Engineering 6 (2012) 1074-1082.
[26] Rubio-Marqués, P., Leyva-Pérez, A., Corma, A. A bifunctional palladium/acid solid
catalyst performs the direct synthesis of cyclohexylanilines and dicyclohexylamines from
nitrobenzenes, Chemical Communications 49 (2013) 8160-8162.
[27] Sousa, J., Intensification of Aniline production: kinetic study of Nitrobenzene
hydrogenation, Dissertation presented for the Doctor of Philosophy degree in Refining,
Petrochemical and Chemical Engineering, 2015.
[28] Downing, R., Kunkeler, P., van Bekkum, H., Catalytic syntheses of aromatic amines,
Catalysis Today 37 (1997) 121-136.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
56
[29] Sperber, H., Poehler, G., Pistor, H., Wegerich, A., Production of Aniline, US Patent
3136818, 1964.
[30] Langer, R., Buysch, H., Pentling, U., Wagner, P., Process for the production of
aromatic amines, US Patent 5877350, 1999.
[31] Seidemann, L., Koenigsmann, L., Schneider, C., Schwab, E., Stuetzer, D., Liekens,
C., Process for preparing aromatic amines in fluidized-bed reactor, US Patent 8044244,
2011.
[32] Koenigsmann, L., Schwab, E., Hesse, M., Schneider, C., Heidemann, T., Liekens, C.,
Bickelhaupt, T., Theis, D. Method for producing aromatic amines, US Patent 0065431,
2012.
[33] Langer, R., Buysch, H., Wagner, P., Pentling, U., Process for producing aromatic
amines, US Patent 5808157, 1998.
[34] Dugal, M., Gehlen, F., Wershofen, S., Lago, A., Lehner, P., Backer, W., Marotz, B.,
Brinkschulte, H., Process for preparing aniline, US Patent 0238901, 2007.
[35] Sommer, K., Wilke, K., Lehner, P., Gehlen, F., Mleczko, L., Schubert, S.,
Bellinghausen, R., Hoffmann, E., Process for the preparation of aromatic amines, US
Patent 0280271, 2010.
[36] Chemopetrol, Process for the production of aniline and apparatus therefor, Patent
1452466, 1976.
[37] Gonzalez, R., Hydrogenation of aromatic nitro compounds, US Patent 3499034,
1970.
[38] Lawrence, F. Process for preparing aniline, US Patent 4415754, 1983.
[39] Coke, E. Thurlow, H., Catalytic hydrogenation of nitro aromatic compounds to
produce the corresponding amino compounds, US Patent 3270057, 1966.
[40] Nagata, T., Watanabe, K., Kono, Y., Tamaki, A., Kobayashi, T., Process for
preparing high-purity aniline, US Patent 5616806, 1997.
[41] Králik, M., Turáková, M., Macák, I., Lehocký, Aniline – Catalysis and Chemical
Engineering, In Proceedings of the 41st International Conference of Slovak Society of
Chemical Engineering, Tatranské Matliare, Slovakia, 723-733, 2014.
[42] Kise, M., Production of aromatic amines, US Patent 2292879, 1942.
[43] Chambost, B., Marion, P., Mathieu, C., Method for hydrogenating aromatic nitro
compounds, US Patent 6040481, 2000.
[44] Alberts, P., Auer, E., Gross, M., Krauter, J., Packruhn, U., Catalyst for the
hydrogenation of aromatic nitro compounds, US Patent 0077504, 2002.
[45] Hassan, A., Bagherzadeh, E., Anthony, R., Borsinger, G., Hassan, A., System and
process for production of aniline and toluenediamine, US Patent 8153076, 2012.

Chapter 2 – State of the Arte
57
[46] Sheng. X., Wouters, B., Breugelmans, T., Hubin, A., Vankelecom, I., Pescarmona,
P., Cu/CuxO and Pt nanoparticles supported on multi-walled carbon nanotubes as
electrocatalysts for the reduction of nitrobenzene, Applied Catalysis B: Environmental
147 (2014) 330-339.
[47] Gharda, K., Sliepcevich, C., Hydrogenating Nitrobenzene to Aniline, Industrial &
Engineering Chemistry 52 (1960) 417-420.
[48] Rihani, D., Narayanan, T., Doraiswamy, L., Kinetics of catalytic vapor-phase
hydrogenation of nitrobenzene to aniline, Industrial & Engineering Chemistry Product
Research and Development 4 (1965) 403-410.
[49] Birkenstock, U., Lachmann, B., Metten, J., Schmidt, H., Process for the catalytic
hydrogenation of nitrobenzene, US Patent 4265834, 1981.
[50] Immel, O., Waldmann, H., Braden, R., Fröhlich, C., Friedhofen, G., Niemeier, W.,
Catalyst for the preparation of aniline, US Patent 5304525, 1994.
[51] Sangeetha, P., Seetharamulu, P., Shanthi, K., Narayanan, S., Rama Rao, K.S Studies
on Mg-Al oxide hydrotalcite supported Pd catalysts for vapor-phase hydrogenation of
nitrobenzene, Journal of Molecular Catalysis A: Chemical 273 (2007) 244-249.
[52] Sangeetha, P., Shanthi, K., Rama Rao, K.S., Viswanathan, B., Selvam, P.,
Hydrogenation of nitrobenzene over palladium-supported catalysts - Effect of support,
Applied Catalysis A: General 353 (2009) 160-165.
[53] Nieto-Márquez, A., Gil, S., Romero, A., Valverde, J., Gómez-Quero, S., Keane, M.,
Gas phase hydrogenation of nitrobenzene over acid treated structure and amorphous
carbon supported Ni catalysts, Applied Catalysis A: General 363 (2009) 188-198.
[54] Mohan, V., Pramod, C.V., Suresh, M., Hari Prasad Reddy, K., David Raju, B., Rama
Rao, K.S., Advantage of Ni/SBA-15 catalyst over Ni/MgO catalyst in terms of catalyst
stability due to release of water during nitrobenzene hydrogenation to aniline, Catalysis
Communication 18 (2012) 89-92.
[55] Sudhakar, M., Kantam, L., Kishore, R., Kumar, S., Venugopal, A., Vapour phase
hydrogenation over metal (Ru, Ni, Pt, Pd supported on Ca5(PO4)3(OH) catalysts, Indian
Journal of Chemistry 53A (2014) 550-552.
[56] Varkolu, M., Velpula, V., Pochamoni, R., Muppala, A., Burri, D., Kamaraju, S.,
Nitrobenzene hydrogenation over Ni/TiO2 catalyst in vapour phase at atmospheric
pressure: the influence of preparation method, Applied Petrochemical Research (2015) 1-
9.
[57] Zhao, F., Zhang, R., Chatterjee, M., Ikushima, Y., Arai, M., Hydrogenation of
nitrobenzene with transition metal catalysts in supercritical carbon dioxide, Advanced
Synthesis & Catalysis 346 (2004) 661-668.
[58] Turek, F., Geike, R., Lange, R., Liquid-phase Hydrogenation of Nitrobenzene in a
Slurry reactor, Chemical Engineering and Processing: Process Intensification 20 (1986)
213-219.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
58
[59] Peureux, J., Torres, M., Mozzanega, H., Giroir-Fendler, A., Dalmon, J-A.,
Nitrobenzene liquid-phase hydrogenation in a membrane reactor, Catalysis Today 25
(1995) 409-415.
[60] Patel, D., Ram, R., Hydrogenation of nitrobenzene using polymer anchored Pd(II)
complexes as catalyst, Journal of Molecular Catalysis A: Chemical 130 (1998) 57-64.
[61] Li, C., Yu, Z., Yao, K., Ji, S., Liang, J., Nitrobenzene hydrogenation with carbon
nanotube-supported platinum catalyst under mild conditions, Journal of Molecular
Catalysis A: Chemical 226 (2005) 101-105.
[62] Relvas, J., Andrade, R., Gama Freire, F., Lemos, F., Araújo, P., Pinho, M., Pedro
Nunes, C. Ramôa Ribeiro, F., Liquid phase hydrogenation of nitrobenzene over an
industrial Ni/SiO2 supported catalyst, Catalysis Today 133-135 (2008) 828-835.
[63] Mahata, N., Cunha, A.F., Órfão, J.J.M. Figueiredo, J.L., Hydrogenation of
nitrobenzene over nickel nanoparticles stabilized by filamentous carbon, Applied
Catalysis A: General 351 (2008) 204-209.
[64] Blaser, H., Indolese, A., Schnyder, A., Steiner, H., Studer, M., Supported palladium
catalysts for fine chemicals synthesis, Journal of Molecular Catalysis A: Chemical 173
(2001) 3-18.
[65] El-Hout, S., El-Sheikh, S., Hassan, H., Harraz, F., Ibrahim, I., A green chemical
route for synthesis of graphene supported palladium nanoparticles: A highly active and
recyclable catalyst for reduction of nitrobenzene, Applied Catalysis A: General 503
(2015) 176-185.
[66] Eremenko, N., Podyacheva, O., Ismagilov, Z., Obraztsova, I., Eremenko, A., Kibis,
L., Svintsitskiy, D., Highly dispersed palladium on carbon nanofibers for hydrogenation
of nitrocompounds to amines, Euroasian Chemico-Technologicaç Journal 17 (2015) 101-
103.
[67] Du, B., Su, H., Wang, S., Palladium supported on carbon nanofiber coated moniliths
for three-phase nitrobenzene hydrogenation: Influence of reduction temperature and
oxidation pre-treatment, Journal of Industrial and Engineering Chemistry 21 (2015) 997-
1004.
[68] Turáková, M., Králik, M., Lehocký, P., Pikna, L., Smrcová, M., Remeteiová, D.,
Hudák, A., Influence of preparation method and palladium content on Pd/C catalysts
activity in the liquid phase hydrogenation of nitrobenzene to aniline, Applied Catalysis A:
General 476 (2014) 103-112.
[69] Knifton, J., Suggitt, R., Homogeneous ruthenium catalysts useful in the selective
reduction of nitroaromatics to amines, US Patent 3906045, 1975
[70] Malaika, A., Rechnia, P., Krzyżyńska, B., Kozłowski, M., The influence of texture of
activated carbons on their catalytic activity in the process of ethylbenzene
dehydrogenation coupled with nitrobenzene hydrogenation, Microporous and
Mesopouros Materials 163 (2012) 300-306.

Chapter 2 – State of the Arte
59
[71] Xu, K., Zhang, Y., Chen, X., Huang, L., Zhang, R., and Huang, J., Convenient and
selective hydrogenation of nitro aromatics with a platinum nanocatalyst under ambient
pressure, Advanced Synthesis & Catalysis 353 (2011) 1260-1264.
[72] Bouchenafa-Saïb, N., Grange, P., Verhasselt, P., Addoun, F., Dubois, V., Effect of
oxidant treatment of date pit active carbons used as Pd supports in catalytic
hydrogenation on nitrobenzene, Applied Catalysis A: General 286 (2005) 167-174.
[73] Zhao, F., Ikushima, Y., Arai, M., Hydrogenation of nitrobenzene with supported
platinum catalysts in supercritical carbon dioxide: effects of pressure, solvent and metal
particle size, Journal of Catalysis 224 (2004) 479-483.
[74] Sinnott, R., Coulson & Richardson’s Chemical Engineering, Volume 6, Third
edition. Burlington: Butterworth-Heinemann, 1999.
[75] Amon, B., Redlingshöfer, H., Klemm, E., Dieterich, E., Emig, G., Kinetic
investigations of the deactivation by coking of a noble metal catalyst in the catalytic
hydrogenation of nitrobenzene using a catalytic wall reactor, Chemical Engineering and
Processing: Process Intensification 38 (1999) 395-404.
[76] Mitchell, C., Stewart, D., Process fot the production of aromatic nitro compounds
into amines, WO Patent 113491, 2011.


Part II
Preliminary catalytic tests in a Continuous
Stirred-Tank Reactor (CSTR)


*Adapted from: Clara Sá Couto, Luís M. Madeira, Clemente Pedro Nunes, Paulo Araújo, Hydrogenation of
Nitrobenzene over Pd/Al2O3 Catalyst – Mechanism and Effect of the Main Operating Conditions,
Chemical Engineering & Technology, vol. 38, No. 9, 2015, 1625-1636 (DOI:
http://dx.doi.org/10.1002/ceat.201400468). 63
Chapter 3 - Hydrogenation of Nitrobenzene over a
Pd/Al2O3 Catalyst – Mechanism and Effect of the
Main Operating Conditions*.
Abstract
The catalytic hydrogenation of nitrobenzene (NB) was studied in a three-phase
basket reactor and the catalyst used was a commercial 1 wt.% Pd/Al2O3 sample. The
kinetic experiments allowed a better understanding of the mechanism behind aniline
(ANL) and by-products formation, a topic not yet well understood. The effect of some
operating conditions was studied and it was found that there are more by-products than
those referred in the literature; specifically, benzene formation was verified. It was also
found that both the reaction kinetics and selectivity are strongly dependent on the
temperature, while the effect of total pressure is not that pronounced. Moreover, the high
selectivity of the catalyst used in the present work was put in evidence, and as such the
deep hydrogenation of ANL to form by-products only occurs in considerable extension
when NB concentration in the reaction mixture becomes negligible.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
64
3.1 Introduction
The catalytic hydrogenation of nitrobenzene (NB) is an important industrial
reaction used in the commercial production of aniline (ANL) that is in turn a major
intermediate in the polyurethane industry. ANL is mainly consumed in the production of
methylene diphenyldiisocyante (MDI) [1].
ANL production can be carried out in gaseous or in liquid phase [2]. For the vapor
phase reaction, fluidized and fixed-bed reactors are used, typically at temperatures of 200
to 400 ºC and pressures in the range of 1-10 bar, whereas for liquid phase the common
reactor used is the slurry one operating in the temperature range of 100-300 ºC and at
pressures between 1.5 and 22 bar [3-8]. The choice of the catalyst to be used will depend
on the type of reactor and also on the possibility of being poisoned by nitro-compounds.
For instance, it was detected that in the case of Ni-based catalysts the presence of large
excess of NB may cause some kind of inhibition, since NB will be adsorbed preferentially
on the most active sites, remaining only a few sites available to promote the
hydrogenation reaction [2].
At industrial scale, for the reaction in liquid phase the main catalysts reported are
based on noble metals (Pd, Pt, Ru) [5-6]. Nevertheless, many studies have already been
made, in order to obtain the best catalyst to use in this reaction (Table 3.1).
Table 3.1– Main catalysts studied for NB hydrogenation.
Process type Catalyst type Ref
Vapour phase
Cu-based catalysts [9]
Ni-based catalysts [10-11]
Pd-based catalysts [12-13]
Liquid phase
Ni-based catalysts [2]
Pt-based catalysts [14-15]
Pd-based catalysts [6], [15-19]
Although there is a large volume of literature available describing this reaction,
there is not much information about the reaction mechanism. This mechanism is complex
and can be divided in two main steps: the first one is the formation of ANL and the
second one is the production of secondary products from the deep hydrogenation of ANL.

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
65
The first step was explained by the mechanism for ANL formation through NB
hydrogenation that was first proposed by Haber, in 1898 [20]. However, this mechanism
does not fully explain all the experimental results. Consequently, more studies were done,
and another mechanism was proposed by Wisniak and Klein [21] that is slightly more
complicated than the Haber’s one. Some years later, Gelder et al. [22] suggested that the
number of steps involved in ANL formation was higher and substantially different from
those previously reported.
There is more information available for the mechanism of ANL production than for
the formation of secondary products (second step), for which the lack of information is
higher. Nagata et al. [23] proposed a mechanism to explain the formation of some of
these compounds (Figure 3.1a)). However, this mechanism does not include the formation
of cyclohexanol (CHOL) and dicyclohexylamine (DICHA) that are observed in
experimental tests carried out by several authors and also in those performed in the
present work.
In 1995, Narayanan et al. [10] identified the following reaction products:
cyclohexane (CH), cyclohexylamine (CHA), DICHA and N-phenylcyclohexylamine
(NPCHA). They observed that in the case of supported nickel catalysts, depending upon
the conditions of the experiment and catalyst metal content, products such as CHA and
DICHA are formed. In a latter article, Narayanan and Unnikrishnan [24] compared the
catalytic properties of Co/Al2O3 and Ni/Al2O3 materials. It was concluded that by
increasing the contact time of ANL, the conversion increased and CHA and NPCHA were
the two major products. CHA formation was slightly favored at low contact time and
NPCHA was formed in roughly similar amounts at all contact times. However, at high
contact times DICHA (DCHA in their notation) and CH were also formed. Based on
these results they proposed the mechanism for the formation of secondary products shown
in Figure 3.1b).
In 2008, Relvas [25], using a Ni catalyst, proposed another mechanism, based on
the Nagata one. For this proposal, several laboratorial tests were made, in which
operating condition effects were studied. DICHA and CHOL (through cyclohexanone –
CHONA – hydrogenation) were included in the proposed mechanism (Figure 3.2)), since
they were detected in the experimental tests, as well as N-cyclohexylaniline (CHANIL)
and cyclohexyldeneaniline (CHENO). Nevertheless, as recognized by Relvas [25], this

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
66
mechanism does not fully explain the formation of all secondary products in NB
hydrogenation. So, further work in this topic is still required.
a)
b)
Figure 3.1 – Reaction network for the formation of ANL and secondary products as proposed by
a) Nagata et al. [23]; b) Narayanan and Unnikrishnan [24].
NO2 NH2
H2
[ 1 ]
NH2 NH2NH2
NHNH2
NNH
O
H2
[ 2 ]
CHA
NH2
H2
[ 3 ]
[ 4 ]
N-phenylcyclohexylamine
[ 7 ] H2
CHANIL
- NH3
+ H2O
H2
[ 8 ]
[ 5 ]
CHONA
NH2
[ 6 ]
CHENO
NB ANLIMINE
NH2NH2
Co / Al2O3
Ni / Al2O3
+ H2
CHA
NH
CHANIL
+ NH3
- NH3
DICHA
+ CHA
+ H2
NH
ANL
ANL
CH

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
67
Figure 3.2 –Relvas [25] (*very reactive and unstable compounds).
Summarizing, the information available in the literature about the overall reaction
mechanism involved in the NB hydrogenation is not sufficient. It is important to refer that
the knowledge and understanding of this mechanism has implications for both catalyst
and reactor design. Consequently, the present study has the objective of trying to
determine all the compounds obtained from this reaction, and also the overall mechanism
that may explain both ANL and secondary products formation during the NB
hydrogenation. The experiments were performed using a Pd-based catalyst and under
different experimental conditions.
3.2 Material and Methods
Hydrogenation of NB, in liquid phase, was carried out in a 1L-capacity Parr batch
reactor provided with an air-impelled stirrer to promote appropriate mixing and gas
distribution during the experiments. The stirrer was equipped with a basket, where the
catalyst was placed. The catalyst used was a commercial 1 wt.% Pd/Al2O3 material in
spherical form with a diameter of 2-4 mm (catalyst I.1).
A known amount of Pd/Al2O3 catalyst was loaded into the reactor. The material was
pre-treated in situ, as described in the Appendix A. NB was charged in a vessel that is
Cat
+H2,-H20
Cat
H2
+ANL
-NH3
Cat
H2
+H2 -NH3
+H2
+H2
-NH3, -H2O
+ANL -H2O
+H2
+H2 CHONA
CHENO
CHOL
DICHA
CHANIL
CHAANL
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
N
O
OH
NO2 NH2
NH2
NHNH2
NH
NH
NB
*

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
68
connected to the reactor and subsequently was pushed into the reactor by using a high-
pressure hydrogen stream (cf. Figure A.1 in the Appendix A). The procedures used in the
catalytic studies and in the analyses along reaction time were the same as described by
Relvas et al. [2] and are summarized in the Appendix A. The reference values for
temperature, pressure and nitrobenzene concentration during the parametric study are T =
150 ºC, P = 14 barg and Cref = 10 wt. % NB (100 000 ppm), respectively. The
experiments performed and the conditions used are given in Table 3.2. Test B12 was
performed only with ANL, in order to study the formation of secondary products. The
catalyst to liquid volume ratio was in all cases 80.0 g L-1.
Table 3.2 - Initial conditions of the experiments performed.
Test Experimental conditions
B1 150 ºC, 14 barg, 10 wt. % NB
B2 150 ºC, 20 barg, 10 wt. % NB
B3 150 ºC, 30 barg, 10 wt. % NB
B4 150 ºC, 14 barg, 10 wt. % NB
B5 240 ºC, 14 barg, 10 wt. % NB
B6 150 ºC, 14 barg, 10 wt. % NB
B7 150 ºC, 14 barg, 30 wt. % NB
B8 150 ºC, 14 barg, 10 wt. % NB
B9 180 ºC, 14 barg, 10 wt.% NB
B10 210 ºC, 14 barg, 10 wt. % NB
B11 150 ºC, 14 barg, 3 wt. % NB
B12 150 ºC, 14 barg
The concentration of all the compounds is presented as a relative dimensionless
value that was calculated as follows:
𝐶𝑖 = 𝐶𝑖,𝑡 (𝑝𝑝𝑚)
𝐶𝑟𝑒𝑓 (𝑝𝑝𝑚) (3.1)
where Ci is the dimensionless concentration of component i, Ci,t is the concentration of
component i at time t and Cref stands for the NB reference concentration.

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
69
3.3 Results and Discussion
As mentioned above, the aim of this work was to better understand the mechanism
for the formation of aniline and secondary products in the reaction of nitrobenzene
hydrogenation. Thus, experiments were done in batch mode, where the influence of NB
initial concentration, temperature and pressure were studied in detail. The liquid phase
analysis confirmed the presence of the following products: NB, ANL, CHA, CHOL,
CHONA, CHANIL, DICHA, CHENO and Bz – cf. Nomenclature section. Relatively to
the carbon mass balance, all the compounds identified allowed to close the balance within
the analytical uncertainty (± 6 %).
Some tests were performed in the same operating conditions (10 wt. % NB, 14 barg
and 150 ºC) that allowed the confirmation of the reproducibility of the experiments (data
not shown). It was also concluded that the catalyst is stable during the runs made and
within the conditions studied.
The comparison between tests B4 and B12 as indicated in Figure A.2 of Appendix
A, clearly confirms that the formation of secondary products, i.e. sum of all species other
than ANL, only begins to occur in a considerable extension after the significant decrease
of NB concentration in the reaction mixture, ca. 90-100 min, although both NB and ANL
were initially loaded into the reactor (run B4). On the other hand, if there is initially only
ANL (run B12) in the reactor, the formation of secondary products starts from the
beginning of the reaction. So, when the NB is also present in the reactor, this formation
will be delayed and only happens when NB concentration becomes very small, which
means that this catalyst is very selective for the NB hydrogenation.
3.3.1 Influence of initial nitrobenzene concentration
Tests B4 (10 wt. % NB), B7 (30 wt. % NB) and B11 (3 wt. % NB) were realized at
the same operating conditions, 150 ºC and 14 barg, and only the NB concentration was
varied (cf. Table 3.2 and Figure 3.3 to Figure 3.5). Comparing the three tests, it is
observed specially in the case of CHONA (Figure 3.3d)), that in the beginning of the
reaction the concentration is higher when the NB concentration is 30 wt. %, unlike what

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
70
is observed for the other compounds where the concentration is very similar even for high
NB concentration values.
a)
b)
c)
d)
e)
f)
Figure 3.3– Influence of initial nitrobenzene concentration in the secondary products formation
(Bz, CHA, CHOL, CHONA, NB and DICHA) vs. time, runs B4, B7 and B11.
0 50 100 150 200 250 300 350
0.0
6.0x10-5
1.2x10-4
1.8x10-4
Ci /
C re
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
Bz
0 50 100 150 200 250 300 350
0.0
1.0x10-3
2.0x10-3
3.0x10-3
4.0x10-3
Ci /
Cre
ftime (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHA
0 50 100 150 200 250 300 350
0.0
5.0x10-4
1.0x10-3
1.5x10-3
2.0x10-3
2.5x10-3
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHOL
0 50 100 150 200 250 300 350
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
1.5x10-2
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHONA
0 50 100 150 200 250 300 3500.0
0.5
1.0
1.5
2.0
2.5
3.0
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
NB
0 50 100 150 200 250 300 350
0.0
4.0x10-4
8.0x10-4
1.2x10-3
1.6x10-3
2.0x10-3
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
DICHA

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
71
a)
b)
Figure 3.4– Influence of initial nitrobenzene concentration in the secondary products formation
(CHENO and CHANIL) vs. time, runs B4, B7 and B11.
According to the mechanism shown in Figure 3.2, CHA, CHANIL and DICHA, are
formed from ANL hydrogenation, which was also observed by Nagata et al. [23]
(although they did not identify the formation of DICHA). The results obtained are thus in
agreement with Relvas’s mechanism; for short reaction times, their concentration is small
but when the NB concentration starts to decrease along each experiment, which means an
increase of ANL concentration and high NB conversion (see also Figure 3.2), their
concentration also increases; this is particularly noticeable for CHA and CHANIL, as
shown in Figure 3.3 and 3.4, because DICHA is a final hydrogenation product. CHENO
shows a similar trend, but its formation is anticipated by another route – cf. Figure 3.2.
As indicated in Figure 3.5a), in the beginning of the reaction the ANL concentration
decreases due to the entrance of NB in the reactor. Then, NB starts to convert mainly into
ANL and consequently its concentration increases steadily, being the hydrogenation of
NB the preferential reaction (thus putting into evidence the selectivity of the catalyst used
in this reaction). In fact, ANL hydrogenation is verified mostly when NB concentration
inside the reactor is quite small. Although this is not very clear in these tests, because the
runs were stopped before the hydrogenation of ANL becomes the preferential reaction, in
other tests a subsequent decrease of ANL concentration is clearly seen (e.g. Figure 3.11e)
at higher temperatures).
0 50 100 150 200 250 300 350
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
1.5x10-2
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHENO
0 50 100 150 200 250 300 350
0.0
2.0x10-3
4.0x10-3
6.0x10-3
8.0x10-3
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHANIL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
72
a)
b)
Figure 3.5 – Influence of initial nitrobenzene concentration in the ANL formation a) and NB
conversion b) vs. time, runs B4, B7 and B11.
Narayanan and Unnikrishnan [24] observed under vapor phase conditions the
formation of cyclohexane (CH) and ammonia (NH3) through the hydrogenolysis of CHA
at 250 ºC. In the current case, CHA conversion was not observed in some additional
studies that were done (data not shown for brevity), and CH was not detected. This could
mean that CH and DICHA are not formed from CHA conversion as it was proposed by
those authors, but from ANL hydrogenation as it is proposed by Nagata et al. [23] and
Relvas [25]. Nevertheless, Bz was herein identified and quantified. To the authors’
knowledge, the quantification of Bz obtained as a by-product is not referred nor presented
in any other previous studies. The presence of Bz and also of NH3, which was detected
during samples collection, could be related to the hydrodenitrogenation of ANL.
Figure 3.6 demonstrates the time evolution of the total of secondary products
formed, i.e., excluding ANL, for the three runs, as well as the NB concentration.
Analyzing this figure, it is observed that the total of secondary products exhibits in
general a greater increase when the NB concentration starts decreasing significantly, and
so it can be concluded that their formation is mostly due to the ANL hydrogenation
reaction. This can be also related with the adsorption affinity, because NB adsorbs much
easier on the catalyst surface than ANL. Moreover, it is seen that in general the higher the
initial concentration of NB, the higher is the formation of secondary products, although
the maximum in their concentration is shifted towards longer reaction times. The reason
is that a longer reaction time is required to reduce the NB to a level for increasingly initial
loads of this reactant in the reactor.
0 50 100 150 200 250 300 3506
7
8
9
10
Ci /
Cre
f
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB
ANL
0 50 100 150 200 250 300 3500
20
40
60
80
100
NB
co
nv
ersi
on
(%
)
time (min)
3 wt.% NB
10 wt.% NB
30 wt.% NB

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
73
Figure 3.6 – Comparison between total secondary products formation (closed symbols) and NB
consumption (open symbols) as a function of reaction time for different initial NB concentrations;
runs B4, B7 and B11.
In the results of NB consumption that are illustrated in Figure 3.6 and as will be
shown below, it is noteworthy that the maximum expectable value of its concentration is
never reached because the compound is not inside the reactor at the initial instant as
detailed in the experimental / Appendix A section). Consequently, when it is loaded into
the reactor, there is immediately a consumption of NB and so the maximum expectable
concentration is not achieved, e.g. CNB/Cref of 3 for run B7 is not reached, neither CNB/Cref
of 1 for run B4, etc.
Figure 3.7 and 3.8 present the same results as the ones in Figure 3.3 and 3.4, but in
this case the species concentrations are represented as a function of the dimensionless NB
concentration. Thus, it is possible to confirm and better understand the discussion above
and also to compare the results at the same level of NB concentration. The results should
be analyzed taking into account that the evolution of the reaction time is done from the
right to the left, which corresponds to the decrease of NB concentration. Consequently, it
is observed that the secondary products are formed in greater quantities when the NB
concentration is very low. Because ANL is also initially loaded into the reactor (see
Appendix A), this means that the Pd/Al2O3 catalyst is selective towards NB
hydrogenation, but the undesired reactions become more significant when the NB
concentration is very low. Moreover, it is noted that some of the compounds are already
present in the reactor at the start of the reaction, which is due to the fact that the ANL
used, namely, industrial grade ANL, contains already traces of secondary products. It is
0 50 100 150 200 250 300 3500.0
0.5
1.0
1.5
2.0
2.5
3.0 3 wt.% NB 10 wt.% NB 30 wt.% NB
3 wt.% NB 10 wt.% NB 30 wt.% NB
time (min)
CN
B /
Cre
f
0.0
1.0x10-2
2.0x10-2
3.0x10-2
4.0x10-2
C to
tal
seco
ndar
y p
roduct
s / C
ref

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
74
finally noted that, in general, the amount of secondary products formed is increased for
higher initial NB concentrations (run B7–30 wt. % NB > run B4–10 wt. % NB > run
B11–3 wt. % NB).
a)
b)
c)
d)
e)
f)
Figure 3.7 - Influence of nitrobenzene initial concentration in the secondary products formation
for NB dimensionless concentration, runs B4, B7 and B11.
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
3.0x10-5
6.0x10-5
9.0x10-5
1.2x10-4
1.5x10-4
1.8x10-4
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
Bz
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
1.0x10-3
2.0x10-3
3.0x10-3
4.0x10-3
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHA
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
5.0x10-4
1.0x10-3
1.5x10-3
2.0x10-3
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHOL
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
1.5x10-2
CNB
/ Cref
Ci /
Cre
f
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHONA
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
2.0x10-4
4.0x10-4
6.0x10-4
8.0x10-4
1.0x10-3
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
DICHA
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
1.5x10-2
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHENO

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
75
a)
b)
Figure 3.8 - Influence of nitrobenzene initial concentration in the secondary products formation
for NB dimensionless concentration, runs B4, B7 and B11.
3.3.2 Influence of Pressure
The tests in this section were performed at the same temperature, 150 ºC, and with
the same initial concentration of nitrobenzene, 10 wt. % NB. The total pressure in the
reactor was increased from 14 barg (run B4) by 6 barg (20 barg in run B2) and 16 barg
(30 barg in run B3). Pressure variation is due to the increase of hydrogen pressure; so
there will be more hydrogen in the gas phase and also solubilized in the reaction mixture.
In Figure 3.9 are presented the results obtained as a function of the reaction time. It
is noticed that Bz formation is almost independent of the total pressure (Figure 3.9a)). For
the other secondary products, it seems that for higher pressures, higher quantities of these
compounds are obtained, although this effect varies from product to product. Even so, the
effect of pressure on the total formation of secondary products is not very pronounced
(Figure 3.9b)).
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
2.0x10-3
4.0x10-3
6.0x10-3
8.0x10-3
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
CHANIL
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0.0
1.0x10-2
2.0x10-2
3.0x10-2
4.0x10-2
Ci /
Cre
f
CNB
/ Cref
3 wt.% NB
10 wt.% NB
30 wt.% NB
Csecondary products

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
76
a)
b)
c)
d)
e)
f)
Figure 3.9 - Influence of reaction pressure in the secondary products (Bz, CHA, CHOL,
CHONA, ANL, DICHA, CHENO and CHANIL) vs. time, runs B2, B3 and B4.
Since these by-products are mostly formed after ANL formation/NB complete
consumption, Figure 3.9, it is concluded that the results obtained are in agreement with
0 50 100 150
0.0
2.0x10-5
4.0x10-5
6.0x10-5
8.0x10-5
1.0x10-4
Ci /
C re
f
time (min)
14 barg
20 barg
30 barg
Bz
0 50 100 150
0.0
2.0x10-3
4.0x10-3
6.0x10-3
8.0x10-3
1.0x10-2
1.2x10-2
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
CHA
0 50 100 150
0.0
4.0x10-4
8.0x10-4
1.2x10-3
1.6x10-3
2.0x10-3
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
CHOL
0 50 100 150
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
CHONA
0 50 100 1508.0
8.4
8.8
9.2
9.6
10.0
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
ANL
0 50 100 150
0.0
4.0x10-4
8.0x10-4
1.2x10-3
1.6x10-3
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
DICHA
0 50 100 150
0.0
4.0x10-3
8.0x10-3
1.2x10-2
1.6x10-2
2.0x10-2
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
CHENO
0 50 100 150
0.0
1.0x10-2
2.0x10-2
3.0x10-2
Ci /
Cre
f
time (min)
14 barg
20 barg
30 barg
CHANIL

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
77
Relvas [24] mechanism. Moreover, at the same reaction time, when the pressure is higher,
NB concentration is lower and, consequently, the ANL concentration rises. Therefore,
ANL hydrogenation will be favored and the concentration of the secondary products will
increase sooner, as indicated in Figure 3.10. Although for higher pressures it seems that
more secondary products are formed, the effect of an increase in pressure from 20 to 30
barg is less significant.
a)
b)
Figure 3.10 – Comparison between a) ANL formation and b) total of secondary products
formation (closed symbols) and NB consumption (open symbols) as a function of reaction time;
runs B2, B4 and B5.
The influence of pressure is also visible in the reaction rate; when the total pressure
in the reactor rises, there is also an increase in the reaction rate and consequently, the NB
is consumed in a shorter period of time and the ANL concentration will increase more
rapidly.
Figure A.3 of Appendix A presents the same data but as a function of the
dimensionless NB concentration.
3.3.3 Influence of Temperature
The influence of temperature – runs B4 (150 ºC), B9 (180 ºC), B10 (210 ºC) and B5
(240 ºC) – was also studied at the same pressure, 14 barg, and initial NB concentration,
10 wt.% NB. It was concluded that temperature is the parameter with greater influence in
the production of secondary products, as shown below (Figure 3.11 to Figure 3. And
Figure A.4 of Appendix A).
0 50 100 1500.0
0.2
0.4
0.6
0.8
1.0 14 barg 20 barg 30 barg
14 barg 20 barg 30 barg
time (min)
CN
B /
Cre
f
8.0
8.4
8.8
9.2
9.6
10.0
C A
NL /
Cre
f
0 50 100 1500.0
0.2
0.4
0.6
0.8
1.0 14 barg 20 barg 30 barg
14 barg 20 barg 30 barg
time (min)
CN
B /
Cre
f
0.0
2.0x10-2
4.0x10-2
6.0x10-2
8.0x10-2
C to
tal
secondary
pro
ducts /
Cre
f

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
78
Figures 3.11 and 3.12 presents the results obtained in these experiments, showing
the concentration of by-products and ANL as a function of the reaction time.
Concentration profiles show the same trend for all the tests; indeed, it is possible to see
that for higher temperatures the concentration of secondary products increases in the
order 240 ºC > 210 ºC > 180 ºC > 150 ºC.
a)
b)
c)
d)
e)
f)
Figure 3.11 - Influence of reaction temperature in the ANL and by-products formation (Bz, CHA,
CHOL, CHONA and DICHA) vs. reaction time, runs B4, B5, B9 and B10.
0 50 100 150
0.0
1.0x10-4
2.0x10-4
3.0x10-4
4.0x10-4
Ci /
C re
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
Bz
0 50 100 150
0.0
2.0x10-2
4.0x10-2
6.0x10-2
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
CHA
0 50 100 150
0.0
2.0x10-3
4.0x10-3
6.0x10-3
8.0x10-3
1.0x10-2
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
CHOL
0 50 100 150
0.0
1.0x10-2
2.0x10-2
3.0x10-2
4.0x10-2
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
CHONA
0 50 100 1508.0
8.4
8.8
9.2
9.6
10.0
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
ANL
0 50 100 150
0.0
1.0x10-3
2.0x10-3
3.0x10-3
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
DICHA

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
79
a)
b)
Figure 3.12 - Influence of reaction temperature in the ANL and by-products formation (CHENO
and CHANIL) vs. reaction time, runs B4, B5, B9 and B10.
Bz belongs to the compounds that seem to be more influenced by temperature
variation. In the temperature range of 150 – 210 ºC, the concentration profiles obtained
are similar to those shown above. While at lower temperatures Bz is detected only in
small amounts, at 240 ºC, when the dimensionless NB concentration is < 0.012 (after ca.
1 h), its concentration starts to increase considerably (Figure 3.11a)) which had not been
observed before. Some tests of ANL hydrogenation, which were performed at different
operational conditions (data not shown), confirmed the Bz formation from ANL and that
its concentration is higher when the conditions are more severe, namely for temperature;
see also Figure A.4 of the Appendix A.
In the case of CHA, DICHA and CHANIL, it is shown that when temperature rises,
there is an increase in their concentration when NB concentration is low (high
conversion). As it was observed in the tests with pressure variation, in the first hour of
reaction the concentration profile is described by a plateau. This plateau corresponds to
the period when NB is present in high quantities and when the conversion of NB into
ANL mainly takes place. After that period, although the NB conversion still proceeds,
ANL hydrogenation becomes more pronounced and, consequently, the concentration of
secondary products increases. This reaction, ANL hydrogenation, starts to be more
important with higher temperature.
Both CHONA and CHENO generally present concentration profiles similar to the
compounds discussed above, but at the end of the reaction their concentration seems to
start to stabilize, reaching a plateau as indicated in Figure 3.11d) and Figure 3.12a). For
CHOL similar profiles are anticipated; however, longer reaction times are probably
required to observe such a pattern.
0 50 100 150
0.00
1.50x10-2
3.00x10-2
4.50x10-2
6.00x10-2
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
CHENO
0 50 100 150
0.0
2.0x10-2
4.0x10-2
6.0x10-2
8.0x10-2
1.0x10-1
Ci /
Cre
f
time (min)
150 ºC
180 ºC
210 ºC
240 ºC
CHANIL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
80
In relation to NB, there is, effectively, an important growth of the rate of the
hydrogenation reaction with the temperature increase, which means that for higher
temperatures the same NB conversion is achieved in much less time, as shown in Figure
3.13.
a)
b)
Figure 3.13 – Comparison between a) ANL formation and b) total secondary products formation
(closed symbols) and NB consumption (open symbols) as a function of reaction time for different
reaction temperatures; runs B4, B5, B9 and B10.
Once more is noticed that the concentration of secondary products is strongly
dependent on the temperature of the reaction (Figure 3.13b)). Indeed, the formation of
secondary products is tremendously accelerated as a consequence of the exponential
temperature effect in the kinetics according to the Arrhenius law. The different activation
energies for each reaction in the complex reaction scheme also explain the various effects
of temperature in each product formed. For those steps with higher activation energies,
reaction rates are more favored for the same increase in the temperature.
Narayanan and Unnikrishnan [24] also studied the influence of temperature on a
Co/Al2O3 and a Ni/Al2O3 catalyst and concluded that with higher temperature the ANL
conversion increases over Co/Al2O3 but over Ni/Al2O3 the increase in temperature
reduced the conversion, due to the decrease of the hydrogen adsorption. Besides, they
also observed that above a certain temperature, hydrodenitrogenation is favored leading to
the formation of CH. In the current case, instead of CH formation, the formation of Bz
was observed and the same tendency was noticed, namely, a higher temperature favors
the Bz formation, Figure 3.12a)). Relatively to the catalyst herein used, its behavior was
similar to the Co/Al2O3 one; with higher temperatures the ANL conversion increased.
0 50 100 1500.0
0.2
0.4
0.6
0.8
1.0 150 barg 180 ºC 210 ºC 240 ºC
150 barg 180 ºC 210 ºC 240 ºC
time (min)
CN
B /
Cre
f
8.0
8.4
8.8
9.2
9.6
10.0
C A
NL /
Cre
f
0 50 100 1500.0
0.2
0.4
0.6
0.8
1.0 150 barg 180 ºC 210 ºC 240 ºC
150 barg 180 ºC 210 ºC 240 ºC
time (min)
CN
B /
Cre
f
0.0
5.0x10-2
1.0x10-1
1.5x10-1
2.0x10-1
2.5x10-1
3.0x10-1
C to
tal
seco
nd
ary
pro
du
cts /
Cre
f

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
81
Analyzing all the results obtained, it can be stated that the data obtained are in
general agreement with the results described by Relvas [25], and all the compounds
mentioned were identified in our experiments. Furthermore, even using a different type of
catalyst, Pd in this work vs. Ni in Relvas work, and different experimental conditions, the
mechanism was found to be very similar. Another important issue which is worth
mentioning in the results herein presented, is the formation of Bz, which is not considered
by Relvas nor by any other authors in the literature, except Králik et al. [26]; however,
the authors did not quantify Bz. Consequently, and reflecting the results obtained, the Bz
formation should be considered in the mechanism through the reaction of ANL
hydrodenitrogenation, as detailed in Figure 3.14.
Figure 3.14 – Reaction network proposed for ANL and secondary products formation including
Bz (*very reactive and unstable compounds).
NO2
Cat
+H2
NH2
+ NH3
H2
Cat
H2
+ANL
-NH3
Cat
H2
NH2
NHNH2
+H2 -NH3
NH
+H2
NH
O
+H2
-NH3
+ANL -H2O
N
+H2
+H2OH CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
Bz
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
-H2O
-H20
*

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
82
3.4 Conclusions
The hydrogenation of NB to ANL over a Pd catalyst was studied. A parametric
study was performed in which the effects of the initial NB concentration, temperature and
pressure were tested. It was found that temperature is the parameter with greater influence
in the production of secondary products, for the ranges analyzed.
It was also observed that the formation of secondary products is strongly dependent
on the concentration of NB in the reaction mixture: their concentration rises more when
the NB concentration starts decreasing significantly, or becomes almost negligible, and
consequently it can be concluded that the formation of secondary compounds is mostly
due to the ANL hydrogenation. This highlights the high selectivity of the used Pd-based
catalyst.
Some mechanisms were already proposed in the literature; nevertheless, the one
proposed by Relvas, using a Ni/SiO2 catalyst, is the one that better describes the majority
of the experimental results herein obtained for both ANL and formation of secondary
products, despite the fact that a Pd-based catalyst was now used. Furthermore, the
formation of Bz was also identified, which was not considered in a quantitative manner
by any other previous authors in the literature.

Chapter 3 – Hydrogenation of Nitrobenzene over a Pd/Al2O3 Catalyst –
Mechanism and Effect of the Main Operating Conditions
83
References
[1] R. Lawrence, W.J. Marshall. Aniline. Ullmann's Encyclopedia of Industrial
Chemistry, 6th Edition (Print), John Wiley & Sons, New York, 1998.
[2] Relvas, J., Andrade, R., Gama Freire, F., Lemos, F., Araújo, P., Pinho, M., Pedro
Nunes, C. Ramôa Ribeiro, F., Liquid phase hydrogenation of nitrobenzene over an
industrial Ni/SiO2 supported catalyst, Catalysis Today 133-135 (2008) 828-835.
[3] Burge, H., Collins, D., Burtron H. Davis, Intermediates in the Raney Nickel Catalyzed
Hydrogenation of Nitrobenzene to Aniline, Industrial & Engineering Chemistry Product
Research and Development 19 (1980) 389-391
[4] Collins, D., Smith, A., Davis, B., Hydrogenation of Nitrobenzene over a Nickel Boride
Catalyst, Industrial & Engineering Chemistry Product Research and Development 21
(1982) 279-281.
[5] Figueras, F., Coq, B., Hydrogenation and hydrogenolysis of nitro-, nitroso-, azo-,
azoxy- and other nitrogen-containing compounds on palladium, Journal of Molecular
Catalysis A: Chemical 173 (2001) 223-230.
[6] Yu, X., Wang, M., Li, H., Study on the nitrobenzene hydrogenation over a Pd-B/SiO2
amorphous catalyst, Applied Catalysis A: General 202 (2002) 17-22.
[7] Klemm, E., Amon, B., Redlingshöfer, H., Dieterich, E., Emig, G., Deactivation
kinetics in the hydrogenation of nitrobenzene to aniline on the basis of a coke formation
kinetics * investigations in an isothermal catalytic wall reactor, Chemical Engineering
Science 56 (2001) 1347-1353.
[8] Downing, R., Kunkeler, P., van Bekkum, H., Catalytic syntheses of aromatic amines,
Catalysis Today 37 (1997) 121-136.
[9] Rihani, D., Narayanan, T., Doraiswamy, L., Kinetics of catalytic vapor-phase
hydrogenation of nitrobenzene to aniline, Industrial & Engineering Chemistry Product
Research and Development 4 (1965) 403-410.
[10] Narayanan, S., Unnikrishnan, R., Vishwanathan, V., Nickel-Alumina prepared by
constant and varying pH method: Evaluation by hydrogen-oxygen chemisorption and
aniline hydrogenation, Applied Catalysis A: General 129 (1995) 9-19.
[11] Mohan, V., Pramod, C.V., Suresh, M., Hari Prasad Reddy, K., David Raju, B., Rama
Rao, K.S., Advantage of Ni/SBA-15 catalyst over Ni/MgO catalyst in terms of catalyst
stability due to release of water during nitrobenzene hydrogenation to aniline, Catalysis
Communication 18 (2012) 89-92.
[12] Sangeetha, P., Seetharamulu, P., Shanthi, K., Narayanan, S., Rama Rao, K.S Studies
on Mg-Al oxide hydrotalcite supported Pd catalysts for vapor-phase hydrogenation of
nitrobenzene, Journal of Molecular Catalysis A: Chemical 273 (2007) 244-249.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
84
[13] Sangeetha, P., Shanthi, K., Rama Rao, K.S., Viswanathan, B., Selvam, P.,
Hydrogenation of nitrobenzene over palladium-supported catalysts - Effect of support,
Applied Catalysis A: General 353 (2009) 160-165.
[14] Li, C., Yu, Z., Yao, K., Ji, S., Liang, J., Nitrobenzene hydrogenation with carbon
nanotube-supported platinum catalyst under mild conditions, Journal of Molecular
Catalysis A: Chemical 226 (2005) 101-105.
[15] Höller, V., Wegricht, D., Yuranov, I., Kiwi-Minsker and, L., Renken, A., Three-
phase nitrobenzene hydrogenation over supported glass fiber catalysts: kinetics study,
Chemical Engineering & Technology 23 (2000) 251-255.
[16] Harraz, F., El-Hout, S., Killa, H., Ibrahim, I., Palladium nanoparticles stabilized by
polyethylene glycol: Efficient, recyclable catalyst for hydrogenation of styrene and
nitrobenzene, Journal of Catalysis, 286 (2012) 184-192.
[17] Bouchenafa-Saïb, N., Grange, P., Verhasselt, P., Addoun, F., Dubois, V., Effect of
oxidant treatment of date pit active carbons used as Pd supports in catalytic
hydrogenation on nitrobenzene, Applied Catalysis A: General 286 (2005) 167-174.
[18] Gelder, E., Jackson, S. and Lok, C., A study of nitrobenzene hydrogenation over
palladium/carbon catalysts, Catalysis Letter 84 (2002) 205-208.
[19] Mitchell, C., Stewart, D., Process fot the production of aromatic nitro compounds
into amines, WO Patent 113491, 2011.
[20] Haber, F., On the stepwise reduction of nitrobenzene with limited cathode potencial,
Z. Elektrochem., 4 (1898) 506-514.
[21] Wisniak, J., Klein, M., Reduction of Nitrobenzene to Aniline, Industrial &
Engineering Chemistry Product Research and Development 23 (1984) 44-50.
[22] Gelder, E., Jackson, S. and Lok, C., The hydrogenation of nitrobenzene to aniline: a
new mechanism, Chemical Communication (2005) 522-524.
[23] Nagata, T., Watanabe, K., Kono, Y., Tamaki, A., Kobayashi, T., Process for
preparing high-purity aniline, US Patent 5283365, 1994.
[24] Narayanan, S., Unnikrishnan, R., Comparison of hydrogen adsorption and aniline
hydrogenation over co-precipitated Co/Al2O3 and Ni/Al2O3 catalysts, Journal of the
Chemical Society, Faraday Transactions 93 (1997) 2009-2013.
[25] Relvas, J., Optimization of the hydrogenation reaction of Nitrobenzene to aniline in a
3-phase hydrogenation reactor, Dissertation presented for the Doctor of Philosophy
degree in Chemical Engineering, 2008.
[26] Králik, M., Turáková, M., Macák, I., Wenchich, S., Catalytic Hydrogenation of
Aromatic Compounds in the liquid phase, Journal of Chemistry and Chemical
Engineering 6 (2012) 1074-1082.

85
Chapter 4 – Study of Effects of the Solvent and
Reaction Products in the Catalytic Hydrogenation
of Nitrobenzene.
Abstract
The effect of the type of solvent and the presence of reaction products in the
reaction mixture on the nitrobenzene (NB) hydrogenation towards aniline (ANL) was
studied over a commercial catalyst, Pd-based (1 wt.% Pd/Al2O3). Hydrogenation of ANL
and cyclohexylamine (CHA, a main sub-product) were also analysed. All the catalytic
tests were carried out in a stired tank basket reactor either on batch or on continuous
mode, to reproduce laboratorial and industrial conditions, respectively. It was found that
the use of ANL + para-toluidine (p-tol) leads to a decrease of secondary products
formation but NB conversion is also lower, when compared with the use of ANL alone as
solvent. The presence of H2O in the reaction mixture was evaluated and it was concluded
that its presence decreases the ANL formation, and particularly heavy by-products
formation. Influence of benzene (Bz) was analyzed, when co-feeded in the liquid stream,
being shown that it leads to a slight decrease in NB conversion. Moreover, direct
hydrogenation of ANL using the Pd-based catalyst allowed to conclude that an increase in
operating conditions severity (namely in terms of pressure and temperature) leads to a
higher formation of secondary products, mainly CHA, dicyclohexylamine (DICHA) and
cyclohexylaniline (CHANIL). Hypothesis of DICHA being formed via condensation of
two molecules of CHA was not confirmed and it was verified that CHA, by itself, is not a
precursor of any secondary product of NB/ANL hydrogenation reaction. All these tests
together were quite useful to provide further insights about NB hydrogenation
mechanism.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
86
4.1 Introduction
Aniline (ANL) has been a major chemical product for many decades, being used as
intermediate in the production of polyurethanes, dyes, herbicides, fungicides, rubber
chemicals, pharmaceuticals, among others. ANL can be produced by several reactions;
however, the nitrobenzene (NB) route continues to dominate and gives the highest
selectivity [1].
NB hydrogenation into ANL is a highly exothermic catalytic reaction, ΔH = -544
kJ/mol (at 200 ºC), and can be performed both in the vapor and in the liquid phase in
commercial processes [2]. Industrial use of vapor-phase hydrogenation is limited by the
thermal stability of the nitro compounds. Most used catalysts are Cu/SiO2 and Pd/Al2O3
[3 - 5]. According to Vogt and Gerulius [3], it is preferable to hydrogenate most aromatic
nitro compounds in the liquid-phase, since in this case pressure and temperature can be
changed independently. Nevertheless, temperature is limited by the hydrogenation
reaction of the aromatic ring, which occurs above 170 – 200 ºC, so normally the reduction
is carried out at 100 – 170 ºC. In the case of pressure, values between 1 – 50 barg are the
most used. Typical catalysts used in liquid-phase hydrogenation are Ni, Pd and Pt
supported catalysts [6, 7].
In the NB hydrogenation reaction there is the production of ANL, unstable
intermeadiary species and secondary products. In fact, some authors have studied this
reaction with the objective of describing the mechanism and also of knowning all the
compounds envolved. In the case of intermediaries species, Haber [8] proposed a
mechanism for ANL formation where nitrosobenzene (NSB) and arylhydroxylamine
(PHA) are formed. Haber claimed that the reaction occurs through a direct route and a
condensation route, Figure 4.1 a). Gelder et al. [9], using a Pd/C catalyst, suggested that
the number of steps involved in ANL formation was higher and substantially different
from those previously reported. Other authors studied intermediate products formation
when hydrogenating NB into ANL, namely Corma et al. (Au/TiO2 catalyst) [10],
Makosch et al. (Au/MeOx catalyst) [11], Chatterjee et al. (Pd/MCM-41 catalyst) [12],
Rakitin et al. (Pd-based catalysts) [13] and Turáková et al. (Pd on carbon catalyst) [14],
the latter shown in Figure 4.1 b).

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
87
a)
b)
Figure 4.1 - Reaction network involved in nitrobenzene hydrogenation illustrating intermediary
species proposed by a) Haber [8] and b) Turáková et al. [14].
Relatively to secondary products formation, Nagata et al. [15], using a Pd and
Pd+Pt supported on carbon catalysts, and later on Narayanan et al. [16, 17], with catalysts
of Ni and Co supported on Al2O3, proposed a mechanism to explain their formation. In
2008, Relvas [18] using a Ni-based catalyst proposed a mechanism, based on the Nagata
one, where dicyclohexylamine (DICHA) and cyclohexanol (CHOL) - through
cyclohexanone (CHONA) hydrogenation - were included, Figure 4.2. Králik et al. [19]
Ar - NO2
nitro / NB
Ar - NO
nitroso / NSB
Ar - NHOH
arylhydroxylamine / PHA
Ar - NH2
ANL
Ar - NO = N - Ar
Ar - NHOH
Ar - N = N - Ar Ar - NH = NH - Ar
hydrazo / HZBazo / AZBazoxy / AZXB
Direct route
Condensation route
NO2
NB NO
NOHNHOH
NH2
NN
O
NOH
NN
NH NOH
NH2
NH2
NH
+
NSB
PHA
ANL
AZXB
AZB
HZB
NH NH
ANL
ANL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
88
observed more recently that cyclohexilamine (CHA) and DICHA are the main products
and cyclohexane (CH) is also detected, over the Pd, Pt and Rh catalysts on carbon, while
Rubio-Marqués et al. [20] showed that ANL is rapidly formed as a primary and unstable
product that, by partial hydrogenation, gives cyclohexylaniline (CHANIL) as a secondary
product, when using Pd/C. By further hydrogenation it generates DICHA in minor
amounts, as a tertiary product. Nevertheless, CHA was not observed among the reaction
products, and since the hydrogenation of ANL is very likely to occur, a possible way to
form CHANIL would be through the reaction between ANL and CHA. In 2015, Sousa
[21] using a Ni-based catalyst suggested that H2O creates two different scenarios. When
H2O is not present, formation of CHA, CHANIL, n-cyclohexylideneaniline (CHENO)
and DICHA is favored while no significant amounts of CHONA and CHOL are detected.
On the other hand, when H2O is present, CHONA and CHOL increase considerably but
the amount of all the other compounds is reduced; the proposed mechanism is shown in
Figure 4.3.
Figure 4.2 - Reaction network involved in nitrobenzene hydrogenation illustrating secondary
products formation proposed by Relvas [18].
Cat
+H2,-H20
Cat
H2
+ANL
-NH3
Cat
H2
+H2 -NH3
+H2
+H2
-NH3, -H2O
+ANL -H2O
+H2
+H2 CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
N
O
OH
NO2 NH2
NH2
NHNH2
NH
NH

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
89
Figure 4.3 - Reaction network involved in nitrobenzene hydrogenation illustrating secondary
products formation proposed by Sousa [21].
NB hydrogenation into ANL involves more steps and compounds than what was
initially thought, therefore it is clear that the comprehension regarding the formation of
these secondary products is extremely important, which may vary with the operating
conditions and catalyst employed. Moreover, the appearance of some compounds favors
the formation of other secondary products. It is known that industrially, ANL is used as
solvent [22] and it might be recirculated into the reactor, meaning that secondary products
can also be fed into the reactors. In this concern, Mohan et al. [23] analysed the effect of
co-feeding H2O with NB over a Ni/MgO and a Ni/SBA-15 (Santa Barbara amorphous
silica) catalyst, concluding that H2O might affect the catalyst support, having influence in
the catalytic performance. According to various authors [16, 17, 19], CHA is the main
product resulting from ANL hydrogenation. In this way, influence of CHA is another
important question that should be analysed.
Besides the operating conditions, particularly temperature and pressure, and
presence of reaction products in the reactor feed, the solvent used has also a great impact
in the catalyst performance and in the secondary products formation/distribution. The
hydrogenation of NB is highly exothermic, so when using a solvent, the reaction can be
performed in more stable conditions and it also avoids the formation of two phases during
the reaction, which may lead the reaction to stop. A large number of solvents can be used
in this reaction, each one with its own advantages and disadvantages, being the selection
traditionally based on solvent performance/effect in the reaction. Figueras and Coq [6]
NO2 NH2
- 2 H2O
+ 3 H2
N
CHENO
NBANL
CHANIL
NH
NH2
- NH3
NH2 CHA
+ H2
+ 3 H2
DICHA
NH
NH2
- NH3
+
+
NH2 + H2O
- NH3-
+ 3 H2
O OH
+ H2
CHONA CHOL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
90
refer that the solubility of hydrogen depends on the solvent, so that volatile apolar
solvents dissolve hydrogen better.
In this work the influence of the presence of reaction products in the reactor feed
and the nature of the solvent in NB hydrogenatin towards ANL will be studied over a
commercial Pd-based catalyst. The main goal is to try to understand how those
parameters influence the reaction as well as the formation of secondary products.
4.2 Material and Methods
Hydrogenation of NB, in liquid phase, was carried out in a 1L-capacity Parr batch
reactor provided with an air-impelled stirrer to promote appropriate mixing and gas
distribution during the experiments. The stirrer was equipped with a basket, where the
catalyst was placed. Catalyst used was a commercial 1 wt.% Pd/Al2O3 material in
spherical form.
A known amount of the catalyst was loaded into the reactor, Figure 4.3, and the
material pre-treated, in situ. Pre-treatment of the catalyst was firstly performed, at 150 ºC
and under hydrogen pressure (20 barg) for 2 hours. Several temperature-programmed
reduction (TPR) experiments were performed with the fresh catalyst and the results have
shown that it was fully reduced, under the pre-treatment conditions employed (data not
shown).
After this activation step, a certain volume of aniline (industrial grade) was loaded
into the reactor, as is commonly done in the industry, with two main goals:
i) to act as a solvent for the water that is produced during the reaction, in order to
avoid the formation of two phases (organic and aqueous) that would lead to the
interruption of the reaction, and also to avoid strong NB adsorption;
ii) to help to dissipate the excess heat generated due to the high exothermicity of the
reaction.
The reactor was enclosed in an electric furnace regulated by a temperature
controller (SHIMADEN SD20) and the initial temperature was established. The heat
produced by the nitrobenzene hydrogenation was removed by a cooling water stream
whose flow rate was controlled with a set of ball valves, as shown in Figure 4.4. The

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
91
reactor temperature was constant with a maximum ΔT of 4 - 5 % and it was continuously
measured throughout the experiments.
Figure 4.4 – Scheme of the reactor and set-up used in the experiments.
NB was charged in a vessel and subsequently was loaded into the reactor by
pushing it using a high-pressure hydrogen stream (cf. Figure 4.4). The NB was loaded
into the reactor instantaneously, when the desired reaction temperature was achieved
(time = 0 min). This procedure was adopted to ensure that the NB hydrogenation does not
start before reaching the desired temperature (beginning of the experiment) and also to
avoid any strong NB adsorption on the catalyst, blocking accessibility to active sites; this
is also ensured by using ANL as solvent. In batch mode, all the experiments were done up
to a nearly complete consumption of NB (which was considered to correspond to the
instant at which NB concentration was below 1000 ppm).
The sampling of the liquid phase was performed at selected time intervals and
analyzed by gas chromatography, in an Agilent 6890A chromatograph equipped with two
flame ionization detectors (FID). The column used was a HP-1 one (100%
dimethylpolysiloxane 30 m x 320 µm x 4 µm). The temperature in the injector and in the
detector was 250 ºC, the pressure in the column was 14 bar and the carrier gas used was
helium. The column oven was temperature-programmed with a 1 min initial hold at 120
ºC, followed by an increase of temperature until 230 ºC at a rate of 15 ºC min-1 and then
kept at 230 ºC for 9 min.
H2
H2V1
V3
V4N2
V6
V5
Vessel
V7
reactor
Samples
V14
V11 V12
V9
V8
H2OPI4
PI2
V2
PI1 PI3
V10
V13

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
92
All the compounds were previously identified using the external standard method.
Calibration curves were plotted for all the compounds to be analyzed, which were easily
identified since their retention times are well known. Several samples were injected and
the standard deviation associated with this method was found to be below 10%.
The reference values for temperature, pressure and nitrobenzene concentration are T
= 150 ºC, P = 14 barg and Cref = 10 wt. % NB (100 000 ppm), respectively. The
experiments performed and the conditions used are given in Table 4.1.
Table 4.1 - Initial conditions of the experiments performed.
Test Catalyst Mode Experimental conditions
TC1
catalyst I.1
Continuous 150 ºC, 14 barg, ANL, 5 ml/min
TC2 Continuous 200 ºC, 20 barg, ANL, 5 ml/min
TC3 Continuous 150 ºC, 14 barg, 10 wt.% NB+ 0.7 wt.% Bz in
ANL, 5 ml/min
TC4 Continuous 150 ºC, 14 barg, 1 wt.% H2O in ANL, 5 ml/min
TC5 Continuous 150 ºC, 14 barg, CHA, 5 ml/min
TC6 Continuous 150 ºC, 14 barg, 10 wt.% NB in ANL, 5 ml/min
TB7 Batch 150 ºC, 14 barg, 10 wt.% NB in ANL
TB8 Batch 150 ºC, 14 barg, 10 wt.% NB in 62 wt.% ANL +
28 wt.% P-Tol
In Table 4.1 are presented all the catalytic testes that were carried out. Some of the
tests were performed in batch mode, others in continuous mode (CSTR). The reactor
always operates in a semi-continuous mode for the gas phase (hydrogen) and in a batch /
continuous mode relative to the liquid phase. The total pressure inside the reactor is kept
constant along each run due to the continuous admission of hydrogen to compensate what
is being consumed.
The concentration of NB is presented as a relative dimensionless value that was
calculated as follows:
𝐶𝑁𝐵 = 𝐶𝑁𝐵 (𝑝𝑝𝑚)
𝐶𝑟𝑒𝑓(𝑝𝑝𝑚) (4.1)
where CNB (ppm) is the concentration of NB (ppm) in a given instant and Cref stands for
the NB reference concentration (ppm). The secondary products will not be presented

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
93
individually but in groups: Light products – Benzene (Bz), Cyclohexilamine (CHA),
Cyclohexanol (CHOL) and Cyclohexanone (CHONA); and Heavy products:
Dicyclohexylamine (DICHA), N-cyclohexyldeneaniline (CHENO) and Cyclohexylaniline
(CHANIL). It is important to refer that ANL, used as solvent, is of industrial grade as
well as CHA.
4.3 Results and Discussion
Usually, in the laboratory, hydrogenation reaction is carried out in batch mode with
the purpose of studying secondary products formation as well as catalyst activity and
selectivity. However, industrially, this reaction is performed in continuous mode and in
some configurations it may exist an ANL recirculation stream, which is composed by
ANL and secondary products formed during the reaction. So, the effect of such products
will be analysed in this chapter, at least for the most critical ones / those that exist in
larger quantities.
In Chapter 3 it was done a parametric study, in batch mode, with Catalyst I.1 (1 wt.
% Pd / Al2O3). Temperature, pressure and NB concentration were varied and their
influence was analyzed. Nevertheless, another important parameter is the solvent used,
which may avoid the formation of two different phases and also interfere in the reaction
rate. Therefore, in this chapter and in order to continue that study, the solvent effect will
be also analyzed. The solvent chosen is P-toluidine (P-tol), since it is a molecule similar
to ANL. Thus, ANL and a mixture of ANL + 28 wt.% P-tol will be tested as solvent and
compared.
H2O and Bz are reaction products and the knowledge of their influence in the
hydrogenation of NB is crucial to analyse the formation of other reaction products, since
they may be present in the recycled ANL. Hydrogenation of CHA will also be tested in
order to verify if there is the formation of reaction products through CHA transformation,
thus providing further insights about reaction mechanism. In Chapter 3 it was verified that
the secondary products formation begins when NB concentration is low, which means
that ANL hydrogenation and condensation are predominant. In this way, some additional
experiments will be performed to better understand secondary products formation (during

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
94
ANL hydrogenation) at reference conditions and with higher temperature and pressure
using only ANL in the reactor feed.
4.3.1 Influence of the solvent
The solvent has an important influence in the hydrogenation reaction, for instance
in the hydrogen solubility. In the case of NB hydrogenation, the solvent has also the
function of avoiding the formation of two phases in the reaction mixture, and help
dissipating reaction heat. Nevertheless, the choice of the solvent should also take into
account if the compound is inert in the reaction conditions.
In this section catalytic tests were carried out in batch mode and solvent effect was
evaluated, with the purpose of analysing catalyst performance and also the formation of
secondary products.
P-toluidine (p-tol) is an aromatic amine with a chemical structure similar to ANL.
This compound is available in powder and it was decided to dissolve it in ANL. In
Figures 4.5 and 4.6 are presented the results obtained for runs TB7 with ANL and TB8
with 62 wt.% ANL + 28 wt.% P-tol. Both tests were performed at 150 ºC, 14 barg and 10
wt.% NB (cf. Table 1).
a)
b)
Figure 4.5 – Evolution of a) NB and b) ANL as a function of reaction time for different solvents -
ANL and ANL + 28 wt. % P-tol (runs TB7 and TB8).
0 20 40 60 80 100 1200
2
4
6
8
10
NB
con
centr
atio
n (
%)
time (min)
62 wt.% ANL + 28 wt.% p-tol
ANL
0 20 40 60 80 100 1200
2
4
6
8
10
AN
L f
orm
ed (
%)
time (min)
62 wt.% ANL + 28 wt.% p-tol
ANL

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
95
Figure 4.6 – Evolution of secondary products concentration as a function of reaction time for
different solvents - ANL and ANL + 28 wt. % P-tol (runs TB7 and TB8).
Analysing Figure 4.5 a) it is observed that the dimensionless NB concentration is
not 1 for t = 0 min and that it increases in the beginning of the reaction runs. This occurs
due to the fact that NB is loaded into the reactor from the external vessel according with
the procedure described above, starting then to be consumed; at the same time ANL
concentration decreases (Figure 4.5 b)) since ANL is already inside the reactor. Then,
after approximately 15 min, NB concentration starts to decay as it is being transformed
into ANL and also into secondary products. ANL used as solvent is of industrial grade,
which explains why secondary products are already present for t = 0 min.
Comparing the results for the two solvents, it is observed that, when only ANL is
used, NB consumption is slightly faster than with the mixture ANL + P-tol, being this
also demonstrated through ANL formation, Figure 4.5. In the case of secondary products
formation, it is however seen that their formation is lower for the mixture ANL + P-tol,
mainly after ca. 60 min. In Figure 4.7 are presented the results of secondary products,
divided in light and heavy products, as well as the evolution of secondary products
distribution along reaction time.
0 20 40 60 80 100 1200
400
800
1200
1600
2000
C se
con
dar
y p
rod
uct
s (p
pm
)
time (min)
62 wt.% ANL + 28 wt.% p-tol
ANL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
96
a)
b)
c)
d)
Figure 4.7 – Evolution of the concentration of a) light products and b) heavy products, c)
secondary products with ANL as solvent and d) secondary products with ANL + 28 wt.% p-tol as
solvent, along reaction time for different solvents (runs TB7 and TB8).
It is seen that, globally, light products formation does not seem to be affected by
the solvent used, since the results are similar (Figure 4.7 a)). However, CHA formation is
lower in the run with ANL + P-tol (Figure 4.7 c) vs. Figure 4.7 d)), which might mean
that in the presence of P-tol, direct hydrogenation of ANL into CHA is not favoured (cf.
proposed reaction mechanism in Figure 4.8), which might be also a consequence of the
lower concentration of ANL when P-tol is added as co-solvent. In the case of heavy
products, their formation is higher when ANL is used as solvent, Figure 4.7 b). CHONA
formation seems to be increased with solvent ANL + P-tol while heavy products, mainly
CHENO, are increased when the solvent is ANL. Analysing Figure 4.8, one can see that
CHENO is formed through reaction of ANL with CHONA and it appears that in the
presence of P-tol this transformation is not favored, either due to the presence of the co-
solvent or to the lower concentration of ANL.
0 20 40 60 80 100 1200
200
400
600
800
1000
C li
ght
pro
du
cts (
pp
m)
time (min)
62 wt.% ANL + 28 wt.% p-tol
ANL
0 20 40 60 80 100 1200
200
400
600
800
1000
C h
eavy p
roduct
s (p
pm
)
time (min)
62 wt.% ANL + 28 wt.% p-tol
ANL
0
300
600
900
1200
1500
1800
0 5 10 15 20 30 45 60 90 120
Co
ncentr
atio
n (
ppm
)
BzCHACHOLCHONADICHACHENOCHANIL
ANL
time (min)
0
300
600
900
1200
1500
1800
0 5 10 15 20 30 45 60 90 120
Co
ncentr
atio
n (
ppm
)
BzCHACHOLCHONADICHACHENOCHANIL
62 wt.% ANL + 28 wt.% P-tol
time (min)

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
97
Figure 4.8 – Reaction network proposed for ANL and secondary products formation including Bz
(*very reactive and unstable compounds).
Using ANL + P-tol as solvent seems therefore to have the advantage of not
allowing the production of secondary products, in particular the heavy ones. On the other
hand, NB consumption is slightly higher in the presence of the solvent ANL than with
ANL + P-tol.
4.3.2 Influence of the presence of reaction products in the feed
As it was said, industrially NB hydrogenation reaction is carried out in continuous
mode and usually there is the recirculation of an ANL stream. Consequently, in this
section, effects resulting from the presence of several compounds in the reaction mixture
will be studied.
This study will be comprised by two parts: the 1st where secondary products are
co-fed into the reactor, simulating the recirculation stream, and the 2nd where it will be
considered that only ANL or CHA are fed into the reactor.
Heavy products
Light products
Light products
NO2
Cat
+H2
NH2
+ NH3
H2
Cat
H2
+ANL
-NH3
Cat
H2
NH2
NHNH2
+H2 -NH3
NH
+H2
NH
O
+H2
-NH3
+ANL -H2O
N
+H2
+H2OH CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
Bz
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
-H2O
-H2O
*-NH3
+H2O

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
98
4.3.2.1 Effect of H2O
Water is one of the by-products formed in higher quantities. In fact, for each
molecule of ANL formed, there is the formation of two H2O molecules, cf. eq. 4.2 that
illustrates conversion of NB into ANL. Moreover, H2O is also a key product in
undesirable reactions related with by-products formation, as it can be produced in the
reaction along with CHONA (eq. 4.3) or can be a reagent for CHONA formation (eq. 4.4)
– see also the reaction mechanism proposed in Figure 4.7.
𝐶6𝐻5𝑁𝑂2 + 3𝐻2 → 𝐶6𝐻5𝑁𝐻2 + 2𝐻2𝑂 (4.2)
𝐶6𝐻5𝑁𝑂2 + 5𝐻2 → 𝐶6𝐻10𝑂 + 𝑁𝐻3 +𝐻2𝑂 (4.3)
(4.4)
The presence of H2O might affect the catalyst performance in different ways. In
this case, it was decided to analyse the influence of H2O in the secondary products
formation via direct ANL hydrogenation. Thus, an important topic is the solubility of
H2O in ANL and vice-versa, as shown in Table 4.2, as that can lead to the formation of
different phases. Consequently, H2O was added to the feed mixture in a concentration that
guarantees compounds miscibility.
Table 4.2 – ANL/H2O system solubility [31]
Temperature (ºC) % (wt. / wt.) of ANL in H2O % (wt. / wt.) of H2O in ANL
25 3.5 5.0
90 6.4 9.9
The main objective was to hydrogenate ANL with and without H2O in the reactor
feed and to evaluate the influence of H2O in the ANL transformation and specially in the
formation of secondary products. This aims to provide further insight into the reaction
mechanism. In Figure 4.9 are shown the results of the tests performed at 150 ºC, 14 barg,
liquid feed flow rate of 5 ml/min with ANL in the reactor feed (run TC1) and ANL + 1
NH2 NH
Amine
+ H2O
- NH3
O

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
99
wt.% H2O (run TC4) – cf. Table 4.1. Experiments were carried out until steady-state has
been reached.
a)
b)
c)
d)
e)
f)
Figure 4.9 – Evolution of a) ANL concentration, b) secondary products concentration, c) light
products concentration, d) heavy products concentration, e) secondary products concentration
distribution for ANL in the reactor feed and f) secondary products concentration distribution for
ANL+ 1 wt.% H2O in the reactor feed, along reaction time (runs TC1 and TC4).
As it was expected, ANL hydrogenation occurs in the presence of the Pd-based
catalyst. However, observing Figure 4.9 a) it is seen that with H2O, ANL hydrogenation
also occurs but is less marked. If ANL hydrogenation is less pronounced with H2O, it is
evident that secondary products formation will be lower.
0 100 200 300 400 50098.0
98.5
99.0
99.5
100.0
AN
L C
once
ntr
atio
n (
%)
time (min)
ANL + 1 wt.% H2O
ANL
0 100 200 300 400 5000
1500
3000
4500
6000
7500
C se
con
dar
y p
rod
uct
s (p
pm
)
time (min)
ANL + 1 wt.% H2O
ANL
0 100 200 300 400 500
0
400
800
1200
1600
2000
C li
gh
t p
rod
uct
s (p
pm
)
time (min)
ANL + 1 wt.% H2O
ANL
0 100 200 300 400 5000
1000
2000
3000
4000
5000C
hea
vy
pro
du
cts (
ppm
)
time (min)
ANL+ 1 wt.% H2O
ANL
0
1500
3000
4500
6000
7500
Co
ncentr
atio
n (
ppm
)
Bz CHA
CHOL CHONA
DICHA CHENO
CHANIL
ANL
time (min)
0
1500
3000
4500
6000
7500
Co
ncentr
atio
n (
ppm
)
Bz CHACHOL CHONADICHA CHENO
ANL + 1 wt. % H2O
time (min)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
100
According to the proposed reaction network (Figure 4.8), and since there is no NB
in the mixture, when H2O is present the equilibrium affecting the intermediate Amine is
shifted towards CHONA formation, eq. 4.4. In this case, the equilibrium
CHENO/CHONA is also shifted towards the CHONA side (Figure 4.8). Consequently,
CHONA concentration should increase. In fact, that is observed, when comparing both
tests.
Among all the by-products, only CHONA (and CHOL) present higher
concentrations when H2O is present in the reactor feed, Figure 4.9 e) and f). On the other
hand, CHA concentration is lower in the presence of H2O, what is natural since ANL
hydrogenation is not favoured in those conditions and the Amine will more easily yield
CHONA. Analysing light products distribution, it is seen that they are similar with or
without the presence of water; however, heavy products curves do not present the same
tendency: in the presence of H2O, formation of those compounds is clearly inhibited,
Figure 4.9 d) – CHENO presents no major differences, while mostly CHANIL and also
DICHA concentrations decrease in the presence of H2O.
The effect of co-feeding H2O with NB over a Ni/MgO and a Ni/SBA-15 (Santa
Barbara amorphous silica) catalyst was also analysed by Mohan et al. [23]. It was
observed that NB conversion has a drastic decrease when is used the Ni/MgO catalyst,
due to the poisoning effect of H2O, while NB conversion over Ni/SBA-15 was high and
steady. Figueras and Coq [6] studied over a Pd/C catalyst, concluding that H2O does not
seem to have any effect over the catalyst due to its hydrophobicity.
Apparently, the presence of H2O does not affect reaction rate or products
formation directly but it might have an influence in the catalyst support. Consequently,
when working with higher quantities of H2O special attention must be paid to the choice
of the support to be used (possible more critical than the active phase), as it will affect the
activity of the catalyst [3]. In this study, it was demonstrated that the presence of H2O
helps avoiding ANL hydrogenation, mostly preventing the heavy products formation,
particularly CHANIL. This is an important information since industrially H2O can be
present in the reaction feed, eventually in still higher concentrations than those tested
here.

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
101
4.3.2.2 Effect of Benzene
In Chapter 3 a new reaction network was proposed for ANL and secondary
products formation including Bz, through ANL deamination – Figure 4.8, which should
be confirmed with further tests. Besides, it is known that industrially Bz can be present in
the reactor as a secondary product, that is recirculated with ANL or as a contaminant of
NB. Having these issues in mind, catalytic tests were made using a feed mixture of 0.7
wt.% Bz + 10 wt.% NB in ANL (TC3) and a feed mixture using 10 wt.% of NB in ANL
(TC6) – cf. Table 4.1. The tests were carried out at 150 ºC, 14 barg and using a liquid
feed flow rate of 5 ml/min, Figure 4.10. It is important to refer that Bz concentration was
not included in the light products, since it is a reagent in run TC3.
a)
b)
c)
Figure 4.10 – Evolution of a) NB concentration, b) ANL formation, c) secondary products
concentration, along reaction time (runs TC3 and TC6).
It was found that NB consumption is only very slightly detrimentally affected by
the presence of Bz, leading to a small decrease in NB conversion. Moreover, secondary
products formation is not affected by the presence of Bz (Figure 4.10).
0 100 200 300 400 5000.0
0.4
0.8
1.2
1.6
2.0
NB
Co
nce
ntr
atio
n (
%)
time (min)
10 wt.% NB + 0.7 wt.% Bz
10 wt.% NB
0 100 200 300 400 5000
3
6
9
12
AN
L f
orm
ed (
%)
time (min)
10 wt.% NB + 0.7 wt.% Bz
10 wt.% NB
0 100 200 300 400 5000
1000
2000
3000
4000
C se
con
dar
y p
rod
uct
s (ppm
)
time (min)
10 wt.% NB + 0.7 wt.% Bz
10 wt.% NB

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
102
Concluding, if Bz concentration has a huge increase in the reaction mixture, a
decrease in the NB conversion will occur, meaning less ANL formation, which is a
drawback from an industrial point of view.
4.3.2.3 CHA hydrogenation
CHA is one of the most important secondary products in the ANL hydrogenation,
since it is formed directly from ANL via the Amine (Figure 4.8). In fact, CHA can
achieve concentrations up to 2 wt.% in the reactor mixture. Beyond that, some authors
believe that CHA is not an end reaction product, contributing for the formation of some
heavy products. One of the compounds that might be formed through CHA is DICHA,
Eq. 4.5.
𝐶6𝐻13𝑁 + 𝐶6𝐻13𝑁 → 𝐶12𝐻23𝑁 + 𝑁𝐻3 (4.5)
Considering the scenario where only CHA is present in the liquid feed, the
catalytic hydrogenation of this compound was carried out. CHA used in this test was of
industrial grade and contained around 0.26 wt.% of CHOL and 0.24 wt.% of Bz. To
identify if CHA is a terminal product or not, the test was performed with CHA as reactant
(TC5) and results shown in Figure 4.11 were compared with ANL hydrogenation (TC1).
Both tests were performed at 150 ºC, 14 barg and with a liquid feed flow rate of 5 ml/min.

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
103
a)
b)
c)
Figure 4.11 – Evolution of a) secondary products concentration, b) light products concentration,
c) heavy products concentration, along reaction time (runs TC1 and TC5).
Data obtained (Figure 4.11) clearly demonstrated that there is no hydrogenation of
CHA along the reaction test. In fact, it was not detected the formation of any compound,
neither light nor heavy products.
According to eq. 4.5, two molecules of CHA react and there is the formation of
DICHA. According to Narayanan et al. [16], CHA can couple with ANL to form N-
phenylcyclohexylamine (NPCHA) or it can undergo dimerization to form DICHA, which
means that the ANL produced will be consumed. In this case, DICHA formation was not
detected. Relatively to the other heavy products, CHENO and CHANIL, their formation
was not observed.
Although CHA is one of the most important compounds resulting from ANL
hydrogenation, it was demonstrated that, by itself, it is not a precursor of any compound.
Direct formation of DICHA through CHA condensation was not found.
0 100 200 300 400 5000
1500
3000
4500
6000
7500
C se
condar
y p
roduct
s (ppm
)
time (min)
ANL
CHA
0 100 200 300 400 5000
500
1000
1500
2000
C li
gh
t p
rod
uct
s (p
pm
)
time (min)
ANL
CHA
0 100 200 300 400 5000
1000
2000
3000
4000
5000
C h
eav
y p
rod
uct
s (ppm
)
time (min)
ANL
CHA

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
104
4.3.2.4 ANL hydrogenation
In Chapter 3 it was concluded that NB hydrogenation can be divided in two parts:
the 1st part where NB hydrogenation into ANL is the main reaction (high NB
concentrations) and the 2nd part where the predominant reaction is ANL hydrogenation
(low NB concentrations). Consequently, it is important to study another extreme case,
when only ANL is fed into the reactor; moreover, one should assess, in this condition,
how high pressures and temperatures will influence the hydrogenation reaction.
In Figure 4.12 and 4.13 the results of tests performed for ANL hydrogenation are
shown. TC1 and TC2 were carried out with ANL in the feed, at a flow rate of 5 ml/min.
TC1 was performed at 150 ºC and 14 barg and TC2 at 200 ºC and 20 barg. It is important
to refer that the ANL used is of industrial grade, containing some of the secondary
products and H2O.
a)
b)
c)
d)
Figure 4.12– Evolution of a) ANL concentration, b) secondary products concentration c) light
products concentration and d) heavy products concentration, along reaction time (runs TC1 and
TC2).
0 100 200 300 400 50095
96
97
98
99
100
AN
L C
on
cen
trat
ion
(%
)
time (min)
200 ºC, 20 barg
150 ºC, 14 barg
0 100 200 300 400 5000
5000
10000
15000
20000
25000
C se
condar
y p
roduct
s (p
pm
)
time (min)
200ºC, 20 barg
150 ºC, 14 barg
0 100 200 300 400 5000
3000
6000
9000
12000
15000
C li
ght
pro
duct
s (p
pm
)
time (min)
200 ºC, 20 barg
150 ºC, 14 barg
0 100 200 300 400 5000
3000
6000
9000
12000
15000
C h
eavy p
roduct
s (p
pm
)
time (min)
200 ºC, 20 barg
150 ºC, 14 barg

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
105
a)
b)
Figure 4.13– Evolution of a) secondary products concentration distribution for 150 ºC and 14
barg and b) secondary products concentration distribution for 200 ºC and 20 barg, along reaction
time (runs TC1 and TC2).
Analysing data presented in Figures 4.12 and 4.13, it is well demonstrated that
ANL hydrogenation occurs in both operating conditions. Besides that, the hydrogenation
is more noticed when operating conditions are more severe. While at 150 ºC and 14 barg
ANL concentration is always higher than 99 wt.%, for 200 ºC and 20 barg the ANL
concentration decreases, being around 98 wt.% at steady-state, Figure 4.13 a).
For higher temperature and pressure, ANL concentration decreases and secondary
products increase, as expected. This increase is more noticed in the formation of light
products than of heavy products (increase at steady-state by a factor of ca. 7.7 and 3.2,
respectively). In fact, augmentation occurs for all secondary products, except for CHONA
and CHOL. In the case of CHONA, since there is no NB in the feed mixture, its
formation should be through the Amine + H2O, Figure 4.8. In what concerns the effect of
time on stream, it is detected a slight increase in CHONA concentration in the beginning
of the test followed by a decrease and stabilization at low concentrations. This variation is
more pronounced for more severe operating conditions, Figure 4.14. In the case of
CHOL, it was not detected its formation. CHENO also presents an augmentation in the
beginning of the test, higher for 200ºC and 20 barg, followed by a stabilization in
concentration in similar values for both tests.
0
4000
8000
12000
16000
20000
24000
Co
ncentr
atio
n (
ppm
)
Bz
CHA
CHOL
CHONA
DICHA
CHENO
CHANIL
150 ºC, 14 barg
time (min)
0
4000
8000
12000
16000
20000
24000
Co
ncentr
atio
n (
ppm
)
Bz
CHA
CHOL
CHONA
DICHA
CHENO
CHANIL
200 ºC, 20 barg
time (min)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
106
a)
b)
Figure 4.14– Evolution of a) CHONA concentration, b) CHENO concentration along reaction
time (runs TC1 and TC2).
CHA, DICHA and CHANIL are the compounds where the increase in
concentration with the operating conditions severity is more pronounced. These
compounds result directly from ANL hydrogenation and condensation. At 20 barg and
200 ºC, there is more H2 solubilized in the reaction mixture and reaction rate is
accelerated, so it is expected that compounds resulting from hydrogenation reactions have
a greater increase, Figure 4.13. It is the case of CHA, that afterwards reacts with ANL and
forms CHANIL, that in turns is hydrogenated into DICHA.
Králik et al. [19] also studied hydrogenation of ANL over a Ru catalyst
concluding that CHA and DICHA are the main products obtained, in this experiment,
CHA was also a major compound but instead of DICHA, it was CHANIL to be detected
in higher quantities.
The increase of temperature and pressure in the hydrogenation of ANL shows that
more secondary products are formed. This information is very important in order to
choose the better operating conditions to be used in order to avoid the formation of
secondary products when the reaction is in the 2nd part, i.e., low NB concentrations,
particularly in a fixed-bed reactor (where there is an NB concentration profile along the
reactor length).
0
40
80
120
160
200
0 100 200 300 400 500
C (
ppm
)
time (min)
CHONA
150 ºC, 14 barg
200 ºC, 20 barg
0
500
1000
1500
2000
2500
0 100 200 300 400 500
C (
ppm
)
time (min)
CHENO
150 ºC, 14 barg
200 ºC, 20 barg

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
107
4.4 Conclusions
Influence of solvent and reaction products of NB hydrogenation into ANL was
studied over a Pd-based catalyst, 1 wt.% Pd/Al2O3. This analysis was also extended to
direct ANL and CHA hydrogenation.
A molecule similar to ANL was chosen to be used as co-solvent (p-tol) and so a
mixture of ANL + p-tol was tested and compared with ANL alone. It was found that the
presence of p-tol does not leads to the formation of other compounds and prevents the
formation of secondary products, in particular the heavy ones. However, NB conversion
and ANL formation is slower.
Reaction products influence in the NB hydrogenation was analysed out by co-
feeding H2O and Bz. It was observed that ANL hydrogenation decreases in the presence
of H2O, and that the formation of secondary products is lower, particularly of heavy
products. Relatively to Bz co-feeding, it was concluded that when Bz is present in higher
quantities it leads to a decrease in NB conversion. From an industrial point of view this
represents less ANL formation, which is negative; effect in secondary products formation
is negligible.
By direct hydrogenation of CHA it was concluded that if the only compound
present is CHA, no other compounds are formed; this confirmed the reaction mechanism
postulated in Chapter 3. By performing direct ANL hydrogenation, it was demonstrated
that when operating conditions are more severe, in terms of temperature and pressure,
secondary products formation has a considerable increase, particularly the light ones.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
108
References
[1] Rase, W., Hydrogenation of Nitroaromatics, Nitrobenzene Aniline, Handbook of
Commercial Catalyst: Heterogeneous Catalysts, CRC Press LLC, 2000.
[2] Kahl, T., Schröder, K.-W., Lawrence, F.R., Marshall, W.J., Höke, H., Jäckh, R.,
Aniline, Ullmann’s Encyclopedia of Industrial Chemistry, Wiley-VCH, 2011.
[3] Vogt, P.F., Gerulis, J.J., Amines, Aromatic, Ullmann’s Encyclopedia of Industrial
Chemistry, Wiley-VCH, 2000.
[4] Downing, R., Kunkeler, P., van Bekkum, H., Catalytic syntheses of aromatic amines,
Catalysis Today 37 (1997) 121-136.
[5] Wegener, G., Brandt, M., Lothar, D., Hofmann, J., Klesczewski, B., Koch, D., Kumpf,
R., Orzesek, H., Pirkl, H., Six, C., Steinlein, C., Weisbeck, M., Trends in industrial
catalysis in the polyurethane industry, Applied Catalysis A – General 221 (2001) 303-
335.
[6] Figueras, F., Coq, B., Hydrogenation and hydrogenolysis of nitro-, nitroso-, azo-,
azoxy- and other nitrogen-containing compounds on palladium, Journal of Molecular
Catalysis A: Chemical 173 (2001) 223-230.
[7] PERP Program – New Report Alert, August 2003, Nexant Chem Systems.
[8] Haber, F., On the stepwise reduction of nitrobenzene with limited cathode potencial,
Z. Elektrochem., 4 (1898) 506-514.
[9] Gelder, E., Jackson, S. and Lok, C., The hydrogenation of nitrobenzene to aniline: a
new mechanism, Chemical Communication (2005) 522-524.
[10] Corma, A., Concepción, P., Serna, P., A different reaction pathway for the reduction
of aromatic nitro compounds on gold catalysts, Angewandte Chemie 119 (2007) 7404-
7407.
[11] Makosh, M., Sá, J., Kartusch, C., Richner, G., van Bokhoven, J., Hungerbühler, K.,
Hydrogenation of nitrobenzene over Au/MeOx catalysts – a matter of the support, Chem
Cat Chem 4 (2012) 59-63.
[12] Chatterjee, M., Chatterjee, A., Kawanami, H., Ishizaka, T., Suzuki, T., Suzuki, A.,
Rapid hydrogenation of aromatic nitro compounds in supercritical carbon dioxide:
Mechanistic implications via experimental and theoretical investigations, Advanced
Synthesis & Catalysis 354 (2012) 2009-2018.
[13] Rakitin, M., Doluda, V., Tereshchenkov, A., Demidenko, G., Lakina, N., Matveeva,
V., Sul’man, M., Sul’man, E., Investigating the catalytic hydrogenation of nitrobenzene
in supercritical carbon dioxide using Pd-containing catalysts, Catalysis in Industry 7
(2014) 1-5.
[14] Turáková, M., Salmi, T., Eränen, K., Wärna, J., Murzin, D., Králik, M., Liquid phase
hydrogenation of nitrobenzene, Applied Catalysis A: General 499 (2015) 66-76.

Chapter 4 – Study of Solvent and Presence of Reaction Products Effects
in the Catalytic Hydrogenation of Nitrobenzene.
109
[15] Nagata, T., Watanabe, K., Kono, Y., Tamaki, A., Kobayashi, T., Process for
preparing high-purity aniline, US Patent 5283365, 1994.
[16] Narayanan, S., Unnikrishnan, R., Vishwanathan, V., Nickel-Alumina prepared by
constant and varying pH method: Evaluation by hydrogen-oxygen chemisorption and
aniline hydrogenation, Applied Catalysis A: General 129 (1995) 9-19.
[17] Narayanan, S., Unnikrishnan, R., Comparison of hydrogen adsorption and aniline
hydrogenation over co-precipitated Co/Al2O3 and Ni/Al2O3 catalysts, Journal of the
Chemical Society, Faraday Transactions 93 (1997) 2009-2013.
[18] Relvas, J., Optimization of the hydrogenation reaction of Nitrobenzene to aniline in a
3-phase hydrogenation reactor, Dissertation presented for the Doctor of Philosophy
degree in Chemical Engineering, 2008.
[19] Králik, M., Turáková, M., Macák, I., Wenchich, S., Catalytic Hydrogenation of
Aromatic Compounds in the liquid phase, Journal of Chemistry and Chemical
Engineering 6 (2012) 1074-1082.
[20] Rubio-Marqués, P., Leyva-Pérez, A., Corma, A. A bifunctional palladium/acid solid
catalyst performs the direct synthesis of cyclohexylanilines and dicyclohexylamines from
nitrobenzenes, Chemical Communications 49 (2013) 8160-8162.
[21] Sousa, J., Intensification of Aniline production: kinetic study of Nitrobenzene
hydrogenation, Dissertation presented for the Doctor of Philosophy degree in Refining,
Petrochemical and Chemical Engineering, 2015.
[22] Du, B., Su, H., Wang, S., Palladium supported on carbon nanofiber coated
monoliths for three-phase nitrobenzene hydrogenation: Influence of reduction
temperature and oxidation pre-treatment, Journal of Industrial and Engineering
Chemistry 21 (2015) 997-1004.
[23] Mohan, V., Pramod, C.V., Suresh, M., Hari Prasad Reddy, K., David Raju, B., Rama
Rao, K.S., Advantage of Ni/SBA-15 catalyst over Ni/MgO catalyst in terms of catalyst
stability due to release of water during nitrobenzene hydrogenation to aniline, Catalysis
Communication 18 (2012) 89-92.
[24] Turáková, M., Králik, M., Lehocký, P., Pikna, L., Smrcová, M., Remeteiová, D.,
Hudák, A., Influence of preparation method and palladium content on Pd/C catalysts
activity in the liquid phase hydrogenation on nitrobenzene to aniline, Applied Catalysis
A: General 476 (2014) 103-112.
[25] Pikna, L., Hezelová, M., Demcakova, S., Smrcová, M., Plesingerová, B., Stefanko,
M., Turáková, M., Králik, M., Pulis, P., Lehocký, P., Effect of support on activity of
palladium catalysts in nitrobenzene hydrogenation, Chemical Papers 68 (2014) 591-598.
[26]Torres, G., Jablonski, E., Baronetti, G., Castro, A., Miguel, S., Scelza, O., Blanco,
M., Jiménez, P., Fierro, J., Effect of the carbon pre-treatment on the properties and
performance for nitrobenzene hydrogenation on Pt/C catalysts, Applied Catalysis A:
General 161 (1997) 213-226.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
110
[27]Li, J., Li, X., Ding, Y., Wu, P., Pt nanoparticles entrapped in ordered mesoporous
carbons: An efficient catalyst for the liquid-phase hydrogenation of nitrobenzene and its
derivatives, Chinese Journal of Catalysis 36 (2005) 1995-2003.
[28] Relvas, J., Andrade, R., Freire, F., Lemos, F., Araújo, P., Pinho, M., Nunes, C.,
Ribeiro, F., Liquid Phase hydrogenation of nitrobenzene over an industrial Ni/SiO2
supported catalyst, Catalysis Today 133–135 (2008) 828–835.
[29] Zhao, F., Zhang, R., Chatterjee, M., Ikushima, Y., Araic, M., Hydrogenation of
nitrobenzene with transition metal catalysts in supercritical carbon dioxide, Advanced
Synthesis & Catalysis 346 (2004) 661-668.
[30] Zhao, F., Zhang, R., Chatterjee M., Ikushimab, Y., Araic, M., Hydrogenation of
Nitrobenzene with Supported Transition Metal Catalysts in Supercritical Carbon
Dioxide, Preprints of Papers - American Chemical Society, Division of Fuel Chemistry 49
(2004) 13-14.
[31] Kirk-Othmer, Amines, Aromatic, Encyclopedia of Chemical Technology, M. Howe-
Grant. New York, John Wiley & Sons 426-482, 1992.

*Adapted from: Clara Sá Couto, Luís M. Madeira, Clemente Pedro Nunes, Paulo Araújo,
Commercial Catalysts Screening for Liquid Phase Nitrobenzene Hydrogenation, Applied Catalysis
A: General 522 (2016) 152-164 (DOI: http://dx.doi.org/10.1016/j.apcata.2016.04.032). 111
Chapter 5 - Commercial Catalysts Screening for
Liquid Phase Nitrobenzene Hydrogenation.
Abstract
In this work, a series of commercially available materials was screened for the
catalytic hydrogenation of nitrobenzene (NB). The materials revealed different
performances, particularly different activities in what concerns the NB conversion, and
notably diverse selectivities towards the industrially desired reaction product, aniline
(ANL). The catalysts’ active phases are based on Pd and Ni (respectively groups I and II),
namely 1 wt. % Pd/Al2O3 (Catalyst I.1), 0.3 wt. % Pd/Al2O3 (Catalyst I.2), 0.3 wt. %
Pd/Al2O3 (Catalyst I.3), and 50 wt.% NiO/(Al2O3+SiO2) (Catalyst II.1). The fresh and
used materials were characterized by several physical-chemical techniques, specifically
scanning electron microscopy (SEM), high resolution transmission electron microscopy
(HRTEM), nitrogen adsorption (with BET surface area determination), X-ray diffraction
(XRD), H2 temperature-programmed reduction (TPR), inductively coupled plasma mass
spectrometry (ICP-MS) and elemental (CHNS) analysis. It was shown that the catalysts
are stable in the conditions studied and no deactivation was found. The characterization
results allowed explaining the catalytic behavior of the tested materials. In particular,
catalyst I.1 was found to be the less active, probably due to its much lower BET surface
area (and larger Pd particle size). On the other hand, catalyst I.2 was the more active,
which was well correlated to the smaller average particle size (along with narrower Pd
particle size distribution) and smaller pellet size, although the active metal content is low.
Finally, it was observed that catalyst II.1 is the most selective towards light by-products
(benzene (Bz), cyclohexylamine (CHA), cyclohexanol (CHOL) and cyclohexanone
(CHONA)), probably due to its lower pore size dimensions

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
112
5.1 Introduction
Aniline (ANL) is an important raw material for the polyurethane industry, being
used mainly in the production of methylene diphenyl diisocyanate (MDI) [1, 2].
Commercial ANL is predominantly produced by the catalytic hydrogenation of
nitrobenzene (NB) – eq. (1), which can be performed in gaseous or in liquid phase [3, 4].
𝐶6𝐻5𝑁𝑂2 + 3𝐻2 → 𝐶6𝐻5𝑁𝐻2 + 2𝐻2𝑂 (5.1)
One of the advantages of using liquid phase hydrogenation is to avoid the hot-spots
(as a consequence of the reaction exothermicity); moreover, when compared with the
vapor-phase and for a given reactor size, it usually shows a greater production capacity
and allows using reaction heat to produce steam. Typically, NB liquid-phase
hydrogenation is operated at 80 – 250 ºC under pressure with yields of 98 – 99 %. In
vapor-phase, although yields of 99 % or higher could be achieved, it is operated under
pressure at slightly higher temperatures [1, 5].
For NB hydrogenation many catalysts offering high activity and selectivity are
available, being the choice of the right catalyst to be used in the industrial ANL synthesis
a key issue. Usually, for the hydrogenation of nitro groups, the most used metals are
palladium, platinum and nickel, supported or not [6]. In the case of NB hydrogenation
there is a wider possible choice, including also the use of copper and cobalt [7]. Other
reducing agents, such as ferrous salts, tin, zinc, soluble sulfides, sulfur, and carbon
monoxide were also proposed [1-8]. Catalyst selection is very important for maximizing
ANL selectivity, keeping secondary products formation low.
Palladium and nickel catalysts have shown great success in the NB hydrogenation
[9, 10]. For instance, it has been reported the use of platinum-palladium catalyst on a
carbon support, with iron as a modifier [11], as well as palladium or palladium-platinum
deposited on a lipophilic carbon support [12], palladium supported on iron oxides [13], or
using a gel entrapped palladium catalysts [14]. Noble metals can catalyze the NB
hydrogenation under mild conditions, since the nitro group was found to be one of the
most suitable to be reduced using this type of catalysts. Nevertheless, their use in large-

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
113
scale production has not been explored due to their high costs [15].
The advantage of Pd-based catalysts is related with their high activity and also to
the fact that they do not attack, or even disrupt, the aromatic ring [16]. In the open
literature, the most studied catalysts for NB hydrogenation in liquid phase are palladium
supported in carbon [17-20]. However, upon consulting the list of commercial catalysts
available in the market, it is possible to verify that the most common is palladium
supported on Al2O3, with the variations restricted to their shape and metal content [21].
Ni-based catalysts are also well-known and widely studied in the liquid phase
reaction, either being supported or on a Raney form [22, 23]. Industrially, Ni catalysts are
also very used due to their low cost and high yields [3].
The main goal of this work was to test available commercial catalysts suitable for
the NB hydrogenation in liquid phase that are active in mild conditions of temperature
and pressure. Pd-based catalysts are the most appropriate, and so it was decided to acquire
several Pd catalysts (from now on called group I). Industrially, Ni based-catalysts are the
most used for ANL production being decided to acquire one of this kind to use as a
reference (group II) to compare activity and selectivity to the desired reaction, with less
secondary products formation.
5.2 Material and Methods
5.2.1. Catalyst samples
Materials used in this work are available in the market and are presented as
catalysts for the hydrogenation of aromatic nitro groups into aromatic amines. The main
characteristics of the as-received catalysts are presented in Table 5.1 (group I – Pd-based;
group II – Ni-based).

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
114
Table 5.1– Catalysts main physical characteristics.
catalyst I.1 catalyst I.2 catalyst I.3 catalyst II.1
Composition 1 wt. % PdO /
Al2O3
0.3 wt. % PdO /
Al2O3
0.3 wt. % PdO /
Al2O3
50 wt. % NiO /
(Al2O3+SiO2)
Size (mm) 2 - 4 1.2 – 2.5 4 - 6 0.8 – 3.2
5.2.2. Catalysts Characterization
The commercial catalysts were characterized by XRD (X-ray Diffraction), SEM
(Scanning Electron Microscopy), TEM (Transmission Electron Microscopy), HRTEM
(High Resolution Transmission Electron Microscopy), H2-TPR (Temperature
Programmed Reduction), nitrogen adsorption for BET surface area determination, ICP-
MS (Inductively coupled plasma mass spectrometry) and elemental (CHNS) analysis.
Two samples of each catalyst were characterized: without suffering any reaction (fresh
samples) and after the catalytic tests (used samples), except for H2-TPR, where only the
fresh materials were analysed because the used samples have some organic compounds,
which interfere in the TCD signal.
The XRD patterns were obtained on a Rigaku diffractometer, Geigerflex, in the
angular range of 10° to 100° (2θ) with a scan rate of 3° / min. The morphology and
surface of the catalysts were analyzed by SEM, performed on a Hitachi SU-70
microscope. TEM, performed on a Hitachi 8100 with ThermoNoran light elements EDS
detector and digital image acquisition, was used to monitor the morphological properties
of the different samples. HRTEM was performed on a JEOL 2200FS apparatus to
determine the Pd particle size distribution in the support.
H2-TPR experiments were performed on a Micromeritics AutoChem II 2920
apparatus, using 130 mg of catalyst. Ni catalyst was pre-treated, under argon (flow rate of
25 mL/min NTP), from room temperature (RT) up to 250 °C (heating rate of 10 °C/min),
kept at 250 °C for 1 h and then cooled to RT. This pre-treatment was realized with the
objective of removing water and impurities from the catalyst surface. Then, the reactor
was purged with argon for 10 min at RT. Only the Ni catalyst was pre-treated, because Pd
particles are reduced in the presence of Argon. H2-TPR was carried out under a mixture
of 5% H2/Argon with a flow rate of 30 mL/min (NTP), from RT up to 900 °C at a heating
rate of 10 °C/min. Hydrogen consumption was measured with a TCD; water formed
during the reduction processes was trapped in a dry ice trap.

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
115
Nitrogen adsorption and desorption measurements were carried out at 77 K with
an automatic Micromeritics ASAP 2000 apparatus. Prior to analysis, the samples were
pretreated at 448 K under vacuum for 6 h. The BET surface area (Sext), the total pore
volume (Vtotal), calculated from the adsorbed volume of nitrogen for a relative pressure
P/P0 of 0.99, and the average pore diameter (Daverage), were estimated.
Elemental (CHNS) analysis was performed on a TruSpec Micro equipment with a
nominal sample weight of 2 mg. The determination of elements by ICP-MS was
performed on an ICP-MS Thermo X Series apparatus. The sample to be analyzed was
rigorously weighed (ca. 0.05 g) and it was added 1 ml HNO3 + 3 ml HCl + 1 ml de HF.
Then the sample was digested under microwave heating (180 ºC) for 5 min. The sample
was finally taken up to 100 ml with ultrapure water and analyzed.
5.2.3. Catalytic Reaction
Hydrogenation of NB, in liquid phase, was carried out in a 1L-capacity Parr batch
reactor provided with an air-impelled stirrer (Figure B.1 of the Appendix B section). The
stirrer was equipped with a basket, where the catalysts were placed. The catalysts used are
those indicated in Table 5.1. Preliminary results have shown that above 1000 rpm no
major differences were observed in the catalytic results (data not shown); so, the stirrer
was set at such value in all runs to guarantee that external resistances to mass transfer do
not exist.
A known amount of catalyst was loaded into the reactor and the material pre-
treated, in situ, at 150 ºC under hydrogen pressure (20 barg) for 2 hours. A certain volume
of ANL was loaded into the reactor, in order to avoid the formation of two phases
(aqueous and organic) that would stop the reaction; ANL addition also helps in
dissipating the excess heat generated due to the high exothermicity of the reaction.
The reactor was enclosed in an electric furnace regulated by a temperature
controller (SHIMADEN SD20) and the initial temperature was then established. The heat
produced by the nitrobenzene hydrogenation was removed by a water stream whose flow
was controlled with a set of ball valves, as shown in Figure S.1. The reactor temperature
was constant with a maximum ΔT of ± 6 ºC and it was continuously measured throughout
the experiments.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
116
Nitrobenzene (NB) was charged in a vessel and subsequently loaded into the reactor
by pushing it using a high-pressure hydrogen stream (cf. Figure B.1). NB was loaded into
the reactor instantaneously, when the desired reaction temperature was achieved (time = 0
min). This procedure was adopted to ensure that NB hydrogenation does not start before
the beginning of the experiment and also to avoid any strong NB adsorption on the
catalyst, blocking accessibility to active sites; this is also ensured by using ANL as
solvent. All the experiments were done in batch mode up to a nearly complete
consumption of NB (which was considered to correspond to the instant at which NB
concentration was below 1000 ppm).
The reactor operates in a batch mode relative to the liquid phase but in a semi-
continuous mode for the gas phase (hydrogen). The total pressure inside the reactor is
kept constant along each run due to the continuous admission of hydrogen as it is being
consumed.
The reference values for temperature, pressure and initial nitrobenzene
concentration during the catalytic screening tests will be represented by Tref (ºC) = 150
ºC, Pref (barg) = 14 barg and Cref = 10 % (100 000 ppm), respectively. For catalysts
screening, the effect of reaction temperature and total pressure was analysed, tests
indicated as T, and all the experiments were done in batch mode. For all the catalysts,
some preliminary tests were performed in the same operating conditions (Cref, Tref and
Pref) – Table 5.2, tests E – to check reproducibility.
The experiments performed and the conditions used are given in Table 5.2. In all
runs, the catalyst-to-liquid volume ratio was 80.0 g / L and the initial reactants ratio, NB
to ANL, was 0.11 (w / w).

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
117
Table 5.2 - Initial conditions of the experiments performed.
Test Catalyst Experimental conditions
E1
catalyst I.1
1 wt. % PdO / Al2O3
150 ºC, 14 barg
T2 150 ºC, 6 barg
E3 150 ºC, 14 barg
T4 150 ºC, 30 barg
E5 150 ºC, 14 barg
T6 180 ºC, 14 barg
T7 240 ºC, 14 barg
E8
catalyst I.2
0.3 wt. % PdO / Al2O3
150 ºC, 14 barg
T9 150 ºC, 6 barg
E10 150 ºC, 14 barg
T11 150 ºC, 30 barg
E12 150 ºC, 14 barg
T13 180 ºC, 14 barg
T14 240 ºC, 14 barg
E15
catalyst I.3
0.3 wt. % PdO / Al2O3
150 ºC, 14 barg
T16 150 ºC, 6 barg
E17 150 ºC, 14 barg
T18 150 ºC, 30 barg
E19 150 ºC, 14 barg
T20 180 ºC, 14 barg
T21 240 ºC, 14 barg
E22
catalyst II.1
50 wt. % NiO / (Al2O3+SiO2)
150 ºC, 14 barg
T23 150 ºC, 6 barg
E24 150 ºC, 14 barg
T25 150 ºC, 30 barg
E26 150 ºC, 14 barg
T27 180 ºC, 14 barg
T28 240 ºC, 14 barg
The sampling of liquid phase was performed at selected time intervals and collected
samples were analysed by gas chromatography, in an Agilent 6890A chromatograph
equipped with two flame ionization detectors (FID). The column used was a HP-1 one
(100% dimethylpolysiloxane, 30 m x 320 µm x 4 µm). The temperature in the injector
and in the detector was 250 ºC, the pressure in the column was 14 bar and the carrier gas
used was helium. The column oven was temperature-programmed with a 1 min initial
hold at 120 ºC, followed by an increase of temperature until 230 ºC at a rate of 15 ºC/min
and kept at 230 ºC for 9 min.
All the compounds were previously identified using the external standard method.
Calibration curves were plotted for all the compounds to be analysed, which were easily
identified since their retention times are known. Several samples were injected and the
standard deviation associated with this method was found to be below 10%.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
118
5.3 Results and Discussion
It is important to refer that all the catalysts were analyzed in their original shape,
because the main objective of this study is to perform a catalytic screening of commercial
catalysts. Consequently, with the exception of TEM analysis, all the other techniques
were performed with the catalysts as received.
5.3.1 Catalysts Characterization
All the catalysts, fresh and used, were analyzed by ICP and elemental (CHNS)
analysis. It was verified that Pd content is equal in fresh and used samples. Consequently,
it can be concluded that Pd leaching does not occur. Also, some samples of reaction
mixture were analyzed, which confirmed the absence of Pd and Ni in the liquid phase.
However, in the case of catalyst II.1, with Ni, it was verified some losses of metal. In all
used catalysts it was detected the presence of carbon (by elemental analysis), amounting
in catalyst I.1 to 1.2 wt.%, in catalyst I.2 to 4.6 wt.%, in catalyst I.3 to 1.2 wt.% and in
catalyst II.1 to 3.0 wt.%, indicating that some of the reaction compounds became trapped
in catalysts pores/surface, blocking porosity. However, the amounts quantified are not
expected to interfere with the catalysts stability, as shown below (cf. section 5.3.2).
The X-Ray diffraction patterns of the different catalysts are shown in Figure 5.1. It
is observed that only catalyst I.1 has a crystalline nature while the others present an
amorphous structure. The samples used were also analyzed by XRD (Figure B.2 of
Appendix B), but no significant differences between them (fresh and used samples) were
observed. In the case of catalyst I.1, crystallinity loss was less than 10%. This loss is
calculated through the determination of the diffractogram area of each sample (fresh and
used). The species found, in both fresh and used catalysts, were aluminum oxide (Al2O3)
and corundum (Al2O3, all the other peaks). Species detected for catalyst II.1 were
aluminum oxide (Al2O3) and gibbsite (Al(OH)3), while for catalyst I.3 only aluminum
oxide (Al2O3) was identified. Catalyst II.1 presents peaks for metallic nickel (Ni) and
bunsenite (NiO). For catalysts of the group I, Pd metal was not detected. This is probably
related with the fact that the samples were not previously activated (Pd was not reduced).
PdO was also not found due to the very small load / particle size of Pd.

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
119
Figure 5.1– X-ray diffraction patterns of the fresh catalysts studied: a) catalyst I.1, b) catalyst I.2,
c) catalyst I.3 and d) catalyst II.1.
The morphology of the catalysts samples was analyzed by SEM. Fresh and used
samples (Figure B.3 of the Appendix B) evidenced no major differences between them.
TEM micrographs of the catalysts are shown in Figure B.4 of the Appendix B, also
evidencing no major differences between fresh and used samples, except for the Ni-one.
In fact, in catalyst II.1 it was observed that Ni particles agglomerate when subjected to the
reaction, but the impact in catalytic activity was not evident in the few tests performed;
possibly this would be noticed after long-term use.
Particle size distribution determined by HRTEM for the group I samples revealed
that in catalyst I.2, Pd particles are homogeneously dispersed in the support with a
particle size distribution in the range of 0.5-5.5 nm (Figure 5.2). In catalyst I.3 average Pd
particle size is slightly higher, being the highest one for catalyst I.1, which distribution is
not so homogeneous.
a)
b)
c)
d)
2 40
ntensit
(a.u
.)
heta (degrees)
*
*
α
α
α
α
α
α
α
α
αα α αα α
αα
Al2O
Al(OH)
NiO
Niα orundum (Al2O )

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
120
Figure 5.2 – Particle size distribution of fresh group I catalysts determined by HRTEM.
H2-TPR profiles of fresh catalysts are shown in Figure 5.3. The profiles of all the
catalysts containing Pd (catalyst I.1, catalyst I.2 and catalyst I.3), show a negative peak
(H2 desorption) at about 70 ºC, which is due to the decomposition of Pd hydride (formed
in the reduction of PdO under 5 % H2 / Ar before the ramp was started at RT), typical for
palladium-based catalysts. Catalyst I.1 has the highest Pd content (1 wt. % vs. 0.3 wt. %
for catalyst I.2 and catalyst I.3), being observed that its peak is the most intense, in
agreement with what is reported in the literature [24, 25]. In the case of catalyst I.1 and
catalyst I.3 it was also detected a slight H2 consumption from 230 to 450 ºC, which could
be assigned to the reduction of stable PdO species that strongly interact with the support
[26, 27]. Catalyst II.1, the Ni-based, presents three peaks in the H2-TPR, centred at 150
ºC, 245 ºC and 650 ºC. The two reduction peaks at low temperature may be ascribed to
the reduction of Ni2O3 to metallic nickel or to Ni2+ [28, 29]. The peak centred at 650 ºC
can be assigned to the reduction of dispersed Ni2+ species that are stabilized by a strong
interaction with the support [30]. Based on the H2-TPR results it is possible to conclude
that all the catalysts are completely reduced after the pre-treatment described in section
5.2.3.
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.510.00
10
20
30
40
50
60
Fre
qu
ency
(%
)
Particle size (nm)
catalyst I.1 dpaverage
= 5.59 nm
catalyst I.2 dpaverage
= 1.03 nm
catalyst I.3 dpaverage
= 1.18 nm

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
121
Figure 5.3 – Temperature programmed reduction profiles for the fresh Pd-based (a) catalyst I.1,
b) catalyst I.2, c) catalyst I.3) and Ni-based (d) catalyst II.1) materials studied.
The textural parameters of all catalysts are summarized in Table 5.3. Globally, none
of the catalysts seems to lose its porosity after the catalytic reaction, at least in a
significant extent. Catalyst I.1 presents very low BET surface area and total pore volume.
Catalyst I.2 has the same formulation as catalyst I.3, but they are from distinct suppliers;
through the analysis of their textural parameters it is possible to see that the results for
fresh samples are only slightly different, which becomes more evident after being used in
the hydrogenation reaction. While catalyst I.3 loses 12.5 % of its total pore volume,
catalysts I.2 loses 7.8 % of its BET surface area. In the case of catalyst II.1, one can
conclude that the reaction has also some influence in the textural parameters, except in
the BET surface area. The parameter that, globally, appears to be more influenced by the
hydrogenation reaction is the total pore volume (Vtotal pore). It is also observed that the
average pore diameter in the case of catalysts I.1 and I.2 increases after reaction, while for
catalyst I.3 and II.1 it decreases. This might be related with the types of pores that are
blocked upon the hydrogenation reaction. Although a decrease in the surface area and
volume of pores is exhibited by all the used catalysts, it was not observed any catalyst
deactivation during the parametric study, as discussed below.
0 50 100 150 200 250 300 350 400 450 500 550
Temperature (ºC)
c)
b)
H2 c
onsu
mpti
on (
a. u
.)a)
0 100 200 300 400 500 600 700 800 900
Temperature (ºC)
H2 c
onsu
mpti
on (
a.u.)
d)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
122
Table 5.3 – Textural parameters for the catalysts samples studied.
Sample BETsurface area
[m2 g-1] [a]
ΔBETsurface area [%][b]
Vtotal pore
[cm3 g-1] [c]
ΔVtotal pore
[%][d]
Daverage
[Å] [e]
ΔDaverage
[%][f]
catalyst I.1 Fresh 8
12.5 0.020
5.0 103
-2.9 Used 7 0.019 106
catalyst I.2 Fresh 102
7.8 0.566
3.4 223
-4.9 Used 94 0.547 234
catalyst I.3 Fresh 106
4.7 0.553
12.5 209
8.1 Used 101 0.484 192
catalyst II.1 Fresh 212
3.8 0.298
16.4 56
12.5 Used 204 0.249 49
[a] BET surface area. [b] BET surface area loss. [c] Total pore volume. [d] Total pore volume loss. [e] Pore diameter
average. [f] Pore diameter average loss.
5.3.2 Nitrobenzene Hydrogenation
The catalytic tests performed had the objective of defining and choosing, among the
commercial industrial catalysts, which one is the most selective, which means the one that
presents higher selectivity towards ANL, having less secondary products formation, while
being also as active as possible in NB conversion. In Figure 5.4 and 5.5 are presented
some preliminary tests, which allowed confirming the reproducibility of the experiments.
It is also possible to conclude that the catalysts are stable in the runs made and within the
conditions studied. This is in agreement with the results obtained from the
characterization: no major differences were detected through textural or morphological
parameters, between fresh and used samples.
Figure 5.4 – Reproducibility tests, showing NB consumption as a function of reaction time at 150
ºC, 14 barg and 10% NB for each catalyst.
0 30 60 90 120 150 180
0
20000
40000
60000
80000
100000
CN
B (
pp
m)
time (min)
E1
E3
E5
Catalyst I.1
0 30 60 90 120 150 180
0
20000
40000
60000
80000
100000
CN
B (
pp
m)
time (min)
E8
E10
E12
Catalyst I.2

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
123
Figure 5.5 – Reproducibility tests, showing NB consumption as a function of reaction time at 150
ºC, 14 barg and 10% NB for each catalyst.
The liquid phase analysis confirmed the presence of NB and of the industrially
desirable product, ANL, as well as of the by-products cyclohexylamine (CHA),
cyclohexanol (CHOL), cyclohexanone (CHONA), N-cyclohexylaniline (CHANIL),
dicyclohexylamine (DICHA), cyclohexyldeneaniline (CHENO) and benzene (Bz) – cf.
Nomenclature section. Nevertheless, the secondary products will not be presented
individually but in groups: Light products – Bz, CHA, CHOL and CHONA; and Heavy
products: DICHA, CHENO and CHANIL. Figure 5.6 illustrates their formation,
according to the reaction mechanism proposed in a previous work [10], either directly
from NB or through ANL hydrogenation. Relatively to the carbon mass balance, all the
compounds identified allowed to close the balance within the analytical uncertainty (± 6
%).
0 30 60 90 120 150 180
0
20000
40000
60000
80000
100000C
NB (
pp
m)
time (min)
E15
E17
E19
Catalyst I.3
0 30 60 90 120 150 180
0
20000
40000
60000
80000
100000
CN
B (
pp
m)
time (min)
E22
E24
E26
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
124
Figure 5.6– Reaction network proposed for formation of ANL and secondary products [10].
*very reactive and unstable compound.
5.3.2.1 Catalysts activity
The influence of pressure in the catalysts performance was studied by varying this
variable between 6 and 30 barg (Table 5.2). The total pressure is increased in the reactor
due to the increase of the hydrogen pressure, meaning that more hydrogen will be present
in the gas phase above the liquid and, consequently, solubilized in the reaction mixture.
Therefore, it is expected that catalytic activity increases with the total pressure. In Figure
5.7 are presented the results for the NB consumption along reaction time for all the
catalysts, at different pressures. It is noteworthy that the maximum expected value of NB
concentration is never reached because the reactant is not inside the reactor at the initial
instant (cf. Experimental section 5.2.3), and so, when loaded into the reactor, there is
immediately a consumption of NB (this explains why CNB never reaches the value of
100 000 ppm).
Heavy products
Light products
Light products
NO2
Cat
+H2
NH2
+ NH3
H2
Cat
H2
+ANL
-NH3
Cat
H2
NH2
NHNH2
+H2 -NH3
NH
+H2
NH
O
+H2
-NH3
+ANL -H2O
N
+H2
+H2OH CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
Bz
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
-H2O
-H2O
*-NH3
+H2O

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
125
a)
b)
c)
Figure 5.7– Effect of reaction total pressure on NB consumption as a function of reaction time for
the different catalysts: a) P = 6 barg, b) P = 14 barg and c) P = 30 barg.
It is clearly seen that an increase in pressure increases the NB consumption rate,
decreasing the time required to reach complete conversion (one should notice the
different time scales in Figures 5.7a to 5.7c). Relatively to the catalyst screening, and
whatever the operating conditions used, catalyst I.2 is the one that presents higher
reaction rates while catalyst I.1 always presents the slower ones. Catalyst I.3 and catalyst
II.1 present very similar performances at 14 barg (Figure 5.7 b)), however at 6 bar (Figure
5.7a)) and 30 barg (Figure 5.7 c)) catalyst I.3 is slightly better than catalyst II.1.
Analysing the temperature effect, it is observed in Figure 5.8 that catalyst I.2 is
again the one with the highest activity at all temperatures tested, while catalyst I.1
continues to be the one with the slowest activity. At 240 ºC (Figure 5.8c)), NB
consumption rate has a great increase for all the catalysts. It is shown that the profiles of
0 30 60 90 120 150 180 210 240 270 300 330 360
0
20000
40000
60000
80000
100000C
NB (
pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 30 60 90 120 150
0
20000
40000
60000
80000
100000
C N
B (
pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 30 60 90 120
0
20000
40000
60000
80000
100000
C N
B (
pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
126
catalyst I.3 and II.1 are very similar and, despite still being the slowest one, catalyst I.1
has a NB profile closer to them.
a)
b)
c)
Figure 5.8- Effect of reaction temperature on NB consumption as a function of reaction time for
the different catalysts: a) T = 150 ºC, b) T = 180 ºC and c) T = 240 ºC.
Comparing the results shown in Figure 5.7 and Figure 5.8, it can be concluded that
temperature has a higher influence in the performance of all catalysts than pressure (in the
ranges studied), and that the higher is the temperature (or pressure), the higher will be the
activity.
0 30 60 90 120 150
0
20000
40000
60000
80000
100000
C N
B (
pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 30 60 90 120
0
20000
40000
60000
80000
100000
C N
B (
pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0
20000
40000
60000
80000
100000
C N
B (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
127
a)
b)
Figure 5.9 – Comparison of NB consumption rate for all operating condition used a) per gram of
catalyst and b) per gram of metal.
In Figure 5.9 are shown the results of NB consumption rate, at all the conditions
studied, normalized either a) per gram of catalyst or b) per gram of metal. These reaction
rates were computed from previous figures, in the range where NB concentration
decreases nearly linearly along reaction time. The results are in agreement with what was
stated above when normalized per mass of catalyst, i.e. catalyst I.2 has the highest NB
consumption rates and catalyst I.1 the lowest ones, whatever the reaction temperature and
pressure. The Ni-based catalyst (sample II.1), similar to others used industrially, has NB
consumption rates in the range of 0.37-1.75 gNB / gcat h, close to others reported in the
literature (values in the range of 0.865 to 2.214 gNB / gcat h have been found, but they
depend on the operating temperature, total pressure, catalyst composition and particle size
6 barg - 150ºC 14 barg - 150 ºC 30 barg - 150 ºC 14 barg - 180 ºC 14 barg - 240 ºC0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
NB
consu
mpti
on r
ate (
g N
B /
h g
cat
alyst
)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
6 barg - 150ºC 14 barg - 150 ºC 30 barg - 150 ºC 14 barg - 180 ºC 14 barg - 240 ºC
0
200
400
600
800
1000
1200
1400
NB
con
sum
pti
on
rat
e (g
NB
/ h
g m
etal
)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
128
[22, 31, 32]). For the catalysts of group I, Pb-based, NB consumption rate is in the range
of 0.21 – 3.25 gNB / gcat h; again, these values are in agreement with those found in
literature [32 – 33].
When normalized per gram of active phase, the results (Figure 5.8b) change
drastically in the case of catalyst II.1. This catalyst becomes the one with the slowest
consumption rate since it has the highest content of metal, as shown in Table 1. The
performance reached with catalyst I.1 slightly decreases, comparing with the other
catalysts, for the same reason. In the case of catalysts I.2 and I.3 the results remain
proportional between them, since they have the same metal content (and the same
formulation). However, the NB consumption rates are quite different among them.
HRTEM data allowed understanding that in catalyst I.2 Pd nanoparticles are slightly
smaller while in catalyst I.3 Pd particle size distribution is slightly wider. Another
possible reason for this difference is related with the pellet size (Table 5.1) – catalyst I.2
is smaller and thinner than catalyst I.3 and, consequently, if internal resistances to mass
transfer exist, they will be less relevant for catalyst I.2 and so the activity will be higher.
5.3.2.2 Catalysts selectivity
To analyse catalysts selectivity, it is necessary to evaluate the formation of
secondary products (grouped as light and heavy, as stated above) because their formation
will have an influence in the evolution of ANL concentration. Moreover, it should be
referred that light products are over-hydrogenated and hydrogenolytic substances, while
heavy products result from ANL condensation reactions.
Secondary products formation is influenced by the operating conditions used;
therefore, selectivity results will be presented as a function of pressure (Figure 5.10 and
Figure 5.11) and temperature (Figure 5.12 to Figure 5.14) along reaction time.
Catalyst II.1 is the one that produces more light products (Figure 5.10), mainly
CHONA, and unlike what would be expected, pressure increase has a negative influence
in their formation. Analysing the textural parameters it is possible to see that catalyst II.1
is the one that has the smallest Daverage (average pore diameter), which might explain its
larger selectivity to mostly smaller (i.e., light) by-products. On the other hand, catalysts
I.2 and I.1 produce more heavy compounds than the other catalysts.

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
129
The selectivity plots results can be divided in two parts, with different patterns: the
first one for high NB concentrations (short reaction times – where NB hydrogenation
prevails) and the second for low NB concentrations (longer reaction times – where ANL
hydrogenation is the dominant one). For high NB concentration (1st part), all the catalysts,
except catalyst II.1 for light products, present similar results. The formation of by-
products is low and constant (their presence since the beginning of the experiments is due
to the use of industrial level NB/ANL mixture, with low purity). When the NB
concentration is low, the formation of secondary products has a huge increase that is more
noticed for higher pressures (30 barg). To better illustrate this issue, Figure B.5 (and B.6)
in the Appendix B shows the selectivity of each catalyst towards the total of secondary
products at the same NB conversion level. Because the catalysts have different activities,
as reported above, in such figure one has, in the xx axis, not reaction time but rather NB
concentration; this means that in such plots time evolution of selectivity in a given
experiment should be analysed from the right to the left.
a)
b)
Figure 5.10 - Light products and Heavy products concentration at Tref as a function of reaction
time for different pressures: a) and b) P = 6 barg.
0 50 100 150 200 250 300 350
0
1x103
2x103
3x103
4x103
5x103
6x103
CL
ight
Pro
duct
s (ppm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 50 100 150 200 250 300 350
0
1x103
2x103
3x103
4x103
5x103
CH
eavy P
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
130
a)
c)
b)
d)
Figure 5.11 - Light products and Heavy products concentration at Tref as a function of reaction
time for different pressures: a) and c) P = 14 barg and b) and d) 30 barg.
Figures 5.10 and 5.11 show that catalyst II.1 is the one that leads to a higher
formation of light products, mainly CHONA. According to Figure 5.6, CHONA
formation might occur through the direct hydrogenation of NB (the stage that prevails at
low reaction times) or through the reaction between the intermediate amine and H2O (the
2nd stage that dominates at longer reaction times). It seems that with catalyst II.1,
CHONA formation occurs via NB hydrogenation (1st part), and eventually through the
ANL route also (via the amine), while in the Pd-based catalysts its formation is via the
amine reaction (2nd part, which dominates at long reaction times).
When comparing the Ni-based with the Pd-based catalysts (group I), it is seen that
catalyst II.1 promotes the formation of light products, in detriment of the heavy ones
(Figures 5.10 and 5.11).
0 20 40 60 80 100 120 140
0
1x103
2x103
3x103
4x103
5x103
6x103
CL
ight
Pro
duct
s (ppm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120 140
0
1x103
2x103
3x103
4x103
5x103
CH
eavy P
roduct
s (ppm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0
1x103
2x103
3x103
4x103
5x103
6x103
CL
ight
Pro
duct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0
1x103
2x103
3x103
4x103
5x103
CH
eavy P
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
131
a)
b)
c)
Figure 5.12 – Total secondary products concentration at Tref as a function of reaction time a) P =
6 barg, b) P = 14 barg and c) 30 barg.
Summarizing, in the case of pressure variation, catalyst II.1 is the one that has
higher production of secondary products at high NB concentrations – Figure 5.12 –
benefiting hydrogenolysis and overhydrogenation of ANL. At low NB concentrations,
either catalysts I.1/I.2 (at high pressures) or I.2/II.1 (at low to intermediate pressures)
appear to produce more secondary products, leading to ANL condensation reactions, and
to be more influenced by the variation of this parameter. Catalyst I.3, when NB
concentration is high, does not seem to be affected by pressure variation and mantain the
secondary products formation low, i.e., high selectivity towards ANL.
Relatively to temperature variation, its effect in secondary products formation is
shown in Figure 5.13. It is seen again in the 1st part of the reaction (short reaction times)
that catalyst II.1 produces more light products (influenced once more by CHONA
0 50 100 150 200 250 300 350
0.0
2.0x103
4.0x103
6.0x103
8.0x103
CT
ota
l se
condar
y p
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120 140
0.0
2.0x103
4.0x103
6.0x103
8.0x103
CT
ota
l se
condar
y p
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0.0
2.0x103
4.0x103
6.0x103
8.0x103
CT
ota
l se
condar
y p
roduct
s (pp
m)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
132
formation). In the 2nd part, catalyst II.1 has the highest yields in light products and
catalysts I.1/I.2 exhibit a great production of heavy products.
a)
d)
b)
e)
c)
f)
Figure 5.13 – Light products and Heavy products concentration at Pref as a function of reaction
time at: a) and d) T = 150 ºC, b) and e) T = 180 ºC and c) and f) 240 ºC.
0 20 40 60 80 100 120 140
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
CL
ight
Pro
duct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120 140
0.0
5.0x103
1.0x104
1.5x104
2.0x104
CH
eavy P
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
CL
ight
Pro
duct
s (ppm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
CH
eavy P
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 30 60 90 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
CL
ight
Pro
duct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20 40 60 80 100 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
CH
eavy P
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
133
The increase in the reaction temperature leads to a higher formation of over-
hydrogenated products, mainly CHA. According to the proposed mechanism (Figure 5.6),
there is a condensation reaction between the amine and ANL resulting in the formation of
CHANIL that can be hydrogenated into DICHA. This influence is more noticed in the 2nd
part of the reaction (long reaction times), when NB concentration is low, and particularly
at higher temperatures.
Figures 5.14 and 5.15 clearly demonstrates that, in the 1st part of the reaction,
catalyst II.1 produces high quantities of secondary products although this production does
not increase significantly with the temperature. This trend is verified for all the catalysts.
Therefore, it can be concluded that in this part of the reaction (low reaction times and
high NB concentrations), the increase of temperature has a more significant effect in NB
consumption not significantly affecting the ANL selectivity (less secondary products
formation). In the 2nd part, with low NB concentrations, the effect is the opposite – high
temperature leads to high secondary products formation and consequently lower ANL
selectivity.
a)
b)
Figure 5.14 – Total secondary products concentration at Pref as a function of reaction time a) 150
ºC Tref and b) 180 ºC.
0 30 60 90 120 150
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
3.5x104
CT
ota
l se
condar
y p
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 30 60 90 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
3.5x104
CT
ota
l se
condar
y p
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
134
Figure 5.15 – Total secondary products concentration at Pref as function of reaction time: 240 ºC.
5.4 Conclusions
Catalytic screening for the hydrogenation of NB into ANL was performed using 4
different industrial catalysts at different operating conditions; characterization of fresh
and used catalyst samples was also carried out.
In general, it was concluded that there are no major differences between fresh and
used samples, i.e., the hydrogenation reaction does not have a great influence in the
morphological and textural properties of all catalysts. Nevertheless, it was possible to
infer why catalysts I.2 and I.3 have such a different catalytic behavior, although having
the same formulation. HRTEM analysis allowed verifying that although Pd particles are
well distributed in both catalysts, the size of Pd particles is slighlty smaller in catalyst I.2.
Higher catalytic activity of catalyst I.2 might be also ascribed to its smaller pellet size in
the as-received commercial materials.
The results obtained allowed to divide the reaction in two parts: at high NB
concentrations NB hydrogenation is the predominant reaction (1st part – short reaction
times) and at low NB concentrations, which means high ANL concentrations, where ANL
hydrogenation and condensation become the main reactions (2nd part – long reaction
times). It was concluded that in the 1st part, catalyst I.2 presents the highest NB
consumption rates and a low formation of secondary products. On the other hand, at low
NB concentrations the best catalyst to use, in terms of selectivity, will depend on the
operating conditions to be employed: at low pressure or temperature the best would be
0 30 60 90 120
0.0
5.0x103
1.0x104
1.5x104
2.0x104
2.5x104
3.0x104
3.5x104
CT
ota
l se
condar
y p
roduct
s (p
pm
)
time (min)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
135
catalyst I.1 or I.3; at high pressures and/or high temperatures the best would be catalyst
I.3.
Another important conclusion is that the operating conditions have a great impact in
the catalyst perfomance, mainly temperature, and thus they should be chosen very
carefully, in order to have a high NB consumption rate, while maintaning at a low level
the formation of secondary products.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
136
References
[ ] R. Lawrence, W.J. Marshall. “Aniline”, Ullmann's Encyclopedia of Industrial
Chemistry, 6th Edition (Print), John Wiley & Sons, New York, 1998.
[2] K. Othmer, “Nitrobenzene and Nitrotoluenes”, Encyclopedia of hemical
Technology, vol. 17 (2007) 1-30.
[3] J. Relvas, R. Andrade, F. Gama Freire , F. Lemos, P. Araújo, M. Pinho, C. Pedro
Nunes, F. Ramôa Ribeiro, Catal. Today 133-135 (2008) 828-835.
[4] K. Othmer, “Amine by Reduction”, Encyclopedia of hemical Technology, vol. 2
(2007) 476-498
[ ] K. Othmer, “Aniline and its derivatives”, Encyclopedia of hemical Technology, vol.
2 (2007) 783-809.
[6] PERP Program – New Report Alert, August 2003, Nexant Chem Systems..
[7] M. Kise, US Patent 2292879, 1942.
[ ] G. Maxwell, “ hapter 2 : Synthetic Nitrogen Products”, A Practical Guide to the
Products and Processes, Springer, 2005.
[9] K. K. yeong, A. Gavriilidis, R. Zapf, V. Hessel, Catal. Today 81 (2003) 641-651.
[10] C. Sá Couto, L. M. Madeira, C. P. Nunes, P. Araújo, Chem Eng Technol 38 (2015)
1625-1636.
[11] F.Lawrence, US Patent 4415754, 1983.
[12] T. Nagata, K. Watanabe, Y. Kono, A. Tamaki, T. Kobayashi, US Patent 5616806,
1997.
[13] Y. Wang, Y. Deng, F. Shim, J Mol Catal A - Chem 395 (2014) 195-201.
[ 4] S. B. Tong, K. F. O’Driscoll, G. L. Rempel, an J hem Eng ( ) 4 -345.
[15] R. Downing, P. Kunkeler, H. van Bekkum, Catal Today 37 (1997) 121-136.
[16] H-U. Blaser, A. Indolese, A., Schnyder, H. Steiner, M. Studer, J Mol Cat A - Chem
173 (2001) 3–18.
[17] M. Turáková, T. Salmi, K. Eränen, J. Wärna, D. Yu. Murzin, M. Králik, Appl Catal
A - Gen 499 (2015) 66-76.
[18] M. Králik, M. Turáková, I. Macák, P. Lehocký, Aniline – catalysis and chemical
engineering, Editos: J. Markos, In Procedings of the 41st International Conference of
Slovak Society of Chemical Engineering, Tatranské Matliare, Slovakia, 723-733, 2014.
[19] M. Turáková, M. Králik, P. Lehocký, L. Pikna, M. Smrcová, D. Remeteiová, A.
Hudák, Appl Catal A - Gen 476 (2014) 103-112.
[20] P. R. Marqués, A. L. Perez, A. C. Corma, Chem Commun 49 (2013) 8160-8162.

Chapter 5 – Commercial Catalysts Screening for Liquid
Phase Nitrobenzene Hydrogenation.
137
[21] B. Amon, H. Redlingshöfer, E. Klemm, E. Dieterich, G. Emig, Chem Eng Process 38
(1999) 395-404.
[22] F. Turek, R. Geike, R. Lange, Chem Eng and Process 20 (1986) 213-219.
[23] N. Mahata, A. F. Cunha, J. J. M. Órfão, J. L. Figueiredo, Appl Cat A: Gen 351
(2008) 204-209.
[24] P. Sangeetha, K. Shanthi, K. S. Rama Rao, B. Viswanathan, P. Selvam, Appl Cat A -
Gen 353 (2009) 160-165.
[25] S. C. Shekar, K. S. Rama Rao, E. Sahle-Demessie, Appl Cat A - Gen 294 (2005)
235-243.
[26] S. K. Matam, E. H. Otal, M. H. Aguirre, A. Winkler, A. Ulrich, D. Rentsch, A.
Weidenkaff, D. Ferri, Catal Today 184 (2012) 237-244.
[27] V. Ferrer, A. Moronta, J. Sánchez, R. Solano, S. Bernal, D. Finol, Catal Today 107-
108 (2005) 487-492.
[28] B. Mile, D. Stirling, M. A. Zammitt, A. Lovell and M. Webb, J Catalysis, 114 (1988)
217-229.
[29] B. Mile, D. Stirling, M. A. Zammitt, J Mol Cat 62 (1990) 179-198.
[30] K. Al-Dalama, A. Stanislaus, Thermochim Acta 520 (2011) 67-74.
[31] D. Rihani, T. Narayanan, L. Doraiswamy, Ind. Eng. Chem. Prod. Res. Dev. 4
(1965) 403-410.
[32] G. Maria, D-N. Stefan, J Loss Prevent Proc 23 (2010) 112-126.
[33] E. Gelder, The Hydrogenation of Nitrobenzene over Metal, Dissertation presented
for the Doctor of Phylosophy degree in Chemical Engineering, University of Glasgow,
2005.


Part III
Catalytic Tests in a Tubular Reactor


141
Chapter 6 - Tubular Reactor Laboratorial Unit
This chapter covers all the details regarding the laboratorial tubular reactor unit
design and construction, as well as technical and operating details.
6.1 - Introduction
In order to minimize the dimension of reaction units, tubular catalytic reactors have
been selected in many applications, and this was the case again for nitrobenzene (NB)
hydrogenation. As the hydrogen streams, referred above, are available at CUF-QI at low
pressures, very active and selective catalysts have to be chosen. Moreover, the active
metal must be supported, so that the catalyst should be easily separated from the liquid
stream. In Part II catalysts that were tested proved to be active and selective towards
aniline (ANL). In this part (Part III) the chosen catalyst will be tested in a packed-bed
reactor and its resistance to the impurities existing in the industrial hydrogen streams will
be evaluated in the tubular reactor.
Tubular reactors or fixed bed reactors are characterized by continuous gradients of
concentration in the direction of flow that ideally approaches plug flow. The reactants are
charged continuously at one end and products are removed at the other. Normally, after
some time a steady state is attained, which represents an important fact for automatic
control and laboratory work [1]. The main advantages of this type of reactors are (i)
highest conversion per weight of catalyst of any conventional catalytic reactor, (ii) better
defined residence time of molecules in the reactor and (iii) easy to maintain as there is no
agitator or moving part [2]. Principal disadvantage is related with the difficulty of
temperature control within the reactor. This reactor configuration is especially suited for
cases needing considerable heat transfer, where high pressures and either very high or low
temperatures occur and where relatively short reaction times are needed.
The stainless steel reactor chosen is a multiphase tubular reactor, containing NB
(liquid phase) and H2 (gaseous phase) as reactants and the solid catalyst. Therefore, it is

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
142
crucial to take into account the competition between the reaction phenomenon and the
gas/liquid, liquid/solid mass transfer typical of this process [3].
This unit was conceived to operate in a wide temperature, pressure and feed flow
rate range. All the equipment was selected based on the type of compounds that will be
used and also knowing that it will be operated with high H2 pressure (up to 100 bar) and
moderate / high temperature (up to 300 ºC).
6.2 - Unit conception
In the research laboratory of CUF-QI, it was only available a CSTR that was used
in Part II to study the effect of the operating conditions over 1 % Pd / Al2O3 catalyst and
afterwards to carry out the screening of commercial catalysts. Nevertheless, a tubular
reactor unit was the main objective and had to be constructed. The first step consisted on
the state of the art review and design of the extended tubular process unit. This consisted
on discovering if any information about tubular reactors for NB hydrogenation was
available and finding out which companies develop/design this type of units, in order to
get in contact with them. At a laboratory or pilot scale, only Huntsman patent [4]
described a similar unit to what was pretended in this project.
Operating conditions for the laboratorial fixed-bed reactor for the hydrogenation of
NB to ANL were previously defined, based on the existing knowledge:
Feed: gas (H2) and liquid (NB+ANL).
Liquid maximum flow rate: 50 ml/min.
Gas maximum mass flow rate: 20 g/h.
Typical liquid feed composition: 10% NB + 90% ANL.
Operating temperature: 100 – 300 ºC.
Maximum operating pressure: 100 barg.
Typical catalysts mass: 50 g.
Reactor needs to be heated (and eventually cooled).
This research stage was very important and helpful since it was possible to conclude
that, despite what was thought regarding the high reaction exothermicity, it would be

Chapter 6 – Tubular Reactor Laboratorial Unit
143
possible to carry out catalytic tests without needing a cooling system (in the range of
desired operating conditions).
Since in CUF-QI a tubular reactor was available and ready to be used and there was
some previous knowledge about this kind of units, it was decided to design and construct
the unit at CUF-QI, which is also a less costly solution.
Once it was decided to construct the laboratory unit, the next step was to collect all
the information necessary to design, develop and purchase the required material,
equipment and instruments.
The development, design and construction included several stages:
- Definition of the equipment that would be necessary.
- Determination of equipment size based on design basis.
- Procurement of all the instruments and equipment.
- Piping and Instrumentation Diagram (P&ID) and Isometric Diagram.
- Unit construction, installation and commissioning.
- Preliminary tests.
6.2.1 - Unit purpose
The primary objective of the tubular reactor unit is to perform catalytic tests with
different types of supported catalysts in order to evaluate their activity and selectivity
during NB hydrogenation into ANL. The designed unit is a conventional “ atatest”
consisting mainly of: a fixed bed reactor, a system for reactants feed and a system for
products separation. All liquid samples are manually collected and analyzed by gas-
chromatography (GC).
6.2.2 - Unit description
The reaction system is a continuous flow reactor unit suitable for performing
experimental studies on catalytic hydrogenation of model compounds such as NB in a

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
144
tubular fixed bed reactor. The fixed bed reactor is designed for down flow operation,
although up flow can also be possible to perform.
Typical application of the unit is the evaluation of catalyst performance, namely:
Investigation of catalyst deactivation (time-on stream tests).
Comparison of catalysts from different suppliers (catalyst
screening).
Study of the effect of temperature, pressure, space velocity,
reactants concentration and H2 partial pressure on the reaction
conversion, selectivity and yield (parametric analysis).
The fixed bed reactor is heated by a hot shell, which is regulated by a cascade
control. Both gas and liquid feeds are controlled by regulation instruments and
measured/recorded on-line. In the part of product separation, the reaction mixture
pressure and the outlet gas flow are measured and recorded. All the other data
(temperature, H2 flow rate and total pressure) are acquired on an executable application
developed by Termolab in Labview, exclusively for this unit.
In Figure 6.1 is presented the Piping and Instrumentation Diagram (P&ID) for the
tubular reactor unit.

Chapter 6 – Tubular Reactor Laboratorial Unit
145
Figure 6.1 – Tubular reactor unit P&ID.
N2
Gas-liquid
separator
Sample
collection Product
FI
14
Reactor
12
TI
10TI
11
Liquid
Feed
FI
04
PI
05
06
PI
TIC
PI
01
PI
03
PI
07
PI
08PI
09
gas
13
PI
gas
H2
Industrial H2
PI
02

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
146
The tubular reactor unit can be divided in four main sections:
- Liquid feed section.
- Gas feed section.
- Reaction section.
- Separation section.
Each section is composed by several instruments, such as filters, flow meters, ball
valves, needle valves, relief valves, check valves and pressure gauges, among others. In
Table 6.1 and Table 6.2 are summarized the main instruments and equipment of the unit,
respectively.
Table 6.1 – Main instruments characteristics.
Measurement type Instrument -Tag Operating conditions
Generally range used Maximum
Pressure
(Pressure transmitter PT)
PTe1 (before reactor) 2 - 14 barg 50 barg
PTs1 (after reactor)
Temperature
(thermocouple transmitter TT)
TTf1 (slave) (in oven) 60 – 140 ºC 600 ºC
TTr1 (inside
reactor)
60 – 140 ºC
800 ºC TTr2 (master) 70 – 150 ºC
TTr3 80 – 160 ºC
Gas mass flow controller &
transmitter (FT)
FTe1 (gas line inlet) 2 g/h 20 g/h
FTs1 (gas line outlet) 2 g/h
HPLC pump (Norleq) Q 2.5 – 20 ml/min 50 ml/min
Table 6.2 – Main equipment characteristics.
Equipment Volume
Temperature Pressure
Operating
conditions Maximum
Operating
conditions Maximum
Tubular reactor 300 cm3 < 200 ºC 550 ºC 2 – 14 barg 150 barg
Heat exchanger 25 cm3 < 200 ºC 550 ºC 2 – 14 barg 100 barg
Separator 964 cm3 Ambient temperature 150 ºC 2 – 14 barg 100 barg
Relief valve (reactor safety) - Ambient temperature 121 ºC 52 barg 103 barg
Relief valve (H2 line safety) - Ambient temperature 121 ºC 60 barg 103 barg
6.2.2.1 – Liquid feed section
This section is composed by a feed tank, which is loaded with the liquid reactants
before each test (e.g. NB / solvent mixture). The connection between this tank and the
reaction section is done through the HPLC pump. Although the pump has a filtering system,

Chapter 6 – Tubular Reactor Laboratorial Unit
147
a 60 µm filter was placed after it to guarantee that particles do not pass to the reactor. In
order to isolate and protect the feed injection system from the reactor section, a check valve
was placed (thus avoiding a back flow from the reaction to the feed section).
All the feed line, after the check valve, is heated by a heating tape that is covered by
insulating material, as illustrated in Figure 6.2, with the purpose of guaranteeing that such
feed line is at a temperature as close as possible to that of the reactor.
Figure 6.2 – Photos of the liquid feed section.
6.2.2.2 – Gas feed section
In this part of the unit there are three distinct gases: H2 and N2 (from gas cylinders)
and industrial H2. These gases are in separated lines until they get into the unit. N2 has
always an independent line until reaching the reactor (Figure 6.1), while H2 from gas
cylinder and industrial grade H2 have the same line in the unit. In both lines (H2 and N2)
there is a check valve, and they are connected just before the reactor inlet line and after both
check valves.
The H2 line is the main line; before the check valve there is a 60 µm filter to protect
existing instruments, from eventual solid impurities. There is also a pressure regulator and a
mass flow controller. After these instruments there is the check valve, a pressure transmitter

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
148
and a system of purges and relief valves to guarantee that the system does not go over
pressure and all the security procedures are followed. Figure 6.3 shows a photo of this
section.
Figure 6.3 – Photos of the gas section.
6.2.2.3 – Reaction section
The tubular reactor has 15 mm of internal diameter (dt) and 400 mm of length (L). In
the top it has a mixture head, where gas and liquid flows get together, mix and go into the
reactor. In this mixture head there is also a cannula that crosses the reactor and where three
thermocouples are placed inside.
According to open literature, for fixed bed catalytic reactors the idealized flow
pattern is generally well approximated when the catalyst particle size, dp, is small enough
with respect to the internal diameter of the reactor, dt, to have an essentially uniform void
fraction over the cross section of the tube [5]. So, according to the rule of thumb the
following ratio should be observed:
𝑑𝑡𝑑𝑝 ≥ 10 (6.1)
Besides this rule, it is also important to guarantee that backmixing is eliminated. The
tubular reactor usually operates in plug flow as long as length-to-tube diameter (L / dt) is
much greater than unity and the flow is turbulent. In the case of packed- or fixed-bed

Chapter 6 – Tubular Reactor Laboratorial Unit
149
catalytic reactors, the criterion for negligible backmixing (thus approaching ideal plug-flow
pattern) is [6]:
𝐿
𝑑𝑝 ≥ 50 (6.2)
These rules of thumb have been followed in the reactor design. Figure 6.4 shows a
photo of the reaction section, with the reactor placed inside the oven.
Figure 6.4 – Photos of the reaction section, with closed (left) and open (right) views of the oven.
The catalytic bed represents a volume of 34 cm3 and is located in the reactor center, as
shown in Figure 6.5 a). In this case, catalytic bed length, L, is 120 mm and particle diameter
of catalyst I.2 (that will be tested in Chapter 7 and 8) is dp = 1 mm, so 𝐿
𝑑𝑝 = 120; the
internal diameter of the reactor is 15 mm, so 𝑑𝑡
𝑑𝑝 = 15. Therefore, to have a catalytic bed
length of 120 mm, there is a minimum catalyst mass, which is of 10 g in the case of catalyst
I.2.
Heating and temperature control are done by a program linked to the oven
thermocouple (TTf1). As it was previously referred there are three thermocouples inside the

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
150
cannula (Figure 6.5 b)) and a fourth one in the oven near to the reactor wall. The oven
temperature control is performed in cascade mode where two thermocouples are used as
reference (TTf1 is the slave and TTr2 the master).
Figure 6.5 – Tubular reactor: a) reactor bed distribution and b) thermocouples positions.
The master thermocouple is in a middle position, inside the reactor cannula, while the
slave thermocouple is at the same level as the master, but outside the reactor. The other two
thermocouples are placed at the beginning (TTr1) and at the end (TTr3) of the catalytic bed.
Cascade control is a strategy that allows to handle load changes more effectively with
respect to the manipulated variable. A cascade control structure has two feedback
controllers with the output of the primary (or master) controller changing the setpoint of the
secondary (or slave) controller. There are two purposes for cascade control: (i) to eliminate
the effect of some disturbances and (ii) to improve the dynamic performance of the control
loop [7]. In this case, the setpoint is defined in the master thermocouple (TTr2), which will
define the setpoint for TTf1 and so provide the power needed to achieve TTr2. With this
type of control, it is possible to have a better and more accurate control of the reactor
temperature and also to get a better response to some perturbations of the operating
conditions that have influence in the reactor temperature.
400 mm
120 mm
100 mm
100 mm
Ca
taly
stC
arb
uru
nd
um
Ca
rbu
run
du
m
Glassspheres
Glassspheres
TTr1 TTr2 TTr3a) b)

Chapter 6 – Tubular Reactor Laboratorial Unit
151
6.2.2.4 – Separation section
To ensure that no catalyst particle goes forward in the unit a 60 µm filter was placed.
Pressure is measured and controlled by a pressure transmitter, which is located after the
filter and before the heat exchanger (Figure 6.1).
The reaction mixture passes in the tube of the heat exchanger (a simple tubular heat
exchanger is used) and cool water circulates in the shell, in concurrent flow. Between the
heat exchanger and the gas-liquid separator there is a zone for sample collection, where the
samples are collected and then analyzed by GC. This zone consists of a set of valves that
allows to collect samples without depressurizing the entire unit, and thus without
interrupting the test.
Gas-liquid separation occurs in the separator, which also has a water cooling system.
The liquid is collected in a nearby vessel at the same flow rate as the feed one, in order to
maintain the unit at a constant pressure and also to keep the liquid at a constant level. The
gas (mainly H2) goes through the mass flow meter and through the back pressure valve that
regulates the pressure in the reaction unit. After the back pressure valve, gaseous effluent
pressure is reduced until atmospheric pressure and the outlet gas is released in a safe and
controlled way. Figure 6.6 is a photo of all this section.
Figure 6.6 – Photos of the separation section.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
152
To conclude, in Figure 6.7 is presented the final result of the design, development and
construction of the tubular reactor unit at CUF-QI.
Figure 6.7– Tubular reactor unit overview.
6.3 – Preliminary tests
After the lab unit construction, it was necessary to perform some preliminary tests (not
catalytic), with the purpose of evaluating the hydrodynamics, the possibility of occurring
non-catalysed (homogeneous) reactions and also to quantify the pressure drop in the fixed

Chapter 6 – Tubular Reactor Laboratorial Unit
153
bed. All these assessments are very important for the pilot unit development, in particular
the pressure drop.
In the laboratorial reactor selected catalyst(s) will be tested and its (their) activity,
selectivity and eventual deactivation will be evaluated. At first, these preliminary catalytic
tests should be carried out using model reaction mixtures and catalyst performance assessed
in a wide range of conditions. Then, several tests with different pressures and residence
times (few minutes) and at temperatures not higher than 250 ºC should be carried out in the
tubular reactor. This will be addressed in Chapter 7.
For this reactor, it will be crucial to measure and control the temperature along the
reactor, in order to avoid the formation of hot spots (because the hydrogenation reaction is
extremely exothermic and this can lead to runaway situations). The use of high temperatures
should be carefully considered because, besides the safety aspects, there is also the
possibility of selectivity decrease (with formation of undesirable by-products as CHA and
other organics).
6.3.1 - Test with catalyst support, H2O and H2
Four temperature values (TTr1, TTr2, TTr3 and TTf1), two pressure values (PTe1 and
PTs1) and two gas flow rate values (FTe1 and FTs1) are recorded during the entire test.
In this test, preliminary test1, operating conditions used were as follows:
PTe1 and PTs1 = 36 barg
FTe1 and FTs1 = 0.5 g/h
QH2O= 5 ml/min;
Oven program:

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
154
Figure 6.8 – Oven program for preliminary test1.
In Figure 6.9 is presented the data obtained during the test.
a)
b)
c)
d)
Figure 6.9 – Results obtained for: a) Reactor and oven temperatures, b) Reactor temperatures, c)
Pressure and d) Gas flow rate in test1.
This test was performed using H2O in the liquid feed. PTe1 and PTs1 are measured at
the entrance and at the exit of the reactor, respectively. It is possible to verify their values’
are nearly identical (Figure 6.9c)), which means that almost no pressure drop is detected in
10 ºC /min
10 ºC /min
150 ºC , 1h00
175 ºC , 1h00
5 ºC /min
200 ºC , 1h00
0 1 2 3 4 50
100
200
300
400
Tem
per
atu
re (
ºC)
time (h)
TTr1 TTr2
TTr3 TTf1
0 1 2 3 4 590
120
150
180
210
Tem
per
ature
(ºC
)
time (h)
TTr1
TTr2
TTr3
0 1 2 3 4 530
35
40
45
50
Pre
ssu
re (
bar
g)
time (h)
PTe1
PTs1
0 1 2 3 4 50
1
2
3
4
5
Gas
flo
w (
g /
h)
time (h)
FTe1
FTs1

Chapter 6 – Tubular Reactor Laboratorial Unit
155
the catalytic bed. Temperatures along the reactor / oven were also registered and a quick
response and stabilization are obtained when temperature is increased, as shown in Figure
6.9 a) and b) (see also temperature program in Figure 6.8). TTr1 presents lower values than
TTr2 and TTr3 that was corrected subsequently. In Figure 6.9 d) it is presented the H2 flow
(g/h) at the unit entrance and exit being visible that the gas flow is constant.
To guarantee that all the thermocouples are registering correctly all the information,
they were placed at the same level as TTr2, in preliminary test2.
6.3.2 - Test with catalyst support, ANL and H2
For preliminary test2, the operating conditions used were as follows:
PTe1 and PTs1 = 24 barg
FTe1 and FTs1 = 17.5 g/h
QANL= 5 ml/min;
Oven program:
Figure 6.10 – Oven program for preliminary test2.
Thermocouples were all at the same level, however TTr1 was still displaying a
different value from TTr2 and TTr3, Figure 6.11. After the supplier has been contacted, it
was found that TTr1 was misconfigured (Figure 6.11b) TTr1 before) and the problem was
then solved (Figure 6.11b) TTr1). Apart from this problem, different values between
thermocouples are expected since it is not an isothermal reactor.
10 ºC /min
5 ºC /min
150 ºC , 2h00
200 ºC , 2h40

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
156
a)
b)
c)
d)
Figure 6.11 – Results obtained for a) Reactor and oven temperatures, b) Reactor temperatures, c)
Pressure and d) Gas flow rate in test2.
No major differences were detected between feeding H2O (test1) or ANL (test2). Once
more, pressure drop was not detected and the gas flow rate presented the same behavior (0.5
g/h or 17.5 g/h). Figure 6.11 c) and d) demonstrate slight oscilations that ate due to
sampling. Another important conclusion is that non-catalyzed homogeneous reactions were
not observed when using ANL as reactant (as inferred from the sample analyses).
At this point no problems related to temperature control were detected and all the
measured parameters presented the expected behavior. As no operating issues were
detected, the unit was considered ready to work in real conditions, with a real feed.
0 1 2 3 4 50
100
200
300
400
Tem
per
atu
re (
ºC)
time (h)
TTr1 TTr2
TTr3 TTf1
0 1 2 3 4 5120
150
180
210
Tem
per
atu
re (
ºC)
time (h)
TTr1
TTr2
TTr3
TTr1 before
0 1 2 3 4 520
22
24
26
28
30
Pre
ssu
re (
bar
g)
time (min)
PTe1
PTs1
0 1 2 3 4 515
16
17
18
19
20
Gas
Flo
w (
g /
h)
time (h)
FTe1
FTs1

Chapter 6 – Tubular Reactor Laboratorial Unit
157
References
[1] S. Walas, Chemical Process Equipment – Selection and Design, Chapter 17, page 583,
2nd Edition, Elsevier Inc, 2005.
[2] V. Ranade, R. Chaudhari, P. Gunjal, Trickle Bed Reactors - Reactor Engineering &
Applications, page 9, Elsevier, 2011.
[3] M. Machado, Fundamentals of Mass Transfer and Kinetics for the Hydrogenation of
Nitrobenzene to Aniline, Air products and Chemicals, No 1, 2007, 1-14.
[4] C. Mitchell, D. Stewart, Process fot the production of aromatic nitro compounds into
amines, WO Patent 113491, 2011.
[5] G. Froment, K. Bischoff, Chemical Reactor Analysis and Design, Part II, Chapter 9 page
395, John Wiley & Sons, 1979.
[6] J. Carberry, Chemical and Catalytic Reaction Engineering, Chater 4 page 170, Dover
Pucblications, 2001
[7] W. Luyben, Process modeling simulation and control for chemical engineers, Part III,
Chapter 8 page 255, 2nd Edition, McGraw-Hill, 1990.


159
Chapter 7 - Hydrogenation of Nitrobenzene in a
Tubular Reactor: Parametric Study of the
Operating Conditions Influence
Abstract
Industrially, nitrobenzene (NB) hydrogenation into aniline (ANL) is usually made
in slurry or fixed-bed reactors being more common to use slurry reactors for liquid phase
reactions. In fact, fixed bed reactors for liquid phase hydrogenation, have not experienced
an extensive industrial-scale development, mostly due to the difficulty in removing the
heat generated during reaction. If not removed, this heat can lead to runaway situations
lowering process performance and catalyst lifetime. On the other hand, this type of
reactors is the most appropriate to use if the objective is to minimize the dimension of
reaction units and to use more active catalyst. At laboratory scale, fixed-bed reactors have
not been so explored (at conditions near to the industrial ones) and literature available
only reports catalytic tests at lower pressures or temperatures. Nevertheless, in this
chapter NB hydrogenation in liquid phase was carried out in a tubular fixed-bed reactor
using a Pd/Al2O3 commercial catalyst. The influence of some operating conditions was
analyzed either by assessing catalyst performance in conversion of NB or by selectivity
towards ANL and secondary products. It was found that catalyst age is extremely
important as it changes the selectivity to the products formed, while NB conversion
remains stable. Although ANL selectivity increases with the catalyst use, selectivity to the
formation of secondary products (initially representing as much as 50 % of the products
formed) has a huge decrease until almost disappearing after ca. 100 h of time-on-stream.
This is as important finding even from an industrial prespective. In what concerns the
operating conditions influence (temperature, pressure, NB concentration and liquid feed
flow rate), it was found that temperature and pressure are the most important parameters.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
160
7.1 Introduction
In liquid phase, hydrogenation reactions are usually carried out in slurry reactors,
being less common the use of fixed-bed reactors [1]. Catalysts used in the hydrogenation
of nitro compounds are typically palladium, platinum and nickel, supported or not [2 - 4].
Králik et al. [5] reported that one factor that has influence in the lifetime of the catalyst is
its mechanical deterioration that subsequently will limit the reactor selection.
Fixed-bed reactors have not experienced an extensive industrial-scale development
in the case of nitrobenzene (NB) hydrogenation due to the difficulty of removing heat
generated during reaction that can lead to runaway situations, hot-spots and a decrease in
process performance. Nevertheless, this type of reactor is the most appropriate to use
when the objective is to minimize the dimension of reaction units while using more active
catalysts that afterwards do not need to be separated from the reaction mixture [6].
Another advantage of this configuration is related to the well-specified residence time
with minimum back-mixing [7]. In fact, it is one of the most common reactor
configurations used in other hydrogenations reactions, such as of cumene hydroperoxide
[8], 1,3 butadiene at high conversions [9], or acetylene in large-scale, which is generally
conducted in a series of two adiabatic, fixed-bed reactors to minimize the temperature
increase through the bed [10]. Fixed bed reactors are also appropriate for benzene
hydrogenation, although some authors verified that mass transfer limitations appeared to
have a considerable impact on the reactor performance [11]. In fixed-bed reactors usually
gas and liquid phases flow downward but for some selected reactions they can flow also
upward, although some studies also focused their attention in the development of a
periodic modulation of gas or liquid flow rate with significant improvements in the
reactor performance, namely in the hydrogenation of either 2-ethylanthraquinones [12] or
phenylacetylene [13].
Aniline (ANL) is a major chemical product that can be produced by many routes.
However, catalytic hydrogenation of NB is the one that dominates and gives the highest
selectivity [14]. Most of the processes are carried out in gas-phase in catalytic fixed-bed
reactors while liquid-phase involves suspended, highly active metal-supported catalysts
(slurry reactors) [4]. Nevertheless, new configurations for ANL production through NB
hydrogenation in liquid-phase have been studied. For instance, in 1995 Peureux et al. [15]
tried this reaction in a membrane reactor and concluded that it is an active contactor

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
161
between gaseous and liquid reactants. A microstructured falling film reactor with Pd
catalyst deposited as films was also tested for the hydrogenation of NB to ANL in ethanol
and proved to be feasible, although deactivation has been detected mainly caused by the
formation of organic compounds on the catalyst surface and due to Pd loss [16].
The use of tubular reactors in liquid-phase ANL production has also been studied,
but the number of reports found is quite limited. A different tubular catalytic apparatus in
which the heat release and heat-exchange surfaces are not spatially separated was
presented by Kirillov et al. [17] and was applied to NB hydrogenation (coolant
temperature 200 ºC, feed reagent ratio: 0.86 / 0.14 and gas velocity 1 m/s) obtaining
conversions of 98.2 %; they also concluded that higher NB concentrations could be used
under compatible conditions. Du et al. [18] worked on carbon nanofiber coated monoliths
for three-phase NB hydrogenation. Reaction with monolith catalyst was performed in a
continuous flow reactor (stainless steel tube, 420 mm length and 6.5 mm inner diameter)
and its performance was evaluated. For testing a catalyst based on ruthenium, Bombos et
al. [19] used a continuous fixed bed catalytic reactor in the total pressure range of 10-40
bar, temperature range of 45-75 ºC, in concurrent with downward flow of reagents,
having concluded that temperature rise favors the increase of the NB conversion and yield
in total aromatic compounds and in ANL.
In the present work, the main goal is to study and evaluate NB hydrogenation
reaction in liquid-phase in a tubular fixed-bed reactor using an active and selective
catalyst that was chosen in Chapter 5. An important issue is related with catalyst
performance along the catalytic tests in order to determine if there is any deactivation.
Moreover, a parametric study will be effectuated aiming the determination of the
operating conditions impact on both NB conversion and aromatic compounds production
(selectivity towards ANL and secondary products).
7.2 Material and Methods
Hydrogenation of NB, in liquid phase, was carried out in a tubular reactor with 15
mm of internal diameter and 400 mm long (with a catalytic bed of 120 mm long), in
continuous downflow mode (under H2 pressure). The catalyst used was a commercial 0.3
wt.% Pd/Al2O3 material in extrudate form, Catalyst I.2. A known amount of Pd/Al2O3

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
162
catalyst was loaded into the reactor, Figure 7.1, and the material pre-treated, in situ. Pre-
treatment of the catalyst was firstly performed at 150 ºC and under hydrogen pressure (20
barg), gas flow between 2 g/h, for 2 hours. As detailed before, in Chapter 5, temperature-
programmed reduction (TPR) experiments have shown that the catalyst used was fully
reduced under the pre-treatment conditions employed. Chapter 6 contains more details
about the experimental set-up.
Figure 7.1 – Scheme of the tubular reactor used for the catalytic tests.
All the tests were performed with the same sample of catalyst, about 10 g. The
catalytic bed, at the center of the reactor, was positioned between two layers of SiC (21 g
each, granulometry of 1.68 mm) and glass spheres. The upper layer of spheres and SiC
served both as a mixer for the reactants and as a pre-heater. Moreover, SiC layer had the
objective of equalizing temperature along the reactor and to help avoiding hot-spots.
Temperature regulation is made by an oven of Termolab equipped with one
thermocouple that regulates the reactor heating. Inside the reactor there is a cannula
Aromatic
compound
FeedH2
Sample
collection Product
Hydrogenated
aromatic compound
ReactorCatalytic
Bed
SiC
SiC
Glass spheres
Glass spheres

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
163
where three thermocouples where positioned, being that the one in the middle carries the
control of temperature in the reaction zone (cf. more details in section 6.2.2.3).
H2 (ALPHAGAZ 1 – AirLiquide) is supplied from a gas cylinder. Liquid feed and
gas are mixed before entering the reactor, being fed by the top. Products leave the reactor
at the base, so it has a down-flow regime. The liquid reactant is pumped to the reactor
with a HPLC pump, JASCO PU-2087, at a required flow rate. The total pressure inside
the reactor is kept constant along each run using a back pressure regulator, that guarantees
a constant exit gas flow. The inlet gas flow however is dependent of the H2 consumption
in the unit, being supplied with an excess of about 90 %.
The sampling of the liquid phase was performed at selected time intervals and
analyzed by gas chromatography, in an Agilent 6890A chromatograph equipped with two
flame ionization detectors (FID). The column used was a HP-1 (100%
dimethylpolysiloxane 30 m x 320 µm x 4 µm). The temperature in the injector and in the
detector was 250 ºC, the pressure in the column was 14 bar and helium was used as
carrier gas. The column oven was temperature-programmed with a 1 min initial hold at
120 ºC followed by an increase until 230 ºC (15 ºC min-1 rate) and then kept at 230 ºC for
9 min.
All the compounds were previously identified using the external standard method.
Calibration curves were plotted for all the analyzed compounds which were easily
identified since their retention times are well known. Several samples were injected and
the standard deviation associated with this method was found to be below 10%.
The reference values for temperature, pressure and nitrobenzene concentration
during the parametric study are: T = 120 ºC, P = 14 barg and Cref = 1.2 wt.% NB. The
experiments performed and the conditions used are given in Table C.1 (Appendix C).
The NB conversion was calculated based on the data obtained from GC analysis:
𝑋𝑁𝐵 = 𝑁𝐵0 (𝑝𝑝𝑚) − 𝑁𝐵𝑜𝑢𝑡,𝑡 (𝑝𝑝𝑚)
𝑁𝐵0 (𝑝𝑝𝑚) (7.1)
where 𝑁𝐵0 (𝑝𝑝𝑚) is the reactor feed NB concentration (ppm) and 𝑁𝐵𝑜𝑢𝑡,𝑡 (𝑝𝑝𝑚) is the NB
concentration at the reactor outlet at any time instant t.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
164
The liquid phase analysis confirmed the presence of the following compounds: NB,
ANL, as well as the by-products cyclohexylamine (CHA), cyclohexanol (CHOL),
cyclohexanone (CHONA), N-cyclohexylaniline (CHANIL), dicyclohexylamine
(DICHA), cyclohexyldeneaniline (CHENO) and benzene (Bz) – cf. Nomenclature
section. Nevertheless, the secondary products will not be presented individually but in
groups: light products – Bz, CHA, CHOL and CHONA; and heavy products: DICHA,
CHENO and CHANIL. It is important to refer that ANL, used as solvent, is of industrial
grade, thus containing some by-products.
The values used, for results discussion, correspond to what is formed during
reaction, therefore, to each point the calculation made is as follows:
𝐹𝑖 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑖 𝑒𝑥𝑖𝑡,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) − 𝐹𝑖,0(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (7.2)
where Fi represents the molar flow rate of species i (where i might be ANL, secondary
products or its division: light and heavy products), being the amount “formed” obtained
by the difference between the one that “exits” the reactor and what is fed (subscript “ ”)
Selectivity towards ANL, light products, heavy products and secondary products is
based on the amount of each product/group of products produced as compared to all
products formed during the reaction:
𝑆𝑖 =𝐹𝑖 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ )
∑𝐹𝑗 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (7.3)
∑𝐹𝑗 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑠𝑒𝑐𝑜𝑛𝑑𝑎𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) + 𝐹𝐴𝑁𝐿 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (7.4)
𝐹𝑠𝑒𝑐𝑜𝑛𝑑𝑎𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑙𝑖𝑔ℎ𝑡 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) + 𝐹ℎ𝑒𝑎𝑣𝑦 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (7.5)
7.3 Results and Discussion
In Chapter 5, a catalytic screening study was performed with the objective of
defining and choosing among the commercial catalysts available which one was the most

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
165
active with higher selectivity to ANL and lower secondary products formation, within the
ranges of operating conditions defined.
Among all the catalysts tested it was found that catalyst I.2, with 0.3 wt. %
Pd/Al2O3, is the one with the highest NB consumption rate and with a low secondary
products formation.
Therefore, a parametric study for assessing the influence of the main operating
conditions was now performed in a fixed-bed reactor, with a new sample of the 0.3 wt. %
Pd/Al2O3 catalyst being tested for approximately 162 h of time-on-stream. Temperature,
pressure, liquid feed flow rate and feed NB concentration were varied and their impact in
the catalyst performance was analyzed.
An overview of the catalyst performance for all the runs carried out is displayed in
Figure 7.2 (each data point corresponds to steady-stade conversion in a given test of
Table C.1). It can be observed that NB conversion remains nearly constant along the
reaction time (Figure 7.2a)) – being that time corresponds to the accumulated duration of
runs in Table C.1, i.e. it represents catalyst age. Some points indicated lower NB
conversions, but they correspond to some of the perturbations that were carried out in the
parametric study – cf. condictions in Table C.1, runs TR4, TR5, TR6, TR9, TR10 and
TR13 and in Table C.2, runs TR14, TR15 and TR17.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
166
a)
b)
Figure 7.2 – Evolution of a) NB conversion and b) Selectivity to ANL and secondary products, as
a function of reaction time for all tests of the parametric study.
Although NB conversion remains constant, data obtained for selectivity present a
different tendency. Analyzing Figure 7.2b), it becomes evident that selectivity to ANL
increases with time-on-stream, while that to secondary products decrease (with a few
exceptions due to the reasons mentioned above); that means that with its use, the catalyst
becomes more selective towards ANL and secondary products formation is nearly null
after ca. 100 h. In the point of view of this study, this is an important fact since the goal is
to industrially produce ANL with a high purity, which means low secondary products
formation, mainly DICHA (due to the difficulty in separating it from ANL in the
downstream distillation process).
0 20 40 60 80 100 120 140 1600
20
40
60
80
100
NB
Conver
sion (
%)
time (h)
0 20 40 60 80 100 120 140 1600
20
40
60
80
100
Sel
ecti
vit
y (
%)
time (h)
S ANL
S secondary products

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
167
An important conclusion from the results up to now is related with the age of
catalyst. In the beginning NB conversion is 100 % but selectivity to secondary products is
predominant; thus results obtained in the first hours will be discarded. On the other hand,
for runs carried out in short periods of time, results are comparable, and the effect of
some parameters can be compared and analyzed.
7.3.1 Reproducibility tests
In order to verify if, at the same operating conditions, the Pd-based catalyst presents
the same performance, or in other words, if NB conversion is identical, independently of
the catalyst age, several reproducibility tests were carried out. Therefore, several tests
were effectuated in reference conditions (120 ºC, 14 bar, 5 ml/min and NB concentration
1.2 wt.%), presented on Table C.1 of Appendix C (highlighted tests), intercalated with
other in different conditions (parametric study).
Results obtained for this reproducibility tests are presented in Figure 7.3,
corresponding to the runs described above.
Figure 7.3 - Evolution of NB conversion as a function of reaction time for the reproducibility
tests.
Analyzing the results in Figure 7.3, it is possible to conclude that catalyst activity
remains nearly stable (NB conversion) along the tests, with values in the range 95.6 –
0 20 40 60 80 100 120 140 16080
85
90
95
100
NB
Co
nv
ersi
on
(%
)
time (h)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
168
99.8 % (although selectivity to the compounds formed during reactions changes over
time, as mentioned above, for the reasons described below).
During the tests some parameters are monitored and registered, namely temperature
in different positions along the catalytic bed, total pressure at the reactor inlet and outlet,
and H2 flow rate. Data are collected and analyzed and the results are presented in Figure
7.4, which correspond to the runs TR5b) and TR10a), cf. Appendix C.
a)
b)
c)
d)
Figure 7.4 - Evolution of a) Temperature of thermocouple TTr2, b) Pressure, c) NB conversion
and d) H2 consumption in transient state for reproducibility tests TR5a) and TR10a).
This merely illustrative example is valid for all the tests performed: temperature is
stable during the tests as well as total pressure, without any significant pressure drop in
the catalytic bed. Even when conditions are changed, system response is fast and
stabilization is achieved after a short time. In the case of H2 consumption, it corresponds
to the difference between gas flow measured before and after the reactor, ant it can be
seen that even with a difference of 51 h (catalyst age at TR5b) = 39.8 h and at TR10a) =
90.8 h) results are reproducible.
0.0 0.5 1.0 1.5 2.0115.0
117.5
120.0
122.5
125.0
Tem
per
atu
re (
ºC)
time (h)
TR10a)
TR5b)
0.0 0.5 1.0 1.5 2.010.0
12.5
15.0
17.5
20.0
Pre
ssure
(bar
g)
time (h)
TR5b) in
TR5b) out
TR10a) in
TR10a) out
0.0 0.5 1.0 1.5 2.080
85
90
95
100
NB
Co
nv
ersi
on
(%
)
time (h)
TR5b)
TR10a)
0.0 0.5 1.0 1.5 2.00.00
0.25
0.50
0.75
1.00
H2 c
on
sum
pti
on
(g
/ h
)
time (h)
TR5b)
TR10a)

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
169
In the sections below, the effect of some relevant operating conditions will be
presented, using the data when the reactor has reached steady-state (usually ca. 2 h only
are required after changing operating conditions).
7.3.2 Influence of Total Pressure
Influence of total pressure in the catalytic hydrogenation of NB is relevant as it was
concluded in the studies presented in Chapter 3 and Chapter 5 for a slurry stirred batch
reactor. In this section influence of total pressure will be studied and this will be done
through the H2 pressure increase, which means that more H2 will be available in the gas
phase and also solubilized in the reaction mixture.
In Figures 7.5 and 7.6 are presented the results of series TR4 and TR6 that include
runs TR4d) to f) and TR6b), where the conditions used were: 120 ºC, 5 ml/min, 1.2 wt. %
NB in ANL and 4 barg (TR6b)), 7 barg (TR4f)), 10barg (TR4e)) and 14 barg (TR4d)). It
is observed that NB conversion increases with the pressure while a strong decrease in
ANL selectivity (due to an increase in secondary products formation) was found.
a)
b)
Figure 7.5 - Evolution of a) NB conversion and b) selectivity to ANL for different total pressures.
2 4 6 8 10 12 1470
80
90
100
NB
Co
nv
ersi
on
(%
)
Pressure (barg)
2 4 6 8 10 12 1450
60
70
80
90
100
AN
L S
elec
tiv
ity
(%
)
Pressure (barg)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
170
a)
b)
Figure 7.6 - Evolution of a) selectivity to secondary products and b) Secondary products
selectivity distribution for different total pressures.
NB conversion clearly increases from 4 barg to 7 barg, being this gain less
notorious between 7 barg and 14 barg because nearly complete conversion was reached.
Further, selectivity to reaction products formed during reaction presents two opposite
behaviors: selectivity to ANL decreases with the increase of pressure and inherently
selectivity to secondary products increases, which are mainly composed by heavy
products (the amount of light products amount represents only 13 - 20 % of all products
formed). According to Figure 7.7, the reaction network for ANL and secondary products
formation proposed in Chapter 3, heavy products are mostly formed through ANL
hydrogenation (ANL condensation reactions), as it also occurs with Bz and CHA (over-
hydrogenated and hydrogenolytic substances). Some tests demonstrated that CHONA
only appears in high quantities when NB is present (data not shown). This means that
when only ANL is hydrogenated, CHONA concentration is very small or not detected.
Therefore, it can be concluded that with this Pd-based catalyst, CHONA is essentially
formed through NB hydrogenation. CHOL is formed through CHONA hydrogenation,
consequently, it will be produced only when CHONA is formed.
2 4 6 8 10 12 140
10
20
30
40
50
Sel
ecti
vit
y (
%)
Pressure (barg)
S light products
S heavy products
S secondary products
4 barg 7 barg 10 barg 14 barg0
10
20
30
40
50
Sel
ecti
vit
y (
%)
S Bz S CHA
S CHOL S CHONA
S DICHA S CHENO
S CHANIL

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
171
Figure 7.7 - Reaction network proposed for ANL and secondary products formation including Bz
(*very reactive and unstable compounds).
In the first place, if there is more H2 available, i.e., solubilized in the liquid phase
(as a consequence of pressure increase), ANL production should increase. However, a
decrease in ANL formation is verified. On the other hand, secondary products selectivity
increases with pressure, mainly heavy products and CHA (that results from ANL deep
hydrogenation); so, it can be concluded that the decrease in ANL formation is due to its
reaction and hydrogenation into other compounds. Probably, ANL formation also
increases with pressure (as NB conversion increases) but since there is more H2 available
in the reaction medium, the reaction will proceed and ANL will be transformed mostly in
CHANIL, CHENO and DICHA.
In the case of light products, Bz and CHA should also appear due to ANL
transformation, Figure 7.7. CHONA results from NB direct hydrogenation and
deamination and CHOL from CHONA hydrogenation. If there is more H2 available, it is
expected that CHONA concentration increases because reaction will be shifted into that
direction.
Heavy products
Light products
Light products
NO2
Cat
+H2
NH2
+ NH3
H2
Cat
H2
+ANL
-NH3
Cat
H2
NH2
NHNH2
+H2 -NH3
NH
+H2
NH
O
+H2
-NH3
+ANL -H2O
N
+H2
+H2OH CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
Bz
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
-H2O
-H2O
*-NH3
+H2O

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
172
Heavy products formation is higher for all range of pressure studied. However,
analyzing selectivity values, light products augmentation with pressure is by a factor of 4
(2 % at 4 barg to 8 % at 14 barg) while for heavy products this increase is of an order of
2.5 (13 % at 4 barg to 32 % at 14 barg). From an industrial point of view, the important is
the overall selectivity, that is higher for heavy products which mean that ANL that is
produced, is being consumed.
It can be concluded that with pressure increase, although ANL formation increases,
its conversion rate to secondary products also increases.
7.3.3 Influence of Temperature
Several runs were performed at different temperatures, 75ºC (TR4c)), 100 ºC
(TR3d)), 120 ºC (TR3c)) and 150 ºC (TR3a)), but at the same: pressure, 14 barg; liquid
feed flow rate, 5 ml/min; and NB concentration diluted in ANL in the feed, 1.2 wt. %.
Results at steady-state are shown in Figure 7.8 and Figure 7.9. In this case it was chosen
to analyse catalyst performance with an age of 1.1 days, but in Appendix D - Figure D.1
are presented the same graphics for the catalyst with an age of 2.4 days; conclusions are
however the same. Main differences are related with selectivity - with 2.4 days’ catalyst is
more selective to ANL, with less formation of secondary products.
a)
b)
Figure 7.8 - Evolution of a) NB conversion and b) selectivity to ANL for different temperatures
at 14 barg.
70 80 90 100 110 120 130 140 15060
70
80
90
100
NB
Co
nv
ersi
on (
%)
Temperature (ºC)
70 80 90 100 110 120 130 140 15040
50
60
70
80
90
100
AN
L S
elec
tiv
ity
(%
)
Temperature (ºC)

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
173
a)
b)
Figure 7.9 - Evolution of a) selectivity to secondary products and b) Secondary products
selectivity distribution for different temperatures at 14 barg.
As shown in Figure 7.8a), an increase in NB conversion is noticed when
temperature is increased from 75 ºC to 100 ºC, reaching almost 100%. Analyzing
selectivity results, and as it was expected, temperature raise leads to an enhancement in
secondary products formation, principally for heavy products.
Catalyst behavior due to temperature variation is similar to that of pressure.
However, in terms of amounts of products formed this influence is more noticed in the
temperature range of 120 ºC to 150 ºC because of the higher formation of secondary
products. Selectivity to light products presents a slight enhancement from 100 ºC to 120
ºC and then remains nearly constant, up to 150 ºC whereas heavy products formation
strongly augments with temperature variation in the whole tested range, mainly due to the
formation of CHANIL. While light products selectivity increases 3.2x (2.2 % at 75 ºC to
7 % at 150 ºC) heavy products selectivity presents an increase of 18x (2.5 % at 75 ºC to
45 % at 150 ºC).
The results obtained so far help realizing that with this type of reactor it is possible
to work in mild conditions (100 ºC) having almost 100% of NB conversion. On the other
hand, catalyst selectivity to ANL decreases for higher temperatures, and this might be an
important drawback from an industrial point of view. Usually, in industrial conditions,
reaction temperature is higher in order to be valorized through vapor production. In this
case, to have a high selectivity to ANL, reaction temperature should be lower, not being
possible to produce vapor.
70 80 90 100 110 120 130 140 1500
10
20
30
40
50
60
Sel
ecti
vit
y (
%)
Temperature (ºC)
S light products
S heavy products
S secondary products
75 ºC 100 ºC 120 ºC 150 ºC0
10
20
30
40
50
60
Sel
ecti
vit
y (
%)
S Bz
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
174
7.3.4 Influence of Liquid Feed Flow Rate
Liquid feed flow rate is another parameter that can have a significant impact in the
NB hydrogenation reaction. The increase in liquid feed flow leads to a decrease in the
residence time (τ), which in turn implies that NB will have less time to be in contact with
the catalytic active sites, and thus, it is expected that NB conversion will decline.
Figure 7.10 presents results obtained for test TR9 that includes runs TR9a) to
TR9d) with liquid feed flow rates of 2.5 ml/min, 5.0 ml/min, 12.5 ml/min and 20 ml/min,
respectively, and where other operating conditions used were 150 ºC, 14 barg and 1.2 wt.
% of NB in ANL feed. The same test was performed at 120 ºC and the results can be seen
in Appendix D, Figure D.2.
a)
b)
c)
d)
Figure 7.10 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products and d) secondary products selectivity distribution, for different feed flows rates at 150ºC
and 14 barg.
As it was expected, NB conversion decreases with the feed flow rate; conversely,
selectivity to ANL increases with the increase of the feed flow rate. For secondary
0 5 10 15 2060
70
80
90
100
NB
Co
nv
ersi
on
(%
)
Liquid Feed flow (ml / min)
0 5 10 15 2040
50
60
70
80
90
100
AN
L S
elec
tivit
y (
%)
Liquid Feed flow (ml / min)
0 5 10 15 200
10
20
30
40
50
Sel
ecti
vit
y (
%)
Liquid Feed flow (ml / min)
S light products
S heavy products
S secondary products
2.5 ml/min 5 ml/min 12.5 ml/min 20 ml/min0
10
20
30
40
50
Sel
ecti
vit
y (
%)
S Bz
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
175
products, it is observed that the impact is higher in the formation of heavy compounds,
essentially CHANIL. Besides DICHA is also detected in considerable amounts at low
feed flow rates and this is one of the compounds which formation should be avoided.
Therefore, in order to produce ANL with low formation of secondary products, at 150 ºC,
flow rates equal to or higher than 5 ml/min should be used. At 120 ºC (Appendix D,
Figure D.2) the same tendency was obtained although a small decrease in ANL selectivity
was detected for 20 ml/min, mainly due to the formation of CHONA.
These results also prove that secondary products formation is most likely due to the
hydrogenation of ANL formed in the reaction and that for higher residence times, ANL
instead of being released from catalyst active sites remains there and so the hydrogenation
reaction proceeds (ANL Secondary products).
7.3.5 Influence of NB Concentration in the Feed
The last parameter to be analysed is the NB concentration in the reactor feed. All
the runs were performed in the same operating conditions, 120 ºC, 14 barg, 5 ml/min but
with different NB loadings (diluted in ANL). NB concentration was varied between 1.2
wt. % to 8.2 wt %: TR13c) 1.2 wt. % NB, TR15a) 1.7 wt. % NB, TR14a) 2.4 wt. % NB,
TR10b) 4.2 wt. % NB and TR17b) 8.2 wt. % NB) – Table C.2. Results are shown in
Figures 7.11 and 7.12.
a)
b)
Figure 7.11 - Evolution of a) NB conversion and b) selectivity to ANL for different NB
concentrations at 120 ºC and 14barg.
0 2 4 6 8 1060
70
80
90
100
NB
Co
nv
ersi
on
(%
)
NB concentration (%)
0 2 4 6 8 1080
85
90
95
100
AN
L S
elec
tivit
y (
%)
NB concentration (%)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
176
a)
b)
Figure 7.12 - Evolution of a) selectivity to secondary products and d) Secondary products
selectivity distribution, for different NB concentrations at 120 ºC and 14barg.
Although NB conversion markedly decreases for higher NB concentrations
(because more NB is being fed to the reactor), ANL selectivity remains nearly constant
(selectivity to ANL, in the operating conditions studied, is about 98 %). For secondary
products, selectivity is therefore quite low in the conditions tested (< 3 %). CHONA is the
main product formed.
In this case, attention should be centred also in the reactor temperature because
when increasing the NB concentration in the feed, more heat will be released. NB
hydrogenation is extremely exothermic and to stabilize the temperature in the desired set-
point (120 ºC), more time will be necessary to achieve that set-point. Nevertheless, all the
tests were carried out at the desired set-point, 120 ± 3 ºC (data not shown). Beyond that,
the possibility of hot-spots occurrence is higher for higher NB concentrations and
consequently an additional care should be taken into account.
7.4 Conclusions
Catalytic NB hydrogenation into ANL was studied in a tubular fixed-bed reactor.
This type of reactor configuration, for this reaction in liquid phase, is not very common
and the information available in literature is scarce. This study represents therefore a setp
forward in this technology.
Using the catalyst chosen in Chapter 5 (0.3 wt.% Pd/Al2O3), a parametric study was
done in which the influence of pressure, temperature, liquid feed flow rate and NB
concentration were evaluated at steady state. Catalyst lifetime and performance were also
0 2 4 6 8 100
1
2
3
4
5
Sel
ecti
vit
y (
%)
NB concentration (%)
S light products
S heavy products
S secondary products
1.2 wt. % NB 1.7 wt. % NB 2.4 wt. % NB 4.2 wt. % NB 8.2 wt. % NB0
1
2
3
4
5
Sel
ecti
vit
y (
%)
S BZ
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
177
analyzed; it was concluded that globally, NB conversion remains constant along the
reaction time (along all the tests carried out, corresponding to ca. 160 h of time-on-
stream). However, data obtained for selectivity present a different tendency: with its use,
the catalyst becomes more selective towards ANL and secondary products formation is
nearly inexistent after about 100 h. This conclusion is of a great importance either for this
study as from an industrial point of view, since the goal is to produce ANL with a high
purity, which means low secondary products formation, mainly DICHA.
The effect of operating conditions can be divided in two groups: i) pressure and
temperature and ii) liquid feed flow rate and NB concentration in the feed. In the first
group, an increase of the parameters has a positive influence in NB conversion but not in
ANL selectivity; in fact, with the increase of either pressure or temperature, ANL
selectivity decreases and secondary products formation increases. In the second group, a
decrease in NB conversion is noticed for both parameters (either increasing liquid feed
flow rate or NB concentration), but ANL selectivity increases with flow rate and remains
approximately constant for different feed NB concentrations (in the conditions tested).
This study allowed to understand that, also in a fixed-bed tubular reactor, operating
conditions should be chosen carefully and their effects balanced taking into account the
tradeoff between high NB conversion and high selectivity to ANL with minimum
secondary products formation. Temperature and pressure are the parameters with
paramount importance in secondary products selectivity. It was also possible to verify
that the reaction network proposed in Chapter 3, for ANL and secondary products
formation, is in agreement with the results obtained.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
178
References
[1] Figueras, F., Coq, B., Hydrogenation and hydrogenolysis of nitro-, nitroso-, azo-,
azoxy- and other nitrogen-containing compounds on palladium, Journal of Molecular
Catalysis A: Chemical 173 (2001) 223-230.
[2] PERP Program – New Report Alert, August 2003, Nexant Chem Systems.
[3] Downing, R., Kunkeler, P., van Bekkum, H., Catalytic systhesis of aromatic amines,
Catalysis Today 37 (1997) 121-136.
[4] Wegener, G., Brandt, M., Lothar, D., Hofmann, J., Klesczewski, B., Koch, D., Kumpf,
R., Orzesek, H., Pirkl, H., Six, C., Steinlein, C., Weisbeck, M., Trends in industrial
catalysis in the polyurethane industry, Applied Catalysis A – General 221 (2001) 303-
335.
[5] Králik, M., Turáková, M., Macák, I., Lehocký, Aniline – Catalysis and Chemical
Engineering, In Proceedings of the 41st International Conference of Slovak Society of
Chemical Engineering, Tatranské Matliare, Slovakia, 723-733, 2014.
[6] Datsevich, L., Muhkortov, D., Multiphase fixed-bed technologies Comparative
analysis of industrial processes (experience of development and industrial
implementation, Applied Catalysis A: General 261 (2004) 143-161.
[7] Eigenberger G., Ruppel, W., Catalytic Fixed-Bed Reactors, Ullmann's Encyclopedia
of Industrial Chemistry, Wiley VCH, 2012.
[8] Ma, Y., Zun, Q., Cumene Hydroperoxide Hydrogenation on a Pd/Al2O3 Catalyst in a
Trickle Bed Reactor – Kinetics of Hydrogenation and Deactivation, Chemical
Engineering Technology 35 (2012) 1849-1856.
[9] Pérez, D., Oliver-Fuentes, C., Curbelo, S., Rodríguez, M., Zeppieri, S., Study of the
selective hydrogenation of 1,3-butadiene in three types of industrial reactors, Fuel 149
(2015) 34-45.
[10] Bartholomew, C., Farrauto, R., Hydrogenation and Dehydrogenation of Organic
Compounds, in Fundamentals of Industrial Catalytic Processes, 2nd Edition, John Wiley &
Sons, Inc., Hoboken, 2005.
[11] Metaxas, K., Papayannakos, N., Kinetics and Mass Transfer of Benzene
Hydrogenation in a Trickle-Bed Reactor, Industrial & Engineering Chemistry Research
45 (2006) 7110-7119.
[12] Liu, G., Duan, Y., Wang, Y., Wang, L., Mi, Z., Periodically operated trickle-bed
reactor for EAQs hydrogenation: Experiments and modelling, Chemical Engineering
Science 60 (2005) 6270-6278.
[13] Wilhite, B., Huang, X., McCready, M., Varma, A., Effects of Induced Pulsing Flow
on Trickle-Bed Reactor Performance, Industrial & Engineering Chemistry Research 42
(2003) 2139-2145.

Chapter 7 - Hydrogenation of Nitrobenzene in a Tubular Reactor –
Parametric Study of the Operating Conditions Influence
179
[14] Rase, W., Hydrogenation of Nitroaromatics, Nitrobenzene Aniline, Handbook of
Commercial Catalyst: Heterogeneous Catalysts, CRC Press LLC, 2000.
[15] Peureux, J., Torres, M., Mozzanega, H., Giroir-Fendler, A., Dalmon, J.,
Nitrobenzene liquid-phase hydrogenation in a membrane reactor, Catalysis Today 25
(1995) 409-415.
[16] Yeong, K., Gavriilidis, A., Zapf, R., Hessel, V., Catalyst preparation and
deactivation issues for nitrobenzene hydrogenation in a microstructure falling film
reactor, Catalysis Today 81 (2003) 641-651.
[17] Kirillov, V., Kuzin, N., Mescheryakov, V., Droboshevich, V., Catalytic heat-
exchanger reactor for strongly exothermic reactions, Chemical Engineering Science 56
(2001) 381-386.
[18] Du, B., Su, H., Wang, S., Palladium supported on carbon nanofiber coated
monoliths for three-phase nitrobenzene hydrogenation: Influence of reduction
temperature and oxidation pre-treatment, Journal of Industrial and Engineering
Chemistry 21 (2015) 997-1004.
[19] Bombos, D., Argesanu, C., Doukeh, R., Bombos, M., Vasilievici, G., Nitrobenzene
hydrogenation by catalysts based on ruthenium, Bulletin of Romanian Chemical
Engineering Society 2 (2015) 2-11.


181
Chapter 8 - Industrial Perspective of Nitrobenzene
Catalytic Hydrogenation in a Tubular Reactor –
Impure H2 valorization
Abstract
The activity and performance of a commercial Pd/Al2O3 catalyst was studied with
the final goal of being used in a fixed-bed reactor with a real stream of industrial
hydrogen, which is available at CUF-QI at low pressure. In Chapter 7, a parametric study
was performed and some important conclusions were taken: catalyst age is extremely
important, so that nitrobenzene (NB) conversion remains nearly stable along the time
while selectivity to aniline (ANL) increases. Moreover, pressure and temperature were
found to be the critical parameters. In this Chapter, in an industrial perspective of NB
hydrogenation, it was decided to evaluate the influence of the solvent and also to test if
the catalyst was still active at mild conditions of pressure and temperature. Besides, some
reaction products, namely water and cyclohexylamine (CHA), were added to the feed
mixture to determine their influence either on ANL selectivity or on secondary products
formation and distribution. It was found that even at mild conditions (75 ºC and 9 barg)
NB conversion is higher than 65 % with high selectivity to ANL (above 98%). Regarding
the effect of the studied reaction products addition to the reactor feed, in both cases (H2O
and CHA) it appears they cause a decrease in ANL selectivity but NB conversion is not
significantly affected. Hydrogen contaminated with ammonia was used to simulate the
industrial stream; it was found that NH3 presence does not affect the catalytic reaction on
terms of NB conversion but on the other hand it helps decreasing the formation of
secondary products. The industrial H2 stream was used to hydrogenate NB into ANL and
it was demonstrated that even containing contaminants and at low pressures, this stream
can be used to produce ANL. No major differences were detected on NB conversion and
selectivity to ANL, when using the pure or the industrial H2 stream.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
182
8.1 Introduction
Nitrobenzene (NB) hydrogenation processes can be done in liquid or in vapor-
phase. A comparison between those two processes shows little difference in yield [1].
Common reactors for vapor-phase are the fluidized ones whereas for liquid-phase the
slurry reactors are more often used.
Fixed or fluidized-bed reactors are generally used for exothermic reactions.
Although the fixed-bed tubular reactor configuration commonly used (due to its high
efficiency and relatively low cost), it shows some limitations when removing the large
amounts of heat generated along the reactor axis [2]. On the other hand, it is the most
appropriate to use when the objective is to minimize the dimension of reaction units using
more active catalysts that afterwards do not need to be separated from the reaction
mixture [3]. Hwang and Smith [2] developed and compared various reactor
configurations with fixed-bed reactors and used nitrobenzene (NB) hydrogenation as a
case study. It was concluded that diluting the catalyst with inert material and employing
side-stream injection of NB generates large amounts of aniline (ANL) and an effective
temperature control between certain boundaries is achieved.
NB hydrogenation is the main process used for ANL production. Only small
quantities of ANL are used as final product, the main demand being the production of
isocyanates required for polyurethane synthesis [4]. As mentioned above, this reaction is
carried out both on vapor and on liquid-phase, and several catalysts have been studied for
both cases. In liquid-phase the process is generally operated at temperatures between 90 –
200 ºC and pressures of 1 to 30 bar. Relatively to the catalyst, focus have been directed to
Ni, Pd, Pt and Ru supported on C, SiO2 and Al2O3. Hassan et al. [5] worked on a Ru
supported on fullerene obtaining 100 % conversion with Ru loading of 15 wt.% at 150 ºC
and 22.33 bar with a reaction time of 180 min. Ru-Cu-Ni supported on C and Ru
supported on H-ZSM5 were also investigated and it was found that although Ru/H-ZSM5
presented a higher selectivity to ANL, Ru-Cu-Ni/C is more active [6]. Industrial Ni/SiO2
was studied by Relvas et al. [7] and results obtained indicated the possibility of the
catalyst surface changing with time due to the contact with the reaction mixture. An
amorphous Ni-P catalyst doped with Mo was studied by Qin et al. [8], concluding that
addition of Mo increased the conversion of NB achieving 98.8 % of selectivity to ANL.

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
183
Au-based catalysts were also tested in NB hydrogenation, being concluded that all the
catalysts were active in the hydrogenation reaction although Au deposited on TiO2
performed better than SiO2 due to stronger metal/support interactions [9].
In the last years, the most studied catalysts for liquid-phase hydrogenation have
been Pd-based materials on different supports though their use in large-scale production
has not been explored due to their high costs [10]. The advantage of Pd catalysts is related
with their high activity and also to the fact that they do not attack, or even disrupt, the
aromatic ring [11]. For instance, Turáková et al. [12] analyzed the influence of the
preparation method and palladium content on Pd/C concluding that for Pd contents higher
than 4 wt.% a significant drop in catalytic activity is verified. Pd supported on activated
carbon and on a mixture of activated carbon and multi-walled carbon nanotubes were also
tested [13]. Pd supported on C seems to dominate the scientific research, however, upon
consulting the list of commercial catalysts available in the market, it is possible to verify
that the most common is Pd supported on Al2O3, with the variations restricted to their
shape and metal content.
Besides the catalyst, the solvent to be used is another parameter of great
importance, since it avoids the formation of two phases in the reaction mixture. The
hydrogenation of NB is highly exothermic, so in the presence of a solvent, the reaction
can take place under milder conditions than in the gas phase, and also in more stable
conditions [14]. Different solvents can be used, each with its own advantages and
disadvantages, being the selection traditionally based on solvent performance / effect in
the reaction. However, solvent characteristics like chemical, physical and biological
properties for further treatment may affect both operational conditions and dictate product
separation and catalyst recovery procedures [15]. Suitable solvents for this reaction are
methanol [12, 13], ethanol [9, 16, 17], hexane [18], toluene [5, 19, 20], aniline [7, 21] and
supercritical CO2 [22 - 24], among others.
The knowledge of the influence of reaction products in the NB hydrogenation is
another important issue. Mohan et al. [25] analyzed the effect of co-feeding H2O along
with NB and found out a drastic decrease in the conversion of NB due to the poisoning
effect of H2O over Ni/MgO while over Ni/SBA-15 (santa barbara amorphous silica) the
NB conversion is high and steady [25]. Figueras and Coq [26] refer that Pd/C catalysts
are preferred due to their hydrophobicity since water is produced during the reaction.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
184
Influence of cyclohexylamine (CHA) is also relevant, because according to Narayanan et
al. [27], CHA can couple with ANL to form N-phenylcyclohexylamine (NPCHA) or can
undergo dimerization to form dicyclohexylamine (DICHA). At high temperatures it also
favors deammoniation of CHA to give cyclohexane (CH). The authors concluded that in
the absence of CHA, secondary products formation via NPCHA and DICHA are not
possible.
Industrial H2 streams resulting from purges, solubilisation processes or other
applications are usually impure and are available at low pressures. Typically, these type
of streams are energetically valorized by burning or are simply released into the
atmosphere, and so, their use to produce chemicals might be an alternative with added-
value. The knowledge of their main contaminants and the understanding of how they
affect the hydrogenation reaction or the catalyst performance are key aspects to be
evaluated towards the viability and valorization of those streams.
Concluding, in this chapter a commercial Pd-based catalyst was tested in the NB
hydrogenation into ANL, in a tubular fixed bed reactor. In this way, several points will be
analyzed from an industrial point of view, namely the influence of solvent and presence
of reaction products: in the NB conversion and selectivity to both ANL and secondary
products; it will be also assessed the performance of the catalyst when using mild
conditions. The impact of H2 stream contaminants in the catalyst performance will be
evaluated as well. The main novelty of this work is to prove the possibility of successfully
using an industrial H2 stream, resulting from other processes and that is available at low
pressures, in the catalytic hydrogenation of NB into ANL.
8.2 Material and Methods
Hydrogenation of NB, in liquid phase, was carried out in a tubular reactor with an
internal diameter of 15 mm and length of 400 mm, with a catalytic bed of 120 mm long,
in continuous downflow mode (under H2 pressure). The catalyst used was a commercial
0.3 wt.% Pd/Al2O3 material in extrudate form (catalyst I.2 selected in chapter 5). A
known amount of Pd/Al2O3 catalyst was loaded into the reactor, Figure 8.1, and the
material pre-treated, in situ. Pre-treatment of the catalyst was performed at 150 ºC and
under hydrogen pressure (20 barg), with a gas flow of 2 g/h, for 2 hours. As detailed

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
185
before, in Chapter 4, temperature-programmed reduction (TPR) experiments have shown
that the catalyst used was fully reduced under the pre-treatment conditions employed.
Chapter 6 contains more details about the experimental set-up.
Figure 8.1 – Scheme of the set-up and tubular reactor used for the catalytic tests.
All the tests were performed with the same sample of catalyst (used in chapter 7),
weighting about 10 g. The catalytic bed, at the center of the reactor, was positioned
between two layers of SiC (21 g each, granulometry of 1.68 mm) and glass spheres. The
upper layer of spheres and SiC served both as a mixer for the reactants and as a pre-
heater. Moreover, SiC layer had the objective of equalizing temperature along the reactor
and to help avoiding hot-spots.
Temperature regulation is made by a control system coupled with an oven from
Termolab equipped with one thermocouple that regulates the reactor heating. Inside the
reactor there is a cane where three thermocouples where positioned, one carrying the
control of temperature in the reaction zone (cf. more details in section 6.2.2.3).
Aromatic
compound
Feed
Sample
collectionProduct
Hydrogenated aromatic
compound
ReactorCatalytic
Bed
SiC
SiC
Glass spheres
Glass spheres
H2
Industrial H2

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
186
H2 is supplied from a gas cylinder. The liquid and gas feeds are mixed before
entering the reactor, being fed by the top. Products leave the reactor at the bottom, so it
has a down-flow regime. The liquid reactant is pumped to the reactor with a HPLC pump
at a required flow rate. The total pressure inside the reactor is kept constant along each
run using a back pressure regulator.
When the industrial H2 stream was used, each test was initiated with H2 from the
gas cylinder, in order to have always the same starting point and to evaluate catalyst
performance under reference conditions. In the meantime, industrial H2 line is purged to
clean and also with the objective of having the smallest possible amount of condensates.
In order to guarantee that the quantity of contaminants that goes into the unit is the
smallest one, a cylinder was placed in the H2 line, Figure 8.1. As referred tests were
initiated with pure H2, then pressure was decreased until it equalizes industrial H2
pressure. Afterwards, H2 feed stream was changed and the catalytic tests performed at the
pretended conditions.
The sampling of the liquid phase was performed at selected time intervals and
analyzed by gas chromatography, in an Agilent 6890A chromatograph equipped with two
flame ionization detectors (FID). The column used was a HP-1 (100%
dimethylpolysiloxane 30 m x 320 µm x 4 µm). The temperature in the injector and in the
detector was 250 ºC, the pressure in the column was 14 bar and helium was used as
carrier gas. The column oven was temperature-programmed with a 1 min initial hold at
120 ºC followed by an increase until 230 ºC (15 ºC min-1 rate) and then kept at 230 ºC for
9 min.
All the compounds were previously identified using the external standard method.
Calibration curves were plotted for all the analyzed compounds which were easily
identified since their retention times are well known. Several samples were injected and
the standard deviation associated with this method was found to be below 10%.
The reference values for temperature, pressure and nitrobenzene concentration
during the parametric study are: T = 120 ºC, P = 14 barg and Cref = 1.2 wt.% NB. The
experiments performed and the conditions used are given in Table C.1 and Table C.2
(Appendix C).
The NB conversion was calculated based on the data obtained from GC analysis:

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
187
𝑋𝑁𝐵 = 𝑁𝐵0 (𝑝𝑝𝑚) − 𝑁𝐵𝑜𝑢𝑡,𝑡 (𝑝𝑝𝑚)
𝑁𝐵0 (𝑝𝑝𝑚) (8.1)
where 𝑁𝐵0 (𝑝𝑝𝑚) is the reactor feed NB concentration (ppm) and 𝑁𝐵𝑜𝑢𝑡,𝑡 (𝑝𝑝𝑚) is the NB
concentration at the reactor outlet at any time instant t.
The liquid phase analysis confirmed the presence of the following compounds: NB,
ANL, as well as the by-products cyclohexylamine (CHA), cyclohexanol (CHOL),
cyclohexanone (CHONA), N-cyclohexylaniline (CHANIL), dicyclohexylamine
(DICHA), cyclohexyldeneaniline (CHENO) and benzene (Bz) – cf. Nomenclature
section. Nevertheless, the secondary products will not be presented individually but in
groups: Light products – Bz, CHA, CHOL and CHONA; and Heavy products: DICHA,
CHENO and CHANIL. It is important to refer that ANL, used as solvent, is of industrial
grade, thus containing some by-products.
The values used, for result discussion, correspond to what is formed in the reaction,
therefore, to each point the calculation is as follows:
𝐹𝑖 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑖,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) − 𝐹𝑖,0(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (8.2)
where Fi represents the molar flow rate of species i (it can be ANL, secondary products or
its division: light and heavy products), being the amount “formed” obtained by the
difference between the one that “exits” the reactor and what is fed (subscript “ ”).
Selectivity towards ANL, light products, heavy products and secondary products is based
on the amount of each product/group of products produced as compared to all products
formed during the reaction:
𝑆𝑖 =𝐹𝑖 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ )
∑𝐹𝑗 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (8.3)
∑𝐹𝑗 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡 (𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑠𝑒𝑐𝑜𝑛𝑑𝑎𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) + 𝐹𝐴𝑁𝐿 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (8.4)
𝐹𝑠𝑒𝑐𝑜𝑛𝑑𝑎𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) = 𝐹𝑙𝑖𝑔ℎ𝑡 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) + 𝐹ℎ𝑒𝑎𝑣𝑦 𝑓𝑜𝑟𝑚𝑒𝑑,𝑡(𝑚𝑜𝑙 𝑚𝑖𝑛⁄ ) (8.5)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
188
8.3 Results and Discussion
In Chapter 7 a parametric study was carried out and the influence of several
parameters was analyzed. Once more, temperature and pressure have been found to be
parameters with a great influence in the catalyst performance and selectivity towards
ANL/secondary products. Since it was concluded that NB conversion remains stable
along the extended series of reaction tests performed, it is possible to perform another
type of catalytic tests, such as the analysis of the influence of the solvent or of the
presence of reaction products, employing the same catalyst sample.
Industrially, NB hydrogenation is performed in continuous mode and in some
configurations it may exist and ANL recirculation stream, which is composed by ANL
and secondary products formed during the reaction. Among all the secondary products,
CHA and H2O are those that are formed in higher quantities.
Moreover, the main goal of this thesis is to prove the feasibility of using an
industrial stream of H2 that is available at low pressures at CUF-QI facilities and has
some contaminants like NH3, CO2, H2O, Bz, ANL and CHA. The effect of H2O and CHA
will be studied by adding these compounds into the feed mixture. Those compouds were
chosen because they are present in the industrial H2 and also because they might be
present in the ANL recirculation stream in high quantities. In the case of gas
contaminants, it will be studied the effect of the presence of NH3 since this compound is
present in the industrial H2 in high quantities, by using a mixture of H2 with different
loadings of this compound. All these tests will be done at reference conditions: 120 ºC, 14
barg, liquid flow rate of 5 ml/min and gas flow of 2 g/h.
As it was said, industrial H2 is available at low pressures, so it was decided to test
the catalyst response at mild conditions, i.e. 75 ºC and pressures of 14 barg and 9 barg, to
verify if there is any NB conversion and the influence in the selectivity to ANL and
secondary products. The industrial stream of H2 was tested in the tubular reactor,
although it was observed that the line pressure is not constant, with a variation between
2.5 to 5 barg.
The data that will be presented in the sections below was determined when the
reactor reached steady-state, Appendix C – Table C.2 show the conditions employed (it

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
189
should be noted that after changing operating conditions are necessary ca. 2 h to reach
steady-state).
8.3.1 Influence of the solvent
Since NB hydrogenation is an extremely exothermic reaction, the right choice of the
solvent is very important, since it helps to maintain the reaction temperature at the desired
value. Another function of the solvent is to avoid the formation of two phases, which may
lead to the stop of the reaction. On the other hand, having as solvent a non-existent
compound in the reaction (“strange” substance) can cause another problem such as the
formation of new and unknown compounds or difficulties in the analysis due to phase
separations. Most used solvents are alcohols (methanol, ethanol) or other organic
compounds like hexane or toluene.
In this case, it was chosen cyclohexane (CH) as solvent since it is a saturated
organic compound, it is not detected as a reaction product and NB has a good solubility
on it.
Figures 8.2 and 8.3 presents the results of the catalytic tests TR14b) and TR15a),
with a feed mixture of 1.8 wt.% NB using CH as a solvent and a feed mixture of 1.7 wt.%
NB using ANL as a solvent, respectively, which was employed as reference due to its
commom use in industrial practice [20]. Tests were done at reference conditions: 120 ºC,
14 barg and 5 ml/min.
a)
b)
Figure 8.2 – Evolution of a) NB conversion, b) selectivity to ANL at 120ºC and 14 barg.
ANL CH70
80
90
100
NB
Co
nv
ersi
on
(%
)
ANL CH80
85
90
95
100
AN
L S
elec
tiv
ity
(%
)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
190
a)
b)
Figure 8.3 – Evolution of a) selectivity to secondary products and b) secondary products
selectivity distribution for different solvents (ANL and CH) at 120ºC and 14 barg.
The first conclusion is that using CH as solvent, NB conversion is higher than using
ANL. Selectivity to ANL is also higher with CH. So far, CH seems to be a better solvent
to use in this reaction than ANL. In the NB hydrogenation into ANL, for each molecule
of ANL formed two molecules of H2O are also produced (cf. Eq. (8.6)); this fact might be
a problem, because it can lead to the formation of two different phases, an organic and an
aqueous one, and consequently the reaction stops. None of the solvents led the reaction to
stop, but in the case of CH, it seemed that at certain point it started to have two different
phases.
Selectivity to secondary products is clearly favored by using ANL as solvent,
mainly forming light products. Analyzing Figure 8.3b), it is seen that CHONA is the
predominant compound with ANL solvent and CHA, CHONA, DICHA and CHANIL
with CH solvent. It can be observed that in the presence of ANL as solvents, NB
hydrogenation into CHONA is favoured (see proposed reaction mechanism in Figure
8.4), but on the other hand with CH, although there is formation of CHONA, ANL
hydrogenation into CHA, DICHA and CHANIL (Figure 8.4) is quite marked as well.
ANL CH0
1
2
3
Sel
ecti
vit
y (
%)
S light products
S heavy products
S secondary products
ANL CH0.0
0.5
1.0
1.5
2.0
2.5
3.0
Sel
ecti
vit
y (
%)
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
191
Figure 8.4 – Reaction network proposed for ANL and secondary products formation including Bz
(*very reactive and unstable compounds).
DICHA formation is a huge disadvantage since it is the most difficult product to
separate from ANL. Another drawback of the use of CH is related with the fact that
although selectivity to ANL is quite high, it also promotes ANL hydrogenation. In the
case of using ANL as solvent, secondary products formation is, in the conditions
employed, mostly due to the reaction NB → HONA and not because ANL is being
hydrogenated.
8.3.2 Influence of H2O
Water is one of the compounds that results from the hydrogenation of NB either
into ANL or in CHONA (Figure 8.3):
𝐶6𝐻5𝑁𝑂2 + 3𝐻2 → 𝐶6𝐻5𝑁𝐻2 + 2𝐻2𝑂 (8.6)
𝐶6𝐻5𝑁𝑂2 + 5𝐻2 → 𝐶6𝐻10𝑂 + 𝑁𝐻3 +𝐻2𝑂 (8.7)
Heavy products
Light products
Light products
NO2
Cat
+H2
NH2
+ NH3
H2
Cat
H2
+ANL
-NH3
Cat
H2
NH2
NHNH2
+H2 -NH3
NH
+H2
NH
O
+H2
-NH3
+ANL -H2O
N
+H2
+H2OH CHONA
CHENO
CHOL
DICHA
CHANIL
CHA
Bz
ANLNB
Amine
N-[1-(Amino)cyclohexyl]-N-phenylamine
-H2O
-H2O
*-NH3
+H2O

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
192
H2O solubility in ANL at 25 ºC is around 5 wt.%, cf. Table 8.1. Consequently, with
the objective of analyzing the effect of this compound in the NB hydrogenation and also
in the secondary products formation, it was added to the feed mixture 4 wt.% of H2O.
Table 8.1 – ANL/H2O system solubility [28]
Temperature (ºC) %(wt. / wt.) of ANL in H2O %(wt. / wt.) of H2O in ANL
25 3.5 5.0
90 6.4 9.9
Catalytic tests were performed at reference operating conditions, 120 ºC, 14 barg, 5
ml/min, solvent ANL and the runs are TR11b) with 1.2 wt.% of NB + 4 wt.% of H2O in
ANL and TR11c) with 1.2 wt. % of NB in ANL (no water). Results are shown in Figure
8.5.
a)
b)
c)
d)
Figure 8.5 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products and d) secondary products selectivity distribution for different H2O concentrations at
120ºC and 14 barg.
The presence of water does not seem to influence NB conversion, Figure 8.5a), as it
was also observed by Gelder [29]. Selectivity to ANL decreases however when H2O is
NB NB + 4wt.% H2O90
92
94
96
98
100
NB
Co
nv
ersi
on (
%)
NB NB + 4wt.% H2O90
92
94
96
98
100
AN
L S
elec
tivit
y (
%)
NB NB + 4wt.% H2O0
1
2
3
4
5
Sel
ecti
vit
y (
%)
S light products
S heavy products
S secondary products
NB NB + 4wt.% H2O0
1
2
3
4
5
Sel
ecti
vit
y (
%)
S Bz
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
193
present in the feed mixture. Likewise, selectivity to secondary products increases when
H2O is present in the reactor feed; without H2O the two main compounds formed are
CHONA and CHANIL. CHENO is also detected as well as CHA. Nevertheless, CHENO
selectivity decreases in the presence of H2O, while CHA formations remains nearly
stable. When H2O is added, CHANIL formation decreases and a huge increase in
CHONA formation is verified.
CHONA selectivity increases by a factor of 3 and the result is in agreement with
what was expected (cf. reaction mechanism in Figure 8.4): in the presence of H2O the NB
hydrogenation reaction is shifted into the formation of CHONA and not towards ANL
(because for each molecule of ANL formed, there is the formation of two molecules of
H2O, whereas for each CHONA molecule there is only the formation of one molecule of
H2O – cf. Eqs 8.6 and 8.7). Sousa [30] using a Ni based catalyst also tested the influence
of 4 wt.% H2O in the secondary products formation and verified that CHENO is formed
and consumed rapidly to CHONA. CHONA and CHOL concentrations increased
considerably while the concentration of other products was reduced. In the case of this
study, it is also observed a considerable augmentation of CHONA and a slight decrease in
CHENO concentration.
8.3.3 Influence of CHA
CHA is one of the main compounds in the ANL hydrogenation and it is believed to
react with ANL being a precursor of CHANIL (CHA + ANL), Eq 8.8 and DICHA (CHA
+ CHA), Eq 8.9:
𝐶6𝐻7𝑁 + 𝐶6𝐻13𝑁 → 𝐶12𝐻17𝑁 +𝑁𝐻3 (8.8)
𝐶6𝐻13𝑁 + 𝐶6𝐻13𝑁 → 𝐶12𝐻23𝑁 + 𝑁𝐻3 (8.9)
To verify if effectively CHA is a precursor of CHANIL and DICHA, and its
influence in the hydrogenation reaction, 1 wt. % of the compound was added to the
reference liquid feed mixture, 1.2 wt.% NB in ANL. Other operating conditions were 120
ºC, 14 barg and 5 ml/min. These tests correspond to runs TR16a) and TR16b), and the
results are shown in Figures 8.6.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
194
a)
b)
c)
d)
Figure 8.6 - Evolution of a) NB conversion, b) selectivity to ANL in the presence of CHA c)
selectivity to secondary products and d) secondary products selectivity distribution in the presence
of CHA at 120ºC and 14 barg.
NB conversion slightly increases in the presence of CHA and selectivity to ANL
decreases from 97 % to 92 %, Figure 8.6. Presence of CHA in the reactor feed seems to
slightly improve hydrogenation of NB but not necessarily into ANL. Observing
secondary products distribution, one can conclude that the only products that seem to
benefit with the existence of CHA in the feed mixture are CHONA and particularly CHA.
CHONA is comprehensible; if NB conversion increases and ANL formation decreases, it
should mean that NB is being converted in CHONA (cf. Figure 8.4). CHA selectivity
increasing in the presence of CHA was not expected and it is not well understood.
Formation of DICHA and CHANIL through CHA was not proved and actually,
DICHA was not even detected, while the concentration of CHENO and CHANIL
decreased in the presence of CHA, Figure 8.6. In this case, CHA seems to have a slight
influence in the NB hydrogenation reaction, improving to some extent the reaction rate,
but selectivity to ANL is smaller. Gelder [29] using Pd supported on carbon catalysts,
verified that CHA is adsorbed on the acidic surface sites and its adsorption does not
interfere with NB hydrogenation, as the two molecules do not compete directly for the
NB NB + 1 wt.% CHA90
92
94
96
98
100
NB
Co
nv
ersi
on
(%
)
NB NB + 1 wt.% CHA90
92
94
96
98
100
AN
L S
elec
tiv
ity
(%
)
NB NB + 1 wt.% CHA0
2
4
6
8
10
Sel
ecti
vit
y (
%)
S light products
S heavy products
S secondary products
NB NB + 1 wt.% CHA0
2
4
6
8
10
Sel
ecti
vit
y (
%)
S Bz
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
195
catalytically active sites. Therefore, according to that author, CHA does not act as an
inhibitor and appears to have no effect on the hydrogenation of NB. In our case, some
effect was observed through a slight increase in NB conversion, but particularly in
selectivity.
8.3.4 Reaction at mild conditions (T and P)
The catalyst tested, 0.3 wt.% Pd/Al2O3, was chosen for being the most active in the
NB hydrogenation with low secondary products formation, in the CSTR, and in a wide
range of temperatures (150 – 240 ºC) and pressures (6 – 30 barg) – cf. Chapter 4. This
catalyst proved to be the most active at 6 barg and reaction temperature of 150 ºC.
In the parametric study of Chapter 7, it showed also to be active at low pressures (4
barg, 120 ºC) and at low temperatures (75 ºC and 14 barg), with NB conversions higher
than 85 % and selectivity to secondary products of 15 % (4 barg) and 5% (75 ºC).
Therefore, it was decided to prove that the catalyst is really active and rather selective to
ANL by testing at mild industrial conditions, i.e., 9 barg and 75 ºC.
In Figures 8.7 and 8.8 are exhibited results obtained in the operating conditions
referred, corresponding to the runs TR7b) and TR7c).
a)
b)
Figure 8.7 - Evolution of a) NB conversion and b) selectivity to ANL for different pressures at
low temperature (75 ºC).
9 barg 14 barg50
60
70
80
90
100
NB
Conver
sion (
%)
9 barg 14 barg50
60
70
80
90
100
AN
L S
elec
tivit
y (
%)

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
196
a)
b)
Figure 8.8 - Evolution of a) selectivity to secondary products and b) secondary products
selectivity distribution for different pressures at low temperature (75 ºC).
As it was expected, NB conversion is lower at 9 barg than at 14 barg (because
reaction kinetics and hydrogen solubilisation are detrimentally affected), however it is
around 65 %, Figure 8.7a). On the other hand, selectivity to ANL slightly decreases, with
pressure increase, from 98.4 % to 97.2 %, Figure 8.7b). Surprisingly, selectivity to heavy
products remains stable and it is observed higher selectivity to DICHA at 9 barg.
Selectivity to light products has an increase with pressure augmentation, mainly due to
the formation of CHONA, Figure 8.8b). Such results are in agreement with the reaction
mechanism in Figure 8.3 (NB conversion into CHONA is favoured at the expense of
ANL).
Through the analysis of this results it can be concluded that the catalyst is active at
this operating conditions and it can be used at mild conditions of pressure and
temperature with high selectivity to ANL.
8.3.5 Influence of impure H2
As stated, the main aim of this work is to valorise an industrial stream of H2, which
results from industrial processes and is available at low pressures, at CUF-QI.
Nevertheless, the composition of this stream was unknown. The knowledge of impurities
present in the H2 is very important, in order to determine the strategy that will define the
methodology to be used. That methodology resulted in the introduction of the main
impurities of the industrial gas, through the use of H2 gas cylinder with those
contaminants.
9 barg 14 barg0.0
0.5
1.0
1.5
2.0
2.5
3.0
Sel
ecti
vit
y (
%)
S light products
S heavy products
S secondary products
9 barg 14 barg0.0
0.5
1.0
1.5
2.0
2.5
3.0
Sel
ecti
vit
y (
%)
S Bz S CHA
S CHOL S CHONA
S DICHA S CHENO
S CHANIL

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
197
Thus, analyses to the industrial H2 stream were made and results are presented in
Table 8.2.
Table 8.2 – Composition of the industrial H2 stream.
Gas Concentration
NH3 > 1373 ppm
N2 2.3 %
CO2 < 0.1 %
He 1.24 %
O2 0.2 %
H2 73.8 %
CO < 5 ppm
ANL > 26 ppm (GC-FID)
12 ppm (GC-MS)
Bz 212 ppm
CHA 0.5 ppm
CHOL 4.7 ppm
CHONA 0.9 ppm
Contaminants present in higher quantities (excluding inert gases) are NH3, CO2 and
O2. Some organic compounds were also detected, being Bz the one with higher
percentage.
Martins [31] studied the NB hydrogenation, on a Ni based catalyst, using H2 with
CO and CO2 as contaminants, at CUF-QI. It was concluded that the effect of those
compounds does not appear to be significant either on ANL formation as on secondary
products formation.
Therefore, according to those results, it was decided to perform catalytic tests only
with NH3.
8.3.5.1 Influence of NH3
NH3 effect on NB hydrogenation was evaluated using H2 gas cylinder with this
contaminant. In fact, two different concentrations of NH3 were tested, 0.05 wt.% (500
ppm) and 1 wt.% (10 000 ppm). Each catalytic test was initiated with pure H2, and after
stabilization (i.e., reaching steady-state), the gas feed was changed to the one with the
contaminant. In the end, to clean the unit and the catalyst surface, the gas feed was
changed again to pure H2.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
198
These tests were those of TR12 and TR13 series, performed at 120 ºC, 14 barg, 1.2
wt.% NB in ANL, liquid feed flow rate of 5 ml/min and gas flow rate of 2 g/h. Results
obtained are presented in Figure 8.9.
a)
b)
c)
d)
Figure 8.9 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products and d) secondary products selectivity distribution for different NH3 concentrations at
120ºC and 14 barg.
NH3 concentration in industrial H2 is around 1400 ppm (0.14 wt.%), which is within
the range of concentrations experienced. Observing NB conversion and selectivity to
ANL data, it can be concluded that almost no effect is detected due to the augmentation
of NH3 concentration (only NB conversion slightly increased in the presence of NH3),
Figure 8.9.
In the case of secondary products formation, a positive effect, from an industrial
point of view, is verified: it decreases with the increase of NH3 concentration in the gas
feed. The effect is slightly more noticed in heavy products than in light ones, which
means that NH3 somehow inhibits ANL hydrogenation. DICHA formation is not detected
in any of the tests. CHENO and CHANIL concentrations decrease in the presence of the
contaminant. Light products detected are CHA, CHOL and CHONA. CHOL formation
H2 + 0 wt.% NH3H2 + 0.05 wt.% NH3H2 + 1 wt.% NH390
92
94
96
98
100
NB
con
ver
sion
(%
)
H2 + 0 wt.% NH3H2 + 0.05 wt.% NH3H2 + 1 wt.% NH30
20
40
60
80
100
AN
L S
elec
tiv
ity
(%
)
H2 + 0 wt.% NH3 H2 + 0.05 wt.% NH3 H2 + 1 wt.% NH30
1
2
3
4
5
Sel
ecti
vit
y (
%)
S light products
S heavy products
S secondary products
H2 + 0 wt.% NH3 H2 + 0.05 wt.% NH3 H2 + 1 wt.% NH30
1
2
3
4
5
Sel
ecti
vit
y (
%)
S BZ
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
199
disappears with the augmentation of NH3 content and CHA concentration decreases.
Interestingly, CHONA formation is not influenced by the presence of NH3, remaining its
concentration the same in the three tests.
Since it is intended to have the highest possible selectivity towards ANL with
minimum formation of secondary products, while not affecting NB conversion, these
results are very interesting and positive. It can be concluded that NH3 concentrations up
to 1 wt.% do not have influence in NB conversion, but helps decreasing the formation of
secondary products, mainly heavy.
8.3.5.2 Industrial H2
In this section, it will be shown catalytic results of the tests performed using the
industrial impure H2 stream. Up to the author knowledge, there is no available
information in the literature about this type of tests or about the use of industrial H2
streams in the NB hydrogenation at low pressures.
To guarantee that catalyst surface and the unit are as clean as possible, tests were
initiated at reference conditions and with pure H2. Two tests with industrial H2 were
carried out, one at 120 ºC and the other one at 150 ºC. The objective of increasing the
temperature was to try to obtain the highest NB conversion since the pressure on the
industrial stream was low and not constant, varying between 2.5 – 5 barg.
Data displayed on Figure 8.10 correspond to runs TR19a) to TR19d) and TR20a to
TR20e). Tests at 2 barg, 4 barg and 14 barg were carried out with pure H2 from the gas
cylinder.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
200
a)
b)
c)
Figure 8.10 - Comparison of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products, at 120 º C and 150 ºC, as a function of pressure with pure hydrogen and impure
industrial hydrogen grade.
In terms of NB conversion, the use of industrial H2 does not seem to have influence
at any of the temperatures used; values obtained are within the range of conversions
reached with pure hydrogen at the pressures studied (one should recall that the industrial
hydrogen stream had, along the tests, fluctuating pressure in the range of 2.5 – 5 barg).
Relatively to ANL selectivity, at 150 ºC, using industrial or pure H2 no major differences
are noticed, Figure 8.10b). In the case of the test carried out at 120 ºC, selectivity to ANL,
with industrial H2, is much lower to what was expected, when compared with pure one. It
might be thought this is due to operating conditions used, mainly the stream pressure that
is variable and low. Still, it is important to analyze selectivity to secondary products.
Light products formation is superior at 120 ºC than at 150 ºC, with pure H2, but with
industrial H2 the difference between them is huge, Figure 8.10c).
The industrial stream of H2 has a high quantity of organic compounds, since it
results from a process in the ANL plant. Therefore, since the line of industrial H2 is at
room temperature, some of those organic compounds will condensate, mainly the heavy
ones, and another part will continue in the gas-phase, entering in the unit.
2.5 - 5 barg 2 barg 4 barg 14 barg0
20
40
60
80
100
NB
Co
nv
ersi
on (
%)
120 ºC 150 ºC
Industrial H2
2.5 - 5 barg 2 barg 4 barg 14 barg80
85
90
95
100
AN
L S
elec
tivit
y (
%)
120 ºC 150 ºC
Industrial H2
2.5 - 5 barg 2 barg 4 barg 14 barg0
2
4
6
8
10
12
14
Sel
ecti
vit
y t
o s
econ
dar
y
pro
du
cts
(%)
120 ºC 150 ºC
Industria H2

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
201
As it was referred, in the laboratorial unit, there is a cylinder where industrial H2
goes through to minimize the quantity of condensates present in the tubular reactor. At
the end of each test (TR19 and TR20) the condensates were collected and analyzed by
GC. Main compounds of both samples are Bz, CHA, CHOL and ANL. CHONA, NB,
DICHA, CHENO and CHANIL were also detected but in smaller amounts.
Observing Table 8.2, one concludes that Bz is the organic in higher quantities in the
industrial grade hydrogen; in the GC analysis made to the condensate phase Bz is also a
main compound. Thus, this compound should be one of the light products in greater
quantity in the industrial H2 and that will have influence in the results obtained. In Figure
8.11 are presented selectivity for light and heavy products as well as their distribution in
the several compounds.
a)
b)
c)
d)
Figure 8.11 - Comparison of a) selectivity to light products, b) selectivity to heavy products at
120 and 150 ºC and c) secondary products selectivity distribution at 120 ºC and d) Secondary
products selectivity distribution at 150 ºC as a function of pressure with pure hydrogen and
impure industrial hydrogen grade.
Selectivity to light products at 120 ºC is really superior with the industrial H2, while
selectivity to heavy products is within the range of the results obtained with pure H2,
2.5 - 5 barg 2 barg 4 barg 14 barg0
2
4
6
8
10
12
14
Sel
ecti
vit
y t
o l
igh
t p
rod
uct
s (%
) 120 ºC 150 ºC
Industrial H2
2.5 - 5 barg 2 barg 4 barg 14 barg0.00
0.05
0.10
0.15
0.20
0.25
0.30
Sel
ecti
vit
y t
o h
eavy p
rodu
cts
(%)
120 ºC 150 ºC
Industrial H2
2.5 - 5 barg 2 barg 4 barg 14 barg0
2
4
6
8
10
12
14
Sel
ecti
vit
y (
%)
S Bz
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL
Industrial H2 120 ºC
2.5 - 5 barg 2 barg 4 barg 14 barg0.0
0.5
1.0
1.5
2.0
Sel
ecti
vit
y (
%)
S BZ
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL
Industrial H2
150 ºC

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
202
Figure 8.11a) and 8.11b). At 150 ºC, selectivity for secondary products is within the range
of results reached with pure H2.
The problem related with the high quantity of light products at 120 ºC with
industrial H2 might be explained with Figure 8.11c) and d). At 120 ºC selectivity to light
products is around 13 % and at 150 ºC is 2%. Observing secondary products selectivity
distribution, the main compound is Bz for both temperature, although at 120 ºC its
selectivity is about 12 %. In this case, minor selectivity to ANL might be related with a
higher concentration of Bz in the industrial stream of H2 than with a lower catalyst
activity. When the catalytic test at 120 ºC was carried out, industrial H2 possibly had more
organic compounds than when was performed at 150 ºC. This fact might be the reason
why selectivity to ANL is lower at 120 ºC when compared with results with pure H2.
Nevertheless, it is important to refer that from an industrial point of view the
problem related with this high quantity of light products is not a big question. ANL
produced in those conditions might be directed into the industrial process and so,
secondary products can be separated from ANL. Alternatively, it may be considered
purifying the H2 stream before entering into the fixed-bed reactor.
8.4 Conclusions
Hydrogenation of NB into ANL over a commercial 0.3 wt.% Pd/Al2O3 catalyst was
studied in a fixed-bed reactor and the influence of several compounds and contaminants
that might be present in the feed (liquid or gas streams) was analyzed. In addition, mild
industrial conditions of pressure and temperature were also tested with the purpose of
evaluating catalyst activity and performance.
Some research was made related with the better solvent to be used. Several studies
are published and it is widely accepted that solvent is an important question to be
considered. In this work, CH was chosen as an alternative solvent to ANL. Both NB
conversion and selectivity to ANL are higher using CH than ANL, however it also
conducts to the formation of DICHA. Influence of the presence of some reaction products
in the feed was also evaluated, most precisely of H2O and CHA. H2O does not seem to
have influence on NB conversion but selectivity to ANL decreases, although a huge
increase in CHONA formation is verified. In the case of CHA, it was concluded that NB

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
203
conversion slightly increases in its presence while selectivity to ANL decreases.
Moreover, formation of DICHA and CHANIL through CHA was not proved and DICHA
was not even detected.
Catalyst activity and performance was also evaluated by using mild conditions, 75
ºC and 9 barg. As expected, NB conversion is lower at 9 barg but, on the other hand,
selectivity to ANL slightly decreases with pressure increase. Unfortunately, DICHA
formation is verified at 9 barg even though selectivity to heavy products is not affected by
pressure variation. In the case of light products, selectivity has an increase with pressure
augmentation, mainly due to CHONA formation.
The ultimate objective is to use an impure stream of industrial H2. Analyses to this
stream showed that contaminants present in higher quantities are NH3, CO2 and O2. Some
organic compounds were also detected, mainly Bz. From previous studies, CO2 had
proved to have no influence in the reaction, and for that reason only the effect of NH3 was
tested in different concentrations. NB conversion slightly increases in the presence of
NH3 while secondary products selectivity decreases. It was possible to conclude that NH3
concentrations up to 1 wt.% do not have a negative influence in NB hydrogenation, by the
contrary. The industrial H2 stream was tested and no effect was detected in NB
conversion at any of the temperatures used, nor in selectivity to ANL at 150 ºC. Heavy
products formation is low. Relatively to light products, it was shown that the composition
of industrial H2 has some influence and no conclusions can be clearly taken.
Finally, with these catalytic tests it was proved that the industrial H2 stream
available at low pressures and with contaminants can be valorized to produce ANL.
Nonetheless, some attention must be taken to the composition of the stream, since it can
have influence in the formation of by-products. Besides, it was also possible to attest that
a tubular reactor can be used to produce ANL, in an active Pd supported catalyst, with
good selectivity and high levels of NB conversion.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
204
References
[1] CUF-QI Internal Report not published, May 2012
[2] Hwang, S., Smith, R., Heterogeneous Catalytic reactor design with optimum
temperature profile I: application of catalyst dilution and side-stream distribution,
Chemical Engineering Science 59 (2004) 4229-4243.
[3] Datsevich, L., Muhkortov, D., Multiphase fixed-bed technologies Comparative
analysis of industrial processes (experience of development and industrial
implementation, Applied Catalysis A: General 261 (2004) 143-161.
[4] Lloyd, L., Hydrogenation Catalysts, Chapter 3, Handbook of Industrial Catalysts,
Fundamental and Applied Catalysis, Springer US, 2011.
[5] Hassan, K., Mohammad, N., Alimorad, R., Masoud, S., Application of Response
Surface Methodology for Catalytic Hydrogenation of Nitrobenzene to Aniline Using
Ruthenium Supported Fullerene Nanocatalyst, Iranian Journal of Chemistry and
Chemical Engineering 34 (2015) 21-32.
[6] Bombos, D., Argesanu, C., Doukeh, R., Bombos, M., Vasilievici, G., Nitrobenzene
hydrogenation by catalysts based on ruthenium, Bulletin of Romanian Chemical
Engineering Society 2 (2015) 2-11.
[7] Relvas, J., Andrade, R., Freire, F., Lemos, F., Araújo, P., Pinho, M., Nunes, C.,
Ribeiro, F., Liquid Phase hydrogenation of nitrobenzene over an industrial Ni/SiO2
supported catalyst, Catalysis Today 133–135 (2008) 828–835.
[8] Qin, Z., Liu, Z., Wang, Y., Promotion Effect of Mo in Amorphous Ni-P Catalysts for
the Liquid-Phase Catalytic Hydrogenation of Nitrobenzene to Aniline, Chemical
Engineering Communications 201 (2014) 338-351.
[9] Torres, C., Campos, C., Fierro, J., Oportus, M., Reyes, P., Nitrobenzene
Hydrigenation on Au/TiO2 and Au/SiO2 Catalyst: Synthesis, Characterization and
Catalytic Activity, Catalysis Letter 143 (2013) 763-771.
[10] Downing, R., Kunkeler, P., van Bekkum, H., Catalytic synthesis of armatic amines,
Catalysis Today 37 (1997) 121-136.
[11] Blaser, H., Indolese, A., Schnyder,A., Steiner, H., Studer, M., Supported palladium
catalysts for fine chemical synthesis, Journal of Molecular Catalysis A: Chemical 173
(2001) 3–18.
[12] Turáková, M., Králik, M., Lehocký, P., Pikna, L., Smrcová, M., Remeteiová, D.,
Hudák, A., Influence of preparation method and palladium content on Pd/C catalysts
activity in the liquid phase hydrogenation on nitrobenzene to aniline, Applied Catalysis
A: General 476 (2014) 103-112.
[13] Pikna, L., Hezelová, M., Demcakova, S., Smrcová, M., Plesingerová, B., Stefanko,
M., Turáková, M., Králik, M., Pulis, P., Lehocký, P., Effect of support on activity of
palladium catalysts in nitrobenzene hydrogenation, Chemical Papers 68 (2014) 591-598.

Chapter 8 – Industrial Perspective of Nitrobenzene Catalytic
Hydrogenation in a Tubular Reactor
205
[14] Wegener, G., Brandt, M., Duda, L., Hofmann, J., Klesczewski, B., Koch, D., Kumpf,
R., Orzesek, H., Pirkl, H., Six, C., Steinlein, C., Weisbeck, M., Trends in industrial
catalysis in the polyurethane industry, Applied Catalysis A: General 221 (2001) 303-335.
[15] Wolfson, A., Grinberg, I., Tavor, D., Solvent Selection in Transfer Hydrogenation
and Suzuki Cross-coupling, Energy and Environmental Engineering 1 (2013) 17-23.
[16] Torres, G., Jablonski, E., Baronetti, G., Castro, A., Miguel, S., Scelza, O., Blanco,
M., Jiménez, P., Fierro, J., Effect of the carbon pre-treatment on the properties and
performance for nitrobenzene hydrogenation on Pt/C catalysts, Applied Catalysis A:
General 161 (1997) 213-226.
[17] Li, J., Li, X., Ding, Y., Wu, P., Pt nanoparticles entrapped in ordered mesoporous
carbons: An efficient catalyst for the liquid-phase hydrogenation of nitrobenzene and its
derivatives, Chinese Journal of Catalysis 36 (2005) 1995-2003.
[18] Rubio-Marqués, P., Leyva-Pérez, A., Corma, A. A bifunctional palladium/acid solid
catalyst performs the direct synthesis of cyclohexylanilines and dicyclohexylamines from
nitrobenzenes, Chemical Communications 49 (2013) 8160-8162.
[19] Corma, A., Concepción, P., Serna, P., A different reaction pathway for the reduction
of Aromatic Nitro compounds on gold catalysts, Angewandte Chemie 119 (2007) 7404-
7407.
[20] Makosh, M., Sá, J., Kartusch, C., Richner, G., van Bokhoven, J., Hungerbühler, K.,
Hydrogenation of nitrobenzene over Au/MeOx catalysts – a matter of the support, Chem
Cat Chem 4 (2012) 59-63.
[21] Du, B., Su, H., Wang, S., Palladium supported on carbon nanofiber coated
monoliths for three-phase nitrobenzene hydrogenation: Influence of reduction
temperature and oxidation pre-treatment, Journal of Industrial and Engineering
Chemistry 21 (2015) 997-1004.
[22] Zhao, F., Zhang, R., Chatterjee, M., Ikushima, Y., Arai, M., Hydrogenation of
nitrobenzene with transition metal catalysts in supercritical carbon dioxide, Advanced
Synthesis & Catalysis 346 (2004) 661-668.
[23] Rakitin, M., Doluda, V., Tereshchenkov, A., Demidenko, G., Lakina, N., Matveeva,
V., Sul’man, M., Sul’man, E., Investigating the catalytic hydrogenation of nitrobenzene
in supercritical carbon dioxide using Pd-containing catalysts, Catalysis in Industry 7
(2014) 1-5.
[24] Chatterjee, M., Chatterjee, A., Kawanami, H., Ishizaka, T., Suzuki, T., Suzuki, A.,
Rapid hydrogenation of aromatic nitro compounds in supercritical carbon dioxide:
Mechanistic implications via experimental and theoretical investigations, Advanced
Synthesis & Catalysis 354 (2012) 2009-2018.
[25] Mohan, V., Pramod, C.V., Suresh, M., Hari Prasad Reddy, K., David Raju, B., Rama
Rao, K.S., Advantage of Ni/SBA-15 catalyst over Ni/MgO catalyst in terms of catalyst
stability due to release of water during nitrobenzene hydrogenation to aniline, Catalysis
Communication 18 (2012) 89-92.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
206
[26] Figueras, F., Coq, B., Hydrogenation and hydrogenolysis of nitro-, nitroso-, azo-,
azoxy- and other nitrogen-containing compounds on palladium, Journal of Molecular
Catalysis A: Chemical 173 (2001) 223-230.
[27] Narayanan, S., Unnikrishnan, R., Vishwanathan, V., Nickel-Alumina prepared by
constant and varying pH method: Evaluation by hydrogen-oxygen chemisorption and
aniline hydrogenation, Applied Catalysis A: General 129 (1995) 9-19.
[28] Kirk-Othmer, Amines, Aromatic, Encyclopedia of Chemical Technology, M. Howe-
Grant. New York, John Wiley & Sons 426-482, 1992
[29] Gelder E. The Hydrogenation of Nitrobenzene over Metal, Dissertation presented for
the Doctor of Philosophy degree in Chemical Engineering, University of Glasgow, 2005.
[30] Sousa, J., Intensification of Aniline production: kinetic study of Nitrobenzene
hydrogenation, Dissertation presented for the Doctor of Philosophy degree in Refining,
Petrochemical and Chemical Engineering, Instituto Superior Técnico/CUF-QI, S.A.,
2015.
[31] Martins, J., Evaluation of Industrial Catalysts, Dissertation presented for the Master
Degree in Chemical Engineering, Faculdade de Ciências e Tecnologia da Universidade de
Coimbra/ CUF-QI, S.A., 2013.

Part IV
General Conclusions and Future Work


209
Chapter 9 - General Conclusions
This chapter has the objective of giving a general overview of the work done,
highlighting the main results obtained and the most relevant conclusions.
The main objective of this thesis is to prove the technical feasibility of valorising an
industrial H2 stream, which results from processes within the plant and that is available at
low pressure. At CUF-QI one of the relevant reactions that uses H2 as a reactant is the
aniline (ANL) production; so, it was decided to use that stream in the nitrobenzene (NB)
hydrogenation. The great question is related with the H2 stream, which is not pure and is
available at low pressure; this means that to produce ANL, it will be needed a very active
catalyst. The most active catalysts are those in which the active phase is composed by a
noble metal, commonly supported on carbon or on an oxide matrix.
The catalyst choice is fundamental in most chemical reactions. In the case of the
NB hydrogenation, catalysts used are those supported with metals as the active phase,
including Cu, Co, Pd, Pt, and Ni. The catalyst selection is very important for maximizing
ANL production but the knowledge of mass transfer problems is also very critical. By-
products formation is also very important, since their appearance might mean that the
reaction is not occurring as it would be expected and less ANL is being formed or is
being directly consumed. Both NB and ANL might being converted into other products.
The identification of those products, their quantification as well as the way in which they
are formed is a case-study and along the years several papers have been published trying
to identify all the compounds and their formation.
Besides that, efforts have also been devoted to the construction of alternative
reactor configurations, both at laboratorial and at pilot scale. However, more attention
should be directed to this question since this reaction has some challenges, such as the
high exothermicity, the formation of certain compounds that are difficult to separate or
that may lead to the creation of two different phases in the reaction mixture.
The trickle-bed tubular reactor was the configuration chosen to valorize the
industrial H2 stream. Therefore, it was needed to acquire a suitable catalyst for this type

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
210
of reactor and for the NB hydrogenation. Four commercial catalyst samples were supplied
presenting different compositions, metal loadings and shapes. It was however decided to
start with the catalyst with higher Pd loading and since the tubular reactor was not
constructed yet, it was used a multiphase CSTR operating in batch mode to study the
reaction mechanism and the effect of the main operating conditions. Secondary products
formation proved to be very dependent on the concentration of NB in the reaction
mixture: when NB concentration decreases below a certain threshold (ca. 2 wt.%) their
formation has a huge increase. Consequently, it is possible to infer that the formation of
secondary products is mostly due to the ANL hydrogenation. Thus, it was also possible to
conclude that the Pd-based catalyst used is extremely selective to ANL. This study also
contributed to the comprehension of the ANL and secondary products formation
mechanism in this type of catalyst and it was added an important contribution to the
formulated mechanism: the formation of benzene (Bz). This compound had already been
identified as a secondary product, however it had not been quantified. Finally, and
according to the study performed at Chapter 3, it was possible to conclude that
temperature and pressure are the operating conditions with greater influence in the
hydrogenation reaction. It was also concluded that the solvent used has a direct effect in
the NB conversion and secondary products formation, as it helps to decrease the
formation of secondary products but it also leads to a decrease in NB conversion. The
same conclusion was achieved when studying the presence of reaction products in the
feed mixture.
Then, a catalytic screening of the four commercial catalysts available was carried
out. Those catalysts were Pd and Ni based, all supported (catalyst I.1: 1 wt.% Pd/Al2O3,
catalyst I.2: 0.3 wt.% Pd/Al2O3, catalyst I.3: 0.3 wt.% Pd/Al2O3 and catalyst II.1: 50 wt.%
Ni/(Al2O3+SiO2)); they were subjected to the NB hydrogenation and their morphological
and textural properties were analysed by different techniques (XDR, SEM, HR-TEM,
TEM, H2-TPR, nitrogen adsorption for BET, ICP-MS and CHNS). No major differences
were observed between fresh and used samples, which means that reaction does not have
a great influence in the catalysts’ properties. Once more it was shown that the reaction
(conducted in a batch reactor) can be divided in two parts, at high and low NB
concentrations, and that secondary products formation occurs predominantly in the 2nd
part (low NB concentrations) for all the catalysts. Comparing all the results, catalyst I.2
showed to be the one with higher NB consumption rate at all operating conditions

Chapter 9 – General Conclusions
211
studied, with a low secondary products formation. It was reinforced that a special
attention should be taken when choosing operating conditions, mainly temperature.
A tubular reactor was designed and constructed at CUF-QI, using internal know-
how. Before testing the selected catalyst in real conditions with a real feed, some
preliminary tests were performed, where the catalytic bed pressure drop and temperature
control were evaluated. No significant issues were detected and the unit was considered
ready to work.
In the catalytic screening, catalyst I.2 showed to be the most active with low
secondary products formation and for this reason it was the chosen one to be evaluated in
the tubular reactor. A parametric study was carried out where the influence of some
operating conditions was analyzed. The first conclusion is that catalyst age is an
important parameter that should be taken into account. Along the reaction time, NB
conversion remains stable whereas selectivity to ANL increases and inherently to
secondary products decreases. This conclusion is extremely important from an industrial
point of view, since the objective is to produce ANL with high purity. It was also found
that temperature and pressure have a great influence in the selectivity towards secondary
products, as previously determined in the discontinuous reactor configuration.
Nevertheless, it was demonstrated that ANL can be produced through NB hydrogenation
in a tubular reactor, without major issues related with temperature control, in the range of
conditions studied.
The last part of this work consisted on an industrial perspective of the
hydrogenation reaction. It was decided to analyse the catalyst performance in some
industrial conditions and, for that, some of the reaction products were co-fed (that might
be present e.g. when recirculating ANL) and mild conditions of temperature and pressure
were also used. The effect of the solvent used in the reaction was also analysed. It was
demonstrated that cyclohexane (CH) is a good solvent for this reaction, although it leads
to the formation of secondary products, mainly dicyclohexylamine (DICHA - which is
difficult to separate from ANL); for that reason, ANL was chosen as solvent. Both CHA
and H2O were fed with the reference mixture and no major differences between tests with
and without them were observed. In the case of CHA, it helped to conclude that even if
CHA is present in higher quantities, it will not result on an augmentation of CHANIL and
DICHA concentrations. Catalyst I.2 proved to be active at mild conditions, although

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
212
formation of DICHA has also been detected. Analysis made to the industrial gas stream
revealed that NH3, CO2 and light organics are the main contaminants. A previous study
was carried out using CO2 as a contaminant and it was concluded that its presence does
not have a significant influence either on ANL formation or on secondary products
formation. Consequently, some catalytic tests were carried out with H2 from a gas
cylinder containing NH3 (important contaminant). Surprisingly, both NB conversion and
selectivity to ANL slightly increased in the presence of this contaminant and inherently
secondary products selectivity decreased. Thus, it was possible to conclude that NH3
concentrations up to 1 wt.% do not seem to have a negative influence in NB conversion
into ANL.
As it was previously referred, the main goal of this PhD thesis was to assess the
technical feasibility of valorising an industrial H2 stream by using an active catalyst to
produce ANL in a tubular reactor. This was experimentally tested and no detrimental
effect was detected in NB conversion at any of the temperatures used, nor in selectivity to
ANL, when such industrial stream was employed, as compared to pure hydrogen.
Consequently, it was shown that the industrial H2 stream available at low pressures and
with contaminants can be valorised to produce ANL and the catalyst used is suitable for
this type of process, with good selectivity and high levels of NB conversion.

213
Chapter 10 - Future Work
Several suggestions might be presented for future work since there are still some
important questions that should be analysed and answered or further explored. Those
suggestions are essentially related with the catalysts, the tubular reactor and with kinetic
studies and modelling.
10.1 Catalysts
It was concluded that catalyst age is an important issue and this issue should be
carefully analysed. Consequently, more catalytic tests should be performed in a
continuous mode in order to evaluate if NB conversion remains constant as well as the
selectivity to ANL for prolonged times-on-stream, coupling with detailed physico-
chemical catalyst characterization. In particular, changes in catalyst textural and
morphological properties, pore dimensions, and reaction selectivity issues should be
related. A new parametric study, with more drastic conditions (higher temperatures and
different NB concentrations) should also be carried out to analyse the possibility of
having, for instance, steam production.
Characterization of the catalyst is an important instrument that might help to
understand both the catalyst behaviour and the lifetime / selectivity changes that could be
expected. In this way more detailed studies focused on characterization should be carried
out together with catalytic tests.
In the trickle-bed tubular reactor, it was only possible to work with one of the
catalysts that were available and that was chosen for being the most active. Nevertheless,
this catalyst is a Pd-based one and costs associated to its acquisition might have an
important impact in the total costs of the unit. Among the catalysts that were tested in
Chapter 5, there is one made of Ni (catalyst II.1), that should be cheaper than those of Pd.
Therefore, at least catalyst II.1 should be tested in the tubular reactor and a detailed
evaluation of its performance and selectivity to ANL and secondary products should be

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
214
performed, and complemented by a cost analysis. The use of mixed catalyst beds should
also be considered.
10.2 Tubular reactor
The reactor that was constructed has a 30 cm3 catalytic bed, being a laboratorial
unit. The unit was not conceived and is not prepared for working in a continuous mode of
24 over 24 h. This is a challenge that could be considered in the near future since it would
allow to work in industrial conditions and would lead to a better evaluation of the catalyst
performance, namely for prolonged times of operation.
The construction of a pilot unit, working 24 / 24 h, is another strategy to be
considered for implementation. However, some precautions must be taken in the scale-up;
certainly it would need a cooling system in order to have a better control of the
temperature inside the reactor, or alternative strategies should be considered (e.g. catalyst
diluted with inert, multi tubular configuration, etc.). Problems of mass transfer in the
multiphase (G-L-S) reaction system should also be taken into account. In this case, a new
parametric study should be performed where the influence of higher temperatures,
pressures and of both gas and liquid feed flow rates would be required. In this part,
special attention should be paid to the temperature control in order to avoid hot-spots and
run-away situations, guarantying that all the safety issues would be assured and respected.
10.3 Kinetic studies
In this work it was not possible to perform a kinetic study of the NB hydrogenation
into ANL, which should include and account for the formation of secondary products,
using catalysts suitable for fixed-bed reactors. The issues of mass and heat transfer in
such a complex G-L-S system should be considered as well.
Moreover, such studies would also allow to develop robust models of the tubular
reactor both at laboratorial and at pilot scale levels, that should be experimentally
validated. This study would be very interesting and important since it would allow to
more easily optimize operating conditions.

Appendixes


Appendix A – Supporting Information of Chapter 3.
217
Appendix A – Supporting Information of Chapter 3.
Materials and Methods
For the catalytic runs, carried out in the set-up shown in Fig. A.1, pre-treatment of
the catalyst was firstly performed, at 150 ºC and under hydrogen pressure (20 barg) for 2
hours. Several temperature-programmed reduction (TPR) experiments were performed
with the fresh catalyst and the results have shown that the most important peaks appeared
at 80 ºC (PdO species). This means that the catalyst used was fully reduced, under the
pre-treatment conditions employed.
After this activation step, a certain volume of aniline (industrial grade) was loaded
into the reactor, as is commonly done in the industry, with two main goals:
i) to act as a solvent for the water that is produced during the reaction, in order to
avoid the formation of two phases (organic and aqueous) that would lead to the
interruption of the reaction, and also to avoid strong NB adsorption;
ii) to help to dissipate the excess heat generated due to the high exothermicity of the
reaction.
The reactor was enclosed in an electric furnace regulated by a temperature
controller (SHIMADEN SD20) and the initial temperature was established. The heat
produced by the nitrobenzene hydrogenation was removed by a cooling water stream
whose flow was controlled with a set of ball valves, as shown in Figure A.1. The reactor
temperature was constant with a maximum Δ of 4 - 5 % and it was continuously
measured throughout the experiments.
The NB was loaded to the reactor as fast as possible, when the desired reaction
temperature was achieved (time=0 min), in order to ensure that the NB hydrogenation
does not start before the beginning of the experiment and also to avoid any strong NB
adsorption on the catalyst, thus blocking the accessibility to the active sites; this is also
safeguarded by using ANL as solvent. All the experiments were done in a batch mode up
to a nearly complete consumption of NB (which was considered to correspond to the
instant at which NB concentration was below 1000 ppm).

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
218
The reactor operates in a batch mode relative to the liquid phase but in a semi-
continuous mode for the gas phase (hydrogen). The total pressure inside the reactor is
kept constant along each run due to the continuous admission of hydrogen to compensate
what is being consumed.
The sampling of the liquid phase was performed at selected time intervals and
analyzed by gas chromatography, in an Agilent 6890A chromatograph equipped with two
flame ionization detectors (FID). The column used was a HP-1 (100%
dimethylpolysiloxane 30 m x 320 µm x 4 µm). The temperature in the injector and in the
detector was 250 ºC, the pressure in the column was 14 bar and the carrier gas used was
helium. The column oven was temperature-programmed with a 1 min initial hold at 120
ºC, followed by an increase of temperature until 230 ºC at a rate of 15 ºC min-1 and then
kept at 230 ºC for 9 min.
All the compounds were previously identified using the external standard method.
Calibration curves were plotted for all the compounds to be analyzed, which were easily
identified since their retention times are well known. Several samples were injected and
the standard deviation associated with this method was found to be below 10%.
Figure A.1 – Scheme of the batch reactor and set-up used in the experiments.
H2
H2V1
V3
V4N2
V6
V5
Vessel
V7
reactor
Samples
V14
V11 V12
V9
V8
H2OPI4
PI2
V2
PI1 PI3
V10
V13

Appendix B – Supporting Information of Chapter 5.
219
Results
a)
b)
Figure A.2 – a) Secondary products formation vs. time for runs with aniline and nitrobenzene
(run B4) or only aniline (run B12) in the reaction mixture and b) NB consumption vs. time for the
run with aniline and nitrobenzene in the reaction mixture (run B4).
a)
b)
c)
d)
Figure A.3 – Aniline and secondary products formation vs. NB dimensionless concentration for
different reaction pressures, runs B2, B3 and B4.
0 50 100 150
0
1x10-2
2x10-2
3x10-2
4x10-2
5x10-2
Cto
tal
seco
nd
ary
pro
du
cts /
Cre
f
time (min)
ANL (B12)
10% NB + ANL (B4)
0 50 100 150
0.0
0.2
0.4
0.6
0.8
1.0
Ci /
Cre
f
time (min)
10% NB + ANL (B4)
NB
0.0 0.2 0.4 0.6 0.8 1.0
0.0
2.0x10-5
4.0x10-5
6.0x10-5
8.0x10-5
1.0x10-4
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
Bz
0.0 0.2 0.4 0.6 0.8 1.0
0.0
2.0x10-3
4.0x10-3
6.0x10-3
8.0x10-3
1.0x10-2
1.2x10-2
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
CHA
0.0 0.2 0.4 0.6 0.8 1.0
0.0
5.0x10-4
1.0x10-3
1.5x10-3
2.0x10-3
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
CHOL
0.0 0.2 0.4 0.6 0.8 1.0
0.0
3.0x10-3
6.0x10-3
9.0x10-3
1.2x10-2
CNB
/ Cref
Ci /
Cre
f
14 barg
20 barg
30 barg
CHONA

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
220
a)
b)
c)
d)
Figure A.4 – Aniline and secondary products formation vs. NB dimensionless concentration for
different reaction pressures, runs B2, B3 and B4.
a)
b)
Figure A.5 - Aniline and secondary products formation vs. NB dimensionless concentration for
different reaction temperatures, runs B4, B5, B9 and B10.
0.0 0.2 0.4 0.6 0.8 1.08.0
8.4
8.8
9.2
9.6
10.0
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
ANL
0.0 0.2 0.4 0.6 0.8 1.0
0.0
3.0x10-4
6.0x10-4
9.0x10-4
1.2x10-3
1.5x10-3
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
DICHA
0.0 0.2 0.4 0.6 0.8 1.0
0.0
5.0x10-3
1.0x10-2
1.5x10-2
2.0x10-2
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
CHENO
0.0 0.2 0.4 0.6 0.8 1.0
0.0
6.0x10-3
1.2x10-2
1.8x10-2
2.4x10-2
3.0x10-2
Ci /
Cre
f
CNB
/ Cref
14 barg
20 barg
30 barg
CHANIL
0.0 0.2 0.4 0.6 0.8 1.0
0.0
1.0x10-4
2.0x10-4
3.0x10-4
4.0x10-4
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
Bz
0.0 0.2 0.4 0.6 0.8 1.0
0.00
1.50x10-2
3.00x10-2
4.50x10-2
6.00x10-2
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
CHA

Appendix B – Supporting Information of Chapter 5.
221
a)
b)
c)
d)
e)
f)
Figure A.6 - Aniline and secondary products formation vs. NB dimensionless concentration for
different reaction temperatures, runs B4, B5, B9 and B10
0.0 0.2 0.4 0.6 0.8 1.0
0.0
3.0x10-3
6.0x10-3
9.0x10-3
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
CHOL
0.0 0.2 0.4 0.6 0.8 1.0
0.0
1.0x10-2
2.0x10-2
3.0x10-2
4.0x10-2
CNB
/ Cref
Ci /
Cre
f 150 ºC
180 ºC
210 ºC
240 ºC
CHONA
0.0 0.2 0.4 0.6 0.8 1.08.0
8.4
8.8
9.2
9.6
10.0
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
ANL
0.0 0.2 0.4 0.6 0.8 1.0
0.0
1.0x10-3
2.0x10-3
3.0x10-3
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
DICHA
0.0 0.2 0.4 0.6 0.8 1.0
0.00
1.50x10-2
3.00x10-2
4.50x10-2
6.00x10-2
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
CHENO
0.0 0.2 0.4 0.6 0.8 1.0
0.00
2.50x10-2
5.00x10-2
7.50x10-2
1.00x10-1
Ci /
Cre
f
CNB
/ Cref
150 ºC
180 ºC
210 ºC
240 ºC
CHANIL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
222

Appendix B – Supporting Information of Chapter 5.
223
Appendix B – Supporting Information of Chapter 5
Material and Methods
Catalytic Reaction
Figure B.1 – Scheme of the batch reactor and set-up used in the experiments.
H2
H2V1
V3
V4N2
V6
V5
Vessel
V7
reactor
Samples
V14
V11 V12
V9
V8
H2OPI4
PI2
V2
PI1 PI3
V10
V13

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
224
Results and Discussion
Catalysts Characterization
a)
b)
c)
d)
Figure B.2 – X-ray diffraction patterns comparison between fresh and used catalyst: a) catalyst
I.1, b) catalyst I.2, c) catalyst I.3 and d) catalyst II.1.
10 20 30 40 50 60 70 80 90 100
Catalyst I.1 fresh
Catalyst I.1 used
2 Theta (degrees)
10 20 30 40 50 60 70 80 90 100
Catalyst I.2 fresh
Catalyst I.2 used
2 Theta (degrees)
10 20 30 40 50 60 70 80 90 100
Catalyst I.3 fresh
Catalyst I.3 used
2 Theta (degrees)
10 20 30 40 50 60 70 80 90 100
Catalyst II.1 fresh
Catalyst II.1 used
2 Theta (degrees)

Appendix B – Supporting Information of Chapter 5.
225
a)
b)
c)
d)
e)
f)
g)
h)
Figure B.3 – SEM micrographs of the catalysts studied: catalyst I.1 a) fresh and b) used, catalyst
I.2 c) fresh and d) used, catalyst I.3 e) fresh and f) used and catalyst II.1 g) fresh and h) used.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
226
Fresh Used
a)
b)
c)
d)
e)
f)
g)
h)
Figure B.4 – TEM micrographs of the catalysts studied: catalyst I.1 a) fresh and b) used, catalyst
I.2 c) fresh and d) used, catalyst I.3 e) fresh and f) used, and catalyst II.1 g) fresh and h) used.

Appendix B – Supporting Information of Chapter 5.
227
Catalysts selectivity
a)
b)
c)
Figure B.5 – Total secondary products concentration at Tref as a function of nitrobenzene
concentration a) P = 6 barg, b) P = 14 barg and c) 30 barg.
0 20000 40000 60000 80000 1000000
2000
4000
6000
8000
CT
ota
l se
con
dar
y p
rod
uct
s (p
pm
)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20000 40000 60000 80000 1000000
2000
4000
6000
8000
CT
ota
l se
con
dar
y p
rod
uct
s (pp
m)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20000 40000 60000 80000 1000000
2000
4000
6000
8000
CT
ota
l se
con
dar
y p
rod
uct
s (pp
m)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
228
a)
b)
c)
Figure B.6 – Total secondary products concentration at Pref as a function of nitrobenzene
concentration a) 150 ºCTref, b) 180 ºC and c) 240 ºC.
0 20000 40000 60000 80000 1000000
5000
10000
15000
20000
25000
30000
35000
CT
ota
l se
con
dar
y p
rod
uct
s (p
pm
)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20000 40000 60000 80000 1000000
5000
10000
15000
20000
25000
30000
35000
CT
ota
l se
con
dar
y p
rod
uct
s (p
pm
)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1
0 20000 40000 60000 80000 1000000
5000
10000
15000
20000
25000
30000
35000
CT
ota
l se
con
dar
y p
rod
uct
s (pp
m)
C NB
(ppm)
Catalyst I.1
Catalyst I.2
Catalyst I.3
Catalyst II.1

Appendix C - Resume of the operating conditions used in the catalytic tests
with the tubular reactor (Chapter 7 and 8).
229
Appendix C - Resume of the operating conditions used in the catalytic tests
with the tubular reactor (Chapters 7 and 8).
Table C.1 – Operating conditions used in the catalytic tests performed on the tubular reactor.
Test run Temperature
(ºC)
Pressure
(barg)
Liquid feed
flow rate
(ml/min)
Composition of
liquid feed Gas
TR1
TR1a)
150 14 5
ANL
H2 TR1b) 4.5 wt. % NB in ANL
TR1c) 7.5
TR2 TR2a)
150 14 5 4.5 wt. % NB in ANL
H2 TR2b) 1.2 wt. % NB in ANL
TR3
TR3a) 150
14
5
1.2 wt. % NB in ANL H2 TR3b) 150 12.5
TR3c) 120 5
TR3d) 100
TR4
TR4a) 120
14
5 1.2 wt. % NB in ANL H2
TR4b) 100
TR4c) 75
TR4d)
120 TR4e) 10
TR4f) 7
TR5
TR5a)
120 14
5 1.2 wt. % NB in ANL H2 TR5b)
TR5c)
TR5d) 7
TR6
TR6a)
120
14
5 1.2 wt. % NB in ANL H2 TR6b)
4 TR6c)
TR6d)
TR7
TR7a) 120 14
5 1.2 wt. % NB in ANL H2 TR7b) 75
TR7c) 9
TR8
TR8a)
120 14
2.5
1.2 wt. % NB in ANL H2 TR8b) 5
TR8c) 12.5
TR8d) 20
TR9
TR9a)
150 14
2.5
1.2 wt. % NB in ANL H2 TR9b) 5
TR9c) 12.5
TR9d) 20
TR10
TR10a)
120 14 5
1.2 wt. % NB in ANL
H2 TR10b) 4.2 wt. % NB in ANL
TR10c) 8.5 wt. % NB in ANL
TR11
TR11a)
120 14 5
1.2 wt. % NB in ANL
H2 TR11b) 1.2 wt. % NB + 4 wt.
% H2O in ANL
TR11c) 1.2 wt. % NB in ANL
TR12
TR12a)
120 14 5 1.2 wt. % NB in ANL
H2
TR12b) H2 + 0.05 wt. %
NH3
TR12c) H2
TR13
TR13a)
120 14 5 1.2 wt. % NB in ANL
H2
TR13b) H2 + 1 wt. % NH3
TR13c) H2 *Highlighted blue tests correspond to reproducibility tests mentioned in Chapter 7, section 7.3.1.

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
230
Table C.2 – Operating conditions used in the catalytic tests performed on the tubular reactor (continuation).
TR14
TR14a)
120 14 5
2.4 wt. % NB in ANL
H2 TR14b) 1.8 wt. % NB in CH
TR14c) 2.4 wt. % NB in ANL
TR15 TR15a) 120 14 5 1.7 wt. % NB in ANL H2
TR16
TR16a)
120 14 5
1.2 wt. % NB in ANL
H2 TR16b)
1.2 wt. % NB + 1.2
wt.% CHA in ANL
TR17 TR17a)
120 14 5 1.2 wt. % NB in ANL
H2 TR17b) 8.2 wt. % NB in ANL
TR18 TR18a)
120 14
5 1.2 wt. % NB in ANL H2 TR18b) 2
TR19
TR19a)
120
14
5 1.2 wt. % NB in ANL
H2 TR19b) 2
TR19c) 2.5-5 H2 Industrial
TR19d) 4 H2
TR20
TR20a) 120
14
5 1.2 wt. % NB in ANL
H2 TR20b) 4
TR20c)
150 TR20d) 2.5-5 H2 Industrial
TR20e) 14 H2 *Highlighted blue tests correspond to reproducibility tests mentioned in Chapter 7, section 7.3.1.

Appendix D - Complementary results of the parametric study in Chapter 7.
231
Appendix D - Complementary results of the parametric study in Chapter 7.
Study of the influence of temperature, for a catalyst with an age of 2.4 day at 14
barg, 1.2 % NB in ANL and feed flow rate of 5 ml/min.
a)
b)
c)
d)
Figure D.1 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products and d) secondary products selectivity distribution for different temperatures.
60%
70%
80%
90%
100%
70 90 110 130 150
Convers
ion
temperature (ºC)
NB
60%
70%
80%
90%
100%
70 80 90 100 110 120 130 140 150S
ele
ctivity
temperature (ºC)
ANL
0%
5%
10%
15%
20%
70 80 90 100 110 120 130 140 150
Sele
ctivity
temperature (ºC)
S Light products
S Heavy products
S secondary products
0
5
10
15
20
75 ºC 100 ºC 120 ºC 150 ºC
Sel
ectivity (%
)
S BZ
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL

Impure Hydrogen Valorization for Chemicals Production in a Tubular Reactor
232
Study of the influence of liquid feed flow, at 120ºC, 14 barg and 1.2 % NB in ANL.
a)
b)
c)
d)
Figure D.2 - Evolution of a) NB conversion, b) selectivity to ANL, c) selectivity to secondary
products and d) secondary products selectivity distribution for different flow rates at 120 ºC and
14 barg.
40%
60%
80%
100%
0 5 10 15 20
Convers
ion
Liquid Feed flow (ml/min)
NB
70%
80%
90%
100%
0 5 10 15 20
Sele
ctivity
Liquid Feed flow (ml/min)
ANL
0%
5%
10%
15%
20%
25%
30%
0 5 10 15 20
Sele
ctivity
Liquid Feed flow (ml/min)
S Light products
S Heavy products
S secondary products
0
10
20
30
2.5 ml/min 5 ml/min 12.5 ml/min 20 ml/min
Sel
ectivity (%
) S BZ
S CHA
S CHOL
S CHONA
S DICHA
S CHENO
S CHANIL















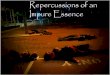
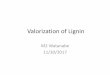









![Call Me Impure [Gumucio]](https://img.dokumen.tips/doc/110x75/5535bacc550346a20b8b46e4/call-me-impure-gumucio.jpg)

