Embed Size (px)
Citation preview

Improving Efficiency and Safety in Metallurgical Acid Plants

© Outotec – All rights reserved
• Why and how maximizing power generation?• Gas phase: LURECTM
• Acid circuit: HEROS/HEROS+TM
• Case Study• Case Study I: Reference plant of HEROSTM
• Case Study II: HEROSTM together with LURECTM technology
• Adding digitalization• Motivation and value
• PORS expert system
3

© Outotec – All rights reserved
Power production in acid plants
€ / t H2SO4
Others
Financial concept
Plant configuration
- Capacity
- Location
- Technology
Operation & Maintenance
- Personnel
- Electricity, Water & Steam
Specifics
- Environmental Regulation- Clients
requirements
27.11.20144
“Add on value generation”

© Outotec – All rights reserved
5
Maximizing Power Generation – Plant areas
(1)
(3)
(2)
Area Temp. Use Alternative
(1) Gas cleaning (cooling) approx 40°C none (cool. Water) None
(2) SO2 conversion 400 – 500°C Air, Economizer, Increasing SO2
Steam production strength
(3) SO3 Absorption 80 – 100°C None, pre-heating Steam production

© Outotec – All rights reserved
6
Heat recovery from gas phase in Metallurgical plants
Design Considerations
• SO2 content (“as higher as better”)
• Fluctuations (re flow and SO2)
• Heat recovery “infrastructure”
(re potential user, redundant system)
• Typical solutions:
• Economizer after 4th pass connected to Boiler to
pyrometallurgical process (e.g. roaster, smelter)
• Process air pre-heating (e.g. for roaster)
• At sufficient high concentration and stable conditions boiler for steam production (e.g.
smelter/Lurec combination)
0
5
10
15
20
25
0 2 4 6 8 10 12 14 16 18 20
SO2 concentration in vol.-%
Ste
am
pro
du
cti
on
in
t/h
Basis: 1500 tpd
Conventional LUREC
Maximizing Power Generation – Gas phase
© Outotec – All rights reserved
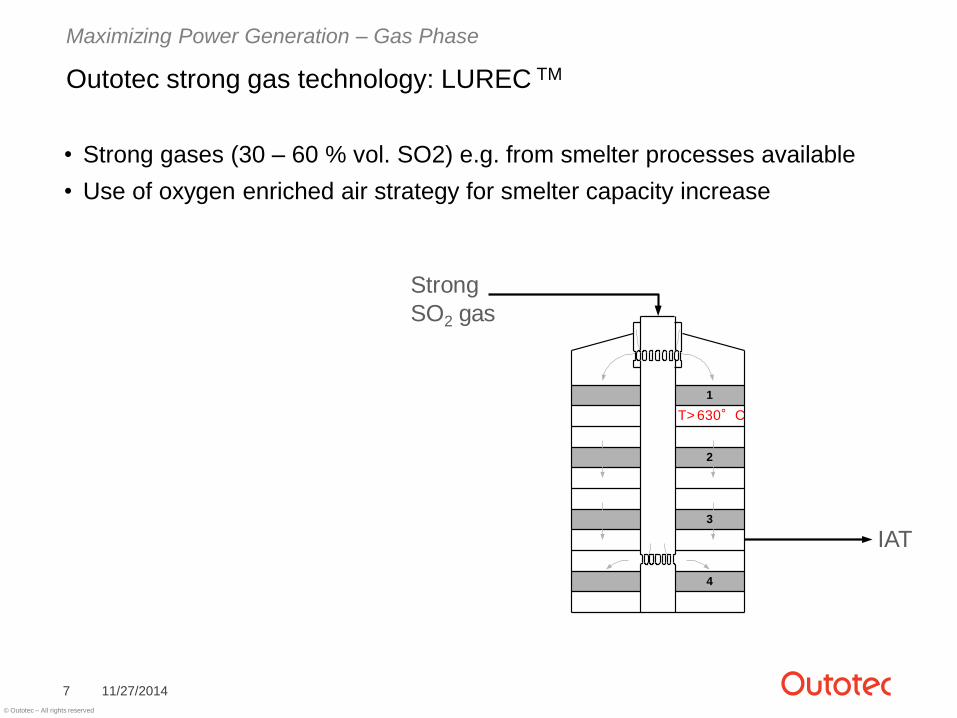
• Strong gases (30 – 60 % vol. SO2) e.g. from smelter processes available
• Use of oxygen enriched air strategy for smelter capacity increase
11/27/20147
4
3
2
1
IAT
T> 630°C
Strong
SO2 gas
Maximizing Power Generation – Gas Phase
Outotec strong gas technology: LUREC TM
© Outotec – All rights reserved
4
3
2
1 M
IAT
LUREC
Recirculation
blower
SO3
T< 630°C
Strong
SO2 gas
11/27/20148
TM
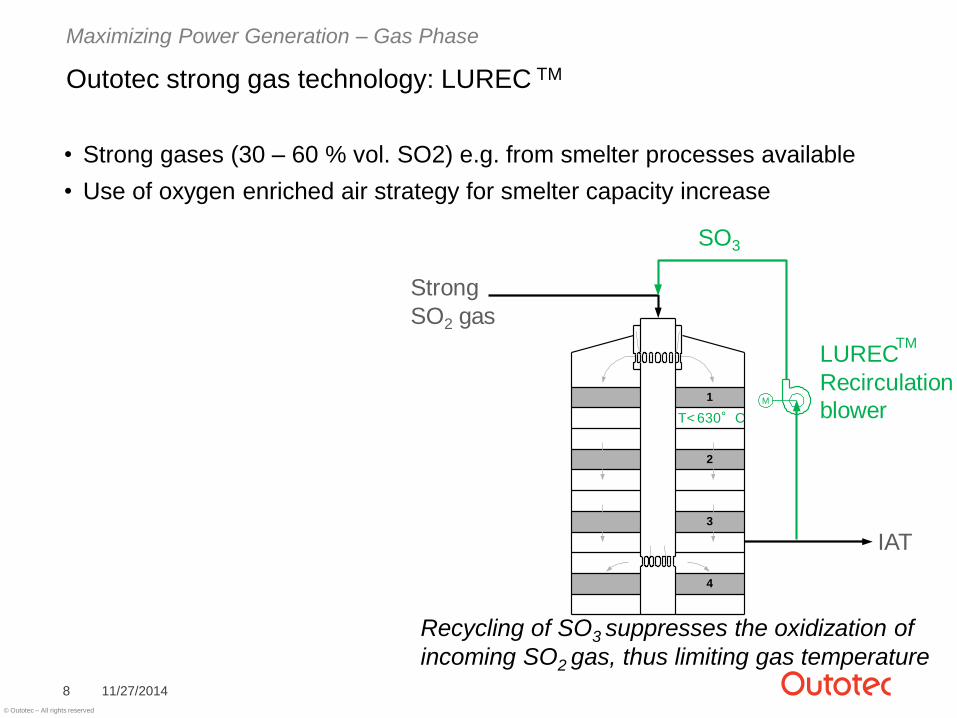
Recycling of SO3 suppresses the oxidization of
incoming SO2 gas, thus limiting gas temperature
• Strong gases (30 – 60 % vol. SO2) e.g. from smelter processes available
• Use of oxygen enriched air strategy for smelter capacity increase
Maximizing Power Generation – Gas Phase
Outotec strong gas technology: LUREC TM

© Outotec – All rights reserved
4
3
2
1 M
IAT
LUREC
Recirculation
blower
SO3
T< 630°C
Strong
SO2 gas
11/27/20149
TM
Recycling of SO3 suppresses the oxidization of
incoming SO2 gas, thus limiting gas temperature
• Strong gases (30 – 60 % vol. SO2) e.g. from smelter processes available
• Use of oxygen enriched air strategy for smelter capacity increase
Processing strong gases
• Smaller equipment
reduced investment cost
• Lower gas flow
less energy demand
• Higher SO2 content
higher energy recovery potential
• Max. operating temperature of catalyst
approximately 630°C
• Existing plants: design concept/layout
Maximizing Power Generation – Gas Phase
Outotec strong gas technology: LUREC TM

© Outotec – All rights reserved
10
Yanggu Copper Smelter/China
• Capacity: 2.300 tpd
• Gas Flow: 136.000 Nm³/h
• Gas Strength: 16 – 18 vol.-% SO2
• O2/SO2: 0,8
• Steam Production: 27 t/h (25 bar, g)
• Plant commissioned in 2007
Second plant (3.050 tpd) in operation (2009)
Maximizing Power Generation – Gas Phase

© Outotec – All rights reserved
11
LP-Steam
Hot water
Cooling tower (standard, lost energy)
• Heat is available
(~1,900 MJ/t H2SO4)
• Typical temperature level 70 -
120°C
• Standard: transferred to cooling
water (approx. 40% of total
chemical energy available)
• Better options are available, but
come with an impact on the
plant layout
27.11.2014
Maximizing Power Generation – Acid Circuits
Efficiency and complexity

© Outotec – All rights reserved
27/11/201412
SO2 / SO3 SO2
765
2
1
3
4
H2SO4
Cross
Flow
BFWSTEAM
8
9
From FAT
Design specifics for improved safety and reliability:
• MoC: Bricklined equipment preferred (-> corrosion), Alloy 3033 for wide operation range
• Leak detection: Redundant instrumentation, expert system (digitalization)
• Leak risk mitigation: Drainage of equipment by gravity into bricklined tank
• Plant availability: IAT designed for 100% plant load, heat recovery unit separate plant unit
Acid phase: HEROS/HEROS+TM
Maximizing Power Generation – Acid Circuits

© Outotec – All rights reserved
• Design Data:• Gas flow: approx. 80.000 Nm³/h
• SO2 strength: 10 – 12 vol.-%
• Acid Production: approx. 1.000 mtpd
• Steam production: 18.6 t/h @ 10bar, sat.
• Experience:• Prior to tie-in to existing plant
HEROS ™ was commissioned / checked
without interfering with normal operation
• HEROS™ operational (incl. spade swing)
within two hours
• Two unplanned stops within first month of
operation only, due to pump failure (restart
after 6h) and leaking valve (restart after 2h)
• No noticeable increase in condensate
collection at cold heat exchanger
• During repair work at HEROS ™ equipment
acid plant was in operation
13
HEROSTM retrofit in metallurgical acid plant
Follow-up order
received – new plant to
be in operation in 2015
27.11.2014
Maximizing Power Generation – Acid Circuits

© Outotec – All rights reserved
• Why and how maximizing power generation?• Gas phase: LURECTM
• Acid circuit: HEROS/HEROS+TM
• Case Study• Case Study I: Reference plant of HEROSTM
• Case Study II: HEROSTM together with LURECTM technology
• Adding digitalization• Motivation and value
• PORS expert system
14

© Outotec – All rights reserved
• Gas Source:
• Outotec Flash Smelter & Flash Converter
• Plant Basis (key data):
• 18 vol.-% SO2 with 14 vol.-% O2
• Ratio: SO2/O2 = 0.77
• 220,000 Nm3/h
• 4,250 t/d H2SO4
• Steam Conditions: 40 bar(a), 480°C (HP); 10 bar(a), 180°C (LP)
• Cases:
• Baseline: Standard plant with 12 vol.-% SO2
• Alternative I: LURECTM with18 vol.-% SO2
• Alternative II: LURECTM with18 vol.-% SO2 and HEROSTM
• Alternative III: LURECTM with18 vol.-% SO2 and HEROS+TM
15
Case Study: Maximized Heat Recovery in metallurgical acid plant

© Outotec – All rights reserved
16
Basis 4250 mtpd Standard LURECTM LURECTM/
HEROSTM
LURECTM/
HEROS+TM
LP steam generation:
100 kPa, saturated [t/h]
- - 62 72
HP steam generation:
400 kPa, 480°C [t/h]
36 46 46 53
Power generated [MW] 9.5 12.1 21.1 24.2
47 t/h
480°C
12.1 MW
313 °C
400 kPa7 kPa
47 t/h
30°C
Converter Section
Steam System
G
Condenser
LP
stageHP
stage
100 kPa104°C
70°C
Acid Coolers
Deaerator
53 t/h
480°C
313°C
72 t/h
180 °C
(saturated)
HP
stage
39°C
24.2 MW
233 °C
400 kPa
100 kPa
125 t/h
30°C
Converter Section
Steam System
G
Condenser
7 kPaLP
stage
70°C
Crossflow &
Product CoolerAcid Coolers
150°C
160°C
Deaerator
160°CHEROS
Case Study: Maximized Heat Recovery in metallurgical acid plant

© Outotec – All rights reserved
17
Basis 4250 mtpd Conventional
12 %-vol. SO2
LURECTM LURECTM/
HEROSTM
LURECTM/
HEROS+TM
Gas flow to converter [Nm3/h] 330,000 220,000 220,000 220,000
Power Consumption [kWh/t] 55 43 45 46
Power Generation [kWh/t] 53 68 119 137
Net Power Export [MW] - 4.5 13.1 16.1
Cooling Water[m3/t] 37 29 26 25
Emissions [%] (250 ppm) 100 75 75 75
Plant Cost LSTK [%] 100 85 105 115
Sulphuric Acid cost [%] 100 ~50 ~35 ~30
Case Study: Maximized Heat Recovery in metallurgical acid plant

© Outotec – All rights reserved
• Why and how maximizing power generation?• Gas phase: LURECTM
• Acid circuit: HEROS/HEROS+TM
• Case Study• Case Study I: Reference plant of HEROSTM
• Case Study II: HEROSTM together with LURECTM technology
• Adding digitalization• Motivation and value
• PORS expert system
18

© Outotec – All rights reserved
19
LP-Steam
Hot water
Cooling tower (standard, lost energy)
Case Study: Maximized Heat Recovery in metallurgical acid plant
• Task:
Give better overview of
plant operation.
• Solution:
Automated interpretation of
operating process data.
• Potential for heat recovery linked to SO2 content
• Variety of heat recovery technologies available
• Efficiency vs operational availability & operational window

© Outotec – All rights reserved
Digitalization
20 27.11.2014
Skilled operators
Digitalization
Design
“Value derived from usage of digital
data for improvements”
© Outotec – All rights reserved
Digitalization
21 27.11.2014
Skilledoperators
Digitalization
Design
“Value derived from usage of digital
data for improvements”

© Outotec – All rights reserved
Digitalization
22 27.11.2014
Skilledoperators
Digitalization
Design
“Value derived from usage of digital
data for improvements”

© Outotec – All rights reserved
PORS
Operational Data
Process know-how
Awareness of key
operational trend / upset
27.11.201423
Outotec PORS-SystemFunctional principle
Plant Operability Reliability and Safety System

© Outotec – All rights reserved
27.11.201424
Outotec PORS-SystemUser Interface
PORS
OK
PORS
ALARM
• Simple & fail prove interface
• No need for interaction
• Additional information is
available in deeper layers

© Outotec – All rights reserved
Outotec PORS-SystemExample: Acid cooler module
27/11/201425
Sulphuric Acid Plant
Area Absorption
System Acid Cooling
Sub-
System Acid Cooler 1
Signals Temp.
Water inTemp.
Water out
Temp.
Acid in
Temp.
Acid out
pH
Water out
PORS
Flow
Water
Flow
Acid

© Outotec – All rights reserved
Outotec PORS-SystemExample: Acid cooler
27/11/201426
Cooling
Water
Sulphuric Acid
Acid Cooler 1
Q(Acid)
Q(Water)
pH Trend
Q (Cooler)
Q(Acid Expected)Plant load
Q (Cooler)
PORS
OK
PORS
ALARM
Check Acid Cooler 1 for leaks
Equal
Not Equal

© Outotec – All rights reserved
Outotec PORS-SystemExample: Acid cooler
27/11/201427
PORS
OK
PORS
ALARM
Check Acid Cooler 1 for leaks
PORS
ALARM
Check Acid Cooler 1 pH Sensor
•Trend analysis
•Trends are checked
for realistic values
•Deviations cause
alarms with
indications for
operators 1
2
3
4
5
6
7
8
0 100 200 300
pH
Time
1
2
3
4
5
6
7
8
0 100 200 300
pH
Time
1
2
3
4
5
6
7
8
0 100 200 300
pH
Time

© Outotec – All rights reserved
Outotec PORS-SystemLive Demonstration
28
• Acid cooler module
• Based on real life plant data
• PORS deep layer view
• Acid leak scenario with
• Falling pH value
• Detection by heat quantity
comparison
27.11.2014

© Outotec – All rights reserved
27/11/201429
Outotec PORS-System Demonstration

© Outotec – All rights reserved
Summary
11/27/201430
EfficientTechnology
Digitalization

© Outotec – All rights reserved
Summary
11/27/201431
EfficientTechnology
Digitalization
€ / t H2SO4
Safety


© Outotec – All rights reserved
33
0
2
4
6
8
10
12
14
16
0 5 10 15 20
Av
era
ge s
team
pro
du
cti
on
in
t/
h
Day
LP-steam production with Outotec's HEROS ™ system in a 1000 t/d acid plant
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
0 2 4 6 8 10 12
Day
Chromium
Nickel
Passivation : Relative Cr and Ni content
Two unplanned shut-downs due to pump failure
and leaking valve
HEROSTM retrofit in metallurgical plant
27.11.2014
Maximizing Power Generation – Acid Circuits

© Outotec – All rights reserved
LP steam production aspects
34
0
50
100
150
200
250
300
96.5 97.0 97.5 98.0 98.5 99.0 99.5 100.0
Acid Concentration % H2SO4
Tem
pera
ture
°C
Sandvik SX
Nicrofer 3033
Super Ferrite
310 SS
• Operational scenario changes:• Acid temperature >200°C
• Operational window reduced
• Continuous steam production –
usage?
• Instrumentation and control
• Skilled operators
• Corrosion: impurities to be avoided
• Production rate depending on
SO2 strength and gas
temperature
• Careful evaluation on risk
mitigation, operator support in
planning and design of heat
recovery systems.
27.11.2014
Maximizing Power Generation – Acid Circuits

© Outotec – All rights reserved
Outotec Expert ViewDigitalization in acid plants
27/11/201435
• With process plants increasing in complexity there is a need for a
better plant overview
• Plant equipment failure can and will happen, possibly resulting in
severe damage and extended downtime
• This situation is exacerbated by today’s lack of skilled operations
and maintenance resources
• Clearly no system can make up for good operating and
maintenance practices
• However there is a need for a simple method of interpreting
operating process data
• Understanding the consequences of potential equipment failures
• This has led Outotec to developing an expert system:
• PORS – Plant Operability Reliability and Safety System

© Outotec – All rights reserved
• Why and how maximizing power generation?• Gas phase: LURECTM
• Acid circuit: HEROS/HEROS+TM
• Case Study• Case Study I: Reference plant of HEROSTM
• Case Study II: HEROSTM together with LURECTM technology
• Adding digitalization• Motivation and value
• PORS expert system
36





























