Embed Size (px)
Citation preview
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 1/268
%
IZABELLA HYLA
1 i Z Y W AS Z T U C ZW Ł A S N O Ś C I - P R Z E TZ A S T O S O W A N I E
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 2/268
SKRYPTY UCZELNIANE Nr 2238
Gliwice2000
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 3/268
IZABELLA HYLA
TWORZYWA SZTUCZNEWŁASNOŚCI - PRZETWÓRSTWO - ZASTOSOWANIE Wydanie II
WYDAWNICTWO POLITECHNIKI ŚLĄSKIEJ (¿LIWICE 2000Spis treści
WSTĘP......................................................................................................................... ...... 5
1OTRZYMYWANIE TWORZYW SZTUCZNYCH............................................................... 11
1.1. Surowce.................................................................................................................. 11
1 2. Reakcje polimeryzacji............................................................................................. 12
13. Składniki dodatkowe tworzyw sztucznych................................................................ 17
2ELEMENTY BUDOWY I STANY FIZYCZNE TWORZYW SZTUCZNYCH......................21
2.1.Rodzaj atomów i wiązań w makrocząsteczce.......................................................... 23
2.2.Ciężar cząsteczkowy................................................................................................. 27
23. Elementy budowy fizycznej łańcucha........................................................................ 32
24. Podstawowe fazy strukturalne.................................................................................. 35
2.5. Stany fizyczne.......................................................................................................... 41
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 4/268
3WŁASNOŚCI TWORZYW SZTUCZNYCH.......................................................................46
3.1.Własności mechaniczne........................................................................................... 46
3.2.Własności cieplne..................................................................................................... 69
33 Własności elektryczne............................................................................................... 73
4KLASYFIKACJA I KRÓTKIE CHARAKTERYSTYKI NIEKTÓRYCH TWORZYW SZTUCZNYCH 80
4.1. Najczęściej stosowane podziały tworzyw sztucznych.............................................. 80
42 Krótkie charakterystyki niektórych tworzyw sztucznych............................................. 83
4.21.Tworzywa termoplastyczne................................................................................... 834.22.Duroplasty.................................................................................................................1064.23.
S PIS treści
5 PODSTAWOWE METODY PRZETWÓRSTWA TWORZYW SZTUCZNYCH.. 120
5 1 Wytłaczanie.............................................................................................................. 121
5 2. Wtryskiwanie.......................................................................................................... .127
5 3. Prasowanie...............................................................................................................134
5.3.1. Prasowanie wysokociśnieniowe............................................................................134
53 2. Prasowanie niskociśnieniowe.................................................................................139
5.4 Kalandrowanie.......................................................................................................... 141
5 5 Walcowanie............................................................................................................. 143
56 Odlewanie..................................................................................................................143
G MFTODY PRZETWÓRSTWA TWORZYW WYKORZYSTYWANEDO MODYFIKACJI POWIERZCHNI.............................................................................. 146
61 Powłoki z tworzyw sztucznych.................................................................................. 146
61.1. Przygotowanie powierzchni przedmiotów przeznaczonychdo powlekania tworzywami sztucznymi................................................... 152
6 1 2 Metody nanoszenia powłok................................................................................... 156
6.1 3. Powłoki z dyspersji polimerowych.........................................................................165
6.1.4. Inne metody powlekania....................................................................................... 169
615. Analiza przydatności powłok...................................................................................171
62 Metalizowanie tworzyw sztucznych............................................................................174
621. Metalizowanie chemiczne.......................................................................................176
62 2 Galwaniczne nakładanie metali.............................................................................. 176
6 2 3. Metalizowanie natryskowe........................................................................... 177
G 2.4. Naparowywanie próżniowe.................................................................................. 177
/ PRZYKŁADY ZASTOSOWANIA TWORZYW SZTUCZNYCHW KONSTRUOWANIU NIEKTÓRYCH ELEMENTÓW MASZYN...................................179
7.1. Łożyska ślizgowe.....................................................................................................196
72 Koła zębate................................................................................................................200
LITERATURA........................................................................................................... 208
4

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 5/268
WSTĘP
Tworzywa sztuczne stanowią bardzo dużą i ważną grupę materiałów stosowanych obecnie już niemal we
wszystkich dziedzinach naszego życia.Przez określenie t w o r z y w a s z t u c z n e rozumie się ogólnie materiały, których podstawowym
składnikiem są syntetyczne, naturalne lub modyfikowane polimery uzupełnione dodatkami innych substancji
pomocniczych, takich jak np. plastyfikatory, stabilizatory i różnego rodzaju modyfikatory. Nazwą tworzywa sztuczne
w potocznym języku, w tym również technicznym, obejmuje się również półwyroby dostarczane do przetwórcy oraz
wyroby gotowe, o ile wykonano je z materiałów, które można zaliczyć, zgodnie z podaną definicją do grupy
tworzyw sztucznych.
W najprostszym, dość często stosowanym, podziale materiałów na metale i niemetale tworzywa sztuczne
zaliczyć należy do niemetali. W tej grupie materiałów wyróżniają się one z kolei tym, że zbudowane są z wielkich
cząsteczek łańcuchowych (polimerów) o masie cząsteczkowej (ciężarze cząsteczkowym) M>104 W związku z tym
własności tworzyw sztucznych, zarówno mechaniczne, jak i fizyczne, określają przede wszystkim polimery, z
których dane tworzywo uzyskano. Skutkiem tego w praktyce inżynierskiej dość często nazywa się tworzywa (w
szczególności tworzywa bez wypełniaczy oraz zawierające małe dodatki innych substancji modyfikujących) również
polimerami i oznacza się je symbolami danego polimeru.
Największe znaczenie techniczne mają obecnie polimery syntetyczne, jednakże obok nich mogą być również
wykorzystywane polimery naturalne lub polimery uzyskane poprzez ich modyfikację.
Wielkocząsteczkowe tworzywa organiczne człowiek wykorzystywał już od zamierzchłych czasów, czegoprzykładem może być np. drewno. Jednakże świadome i celowe działanie człowieka w zakresie uzyskiwania
różnych materiałów polimerowych na skalę przemysłową przypada dopiero na drugą połowę XIX w Przyjmuje się,
ż e h i s t o r i a r o z w o j u ś w i a t o w e g o p r z e m y s ł u t w o r z y w s z t u c z n y c h
rozpoczyna się w latach 1850-1875, kiedy to po raz pierwszy na skalę przemysłową wyprodukowano w USA
celuloid. Za kolejne ważne wydarzenia w rozwoju tego przemysłu uważa się wyprodukowanie (również na skalę
przemysłową) w 1897 r. w Niemczech galalitu (tworzywo kazeinowe), a 10 lat później żywicy fenolowo-
formaldehydowej, będącej pierwszym tworzywem sztucznym wyprodukowanym syntetycznie. Kolejnym dużym
osiągnięciem w historii rozwoju przemysłu tworzyw sztucznych było uruchomienie w Niemczech w 1915 r. produkcji
kauczuku syntetycznego. Po tym fakcie następne lata przynosiły już coraz szybszy oraz coraz bardziej
zróżnicowany pod względem gatunków i rodzajów wytwarzanych materiałów rozwój przemysłu tworzyw
sztucznych. Występował on zarówno w Europie, jak i w Stanach Zjednoczonych, ponieważ rosło światowe
zapotrzebowanie na różne materiały konstrukcyjne, w tym również tworzywa sztuczne i kauczuki. Ilustrują to
wykresy przedstawione na rys. 1,
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 6/268
Lata
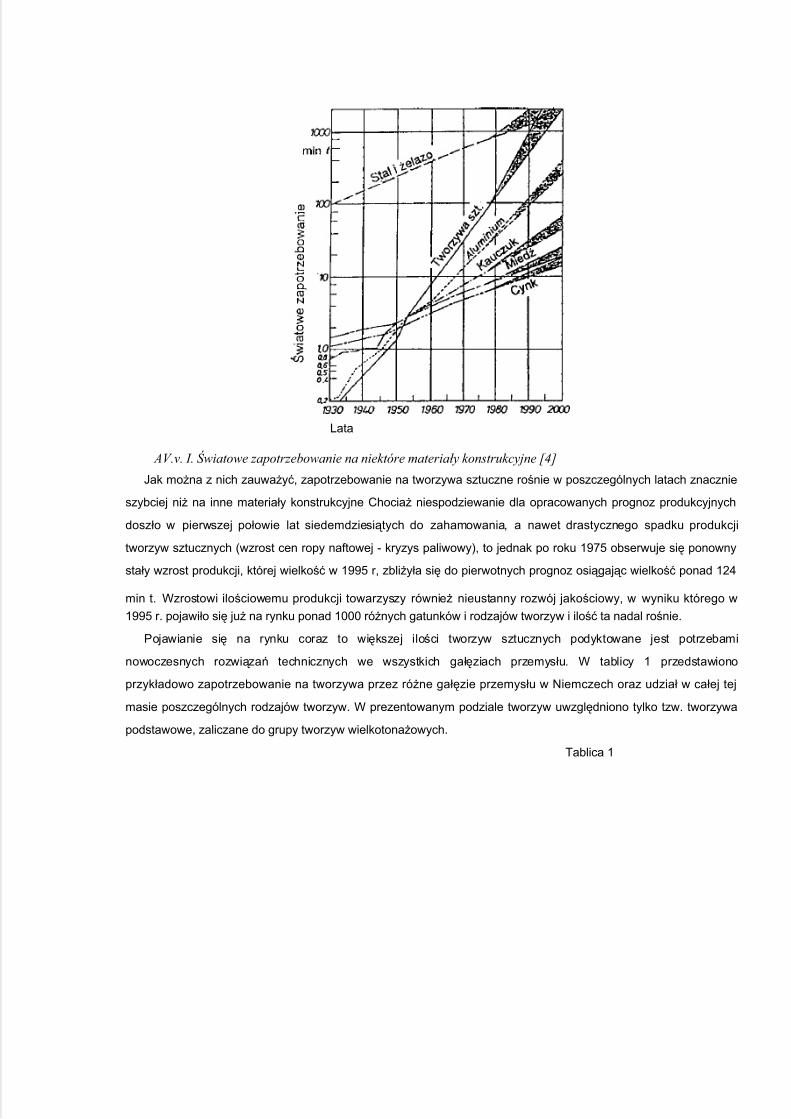
AV.v. I. Światowe zapotrzebowanie na niektóre materiały konstrukcyjne [4]
Jak można z nich zauważyć, zapotrzebowanie na tworzywa sztuczne rośnie w poszczególnych latach znacznie
szybciej niż na inne materiały konstrukcyjne Chociaż niespodziewanie dla opracowanych prognoz produkcyjnych
doszło w pierwszej połowie lat siedemdziesiątych do zahamowania, a nawet drastycznego spadku produkcji
tworzyw sztucznych (wzrost cen ropy naftowej - kryzys paliwowy), to jednak po roku 1975 obserwuje się ponowny
stały wzrost produkcji, której wielkość w 1995 r, zbliżyła się do pierwotnych prognoz osiągając wielkość ponad 124
min t. Wzrostowi ilościowemu produkcji towarzyszy również nieustanny rozwój jakościowy, w wyniku którego w
1995 r. pojawiło się już na rynku ponad 1000 różnych gatunków i rodzajów tworzyw i ilość ta nadal rośnie.
Pojawianie się na rynku coraz to większej ilości tworzyw sztucznych podyktowane jest potrzebami
nowoczesnych rozwiązań technicznych we wszystkich gałęziach przemysłu. W tablicy 1 przedstawiono
przykładowo zapotrzebowanie na tworzywa przez różne gałęzie przemysłu w Niemczech oraz udział w całej tej
masie poszczególnych rodzajów tworzyw. W prezentowanym podziale tworzyw uwzględniono tylko tzw. tworzywa
podstawowe, zaliczane do grupy tworzyw wielkotonażowych.
Tablica 1

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 7/268
Jak widać z podanego zestawienia, zapotrzebowanie na różne gatunki tworzyw w poszczególnych gałęziach
przemysłu kształtuje się bardzo różnie. Jednakże największą część całej produkcji (bez podziału na różne gałęzie
przemysłu) stanowią poliolefiny i polichlorek winylu, a więc tworzywa należące do grupy popularnych tworzyw
wielkotonażowych.O ile w początkowych latach rozwoju przemysłu tworzyw sztucznych produkowane tam materiały uważano za
pewnego rodzaju gorszy jakościowo zamiennik tradycyjnych materiałów konstrukcyjnych, to w miarę rozwoju tego
przemysłu tworzywa sztuczne uzyskiwały tak dobre własności, że w wielu rozwiązaniach stały się głównym i
niezastąpionym tworzywem konstrukcyjnym (np. budownictwo, przemysł elektroniczny, transport, opakowania itp ).
Wiąże się to z tym, ze wiele gatunków i rodzajów tworzyw sztucznych osiąga stosunkowo dobre własności
wytrzymałościowe i moduły sprężystości, w porównaniu z tradycyjnymi materiałami konstrukcyjnymi (rys. 2), co przy
ich wielokrotnie niższej od metali gęstości powoduje, że charakteryzują się bardzo dobrą tzw. wytrzymałością
właściwą (stosunek wytrzymałości do gęstości) i bardzo dobrym modułem sprężystości właściwej (E/p).
Zapotrzebowanie na tworzywa sztuczne w różnych gałęziach przemysłu [4]
Część z krajowej Udział danego gatunku tworzywa, %
Dziedzina PE PCW PS Inne
Budownictwo 24 55 1 13 7
Przemysłelektrotechniczny
14 46 22 3 2
Żywność i napoje(opakowania)
58 20 19 1 2
Przemysł chemiczny 85 7 6 1 1
Sport i zabawki 35 22 34 5 4
Pojazdy 13 26 11 30 20
Przemysł meblowy 4 25 22 40 9
Rolnictwo 60 25 9 2 3
Różne pozostałe
- - - - -
Produkcja 38 32 13 6 11
sumaryczna

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 8/268
Niezależnie od łych bardzo interesujących właściwości mechanicznych tworzywa są
dobrymi izolatorami cieplnymi i elektrycznymi, są odporne na korozję oraz bardzo łatwe w
kształtowaniu. Zestawienie porównawcze zapotrzebowania energetycznego, wyrażonego w
tonach ropy naftowej, przy produkcji niektórych wyrobów, po przyjęciu jako materiału
wyjściowego tworzywa sztucznego lub tworzywa tradycyjnego, przedstawiono w tablicy 2.Tablica 2
Nakłady energetyczne związane z wytwarzaniem niektórych produktów [4]
Jak widać, we wszystkich przypadkach tworzywa sztuczne zapewniają najtańszą
produkcję.
Z ekonomicznego punktu widzenia bardzo istotny jest również fakt, że odpady większości
tworzyw sztucznych mogą być powtórnie przerabiane, co może również przyczynić się do
obniżenia kosztów produkcji, a przede wszystkim do spełnienia wymagań ekologicznych
io3 104 105 106 Moduł sprężystości [MPa] Rys. 2. Wytrzymałość na rozciąganie i moduł sprężystości różnych materiałów konstrukcyjnych
[5]
Wyrób, ilość i rodzaj surowca Zapotrzebowanie ropynaftowej w tonach
1 min m2 folii pakunkowej z: polipropylenu
celulozy
110 150
100 km rur, 0=1 cal, z: polietylenu miedzi stali 57 66 232
1 min pojemników z: polichlorku winylu szkła 97 230
100 km rur drenażowych z: polichlorku winylucementoazbestuceramiki żeliwa
360 400 500 1970
8
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 9/268
związanych z utylizacją odpadów.Chociaż nie każde tworzywo w jednakowym stopniu może posiadać iownocześnie
wszystkie te interesujące właściwości, to jednak na ogół wymienione cechy zalicza się do
reprezentatywnych dla całej grupy tworzyw sztucznych Aby jednak walory tych materiałów
mogły być w pełni wykorzystane, konieczna jest dobra znajomość tworzyw sztucznych
zarówno przez inżynierów technologów, jak i konstruktorów, a także użytkowników.
Nieprawidłowo dobrane lub niewłaściwie eksploatowane tworzywo nie tylko nie przyniesie
przewidywanych efektów ekonomicznych, ale przeciwnie - może się stać przyczyną dużych
strat gospodarczych
Rozdział 1
OTRZYMYWANIE TWORZYW SZTUCZNYCH
1.1. Surowce
Nawiązując do przyjętej na str. 5 definicji określenia „tworzywa sztuczne", omawiane w
rozdz. 1 surowce i technologie otrzymywania tworzyw sztucznych odniesione zostaną do ich
podstawowego składnika, tj. do polimerów. W tej sytuacji występujące w tekście określenie
„tworzywa sztuczne" należy zawęzić do ich podstawowego składnika, tj. do polimeru.
Związki chemiczne, które bezpośrednio lub po odpowiedniej przeróbce stosowane są do
produkcji tworzyw sztucznych, występują głównie w ropie naftowej, gazie ziemnym i węglu
kamiennym. Do najważniejszych związków chemicznych znajdujących zastosowanie przy
produkcji tworzyw sztucznych zaliczamy:
1)otrzymywane z ropy naftowej: etylen, propylen, izobutylen, butadien,
2)otrzymywane z węgla kamiennego na drodze suchej destylacji: gaz świetlny, smoła
pogazowa i koks, z których przy dalszej obróbce można otrzymać inne związki chemiczne
niezbędne w produkcji tworzyw sztucznych.
9 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 10/268
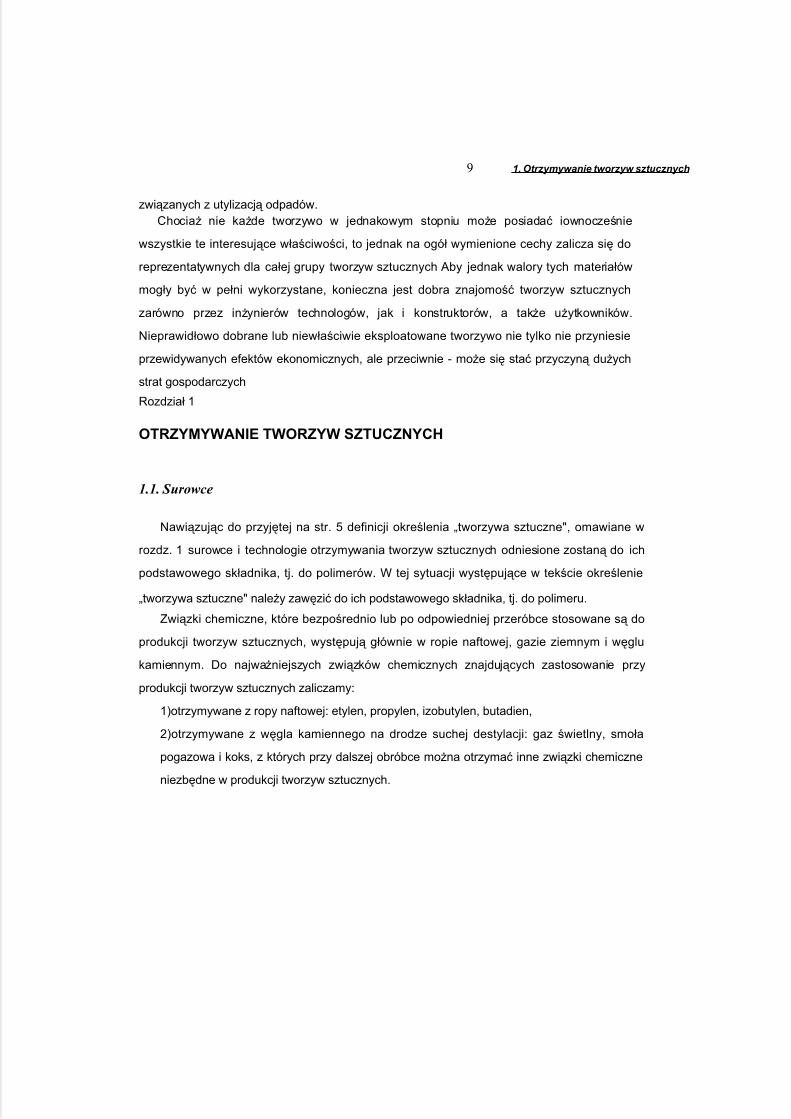
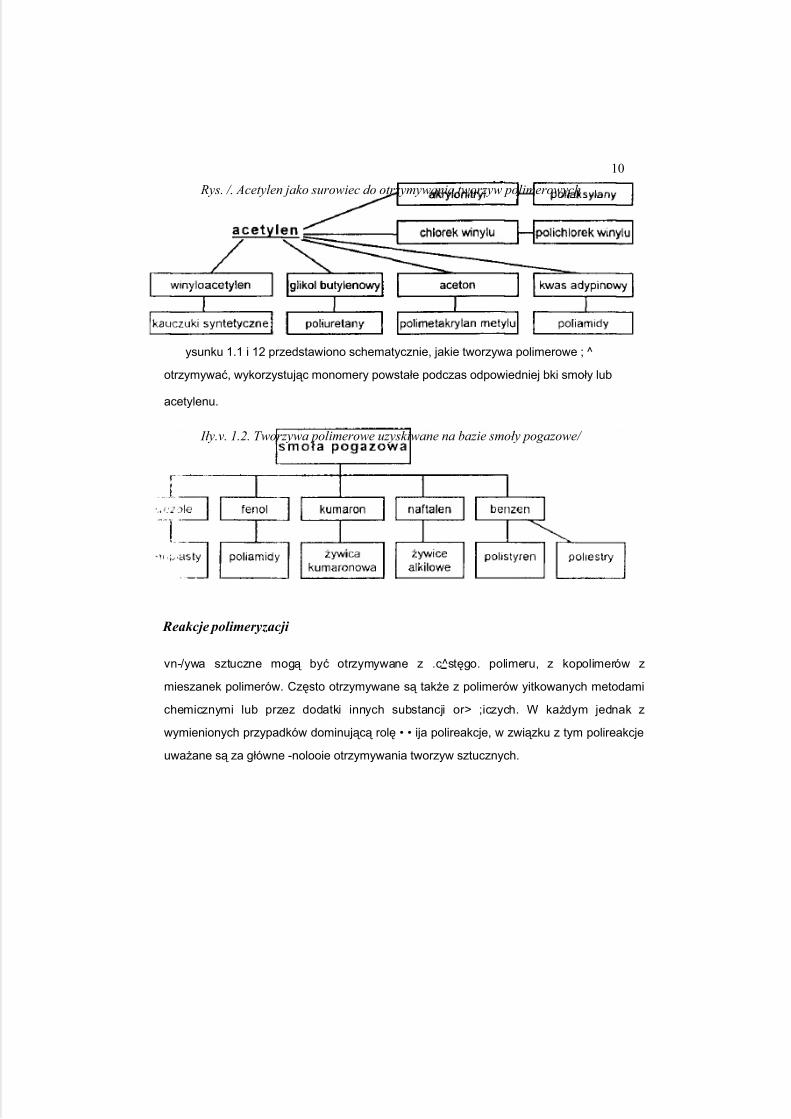
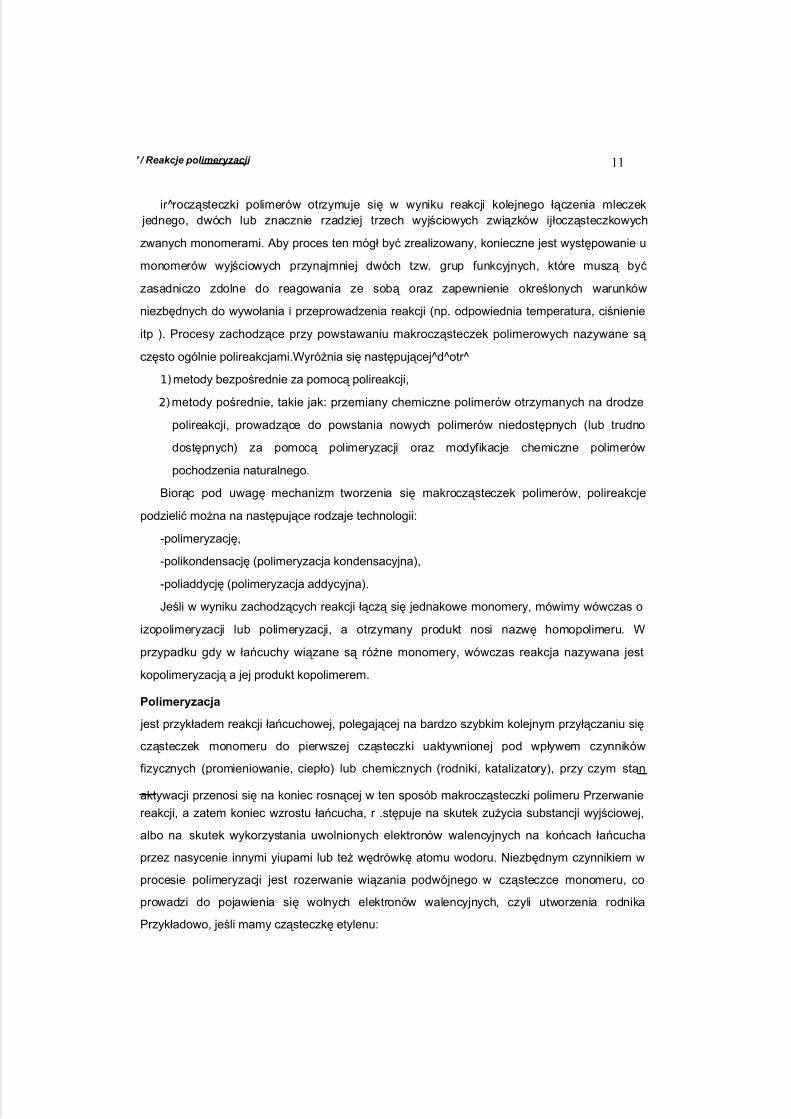
ysunku 1.1 i 12 przedstawiono schematycznie, jakie tworzywa polimerowe ; ^
otrzymywać, wykorzystując monomery powstałe podczas odpowiedniej bki smoły lub
acetylenu.
Reakcje polimeryzacji
vn-/ywa sztuczne mogą być otrzymywane z .c^stęgo. polimeru, z kopolimerów z
mieszanek polimerów. Często otrzymywane są także z polimerów yitkowanych metodami
chemicznymi lub przez dodatki innych substancji or> ;iczych. W każdym jednak z
wymienionych przypadków dominującą rolę • • ija polireakcje, w związku z tym polireakcje
uważane są za główne -nolooie otrzymywania tworzyw sztucznych.
Rys. /. Acetylen jako surowiec do otrzymywania tworzyw polimerowych
Iły.v. 1.2. Tworzywa polimerowe uzyskiwane na bazie smoły pogazowe/
10
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 11/268
ir rocząsteczki polimerów otrzymuje się w wyniku reakcji kolejnego łączenia mleczek jednego, dwóch lub znacznie rzadziej trzech wyjściowych związków ijłocząsteczkowych
zwanych monomerami. Aby proces ten mógł być zrealizowany, konieczne jest występowanie u
monomerów wyjściowych przynajmniej dwóch tzw. grup funkcyjnych, które muszą być
zasadniczo zdolne do reagowania ze sobą oraz zapewnienie określonych warunków
niezbędnych do wywołania i przeprowadzenia reakcji (np. odpowiednia temperatura, ciśnienie
itp ). Procesy zachodzące przy powstawaniu makrocząsteczek polimerowych nazywane są
często ogólnie polireakcjami.Wyróżnia się następującej^d^otr^
1)metody bezpośrednie za pomocą polireakcji,
2)metody pośrednie, takie jak: przemiany chemiczne polimerów otrzymanych na drodze
polireakcji, prowadzące do powstania nowych polimerów niedostępnych (lub trudno
dostępnych) za pomocą polimeryzacji oraz modyfikacje chemiczne polimerów
pochodzenia naturalnego.
Biorąc pod uwagę mechanizm tworzenia się makrocząsteczek polimerów, polireakcje
podzielić można na następujące rodzaje technologii:
-polimeryzację,
-polikondensację (polimeryzacja kondensacyjna),
-poliaddycję (polimeryzacja addycyjna).
Jeśli w wyniku zachodzących reakcji łączą się jednakowe monomery, mówimy wówczas o
izopolimeryzacji lub polimeryzacji, a otrzymany produkt nosi nazwę homopolimeru. W
przypadku gdy w łańcuchy wiązane są różne monomery, wówczas reakcja nazywana jest
kopolimeryzacją a jej produkt kopolimerem.
Polimeryzacja
jest przykładem reakcji łańcuchowej, polegającej na bardzo szybkim kolejnym przyłączaniu się
cząsteczek monomeru do pierwszej cząsteczki uaktywnionej pod wpływem czynników
fizycznych (promieniowanie, ciepło) lub chemicznych (rodniki, katalizatory), przy czym stan
aktywacji przenosi się na koniec rosnącej w ten sposób makrocząsteczki polimeru Przerwanie
reakcji, a zatem koniec wzrostu łańcucha, r .stępuje na skutek zużycia substancji wyjściowej,
albo na skutek wykorzystania uwolnionych elektronów walencyjnych na końcach łańcucha
przez nasycenie innymi yiupami lub też wędrówkę atomu wodoru. Niezbędnym czynnikiem w
procesie polimeryzacji jest rozerwanie wiązania podwójnego w cząsteczce monomeru, co
prowadzi do pojawienia się wolnych elektronów walencyjnych, czyli utworzenia rodnika
Przykładowo, jeśli mamy cząsteczkę etylenu:
' / Reakcje polimeryzacji 11
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 12/268
H H I I C= C I I HH
i za pomocą określonego czynnika zewnętrznego doprowadzimy do otwarcia wiązania
podwójnego, powstaje cząsteczka uaktywniona, zwana również rodnikiem etylenowym, w
postaci:
12 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 13/268
H H-C - C-
H H
Wiele rodników połączonych ze sobą tworzy łańcuch:
H H H H H H I I I I I I-> ... -c-c-c-c-c-c-
l i l i l íH H H H H H
Dzięki temu mechanizmowi w czasie polimeryzacji nie
następuje wydzielanie żadnych ubocznych produktów, a
skład elementarny makrocząsteczki jest wielokrotnością
cząsteczki monomeru. Spełniona zatem zostaje równość:
i M = m n,
gdzie: M - masa
cząsteczkowapolimeru, m -
masa
cząsteczkowa
monomeru, n -
stopień
polimeryzacji.
Polimeryzacja ma przebieg gwałtowny, niemal
natychmiastowy i nie daje możliwości otrzymywania
polimerów obejmujących tylko pewne etapy procesu, którymógłby być kontynuowany w dogodnym dla nas,
późniejszym okresie. W przypadku gdy w makrocząsteczce
powiązane są ze sobą różne monomery, rozłożone mniej
lub bardziej równomiernie w łańcuchu, wówczas
przeprowadzona reakcja nosi nazwę kopolimeryzacji, a
uzyskany produkt - kopolimeru.
H H
-C-C- I IH H n
1.2. Reakcje polimeryzacji 13
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 14/268
Proces polimeryzacji można przeprowadzać różnymi
metodami. Do najbardziej rozpowszechnionych zaliczyć
można trzy metody: blokową emulsyjną i perełkową.
P o l i m e r y z a c j a b l o k o w a polega na
wprowadzeniu do monomeru w fazie ciekłej
rozpuszczalnych w nim inicjatorów i poddaniu całej masy
procesowi polimeryzacji. Proces ten prowadzi się na ogół w
podwyższonej temperaturze. Dużą trudnością w realizacji
procesu jest odprowadzanie ciepła z reagującej masy, gdyżw miarę przebiegu reakcji zwiększa się jej gęstość i
lepkość, a reakcja polimeryzacji
( 1 .1 )
14 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 15/268
ma charakter egzotermiczny. W reagującej masie
powstają więc miejsca o różnych temperaturach, co z kolei
daje duże zróżnicowanie masy cząsteczkowej łańcuchów
oraz przyczynia się do tworzenia pęcherzy i powstawania
naprężeń wewnętrznych.
P o l i m e r y z a c j a e m u l s y j n a przebiega w
układzie heterogenicznym w emulsji. Emulsję tworzy
monomer rozproszony w wodzie z dodatkiem emulgatora,
któfy zapewnia trwałe rozproszenie monomeru. Opróczemulgatorów emulsje zawierają również dodatek [nic^torów
polimeryzacji, które są rozpuszczalne w wodzie, natomiast
nierozpuszczalne w monomerze. Najczęściej stosowanymi
inicjatorami są nadsiarczany metali alkalicznych. Polimer
powstały w wyniku polimeryzacji emulsyjnej jest
zawieszony w wodzie w postaci drobniutkich ziaren
Zawiesinę tę nazwano lateksem. Otrzymany polimer
wyodrębnia się przez koagulację za pomocą elektrolitów,
albo przez suszenie emulsji w suszarkach rozbryzgowych
strumieniem gorącego powietrza. Polimeryzacja emulsyjna
pozwala na uzyskiwanie polimeru o dużej masie
cząsteczkowej i małym jej zróżnicowaniu. Przy
zastosowaniu tej metody można otrzymywać polistyren lub
polichlorek winylu.
P o l i m e r y z a c j a p e r e ł k o w a , podobnie jak
polimeryzacja emulsyjna, przebiega również w układzie
heterogenicznym. Monomer z rozpuszczonym w nimuprzednio inicjatorem zostaje w sposób mechaniczny
rozproszony w wodzie w postaci drobniutkich kropelek.
Kropelki te zabezpiecza się przed zlepieniem przez
dodanie do wody odpowiedniego koloidu ochronnego (np.
żelatyny lub polialkoholu winylowego). Reakcja
polimeryzacji przebiega wewnątrz kropelek monomeru
1.2. Reakcje polimeryzacji 15

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 16/268
Spolimeryzowane kropelki tworzą jakby perełki (0 0, 1 -2
mm) i stąd powstała nazwa - polimeryzacja perełkowa.
Wielkość perełek zależy od szybkości mieszania
rozpraszającego monomer i ilości koloidu ochronnego.
Dużą zaletą polimeryzacji perełkowej jest otrzymywanie
czystego produktu o dużej masie cząsteczkowej i postaci
dogodnej do przetwórstwa.
Polimeryzacja kondensacyjna
jest to łączenie się wielu monomerów w makrocząsteczkę z
jednoczesnym wytworzeniem niskocząsteczkowych
produktów ubocznych. Jako produkt uboczny występuje
najczęściej woda, rzadziej amoniak lub chlorowodór.
Schematycznie reakcję taką wyrazić można następującym
zapisem:
16 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 17/268
O II
R,-C- OH + HO-R 2
cząsteczka cząsteczkakwasu alkoholu
OII
R, - C - O -R2 + H2 O
produkt kondensacji
°^oces jest kontrolowany ilością doprowadzonegociepła, katalizatorami i odprowadzeniem produktów
ubocznych. W procesie tym masa makrocząsteczki nie , .
sumą mas cząsteczek monomeru. W odróżnieniu od
polimeryzacji, która jest reakcją łańcuchową
przebiegającą na ogół bardzo gwałtownie,
polikondensacja jest reakcją stopniową. W każdym
stadium reakcji tworzą się produkty przejściowe, dające
się wyodrębnić. Szybkość wzrostu łańcucha
makrocząsteczki zależy od szybkości usuwania
małocząstoczkowych produktów ubocznych. Jako
przykład ilustiujący proces polikondensacji posłużyć może
jedno z możliwych połączeń fenolu z formaldehydem w
żywicę fenolową Podczas ogrzewania w obecności
katalizatora zachodzi reakcja fenoli i formaldehydu w
alkohol fenylowy:
Powstająca grupa OH reaguje natychmiast z atomem
H sąsiedniej cząsteczki, tworząc H20, co uwalnia
produktuboczny
OH
H-^Sj-CH2OH
H-Ljl-H
H IC =0I
H
H
17 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 18/268
elektrony walencyjne, z pomocą których zostają
związane pozostałe cząsteczki, np.:
OH
OH
H-j^VCH2
:OH+HH5^CH2OH
H-LJ-H HK/HOHH-i^VCH2 -<^VCH2-
h U H H U H
-+ n H
=H
Polimeryzacja addycyjna
stanowi typ polireakcji zajmujący miejsce pośrednie
pomiędzy polimeryzacją i polikondensacją. Polimeryzacja
addycyjna polega na stopniowym łączeniu cząsteczek,
zwykle dwóch różnych monomerów, bez wydzielania
produktów ubocznych reakcji, ale z wystąpieniemprzegrupowania atomów monomerów.
18 1. Otrzymywanie tworzyw sztucznych
O
OH
HH
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 19/268
Produktem polimeryzacji addycyjnej są polimery heterołańcuchowe, nadające się do
formowania niskociśnieniowego lub bezciśnieniowego.
Najprostszym przykładem polimeryzacji addycyjnej jest powstawanie poliuretanów z dwu-
(lub trój-) izocyjanianów mających reaktywne grupy -N=00 i alkoholi dwuwodorotlenowych
(dioli):
H - O - R 1 - O - H + O = C = N-R2 -N = C = O + H- O-R 1 -OH+.... I______* i _________________I
diot dwu izocyjanian diol
-C-N-Rn -N-C-O-R, - 0-łl I O H
H Opoliuretan
Po otwarciu wiązania podwójnego do elektronu walencyjnego N dąży atom H grupy OH,
podczas gdy uwolniony elektron walencyjny atomu O wiąże się z wolnym elektronem
walencyjnym atomu C. Produkt procesu polimeryzacji addycyjnej często nosi nazwę
poliadduktu. Maksymalną masę cząsteczkową otrzymanego polimeru uzyskuje się przy
stosunku substratów 1:1. Użycie nadmiaru jednego z substratów wpływa na zmniejszenie
długości łańcucha.
1.3. Składniki dodatkowe tworzyw sztucznych
Większość użytkowych tworzyw sztucznych zawiera oprócz polimeru, który jest składnikiem
podstawowym, również szereg substancji dodatkowych, służących do modyfikowania
własności tworzyw. Ich zawartość w tworzywie może się wahać od ułamka do kilkudziesięciu
procent. Zalicza się do nich napełniacze, nośniki, zmiękczacze (plastifikatory), stabilizatory,
pigmenty i barwniki, porofory, środki tiksotropujące itp.
Napełniacze,
którymi mogą być: mączka drzewna lub cyrkonowa, różnego typu włókna cięte lub ciągłe,
skrawki tkanin lub papieru, sadze, talki, kaolin lub proszki metaliczne, dodawane są przede
wszystkim do tworzyw termoutwardzalnych. Napełniacze podwyższają często własności
wytrzymałościowe tworzywa, zwiększają jego twardość (napełniacze mineralne), podwyższają
temperaturę użytkowania oraz
1.3, Składniki dodatkowe tworzyw sztucznych 19
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 20/268
własności elektroizolacyjne (mika, włókno szklane), ale obok tego mogą równocześnie
ujemnie oddziaływać na inne własności tworzywa. Dlatego też należy kazdorazowo ustalać
optymalną ilość napełniacza biorąc pod uwagę zarówno własności tworzywa, jak również
technologię przetwórstwa oraz przeznaczenie użytkowe materiału. Nośniki
występują w postaci wstęg, pasm lub arkuszy. Na ogół stosuje się nośniki tekstylne, szklane,
papierowe lub azbestowe i to przede wszystkim przy produkcji laminatów. Zmiękczacze
(piastifikatory)
dodaje się przede wszystkim w celu obniżenia temperatury zeszklenia, a tym samym
podniesienia własności plastycznych tworzywa w określonym przedziale temperatur. Dodatek
zmiękczacza ułatwia orientację makrocząsteczek tworzywa i polepsza jego własności
adhezyjne. Do żywicy wprowadza się przeciętnie 5 - 50% zmiękczacza, a jego dobór zależy
od rodzaju tworzywa i napełniacza. Do najczęściej stosowanych zmiękczaczy zalicza się
trudno lotne, wysokowrzące, zazwyczaj ciekłe, oleiste estry kwasów dwu- i
trójkarboksylowych. Stabilizator
na za zadanie uodpornienie polimeru przed utlenianiem, depolimeryzacją lub lozkładem, tj.
procesami, które tatwo zachodzą w podwyższonej temperaturze podczas przetwórstwa
tworzywa, bądź w temperaturze otoczenia pod wpływem działania promieni nadfioletowych
na gotowy wyrób. Właściwie dobrany stabilizator powinien działać jako antyutleniacz oraz
akceptator światła nadfioletowego i związków wydzielających się podczas rozkładu polimeru,
które najczęściej oddziałują katalitycznie na dalszy rozkład (np. chlorowodór wydzielający się
podczas rozkładu PCW). Do najczęściej stosowanych stabilizatorów zalicza się: związki
ołowiowe, wapniowe, cynowe (dła PCW), sadze (dla polietylenu), pirydyny (dla tworzyw
celulozowych) itp. Ilość użytego stabilizatora jest zróżnicowana, w zależności od tworzywa i
stopnia jego spolimeryzowania.
Pigment i barwnik
nadają tworzywu odpowiednie zabarwienie. Powinny one charakteryzować się odpornością
na długotrwałe działanie światła i podwyższonych temperatur oraz zdolnością do
jednorodnego rozprowadzania i trwałego połączenia ze wszystkimi składnikami tworzywa,
szczególnie ze stabilizatorem. Dlatego nie należy stosować
kwaśnych barwników w połączeniu z zasadowymi stabilizatorami i odwrotnie. Jako barwniki
nieorganiczne stosuje się żółcień chromową tlenki żelaza, ultramarynę, selenek kadmowy,
oranż chromowy, siarczek kadmowy, zieleń chromową itp. Barwniki organiczne, które w
porównaniu z nieorganicznymi wywołują bardziej „żywe" zabarwienie, stosuje się jedynie przy
20 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 21/268
żywicach o niskiej temperaturze uplastycznienia.
Po rotory
dodaje się do tworzyw, aby uzyskać w nich strukturę porowatą. Jako porofory mogą być
stosowane zarówno substancje nieorganiczne, np. nietrwałe sole nieorganiczne, jak i
organiczne, np. lotne ciecze organiczne. Obecnie najczęściej stosowane są porofory
organiczne.
Pod wpływem podwyższonej temperatury następuje rozkład poroforów, a wydzielający się
gaz powoduje spienianie tworzywa. Wydzielanie gazu powinno następować szybko w dość
wąskim przedziale temperatur. Temperatura rozkładu poroforu powinna być zbliżona dotemperatury uplastyczniania spienianego tworzywa. Do najczęściej stosowanych poroforów
należą: dwunitryl kwasu azoizomasłowego (Porofor N), dwuazoaminobenzen i
benzenosulfonohydrazyd Spośród tworzyw polimerowych procesom spieniania poddaje się
przede wszystkim polichlorek winylu, polistyren, polipropylen, poliamidy, poliuretany, polimery
krzemo- organiczne oraz żywice fenolowe i epoksydowe.
Środki zmniejszające palność tworzyw
dodaje się do tworzyw sztucznych stosowanych do pracy w warunkach zagrożenia
pożarowego. Podstawowymi składnikami tych dodatków są chlor, brom, antymon lub fosfor
(np. często stosuje się chloroparafinę), trójtlenek antymonu lub bromowane węglowodory.
Środki tiksotropujące
są to substancje, które dodane do polimerów (głównie poliestrowych i epoksydowych)
wpływają na zróżnicowanie ich własności lepkich zarówno w stanie spoczynku, jak i podczas
mieszania. Ciecz tiksotropowa cechuje się bowiem tym, że podczas jej intensywnego
mieszania następuje znaczny spadek lepkości, natomiast w stanie spoczynku lepkość
tworzywa rośnie. Proces ten jest procesem odwracalnym. Najczęściej stosowanym środkiem
tiksotropowym jest krzemionka aktywna o nazwie handlowej Aerosil, ale mogą roię taką
spełniać również inne substancje, np. drobno zmielone szkło, talk, bentonit lub sproszkowane
polimery zawierające chlor. Polimery te cechują się tym, że w żywicy pęcznieją i poprzez to
nadają układowi własności lepkie.
Środki tiksotropowe dodaje się do żywic i lakierów przeznaczonych do pokrywania
powierzchni pionowych, dzięki czemu nie występuje ściekanie nanoszonej powłoki.Rozdział 2
1.3, Składniki dodatkowe tworzyw sztucznych 21
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 22/268
ELEMENTY BUDOWY I STANY FIZYCZNE TWORZYW SZTUCZNYCH
Zgodnie z przyjętą na wstępie interpretacją określenia: tworzywa sztuczne, przez tę nazwę
rozumie się tu takie materiały, które albo są w 100% polimerami, albo też polimer jest ich
podstawowym i dominującym składnikiem. Można zatem przyjąć, ze właściwości tworzyw
sztucznych winny być charakteryzowane poprzez cechy i strukturę tworzyw polimerowych.
Polimery wyróżniają się wśród innych tworzyw tym, że zbudowane są z makrocząsteczek o
bardzo dużym ciężarze cząsteczkowym" (10Vi0e). Makrocząsteczki te powstają w wyniku
kolejnego łączenia się ze sobą jednakowych ugrupowań atomów zwanych merami. Takutworzoną cząsteczkę nazwano poli(merem), a powstałe z tych makrocząsteczek tworzywa -
polimerami Makrocząsteczki polimerów posiadają długość wielokrotnie przewyższającą ich
średnicę i giętkość przypominającą giętkość łańcucha. W związku z tym makrocząsteczki te
nazywane są również łańcuchami.
Polimery można podzielić na:
-naturalne, które mogą być modyfikowane i przetwarzane chemicznie lub fizycznie,
-syntetyczne, które otrzymuje się w procesach polimeryzacji ze związków chemicznych
zwanych monomerami.
Największe znaczenie w praktyce inżynierskiej mają polimery syntetyczne organiczne, tzn.
zbudowane przede wszystkim z atomów węgla i wodoru. Obok tych atomów mogą pojawić się
również takie pierwiastki, jak: tlen, chlor, fluor, krzem lub siarka, bądź w wyniku określonych
zabiegów modyfikacyjnych również inne
" Dotychczas stosowane określenie .masa cząsteczkowa" zastąpione zostało określeniem .ciężar cząsteczkowy" zgodnie z zaleceniami Komisji Nomenklatury Makromolekularnej IUPAC; określenie„masa cząsteczkowa" uznaje ona za niepoprawne.
pierwiastki, takie jak np : B, Mn, Co, Ni, Cu i in. w zależności od zamierzonego celu modyfikacji.
Poprzez wprowadzanie wymienionych różnych pierwiastków można doprowadzić do
uzyskiwania nowych gatunków polimerów, charakteryzujących się bądź to zwiększoną
odpornością cieplną bądź też np. różną od tradycyjnej opornością elektryczną
Polimer zbudowany z jednego rodzaju merów nosi nazwę homopolimeru, natomiast
zbudowany z różnych merów nazywany jest kopolimerem.
Rozmieszczenie łączonych ze sobą różnych merów w strukturze łańcucha kopolimeru
bywa różne. Prowadzi to do wyodrębnienia czterech podstawowych
22 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 23/268
-nieregularna, charakteryzująca się nieokreślonym (brak regularności ułożenia) układem
jednostek monomerycznych w łańcuchu,
-regularna, charakteryzująca się uporządkowanym, przemiennym rozmieszczeniem
jednostek monomerycznych w łańcuchu,
-blokowa - jednostki monomeryczne powtarzają się w łańcuchu w zgrupowaniach
blokowych, np. -AAAAA-BBBB-AAAAA-,,..
szczepiona - do łańcucha głównego homopolimeru dołączone są łańcuchy drugiego
homopolimeru, tworząc jego odgałęzienia boczne, co można schematycznie przedstawić
następująco: - AĄAAAAAAAAA -
BBB - BBBBB -
Tak jak w homopołimerze, tak i w kopolimerze każdy element budowy makrocząsteczki
wnosi swój określony wkład w finalne właściwości polimeru. Przykładowo, dobierając
odpowiednio skład kopolimerów można zmieniać poziom temperatury zeszklenia polimeru, Ta
lub uzyskać np. w kopolimerach blokowych cfo&ifi" tó-A nur- -:-.!>
różne wartości Ta.
Do elemeniow budowy makrocząsteczki homopolimeru, mafflpJtJT istotny wpływ na
jego właściwości, zalicza się:
-rodzaj monomerów wyjściowych; zawierają one bowiem atomy tworzące makro-cząsteczkę, a tym samym jej ciężar oraz rodzaj i wielkość energii wiązań chemicznych
między atomami i cząsteczkami,
-budowę fizyczną łańcucha,
-sekwencje merów w łańcuchu (konfiguracja),
-sterooregularność (taktyczność) makrocząsteczek.2.1. Rodzaj atomów i wiązań w makrocząsteczce
Makrocząsteczki zdecydowanej większości polimerów zbudowane są z atomów węgla i
wodoru. W niektórych polimerach obok nich występują również atomy takich pierwiastków, jak
azot i tlen, a niekiedy również siarka, fluor, chlor i in. Od rodzaju
występujących atomów zalezy wielkość energii ich wiązań chemicznych oraz stopień*
polarności cząstek, a w następstwie również wielkość energii oddziaływań
międzycząsteczkowych. Energia dysocjacji wiązań występujących w łańcuchu
makrocząsteczki pomiędzy atomami węgla (-C-C-) lub heteroatomami (np. -C-N-; C-0-, -C-S-)
ma duży wpływ m. in. również na trwałość termiczną polimeru. Trwałość termiczna tworzywa,
1.3, Składniki dodatkowe tworzyw sztucznych 23

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 24/268
zwana też^termostabilnością „rośnie bowiem wraz ze wzrostem energii dysocjacjr Chociaż na
odporność termiczną tworzywa mają wpiyw również inne czynniki, to jednak wpływ wielkości
energii dysocjacji traktuje się na ogół jako bardzo istotny.
Atomy węgla i heteroatomy powiązane są w łańcuchowej makrocząsteczce, lub w
cząstkach usieciowanych, głównymi siłami walencyjnymi zwanymi również kowalentnymi bądź
atomowymi. Wiązania te, zaliczane do wiązań J rzędu, posiadają energię dysocjacji
wynoszącą 105-106J/mol.
Obok wymienionych sił wiązań I rzędu w tworzywach działają również, głównie pomiędzy
sąsiednimi makrocząsteczkami, ale także między merami i segmentami tej samejmakrocząsteczki, siły fizyczne, nazywane wiązaniami II rzędu, lub wiązaniami Van der Waalsa.
Energia dysocjacji tych wiązań jest prawie o połowę mniejsza niż energia wiązań
kowalencyjnych i wynosi ok. 10V103 J/mol. Na energię tych wiązań bocznych w polimerach
składają się różne siływłwewnętrznych oddziaływań, spośród których należy w szczególności
wymienić: siły dyspersyjne, siły dipolowe i siły oddziaływań mostków wodorowych.
Siły dyspersyjne
Są to siły wzajemnego oddziaływania, co schematycznie przedstawia rys. 2.1. Są one tym
większe, im bliżej siebie znajdują się poszczególne makrocząsteczki. Jest zatem zrozumiałe,
że wraz ze wzrostem temperatury, gdy pod wpływem doprowadzanego do materiału ciepła
zwiększają się drgania makrocząsteczek i ich wzajemne odległości rosną siły dyspersyjne
maleją.\ /CH2\ /°H2\ / ch2 ; ch2 ; ch2
\ 1 /CH2\ 1 /Ch2 \ ; / nch$ nch2 nchs
Kys. 2. i. Schematyczna ilustracja oddziaływania sił dyspersyjnych pomiędzy łańcuchami polimeru
Maleją one również wówczas, gdy makrocząsteczki uzyskują większą ruchliwość przez
wprowadzenie do polimeru obcych atomów w postaci rozpuszczalników lub wody. Zjawisko to
wykorzystuje się w praktyce podczas realizacji niektórych procesów przetwórczych {odlewanie
folii z roztworów, zmiękczanie tworzyw i tp ). Natomiast wyjątkowo duże siły dyspersyjne
występują w polimerach w ich obszarach krystalicznych.
Sity dipolowe
W niektórych tworzywach szczególnym rodzajem sit bocznych są siły dipolowe. Występują
one wówczas, gdy pomiędzy łączącymi się atomami powstaje, w wyniku ich różnego
usytuowania w szeregu galwanicznym, nierównowaga w rozmieszczeniu elektronów. W
24 1. Otrzymywanie tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 25/268
zależności od stopnia nierównowagi rozróżniamy tworzywa: polarne, słabo polarne i
niepolarne.
Przy łączeniu się ze sobąjednakowych atomów (np. -C-C-C-) elektrony rozłożone są
jednakowo i wówczas polarność nie występuje. Przy różnych partnerach - następują
przesunięcia i mamy wówczas do czynienia z^ polaryzacją. ĄŁCffl«0 większej elektroujemności,
wchodzący w skład cząsteczki lub połączenia, przyciąga w swoim kierunku parę elektronów, co
powoduje «¡wstanie dipolu
Przykładowo, w polichlorku winylu punkt ciężkości połączenia pomiędzy atomem węgla i
chloru zdecydowanie przesunięty jest w kierunku atomu chloru.x
C Clx
(+) (-)Podobne zjawisko, ale o nieco słabszym oddziaływaniu, zaobserwować można
pomiędzy atomem węgla i azotu
C -— NX
(+) (-)
1.3, Składniki dodatkowe tworzyw sztucznych 25
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 26/268
Gdy takie grupy polarne pojawią się w tworzywach, wówczas może dojść do
wzajemnych oddziaływań sąsiadujących z sobą łańcuchów, co schematycznie zilustrować
można następująco:
Rys. 2.2. Schematyczne przedstawienie przypadku oddziaływania sił dipolowych w polimerze
Wpływ na wielkość wzajemnych oddziaływań ma stogień spolaryzowania wiązań, co zależy
od różnicy elektroujemności atomów tworzących wiązanie. Biorąc pod uwagę elektroujemność
niektórych atomów tworzących makrocząsteczki popularnych polimerów (która, wyrażona w
elektronowoltach, powoduje następujące uporządkowanie atomów najczęściej występujących
w polimerach: F(4oj ** 0(3,5) > Ol(3.o) > No) > 0(2,5) > H(2,i))p można przewidzieć różny
stopień spolaryzowania wiązań w określonej makrocząsteczce. Polimery, w których występują
grupy polarne {zarówno w ich łańcuchach głównych, jak i w podstawnikach), obiegowo nazywa
się polimerami polarnymi, natomiast nie posiadające takich grup - niepolarnymi. Od stopnia
polarności tworzywa zależy m. in. bardzo ważna właściwość tworzywa, jaką jest
hydrofobowość, tzn.JjHLkiiilfiU3fl^lub polarność^ąła powoduje, że^ tworzywo ma właściwości
hydrofobowe. Przykładowo, w cząsteczce polietylenu
H H I I-C-C- I I
H Hl Jn
w łańcuchu głównym pomiędzy atomami węgla nie ma różnicy elektroujemności, natomiast
znikomo małe momenty dipolowe mogłyby wystąpić pomiędzy atomami węgla i wodoru,
jednakże ulegają one likwidacji w wyniku symetryczności przestrzennej występującej w
budowie makrocząsteczki. W związku z tym polietylen zalicza się do tworzyw niepolamych i
zgodnie z podanym stwierdzeniem - hydrofobowych. Analogiczna sytuacja występuje w
politetrafluoroetylenie (PTFE) o wzorze strukturalnym
<EE><EE>
OOooŚDŚD
5+ 6- _CH2-CEN
NEC -CH z 6- 5+
2 1. Rodzaj atomów i wiązań w makrocząsteczce
26

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 27/268
F F I IC-C- II F F
W jego łańcuchu głównym nie ma wiązań polarnych. Teoretycznie mogłyby takie wiązania
pojawić się pomiędzy atomami węgla i fluoru, jednakże, podobnie jak to ma miejsce w PE, w
wyniku symetryczności przestrzennej znoszą się i PTFE jest tworzywem niepolarnym, dzięki
czemu podobnie jak PE - hydrofobowym.
Mostki wodoroweW niektórych polimerach pojawiają się również szczególnego rodzaju siły boczne, dzięki
którym tworzywo zyskuje zarówno dobre własności wytrzymałościowe i udarnościowe, jak
również ¿odwyższone temperaturyjTi[^knienia ijopnienia. Siły te, pochodzące od wiązań
mostków wodorowych {spotykane np. w poliamidach), osiągają wartości ok. 20 kJ/mol, Ten
rodzaj oddziaływań, powstający pomiędzy makrocząsteczkami, przedstawia schematycznie
rys. 2.3.
i i C = O.. .H-N IC = O.. . .H-NI
N -H łN - H...0 = C
N - H...0 = C IC = 0 I
C = O.. .H-N I )
0 = C
C = O.. . .H-N
I }. . . .H-N
N H....0 = C \i
Rys. 2.3. Schemat ilustrujący powstawanie sił oddziaływań mostków wodorowych w
H -N
N -H
2.2. Ciężar cząsteczkowy 27

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 28/268
polimerach pomiędzy polarnymi grupami NH i C=Q
2 1. Rodzaj atomów i wiązań w makrocząsteczce
28
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 29/268
Polarność poliamidów alifatycznych jest jednak zróżnicowana zależnie od atomów węgla
pomiędzy grupami -NH-. Przykładowo, znacznie mniej polarne są gatunki poliamidów PA-11 i
PA-12 aniżeli PA-6 lub PA-6.6. Dzięki temu PA-11 i PA-12, wyróżniające się mniejszą
chłonnością wody, można uznać za materiał konstrukcyjny lepszy niż np. PA-6 silnie chłonący
wodę, co prowadzi z kolei do zmiany wymiarów elementu konstrukcyjnego.
2.2. Ciężar cząsteczkowy
W odróżnieniu od związków małocząsteczkowych w polimerach ciężar cząsteczkowy nie
jest wielkością stałą. Nie stanowi on zatem wielkości identyfikacyjnej w polimerach, niemniej
wywiera istotny ^¡¡liftK/ia jego właściwości.
W związkach małocząsteczkowych ciężar cząsteczkowy wyraża się sumą ciężarów
atomowych pierwiastków wchodzących w skład tego związku i dlatego jest wielkością stałą. W
polimerach natomiast, w których makrocząsteczki powstają w wyniku łączenia się ze sobą
związków monomerycznych, ciężar makrocząsteczki zalezy od ilości tych jednostek
monomerycznych, które ją utworzyły. Określa się to tzw s t o p n i e m
p o l i m e r y z a c j i , n , który w poszczególnych łańcuchach może być różny, ponieważdeterminują go w dużym stopniu warunki techniczne procesu polimeryzacji. Zróżnicowany
stopień polimeryzacji wywołuje zróżnicowanie ciężarów cząsteczkowych poszczególnych
makrocząsteczek. W polimerach posługujemy się zatem tzw. ^średnim ciężarem
cząsteczkowym, który może być wyrażony przy wykorzystaniu udziału liczbowego lub
wagowego makrocząsteczek.
L i c z b o w o ś r e d n i c i ę ż a r c z ą s t e c z k o w y , M „ , wyraża stosunek
ciężaru polimeru do całkowitej liczby jego makrocząstek, co można przedstawić następującą
zależnością:
oo(2.1)
/= l
gdzie: M, - ciężar cząsteczkowy makrocząstki,
Ni - ilość makrocząstek o takim ciężarze cząsteczkowym.
2.2. Ciężar cząsteczkowy 29
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 30/268
W a g o w o ś r e d n i c i ę ż a r c z ą s t e c z k o w y , M w , oblicza się uwzględniając
udział wagowy makrocząstek o danym ciężarze cząsteczkowym Mj w całym ciężarze
polimeru, co wyrazić można następującą zależnością:
— M\ Ni M2N2
IW,^ Z M f N j Y M j N j
r=l i=I
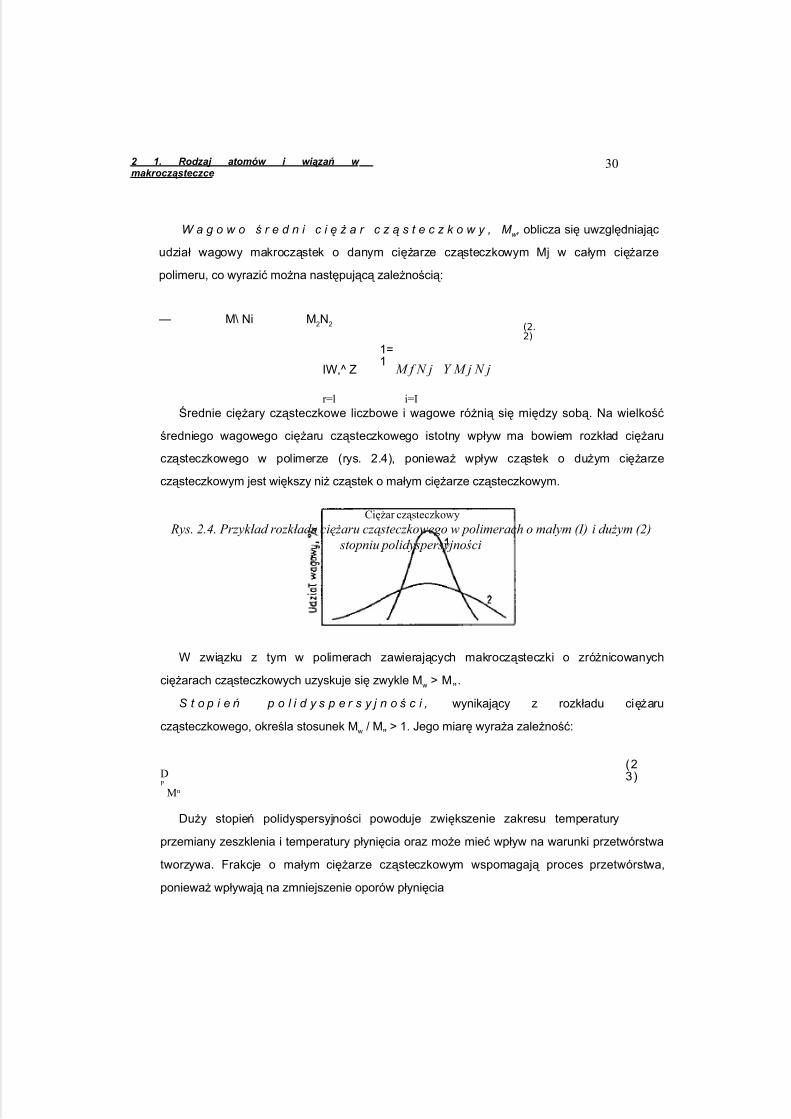
Średnie ciężary cząsteczkowe liczbowe i wagowe różnią się między sobą. Na wielkość
średniego wagowego ciężaru cząsteczkowego istotny wpływ ma bowiem rozkład ciężaru
cząsteczkowego w polimerze (rys. 2.4), ponieważ wpływ cząstek o dużym ciężarze
cząsteczkowym jest większy niż cząstek o małym ciężarze cząsteczkowym.
W związku z tym w polimerach zawierających makrocząsteczki o zróżnicowanych
ciężarach cząsteczkowych uzyskuje się zwykle Mw > M„.
S t o p i e ń p o l i d y s p e r s y j n o ś c i , wynikający z rozkładu ciężaru
cząsteczkowego, określa stosunek Mw / M„ > 1. Jego miarę wyraża zależność:
DP
Mn
Duży stopień polidyspersyjności powoduje zwiększenie zakresu temperatury
przemiany zeszklenia i temperatury płynięcia oraz może mieć wpływ na warunki przetwórstwa
tworzywa. Frakcje o małym ciężarze cząsteczkowym wspomagają proces przetwórstwa,
ponieważ wpływają na zmniejszenie oporów płynięcia
1=1
(2.2)
Ciężar cząsteczkowy
Rys. 2.4. Przykład rozkładu ciężaru cząsteczkowego w polimerach o małym (I) i dużym (2) stopniu polidyspersyjności
(23)
2 1. Rodzaj atomów i wiązań w makrocząsteczce
30

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 31/268
stopionego polimeru. Z drugiej jednak strony dyża polidyspersyjność nie jest zjawiskiem
korzystnym z punktu widzenia eksploatacji^ wyrobów z tworzyw sztucznych, w szczególności
pracujących w podwyższonych temperaturach.
Od wielkości ¿ężaru .cząsteczkowego tworzywa zależy szereg jego cech fizycznych, takich
jak np. wytrzymałościowe, gdporność ciepjna,
rozpuszczalność, lepkość itp., tzn. w£pos£ ciężaru cząsteczkowego polimeru wpływa bardzo
korzystnje na te właściwości tworzywa. Przykładowo ilustrują to wykresy na rys. 2.5.stopień polimeryzacji
Jak widać, dwukrotny wzrost średniego ciężaru cząsteczkowego (z 10000 do 20000)
spowodował w danym tworzywie prawie 10-krotny wzrost jego wytrzymałości na rozciąganie
oraz podwyższenie temperatury mięknienia o ponad 50%, co znacznie rozszerza zakres
zastosowań tego tworzywa.
Obok tych korzystnych dla użytkownika zmian, wzrost masy cząsteczkowej tworzywa
powoduje również pewne ^JjĘĘjJgggpine, np. ftfiijgosijego lepkość, co znacznie pogarsza
warunki przetwórcze. Przykładowo, takie metody jak wtryskiwanie czy prasowanie przetłoczne
mogą być stosowane jedynie dla tych tworzyw, których masa cząsteczkowa M„ < 200 000.
Przy większych masach cząsteczkowych bowiem pokonanie powstających łarr ia
wymagałobystosowania zbyt dużych nacisków, a wytwarzające się ciepło prowadziłoby do nadmiernego
wzrostu temperatury wewnątrz przetwarzanej masy.
średnia masa cząsteczkowa Rys. 2.5. Zależność wytrzymałości na rozciąganie (1) i temperatury mięknienia (2)
polietylenu od jego masy cząsteczkowej
2.2. Ciężar cząsteczkowy 31
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 32/268
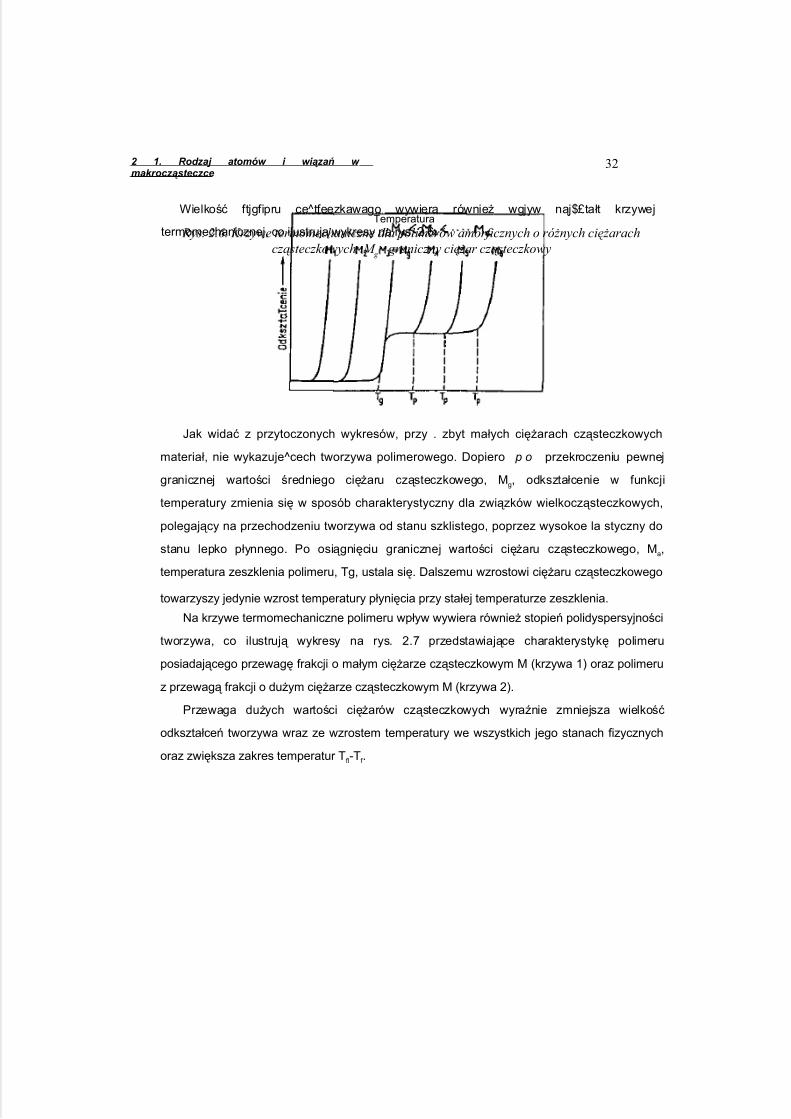
Jak widać z przytoczonych wykresów, przy . zbyt małych ciężarach cząsteczkowych
materiał, nie wykazuje^cech tworzywa polimerowego. Dopiero p o przekroczeniu pewnej
granicznej wartości średniego ciężaru cząsteczkowego, Mg, odkształcenie w funkcji
temperatury zmienia się w sposób charakterystyczny dla związków wielkocząsteczkowych,
polegający na przechodzeniu tworzywa od stanu szklistego, poprzez wysokoe la styczny do
stanu lepko płynnego. Po osiągnięciu granicznej wartości ciężaru cząsteczkowego, Ma,
temperatura zeszklenia polimeru, Tg, ustala się. Dalszemu wzrostowi ciężaru cząsteczkowego
towarzyszy jedynie wzrost temperatury płynięcia przy stałej temperaturze zeszklenia.
Na krzywe termomechaniczne polimeru wpływ wywiera również stopień polidyspersyjności
tworzywa, co ilustrują wykresy na rys. 2.7 przedstawiające charakterystykę polimeru
posiadającego przewagę frakcji o małym ciężarze cząsteczkowym M (krzywa 1) oraz polimeru
z przewagą frakcji o dużym ciężarze cząsteczkowym M (krzywa 2).
Przewaga dużych wartości ciężarów cząsteczkowych wyraźnie zmniejsza wielkość
odkształceń tworzywa wraz ze wzrostem temperatury we wszystkich jego stanach fizycznych
oraz zwiększa zakres temperatur Tfl-Tf .
Temperatura Rys. 2.6. Krzywe termomechaniczne dla polimerów amorficznych o różnych ciężarach
cząsteczkowych; M g - graniczny ciężar cząsteczkowy
Wielkość ftjgfipru ce^tfeezkawago wywiera również wgjyw nąj$£tałt krzywej
termomechanicznej, co ilustrują wykresy na rys. 2.6.
2 1. Rodzaj atomów i wiązań w makrocząsteczce
32
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 33/268
E
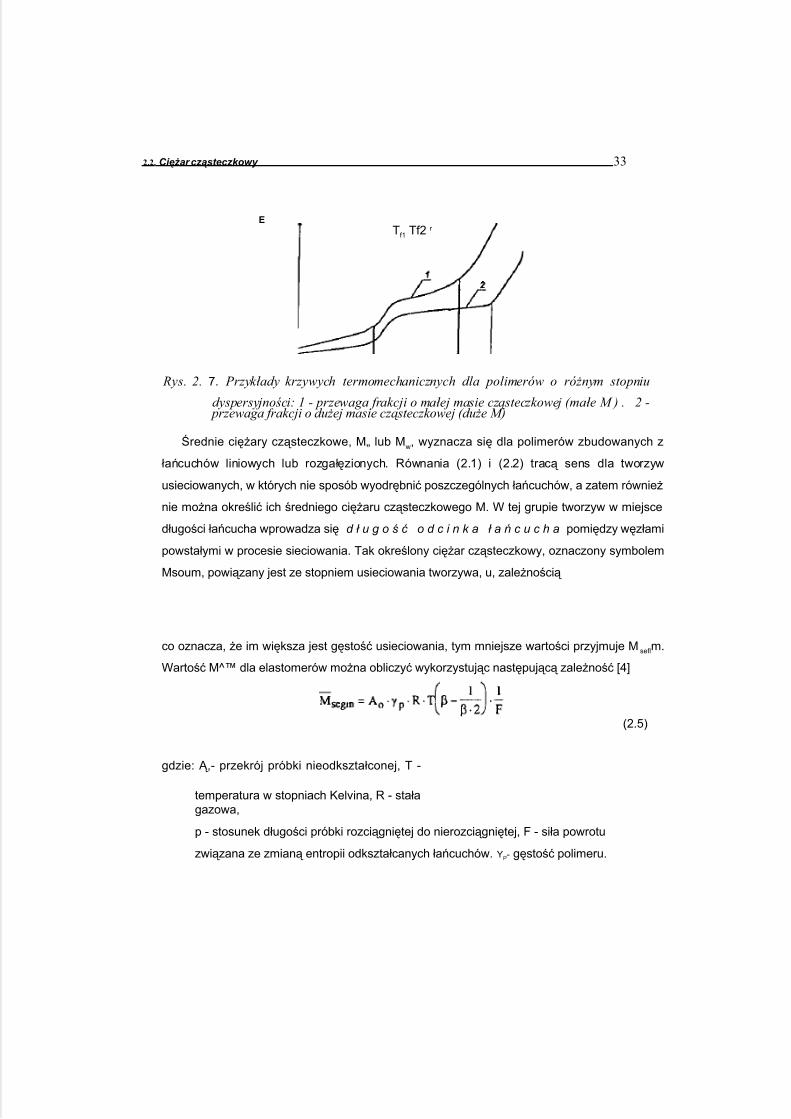
Rys. 2. 7. Przykłady krzywych termomechanicznych dla polimerów o różnym stopniu
dyspersyjności: 1 - przewaga frakcji o małej masie cząsteczkowej (małe M ) . 2 - przewaga frakcji o dużej masie cząsteczkowej (duże M)
Średnie ciężary cząsteczkowe, M„ lub Mw, wyznacza się dla polimerów zbudowanych z
łańcuchów liniowych lub rozgałęzionych. Równania (2.1) i (2.2) tracą sens dla tworzyw
usieciowanych, w których nie sposób wyodrębnić poszczególnych łańcuchów, a zatem również
nie można określić ich średniego ciężaru cząsteczkowego M. W tej grupie tworzyw w miejsce
długości łańcucha wprowadza się d ł u g o ś ć o d c i n k a ł a ń c u c h a pomiędzy węzłami
powstałymi w procesie sieciowania. Tak określony ciężar cząsteczkowy, oznaczony symbolem
Msoum, powiązany jest ze stopniem usieciowania tworzywa, u, zależnością
co oznacza, że im większa jest gęstość usieciowania, tym mniejsze wartości przyjmuje M seflm.
Wartość M^™ dla elastomerów można obliczyć wykorzystując następującą zależność [4]
(2.5)
gdzie: Ą,- przekrój próbki nieodkształconej, T -
temperatura w stopniach Kelvina, R - stałagazowa,
p - stosunek długości próbki rozciągniętej do nierozciągniętej, F - siła powrotu
związana ze zmianą entropii odkształcanych łańcuchów. YP- gęstość polimeru.
Tf1 Tf2 r
2.2. Ciężar cząsteczkowy 33
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 34/268
2.3. Elementy budowy fizycznej łańcucha
Kolejnym elementem budowy tworzywa, mającym istotny wpływ na jego właściwości, jest
tzw. budowa fizyczna łańcucha. Przez to określenie rozumie się tu następujące cechy: kształt
łańcucha, jego konfigurację, tzn. sposób uporządkowania merów w łańcuchu, oraz
stereometrię, czyli przestrzenne uporządkowanie grup bocznych w makrocząsteczce.
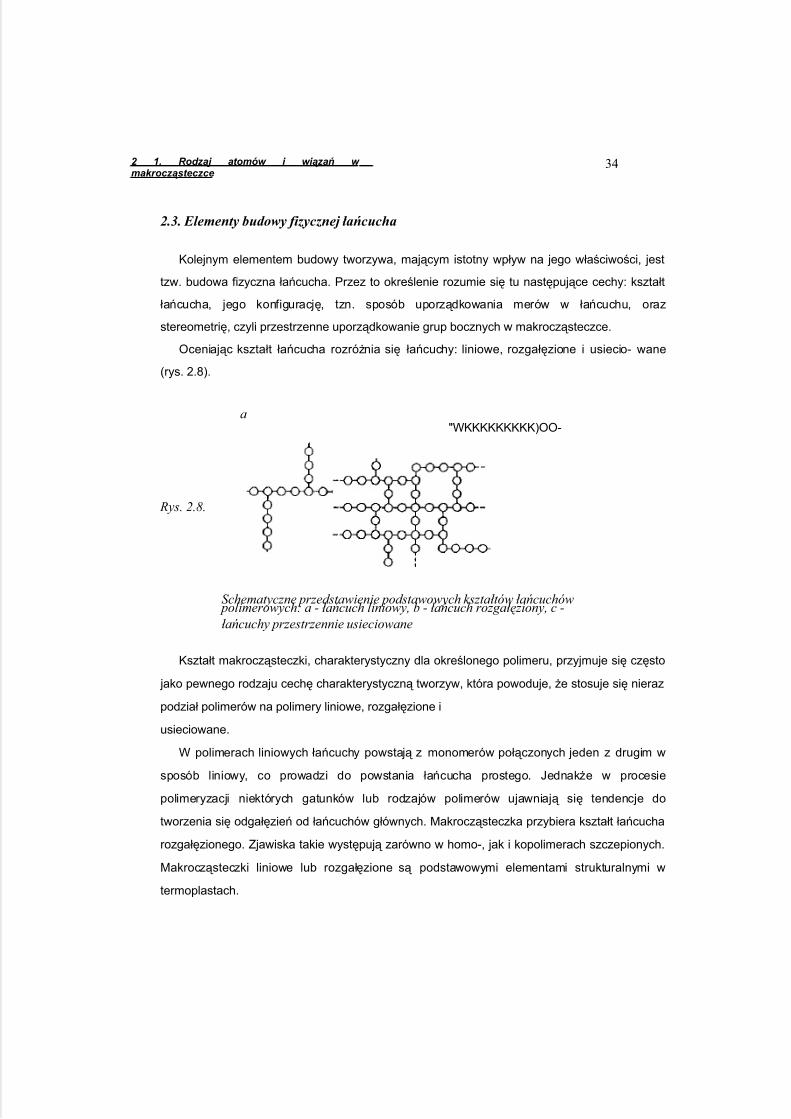
Oceniając kształt łańcucha rozróżnia się łańcuchy: liniowe, rozgałęzione i usiecio- wane
(rys. 2.8).
a"WKKKKKKKKK)OO-
Rys. 2.8.
Schematyczne przedstawienie podstawowych kształtów łańcuchów polimerowych: a - łańcuch liniowy, b - łańcuch rozgałęziony, c -łańcuchy przestrzennie usieciowane
Kształt makrocząsteczki, charakterystyczny dla określonego polimeru, przyjmuje się często
jako pewnego rodzaju cechę charakterystyczną tworzyw, która powoduje, że stosuje się nieraz
podział polimerów na polimery liniowe, rozgałęzione i
usieciowane.
W polimerach liniowych łańcuchy powstają z monomerów połączonych jeden z drugim w
sposób liniowy, co prowadzi do powstania łańcucha prostego. Jednakże w procesie
polimeryzacji niektórych gatunków lub rodzajów polimerów ujawniają się tendencje do
tworzenia się odgałęzień od łańcuchów głównych. Makrocząsteczka przybiera kształt łańcucha
rozgałęzionego. Zjawiska takie występują zarówno w homo-, jak i kopolimerach szczepionych.
Makrocząsteczki liniowe lub rozgałęzione są podstawowymi elementami strukturalnymi w
termoplastach.
2 1. Rodzaj atomów i wiązań w makrocząsteczce
34
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 35/268
W polimerach usieciowanych makrocząsteczki powstają z jednostek rnonomerycznych
mających więcej niż dwa wiązania aktywne, co prowadzi do powstania łańcuchów
połączonych wiązaniami poprzecznymi, tworzącymi w efekcie sieć przestrzenną w postaci
jednej olbrzymiej cząsteczki (przy dużym stopniu usieciowania). Wiązania kowalencyjne
utrzymują całą strukturę tak silnie, że materiały te nie ulegają mięknięciu podczas
ogrzewania, a przed stopieniem się ulegają rozkładowi. W tworzywach o budowie
usieciowanej pojęcie makrocząsteczki staje się jakby umowne, ponieważ właściwie jest nią
cała masa usieciowanego tworzywa. Ten typ budowy występuje w duroplastach.Drugim elementem budowy makrocząsteczki, mającym wpływ na własności tworzywa,
jest porządek łączenia się ze sobą poszczególnych cząstek monomeru, czyli tzw.
k o n f i g u r a c j a ł a ń c u c h a .
Mery, tworzące łańcuch, mają dwa końce. Jeśli końce te mają różną budowę, to
sekwencje merów w łańcuchu mogą być różne. Wyróżnia się dwa możliwe połączenia
merów, tzw. głowa do ogona oraz ogon do ogona (lub głowa do głowy).
Można to zilustrować na przykładzie jednostki winylowej:XI
-CH2 - CH winylowa jednostka monomerowa
X XI I
-CH2 - CH - CH2 - CH - połączenie typu „głowa do ogona"
X X II
-CH2- CH - CH - CH2 połączenie typu „ogon do ogona"
Większość polimerów winylowych wykazuje połączenie typu głowa do ogona. Mozę
jednak również wystąpić druga postać, co zakłóca regularność budowy i może wpływać na
obniżenie krystaliczności tworzywa.
Oprócz takiego uporządkowania merów w łańcuchu, duże znaczenie z punktu widzenia
własności tworzywa ma tzw. i z o m e r i a p r z e s t r z e n n a (zwana także s t e r e o
i z o m e r i ą ) . Ten rodzaj uporządkowania dotyczy sposobu rozmieszczenia
merów i podstawników w makrocząsteczkach. Wyróżnia się trzy podstawowe rodzaje
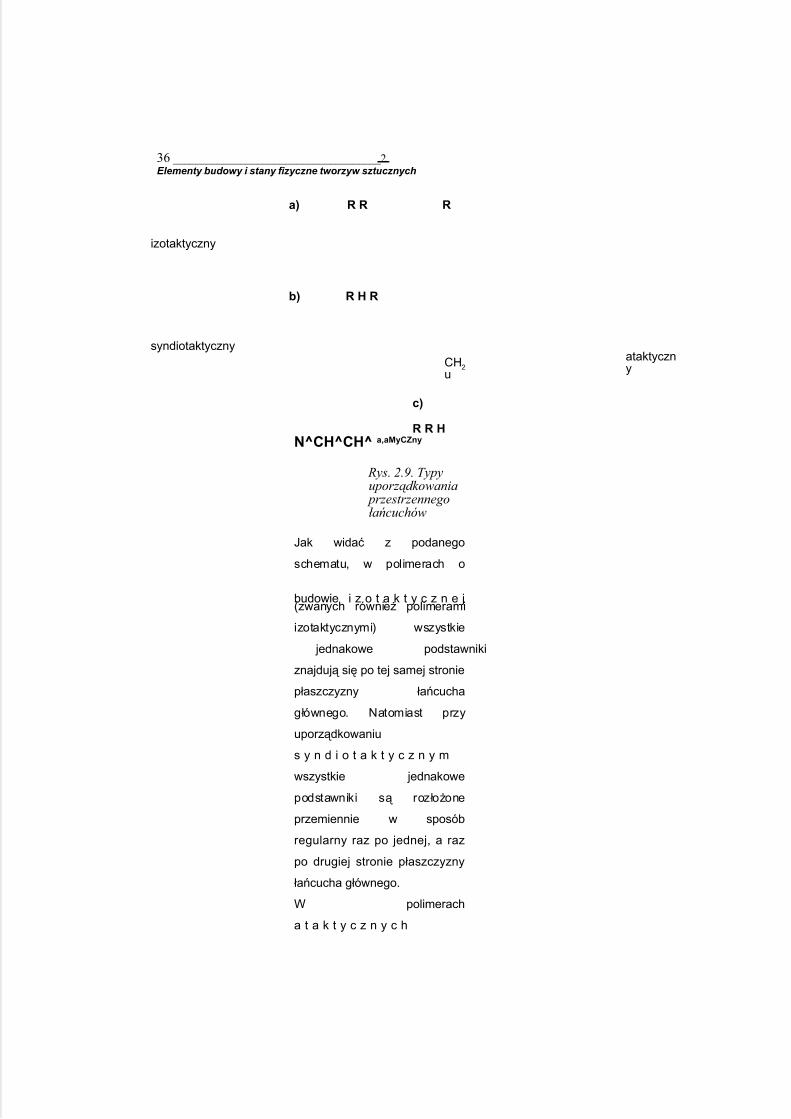
uporządkowania przestrzennego: izotaktyczny, syndiotaktyczny i ataktyczny. Schematycznie
ilustruje to rys. 2.9.
2.3. Elementy budowy fizycznej łańcucha 35
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 36/268
a) R R R
izotaktyczny
b) R H R
syndiotaktyczny
CH2u
c)
R R HN^CH^CH^ a,aMyCZny
Rys. 2.9. Typyuporządkowania przestrzennegołańcuchów
Jak widać z podanego
schematu, w polimerach o
budowie i z o t a k t y c z n e j(zwanych również polimerami
izotaktycznymi) wszystkie
jednakowe podstawniki
znajdują się po tej samej stronie
płaszczyzny łańcucha
głównego. Natomiast przy
uporządkowaniu
s y n d i o t a k t y c z n y m
wszystkie jednakowe
podstawniki są rozłożone
przemiennie w sposób
regularny raz po jednej, a raz
po drugiej stronie płaszczyzny
łańcucha głównego.
W polimerach
a t a k t y c z n y c h
ataktyczny
36 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 37/268
podstawniki rozmieszczone są w stosunku do płaszczyzny
łańcucha głównego
chaotycznie, w sposób zupełnie
przypadkowy.
Typ uporządkowania
przestrzennego rzutuje na
szereg różnych właściwości
polimerów. Przykładowo
regularność budowy polimerówizotaktycznych sprzyja
tworzeniu się fazy krystalicznej,
w związku z czym wzrasta
wytrzymałość mechaniczna i
zwiększa się odporność cieplna
takich polimerów.
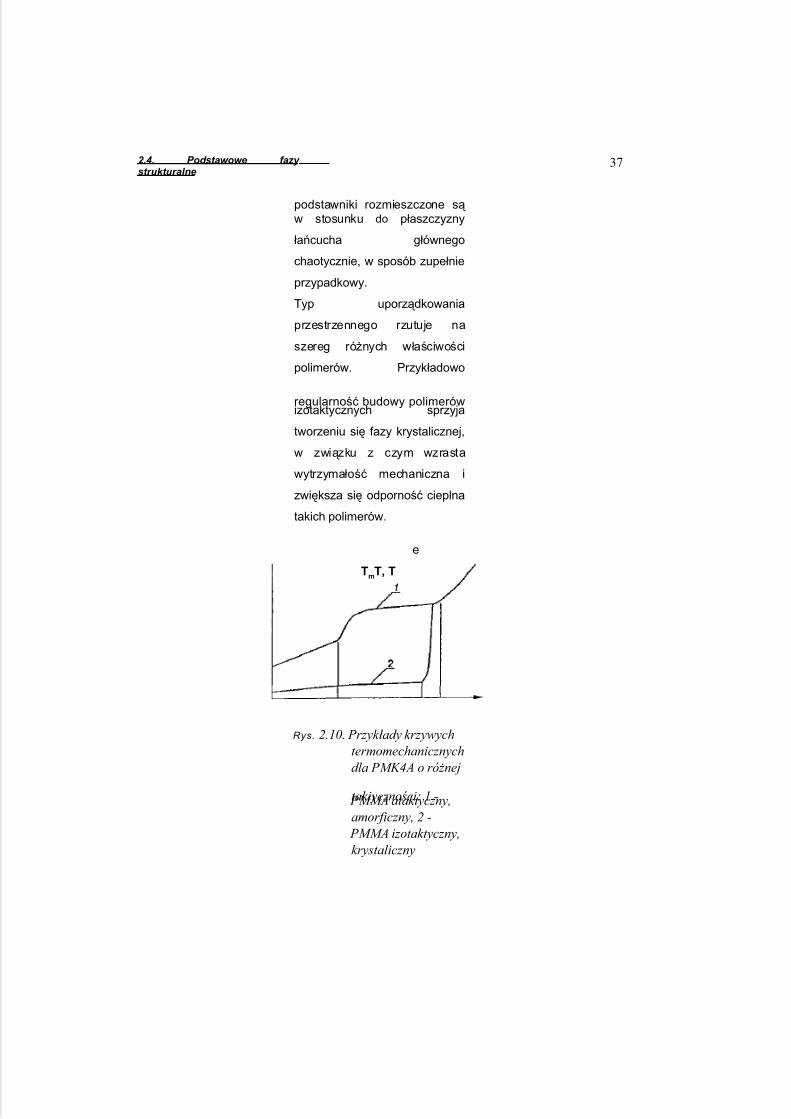
e
Rys. 2.10. Przykłady krzywychtermomechanicznychdla PMK4A o różnej
takiyczności: 1 - PMMA ataktyczny,amorficzny, 2 - PMMA izotaktyczny,krystaliczny
TmT, T
372.4. Podstawowe fazy strukturalne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 38/268
Ilustrują to wykresy na rys.
2.10 przedstawiające krzywe
termomechaniczne PMMA o
różnej taktyczności.
Jak widać z przytoczonych
wykresów, w tworzywie
izotaktycznym znacznemu
wzrostowi temperatury (aż do
Tm) towarzyszy bardzo mały
przyrost odkształceń, podczas
gdy w tworzywach ataktycznych
odkształcenia są znacznie
większe, a ich intensywność i
charakter zależą od
temperatury. Takie zachowanie
się tworzyw izotaktycznych
wiąże się z faktem
występowania w nich fazy
krystalicznej, która zanika po
przekroczeniu Tm.
2.4. Podstawowe fazy strukturalne
Kolejnym ważnym
czynnikiem, wywierającym
istotny wpływ na własności
polimerów, jest ich struktura
fizyczna, którą określają
występujące w polimerach fazy
strukturalne.
W polimerach wyróżnia się
38 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 39/268
dwie podstawowe fazystrukturalne: amorficzną i
krystaliczną
F a z ę a m o r f i c z n ą ,
zwaną również bezpostaciową
tworzą makrocząsteczki
łańcuchowe ataktyczne,
rozgałęzione, z dużymi grupami
bocznymi. Łańcuchy takie
wikłają się w sposób chaotyczny
i mimo gęstego upakowania nie
wykazują budowy krystalicznej.
Makrocząsteczki polimerów
bezpostaciowych pod wpływem
jednoosiowego rozciągania
podlegają częściowej orientacji,
tj. ułożeniu się łańcuchów
równoległemu do działania
obciążenia, ale jedynie w takim
stopniu, na jaki pozwalają supły
splątanych łańcuchów (rys.
2.11).
392.4. Podstawowe fazy strukturalne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 40/268
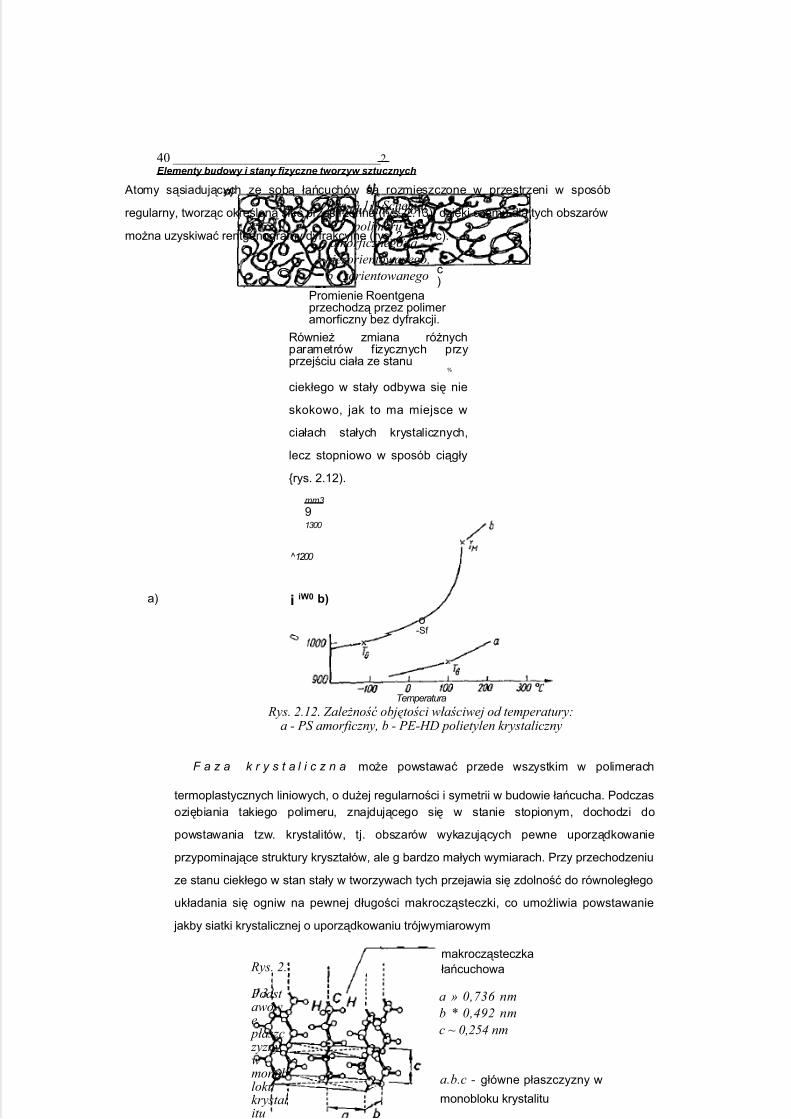
Promienie Roentgenaprzechodzą przez polimer amorficzny bez dyfrakcji.
Również zmiana różnychparametrów fizycznych przyprzejściu ciała ze stanu
%
ciekłego w stały odbywa się nie
skokowo, jak to ma miejsce w
ciałach stałych krystalicznych,
lecz stopniowo w sposób ciągły
{rys. 2.12).
mm3
91300
1200
i iW0 b)
Rys. 2.11. Schemat układu łańcuchów polimeru
amorficznego: a -niezorientowanego,b - zorientowanego
o-Sf
Temperatura
Rys. 2.12. Zależność objętości właściwej od temperatury:a - PS amorficzny, b - PE-HD polietylen krystaliczny
makrocząsteczkałańcuchowa
a » 0,736 nmb * 0,492 nmc ~ 0,254 nm
a.b.c - główne płaszczyzny w
monobloku krystalitu
Rys. 2.
J 3 . Podst awowe płaszc zyznywmonoblokukrystal itu
F a z a k r y s t a l i c z n a może powstawać przede wszystkim w polimerach
termoplastycznych liniowych, o dużej regularności i symetrii w budowie łańcucha. Podczasoziębiania takiego polimeru, znajdującego się w stanie stopionym, dochodzi do
powstawania tzw. krystalitów, tj. obszarów wykazujących pewne uporządkowanie
przypominające struktury kryształów, ale g bardzo małych wymiarach. Przy przechodzeniu
ze stanu ciekłego w stan stały w tworzywach tych przejawia się zdolność do równoległego
układania się ogniw na pewnej długości makrocząsteczki, co umożliwia powstawanie
jakby siatki krystalicznej o uporządkowaniu trójwymiarowym
c)
a)
Atomy sąsiadujących ze sobą łańcuchów są rozmieszczone w przestrzeni w sposób
regularny, tworząc określoną sieć przestrzenną (rys. 2.13), dzięki czemu dla tych obszarów
można uzyskiwać rentgenogramy dyfrakcyjne (rys. 2.14 b, c).
40 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 41/268
O
Rys. 2.14.
Rentgenogramy polimerówo
zróżnicowanych fazach strukturalnych: a -amorficzny, b- częściowokrystaliczny przed obciążeniem,c - ten sam polimer (częściowo
krystalicznyj po obciążeniu
Układanie się równoległe
ogniw łańcucha następuje w
wyniku jego wielokrotnego
sfaldowania i bardzo gęstego
upakowania (rys. 2.15).
412.4. Podstawowe fazy strukturalne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 42/268
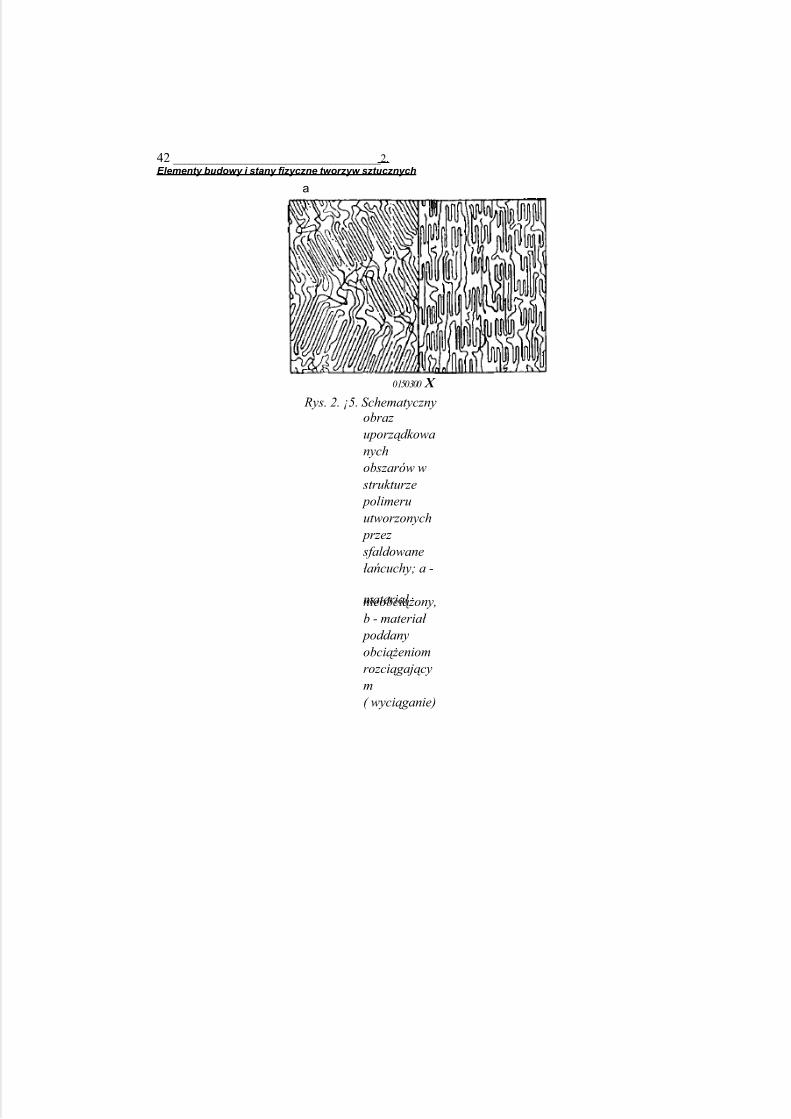
Rys. 2. ¡5. Schematycznyobrazuporządkowanychobszarów w strukturze polimeruutworzonych przez sfaldowanełańcuchy; a -
materiał nieobciążony,b - materiał poddanyobciążeniomrozciągającym( wyciąganie)
a) b)
0 150 300 X
42 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 43/268
Uporządkowane obszary,
zwane krystalitami, mają bardzo
małe rozmiary, wynoszące 0,01 -
0,1 jim.
W polimerach, nawet o
najwyższym stopniu
krystaliczności, faza krystaliczna
nigdy nie osiąga udziałuwynoszącego 100%. Zwykle
obszary krystaliczne są
rozdzielone obszarami
nieuporządkowanymi -
amorficznymi.
Stopień krystaliczności
wyrażony ułamkiem lub
procentem wagowym (udział
krystalicznych obszarów
polimeru w jego masie), nie jest
wielkością stałą i niezmienną dla
danego typu polimeru.
Niezależnie bowiem od trzech
podstawowych czynników
warunkujących pojawienie się
fazy krystalicznej, do których
zalicza się: małą lepkość
tworzywa w stanie ciekłym,
prawidłową budowę cząstek
(taktyczność) oraz duże siły
między cząsteczkowe - stopień
krystaliczności zależy również od
warunków i szybkości chłodzenia
Rys. 2.16. Schemat struktury krystalicznej oparty na teorii micel frędzlowych
432.4. Podstawowe fazy strukturalne

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 44/268
stopu. Gdy chłodzenie wzakresie temperatur bliskich
temperatury krystalizacji jest
powolne, wówczas cząsteczki
mają czas na to, by zająć
położenia odpowiadające
wymogom sieci krystalicznej, co
zapewnia uzyskanie dużego
stopnia krystaliczności oraz
pojawienie się stosunkowo
dużych obszarów krystalicznych.
Według pierwotnej teorii, zwanej
t e o r i ą m i c e I
f rędzlowych (1932-1942 r.),
krystality miały się składać z
prostych, gęsto upakowanych
równoległych odcinków
łańcuchów bezładnie
rozmieszczonych w
bezpostaciowej osnowie (rys.
2.16).
44 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 45/268
Jedria cząstka polimeru, jak
widać, miała się rozciągać na
szereg obszarów krystalicznych
i bezpostaciowych.
Prowadzone w następnych
latach badania wykazały jednak,
że krystality mogą tworzyć
większe zgrupowania, o
kształcie w przybliżeniu
kulistym, zwane
s f e r o l i t a m i . Na obrazie
mikroskopowym, otrzymanym w
świetle spolaryzowanym,
sferolity ukazują się w postaci
smug wygaszania o kształcie
krzyża maltańskiego (rys. 2.17).
Keller wykazał [10j, że sferolit
powstaje z nitkowego zarodka,
który rozrastając się wzdłuż
tworzy równocześnie
odgałęzienia i skręca się w
regularnych odstępach.
Przypuszcza się, że składa
się on ze skręconych wstęg
utworzonych przez sfałdowane
452.4. Podstawowe fazy strukturalne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 46/268
cząsteczki, zwane i a m e I
a m i .
Z kolei ułożone równolegle
względem siebie, wyciągnięte i
gęsto upakowane segmenty
makrocząsteczek tworzących
krystality nazywa się f i b r
y I a m i .
Podczas gdy lamele
prowadzą do powstawaniasferolitów, to z kolei fibryle
prowadzą do powstawania
krystalicznych struktur
pasmowych. Rozmiar sferolitów
zależy od warunków
krystalizacji, przy czym
największe sferolity otrzymuje
się w wyniku krystalizacji
izotermicznej w temperaturze
nieco niższej od temperatury
topnienia; osiągają wielkość
średnicy do 0,10 mm.
Powstawanie tak dużych
nadstruktur prowadzi m.in. do
utraty przezroczystości w
polimerze.
46 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 47/268
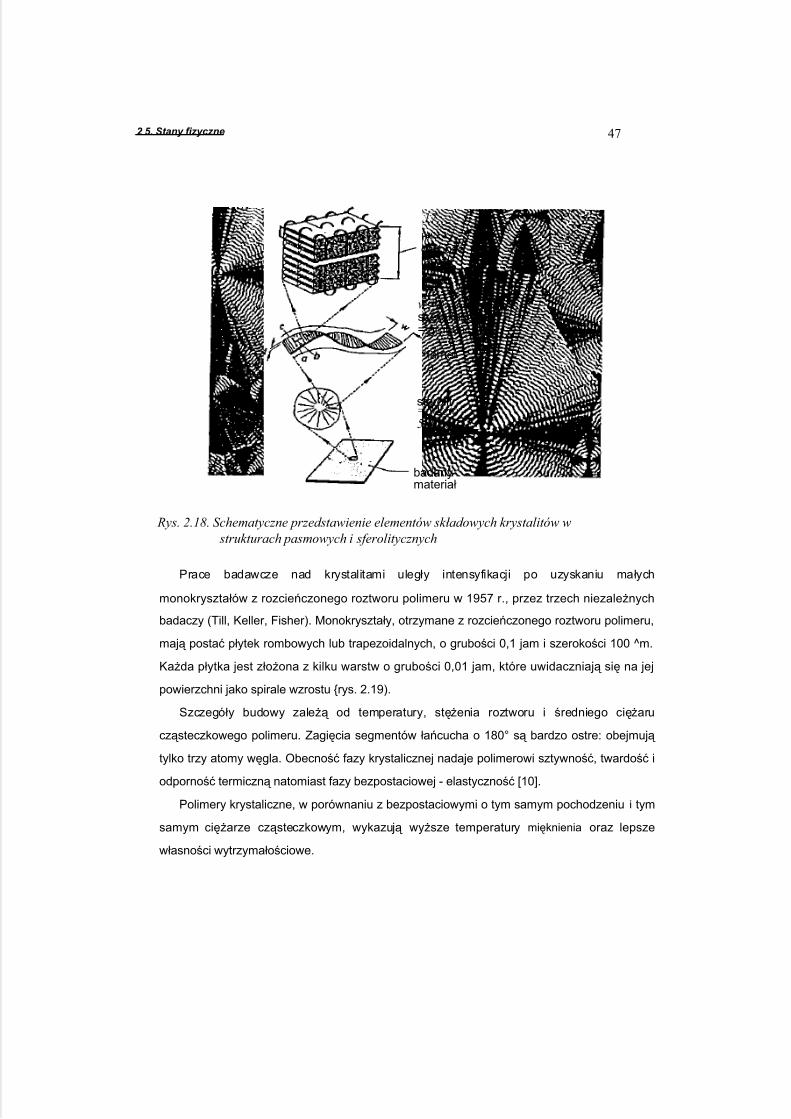
Prace badawcze nad krystalitami uległy intensyfikacji po uzyskaniu małych
monokryształów z rozcieńczonego roztworu polimeru w 1957 r., przez trzech niezależnych
badaczy (Till, Keller, Fisher). Monokryształy, otrzymane z rozcieńczonego roztworu polimeru,
mają postać płytek rombowych lub trapezoidalnych, o grubości 0,1 jam i szerokości 100 ^m.
Każda płytka jest złożona z kilku warstw o grubości 0,01 jam, które uwidaczniają się na jej
powierzchni jako spirale wzrostu {rys. 2.19).
Szczegóły budowy zależą od temperatury, stężenia roztworu i średniego ciężaru
cząsteczkowego polimeru. Zagięcia segmentów łańcucha o 180° są bardzo ostre: obejmują
tylko trzy atomy węgla. Obecność fazy krystalicznej nadaje polimerowi sztywność, twardość i
odporność termiczną natomiast fazy bezpostaciowej - elastyczność [10].
Polimery krystaliczne, w porównaniu z bezpostaciowymi o tym samym pochodzeniu i tym
samym ciężarze cząsteczkowym, wykazują wyższe temperatury mięknienia oraz lepsze
własności wytrzymałościowe.
I ł y s . 2.17.Sferolity w
polietylenieukazujące się w
świetle spolaryzowany
m w postacikrzyży
maltańskich
grubośćlameli
w -szerokość i= grubość
lamela
sferolit=50 eto500ym
badanymateriał
Rys. 2.18. Schematyczne przedstawienie elementów składowych krystalitów w strukturach pasmowych i sferolitycznych
472 5. Stany fizyczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 48/268
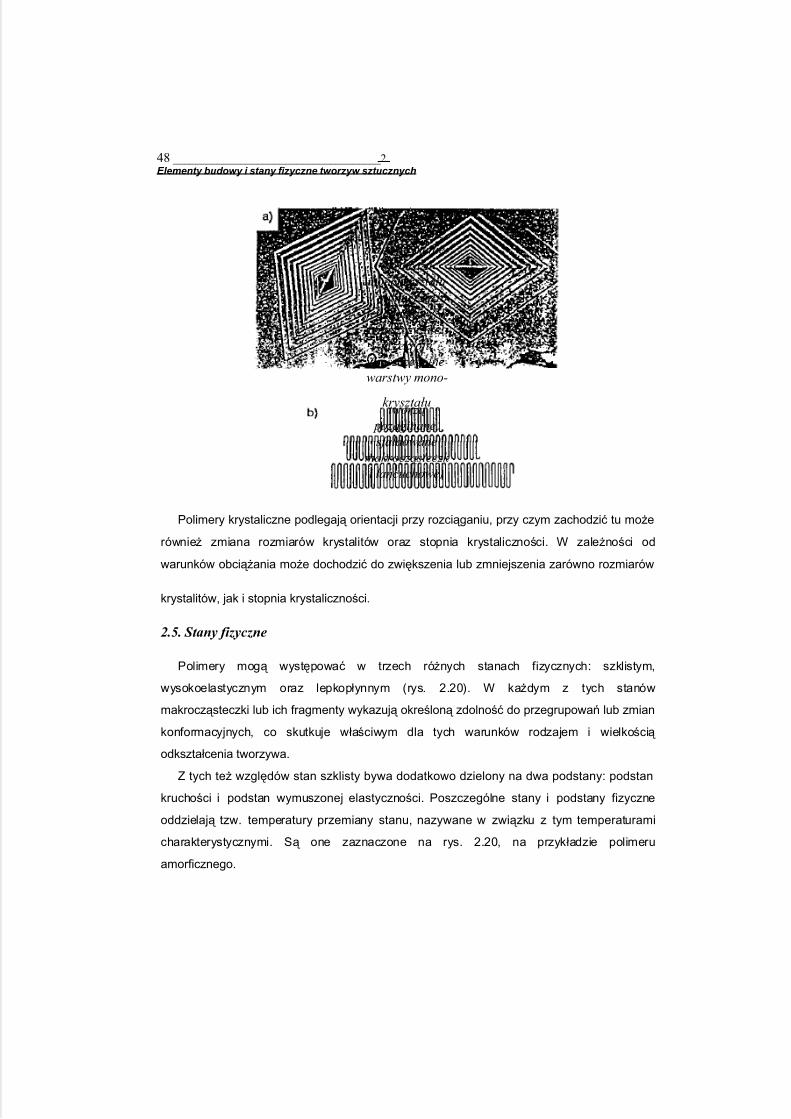
Polimery krystaliczne podlegają orientacji przy rozciąganiu, przy czym zachodzić tu może
również zmiana rozmiarów krystalitów oraz stopnia krystaliczności. W zależności od
warunków obciążania może dochodzić do zwiększenia lub zmniejszenia zarówno rozmiarów
krystalitów, jak i stopnia krystaliczności.
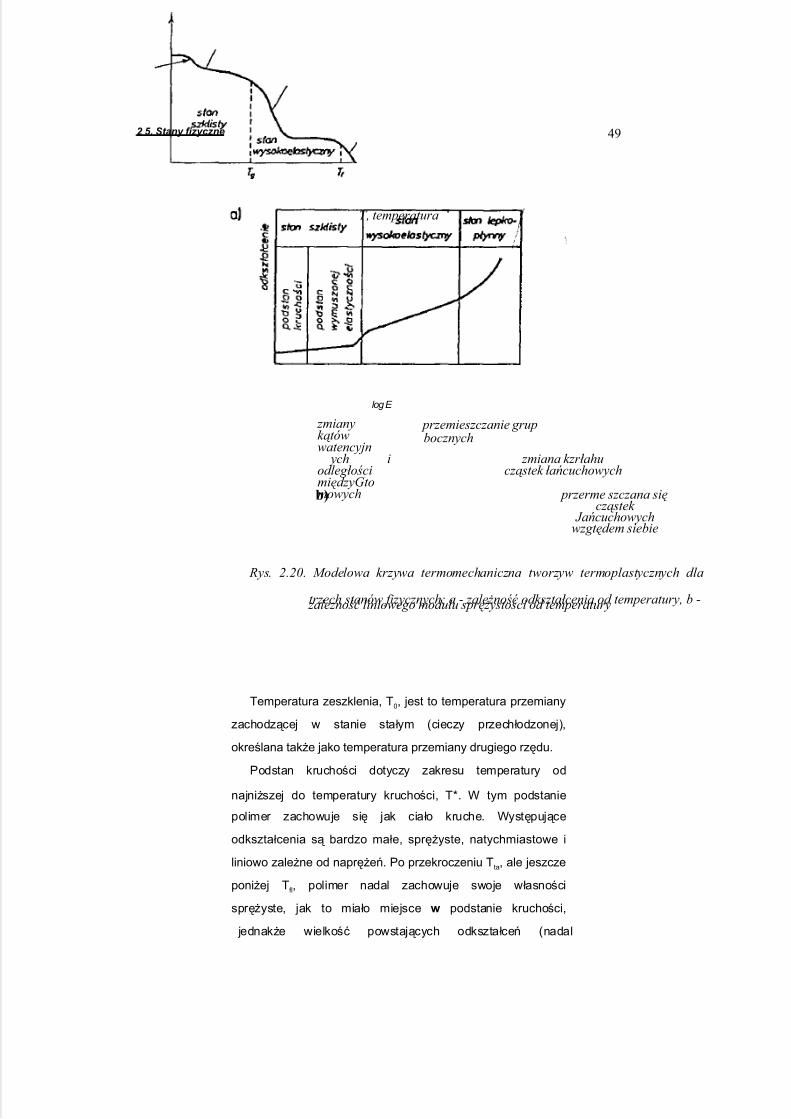
2.5. Stany fizyczne
Polimery mogą występować w trzech różnych stanach fizycznych: szklistym,
wysokoelastycznym oraz lepkopłynnym (rys. 2.20). W każdym z tych stanów
makrocząsteczki lub ich fragmenty wykazują określoną zdolność do przegrupowań lub zmian
konformacyjnych, co skutkuje właściwym dla tych warunków rodzajem i wielkością
odkształcenia tworzywa.
Z tych też względów stan szklisty bywa dodatkowo dzielony na dwa podstany: podstan
kruchości i podstan wymuszonej elastyczności. Poszczególne stany i podstany fizyczne
oddzielają tzw. temperatury przemiany stanu, nazywane w związku z tym temperaturami
charakterystycznymi. Są one zaznaczone na rys. 2.20, na przykładzie polimeru
amorficznego.
48 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
Rys. 2.19.
Schematyczne przedstawienie:
a) obrazumonokryształuw polimerze, b) jego budowy w
płaszczyźnie przekroju
(poszczególnewarstwy mono-
kryształutworzą pozaginane, sfałdowane
makrocząsteczk i łańcuchowe)
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 49/268
Temperatura zeszklenia, T0, jest to temperatura przemiany
zachodzącej w stanie stałym (cieczy przechłodzonej),
określana także jako temperatura przemiany drugiego rzędu.
Podstan kruchości dotyczy zakresu temperatury od
najniższej do temperatury kruchości, T*. W tym podstanie
polimer zachowuje się jak ciało kruche. Występujące
odkształcenia są bardzo małe, sprężyste, natychmiastowe i
liniowo zależne od naprężeń. Po przekroczeniu Tta, ale jeszcze
poniżej Tfl, polimer nadal zachowuje swoje własności
sprężyste, jak to miało miejsce w podstanie kruchości,
jednakże wielkość powstających odkształceń (nadal
T, temperatura
b)
log E
przemieszczanie grupbocznych
zmiana kzrłahucząstek łańcuchowych
Rys. 2.20. Modelowa krzywa termomechaniczna tworzyw termoplastycznych dla
trzech stanów fizycznych: a - zależność odkształcenia od temperatury, b - zalezność liniowego modułu sprężystości od temperatury
zmianykątówwatencyjn ych iodległościmiędzyGtomowych przerme szczana się
cząstek Jańcuchowychwzgtędem siebie
492 5. Stany fizyczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 50/268
odwracalnych) znacznie wzrasta.
Wysokość temperatury zeszklenia, Ts, zależy m. in. od
budowy przestrzennej polimeru. Polimery zbudowane z długich
łańcuchów, a więc o dużej masie cząsteczkowej, posiadające
duże grupy boczne oraz grupy polarne, posiadają zwykle
wysokie temperatury zeszklenia.
50 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
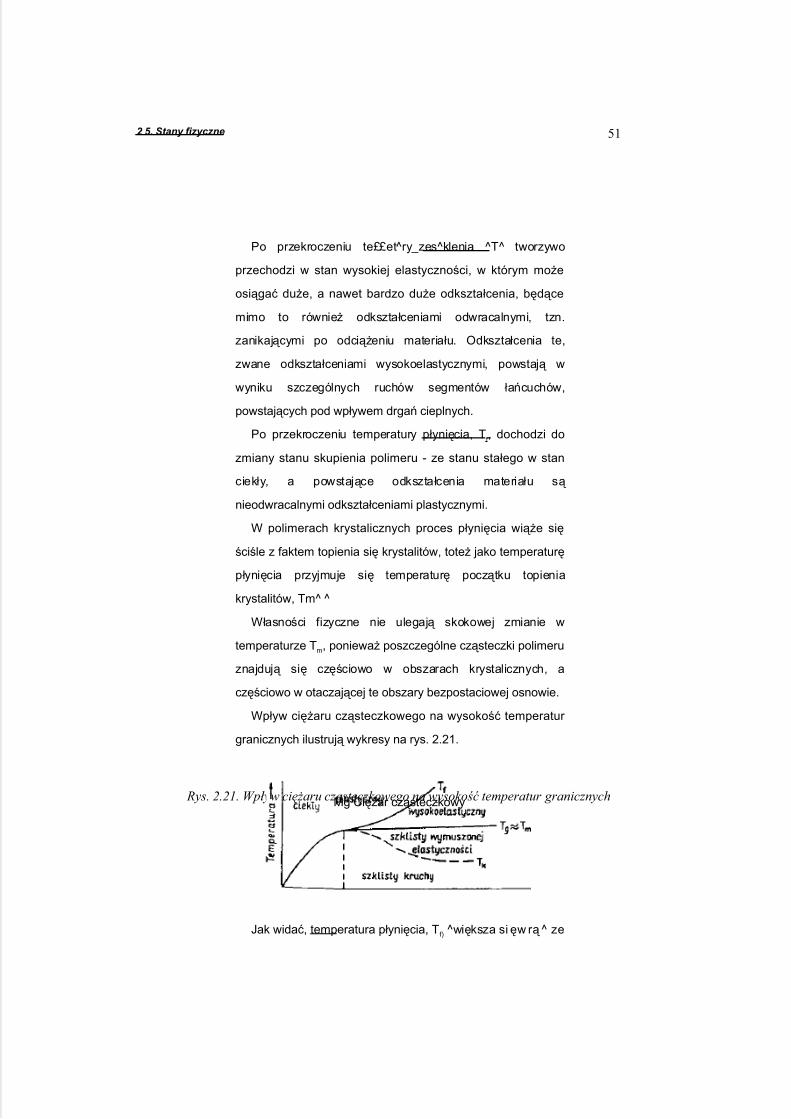
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 51/268
Po przekroczeniu te££et ry_zes^klenia ^T^ tworzywo
przechodzi w stan wysokiej elastyczności, w którym może
osiągać duże, a nawet bardzo duże odkształcenia, będące
mimo to również odkształceniami odwracalnymi, tzn.
zanikającymi po odciążeniu materiału. Odkształcenia te,
zwane odkształceniami wysokoelastycznymi, powstają w
wyniku szczególnych ruchów segmentów łańcuchów,
powstających pod wpływem drgań cieplnych.
Po przekroczeniu temperatury płynięcia, Tt, dochodzi do
zmiany stanu skupienia polimeru - ze stanu stałego w stan
ciekły, a powstające odkształcenia materiału są
nieodwracalnymi odkształceniami plastycznymi.
W polimerach krystalicznych proces płynięcia wiąże się
ściśle z faktem topienia się krystalitów, toteż jako temperaturę
płynięcia przyjmuje się temperaturę początku topienia
krystalitów, Tm^ ^
Własności fizyczne nie ulegają skokowej zmianie w
temperaturze Tm, ponieważ poszczególne cząsteczki polimeru
znajdują się częściowo w obszarach krystalicznych, a
częściowo w otaczającej te obszary bezpostaciowej osnowie.
Wpływ ciężaru cząsteczkowego na wysokość temperatur
granicznych ilustrują wykresy na rys. 2.21.
Jak widać, temperatura płynięcia, Tf) ^większa si ęw rą ^ ze
Rys. 2.21. Wpły
w ciężaru cząsteczkowego na wysokość temperatur granicznychMg Ciężar cząsteczkowy
512 5. Stany fizyczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 52/268
wzrostem ciężaru cząsteczkowego, polimeru; przy stałym
poziomie temperatury zeszklenia, Tg, rozszerza to zakres
temperatury, w której polimer jest w stanie
wysokoelastycznym.
Biorąc pod uwagę m o ż l i w o ś c i
o d k s z t a ł c e n i o w e tworzyw polimerowych w
poszczególnych stanach fizycznych można wnioskować, że
całkowite odkształcenie względne polimeru, e, wyrazić można
jako sumę trzech
52 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
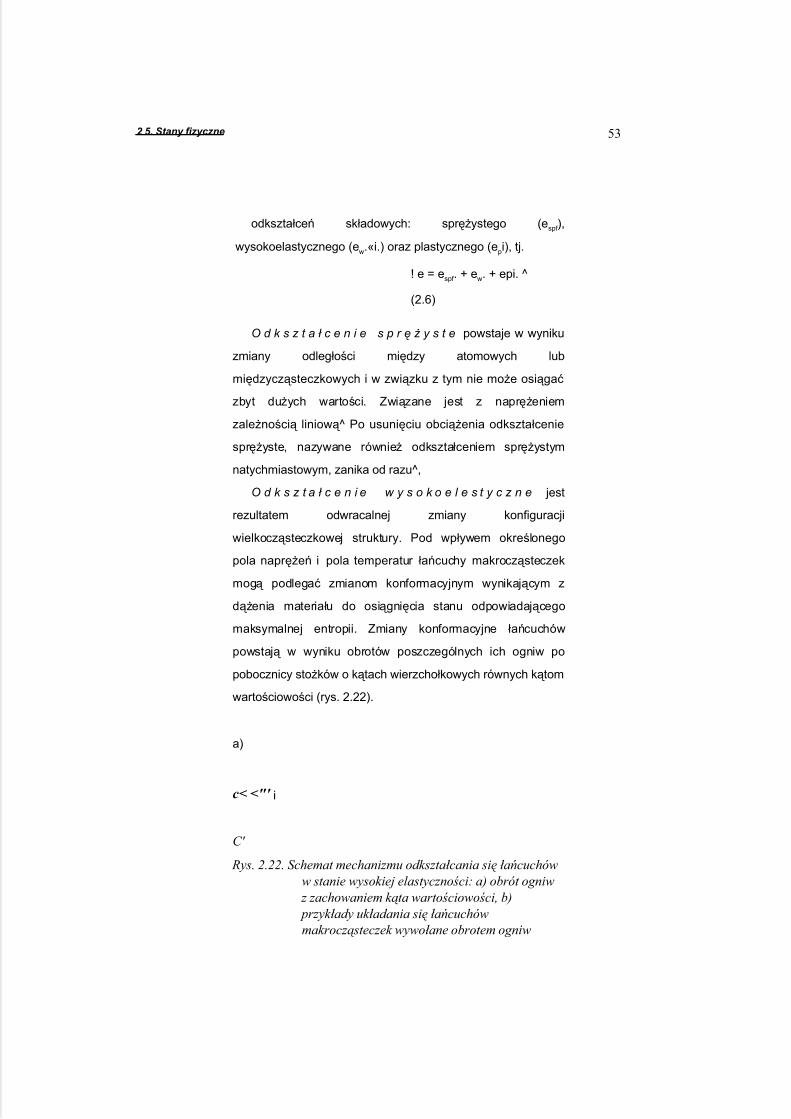
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 53/268
odkształceń składowych: sprężystego (espf ),
wysokoelastycznego (ew.«i.) oraz plastycznego (epi), tj.
! e = espf . + ew. + epi. ^
(2.6)
O d k s z t a ł c e n i e s p r ę ż y s t e powstaje w wyniku
zmiany odległości między atomowych lub
międzycząsteczkowych i w związku z tym nie może osiągać
zbyt dużych wartości. Związane jest z naprężeniem
zależnością liniową^ Po usunięciu obciążenia odkształcenie
sprężyste, nazywane również odkształceniem sprężystym
natychmiastowym, zanika od razu^,
O d k s z t a ł c e n i e w y s o k o e l e s t y c z n e jest
rezultatem odwracalnej zmiany konfiguracji
wielkocząsteczkowej struktury. Pod wpływem określonego
pola naprężeń i pola temperatur łańcuchy makrocząsteczek
mogą podlegać zmianom konformacyjnym wynikającym z
dążenia materiału do osiągnięcia stanu odpowiadającego
maksymalnej entropii. Zmiany konformacyjne łańcuchów
powstają w wyniku obrotów poszczególnych ich ogniw po
pobocznicy stożków o kątach wierzchołkowych równych kątom
wartościowości (rys. 2.22).
a)
c< <"' i
C'
Rys. 2.22. Schemat mechanizmu odkształcania się łańcuchóww stanie wysokiej elastyczności: a) obrót ogniw z zachowaniem kąta wartościowości, b) przykłady układania się łańcuchówmakrocząsteczek wywołane obrotem ogniw
532 5. Stany fizyczne
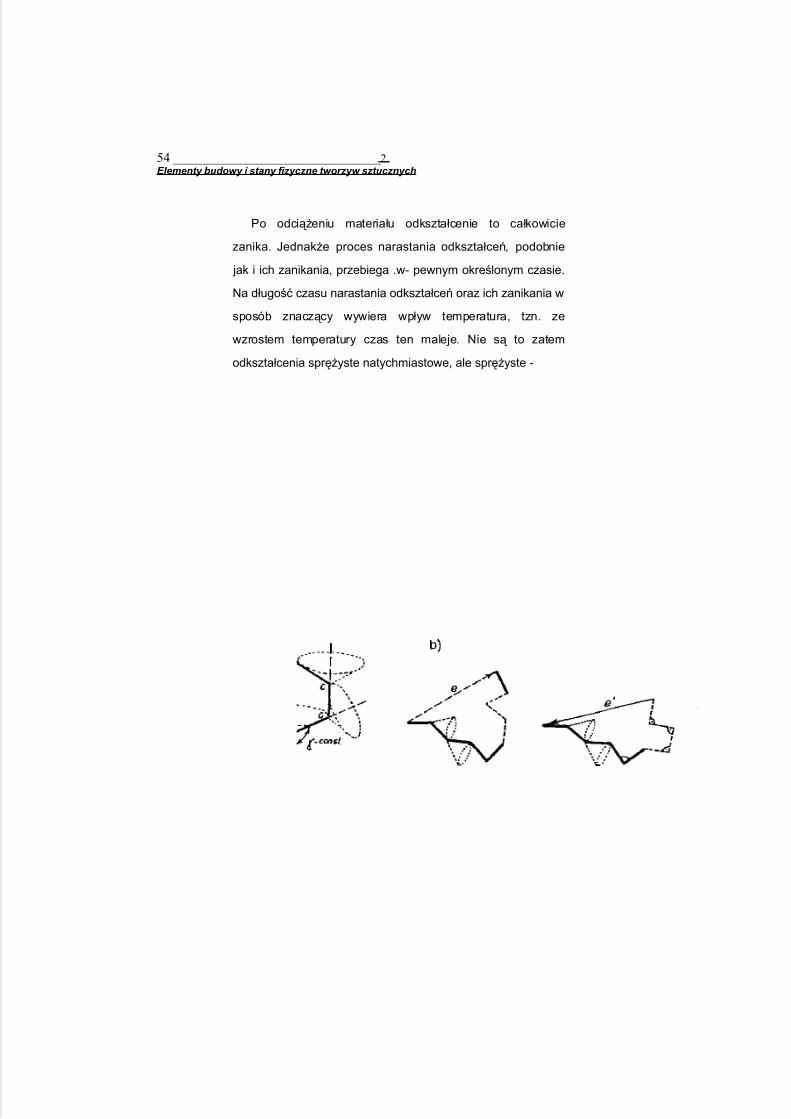
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 54/268
Po odciążeniu materiału odkształcenie to całkowicie
zanika. Jednakże proces narastania odkształceń, podobnie
jak i ich zanikania, przebiega .w- pewnym określonym czasie.
Na długość czasu narastania odkształceń oraz ich zanikania w
sposób znaczący wywiera wpływ temperatura, tzn. ze
wzrostem temperatury czas ten maleje. Nie są to zatem
odkształcenia sprężyste natychmiastowe, ale sprężyste -
54 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 55/268
^ależne od czasu. Stanowi równowagi odpowiada
określona wielkość entropowego członu naprężeń, który
można opisać zależnością dS
o s = - T ¥
(2.7,
gdzie: dS/dl - szybkość zmiany entropii, T - temperatura.
Jak widać, naprężenie entropowe, przy danym
odkształceniu, wzrasta proporcjonalnie do wzrostu
temperatury. Odkształcenie w stanie wysokiej elastyczności
jest zjawiskiem aktywowanym cieplnie. Przy niższych
temperaturach obroty wokół wiązań mogą nie zachodzić
natychmiast po przyłożeniu naprężenia, co tłumaczy się
efektami wzajemnych oddziaływań pomiędzy elementami
strukturalnymi w polimerach. W miarę upływu czasu fluktuacje
energii ruchów cieplnych doprowadzają do obrotów wokół
wiązań i do uzyskania przez łańcuch konformacji
równowagowych. W miarę wzrostu temperatury energia
ruchów cieplnych makrocząsteczek jest większa, co znacznie
przyspiesza pojawienie się elastyczności entropowej. Mogą
zatem zaistnieć również warunki, w których elastyczność
entropo- wa pojawia się praktycznie równocześnie z
pojawieniem się stanu naprężenia.
W polimerach bez wiązań poprzecznych
(nieusieciowanych) omawianym odkształceniom może
również towarzyszyć płynięcie lepkościowe. Materiał w tym
stanie fizycznym zachowuje się jak ciało lepko-sprężyste.
* O d k s z t a ł c e n i e p l a s t y c z n e , powstające w
wyniku nieodwracalnego przegrupowania łańcuchów, staje się
dominującą formą odkształcenia w temperaturach zbliżonych
do temperatury Tf oraz wyższych od niej. W tym obszarze
temperatur materiał osiąga stan lepko-plynny lub lepki,
(plastyczny). Jemperatura, w której to zachodzi, jest tym
552 5. Stany fizyczne

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 56/268
wyższa, im wyższy jest stopień krystaliczności polimeru Na
temperatury graniczne duży wpływ ma również ciężar
cząsteczkowy polimeru (rys. 2.21).
Tworzywa sztuczne, zaliczane do plastomerów,
wykorzystywane są w praktycznej ich eksploatacji na ogół w
temperaturach, w których są w stanie szklistym lub
wysokoelastycznym.
Polimery silnie usieciowane (duroplasty) nie zmieniają
swoich własności według przedstawionego schematu.
Wykazują one ciągłą zmianę _własności aż do temperatury, w
której ulegają rozkładowi. Nie obserwuje się u nich również
występowania stanu wysokiej elastyczności, ponieważ silne
usieciowanie uniemożliwia rozwój odkształceń
charakterystycznych dla tego stanu.
56 _____________________________________2.Elementy budowy i stany fizyczne tworzyw sztucznych
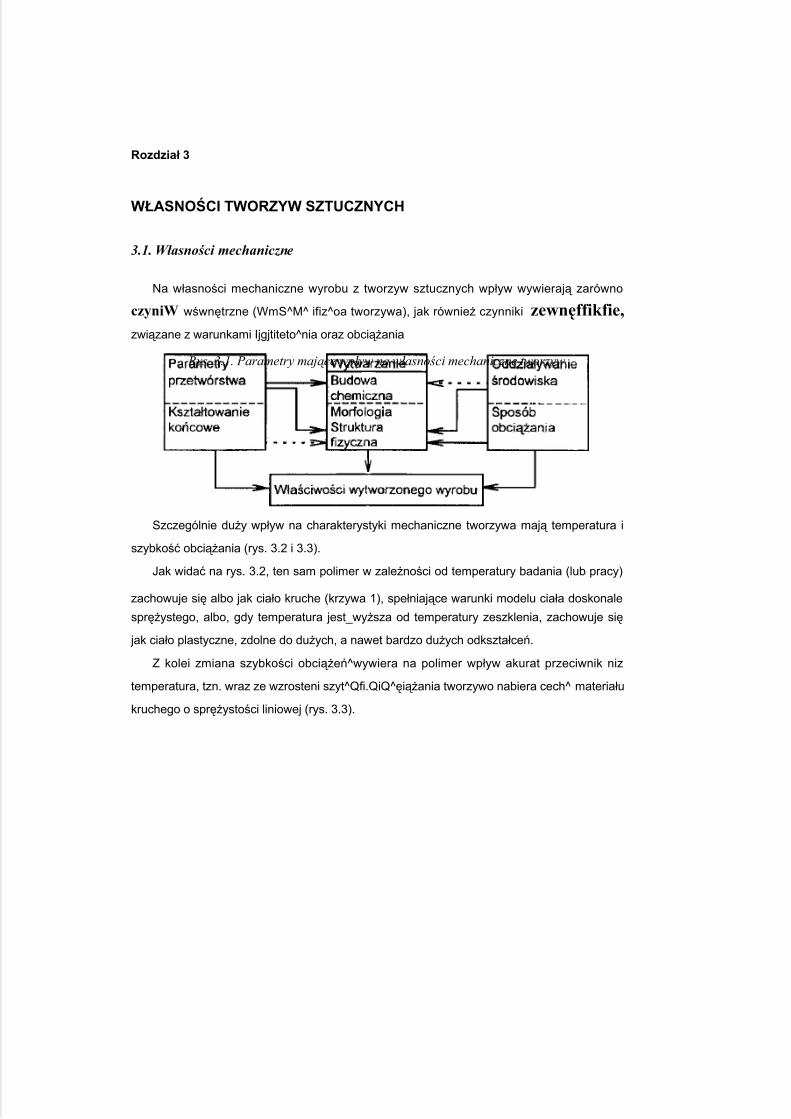
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 57/268
Rozdział 3
WŁASNOŚCI TWORZYW SZTUCZNYCH
3.1. Własności mechaniczne
Na własności mechaniczne wyrobu z tworzyw sztucznych wpływ wywierają zarówno
czyniW wśwnętrzne (WmS^M^ ifiz^oa tworzywa), jak również czynniki zewnęffikfie,związane z warunkami Ijgjtiteto^nia oraz obciążania
Szczególnie duży wpływ na charakterystyki mechaniczne tworzywa mają temperatura i
szybkość obciążania (rys. 3.2 i 3.3).
Jak widać na rys. 3.2, ten sam polimer w zależności od temperatury badania (lub pracy)
zachowuje się albo jak ciało kruche (krzywa 1), spełniające warunki modelu ciała doskonale
sprężystego, albo, gdy temperatura jest_wyższa od temperatury zeszklenia, zachowuje się
jak ciało plastyczne, zdolne do dużych, a nawet bardzo dużych odkształceń.
Z kolei zmiana szybkości obciążeń^wywiera na polimer wpływ akurat przeciwnik niz
temperatura, tzn. wraz ze wzrosteni szyt^Qfi.QiQ^ęiążania tworzywo nabiera cech^ materiału
kruchego o sprężystości liniowej (rys. 3.3).
Rys. 3.1. Parametry mające wpływ na własności mechaniczne tworzyw
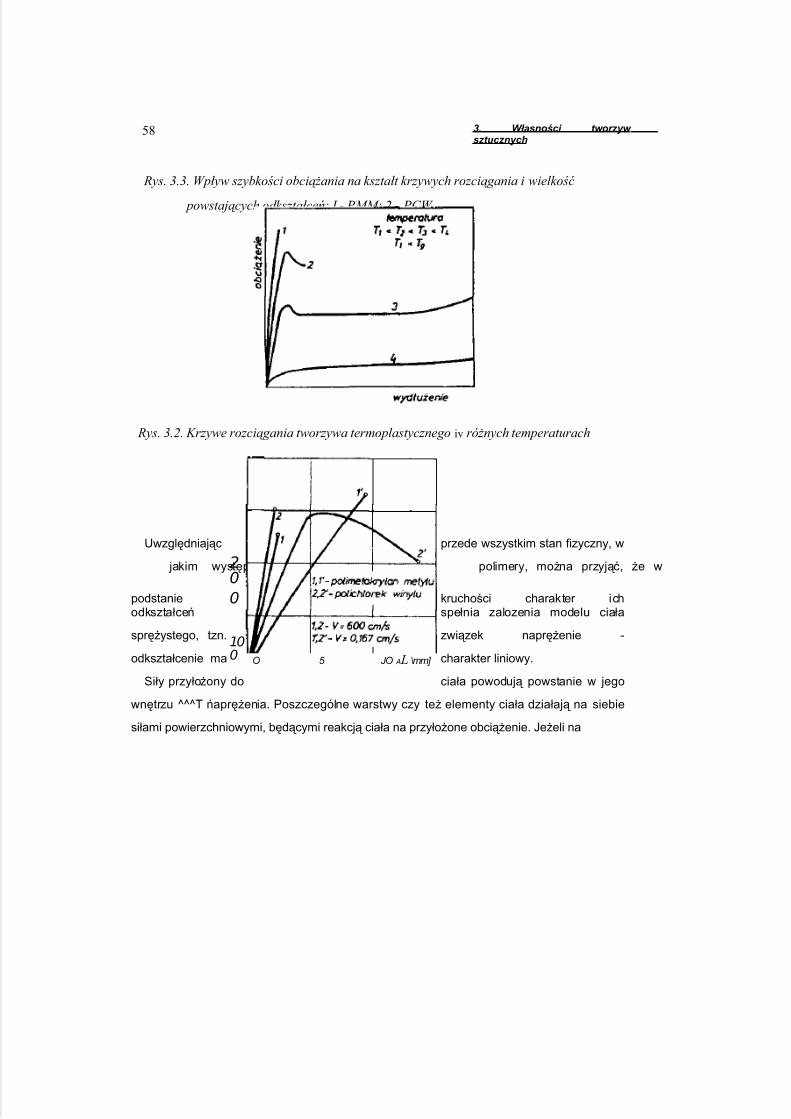
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 58/268
Rys. 3.3. Wpływ szybkości obciążania na kształt krzywych rozciągania i wielkość
powstających odkształceń; I - PMM; 2 - PCW
Uwzględniając przede wszystkim stan fizyczny, w
jakim występują polimery, można przyjąć, że w
podstanie kruchości charakter ichodkształceń spełnia zalozenia modelu ciała
sprężystego, tzn. związek naprężenie -
odkształcenie ma charakter liniowy.
Siły przyłożony do ciała powodują powstanie w jego
wnętrzu ^^^T ńaprężenia. Poszczególne warstwy czy też elementy ciała działają na siebie
siłami powierzchniowymi, będącymi reakcją ciała na przyłożone obciążenie. Jeżeli na
58 3. Własności tworzyw sztucznych
Rys. 3.2. Krzywe rozciągania tworzywa termoplastycznego iv różnych temperaturach
P { N ] 300
O 5 JO A L \mm]
20
0
100

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 59/268
powierzchnię dS działa siła P (rys. 3.4 a), Której wartość zależy od wielkości pola dS, to
naprężenie w punkcie Q określone jest jako granica wyrażenia:
= lim —CT(Q-dS) AS-*0 AS
Jednoznaczne określenie naprężenia w punkcie wymaga przyjęcia pewnego układu
współrzędnych (a, p, y) i opisania w tym układzie orientacji powierzchni dS oraz
podzielenia równania (3.1) na równania zapisane dla każdej ze składowych siły P, z których
pierwsze dla składowej a ma postać:
adSa =
Wartości naprężenia wyliczone za pomocą równania (3.2) zależą od
wyboru orientacji elementu powierzchniowego dS. Naprężenia działające na dowolny
element dS można przedstawić jako kombinację liniową naprężeń działających na trzy
elementy powierzchni dSj, zorientowane prostopadle do osi układu współrzędnych. W
odniesieniu do kartezjańskiego układu współrzędnych x, y, z elementy powierzchniowe dS,
prostopadłe do osi OX, OY, OZ, wyznaczają elementarny sześcian przedstawiony na rys. 3.4
b. W podanym układzie symbol a oznacza naprężenia normalne do danej powierzchni, a
symbol x - naprężenia styczne.
a)
Rys. 3.4. Obaążenia wewnętrzne elementu materialnego
(3.1)
1 adS
(3.2)
b)
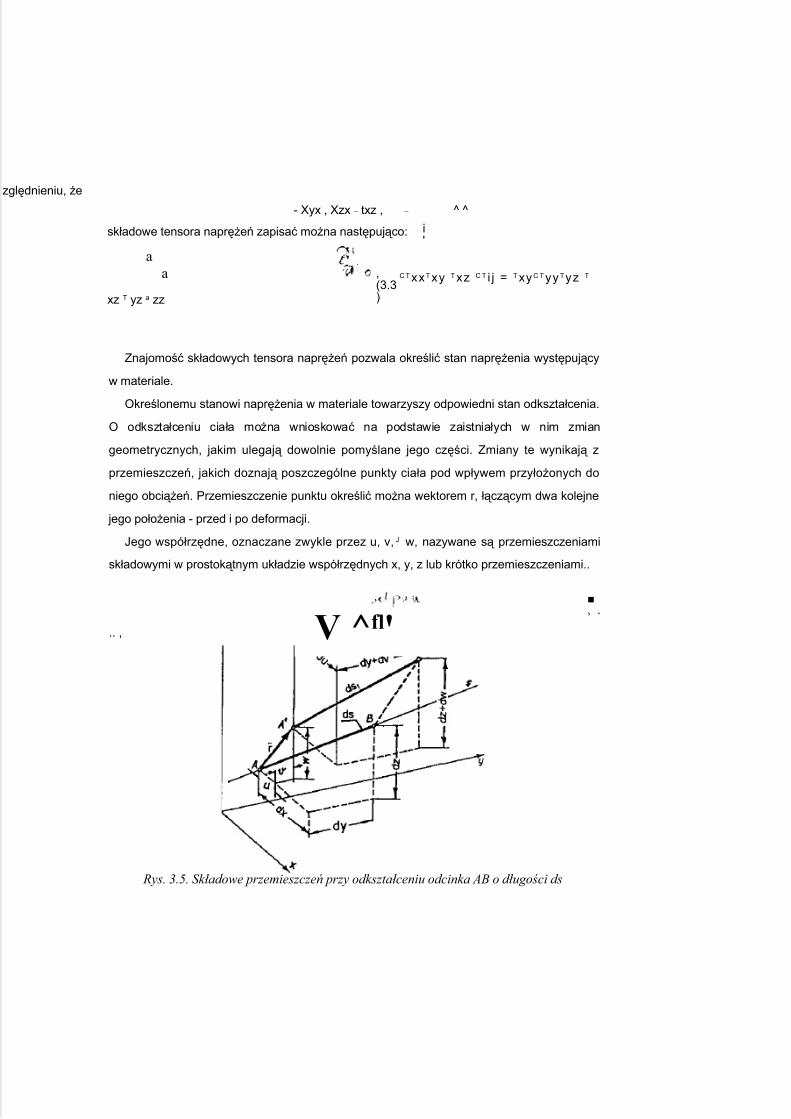
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 60/268
zględnieniu, że
- Xyx , Xzx _ txz , _ ^ ^
składowe tensora naprężeń zapisać można następująco:
a
C T xxT xy T xz C T i j = T xy C T yy Tyz T
xz T yz a zz
Znajomość składowych tensora naprężeń pozwala określić stan naprężenia występujący
w materiale.
Określonemu stanowi naprężenia w materiale towarzyszy odpowiedni stan odkształcenia.
O odkształceniu ciała można wnioskować na podstawie zaistniałych w nim zmian
geometrycznych, jakim ulegają dowolnie pomyślane jego części. Zmiany te wynikają z
przemieszczeń, jakich doznają poszczególne punkty ciała pod wpływem przyłożonych do
niego obciążeń. Przemieszczenie punktu określić można wektorem r, łączącym dwa kolejne
jego położenia - przed i po deformacji.
Jego współrzędne, oznaczane zwykle przez u, v, J w, nazywane są przemieszczeniami
składowymi w prostokątnym układzie współrzędnych x, y, z lub krótko przemieszczeniami..
■, .
.. ,
i'
,(3.3)
a
V ^fl'
Rys. 3.5. Składowe przemieszczeń przy odkształceniu odcinka AB o długości ds
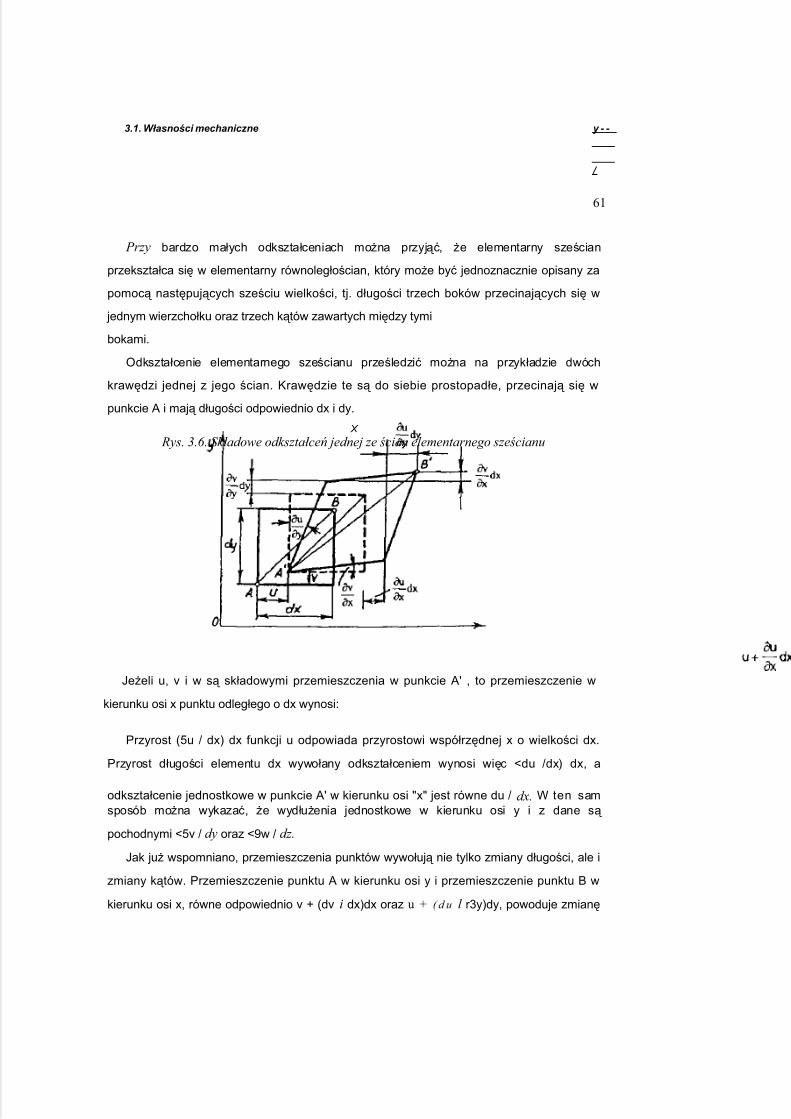
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 61/268
Przy bardzo małych odkształceniach można przyjąć, że elementarny sześcian
przekształca się w elementarny równoległościan, który może być jednoznacznie opisany za
pomocą następujących sześciu wielkości, tj. długości trzech boków przecinających się w
jednym wierzchołku oraz trzech kątów zawartych między tymi
bokami.
Odkształcenie elementarnego sześcianu prześledzić można na przykładzie dwóch
krawędzi jednej z jego ścian. Krawędzie te są do siebie prostopadłe, przecinają się w
punkcie A i mają długości odpowiednio dx i dy.
Przyrost (5u / dx) dx funkcji u odpowiada przyrostowi współrzędnej x o wielkości dx.
Przyrost długości elementu dx wywołany odkształceniem wynosi więc <du /dx) dx, a
odkształcenie jednostkowe w punkcie A' w kierunku osi "x" jest równe du / dx. W ten samsposób można wykazać, że wydłużenia jednostkowe w kierunku osi y i z dane są
pochodnymi <5v / dy oraz <9w / dz.
Jak już wspomniano, przemieszczenia punktów wywołują nie tylko zmiany długości, ale i
zmiany kątów. Przemieszczenie punktu A w kierunku osi y i przemieszczenie punktu B w
kierunku osi x, równe odpowiednio v + (dv i dx)dx oraz u + ( d u l r3y)dy, powoduje zmianę
Jeżeli u, v i w są składowymi przemieszczenia w punkcie A' , to przemieszczenie w
kierunku osi x punktu odległego o dx wynosi:
X
Rys. 3.6. Składowe odkształceń jednej ze ścian elementarnego sześcianu
y - -
/
61
3.1. Własności mechaniczne

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 62/268
początkowego kierunku odcinka dx o kąt dv / dx i
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 63/268
odcinka dy o kąt du / d y (rys. 3.6). Początkowy kąt prosty zawarty pomiędzy odcinkami
dx i dy uległ zmniejszeniu o kąt dv I dx + du / dy. Ta zmiana kąta określa odkształcenie
postaciowe pomiędzy płaszczyznami xz i yz. Odkształcenia postaciowe pomiędzy
płaszczyznami xy i xz oraz yx i yz można określić w analogiczny sposób.
Oznaczając jednostkowe wydłużenie symbolem e, a jednostkowe odkształceniapostaciowe symbolem Y^oraz zachowując oznaczenia indeksowe analogiczne jak w
przypadku składowych naprężeń, można napisać:
_ du dv _ dw' E y = a y ' G z = 6 5 T _ du dv _du
dw _ dv dw_ ( 3 4 )
J? = dy + dii ' = ' y ^ ~ d z + d y
Związek pomiędzy poszczególnymi składowymi naprężenia o i odkształcenia e,
determinowany jest własnościami materiału. Jak wykazuje praktyka, dla bardzo dużej
grupy polimerów w obszarze ich bardzo małych odkształceń (np. w podstanie
kruchości) z dość dobrą dokładnością spełnione są następujące warunki:
1)wszystkie stany dotyczące naprężenia lub odkształcenia są odwracalne,
2)naprężenie jest proporcjonalne do odkształcenia,
3)odkształcenia są bardzo małe.
Spełnienie tych warunków upoważnia do przyjęcia dla opisu s t a n u
m e c h a n i c z n e g o t w o r z y w a równań konstytutywnych w postaci uogólnionego
prawa Hooke'a przyjmującego, iż każda ze składowych tensora stanu naprężenia wiąże
się liniowo ze wszystkimi składowymi tensora stanu odkształcenia i na odwrót, co wyrazić
można zależnością ,, ' f
°ij = Pijklekl . ^ ' f (3-5)gdzie: i, j, k, I = 1, 2, 3. ~ :
Przyjmując oznaczenia zapisu macierzowego, zależność taką można przedstawić w
formie następujących równań: / . - i,C Ol = Cn£l + Ci262 + Ci363 + C1464 + C15E5 + C^Ee
2= C2i£i + C22S2 + C23E3 + C2464 + C25ES + C2666
3= C3i£i + 03262 + C33E3 + C34E4 + CssCs + C36E6 (3.6)
4= C41E1 + C42S2 + CisEa + C44C4 + 04565 + 04666
5= C51E1 + C52&2 + C53E3 + C54E4 + C55E5 + O 5666
y - -
/
63
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 64/268
Oe = 061 £1 + C62E2 + CeaSa + C64E4 + C6565 + C66E6

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 65/268
gdzie:
O 2 &22
°3 33
O 4 023=T23
|_a12 ="«12
oraz
CijK.^Cmn(m, n= 1,2...6)
W równaniach (3.6) występuje aż
36 współczynników sprężystości,
których ilość zmniejsza się
odpowiednio dla ciał wykazującychokreślone kierunki lub płaszczyzny
symetrii sprężystej.
W ciałach izotropowych
(reprezentują je polimery
niezorientowane) występują już tylko
dwie niezależne stałe sprężystości, a
mianowicie moduł sprężystości
postaciowej G, nazywany modułem
Kirchhoffa, oraz moduł ściśliwości
K, nazywany modułem Helmholtza.
Moduły te określają odporność
materiału - w pierwszym przypadku
na ścinanie, tzn. powstawanie
odkształceń postaciowych, natomiast
w drugim przypadku na odkształcenia
(3.7)
x = Gy
y - -
/
65
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 66/268
objętościowe, tzn. powstawanie
odkształceń liniowych, co wyrazić
można następującymi zależnościami:
(3.4)'
(310)
gdzie: x - naprężenie ścinania, G -moduł ścinania, y - odkształceniepostaciowe,
. . . AV
. .p - ciśnienie, K - moduł
ściśliwości, — - odkształcenieobjętościowe względne.
vo
Podane moduły sprężystości
można również określić wykorzystując
liniowy moduł sprężystości E, zwany
modułem Younga, oraz liczbę
Poissona^ wyrażającą stosunek
poprzecznego (do kierunku działania
obciążenia) zwężenia względnego
próbki E' do jej względnego przyrostu
długości e, zgodnego z kierunkiem
(3.8)
3. Własności tworzyw sztucznych
66
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 67/268
działającego obciążenia Związki
pomiędzy modułami sprężystości
wyrazić można następującymi
zależnościami
K=—~—r
(3.11)
3
(l - 2v) E2 (l + v)
(3.12)
Wykorzystując ustalone zależności
pomiędzy poszczególnymi modułami
sprężystości uogólnione prawo
Hooke'a dla ciała izotropowego
wyrazić można w układzie
odniesienia x, y, z, w postaci
następujących równań
2G[ (l -v )e„+v(e y+Ez )]
l -
G=
y - -
/
67
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 68/268
2v
^Ky =Gyxy ; tyi= Gyyi
- Gy»
Materiały polimerowe nie zawsze
dostatecznie spełniają założenia
teorii sprężystości małych
odkształceń. Bardzo często (na
ogół_po przekroczeniu Tm)
występujące odksztgjcgj^g^ggż^
bardzo małych odkształceń. Dla tych
przypadków należy wykorzystać
teorię sprężystości dużych
odkształceń, nazywaną często teorią sprężystości odkształceń
^^ęz^^hT'[6 RównanTa
konstytutywne przypominają w niej
swą budową i strukturą równania
uogólnionego prawa Hooke'a dla
bardzo małych odkształceń,
jednakże występujące w nich
składowe naprężeń i odkształceń
oparte są na innej definicji
wyjściowej.
W teorii sprężystości małych
odkształceń składowe stanu
naprężenia w odkształcanym ciele
wyznacza się z rozważań równowagi
elementarnego sześcianu wewnątrz
3. Własności tworzyw sztucznych
68
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 69/268
ciała przy pominięciu wpływu
powstałych odkształceń na wymiary
sześcianu. Nie ma wówczas
znaczenia, czy składowe stanu
naprężenia odnoszą się do
elementarnego sześcianu w stanie
odkształconym, czy też
nieodkształconym. Dla skończonych
odkształceń nie jest to nadal
prawdziwe, ^dkształceniajozgatnjj^^
bowiem jako stosunek
dłuQo^jidciQk^aczacaQq^wft_QŁiQ
Rly w nieodkształconym ciele do
długości gdaokaJaczacafl&tesame
c^nkt^w_£i£i&_odkształconym.
y - -
/
69
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 70/268
XQ (x+dx+u+du, y+dy+v+dv.z+dz+w+dw)
P (x+u, y+v,
z+w)
f
e
/
Q
(
x
+
d
x
,
y
+
d
y
,
z
i f j
3. Własności tworzyw sztucznych
70

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 71/268
+
d
z
)
P
(
x
,
y
,
z
)
Rys. 3.7. Układ osi ioznaczeniarozpatrywanegoodcinka
Przyjmując oznaczenia jak na rys.3.7, równania określające składowe
odkształceń otrzymać można napodstawie następujących obliczeń:
ds2
= dx* + dy2
+ dz2
(ds,)2 = (dx + du)* + (dy + dv)" + (dz+ dw)a
)" f dx duV (dy dvV (dz dwV+U+
dTJ
(314)
(315)
(ds,)2
(ds)
y - -
/
71
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 72/268
<3 1 6>
ale
du du du du = -—dx+—dy+—dz ax dy dz
dv = — dx +—- dy + —-dzdx dy dz
dw dw , dw dw= ——dx +—— dy +——dz dx dy dz
Wstawiając równania (3.17),
(3.18) i (3.19) do równania (3.16)
oraz uwzględniając, że cosinusy
kierunkowe odcinka ds w stanie
nieodkształconym w układzie x, y, z
wynoszą:
(317)
(318)
(319)
3. Własności tworzyw sztucznych
72
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 73/268
otrzymuje się następujące równanie określające stosunek odkształconej długości
elementarnego odcinka do długości odcinka nieodkształconego :
(^sj "i1"1"26**)12 +(l4"2e»y)m2 + (l + 2ezz)n2 + 2eyzmn +
2e2xln + 2eKylm (3.21)
Składowe odkształceń skończonych oznaczono, dla odróżnienia od poprzednio
omawianych, literą e z odpowiednimi indeksami. Poszczególne składowe odkształceń
skończonych opisane są następującymi zależnościami .
aj du dv dv dw dw
¿)y fe dy dz dy <5z
du du dv dv dw dw
dz dx dz dx dz dx
du dv dv dw dw
dx dy dx dy dx dy
Jak widać z przedstawionych równań, wzory określające składowe odkształceń
skończonych zawierają małe rzędu drugiego, które przy odkształceniach bardzo małych
nie występowały.
Uwzględniając fakt, że rozpatrywane odkształcenia są w dalszym ciągu
odkształceniami sprężystymi, spełniającymi wszystkie poczynione założenia poza
warunkiem bardzo małych odkształceń, do opisu składowych stanu naprężenia można
posłużyć się układem równań o analogicznej strukturze, jak w przypadku małych
odkształceń (równ. (3.6)) Jednakże składowe naprężeń i odkształceń zdefiniowane są w
tych równaniach nieco inaczej, np. składowa naprężenia a„ dla dużych odkształceń określa
siłę równoległą do osi x, przypadającą na jednostkę powierzchni odkształconego materiału,
dxds '
dy
ds '
dz
ds '(3.20)n -m =
r^2( dwaj
dx + 2
dv_6 y y ~ dy + 2 { 5v dw
¿V
dw
Y
dzJ
(3.22)aur rav¿teJ +laz.
dw 1
dw d
v
d
z
d
w
lxdu¿y
dU=
¿V= z; +
'xy
y - -
/
73
3.1. Własności mechaniczne

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 74/268
przy czym powierzchnia ta jest prostopadła do osi x w stanie odkształconym.
Konsekwencją odmiennych definicji stosowanych w odniesieniu do naprężeń i odkształceń
analogia równań konstytutywnych, w teorii
3. Własności tworzyw sztucznych
74
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 75/268
bardzo małych odkształceń oraz w teorii odkształceń skończonych, dotyczy jedynie formy
zewnętrznej, czyli struktury równań. Sens fizykalny stosowanych symboli ma bowiem nieco
odmienne znaczenie.
To, w jakim stanie fizykalnym występuje tworzywo w przewidywanych warunkach
eksploatacji, można m in. ustalić na podstawie wartości jego modułu sprężystości
postaciowej. Przykładowo, przejście ze stanu szklistego tworzywa w stan wysokiej
elastyczności pociąga za sobą bardzo istotną zmianę modułów sprężystości, moduł
sprężystości postaciowej termoplastów w stanie szklistym przyjmuje wartości G = 5 10 9 :
108 Pa, co jest bliskie wartości modułu ścinania dla stali, natomiast w stanie
wysokoelastycznym G = 10V105 Pa, a więc wartości znajdujące się pomiędzy wartościami
modułów ciał stałych i cieczy. Podobnie moduł sprężystości objętościowej K dla tworzyw w
stanie szklistym przyjmuje wartości 10ł°^5-109 Pa, a w stanie wysokoelastycznym 5-10Vl09
Pa.
Jak widać, dla tworzyw w stanie wysokoelastycznym K »G. co oznacza, że zmiany
długości wywołane DrzYłożr fnYlP r łhrisr°niflnf] oomiialnie małe w porównaniu ze zmianami
postaci. Oznacza to również, że praktycznie objętość ciała podczas odkształcenia
pozostaje prawie stała, a zatem v 0,5, a E « 3G.
Osiągnięcie przez materiał jgfiOŁi^gysokiei elastycz^sci wymaga zwrócenia uwagi nie
tylko na natyrlwifl&tPm^ materiaŁpwy.ęh, które, jak to
przedstawiono, mogą być dość znaczne, ale również na 'glfltP^^tyw cz^gu, jakim one
podlegają. Umożliwia to teoria lepkosprężystości.
Lepko^f^ifSWSr tworzyw wyraża się bowiem w (yasoweLzateżności raakai sprężystej
materiału na^jgrzyłożone ^bciążerue Gdy w materiale doskonale sprężystym reakcja
występuje natychmiast i pozostaje pod obciążeniem stała, to w materiale lepkosprężystym
jest ona opóźniona i osiągaTtefl/y stan równowagi po pewnym (dłuższym lub krótszym)
czasi%*Vv tworzywach wielkocząsteczkowych takie zachowanie się materiału ujawnia się
w sposób szczególnie wyraźny w sŁaflJJy wysokiej elastyczności, a więc po przekroczeniu
Tjfcj, w obszarze temperatur pomiędzy T fl i Tj. W teorii lepkosprężystości korzysta się z
modeli Teologicznych, które konstruowane są przez odpowiednie łączenie elementów
wyrażających cechy sprężyste lub lepkie danego ciała.Modele mechaniczne symulujące układy lepkosprężyste
y - -
/
75
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 76/268
Modele te zestawia się z elementów wyrażających określone cechy ciała rzeczywistego.
Przykładowo, sprężyna stanowi model ciała sprężystego" ^Mi HMMMMMiailiiaiaiaiMW
spełniającego prawo Hooke'a
o = E E , (3.23)
natomiast tłumik hydrauliczny charakteryzuje zachowanie się ciała lepkiego.
«mmmm
Dla takiego ciała, poddanego obciążeniu naprężeniem i, słuszna jest zależność
dvi ^ n — = tiy (3.24)
Funkcje materiałowe układów lepkosprężystych zależą od przyjętego modelu mecha-
nicznego. Dwa podstawowe, pojedyncze modele mechaniczne, wykorzystywane do
opisu relaksacji naprężenia oraz pełzania, tj. model Maxwella i model N/oigta,
przedstawiono na rys. 3.8, natomiast rozszerzony zestaw modeli na rys. 3.9.
Przy równoległym połączeniu sprężyny i tłumika, jak to ma miejsce w modelu Voigla,naprężenie, wywołane obciążeniem zewnętrznym, jest sumą naprężeń powstałych w
elementach sprężyny i tłumika, podczas gdy odkształcenia tych elementów są takie
same, czyli
Y = Ysp. = Yti. (3.25)
T = Tsp, + TM. (3.26)
Uwzględniając powyższe, równanie stanu
x = a 0 y+a,y
(3.27)
przyjmie dla ciała Voigta następującą postać
X = Gy + T1 clt" ( 3 2 8 )
3. Własności tworzyw sztucznych
76
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 77/268
Rys. 3.8. Modele reologiczne: a) model Maxwella, b) model Yoigta
Równanie (3.28) obowiązuje dla każdego sposobu obciążania. Przy rozciąganiu
przyjmie ono następującą formę zapisu
p i de
a = h- e + A —dt
gdzie: \ - liniowy współczynnik lepkości; E = 3 G ; X = 3 r|.
Rozwiązanie równania (3.27) zależy od postaci funkcji x - f(t)
oraz y = f(t).
Dla przypadku gełzania, w którym to procesie x = x 0 = const, równanie
pełzania przyjmuje następującą postać
lub przy obciążeniu rozciągającym
gdzie tret = —■ oznacza c z a s r e t a r d a c j i (opóźnienia) odksztiałceń i stanowi G
czas, po upływie którego odkształcenie, zmieniające się w czasie, zmniejsza się do 0,63 %
swej początkowej wartości, bowiem gdy t = t^ , wówczas
t- g O -S ^ G
(3.29)
(3.29
a)
f 1 1 ( t >1 - e t r e t
- J*o 1 - e ^
\
f * 1 f ł 'le(t) = o 1-e - Do 1-e w
L \ )
(3.28a)
F
b) '/mm/i '//////////fi
, to czas retardaćji, W,
y - -
/
77
3.1. Własności mechaniczne
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 78/268
( 3 3 0 )
określony jest w sekundach).
N 1
~Ns~
, a G w " N "
w
i
i
_m2
_
3. Własności tworzyw sztucznych
78
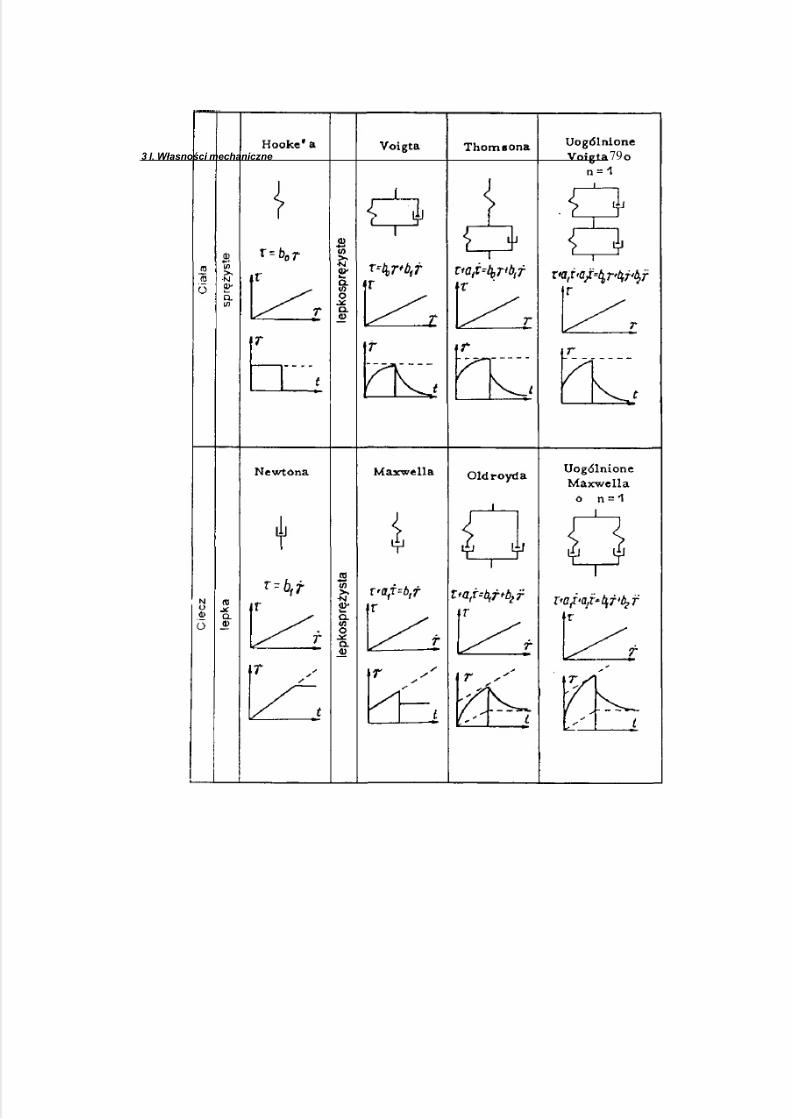
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 79/268
3 I. Własności mechaniczne 79

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 80/268
80 3. Własności tworzyw sztucznych
Rys. 3.9. Modele symulujące układy materialne

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 81/268
W modelu Maxwella, w którym elementy składowe: sprężyna i tłumik, połączone są
szeregowo (rys. 3.8a), odkształcanie całkowite takiego ciała, wywołane przyłożonym
obciążeniem, jest sumą odkształceń elementu sprężystego i lepkiego, natomiast naprężenia
wywołane w tych elementach są takie same; zatem
T = Tsp = Ttł (3.31)
Y = Ysp + Ytł (3.32)Po zróżniczkowaniu r. (3.32)
dy dy s p dy,,+ —f- (3.33)
i uwzględnieniu, że
Ty s p = p oraz Ttł = *n YG
równanie stanu dla ciała Maxwella przyjmie postać
dy 1 dx 1
lub przy rozciąganiu
de 1 da 1(334a>
Rozwiązanie r. (3.34) zależy od postaci funkcji x = f(t) oraz y(t). W przypadku relaksacji
naprężeń, gdy odkształcenie y - y 0 = const, a więc y = 0, równanie stanu przyjmie postać
T = (3.35)
Rozwiązując to równanie różniczkowe uzyskuje sięx w t 'n r di r
J- J — = dt (3.36)lo
X Gskąd In— = - —t (3 37)
A zatem równanie relaksacji naprężeń dla modelu Maxwella przyjmie postać
_t_
x( t ) - T o e = Gy 0e trel (3.38)
dt dtdt
3 I. Własności mechaniczne 81

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 82/268
lub przy rozciąganiut
o(t) = Ee0e trel (3.38a)
gdzie: t,B| = -rj/G oznacza czas relaksacji (zanikania) naprężeń, tzn. czas, po upływiektórego naprężenie maleje e-krotnie.
Symbole stosowane do oznaczania modułu sprężystości, lub podatności, w zalezności od
sposobu obciążania materiału, ujmuje tabl. 3.1Tablica 3.1
Układy, dla których stosunek naprężenia do odkształcenia lub prędkości odkształcenia jest
funkcją tylko samego czasu i nie zależy od odkształcenia, nazywane są układami o liniowej
lepkosprężystości Układy liniowo lepkosprężyste, podobnie jak proste układy materialne,
podlegają zasadzie superpozycji Boltzmanna. Zasada ta wiąże zachowanie się układu
materialnego w danej chwili z historią jego obciążenia poprzez przyjęcie możliwości
sumowania skutków działania obciążeń.
W myśl tej zasady naprężenie (lub odkształcenie) w pewnej chwili stanowi sumę przyrostów
naprężeń (lub odkształceń) we wszystkich chwilach poprzednich.
Zgodnie z tym dla układów Jiniowo lepkosprężystych zasadę tę można wyrazić następującą
zależnością:
tf) = G(t)y0 + G(t - t, )[ (y , - y0)]+...G(t- tn)[(yn - yn _,)] - IG(t - tj )y j (3 .3 9) j=o
Dla procesu ciągłego można ją wyrazić następująco
t •t(0 = jG (t -t j )y ( t j )d t j , (3 40)
82 3. Własności tworzyw sztucznych
Symbole oznaczeń modułu sprężystości i podatności w zależności od sposobu obciążaniamateriału
Sposób obciążania Moduł sprężystości Podatność
Jednoosiowe rozciąganie i zginanie E( t) D(t)
Proste ścinanie (lub skręcanie) G(t ) J( t)
Hydrostatyczne ściskanie K( t) B(t )
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 83/268
gdzie:
oraz t - czas, G(t) - moduł sprężystości będący funkcją czasu. Analogicznie opisać
można odkształcenie pełzania, wprowadzając w miejsce modułu - podatność na pełzanie,
J(t):
r(t) = J(tj[(x0)] + J(t - ti ^T ! - T0)]+...+j(t - tn)[(x ~ Tn.!)] = S J(t - tj )x j (3 .4 1) j=0
Równanie dla procesu ciągłego zapisać można następująco
tr( t ) = / j ( t - t j )x( t j)dt
o
4,)gdzie:
dti
Do opisu ciał rzeczywistych stosuje się często modele bardziej
rozbudowane, a dla uzyskania funkcji rozkładu czasów retardacji lub relaksacji wykorzystuje
się uogólnione modele mechaniczne złożone z n prostych modeli Voigta lub Maxwella
połączonych szeregowo lub równolegle (rys. 3.10), wzbogacone ewentualnie o dodatkowe
elementy (rys. 3.9).b)
a)
_4l ,
* i — j
Rys. 3.10. Uogólnione modele Kiaxwella (a) i Voigta (b)
Uwzględniając, że pod wpływem stałego naprężenia t0i odkształcenia prostego modelu
Voigta zmieniają się w czasie zgodnie ze wzorem (3.33) o wartośćf
1 - e reii
(3.42)
t f reto G0T ret1
tnln~ cn
r
(3.43)
3 I. Własności mechaniczne 83
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 84/268
całkowite odkształcenie uogólnionego modelu Voigta
stanowić będzie sumę odkształceń w poszczególnych modelach pojedynczych, czyli
t >\ tfet.j1 - e
i stąd podatność na pełzanie dla uogólnionego modelu Voigta określi wzór
f t ^
*)=IJ i=i
W przypadku gdy n -> co, stałe Jj i tret zmieniają się w sposób ciągły od 0 do co. Jeśli
zmieniające się wartości podatności dfa różnych czasów retardacji zostaną wyrażone w
postaci funkcji J(tfot), nazywanej r o z k ł a d e m c z a s u r e l a r d a c j i , to wzór (3.45) można zapisać następująco
t ^
*)=JJ (W)o
Z uwagi na trudności pojawiające się przy wyznaczaniu funkcji J(t ret) (funkcja dotyczy
dużego przedziału zmian; U, zmienia się bowiem w zakresie 10'3...104 s), wzór (3.46) staje się
mało przydatny i po uwzględnieniu, że dtfe, = tree d(ln trel), przyjmuje on następującą postaćt
JC0= JL (W)
gdzie funkcję: L (tret) = J (tret) tret
nazywaną c i ą g ł y m w i d m e m r e t a r d a c j i , daje się stosunkowo łatwo
wyznaczyć przy wykorzystaniu badań eksperymentalnych.
Z kolei przy opisywaniu relaksacji naprężeń tworzyw szczególnie dogodny okazuje się
uogólniony model Maxwella, tj. model składający się z n prostych modeli Maxwella
połączonych równolegle (rys. 3.10 a).
W każdym jego pojedynczym modelu Maxwella, charakteryzującym się określonym
współczynnikiem sprężystości Gj i czasem relaksacji tre( , przy zachowaniu stałego
84 3. Własności tworzyw sztucznych
(3.44)
H g
)
'rcł.j (3.4
5)l -e
l -elfel
(3.46)
dt
r et
1 -etfe«
d(lntret)
(3.47)
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 85/268
odkształcenia y0, zachodzi zmiana naprężenia w czasie zgodnie z następującą zależnością
tT j = G j Y o e tre'i (3.48)
Całkowite naprężenie, będące sumą naprężeń w poszczególnych składowych modelu
uogólnionego, określić można następującą zależnością t
T(t) = Y o S Gj e tre,i (3.49)
j=l
oraz moduł relaksacji naprężeń
___t_ G W ^ ^ G j e ,reli (3.50)
Y O J= I
Przy wzroście liczby n do nieskończoności, wielkości Gj i t re|. zmieniają się od 0 do °o. Jeżeli
różne wartości Gj, dla różnych czasów relaksacji t re!., wyrazi się w postaci funkcji G(trei),
nazywanej ro z k ł a d e m c z a s u r e l a k s a c j i , to wzór (3.50) przyjmie następującą postać
funkcji ciągłej ___t_
G(t) -
Jg (trel) e
tfe,idtreI (3 51)
o
Przyjmując, że dtr6i = Uid (In trt|), wzorowi (3.51) można nadać następującą postać
tG(t)= J H (tre,)e rel<d (lntrel) (3.52)
—oo
gdzie funkcja H (tr#ł) = G (ta) t«i, nosi nazwę c i ą g ł e g o w i d m a r e l a k s a c j i .
Kształt funkcji zmian modułów relaksacji naprężeń lub podatności na pełzanie zależy
m.in. od struktury tworzywa, co ilustruje rys. 3.11.
Największą wartość modułu i najmniejsze jego zmiany w czasie wykazują tworzywa
krystaliczne (krzywa 3), natomiast w tworzywach amorficznych (krzywa 1) w miarę wzrostu
czasu obciążenia obserwuje się znaczny spadek modułu, który w tworzywach
usieciowanych (krzywa 2) zatrzymuje się po określonym czasie na stałym poziomie,
natomiast dla tworzyw amorficznych nadal spada, dążąc do zera przy t dążącym do
nieskończoności.
(3.53)
3 I. Własności mechaniczne 85
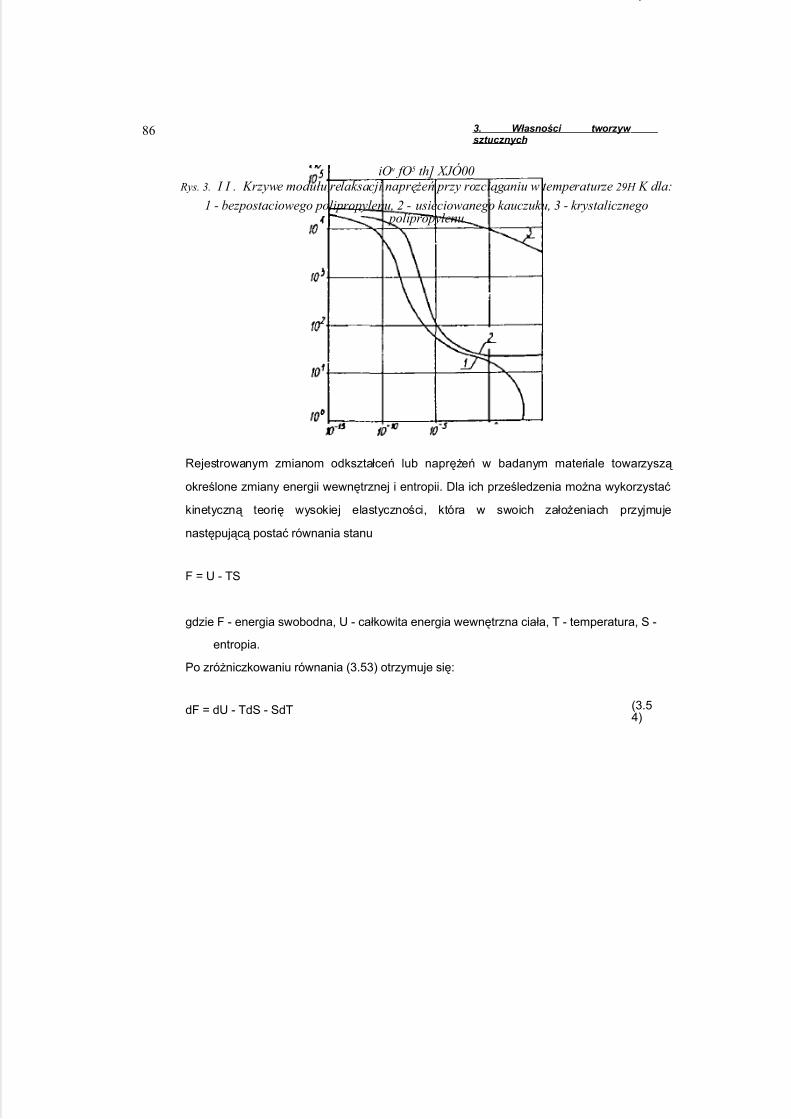
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 86/268
)
Rejestrowanym zmianom odkształceń lub naprężeń w badanym materiale towarzyszą
określone zmiany energii wewnętrznej i entropii. Dla ich prześledzenia można wykorzystać
kinetyczną teorię wysokiej elastyczności, która w swoich założeniach przyjmuje
następującą postać równania stanu
F = U - TS
gdzie F - energia swobodna, U - całkowita energia wewnętrzna ciała, T - temperatura, S -
entropia.
Po zróżniczkowaniu równania (3.53) otrzymuje się:
dF = dU - TdS - SdT
86 3. Własności tworzyw sztucznych
iOv fO5 th] XJÓ00 Rys. 3. I I . Krzywe modułu relaksacji naprężeń przy rozciąganiu w temperaturze 29H K dla:
1 - bezpostaciowego polipropylenu, 2 - usieciowanego kauczuku, 3 - krystalicznego polipropylenu
(3.54)
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 87/268
Z uwagi na to, że odkształcenie wysokoelastyczne zachodzi właściwie przy stałej
objętości, zatem przy założeniu przemiany izotermicznej można przyjąć, że
dU = dA - dQ
gdzie; dA - praca sił zewnętrznych, dQ - ciepło doprowadzone do ciała. Zatem
dF= dA + dQ - TdS - SdT ,
ponieważ dla przemiany odwracalnej:
dQ = TdS
a praca sił zewnętrznych:
dA = aydeij
zatem
dF = aijdey - SdT F = F (s,, T ) ,
zatem
(3.60)
Z porównania równań (3.59) i (3.60) wynika, że
(3.61)
Różniczkując równanie (3.53) podług Eg przy T = const, otrzymuje się
¿ F ]
azF ae^ar
aojj oT
(3.55)
(3.56)
(3.57)
(3.58)
(3.59)
Ponieważ
■dTcteyy
i S
ou =
au] (3.6
2)aul
'J -
K d J j
(3.63)
zatem
a2Faejjd
T
(3.64)ponieważ
(3.65)d
cij Jj
3 I. Własności mechaniczne 87

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 88/268
"u' - T
Wstawiając równanie (3.66) do równania (3.63),otrzymuje się:
aV T Ejj
Postać równania (3.67) pozwala określić dla
poszczególnych wartości naprężenia wielkość
zmian obu jego członów składowych, zarówno
tego, który określa poziom energii wewnętrznej, jak i tego,
który określa entropię. Do prześledzenia występujących zmian
poszczególnych członów składowych funkcji naprężeń w
zależności od czasu i temperatury można się posłużyć badaniami
relaksacji naprężeń, na podstawie których uzyskuje się zależność ct^ -T,
Wykorzystując ją można wykreślnie, w sposób przedstawiony na rys. 3.12 określić składowe
r. (3.67).
Jak widać z rysunku, pochylenie stycznej do krzywej C-C' w
punkcie P o współrzędnych TP, oP, wyznacza wartość członu
entropowego naprężenia:
\ /
as(3.68)
^ijy-.i " T
a odcinek O A, wyznaczony przez przecięcie stycznej z osią C T I J , wyznacza wartość członu
energii wewnętrznej w r. (3.63)
' a u "= CTji - T tg<p
cfeU'
Jak widać z przytoczonych zależności, istnieje stosunkowo prosta metoda
prześledzenia zmian energii wewnętrznej i entropii w procesie obciążania określonych
materiałów polimerowych.
88 3. Własności tworzyw sztucznych
aszatem (3.6
6)
tgcp= d
l
a
u (3.67)aij= of e
(3.69)
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 89/268
13. Własności tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 90/268
9r 1377Ą- 13£,j/r
Rys. .?.12. Wykreślny sposób wyznaczania zmian energii wewnętrznej i entropii na podstawie temperaturowej krzywej relaksacji naprężeń (obciążeniarozciągające)
Oprócz omówionych dotychczas stanów fizycznych, tworzywa sztuczne występują w
technice również w postaci cieczy lepkich. Tworzywa uzyskują ten stan powyżej temperatury
płynięcia Tf . Najczęściej w tym stanie prowadzi się procesy formowania tworzyw. Należy tu
jednak zwrócić uwagę na fakt, że w pierwszej fazie po przekroczeniu Tf szereg polimerów
może się zachowywać jeszcze nadal jak ciecz lepkosprężysta, tzn. obok odkształceń trwałych
mogą również występować odkształcenia elastyczne. Wskaźnikiem pozwalającym na
ustalenie, z jaką cieczą mamy do czynienia, może być liczba v-i określająca stosunek
prędkości odkształcenia poprzecznego ei do prędkości odkształcenia wzdłużnego e, czyli
e
Dla cieczy lepkiej vi = 0,5 , natomiast dla cieczy lepkosprężystej < 0,5.
13. Własności tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 91/268
12. MdsnofcrTłtptne
Własności cieplne tworzyw sztucznych charakteryzuje się zwykle za pomocą trzech
następujących wskaźników: jh fay^rWCfWci "'*"aipfńeao. rozszerzalności cieplnej i
odporności cieplnej.
P r z e w o d n i c t w o c^g d i n ą charakteryzuje się wielkością współczynnika
przewodności cieplnej Współczynnik ten dla materiałów nie podlegających żadnym reakcjom
w podwyższonej temperaturze wyznaczyć można z zalezności:
h - Q
gdzie: h - grubość płytki (mającej kształt płyty),
A - powierzchnia płyty (podgrzewanej),
0- wydajność cieplna grzejnika,
AT - różnica liniowego rozkładu temperatury w badanym materiale,
1- czas.
Dla tworzyw przyjmuje on ok. p-taOOa&zy mniejsze w porównaniu z
analogicznym współczynnikiem dla rQ£tali (rys. 3.13). Jest to m. in. Cynikiem odmiennych
mechanizmów przenoszenia ciepła w metalach i polimerach. O ile bowiem w metalach otransporcie ciepła decyduje ruch swobodnych elektronów, to w polimerach przenoszenie
ciepła ma przede wszystkim ę£jarąktęr ruchu falowego
Jak widać z rys. 3.13, współczynnik przewodnictwa cieplnego się wraz z
temperaturą. Charakter i intensywność tych zmian jal^eżąoęi struktury tworzywa, tzn. w
tworzywach amorficznych współczynnik ten rośnie wraz ze wzrostem temperatury, nalomiast
w przypadku tworzyw o dużym stopniu krystaliczności - maleje.
W sposób bardzo znaczny można ^zmniejsz ć współczynnik przewodności cieplnej
przekształcając tworzywo lite na porowaty
R o z s z e r z a l n o ś ć ^ c i e p l n ą ^ jest kolejnym czynnikiem, który w istotny sposób
wpływa na wybór tworzywa przy projektowaniu określonego elementu. Prawie
dziesięciokrotnie większa rozszerzalność tworzyw, w porównaniu z metalami, wymaga od
projektanta dużej uwagi i ostrożności przy projektowaniu mechanizmów, których działanie
zalezy od poprawnej współpracy elementów metalowych z częściami z tworzyw sztucznych.
Skłonność materiałów do rozszerzalności w polu podwyższonych temperatur
charakteryzowana jest wielkością współczynnika rozszerzalności cieplnej. W zależności od
3.2. Własności cieplne 91
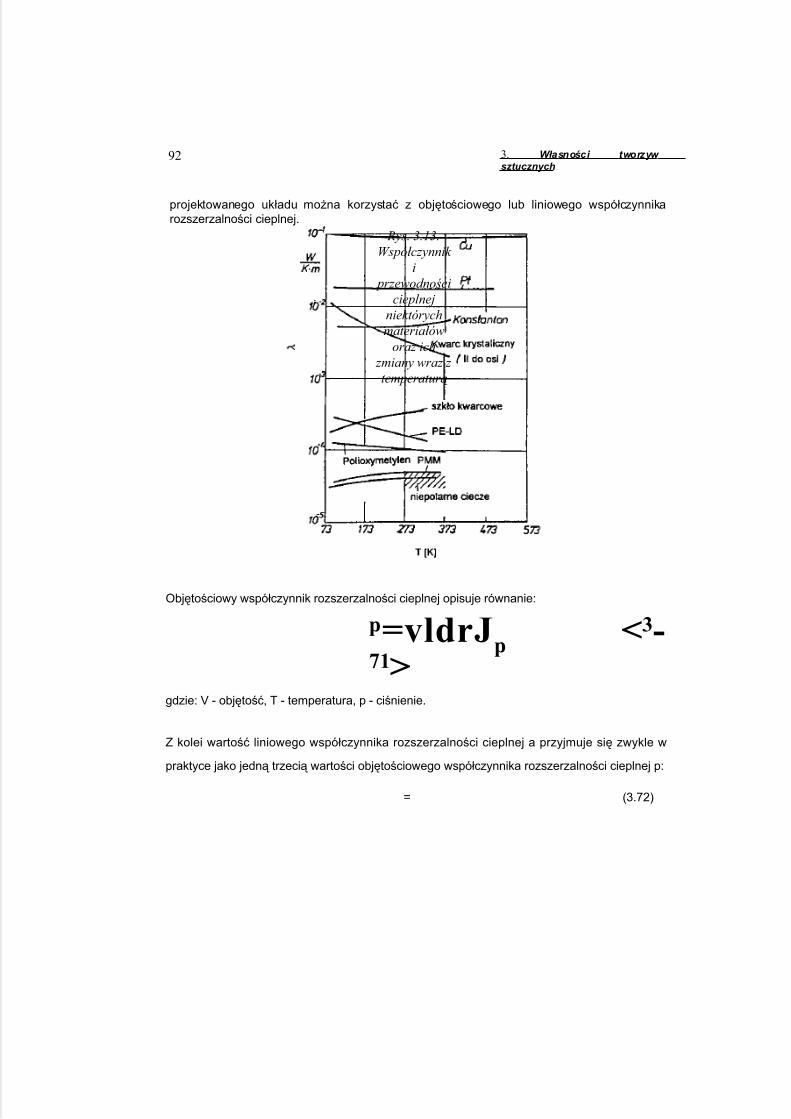
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 92/268
projektowanego układu można korzystać z objętościowego lub liniowego współczynnikarozszerzalności cieplnej.
Objętościowy współczynnik rozszerzalności cieplnej opisuje równanie:
p=vldrJp <3-71>
gdzie: V - objętość, T - temperatura, p - ciśnienie.
Z kolei wartość liniowego współczynnika rozszerzalności cieplnej a przyjmuje się zwykle w
praktyce jako jedną trzecią wartości objętościowego współczynnika rozszerzalności cieplnej p:
= (3.72)
Rys. 3.13.Współczynnik
i przewodności
cieplnejniektórychmateriałów
oraz ich zmiany wraz z
temperaturą
92 3. Własności tworzyw sztucznych
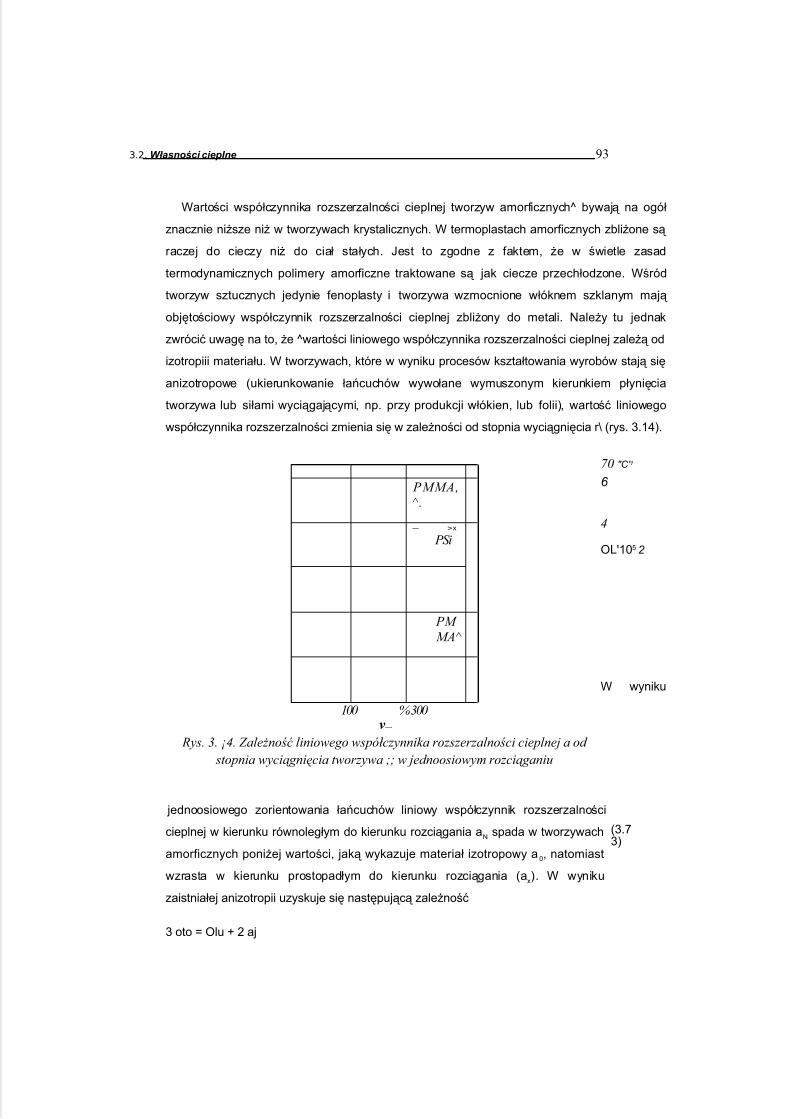
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 93/268
Wartości współczynnika rozszerzalności cieplnej tworzyw amorficznych^ bywają na ogół
znacznie niższe niż w tworzywach krystalicznych. W termoplastach amorficznych zbliżone są
raczej do cieczy niż do ciał stałych. Jest to zgodne z faktem, że w świetle zasad
termodynamicznych polimery amorficzne traktowane są jak ciecze przechłodzone. Wśród
tworzyw sztucznych jedynie fenoplasty i tworzywa wzmocnione włóknem szklanym mają
objętościowy współczynnik rozszerzalności cieplnej zbliżony do metali. Należy tu jednak
zwrócić uwagę na to, że ^wartości liniowego współczynnika rozszerzalności cieplnej zależą od
izotropiii materiału. W tworzywach, które w wyniku procesów kształtowania wyrobów stają się
anizotropowe (ukierunkowanie łańcuchów wywołane wymuszonym kierunkiem płynięcia
tworzywa lub siłami wyciągającymi, np. przy produkcji włókien, lub folii), wartość liniowego
współczynnika rozszerzalności zmienia się w zależności od stopnia wyciągnięcia r\ (rys. 3.14).
70 "C' 1
6
4
OL'105 2
W wyniku
jednoosiowego zorientowania łańcuchów liniowy współczynnik rozszerzalności
cieplnej w kierunku równoległym do kierunku rozciągania aN spada w tworzywach
amorficznych poniżej wartości, jaką wykazuje materiał izotropowy a 0, natomiast
wzrasta w kierunku prostopadłym do kierunku rozciągania (ax). W wyniku
zaistniałej anizotropii uzyskuje się następującą zależność
3 oto = Olu + 2 aj
PMMA,^.
— >x
PSi
PM MA^
100 % 300v—-
Rys. 3. ¡4. Zależność liniowego współczynnika rozszerzalności cieplnej a od stopnia wyciągnięcia tworzywa ;; w jednoosiowym rozciąganiu
(3.73)
3.2. Własności cieplne 93
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 94/268
Uzyskane efekty mogą być dość duże i istotne, ponieważ różnica ctn - ct : może osiągać
wielkości rzędu a0. Objętościowy współczynnik rozszerzalności cieplnej takich efektów
anizotropii nie wykazuje.
S t a b i I n o ś ś . t e r m i c z n a i o d p o r n o ś ć c i e p l n a
tworzyw decydują zwykle, „obok charakterystyk mechanicznych, o w^y^ę danego tworzywa na
określony wyrób. W rozdz. 3.1 wykazano, że własności mechaniczne tworzyw (wytrzymałość,
odkształcałność) bardzo istotnie zależą od temperatury, tzn. wzrostem tempęj tury
wytrzymałość tworzyw (w tym w szczególności termoplastów) maleje oraz -pijkszjałęalnpść
rośnie. Poprawna praca elementu konstrukcyjnego wykonanego z tworzywa sztucznego
wymaga, aby zmiany własności mechanicznych zachodzące w tworzywie w warunkach
eksploatacji nie przekroczyły granic dopuszczalnej tolerancji elementu. Jest to możliwe
wówczas, gdy temperatura pracy elementu nie przekroczy tzw. temperatury użytkowania
danego tworzywa Jest ona zwykle niższa od tzw. temperatury migknienja, której
ftr<;ęJ<roęzeru^ prowadzi ęlo tak daleko idących odkształceń, iż w ich wyniku element traci
walory użytkowe Odporność cieplną tworzyw wiąże się również z poziomem tęmperatury
topnienia i ciepła właściwego tworzywa, które to wielkości pozostają w ścisłej zależności od
struktury wewnętrznej tworzywa. Zarówno stabilność termiczną jak i odporność cieplną
determinują bowiem siły wiązań wewnętrznych w tworzywach, a zatem podwyższając je,
można polepszyć charakterystyki termiczne polimerów.
Przykładowo: siła wiązań wodoru z węglem, z jakimi mamy do czynienia w
makrocząsteczce polietylenu, jest dużo mniejsza niż siła wiązań fluoru z węglem
występujących w makrocząsteczce politrifluoroetylenu. Zastąpienie atomów wodoru atomami
fluoru przesuwa temperaturę zastosowania tworzywa z temperatury ~120°C na ~250°C.
Jeszcze lepsze efekty daje zastąpienie w szkielecie łańcucha. atomów węgla atomami
krzemu i tlenu. Tworzywa takie noszą nazwę silikonów. Mogą one być stosowane w
temperaturach od -70°C do +300°C. Ponadto podwyższenie omawianych własności
termicznych polimerów można uzyskiwać przez wprowadzenie do ich łańcuchów pierścieni
aromatycznych (benzenowych), czego przykładem mogą być poliamidy aromatyczne, których
temperatura topnienia wynosi ok 300°C, podczas gdy temperatura topnienia poliamidu 6
wynosi zaledwie 225°C
Jak widać, sterowanie charakterystykami termicznymi polimeru możliwe jest przez
ingerencję w jego strukturę.3.3. Własności elektryczne
94 3. Własności tworzyw sztucznych
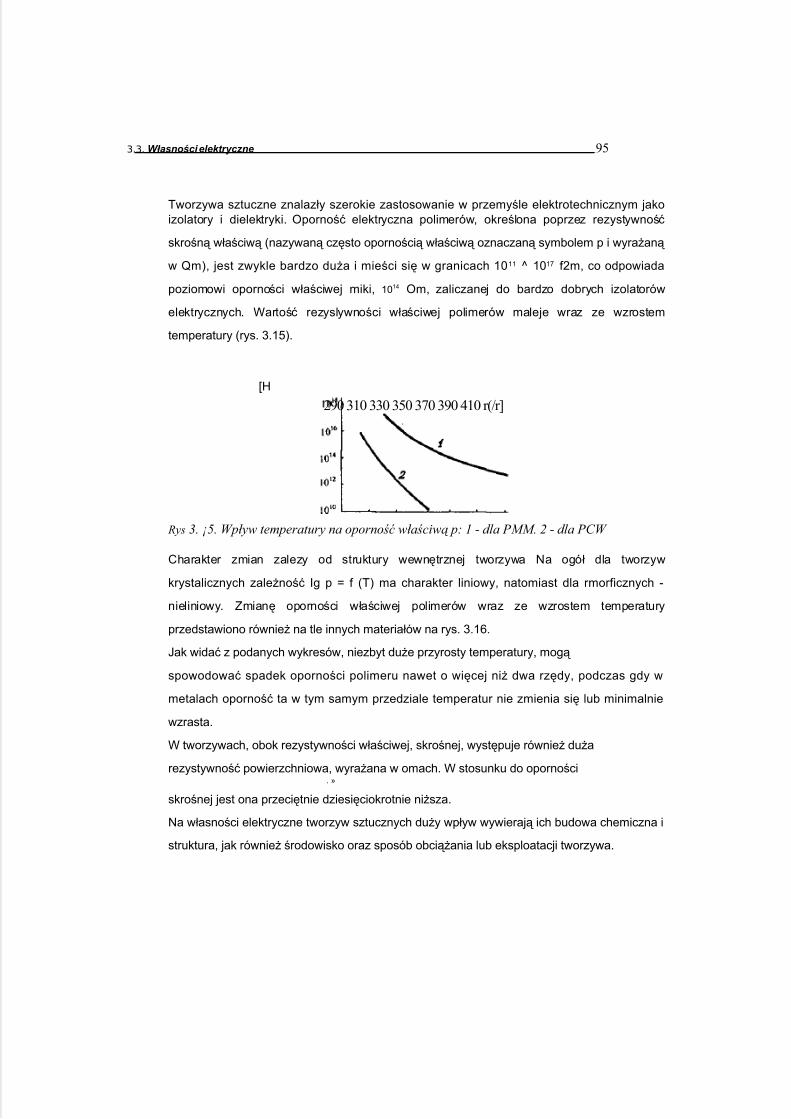
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 95/268
Tworzywa sztuczne znalazły szerokie zastosowanie w przemyśle elektrotechnicznym jakoizolatory i dielektryki. Oporność elektryczna polimerów, określona poprzez rezystywność
skrośną właściwą (nazywaną często opornością właściwą oznaczaną symbolem p i wyrażaną
w Qm), jest zwykle bardzo duża i mieści się w granicach 1011 ^ 1017 f2m, co odpowiada
poziomowi oporności właściwej miki, 1014 Om, zaliczanej do bardzo dobrych izolatorów
elektrycznych. Wartość rezyslywności właściwej polimerów maleje wraz ze wzrostem
temperatury (rys. 3.15).
[H
Rys 3. ¡5. Wpływ temperatury na oporność właściwą p: 1 - dla PMM. 2 - dla PCW
Charakter zmian zalezy od struktury wewnętrznej tworzywa Na ogół dla tworzyw
krystalicznych zależność Ig p = f (T) ma charakter liniowy, natomiast dla rmorficznych -
nieliniowy. Zmianę oporności właściwej polimerów wraz ze wzrostem temperatury
przedstawiono również na tle innych materiałów na rys. 3.16.
Jak widać z podanych wykresów, niezbyt duże przyrosty temperatury, mogą
spowodować spadek oporności polimeru nawet o więcej niż dwa rzędy, podczas gdy w
metalach oporność ta w tym samym przedziale temperatur nie zmienia się lub minimalnie
wzrasta.
W tworzywach, obok rezystywności właściwej, skrośnej, występuje również duża
rezystywność powierzchniowa, wyrażana w omach. W stosunku do oporności. »
skrośnej jest ona przeciętnie dziesięciokrotnie niższa.
Na własności elektryczne tworzyw sztucznych duży wpływ wywierają ich budowa chemiczna i
struktura, jak również środowisko oraz sposób obciążania lub eksploatacji tworzywa.
290 310 330 350 370 390 410 r(/r]
3.3. Własności elektryczne 95
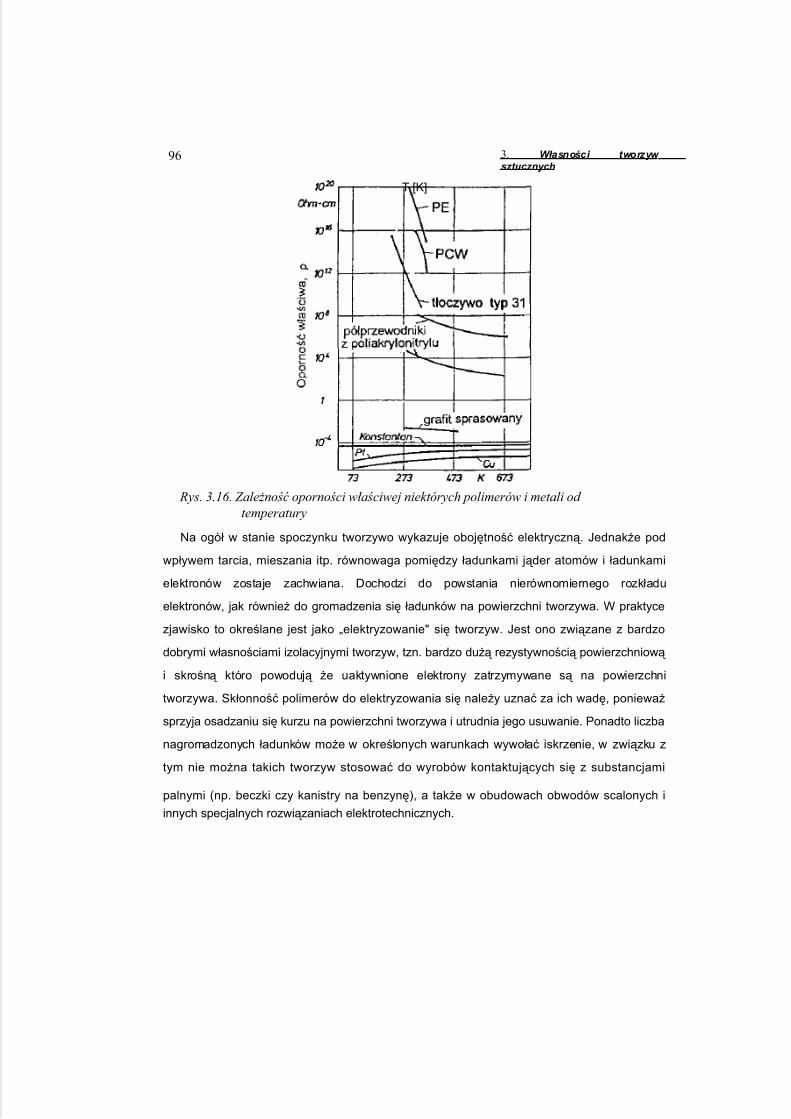
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 96/268
Rys. 3.16. Zależność oporności właściwej niektórych polimerów i metali od temperatury
Na ogół w stanie spoczynku tworzywo wykazuje obojętność elektryczną. Jednakże pod
wpływem tarcia, mieszania itp. równowaga pomiędzy ładunkami jąder atomów i ładunkami
elektronów zostaje zachwiana. Dochodzi do powstania nierównomiernego rozkładu
elektronów, jak również do gromadzenia się ładunków na powierzchni tworzywa. W praktyce
zjawisko to określane jest jako „elektryzowanie" się tworzyw. Jest ono związane z bardzo
dobrymi własnościami izolacyjnymi tworzyw, tzn. bardzo dużą rezystywnością powierzchniową
i skrośną któro powodują że uaktywnione elektrony zatrzymywane są na powierzchni
tworzywa. Skłonność polimerów do elektryzowania się należy uznać za ich wadę, ponieważ
sprzyja osadzaniu się kurzu na powierzchni tworzywa i utrudnia jego usuwanie. Ponadto liczba
nagromadzonych ładunków może w określonych warunkach wywołać iskrzenie, w związku z
tym nie można takich tworzyw stosować do wyrobów kontaktujących się z substancjami
palnymi (np. beczki czy kanistry na benzynę), a także w obudowach obwodów scalonych i
innych specjalnych rozwiązaniach elektrotechnicznych.
T [K]
96 3. Własności tworzyw sztucznych
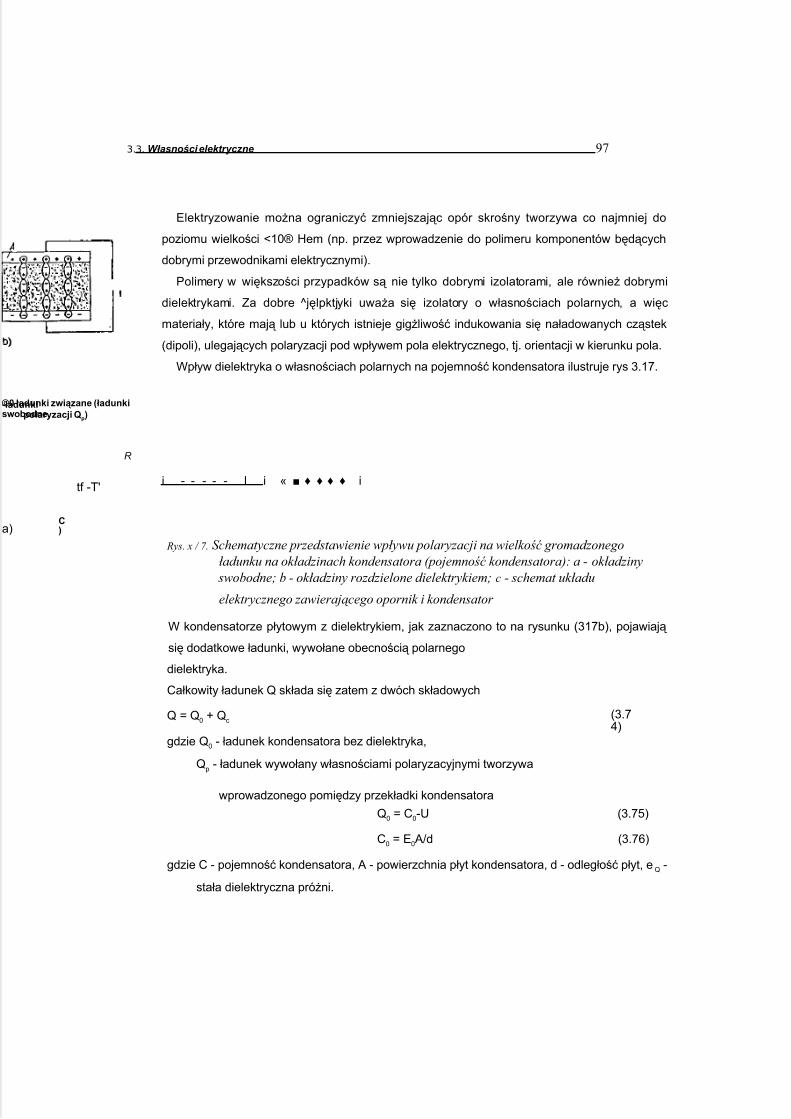
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 97/268
Elektryzowanie można ograniczyć zmniejszając opór skrośny tworzywa co najmniej do
poziomu wielkości <10® Hem (np. przez wprowadzenie do polimeru komponentów będących
dobrymi przewodnikami elektrycznymi).
Polimery w większości przypadków są nie tylko dobrymi izolatorami, ale również dobrymi
dielektrykami. Za dobre ^jęlpktjyki uważa się izolatory o własnościach polarnych, a więc
materiały, które mają lub u których istnieje gigżliwość indukowania się naładowanych cząstek
(dipoli), ulegających polaryzacji pod wpływem pola elektrycznego, tj. orientacji w kierunku pola.
Wpływ dielektryka o własnościach polarnych na pojemność kondensatora ilustruje rys 3.17.
i - - - - - l i « ■ ♦ ♦ ♦ ♦ i
Rys. x / 7. Schematyczne przedstawienie wpływu polaryzacji na wielkość gromadzonegoładunku na okładzinach kondensatora (pojemność kondensatora): a - okładziny swobodne; b - okładziny rozdzielone dielektrykiem; c - schemat układu
elektrycznego zawierającego opornik i kondensator
W kondensatorze płytowym z dielektrykiem, jak zaznaczono to na rysunku (317b), pojawiają
się dodatkowe ładunki, wywołane obecnością polarnego
dielektryka.
Całkowity ładunek Q składa się zatem z dwóch składowych
Q = Q0 + Qc
gdzie Q0 - ładunek kondensatora bez dielektryka,
Qp - ładunek wywołany własnościami polaryzacyjnymi tworzywa
wprowadzonego pomiędzy przekładki kondensatora
Q0 = C0-U (3.75)
C0 = E0A/d (3.76)
gdzie C - pojemność kondensatora, A - powierzchnia płyt kondensatora, d - odległość płyt, e Q -
stała dielektryczna próżni.
©0 ładunki związane (ładunkipolaryzacji Qp)
C)
-ładunkiswobodne
R
tf -T'
a)
(3.74)
3.3. Własności elektryczne 97
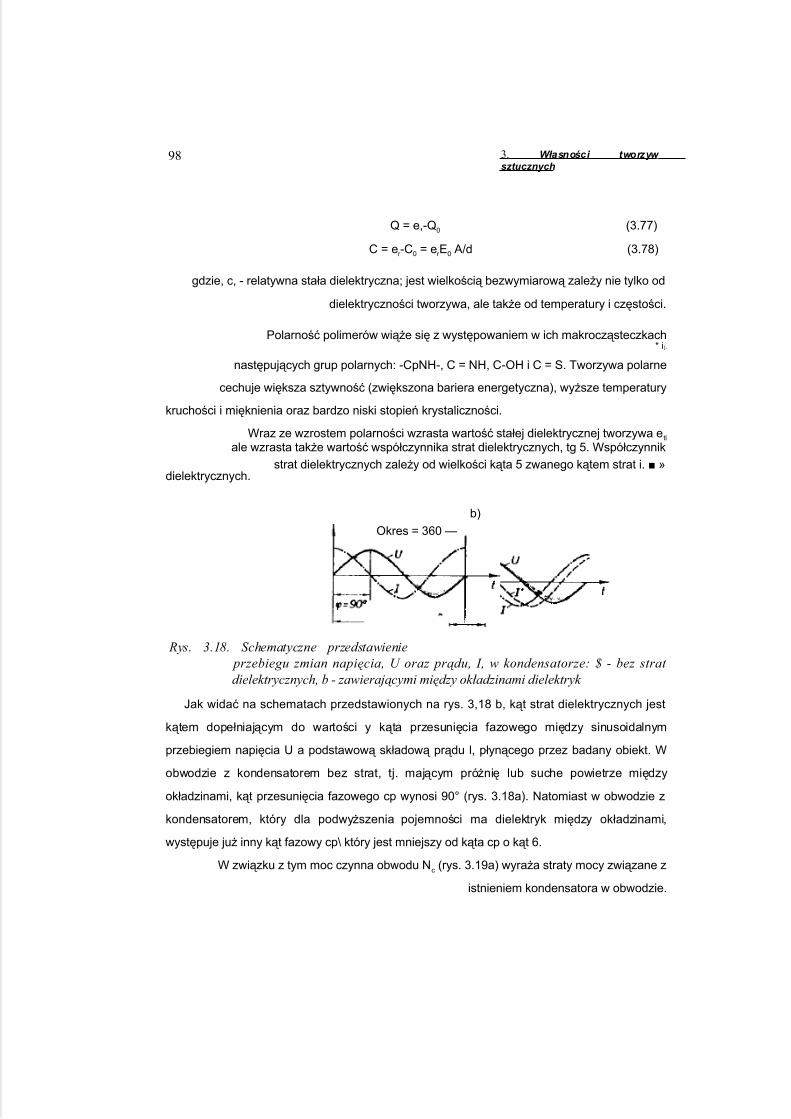
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 98/268
Q = e,-Q0 (3.77)
C = er -C0 = er E0 A/d (3.78)
gdzie, c, - relatywna stała dielektryczna; jest wielkością bezwymiarową zależy nie tylko od
dielektryczności tworzywa, ale także od temperatury i częstości.
Polarność polimerów wiąże się z występowaniem w ich makrocząsteczkach* i j.
następujących grup polarnych: -CpNH-, C = NH, C-OH i C = S. Tworzywa polarne
cechuje większa sztywność (zwiększona bariera energetyczna), wyższe temperatury
kruchości i mięknienia oraz bardzo niski stopień krystaliczności.
Wraz ze wzrostem polarności wzrasta wartość stałej dielektrycznej tworzywa etl
ale wzrasta także wartość współczynnika strat dielektrycznych, tg 5. Współczynnik
strat dielektrycznych zależy od wielkości kąta 5 zwanego kątem strat i. ■ »dielektrycznych.
b)
Rys. 3.18. Schematyczne przedstawienie przebiegu zmian napięcia, U oraz prądu, I, w kondensatorze: $ - bez strat dielektrycznych, b - zawierającymi między okładzinami dielektryk
Jak widać na schematach przedstawionych na rys. 3,18 b, kąt strat dielektrycznych jest
kątem dopełniającym do wartości y kąta przesunięcia fazowego między sinusoidalnym
przebiegiem napięcia U a podstawową składową prądu l, płynącego przez badany obiekt. W
obwodzie z kondensatorem bez strat, tj. mającym próżnię lub suche powietrze między
okładzinami, kąt przesunięcia fazowego cp wynosi 90° (rys. 3.18a). Natomiast w obwodzie z
kondensatorem, który dla podwyższenia pojemności ma dielektryk między okładzinami,
występuje już inny kąt fazowy cp\ który jest mniejszy od kąta cp o kąt 6.
W związku z tym moc czynna obwodu Nc (rys. 3.19a) wyraża straty mocy związane z
istnieniem kondensatora w obwodzie.
Okres = 360 —
98 3. Własności tworzyw sztucznych
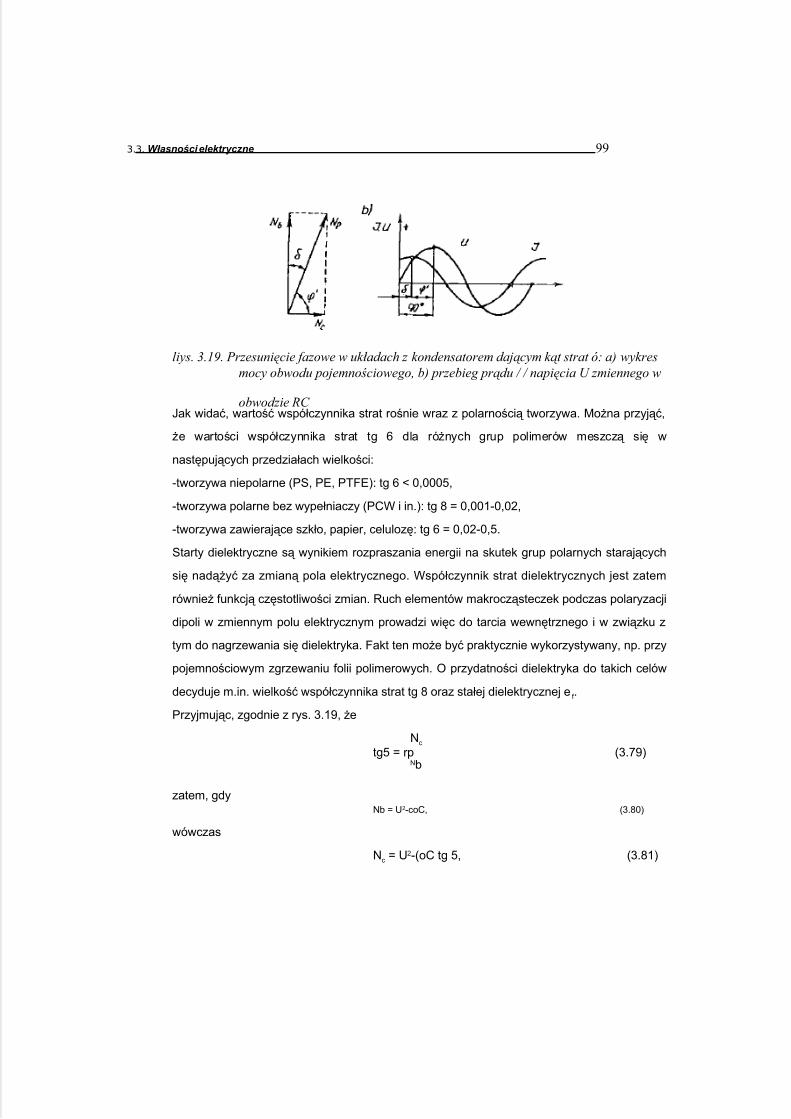
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 99/268
liys. 3.19. Przesunięcie fazowe w układach z kondensatorem dającym kąt strat ó: a) wykresmocy obwodu pojemnościowego, b) przebieg prądu / / napięcia U zmiennego w
obwodzie RC Jak widać, wartość współczynnika strat rośnie wraz z polarnością tworzywa. Można przyjąć,
że wartości współczynnika strat tg 6 dla różnych grup polimerów meszczą się w
następujących przedziałach wielkości:
-tworzywa niepolarne (PS, PE, PTFE): tg 6 < 0,0005,
-tworzywa polarne bez wypełniaczy (PCW i in.): tg 8 = 0,001-0,02,
-tworzywa zawierające szkło, papier, celulozę: tg 6 = 0,02-0,5.
Starty dielektryczne są wynikiem rozpraszania energii na skutek grup polarnych starających
się nadążyć za zmianą pola elektrycznego. Współczynnik strat dielektrycznych jest zatem
również funkcją częstotliwości zmian. Ruch elementów makrocząsteczek podczas polaryzacji
dipoli w zmiennym polu elektrycznym prowadzi więc do tarcia wewnętrznego i w związku z
tym do nagrzewania się dielektryka. Fakt ten może być praktycznie wykorzystywany, np. przy
pojemnościowym zgrzewaniu folii polimerowych. O przydatności dielektryka do takich celów
decyduje m.in. wielkość współczynnika strat tg 8 oraz stałej dielektrycznej e f .
Przyjmując, zgodnie z rys. 3.19, że
Nc
tg5 = rp (3.79)Nb
zatem, gdyNb = U2-coC, (3.80)
wówczas
Nc = U2-(oC tg 5, (3.81)
3.3. Własności elektryczne 99
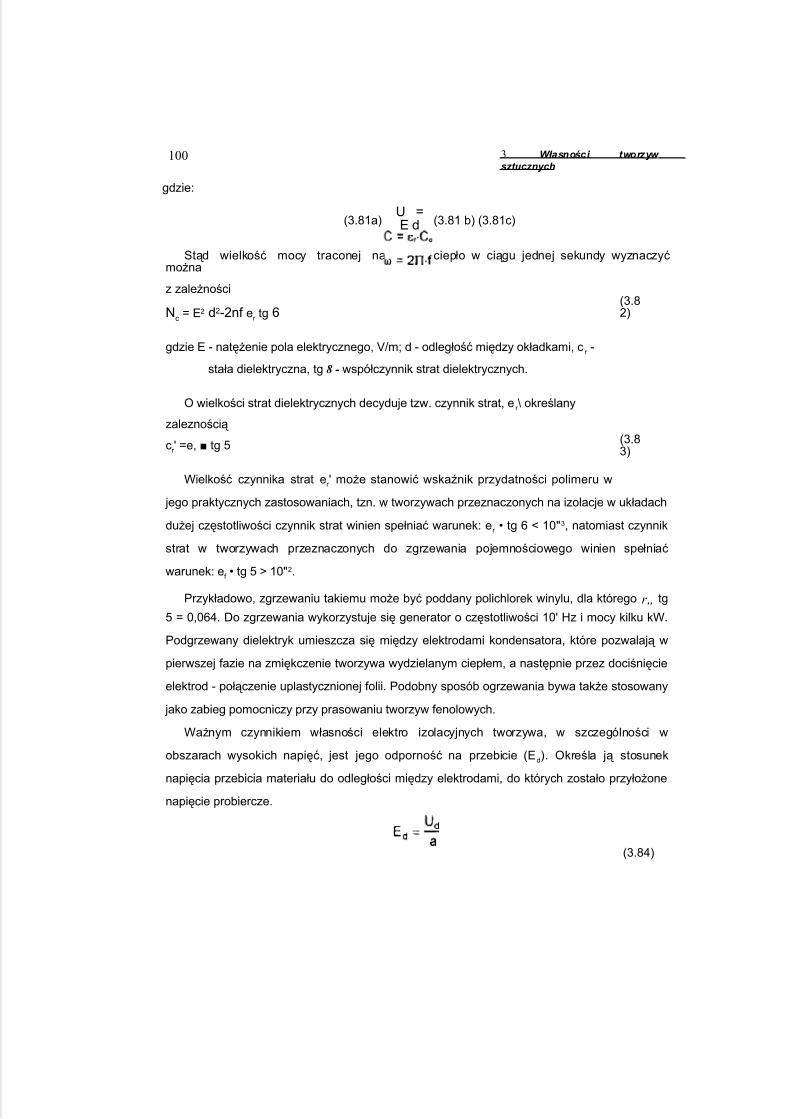
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 100/268
(3.81a) (3.81 b) (3.81c)
Stąd wielkość mocy traconej na ciepło w ciągu jednej sekundy wyznaczyćmożna
z zależności
Nc = E2 d2-2nf er tg 6
gdzie E - natężenie pola elektrycznego, V/m; d - odległość między okładkami, c r -
stała dielektryczna, tg 8 - współczynnik strat dielektrycznych.
O wielkości strat dielektrycznych decyduje tzw. czynnik strat, e r \ określany
zaleznością
cr ' =e, ■ tg 5
Wielkość czynnika strat er ' może stanowić wskaźnik przydatności polimeru w
jego praktycznych zastosowaniach, tzn. w tworzywach przeznaczonych na izolacje w układach
dużej częstotliwości czynnik strat winien spełniać warunek: er • tg 6 < 10"3, natomiast czynnik
strat w tworzywach przeznaczonych do zgrzewania pojemnościowego winien spełniać
warunek: ef • tg 5 > 10"2.
Przykładowo, zgrzewaniu takiemu może być poddany polichlorek winylu, dla którego r„ tg
5 = 0,064. Do zgrzewania wykorzystuje się generator o częstotliwości 10' Hz i mocy kilku kW.
Podgrzewany dielektryk umieszcza się między elektrodami kondensatora, które pozwalają w
pierwszej fazie na zmiękczenie tworzywa wydzielanym ciepłem, a następnie przez dociśnięcie
elektrod - połączenie uplastycznionej folii. Podobny sposób ogrzewania bywa także stosowany
jako zabieg pomocniczy przy prasowaniu tworzyw fenolowych.
Ważnym czynnikiem własności elektro izolacyjnych tworzywa, w szczególności w
obszarach wysokich napięć, jest jego odporność na przebicie (Ed). Określa ją stosunek
napięcia przebicia materiału do odległości między elektrodami, do których zostało przyłożone
napięcie probiercze.
(3.84)
(3.82)
(3.83)
U =E d
gdzie:
100 3. Własności tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 101/268
Jednostką wytrzymałości na przebicie (nazywanej także wytrzymałością dielektryczną)
jest kV / mm.
Wytrzymałość ta zależy od wielu czynników: guiteriałowyęh (budowa chemiczna i
fizyczna), geometrycznych (wymiary badanych próbek), ^ewnętrznyęł^ (temperatura,
wilgotność, ciśnienie, gradient narastania obciążenia). Jej zależność od wielkości
odkształcenia próbki ilustruje rys. 3.20.
Rys. 3.20. Spadek wytrzymałości na przebicie fołii polipropylenowej
W temperaturze pokojowej v^trzymstłość dieJektryc^gą* takich tworzyw jak np. PTFE,
PS, SAN, PA, PP, PCW mieści się w przedziale 40^80 kV/mm i jest zbliżona dowytrzymałości dielektrycznej szkła (50^-120 kV/mm). Wytrzymałość dielektryczna obniża
się wraz ze wzrostem temperatury materiału i zaabsorbowaną przez niego
wilgocią.
Podsumowując można stwierdzić, że w praktycznych zastosowaniach tworzyw
polimerowych jako materiałów elektro izolacyjnych w urządzeniach elektrycznych stawiane
są tym materiałom zwykle następujące wymagania: żąda się dużej wartości oporności i
PP2 (VK - 40 °C)
Ed - / (Cmechy
iv
j/k
NU =100
mm
1
230
kV
mm
210
Uf
190
17 0
15 0
130
10 % 12
3 3 Własności elektryczne 101
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 102/268
dużej wytrzymałości dielektrycznej oraz małej stratności i małej wartości stałejdielektrycznej.Rozdział 4
KLASYFIKACJA I KRÓTKIE CHARAKTERYSTYKI NIEKTÓRYCH
TWORZYW SZTUCZNYCH
4 . / . Najczęściej stosowane podziały tworzyw sztucznych
Kryteria podziału tworzyw sztucznych mogą uwzględniać bardzo różne ich cechy iwłaściwości, m. in. takie jak:
1. właściwości spręży stopią styczne tworzywa,
2zachowanie się materiału pod wpływem ogrzewania,
3jego właściwości użytkowe i zastosowanie, określone cechami polimeru stanowiącego
główny składnik tworzywa.
Stosując pierwsze z podanych kryteriów, tworzywa sztuczne dzielimy na elastomery i
plastomery.
Elastomery są to polimery, które w temperaturze pokojowej wykazują dużą zdolność do
odkształceń i wydłużeń (wydłużenia przekraczają na ogół 100%) przy równoczesnym
zachowaniu właściwości sprężystych, jednakże przy niskich modułach sprężystości (10105 40-
105 Pa). Do tej grupy zalicza się kauczuki naturalne i syntetyczne, kopolimery butadienu i
izoprenu ze związkami winylowymi, poliizobutylen i niektóre poliuretany.
Plastomery są to tworzywa, których wydłużenie sprężyste w temperaturze pokojowej nie
przekracza 100% (często wynosi ono tylko kilka lub kilkanaście procent). Do tej grupy
zaliczamy przede wszystkim tworzywa termoplastyczne, ale obok nich również dużą grupę
duroplastów.
Pojawiający się tu podział tworzyw na termoplasty i duroplasty wynika z zastosowaniadrugiego z wymienionych kryteriów podziału.
Nazwą termoplasty obejmuje się te tworzywa, które ogrzane do wystarczająco wysokiej
temperatury miękną aż do plastycznego płynięcia, a po ochłodzeniu ponownie stają się
twardym ciałem stałym, przy czym proces mięknięcia i utwardzania może być wielokrotnie
powtarzany bez powodowania zmian podstawowych właściwości tworzywa. Proces
mięknięcia i utwardzania jest powtarzalny, pod warunkiem że podczas nagrzewania nie

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 103/268
nastąpi przekroczenie dopuszczalnej dla danego tworzywa temperatury, co mogłobyspowodować rozkład polimeru lub innych składników wchodzących w skład przerabianej
masy. Takie zachowanie się termoplastów tłumaczy się tym, że ich makrocząsteczki, mające
kształt łańcuchów liniowych lub rozgałęzionych, związanych wewnątrz silnymi wiązaniami
atomowymi, połączone są między sobą znacznie słabszymi wiązaniami
międzycząsłeczkowymi, które osłabiają się jeszcze bardziej ze wzrostem temperatury. W polu
podwyższonych temperatur osłabione siły międzycząsteczkowe umożliwiają zwiększenie
ruchliwości łańcuchów i wzajemne poślizgi cząstek względem siebie. Obniżenie temperatury
tworzywa zjawiska te ponownie ogranicza
Duropiasty są to tworzywa polimerowe, które można przeprowadzić ze stanu plastycznego
w stan stały tylko jeden raz. Ponowne uplastycznienie tworzywa nie jest możliwe. Wynika to
stąd, że utwardzenie tworzywa wiąże się z usieciowaniem struktury wyjściowej, co ma
charakter reakcji chemicznej, a zatem jest procesem nieodwracalnym. Procesy sieciowania
mogą zachodzić pod wpływem określonych substancji wprowadzonych do żywicy - wówczas
tworzywa takie nazywane są chemoutwardzalnymi, albo pod wpływem odpowiednio wysokiej
temperatury i wówczas tworzywa te nazywane są termoutwardzalnymi. W praktyce często
łączy się ze sobą zarówno jeden, jak i drugi czynnik w celu zintensyfikowania procesu
utwardzania żywicy.
3 3 Własności elektryczne 103
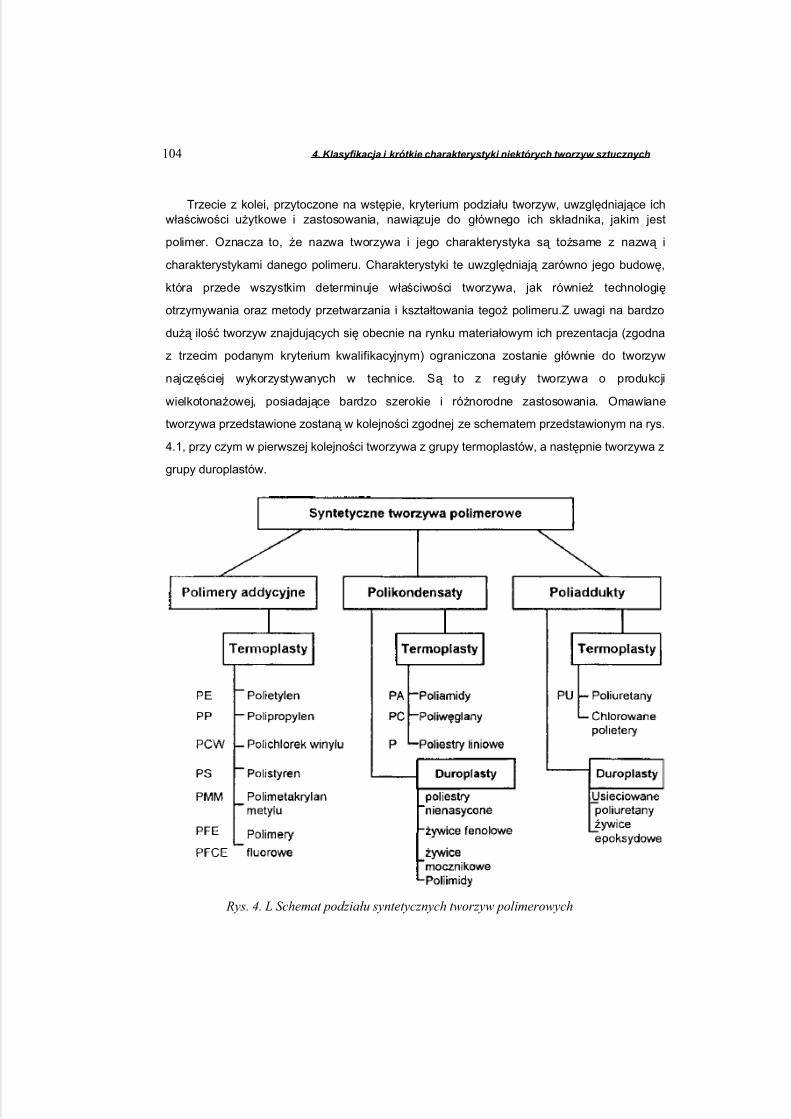
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 104/268
Trzecie z kolei, przytoczone na wstępie, kryterium podziału tworzyw, uwzględniające ichwłaściwości użytkowe i zastosowania, nawiązuje do głównego ich składnika, jakim jest
polimer. Oznacza to, że nazwa tworzywa i jego charakterystyka są tożsame z nazwą i
charakterystykami danego polimeru. Charakterystyki te uwzględniają zarówno jego budowę,
która przede wszystkim determinuje właściwości tworzywa, jak również technologię
otrzymywania oraz metody przetwarzania i kształtowania tegoż polimeru.Z uwagi na bardzo
dużą ilość tworzyw znajdujących się obecnie na rynku materiałowym ich prezentacja (zgodna
z trzecim podanym kryterium kwalifikacyjnym) ograniczona zostanie głównie do tworzyw
najczęściej wykorzystywanych w technice. Są to z reguły tworzywa o produkcji
wielkotonażowej, posiadające bardzo szerokie i różnorodne zastosowania. Omawiane
tworzywa przedstawione zostaną w kolejności zgodnej ze schematem przedstawionym na rys.
4.1, przy czym w pierwszej kolejności tworzywa z grupy termoplastów, a następnie tworzywa z
grupy duroplastów.
Rys. 4. L Schemat podziału syntetycznych tworzyw polimerowych
104 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 105/268
Prezentowane tworzywa to na ogół homopolimery, tzn. tworzywa uzyskane z jednakowych monomerów. Obok nich podano jednak również charakterystyki kilku
kopolimerów, tzn. tworzyw uzyskanych na bazie kilku różnych monomerów, ponieważ
tworzywa te, z uwagi na ich właściwości, znalazły także szerokie zastosowanie w technice.4.2. Krótkie charakterystyki niektórych tworzyw sztucznych
4.2.1. Tworzywa termoplastyczne
Do grupy tworzyw termoplastycznych, nazywanych również krótko termoplastami, należą
tworzywa, które w temperaturze pokojowej znajdują się w stanie zeszklenia lub w stanie
wysokiej elastyczności i które po podgrzaniu mogą przechodzić w stan lepko płynny. W tymstanie termoplasty poddawane są procesom przetwórstwa, ich bardzo dobre
^łaścjwośdjirzetwór^e, mał^ggstośćjy^a odpc^ a także bardzo flobre
wlaśawośę^J^ przyczyniły się do szybkiego
rozwoju produkcji i szerokiego zastosowania wyrobów z tej grupy tworzyw w różnych gałęziach
przemysłu. Obok wielu cennych zalet tworzywa te mają również pewne cechy ujemne, o
których zarówno projektant, jak i wytwórca nie mogą zapominać. Wymienić tu należy na
pierwszym miejscu bardzo gjgłg^jgjJyyy^g^jyegln^ Ogranicza to znacznie zakres zastosowań
wielu termoplastów i wymaga bardzo rygorystycznego przestrzegania ustalonej
jemgerg^y^jfcgy^gjgfl^ elementu wykonanego z tego materiału. Wraz ze zmianą temperaturyzachodzą bowiem w termoplastach istotne zmiany zarówno w ich właściwościach
mechanicznych, jak i fizycznych. Do wad termoplastów, wykorzystywanych jako tworzywo
konstrukcyjne, zalicza się również stosunkowo wywołaną z jednej strony
dużym zróżnicęwanjejri i z r r j i e n n o ś c i ą ■ również małą
odporności^ieplnsyub niekiedy także hiaroskogijnośęi^
Polietylen (PE)
Polimer ten, uzyskany w 1935 r. w Wielkiej Brytanii, zaliczany jest do tworzyw szeroko
rozpowszechnionych w technice. Początkowo uzyskany został w procesie polimeryzacji
rodnikowej etylenu, prowadzonej pod 200 MPa)i w podwyższonej temperaturze (150 h- 250°C). W jej wyniku uzyskiwano jgolietyjeri małej
gęstości (ozn. PEmfJ lub PE -LD). Wzór strukturalny polietylenu zapisać można następująco:H H I I
n CH2 = CH2 -> -C-C i i H H
Polietylen małej gęstości posiada stopień polimeryzacji n=500^1500^ krystaliczność ok 60%
oraz temperaturę mięknienia 80 + 90°C. Na początku lat sześćdziesiątych XX w uruchomiono
produkcjęj^oliet^len^^uż gęstości (ozn. PEda lub PE -HD) w obecności metaloo jani
105 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 106/268
Zieglera-Natty. Wykorzystanie tego
katalizatora umożliwiło prowadzenie procesu polimeryzacji w niższych temperaturach pod
normalnym ciśnieniem lub niewielkim nadciśnieniu
( • 0,5 MPa). Stopień polimeryzacji tak otrzymywanego polietylenu dużej gęstości wynosi ^n-
1500 - 9000CL zawartość^fazy krystalicznej sięga 85%^ a temperatura miękmenia mieści się
w przedziale W tym czasie powstały też pierwsze
metody średniociśnieniowe oparte na heterogenicznym katalizatorze tlenkowym.** i • .. imimMhuwm^ BM i
Polimeryzację tę prowadzi się w roztworze i suspensji (ostatnio również w fazie gazowej) przy
zastosowaniu ciśnienia najczęściej ok. 3,5 MPa w temp. 65 -=- 175°C. W metodach
średniociśnieniowych ciśnienie procesu nie przekracza zwykle 10 MPa ,
W latach siedemdziesiątych pojawiła się kolejna nowa metoda niskociśnieniowa, w której
proces polimeryzacji realizowany jest w^azu^jazowgyj^yj^^ Złoże fluidalne uzyskuje się w
pionowym cylindrycznym reaktorze, do którego przez porowate dno doprowadza się etylen w
postaci gazowej. W wytworzonej mieszaninie leakcyjnej złoża fluidalnego ziarna polietylenu
rosną w miarę postępu polimeryzacji w prądzie gazowego etylenu, przepływającego z dołu do
góry w pionowym reaktorze Podczas polimeryzacji wysokoaktywny katalizator
metaloorganiczny doprowadzany jest regularnie do ruchomego złoża fluidalnego. Tanajnowsza technologia zaliczana jest do bardzo ekonomicznych, ponieważ pozwala
zaoszczędzić ok. 75% energii zużywanej w metodach poprzednich, znacznie zmniejsza koszty
inwestycyjne i wymagania co do stopnia czystości surowca, a także umożliwia produkcję
różnych gatunków polietylenów przy wykorzystaniu tej samej instalacji.
Poszczególne gatunki polietylenów, otrzymywanych różnymi metodami, posiadają pewne
odmienne elementy struktury wewnętrznej, a zatem również ich właściwości mechaniczne i
fizyczne różnią się między sobą.
Praktyczne ^w^korzystani^ polietylenu jest mocno zróżnicowane. Przykładowo, polietylen
znajduje zastosowanie: w produkcji folii i innych opakowań, do wyrobu rur nadających się
zarówno do wody pitnej, jak i do ścieków (w tym również chenucznych), może być
wykorzystywany na powłoki kablowe oraz do wyrobu elementów gospodarstwa domowego - z
wyjątkiem pojemników i opakowań do mleka lub tłuszczów^zwierzgcych^ Szczególnie
przydatne okazały się folk^olietylenowe przy zabezpieczaniu gleby i wód gruntowych przed
szkodliwym działaniem^dcieków ze składowisk odpadów komunalnych i przemysłowych oraz
106 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 107/268
przy uszczelnianiu zbiorników wodnych (tzw. geomembrany lub ekomembrany).W technice opakowań coraz częściej stosuje się folie wielowarstwowej kła dające się
^jjóżn cl^jgiyflj^^ polietylenów, a nawet również połączenia różnych termoplastów. Dzięki
strukturze wielowarstwowej można uzyskiwać folie o różnych charakterystykach
mechanicznych i bardzo zróżnicowanych właściwościach fizycznych.
Kolejną ważną dziedziną w której wykorzystuje się polietyleny, jest przemysł
elektroenergetyczny. Wynika to stąd, że polietylen ma doskonałe własności dielektryczne,
które zacho^gjj^są również ^ atmosferze ^jjygg^ są prawie
niezależne od temperatury ¡.częstotliwości.
Polietylen znajduje również szerokie zastosowanie jako t w o r z y w o
p o w ł o k o w e . Na powłoki stosowany jest polietylen o gęstości 912 + 950 kg/m3 i
wskaźniku płynięcia 1 + 22 g/10 min. Polietylen powłokowy występuje przede wszystkim w
formie proszkowej, którą uzyskuje się przez przemiał granulatu. Temperatura topnienia
proszku wynosi od 100°C (dla niższej gęstości) do ok 135°C (dla większych gęstości).
Temperatury pracy ciągłej mieszczą się w przedziale 70 100°C w zależności od gęstości
tworzywa. Powłoki polietylenowe cechuje dobra odporność na działanie kwasów, zasad i
różnych rozpuszczalników. Są również fizjologicznie obojętne, ulegają jednak szybko
procesowi ^stareenja pod wpływem światła słonecznego.
W Polsce polietylen produkuje się w Zakładach Chemicznych w Blachowni Śląskiej oraz w
Petrochemii Płock S.A. Na rynku występuje pod nazwą handlową
Politen.
Niektóre właściwości mechaniczne i fizyczne polietylenu produkcji krajowej przedstawiono
w tablicy 4.1, a obraz jego charakterystyk mechanicznych, uzyskanych w przedziale
temperatur od -61 do +81°C, na rys. 4.2.
107 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
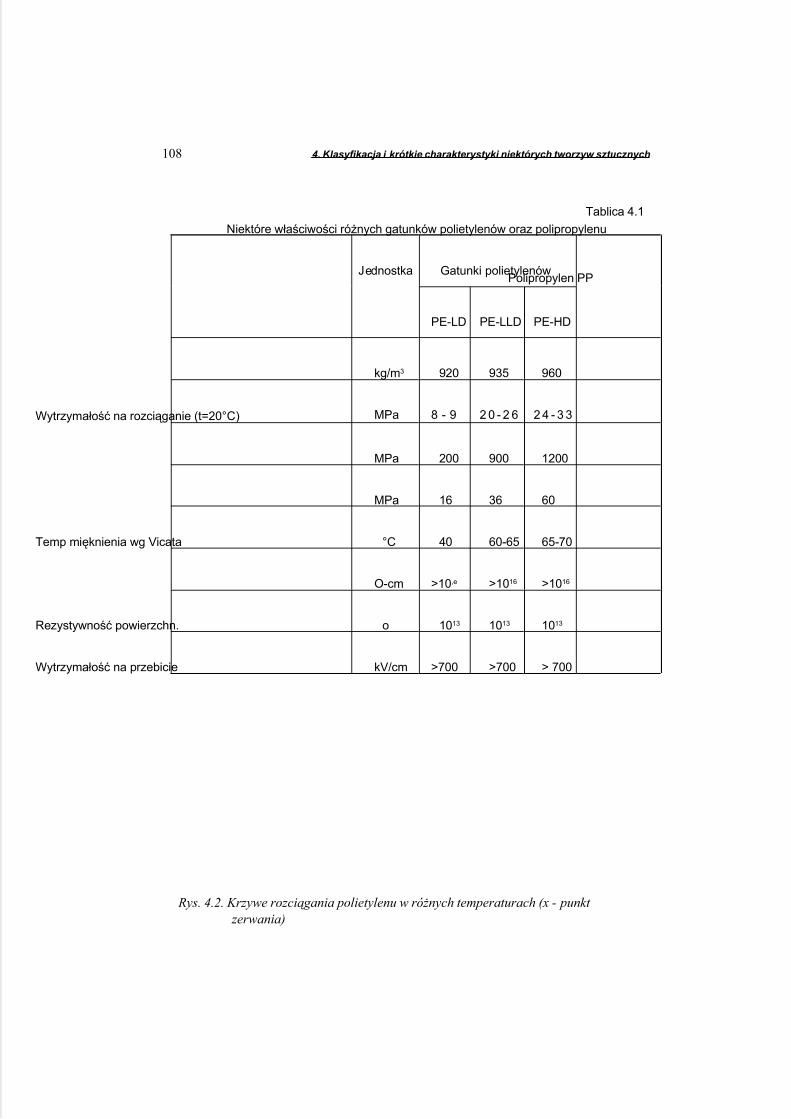
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 108/268
Tablica 4.1
Rys. 4.2. Krzywe rozciągania polietylenu w różnych temperaturach (x - punkt zerwania)
Niektóre właściwości różnych gatunków polietylenów oraz polipropylenu
Jednostka Gatunki polietylenówPolipropylen PP
PE-LD PE-LLD PE-HD
kg/m3 920 935 960
Wytrzymałość na rozciąganie (t=20°C) MPa 8 - 9 2 0 - 2 6 2 4 - 3 3
MPa 200 900 1200
MPa 16 36 60
Temp mięknienia wg Vicata °C 40 60-65 65-70
O-cm >10,e >1016 >1016
Rezystywność powierzchn. o 1013 1013 1013
Wytrzymałość na przebicie kV/cm >700 >700 > 700
108 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
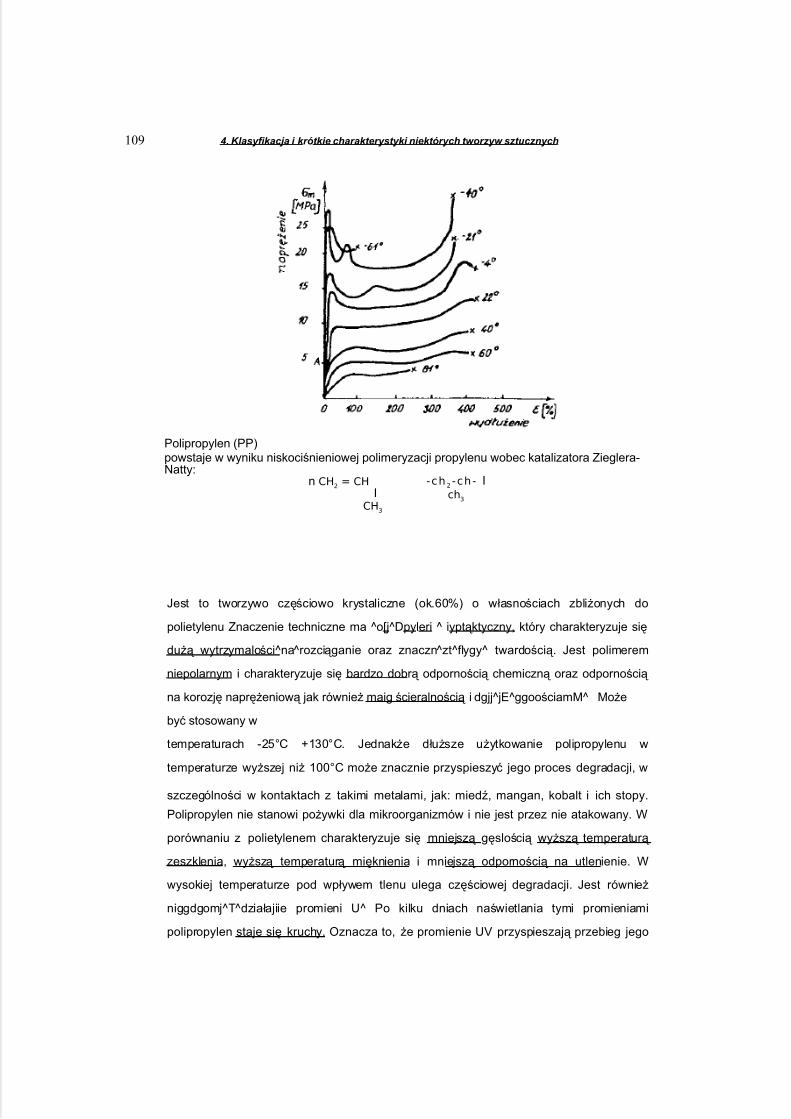
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 109/268
Polipropylen (PP)powstaje w wyniku niskociśnieniowej polimeryzacji propylenu wobec katalizatora Zieglera-Natty:
Jest to tworzywo częściowo krystaliczne (ok.60%) o własnościach zbliżonych do
polietylenu Znaczenie techniczne ma ^o[j^Dpyleri ^ iyptąktyczny, który charakteryzuje się
dużą wytrzymalości^na^rozciąganie oraz znaczn^zt^flygy^ twardością. Jest polimerem
niepolarnym i charakteryzuje się bardzo dobrą odpornością chemiczną oraz odpornością
na korozję naprężeniową jak również maig ścieralnością i dgjj^jE^ggoościamM^ Może
być stosowany w
temperaturach -25°C +130°C. Jednakże dłuższe użytkowanie polipropylenu w
temperaturze wyższej niż 100°C może znacznie przyspieszyć jego proces degradacji, w
szczególności w kontaktach z takimi metalami, jak: miedź, mangan, kobalt i ich stopy.
Polipropylen nie stanowi pożywki dla mikroorganizmów i nie jest przez nie atakowany. W
porównaniu z polietylenem charakteryzuje się mniejszą gęslością wyższą temperaturą
zeszklenia, wyższą temperaturą mięknienia i mniejszą odpornością na utlen ienie. W
wysokiej temperaturze pod wpływem tlenu ulega częściowej degradacji. Jest również
niggdgomj^T^działajiie promieni U^ Po kilku dniach naświetlania tymi promieniami
polipropylen staje się kruchy. Oznacza to, że promienie UV przyspieszają przebieg jego
109 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
n CH2 = CHI
CH3
-ch 2 -ch- Ich3

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 110/268
procesu starzenia. Te negatywne cechy tworzywa można zminimalizować lub nawetusunąć poprzez wprowadzenie do tworzywa różnych środków pomocniczych w postaci
odpowiednich stabilizatorów lub wypełniaczy.
Polipropylen znalazł zastosowanie w przemyśle maszynowym do wyrobu różnych
detali, w tym takich jak np. koła zębate, osprzęt maszynowy czy też naczynia i elementy
do sterylizacji. Należy przy tym zaznaczyć, że podczas sterylizacji radiacyjnej wyroby z
polipropylenu wytrzymują dawkę do 25 kJ/kg (2,5 Mrad) Jest stosowany również do
produkcji rur wykorzystywanych w sieci wodociaaowo- kanalizacyjnej, a także w
telekomunikacji iako osłona kabli Podobnie jak polietylen,
110 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
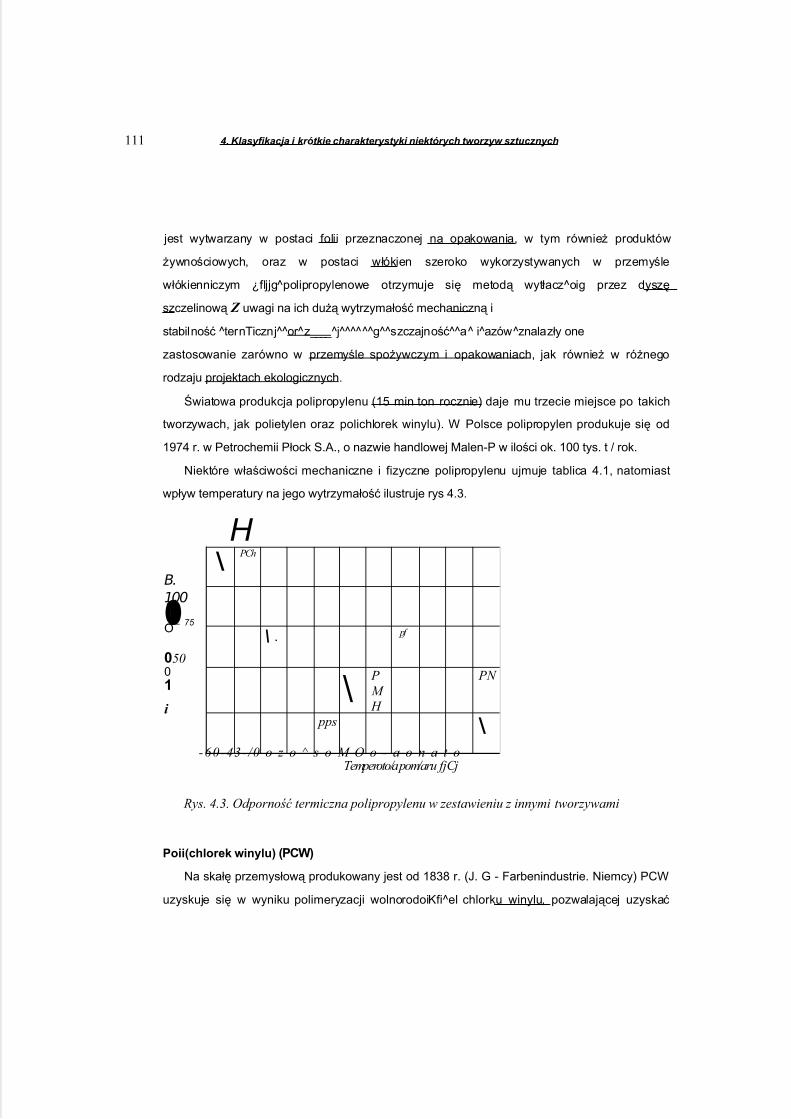
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 111/268
jest wytwarzany w postaci folii przeznaczonej na opakowania, w tym również produktów
żywnościowych, oraz w postaci włókien szeroko wykorzystywanych w przemyśle
włókienniczym ¿fljjg^polipropylenowe otrzymuje się metodą wytłacz^oig przez dyszę
szczelinową Z uwagi na ich dużą wytrzymałość mechaniczną i
stabilność ^ternTicznj^^or^z ____ j^^^^^^g^^szczajność^^a^ i^azów^znalazły one
zastosowanie zarówno w przemyśle spożywczym i opakowaniach, jak również w różnego
rodzaju projektach ekologicznych.
Światowa produkcja polipropylenu (15 min ton rocznie) daje mu trzecie miejsce po takich
tworzywach, jak polietylen oraz polichlorek winylu). W Polsce polipropylen produkuje się od
1974 r. w Petrochemii Płock S.A., o nazwie handlowej Malen-P w ilości ok. 100 tys. t / rok.
Niektóre właściwości mechaniczne i fizyczne polipropylenu ujmuje tablica 4.1, natomiast
wpływ temperatury na jego wytrzymałość ilustruje rys 4.3.
H
Rys. 4.3. Odporność termiczna polipropylenu w zestawieniu z innymi tworzywami
Poii(chlorek winylu) (PCW)
Na skałę przemysłową produkowany jest od 1838 r. (J. G - Farbenindustrie. Niemcy) PCW
uzyskuje się w wyniku polimeryzacji wolnorodoiKfi^el chlorku winylu, pozwalającej uzyskać
111 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
\ PCh
\ . pf
\ P M H
PN
pps \
B.
100
01 75 O
05001
i
-60-43-/0 o z o ^ s o M O o - a o n a t oTemperoto/a pom/aru fjCj
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 112/268
tworzywo o mggj^^z^steczk^ i
112 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
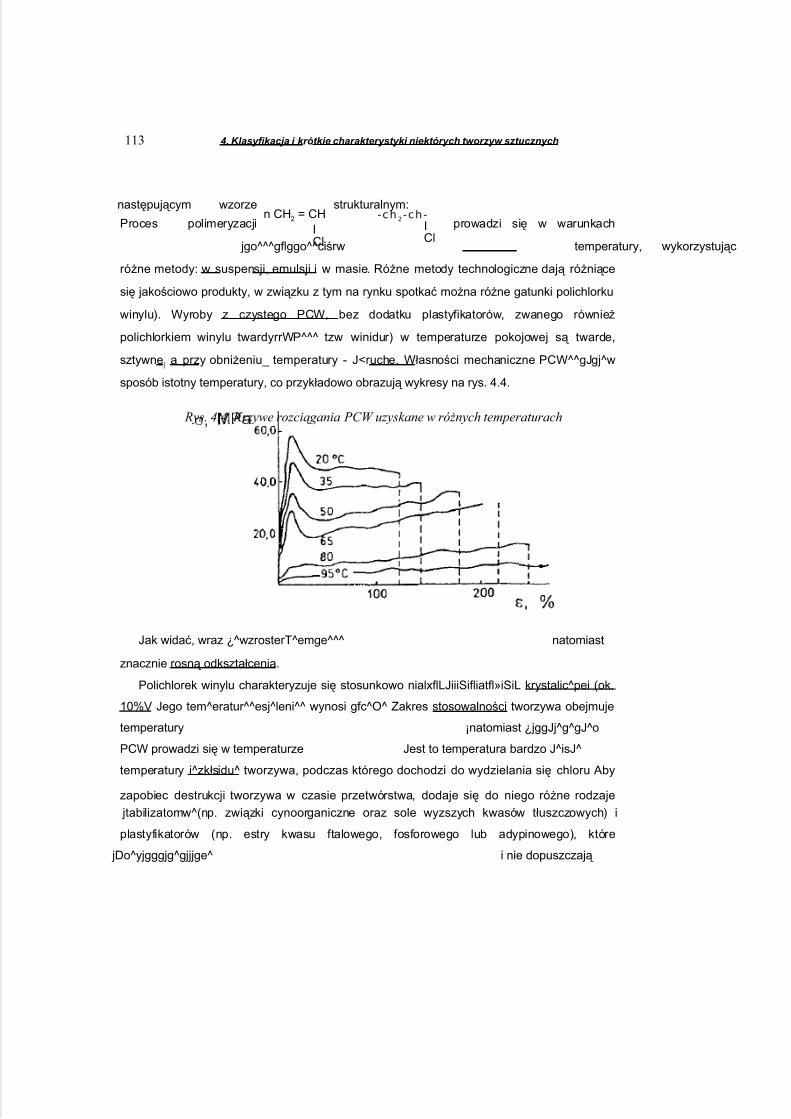
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 113/268
następującym wzorze strukturalnym:
Proces polimeryzacji prowadzi się w warunkach
jgo^^^gflggo^^ciśrw temperatury, wykorzystując
różne metody: w suspensji, emulsji i w masie. Różne metody technologiczne dają różniące
się jakościowo produkty, w związku z tym na rynku spotkać można różne gatunki polichlorku
winylu). Wyroby z czystego PCW, bez dodatku plastyfikatorów, zwanego również
polichlorkiem winylu twardyrrWP^^^ tzw winidur) w temperaturze pokojowej są twarde,
sztywne| a przy obniżeniu_ temperatury - J<ruche. Własności mechaniczne PCW^^gJgj^w
sposób istotny temperatury, co przykładowo obrazują wykresy na rys. 4.4.
Jak widać, wraz ¿^wzrosterT^emge^^^ natomiast
znacznie rosną odkształcenia.
Polichlorek winylu charakteryzuje się stosunkowo nialxflLJiiiSifliatfl»iSiL krystalic^pei (ok.
10%V Jego tem^eratur^^esj^leni^^ wynosi gfc^O^ Zakres stosowalności tworzywa obejmuje
temperatury ¡natomiast ¿jggJj^g^gJ^o
PCW prowadzi się w temperaturze Jest to temperatura bardzo J^isJ^
temperatury i^zkłsidu^ tworzywa, podczas którego dochodzi do wydzielania się chloru Aby
zapobiec destrukcji tworzywa w czasie przetwórstwa, dodaje się do niego różne rodzaje
jtabilizatomw^(np. związki cynoorganiczne oraz sole wyzszych kwasów tłuszczowych) i
plastyfikatorów (np. estry kwasu ftalowego, fosforowego lub adypinowego), które
jDo^yjgggjg^gjjjge^ i nie dopuszczają
n CH2 = CHICl
-ch 2 -ch-ICl
Rys. 4.4. Krzywe rozciągania PCW uzyskane w różnych temperaturach
113 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 114/268
tym samym do wydzielania się chloru. Dodatek plastyfikatora z^gjjfijia również podatność
tworzywa ^a^gdjjggfgfggyj^ mechaniczne przy 2ggJjowaniu^oŁwch własności sprężystych. Przy
dłuższym ogrzewaniu tworzywa po^wż j 70°C może dojść do ęjdjD^Ułii^aoiajD^ co powoduje
wzrost kruchości tworzywa.
Twardy z uwaQi na dużą znajduje zastosowanie przede
wszystkim do jDnD^yfcyjj^j^^ła^j^ przemyśle chemicznym oraz na
obudowy akumulatorów lub na naczynia na oleje i tłuszcze. Daje się łatwo kleić i. spawać, jest
jw^gggj^jgjjiegaln^ (pali się tylko powierzchniowo i szybko gaśnie z powodu dużej zawartości
chloru). Jest ojJgg^^o^jiajgijigJ^ggy^min
^iiyflY.r <UJJP£r
iaBy Ulega natomiast sggcjgjgyiyj gnze^PCW miękki (PCW-P) stosuje się do wyrobu foliiJ _gigtkich |w ży do wody, powłok
antykorozyjnych, wykładzin podłogowych oraz różnych przedmiotów codziennego użytku i
pojemników.
PCW zarówno miękki, jak i twardy poddaje się także spienianiu i w postaci pianek twardych
lub elastycznych wykorzystywany jest zarówno jako izolator cieplny, jak również jako materiał
tanicerski lub amortyzator drgań.
W Polsce polichlorek winylu produkują Zakłady Chemiczne Oświęcim, Zakłady Azotowe
Tarnów S.A. oraz Zakłady Azotowe Włocławek S A. Nazwy handlowe produktów polskich to:
Tarwinyl-S, Polanvil-S oraz Polwinit. Rozróżnia się trzy gatunki polichlorku winylu: PCW-E,PCW-S i PCW-M, otrzymywanych odpowiednio metodami w emulsji, suspensji i masie. Ponadto
wyróżnia się dwie grupy tych polimerów, a mianowicie:
-nieplastyfikowany (twardy): PCW - U
-plastyfikowany (miękki): PCW - P
Niektóre właściwości fizyczne dwóch z wymienionych gatunków twardego PCW
przedstawiono w tablicy 4.2.
Polepszenie właściwości plastycznych PCW można uzyskać albo poprzez dodatek
zmi^kczacza (tzw. plastyfikacja fizyczna), albo ooorzez kopolimeryzac^ chlorku winylu z innymi
komonomerami (tzw. plastyfikacja wewnętrzna). Do kopolimeryzacji wybiera się zwykle takie
komonomery, które mogą wpłynąć na obniżenie temperatury zeszklenia tworzywa. W technice
najczęściej stosowane są kopolimery chlorku winylu z octanem winylu, chlorkiem winylidenu, a
także etylenem i propylenem. Kopolimery szczepione chlorku winylu na elastomerach pozwalają
uzyskiwać wysokoudarowy PCW. Wpływ dodatku uelastyczniającego kopolimeru A
114 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
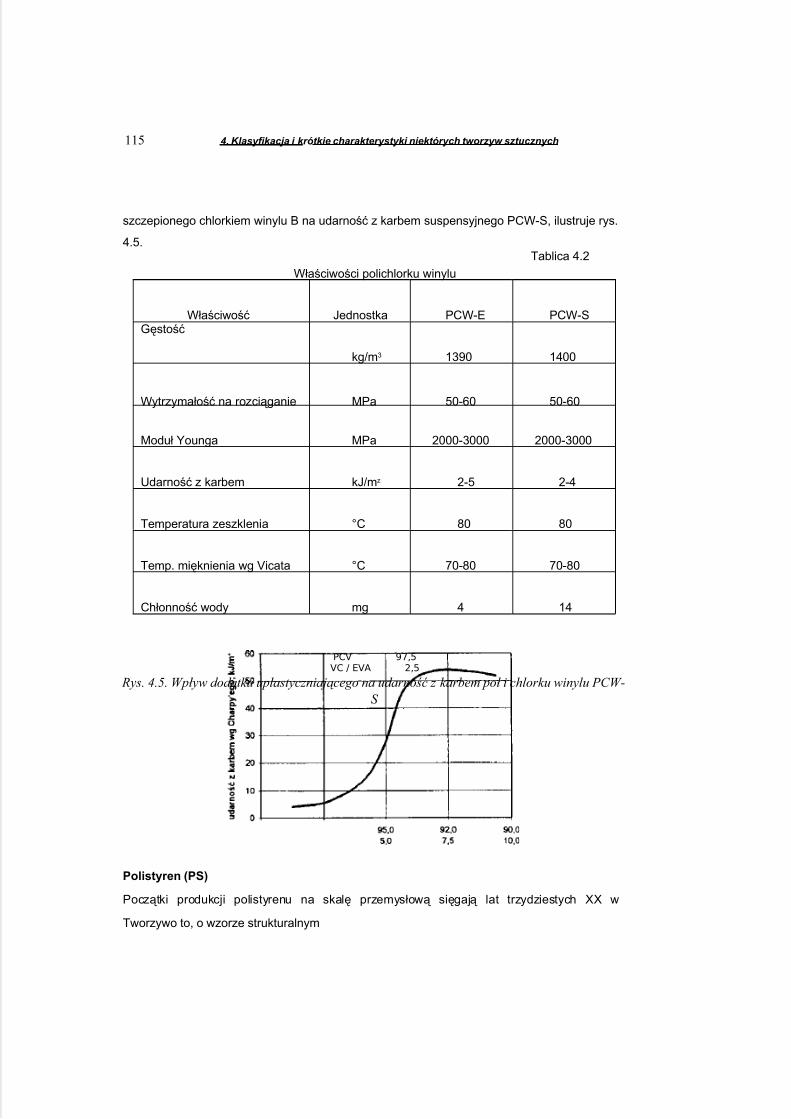
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 115/268
szczepionego chlorkiem winylu B na udarność z karbem suspensyjnego PCW-S, ilustruje rys.
4.5.Tablica 4.2
Polistyren (PS)
Początki produkcji polistyrenu na skalę przemysłową sięgają lat trzydziestych XX w
Tworzywo to, o wzorze strukturalnym
Właściwości polichlorku winylu
Właściwość Jednostka PCW-E PCW-SGęstość
kg/m3 1390 1400
Wytrzymałość na rozciąganie MPa 50-60 50-60
Moduł Younga MPa 2000-3000 2000-3000
Udarność z karbem kJ/mz 2-5 2-4
Temperatura zeszklenia °C 80 80
Temp. mięknienia wg Vicata °C 70-80 70-80
Chłonność wody mg 4 14
PCV 97,5VC / EVA 2,5
Rys. 4.5. Wpływ dodatku uplastyczniającego na udarność z karbem poł i chlorku winylu PCW-S
115 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 116/268
muje się poprzez polimeryzację styrenu w podwyższonej temperaturze.
-CH2 - CH2-ICeHs
n CH = CH2 i -»CsHs
116 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 117/268
Podobnie jak poprzednio omawiane termoplasty proces polimeryzacji można realizować
różnymi metodami: w masie, w suspensji, w emulsji lub w roztworze. Szczegółowe warunki i
parametry procesu polimeryzacji zależą od zastosowanej metody Stopień polimeryzacji
polistyrenu, w zależności od zastosowanej metody jego otrzymywania, wynosi zwykle n=500-
2000. Najlepszy jakościowo polimer, o dużej masie cząsteczkowej, zapewnia metoda
polimeryzacji w suspensji.
W normalnej temperaturze pokojowej jest to tworzywo twarde i kruche, fizjologicznie
obojętne. W porównaniu z innymi tworzywami sztucznymi polistyren jest materiałem stosunkowo
lekkim (gęstość: 1040 -5- 1065 kg/m3) o dużej stałości wymiarów, co umożliwia stosowanie go w
precyzyjnej aparaturze pomiarowej. Cechuje się małą higroskopijnością dobrymi właściwości ąmi
dielektrycznymi, niezmiennymi w szerokim zakresie częstotliwości. Jego rezystywność skrośna
wynosi ok. 1O10 O m . Jest w związku z tym często stosowany jako materiał eiektroizolacyjny w
technice wielkiej częstotliwości, jako dielektryk w przemyśle elektrycznym i elektronicznym. Jest
również wykorzystywany do wyrobu galanterii i opakowań Pod wpływem światła słonecznego
żółknie i ulega przyspieszonym procesom starzeniowym, w wyniku których staje się bardzo
kruchy i łamliwy. Jest odporny na działanie większości cieczy, nawet silnie korodujących, ale nie jest odporny na działanie rozpuszczalników organicznych.
Zwykły polistyren jest tworzywem bezpostaciowym, ataktycznyrn, o temperaturze zeszklenia
wynoszącej ok. 80°C. Wraz ze wzrostem temperatury obniżają się znacznie jego właściwy ^r.i
ipgghaP' n7n9 a powyżej 300°C tworzywo U lec i a depojimeryzacji.
W celu polepszenia jego charakterystyk mechanicznych stosuje się różnego rodzaju
wypełniacze i modyfikatory lub topolimęryzacjg. Właściwości zwykłego polistyrenu oraz
niektórych jego kopolimerów ujmuje tablica 4.3.
Polistyren jest jednym z najczęściej stosowanych tworzyw sztucznych, ponieważ obok
dobrych właściwości mechanicznych i fizycznych cechuje go łatwość formowania i niska cena.
W Polsce głównym producentem polistyrenu są Zakłady Chemiczne w Oświęcimiu,
wytwarzające dwa podstawowe typy polistyrenu: suspensyjny polistyren (PS-S) o właściwościach
przeciętnych i polistyren wysokoudarowy (PS-K). Przykładowe krzywe rozciągania tych gatunków
polistyrenu przedstawia rys. 4.7.
117 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 118/268
l\y\ 4.6. Wpływ temperatury na charakterystyki mechaniczne polistyrenu a taktycznego: a -
wytrzymałość na rozciąganie (1) i wydłużenie przy zerwaniu (2); b - wytrzymałość na ściskanie, c - moduł sprężystości Younga E
Tablica 4.3
Właściwości fizyczne i mechaniczne polistyrenu produkcji krajowej
40 - JO O TO TO 60 60 100
tempie)6O 200 250 temperatura ['C]
118 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
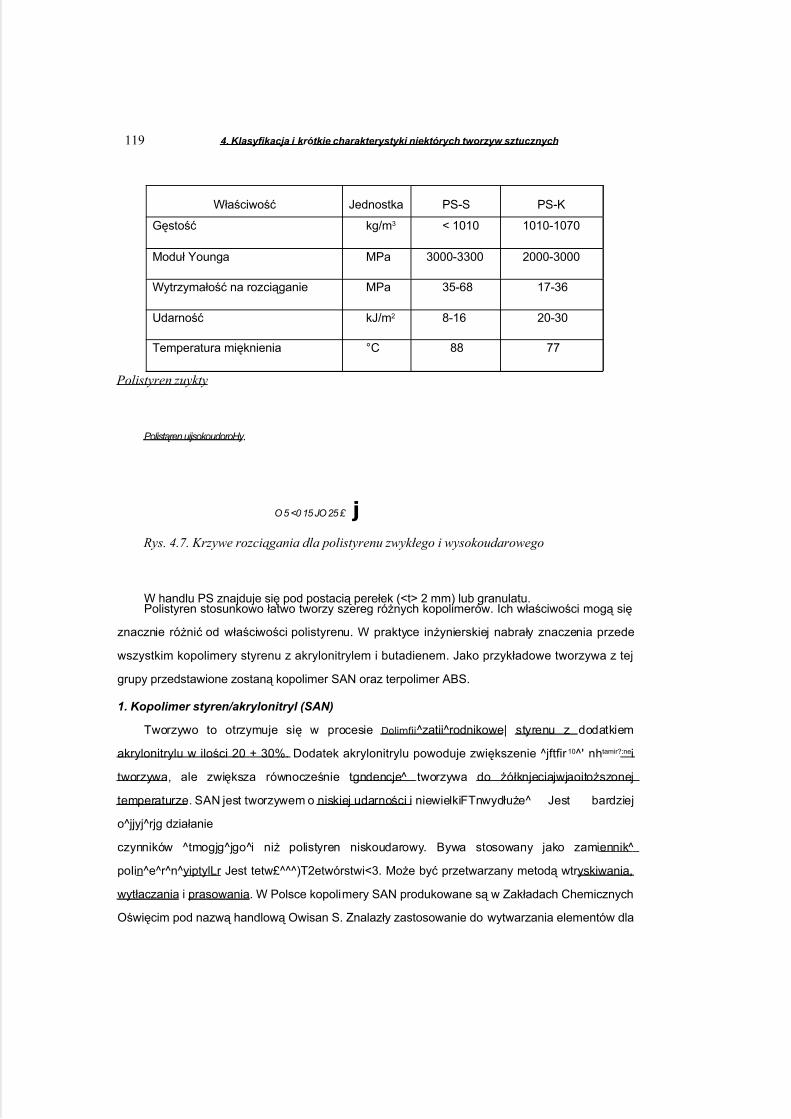
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 119/268
Polistyren zuykty
Polistąren uijsokoudoroHy
O 5 <0 15 JO 25 £ j
Rys. 4.7. Krzywe rozciągania dla polistyrenu zwykłego i wysokoudarowego
W handlu PS znajduje się pod postacią perełek (<t> 2 mm) lub granulatu.Polistyren stosunkowo łatwo tworzy szereg różnych kopolimerów. Ich właściwości mogą się
znacznie różnić od właściwości polistyrenu. W praktyce inżynierskiej nabrały znaczenia przede
wszystkim kopolimery styrenu z akrylonitrylem i butadienem. Jako przykładowe tworzywa z tej
grupy przedstawione zostaną kopolimer SAN oraz terpolimer ABS.
1. Kopolimer styren/akrylonitryl (SAN)
Tworzywo to otrzymuje się w procesie Dolimfii ^zatii^rodnikowe | styrenu z dodatkiem
akrylonitrylu w ilości 20 + 30%. Dodatek akrylonitrylu powoduje zwiększenie ^jftfir 10^' nhtamir?:nei
tworzywa, ale zwiększa równocześnie tgndencje^ tworzywa do żółknjeciajwjaoitoższonej
temperaturze. SAN jest tworzywem o niskiej udarności i niewielkiFTnwydłuże^ Jest bardziej
o^jjyj^rjg działanie
czynników ^tmogjg^jgo i niż polistyren niskoudarowy. Bywa stosowany jako zamiennik^
poIin^e^r^n^yiptylLr Jest tetw£^^^)T2etwórstwi<3. Może być przetwarzany metodą wtryskiwania,
wytłaczania i prasowania. W Polsce kopolimery SAN produkowane są w Zakładach Chemicznych
Oświęcim pod nazwą handlową Owisan S. Znalazły zastosowanie do wytwarzania elementów dla
Właściwość Jednostka PS-S PS-K
Gęstość kg/m3 < 1010 1010-1070
Moduł Younga MPa 3000-3300 2000-3000
Wytrzymałość na rozciąganie MPa 35-68 17-36
Udarność kJ/m2 8-16 20-30
Temperatura mięknienia °C 88 77
119 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 120/268
przemysłu f ^łmr.3r vin'3™ j a'e także do wyrobu przedmiotów domowego
użytku oraz opakowań.
6 m(
M P al
50
47
50
10
O
120 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 121/268
r 2. Terpolimer (ABS)
Jest to tworzywo trójskładnikowe (styren^^krylonit^^ Typowa
mieszanka składa się zwykle z 70 części kopolimeru styren/akrylonitryl (70:30) i 30 części
kauczuku butadienowo-akrylonitrylowego (65:35). Zmiana składu kompozy cji prowadzi do
zmian^^właścj^^ tworzywa. Donajważniejszych metod wytwarzania ABS zalicza się:
mieszanie mechaniczne polibutadienu (lub kopolimeru butadien / styren) z kopolimerem SAN,
•dwuetapowy proces polegający na polimeryzacji butadienu i kopolimeryzacji pozostałych
składników.
Przy zastosowaniu pierwszej metody mieszanie składników realizuje się w wytłaczarkach
ślimakowych i na gorących walcach przy zastosowaniu temperatury plastyczności
mieszanych materiałów.
W drugiej metodzie kopolimer otrzymuje się w procesie dwuetapowym: w pierwszym
etapie zachodzi polimeryzacja rodnikowa butadienu, w wyniku czego powstaje polibutadien w
postaci lateksu kauczukowego, a w drugim etapie kopolimeryzacja akrylonitrylu ze styrenem
(powstaje SAN) z jednoczesnym szczepieniem powstałego kopolimeru SAN na butadienie.
Szczegółowe parametry i sposoby realizacji procesów wytwarzania kopolimeru ABS mogą
być bardzo zróżnicowane, w zależności m.in. od przyjętej metody polimeryzacji (w masie, w
emulsji, metoda kombinowana) oraz od sposobów kopolimeryzacji i użytych dodatkow
Większość szczegółów technologicznych stanowi jednak zwykle tajemnicę zakładów
produkujących tworzywo. Kopolimer ABS jest termoplastycznym, amorficznym tworzywem o
dużej gęstości oraz dużej odporności termicznej i chemicznej; wykazuje dużą udarność zkarbem. Dzięki tym dobrym właściwościom mechanicznym tworzywo to znalazło szerokie
zastosowanie w różnych dziedzinach produkcji. Przykładowo, kopolimer ABS znalazł szerokie
zastosowanie zarówno w przemyśle motoryzacyjnym, jak i w lotnictwie, a także do wyrobu
artykułów codziennego użytku, jak np. mebli, urządzeń elektrycznych, radioodbiorników,
telewizorów i magnetowidów oraz rur i urządzeń sanitarnych. Sposób jego przetwarzania
zależy od gatunku i typu tworzywa (tabl.4.4). Może być przetwarzane zarówno wtryskowo, jak
121 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 122/268
i przez wytłaczanie. Przed procesem przetwórczym
122 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 123/268
tworzywo musi być dokładnie wysuszone, ponieważ jest tworzywem bardzo łatwo chłonącym
wilgoć z powietrza atmosferycznego.
Pod względem wielkości produkcji (2 min ton rocznie) kopolimer ABS ustępuje miejsca tylko
czterem tworzywom zaliczanym do tzw. tworzyw wielkotonażowych, takich jak: polietylen,
polipropylen, polichlorek winylu) i polistyren. Producentem ABS w Polsce są Zakłady Chemiczne
w Oświęcimiu.Tablica 4.4
Niektóre właściwości kopolimerów SAN i ABS
Polimery akrylowe
Polimery te otrzymuje się głównie w reakcji polimeryzacji estru kwasu akrylowego
(poliakrylan), nitrylu kwasu akrylowego (poliakrylonitryl) lub estru kwasu metakrylowego
(polimetakrylan metylu). Największe znaczenie techniczne w tej grupie materiałów ma
polimetakrylan metylu).
Polimetakrylan metylu) (PMMA)
Polimer ten, o następującym wzorze strukturalnym:
CH3
n CH2 = CIC = 0 I
0-CH3uzyskuje się w wyniku rodnikowej polimeryzacji metakrylanu metylu. W zależności od
warunków prowadzenia procesu polimeryzacji można uzyskać polimer ataktyczny,
syndiotaktyczny lub izotaktyczny. Na skalę przemysłową produkowany jest polimetakrylan
metylu) ataktyczny. Po raz pierwszy pojawił się on na rynku w 1937 r, wyprodukowany w
Niemczech w postaci płyt i bloków (Plexiglas). Przy
Właściwość Jednostka SAN ABS
Gęstość kg/m3 1080 1060
Moduł Younga MPa 3600 2070
Wytrzymałość na rozciąganie MPa 75 45
Udarność kJ/m2 3 7
Temp. mięknienia wg Vicata °C 85-95 85-115
ch3
I-ch2 - c
ICOOCH
3
123 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 124/268
produkcji PMMA wykorzystuje się różne metody polimeryzacji: w masie, w suspensji, w emulsji
lub w roztworze.
Jest tworzywem twardym, a jego temperatura mięknienia wynosi 100 - 125°C Charakteryzuje
się bardzo dobrą przepuszczalnością światła widzialnego (90-92%), natomiast przepuszczalność
promieni ultrafioletowych wynosi ok. 70%. Dzięki tym właściwościom PMMA nazywany jest
często szkłem organicznym. Jest odporny na działanie światła i ozonu. Odznacza się bardzo
małą chłonnością wody; jest tworzywem nietoksycznym, bez zapachu i smaku. Pod wpływem
ognia PMMA zapala się (temp. zapłonu ok. 290°C) i pali się wolno płomieniem żółto-niebieskim.
Jest odporny na działanie zasad i kwasów (o stężeniu do 20%), ale wykazuje brak odporności
na działanie estrów, eterów, ketonów, stężonych alkoholi i kwasów organicznych. Rozpuszcza
się m.in. w acetonie, toluenie, dwuchloroetante, chloroformie i octanie etylu. Ma dobre
właściwości elektryczne i mechaniczne, ale małą udarność (w szczególności w niskich
temperaturach). W celu polepszenia udarności tworzywa poddaje się go kopolimeryzacji z
elastomerami o niskiej temperaturze zeszklenia. Jest bardzo mało odporny na zarysowania,
toteż przy obróbce mechanicznej lub czyszczeniu powierzchni należy ją bardzo starannie
chronić przed kontaktem z ostrymi lub szorstkimi przedmiotami. Z PMMA wytwarza się
półprodukty w postaci płyt, bloków i rur, które następnie mogą być poddawane dalszej obróbce
mechanicznej za pomocą metod obróbki skrawaniem i wyginania na gorąco Płyty z PMMA
wytwarza się przede wszystkim metodą wytłaczania, a dalsze ich wtórne kształtowanie odbywa
się często przez formowanie próżniowe lub ciśnieniowe, wyłącznie na gorąco. Należy przy tym
zwrócić uwagę na to, aby temperatura kształtowania nie była zbyt wysoka, ponieważ
przegrzanie tworzywa wpływa na nie bardzo niekorzystnie. Płyty i arkusze PMMA wykorzystuje
się do szklenia kabin i okien samolotów i szybowców, ponieważ są odporne na działanie
czynników atmosferycznych i nie wykazują zamglenia nawet przy dużych różnicach temperatur
występujących po obu stronach płyty; są lżejsze od szkła, a ponadto iatwa jest ich obróbka
mechaniczna (niższe temperatury kształtowania). Polimetakrylan metylu) znajduje zastosowanie
również przy produkcji wielu detali zarówno w przemyśle chemicznym, jak i motoryzacyjnym.
W Polsce polimetakrylan metylu) produkują Zakłady Chemiczne Oświęcim pod nazwą
handlową Metapleks. Niektóre właściwości polimetakrylanu metylu) normalnego i
wysokoudarowego ujmuje tablica 4.5.Tablica 4.5
Niektóre właściwości normalnego i wysokoudarowego polimetakrylanu metylu)
124 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
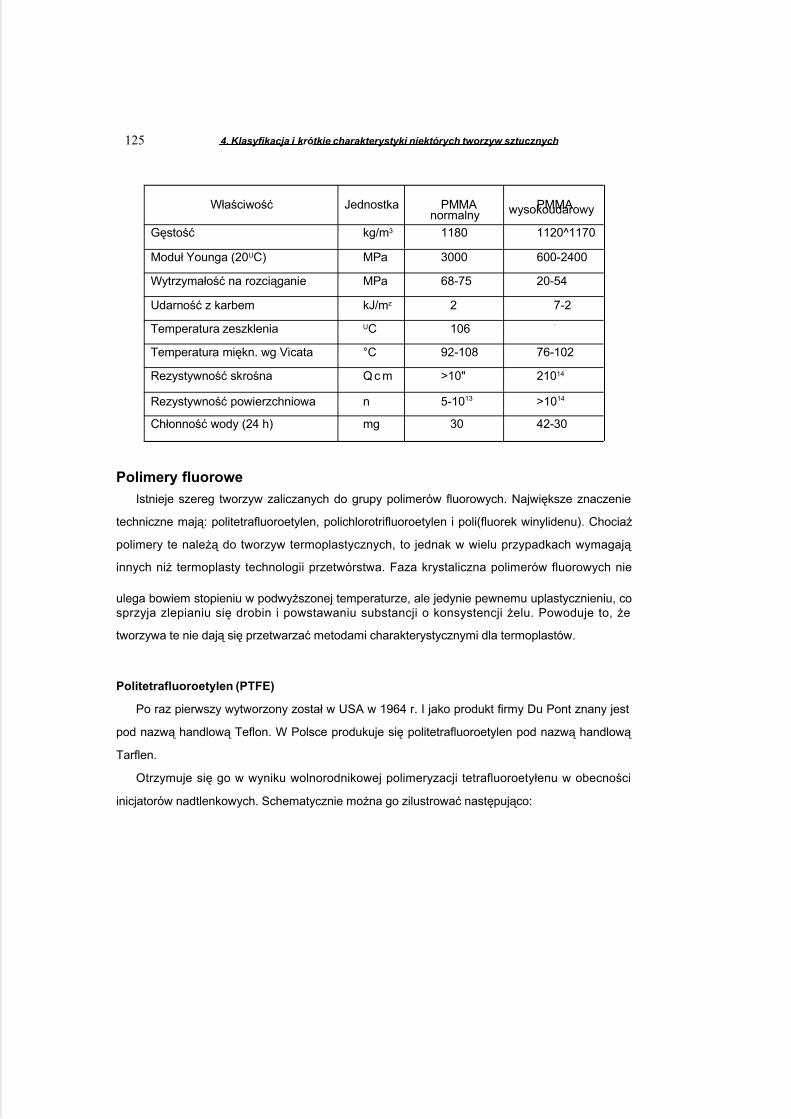
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 125/268
Polimery fluorowe
Istnieje szereg tworzyw zaliczanych do grupy polimerów fluorowych. Największe znaczenie
techniczne mają: politetrafluoroetylen, polichlorotrifluoroetylen i poli(fluorek winylidenu). Chociaż
polimery te należą do tworzyw termoplastycznych, to jednak w wielu przypadkach wymagają
innych niż termoplasty technologii przetwórstwa. Faza krystaliczna polimerów fluorowych nie
ulega bowiem stopieniu w podwyższonej temperaturze, ale jedynie pewnemu uplastycznieniu, cosprzyja zlepianiu się drobin i powstawaniu substancji o konsystencji żelu. Powoduje to, że
tworzywa te nie dają się przetwarzać metodami charakterystycznymi dla termoplastów.
Politetrafluoroetylen (PTFE)
Po raz pierwszy wytworzony został w USA w 1964 r. I jako produkt firmy Du Pont znany jest
pod nazwą handlową Teflon. W Polsce produkuje się politetrafluoroetylen pod nazwą handlową
Tarflen.
Otrzymuje się go w wyniku wolnorodnikowej polimeryzacji tetrafluoroetyłenu w obecności
inicjatorów nadtlenkowych. Schematycznie można go zilustrować następująco:
Właściwość Jednostka PMMAnormalny
PMMAwysokoudarowy
Gęstość kg/m3 1180 1120^1170
Moduł Younga (20UC) MPa 3000 600-2400
Wytrzymałość na rozciąganie MPa 68-75 20-54
Udarność z karbem kJ/mz 2 7-2
Temperatura zeszklenia UC 106 -
Temperatura miękn. wg Vicata °C 92-108 76-102
Rezystywność skrośna Q c m >10" 21014
Rezystywność powierzchniowa n 5-1013 >1014
Chłonność wody (24 h) mg 30 42-30
125 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 126/268
F F n
Spośród możliwych metod prowadzenia procesu polimeryzacji: w masie, roztworze,
emulsji i suspensji, w produkcji przemysłowej stosuje się najczęściej dwie
ostatnie, ze względu na występujące w nich możliwości szybkiego odprowadzenia
ciepła reakcji. Reakcja polimeryzacji jest silnie egzotermiczna (1960 kJ/mol), zatem przy
niesprawnym odprowadzaniu ciepła może łatwo dojść do miejscowego
przegrzania, prowadzącego nawet do rozkładu monomeru i wybuchu. PTFE otrzymany w
procesie polimeryzacji jest białoszarym proszkiem. Posiada duży udział fazy krystalicznej (80-
85%) Temperatura topnienia fazy krystalicznej wynosi 327°C, a temperatura zeszklenia fazy
amorficznej -120°C. Powyżej temperatury 327°C zanika struktura krystaliczna i polimer staje się
przezroczystym, amorficznym ciałem plastycznym, ale nie płynnym. Jego rozkład, bez przejścia
w stan płynny, rozpoczyna się powyżej 415°C. W związku z tym, że tworzywo to, pomimo
wzrastającej temperatury, nie osiąga dostatecznie małej lepkości, musi być przetwarzane innymi
metodami niż poprzednio prezentowane polimery termoplastyczne. PTFE w stanie proszkowym
poddaje się sprasowaniu (bez ogrzewania) pod ciśnieniem ok. 14 MPa, a następnie tak
uformowaną kształtkę poddaje się spiekaniu w temperaturze 360 - 380°C. Tak można
kształtować półprodukty w postaci płyt, bloków lub określonych profili, które w dalszym procesie
technologicznym podlegają obróbce skrawaniem. Może być również walcowany na folie.
Politetrafluoroetylen charakteryzuje się duzą odpornością cieplną (zakres temperatur jego
użytkowania wynosi -269 do +250°C), bardzo dobrą odpornością chemiczną (działa na niego
tylko roztopiony NaOH, nie działa wrzący kwas azotowy), ma bardzo mały współczynnik strat
dielektrycznych (aż do 3000 MHz), nie chłonie wody, posiadirdóśkonałe własności
antyadhezyjne i ślizgowe. Jest jednak mało odporny na obciążenia ściskające, pod wpływem
których tatwo ulega procesowi płynięcia. Wykazuje również małą odporność na promieniowanie
jonizujące wywołujące kruchość tworzywa i jego destrukcję. Doskonałe właściwości
antyadhezyjne, ślizgowe i dielektryczne powodują że używany jest zarówno jako materiał
uszczelniający, jak również powłokowy antykorozyjny i antyadhezyjny, a także jako dielektryk w
takich gałęziach przemysłu,
n C = C
F F I
FF
F F
- C- C -
126 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
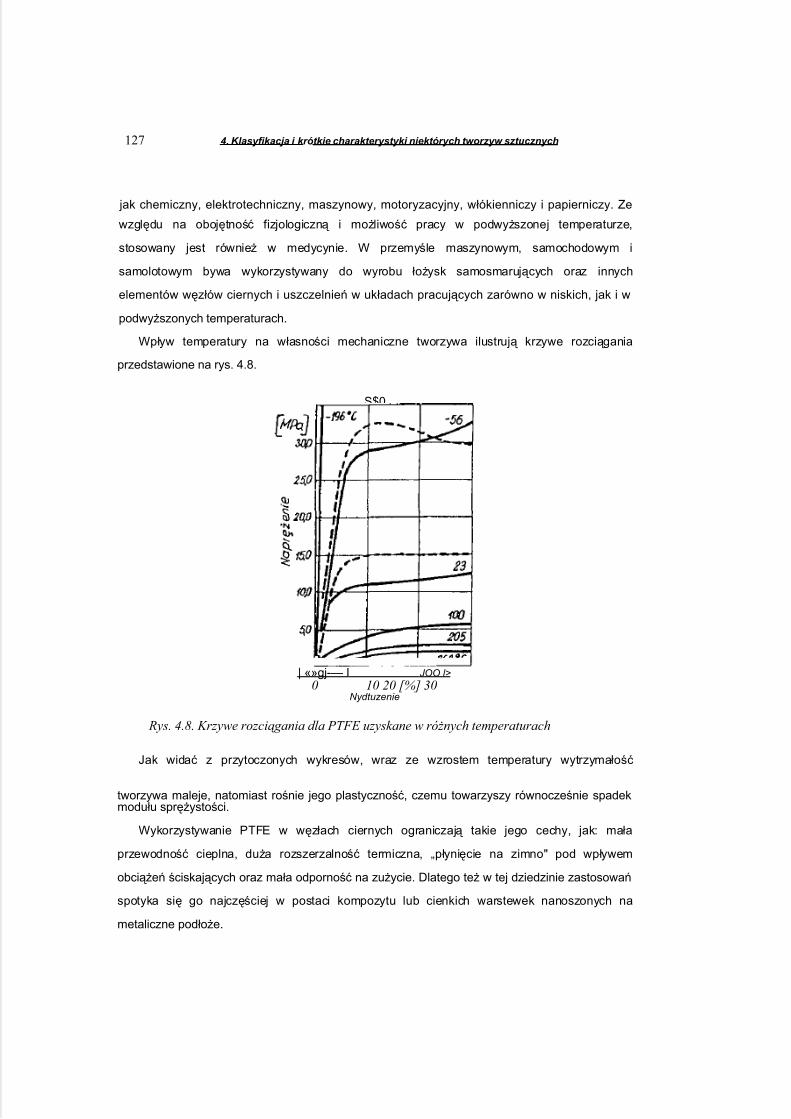
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 127/268
jak chemiczny, elektrotechniczny, maszynowy, motoryzacyjny, włókienniczy i papierniczy. Ze
względu na obojętność fizjologiczną i możliwość pracy w podwyższonej temperaturze,
stosowany jest również w medycynie. W przemyśle maszynowym, samochodowym i
samolotowym bywa wykorzystywany do wyrobu łożysk samosmarujących oraz innych
elementów węzłów ciernych i uszczelnień w układach pracujących zarówno w niskich, jak i w
podwyższonych temperaturach.
Wpływ temperatury na własności mechaniczne tworzywa ilustrują krzywe rozciągania
przedstawione na rys. 4.8.
Rys. 4.8. Krzywe rozciągania dla PTFE uzyskane w różnych temperaturach
Jak widać z przytoczonych wykresów, wraz ze wzrostem temperatury wytrzymałość
tworzywa maleje, natomiast rośnie jego plastyczność, czemu towarzyszy równocześnie spadekmodułu sprężystości.
Wykorzystywanie PTFE w węzłach ciernych ograniczają takie jego cechy, jak: mała
przewodność cieplna, duża rozszerzalność termiczna, „płynięcie na zimno" pod wpływem
obciążeń ściskających oraz mała odporność na zużycie. Dlatego też w tej dziedzinie zastosowań
spotyka się go najczęściej w postaci kompozytu lub cienkich warstewek nanoszonych na
metaliczne podłoże.
S$0
| «»gj-— I JOO l> 0 10 20 [%] 30
Nydtuzenie
127 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 128/268
Polichlorotrifluoroetylen (PCTFE)
Pod względem budowy różni się od politetrafluoroetylenu tym, że jeden atom fluoru zostaje
zastąpiony atomem chloru. Tworzywo to, o następującym wzorze
strukturalnym:F F f F FII II
n C = C x -C - C- I I " >I I F Cl [ F Cl Jn
otrzymuje się najczęściej w wyniku wolnorodnikowej polimeryzacji chlorotrifluoroetylenu,
przebiegającej znacznie wolniej w porównaniu z polimeryzacją letmfluoroetylenu (energia
aktywacji wynosi 71 kJ / mol).Jest tworzywem nieco tańszym od tetrafluoroetylenu. Jest plastyczny w temperaturach 240 -
275°C, dzięki czemu można go przetwarzać podobnie jak inne termoplasty stosując metody
wtryskiwania k wytłaczania. Może pracować w podwyższonych temperaturach, ale nie
przekraczających 190°C, a zatem niższych niż PTFE. Jego własności mechaniczne zależą od
szybkości chłodzenia. Chłodzony gwałtownie od 220°C uzyskuje strukturę amorficzną co
zapewnia mu dobrą przezroczystość i ciągliwość, ale mniejszą o ok. 20% wytrzymałość na
rozciąganie od PCTFE chłodzonego wolno. Podczas wolnego chłodzenia w tworzywie wytwarza
się pewna ilość fazy krystalicznej, która powoduje, że polimer wykazuje większą wytrzymałość i
twardość od PCTFE amorficznego, ale jego przezroczystość ulega zmętnieniu Znajduje
zastosowanie podobne jak politetrafluoroetylen. Niektóre właściwości omawianych tworzyw
fluorowych ujmuje tablica 4.6.
Tablica 4.6
Niektóre właściwości tworzyw fluorowych
Poliamidy (PA)
Poliamidy są to związki wielkocząsteczkowe, które zawierają w makrocząsteczce
powtarzające się ugrupowania amidowe - CONH Do monomerów poliamidowych zalicza się
Właściwość Jednostka PTFE PCTFE
Gęstość kg/m3 2100-2200 2100-2130
Wytrzymałość na rozciąganie MPa 25-36 34-40
Moduł sprężystości MPa 400 1050-2100
Temperatura zeszklenia °C 127 45
Temperatura topnienia fazykrystalicznej
°c 327 216
128 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 129/268
zatem związki, które zawierają w cząsteczce lub tworzą w wyniku reakcji z innymi związkami,
grupy amidowe. Liczba monomerów, które można wykorzystywać do syntezy poliamidów, jest
dość znaczna, jednakże tylko nieliczne mają większe znaczenie techniczne i gospodarcze. W
przemyśle otrzymuje się je najczęściej w wyniku pol ¡kondensacji i polimeryzacji laktamów.
Przykładem pierwszego rodzaju reakcji może być równowagowa reakcja
heteropolikondensacji kwasów dikarboksylowych z diaminami:
n HOOC - R - COOH + n H2N - R' - NH2 <-> {-NH - R' - NH -CO - R - C0]„ + 2 n H20
Właściwości poliamidów zależą od ich struktury, w tym w szczególności od stosunku liczby
grup metylenowych {-CH2-) do amidowych (-CONH-) występujących w poliamidzie. Ze wzrostem
liczby grup amidowych wzrasta temperatura topnienia tworzywa, jego właściwości mechaniczne
oraz polarność, a także wzrasta higroskopijności polimeru (rys. 4.9).
stosunek gmp CH2 / CONH
Rys. 4.9. Chłonność wody poliamidu w zależności od stosunku grup C.H2 / CONH:1- przy wilgotności względnej 100% w temperaturze 20°C;2- przy wilgotności względnej 65% w temperaturze 20°C
Duża higroskopijność poliamidów, dochodząca np. w poliamidzie PA 6 do 12%, stanowi
znaczne utrudnienie przy projektowaniu elementów maszyn, ponieważ może dochodzić do
znacznej zmiany wymiarów zaprojektowanego elementu; przykładowo: pęcznienie liniowe wynosi
ok 0,3% na 1% zawartości wody. Natomiast przy normalnej wilgotności powietrza i przy
zawartości wody w tworzywie, wynoszącej ok 2 : 3%, poliamidy wykazują największą
wytrzymałość, dużą sprężystość i bardzo dobrą odporność na ścieranie. Jednakże przy
129 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 130/268
zwiększaniu zawartości wody wskaźniki te spadają.
Różnorodność substancji wyjściowych, jak również technologii otrzymywania oraz możliwość
modyfikacji struktury wewnętrznej poliamidów spowodowały, że istnieje wiele gatunków tego
tworzywa, różniących się dość znacznie między sobą.
W tablicy 4.7 zestawiono najczęściej stosowane oznaczenia poliamidów wraz z podaniem
nazwy handlowej oraz budowy chemicznej.
Tablica 4 7
Tworzywa poliamidowe mające duże znaczenie przemysłowe
Poliamidy zaliczane są do termoplastów krystalicznych. Ilość fazy krystalicznej oraz układy
krystalograficzne są różne dla różnych gatunków poliamidów. Mogą również ulegać zmianie
nawet w obszarze tego samego gatunku w zależności od warunków termicznych i obciążenia. W
poliamidach zaobserwowano występowanie tzw. reguły parzystości, z której wynika, że
temperatura topnienia fazy krystalicznej poliamidów o parzystej liczbie grup metylenowych
pomiędzy wiązaniami amidowymi jest wyższa od temperatury topnienia krystalitów najbliższych
homologów o nieparzystej liczbie tych grup. Na ogół liniowe, niemodyf i kowane poliamidy
Tworzywo Budowa chemiczna Stosunek grup -CH2-do -CONH-
NazwahandlowaUtramid B
Poliamid 6 -{NH(CH2)5CO]n- 5 Durethan BKDegamit
Poliamid 11 -[NH(CH:)10CO]n- 10
Rilsan Grilamid
Poliamid 12 -[NH(CHz),iCO]„- 11 VestamidRilsan A
Ultramid APoliamid 6.6 -[NH<CH2)6NHCO(CH2)4 • CO]n- 5 Maranyl Nylon
A 100M Zytel101
Ultramid SPoliamid 6.10 -[NH(CH2)6NHCO(CH2)8 • CO]n~ 7 Nylon B 100M
Perlon U
130 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 131/268
zawierają 30 - 50% fazy krystalicznej, co powoduje, że polimery te cechuje dobra wytrzymałość
na rozciąganie, wysoki moduł sprężystości, duża twardość, odporność na ścieranie
Odporność na podwyższone temperatury jest również uzależniona od gatunku poliamidu. Ze
wzrostem liczby grup amidowych w polimerze wzrasta jego temperatura topnienia. W większości
przypadków jednak stwierdza się, ze ogrzewanie tworzywa powyżej 100°C w obecności
powietrza powoduje żółknięcie i kruchość materiału oraz spadek jego wytrzymałości
wyznaczonej w temperaturze pokojowej.
Poliamidy, jako polimery polarne, rozpuszczają się w rozpuszczalnikach silnie polarnych, np.
w stężonych kwasach (siarkowym, solnym, mrówkowym), fenolach i aminach. Nie rozpuszczają
się w wodzie, jednakże para wodna o temperaturze ok 200°C działa na nie destrukcyjnie.
Poliamidy są odporne na działanie nieutleniających rozcieńczonych kwasów mineralnych,
roztworów alkaliów, amoniaku, soli nieorganicznych, olejów, paliw, nafty itp.
Negatywne oddziaływanie czynników atmosferycznych, przy współudziale podwyższonej
temperatury i promieniowania ultrafioletowego, przejawiające się żółknięciem tworzywa i
wzrosłem jego Kruchości, można ograniczyć przez dodatek odpowiednich stabilizatorów.
Przykładowo, odporność na działanie czynników atmosferycznych może poprawić dodatek
sadzy, natomiast skłonność do żółknięcia zmniejsza dodatek fosforynów, podczas gdy aminy
aromatyczne wykorzystywane są jako stabilizatory świetlne.W Polsce w Zakładach Azotowych w Tarnowie produkowany jest Poliamid 6 w różnych
gatunkach o nazwach handlowych Tarnamid i Tarlon, a w Zakładach Włókien Chemicznych w
Gorzowie - Stilamid. Jako tworzywo konstrukcyjne stosuje
131 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
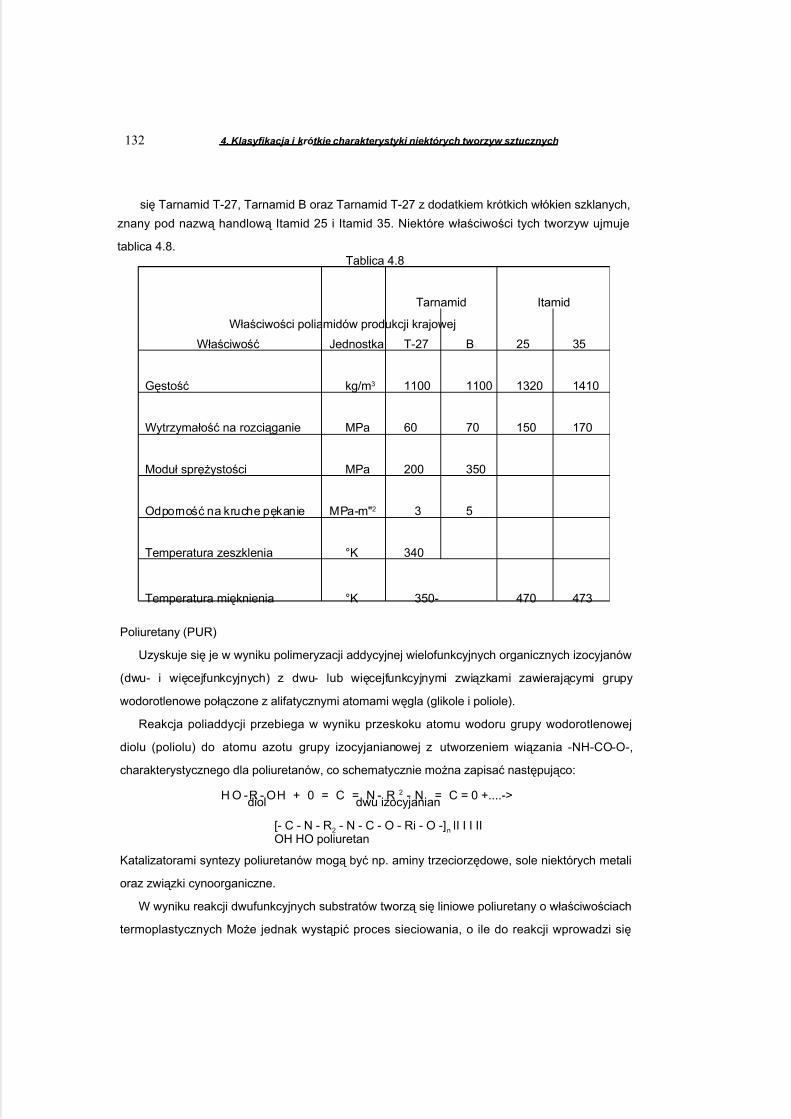
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 132/268
się Tarnamid T-27, Tarnamid B oraz Tarnamid T-27 z dodatkiem krótkich włókien szklanych,
znany pod nazwą handlową Itamid 25 i Itamid 35. Niektóre właściwości tych tworzyw ujmuje
tablica 4.8.
Poliuretany (PUR)
Uzyskuje się je w wyniku polimeryzacji addycyjnej wielofunkcyjnych organicznych izocyjanów
(dwu- i więcejfunkcyjnych) z dwu- lub więcejfunkcyjnymi związkami zawierającymi grupy
wodorotlenowe połączone z alifatycznymi atomami węgla (glikole i poliole).
Reakcja poliaddycji przebiega w wyniku przeskoku atomu wodoru grupy wodorotlenowej
diolu (poliolu) do atomu azotu grupy izocyjanianowej z utworzeniem wiązania -NH-CO-O-,
charakterystycznego dla poliuretanów, co schematycznie można zapisać następująco:
H O -R - OH + 0 = C = N - R 2 - N = C = 0 +....->diol dwu izocyjanian
[- C - N - R2 - N - C - O - Ri - O -]n II I I IIOH HO poliuretan
Katalizatorami syntezy poliuretanów mogą być np. aminy trzeciorzędowe, sole niektórych metali
oraz związki cynoorganiczne.
W wyniku reakcji dwufunkcyjnych substratów tworzą się liniowe poliuretany o właściwościach
termoplastycznych Może jednak wystąpić proces sieciowania, o ile do reakcji wprowadzi się
Tablica 4.8
Tarnamid Itamid
Właściwość Jednostka T-27 B 25 35
Gęstość kg/m3 1100 1100 1320 1410
Wytrzymałość na rozciąganie MPa 60 70 150 170
Moduł sprężystości MPa 200 350
Odporność na kruche pękanie MPa-m"2 3 5
Temperatura zeszklenia °K 340
Temperatura mięknienia °K 350- 470 473
Właściwości poliamidów produkcji krajowej
132 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 133/268
wielofunkcyjne substraty. Przykładowo, gdy zastąpi się w
133 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 134/268
reakcji wyjściowej alkohol dwuwartościowy trójwartościowym (np. gliceryną C.iH 5(OH)3) z
trzema reagującymi grupami OH. może zajść proces sieciowania, podobnie jak ma to miejsce w
duroplastach Stosując niewielkie dodatki wielofunkcyjnego substratu można wytwarzać słabiej
usieciowane tworzywa o właściwościach elastomeru. W technice można w związku z tym
spotkać różne rodzaje tworzyw poliuretanowych, tj. liniowe termoplastyczne poliuretany,
elastomery uretanowe, termoplastyczne elastomery poliuretanowe, pianki poliuretanowe, żywice
poliuretanowe do odlewania, lakiery i powłoki ochronne oraz kleje i masy zalewowe. Właściwości
tworzywa w każdej z tych grup są inne, a więc również odmienne są obszary ich zastosowań.
Biorąc np. pod uwagę liniowe termoplastyczne poliuretany, można stwierdzić, że są one zbliżone
do właściwości poliamidów, jednakże w odróżnieniu od nich poliuretany nie chłoną wody. Są
dobrymi dielektrykami. Posiadają dobre właściwości mechaniczne i tłumiące oraz wyróżniają się
wyjątkowo duzą odpornością na ścieranie.
Ponieważ, jak już wspomniano, istnieje bardzo dużo gatunków i odmian poliuretanów,
znalazły one również bardzo różnorodne zastosowania praktyczne Przykładowo, można z nich
wytwarzać włókna odzieżowe, oploty przewodów (odporne na ścieranie), folie do wyrobu
worków, kształtki, lakiery do izolacji przewodów i malowania podłóg (utwardzane), kleje do
różnych materiałów, m m. do metali lekkich i stali, membrany, opony, podeszwy do butów,
amortyzatory drgań i in. Poliuretany spienione wykorzystuje się jako izolatory ciepła i dźwiękuoraz jako okładziny i wykładziny.
W Polsce surowce do produkcji poliuretanów wytwarzają Zakłady Chemiczne „Sarzyna"
(poliestry pod nazwą Poles) oraz Zakłady Chemiczne w Bydgoszczy (izocyjaniany pod nazwą
Izocyny).
4.2.2. Duroplasty
Duroplasty to tworzywa, których budowa makrocząsteczkowa kształtuje się dopiero po
procesie utwardzania, który dla duroplastów jest procesem nieodwracalnym, tzn., że tworzywa te
raz utwardzone pozostają takimi również przy wielokrotnym podgrzewaniu. Plastyczne są
jedynie w fazie wyjściowej, tj przed utwardzeniem. Utwardzenie jest wynikiem sieciowania
chemicznego, pierwotnie liniowych lub rozgałęzionych, cząstek żywicy, która ze stanu r e z o l u
przez pośredni stan r e z o l i t u przechodzi w całkowicie utwardzony r e z i t Proces
utwardzania realizuje się często w podwyższonej temperaturze podczas formowania
przedmiotów, połączeń klejowych, zestalania powłok lakierniczych itp.
134 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 135/268
Durnplasty wykorzystywane są w postaci żywic technicznych, tłoczyw, klejów i lakierów, a
także otrzymywanych na ich bazie tworzyw porowatych, laminatów i gotowych wyrobów. Do
zalet utwardzonych duroplastów należą: duża sztywność, trwałość wymiarów,
nierozpuszczalność, nietopliwość i doskonałe własności elektroizolacyjne. Wadami duroplastów
są: kruchość (zapobiega się jej przez stosowanie napełniaczy, np. włókna szklanego) i
niemożliwość ponownego przetwarzania.
Niektóre tworzywa należące do grupy duroplastów, w szczególności te, które znajdują
stosunkowo duze zastosowanie w technice, zostaną krótko scharakteryzowane wraz ze
wskazaniem obszarów ich zastosowań.
Żywice epoksydowe (EP)
Na rynek tworzywowy zostały wprowadzone w 1946 r. przez szwajcarską firmę CIBA -
GEIGY. Są to oligomeryczne związki zawierające co najmniej dwie grupy epoksydowe - C - C -,
od których pochodzi nazwa tworzywa Trój człon owy pierścień\ / O
epoksydowy łatwo reaguje ze związkami zawierającymi aktywne atomy wodoru
Tworzywa epoksydowe uzyskuje się głównie na drodze syntezy epichlorohydryny ze
związkami wielowodorotlenowymi (głównie z dwufenolami). Najwcześniej opracowanym i
najbardziej dotychczas rozpowszechnionym typem epoksydów są produkty reakcji
epichlorohydryny z dianem (bisfenolem A). Tworzenie się liniowych żywic diepoksydowych
odpowiada następującemu schematowi: a) reakcja addycji grup wodorotlenowych dianu z grupą
epoksydową epichlorohydryny:
b) odszczepienie się chlorowodoru i tworzenie się nowej grupy epoksydowej:NaOH
HO - Ar - O - CH2 - CH - C H 2 C I — H O - Ar - O - CH2 - CH - CH2- NaCl
OH
135 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 136/268
c) dalsze reakcje addycji i kondensacji prowadzą do tworzenia się liniowego oligomerycznego
diepoksydu o ogólnym wzorze:
-O - A. - O - CH, - CH - CH, -
Podany ogólny wzór w rzeczywistości może mieć nieco inną postać, ponieważ
na końcach łańcucha mogą pojawiać się również ugrupowania glikolowe
lub chlorohydrynowe.
Otrzymywane żywice są lepkimi cieczami lub substancjami stałymi. Zależy to od wielkości
cząsteczek. W stanie ciekłym występują na ogół żywice małocząsteczkowe (masa cząsteczkowa
300 - 600, n < 2), natomiast żywice o większej masie cząsteczkowej (600 - 4000, n = 2 - 12)
mogą mieć konsystencję lepko płynną lub stałą. Utwardzanie żywic polega na ich usieciowaniu,
co osiąga się przez doprowadzenie do reakcji chemicznej pomiędzy grupami funkcyjnymi żywic
(grupy epoksydowe i wodorotlenowe) oraz grupami funkcyjnymi wprowadzonego utwardzacza.
Schemat reakcji utwardzania przedstawić można następująco:
CH2
/
- R - H + O^ > R - CH2 - CH
CH OH
Do utwardzania żywicy epoksydowej można wykorzystywać poliaminy albo bezwodniki kwasów
dwukarboksylowych. Z poliamin alifatycznych stosuje się najczęściej: etylodwuaminę,
dwuetylenotrójaminę i trójetylenoczteroaminę. Jest to grupa środków reagujących w
temperaturze pokojowej, a nawet bliskiej 0°C. Najbardziej rozpowszechnionym tego typu
utwardzaczem jest trójetylenoczteroamina, znana w kraju pod nazwą TĘCZA (utwardzacz Z-1).
Do utwardzania żywic epoksydowych w podwyższonych temperaturach (80-180°C) stosuje się
głównie bezwodniki kwasów organicznych (bezwodnik ftalowy, maleinowy) i aminy aromatyczne,
np. m-fenylenodwuaminę.Reakcje sieciowania (utwardzania) są egzotermiczne; wydzielające się ciepło rcakcji
powoduje podwyższenie temperatury układu, co przyspiesza proces utwardzania.
Własności żywicy utwardzonej zależą w znacznym stopniu od budowy chemicznej
utwardzacza i warunków utwardzania, tzn. temperatury i czasu
CH2
-CH-CH
3-
136 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 137/268
utwardzania Ogólnie można jednak stwierdzić, że utwardzone żywice odznaczają się dużą
wytrzymałością mechaniczną bardzo dobrymi właściwościami dielektrycznymi oraz odpornością
na działanie czynników atmosferycznych. Charakteryzują się również bardzo dobrą
przyczepnością zarówno do metali, jak i szeregu innych materiałów. Znajdują zastosowanie nie
tylko jako żywice lane, ale również |ako kleje i lakiery. Lakier epoksydowy jest twardy, ale
równocześnie na tyle rozciągliwy, ze lakierowane blachy mogą być głęboko tłoczone. Lakier ten
jest bezbarwny, bez zapachu, odporny na korozję i fizjologicznie obojętny, zatem znalazł m in
zastosowanie jako wewnętrzna warstwa ochronna metalowych opakowań żywności Żywica
epoksydowa jako klej znajduje zastosowanie w przemyśle lotniczym, maszynowym i
elektrotechnicznym (np do zalewania kondensatorów), jak również przy produkcji sprzętu
sportowego (klejenie ram rowerów czy skuterów) oraz do produkcji kompozytów. W
elektrotechnice stosuje się w dużym zakresie żywice lane do zalewania kondensatorów, cewek,
izolatorów stojących i przepustowych oraz do wyrobu laminatów. Na przeszkodzie ich szerszemu
rozpowszechnieniu stoi stosunkowo wysoka cena, na którą składają się duże koszty surowców, a
w szczególności koszty epichlorohydryny.
W Polsce żywice epoksydowe produkowane są pod nazwą handlową EPIDIAN Pod tą nazwą
produkowane są dwa rodzaje żywic: żywice nie modyfikowane, określone symbolami, E-010 do
E-014 i E-1 do E-6 oraz modyfikowane, otrzymywane na ich podstawie, np. Epidian 100, 200 iin. Dziedziny zastosowań poszczególnych gatunków podano w tablicy 4.9.
Tablica 4.9
137 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 138/268
Modyfikowanie żywic epoksydowych ma na celu poprawę niektórych ich właściwości
użytkowych oraz obniżenie kosztów wyrobów wytwarzanych z żywic Mozę to być modyfikacja
chemiczna lub fizyczna. Przykładowo, zwiększenie elastyczności tworzyw można uzyskać
przez wbudowanie do układu żywica - utwardzacz związku chemicznego (zawierającego
długie elastyczne łańcuchy), który może spełnić rolę plastyfikatora. Jest to przykład modyfikacji
chemicznej. Charakterystyki tworzywa można jednak zmieniać również przez połączenie,
jedynie poprzez wymieszanie mechaniczne, żywicy z odpowiednim wypełniaczem (ziarnistym
lub włóknistym) bądź poprzez przesycenie i wówczas modyfikacja taka ma charakter fizyczny
Efekt modyfikacji zależy od rodzaju i ilości wprowadzonego wypełniacza Przykładowo, wpływ
dodatku mączki kwarcowej na niektóre charakterystyki mechaniczne żywicy epoksydowej
ilustrują wykresy na rys 4.10 i 4 11
/ 4 0 |<U130 £ ao
Dziedziny wykorzystywania różnych gatunków żywicy epoksydowej produkcji krajowej
Gatunek żywicy epoksydowej EPIDIAN Dziedziny wykorzystywania
E-010 do E-014do wyrobu farb proszkowych nakładanych elektrostatycznie
E-1
E- 2i E-3do celów elektrotechnicznych i izolowania przez zalewanie
E-4do wyrobu kitów, spoiw, mas wiążących itp.
E-5 i E-6do wytwarzania laminatów
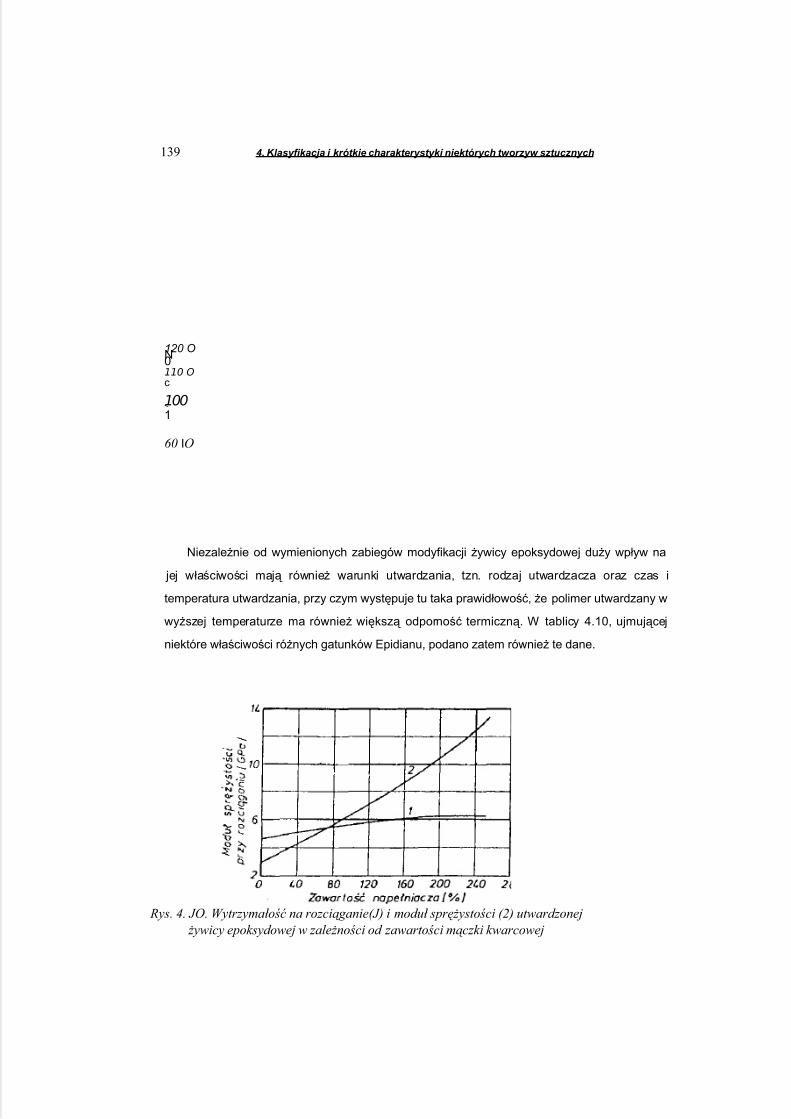
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 139/268
120 ON0110 Oc
100<
1
60 IO
Niezależnie od wymienionych zabiegów modyfikacji żywicy epoksydowej duży wpływ na
jej właściwości mają również warunki utwardzania, tzn. rodzaj utwardzacza oraz czas i
temperatura utwardzania, przy czym występuje tu taka prawidłowość, że polimer utwardzany w
wyższej temperaturze ma również większą odporność termiczną. W tablicy 4.10, ujmującej
niektóre właściwości różnych gatunków Epidianu, podano zatem również te dane.
Rys. 4. JO. Wytrzymałość na rozciąganie(J) i moduł sprężystości (2) utwardzonej żywicy epoksydowej w zależności od zawartości mączki kwarcowej
139 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 140/268
Tablica 4.10
Właściwości utwardzonych żywic epoksydowych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 141/268
170
Typ EPIDIANU (utwardzacz)
Właściwość Jednostka E-2a' E-3 E-5C) E-5d) E-5a) E-5*5 E-515 E-53
(F) (F) (Z-1) (M) (BHM) (BHM+HET) (Z-1) (Z-1)
Wytrzym. na rozciąganie MPa - 40-60 - 50+80 36 45 25+40 25+40
Wytrzym. na zginanie MPa 100-150 80-150 100 90+130 110 115 80+100
90+120
Wytrzym. na ściskanie MPa - - 140 130+140
150 - 70+90 90+120
Udarność bez karbu (wg Charpy'ego) kJ/m2 13+23 10+15 10 7+13 17 15 10+20 10+15
Twardość wg Brinella MPa 180-200 180+220
150 215 210 - 120+180
120+140
Wytrzymałość cieplna wg Martensa °C 90+110 100+120
85 115+125
60 124 50+55 55+63
Warunki utwardzania: ilość gramów utwardzacza / 100 g żywicy, temperatura / czas
a) 30, 120 °C / 24 h; b) 50, 120 °C / 24 h; c) 10-12, 20 DC / 10-14 h; d) 65, 120 °C/24h; e) 80, 120 °C/ 18h+l 80 °C / 10 h; 0 80+20, 130°C/20 h: g) 10, 50 °C / 10 h;
h) 10, 50 °C / 10 h
Utwardzacz: F: bezwodnik ftalowy, 2-1 trójetylenoczteroamina (TĘCZA), M m-fenylenodwuamina, BHM bezwodnik maleinowy; HET: bezwodnik ftalowy
60 0
!ca.cOt NCJC-
O-
t/J0e&1
oo.3:
UO
o £
200 90
/ /
-
\2/
/
\/
/ r
\ J V 1 /
J -
/ /
520
360
26 0
15 0
130
110
0 CO 60 120 160 200 2W 280 Zawartość
napetniacza (%I
141 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 142/268
Rys 4.11. Twardość (I) iwytrzymałość na zginanie (2)utwardzonej żywicyepoksydowej w zależności od zawartości mączkikwarcowej
Fenoplasty (PF)
Tworzywa te należą do najstarszych
syntetycznych polimerów organicznych, które
również w czasach współczesnych mają duże
znaczenie techniczne Otrzymane zostały po raz
pierwszy przez chemika holenderskiego
Baekelanda w 1909 r. w postaci żywic
fenolowo-formaldehydowych, stąd też
nazywane są zwyczajowo „bakelitami".
Fenoplasty są produktami polikondensacji
fenoli z aldehydami, głównie z formaldehydem.Jeżeli polimeryzacja przebiega w środowisku
alkalicznym, to w jej wyniku otrzymuje się
żywice rezolowe, jeżeli w kwaśnym - żywice
nowolakowe.
Ż y w i c e r e z o l o w e
Uzyskuje się je mieszając w autoklawie,
wraz z równoczesnym podgrzewaniem, fenol
(punkt topnienia 40°C) z 40% wodnym
roztworem formaldehydu w obecności
katalizatora, typu amoniaku lub kwasu
szczawiowego. Przez ogrzanie zapoczątkowuje
się reakcję egzotermiczną. Poddając reagującą
masę schładzaniu doprowadza się do
pożądanego stopnia polikondensacji. Masa
142 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 143/268
cząsteczkowa rezoli wynosi od 400 do 1000
(zwykle 600-700).
143 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 144/268
Rezolowe żywice fenolowo -
formaldehydowe są ciałami stałymi i kruchymi, o
temperaturze mięknienia 70+80°C.
Rozpuszczają się dobrze w polarnych
rozpuszczalnikach (alkohole, ketony, estry), a
także w wodzie. Nie rozpuszczają się natomiast
w węglowodorach i mało polarnych
substancjach błonotwórczych. Pod wpływemogrzewania lub działania kwasów rezole ulegają
stopniowemu sieciowaniu (utwardzaniu), co
przejawia się wzrostem ich lepkości. W procesie
tym wyróżnia się Irzy następujące po sobie
etapy, w których rezol przechodzi w rezitol, a
ten przemienia się w rezit:
1 Rezol - materiał utwardzalny,
rozpuszczalny i topliwy.
2. Rezitol - materiał nietopliwy; nie
rozpuszcza się w większości
rozpuszczalników organicznych, a jedynie
ulega częściowemu pęcznieniu. Podczas
ogrzewania do temperatury 160+180°C
zwiększa się gęstość usieciowania i
rezitol przemienia się w rezit.
3 Rezit - żywica utwardzona,
nierozpuszczalna i nietopiiwa. Możliwa
tylko obróbka skrawaniem.
W Polsce rezolowe żywice fenolowe
produkowane są w Zakładach Tworzyw
Sztucznych ERG SA w Pustkowie w postaci
stałej lub ciekłej bądź jako alkoholowo- wodne
roztwory. Żywice rezolowe stosowane są do
144 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
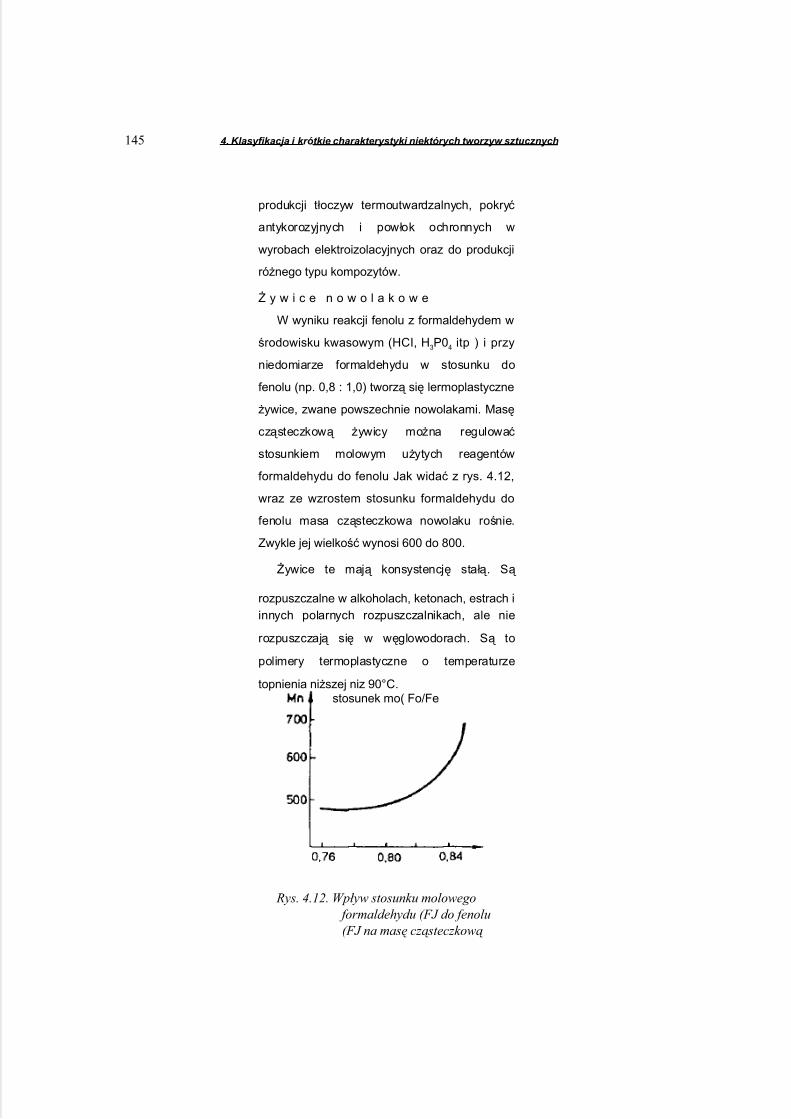
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 145/268
produkcji tłoczyw termoutwardzalnych, pokryć
antykorozyjnych i powłok ochronnych w
wyrobach elektroizolacyjnych oraz do produkcji
różnego typu kompozytów.
Ż y w i c e n o w o l a k o w e
W wyniku reakcji fenolu z formaldehydem w
środowisku kwasowym (HCI, H3P04 itp ) i przy
niedomiarze formaldehydu w stosunku do
fenolu (np. 0,8 : 1,0) tworzą się lermoplastyczne
żywice, zwane powszechnie nowolakami. Masę
cząsteczkową żywicy można regulować
stosunkiem molowym użytych reagentów
formaldehydu do fenolu Jak widać z rys. 4.12,
wraz ze wzrostem stosunku formaldehydu do
fenolu masa cząsteczkowa nowolaku rośnie.
Zwykle jej wielkość wynosi 600 do 800.
Żywice te mają konsystencję stałą. Są
rozpuszczalne w alkoholach, ketonach, estrach iinnych polarnych rozpuszczalnikach, ale nie
rozpuszczają się w węglowodorach. Są to
polimery termoplastyczne o temperaturze
topnienia niższej niz 90°C.
Rys. 4.12. Wpływ stosunku molowego formaldehydu (FJ do fenolu(FJ na masę cząsteczkową
stosunek mo( Fo/Fe
145 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 146/268
nowolaku (M,J
Nowolaki można przeprowadzić w rezole
przez dodanie do nich formaldehydu i
wytworzenie środowiska zasadowego.
Sieciowanie nowolaków, zwane też
utwardzaniem, prowadzi się najczęściej przez
wprowadzenie do nich
heksametyfenotetraaminy (pospolicie zwanej
urotropiną lub heksą) w podwyższonej
temperaturze.
W procesie utwardzania oprócz urotropiny
wprowadza się także dodatkowe substancje,
takie jak np. tlenek magnezu lub wapnia -
przyspieszające sieciowanie. Żywice
nowolakowe wykorzystywane są do produkcji
tłoczyw oraz różnego rodzaju materiałów
kompozytowych. Dzięki napełniaczom uzyskujesię różne stopnie plastyczności materiału,
zmniejszenie kruchości i podwyższenie
wytrzymałości. Fenoplasty zmieniają barwę pod
wpływem światła i ciepła, dlatego też używamy
do nich przede wszystkim barwników ciemnych.
Żywice te znajdują zastosowanie przy produkcji
laminatów, jako dodatek do lakierów, jako
materiał wiążący do tarcz szlifierskich i piasku
formierskiego, na elementy kwasoodporne oraz
różnego rodzaju obudowy, a także przy
zastosowaniu skrawkowych wypełniaczy
tkaninowych na łożyska do niewielkich
prędkości. Podobnie jak rezole, produkowane są
w Zakładach Tworzyw Sztucznych ERG S.A. w
146 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 147/268
Pustkowie.
Pol ies t ry
Otrzymuje się je w reakcji po li kondensacji
wielofunkcyjnych kwasów z alkoholami
wielowodorotlenowymi. Poliestry można
podzielić na trzy główne grupy:
1żywice alkidowe (np. gliptale, pentaftale) -
utwardzalne produkty reakcji kwasów
dwuzasadowych z alkoholami
wielowodorotlenowymi. Stosowane są
zwykle jako żywice lakiernicze do
produkcji lakierów zarówno piecowych,
jak i schnących na powietrzu;
2poliestry nasycone - poliestry o budowie
liniowej, termoplasty, otrzymane w
wyniku polimeryzacji kondensacyjnej
kwasów dwuzasadowych z alkoholami
dwuwodorotlenowymi (glikolami), np.kwasu tereftalowego z glikolem
etylenowym dającymi poli(tereftalan
etylenu);
3poliestry nienasycone - należą do grupy
tworzyw chemoutwardzalnych.
Niekiedy do poliestrów zalicza się również
poliwęglany i poliakrylany.
Technologię produkcji tych tworzyw opanowano
dopiero w latach 1958 - 1960, podczas gdy
żywice giptalowe produkowano już w 1925 r., a
poli(tereftalan etylenu) - w 1941 r.
W zależności od rodzaju - użytych
substratów uzyskuje się różne gatunki liniowych
poliestrów. Przykładowo wyróżnić tu można:
liniowe poliestry alifatyczne oraz poli(tereftalan
147 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 148/268
etylenu) i poli(tereftalan butylenu).
L i n i o w e p o l i e s t r y
a l i f a t y c z n e są otrzymywane w reakcji po
li kondensacji alifatycznych kwasów
dikarboksylowych (np. kwas adypinowy i
seDacynowy) oraz glikoli (najczęściej
etylenowego i dietylenowego). Charakteryzują
się niską temperaturą topnienia (poniżej 80°C) i
dobrze rozpuszczają się w wielurozpuszczalnikach organicznych (np. w
chloroformie, benzenie, acetonie itp ). Są
stosowane głównie jako składnik polidiolowy do
produkcji poliuretanów w kompozycjach
lakierniczych i klejowych oraz jako zmiękczacz
w innych tworzywach np pol ¡(chlorku winylu).
Poliestry te można utwardzać (sieciować) w
temperaturze ok 200°C za pomocą kwasów
polikarboksylowych
P o l i ( t e r e f t a l a n e t y l e n u )
(PET) jest liniowym (nasyconym) poliestrem
kwasu tereftalowego oraz glikolu etylenowego
(lub tlenku etylenu). W procesie pol
¡kondensacji, prowadzonej w stopie, uzyskuje
się tworzywo o masie cząsteczkowej
wynoszącej 25000 do 30000, a dopiero poprzez
dalszy proces polikondensacji, prowadzonej w
fazie stałej (tzw. dopolikondensowania), można
uzyskać prawie dwukrotny wzrost masy
cząsteczkowej. Proces taki polega na
ogrzewaniu granulowanego polimeru przez
okres 2^-4 h w temperaturze ok. 280°C
148 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 149/268
Poli(tereftalan etylenu) jest polimerem
krystalicznym (zawartość fazy krystalicznej 40-
75%) o temperaturze topnienia 264°C i
temperaturze zeszklenia 81 °C Przy szybkim
schładzaniu uzyskuje się polimer amorficzny o
temperaturze zeszklenia 67°C. Własności PET
zależą od jego stopnia krystaliczności. Przy
normalnym udziale fazy krystalicznej (ok. 40%)
charakteryzuje się dużą wytrzymałością mechaniczną i sztywnością dużą stabilnością
wymiarów, dobrą odpornością chemiczną oraz
dobrymi właściwościami ślizgowymi i
dielektrycznymi.
PET nie jest odporny na działanie fenoli,
stężonych kwasów i roztworów zasad oraz
długotrwałe działanie gorącej wody (hydroliza)
Sterylizację wyrobów PET prowadzi się w
atmosferze tlenku etylenu lub poprzez
napromieniowanie. Jest przetwarzany głównie
metodą wtrysku w temperaturze 260-290°C
(skurcz wtryskowy wynosi 1,2 - 2%). Metodą
wytłaczania formuje się folie, pręty, płyty i
włókno; temperatura wytłaczania wynosi 260-
280°C. Wykorzystywany jest do wyrobu detali
technicznych (np. koła zębate, łożyska) głównie
metodą wtrysku. Z kolei butelki z PPT formuje
się w dwuetapowym procesie wtrysku i
rozdmuchiwania, natomiast włókna przędzie
się ze stopu w temperaturze 275+285°C
(wytwarza się z nich np. tkaniny kordowe do
opon samochodowych). Folie, otrzymywane
metodą wytłaczania, poddaje się dodatkowo
149 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 150/268
dwuosiowej orientacji poprzez rozciąganie, co
zapewnia jej wzrost właściwości
mechanicznych. W Polsce producentem
włókien poliestrowych są Zakłady Włókien
Chemicznych Chemitex-Elana w Toruniu.
P o l i ( t e r e f t a I a n b u t y l e n u )
(PT B ) - otrzymuje się w reakcji polikon-
densacji kwasu tereftalowego i glikolu
butylenowego. Podobnie jak PET jestpolimerem częściowo krystalicznym i o
podobnej jak on odporności chemicznej. W
cechach fizycznych różni go od PET mniejsza
wytrzymałość mechaniczna, sztywność i
twardość. Jest przetwarzany głównie metodami
wtrysku (temp. 230- 260°C) i wytłaczania
(temp. 250-280°C). Metodą wytłaczania
wytwarza się rury cienkościenne, elastyczne
cięgna oraz giętkie rury i węże, a także folie.
Metodą wtrysku uzyskuje się różne kształtki,
takie jak np.: koła zębate, uszczelki, zaciski itp.
150 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 151/268
Tablica 4.11
N i e n a s y c o n e ż y w i c e p o l i e s t r o w e otrzymywane są w reakcji pol
¡kondensacji nienasyconych kwasów dikarboksylowych (zwykle bezwodnika maleinowego) i
nasyconych kwasów dikarboksylowych (zwykle bezwodnika ftalowego) z glikolami. Proces
zachodzi w obecności mocnych kwasów jako katalizatorów (najczęściej kwasu p-
toluenosulfonowego) w temperaturze ok. 200°C, w atmosferze gazu obojętnego (N2, C02) lub w
środowisku rozpuszczalników.
Charakterystyczne właściwości fizyczne nie wzmocnionego i wzmocnionego pol¡(tereftałanuetylenu)
Poli (tereftalan etylenu)
Właściwość Jednostka bez wzmocnienia GF-33
Gęstość kg/m3 1380 1520
Wytrzymałość na rozciąganie MPa 42 165
Moduł sprężystości MPa 2600 9000
Temperatura zeszklenia °C 98 98
Temp. mięknienia wg Vicata °C 185 225
Udarność z karbem, 23°C kJ/m2 3 7,5
Chłonność wody%
0,1 0,04
151 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 152/268
Utwardzanie nienasyconych żywic poliestrowych zachodzi w wyniku kopolimeryzacji
rodnikowej z komonomerami sieciującymi. Najczęściej takim komonomerem jest styren lub
jego pochodne. Proces ten zachodzi przy współudziale inicjatorów rodnikowych oraz
odpowiednich aktywatorów Inicjatorami procesu utwardzania żywic poliestrowych są
najczęściej nadtlenki organiczne, które w podwyższonej temperaturze lub pod wpływem
przyspieszaczy (aktywatorów) rozpadają się z wydzieleniem wolnych rodników,
zapoczątkowujących reakcję kopolimeryzacji poliestru z monomerem sieciującym. Do
utwardzania żywic w temperaturze pokojowej stosuje się nadtlenki i wodoronadtlenki ketonów.
Proces sieciowania odbywa się bezciśnieniowo w temperaturze pokojowej, a czas trwaniaprocesu wynosi od minuty do kilku godzin. Po utwardzeniu żywice te są odporne na kwas
solny, mlekowy i fosforowy, słabe roztwory zasad, glicerynę, tłuszcze i wodę; są nieodporne
na: aceton, etanol, amoniak, kwas mrówkowy, octowy, azotowy i siarkowy, toluen, fenol i
chloroform.Właściwości mechaniczne utwardzonej żywicy poliestrowej zależą od wielu
czynników, wśród których do najważniejszych zalicza się: stopień nienasycenia poliestru,
rodzaj użytych kwasów modyfikujących i glikoli, rodzaj i zawartość monomeru sieciującego.
Przez zwiększenie gęstości usieciowania można polepszyć właściwości wytrzymałościowe i
odporność cieplną tworzywa. Usztywnienie łańcucha poliestru powoduje także wyraźne
polepszenie odporności chemicznej utwardzonej żywicy Istotną wadą żywic poliestrowych jest
znaczny skurcz, dochodzący nawet do ok 8%, który występuje podczas jej utwardzania. Można
go zmniejszyć poprzez wprowadzenie do żywicy wypełniaczy, zarówno ziarnistych, jak i
włóknistych. Są to z reguły tzw. żywice konstrukcyjne.
Konstrukcyjne żywice poliestrowe są stosowane głównie do produkcji kompozytów
polimerowo-szklanych. Dla ułatwienia automatyzacji procesów produkcyjnych kompozyty te
przygotowywane są w postaci preimpregnowanych półfabrykatów nazywanych często
prepregami. Preimpregnaty wytwarza się w szerokim asortymencie typów zbrojenia i żywicy.
Oprócz zbrojenia w postaci włókien szklanych i żywicy, prepregi zawierają także tlenek
magnezu, inicjator i ewentualnie pigmenty barwiące. Bezpośrednio po impregnacji półprodukt
jest miękki i wymaga poddania go procesowi dojrzewania, po którym przyjmuje konsystencję
gumy. Czas tego procesu zależy od zawartości tlenku magnezu, co ilustruje rys. 4.13.
152 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
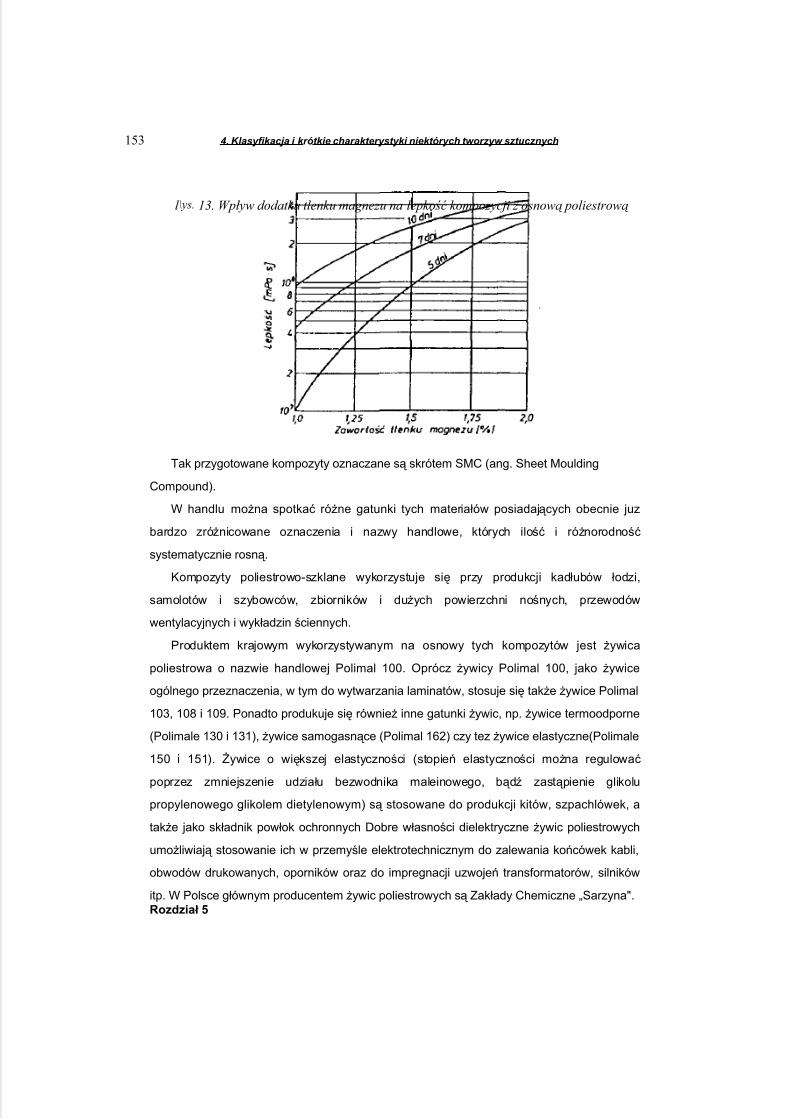
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 153/268
Tak przygotowane kompozyty oznaczane są skrótem SMC (ang. Sheet Moulding
Compound).
W handlu można spotkać różne gatunki tych materiałów posiadających obecnie juz
bardzo zróżnicowane oznaczenia i nazwy handlowe, których ilość i różnorodność
systematycznie rosną.
Kompozyty poliestrowo-szklane wykorzystuje się przy produkcji kadłubów łodzi,
samolotów i szybowców, zbiorników i dużych powierzchni nośnych, przewodów
wentylacyjnych i wykładzin ściennych.
Produktem krajowym wykorzystywanym na osnowy tych kompozytów jest żywica
poliestrowa o nazwie handlowej Polimal 100. Oprócz żywicy Polimal 100, jako żywice
ogólnego przeznaczenia, w tym do wytwarzania laminatów, stosuje się także żywice Polimal
103, 108 i 109. Ponadto produkuje się również inne gatunki żywic, np. żywice termoodporne
(Polimale 130 i 131), żywice samogasnące (Polimal 162) czy tez żywice elastyczne(Polimale
150 i 151). Żywice o większej elastyczności (stopień elastyczności można regulować
poprzez zmniejszenie udziału bezwodnika maleinowego, bądź zastąpienie glikolu
propylenowego glikolem dietylenowym) są stosowane do produkcji kitów, szpachlówek, a
także jako składnik powłok ochronnych Dobre własności dielektryczne żywic poliestrowych
umożliwiają stosowanie ich w przemyśle elektrotechnicznym do zalewania końcówek kabli,
obwodów drukowanych, oporników oraz do impregnacji uzwojeń transformatorów, silników
itp. W Polsce głównym producentem żywic poliestrowych są Zakłady Chemiczne „Sarzyna".Rozdział 5
l \ys. 13. Wpływ dodatku tlenku magnezu na lepkość kompozycji z osnową poliestrową
153 4. Klasyfikacja i krótkie charakterystyki niektórych tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 154/268
PODSTAWOWE METODY PRZETWÓRSTWA TWORZYW SZTUCZNYCH
W publikacjach z dziedziny przetwórstwa tworzyw sztucznych spotkać się można z
różnymi definicjami tego określenia, jak również różnymi kryteriami klasyfikacyjnymi w
odniesieniu do metod stosowanych w przetwórstwie. Zgodnie ze sformułowaniem zawartym w
pracy [7] można przyjąć, że przetwórstwo tworzyw sztucznych to dział technologii zajmujący
się formowaniem syntetycznych lub naturalnych związków wielkocząsteczkowych.
Podział metod wykorzystywanych przy formowaniu tworzyw bywa przeprowadzany albo z
punktu widzenia poszczególnych etapów cyklu produkcyjnego, tzn. metody dzielone są na
przygotowawcze, formujące i wykańczające, albo z punktu widzenia natury zjawisji
dominujących w procesie otrzymywania wyrobów i przetworów z tworzyw sztucznych, tzn.
fizykochemiczne I rodzaju, fizykochemiczne II rodzaju i chemiczno-fizyczne.
Biorąc pod uwagę zakres skryptu i jego przeznaczenie, zdecydowano się na
przedstawienie jedynie krótkiej charakterystyki niektórych metod przetwórstwa, zaliczanych do
metod o największym znaczeniu przemysłowym, a należących, wg pierwszego z
przytoczonych schematów klasyfikacyjnych, do metod przetwórstwa formującego.
Wspomniane charakterystyki dotyczą następujących metod: wytłaczanie, wtryskiwanie,
prasowanie, kalandrowanie i odlewanie. Dwie inne metody, powlekanie i metalizowanie,
zaliczane raczej do przetwórstwa modyfikującego, a zatem mające w dziedzinie przetwórstwa
tworzyw raczej mniejsze znaczenie, omówiono jednak w skrypcie nieco dokładniej poświęcając
im osobny rozdział, ponieważ uznano, że właśnie te metody przetwórstwa łączą się bardziej z
profilem kształcenia adresata skryptu.
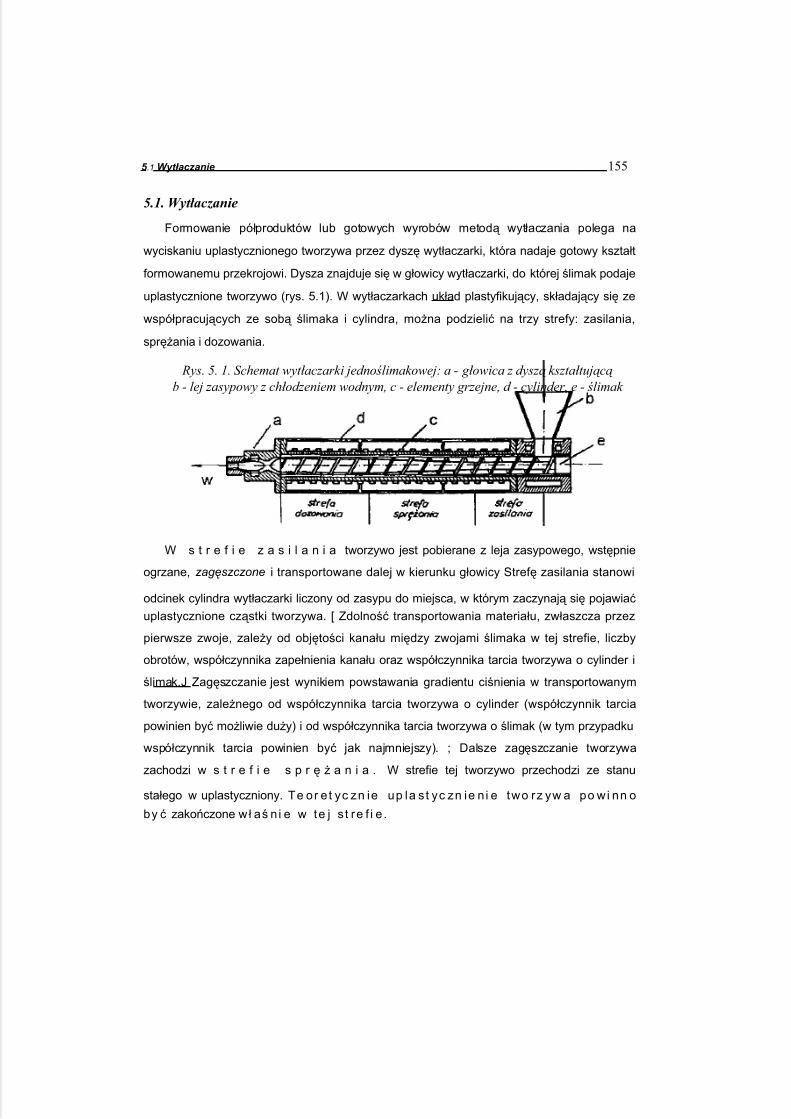
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 155/268
5.1. Wytłaczanie
Formowanie półproduktów lub gotowych wyrobów metodą wytłaczania polega na
wyciskaniu uplastycznionego tworzywa przez dyszę wytłaczarki, która nadaje gotowy kształt
formowanemu przekrojowi. Dysza znajduje się w głowicy wytłaczarki, do której ślimak podaje
uplastycznione tworzywo (rys. 5.1). W wytłaczarkach układ plastyfikujący, składający się ze
współpracujących ze sobą ślimaka i cylindra, można podzielić na trzy strefy: zasilania,
sprężania i dozowania.
W s t r e f i e z a s i l a n i a tworzywo jest pobierane z leja zasypowego, wstępnie
ogrzane, zagęszczone i transportowane dalej w kierunku głowicy Strefę zasilania stanowi
odcinek cylindra wytłaczarki liczony od zasypu do miejsca, w którym zaczynają się pojawiać
uplastycznione cząstki tworzywa. [ Zdolność transportowania materiału, zwłaszcza przez
pierwsze zwoje, zależy od objętości kanału między zwojami ślimaka w tej strefie, liczby
obrotów, współczynnika zapełnienia kanału oraz współczynnika tarcia tworzywa o cylinder i
ślimak.J Zagęszczanie jest wynikiem powstawania gradientu ciśnienia w transportowanym
tworzywie, zależnego od współczynnika tarcia tworzywa o cylinder (współczynnik tarcia
powinien być możliwie duży) i od współczynnika tarcia tworzywa o ślimak (w tym przypadku
współczynnik tarcia powinien być jak najmniejszy). ; Dalsze zagęszczanie tworzywa
zachodzi w s t r e f i e s p r ę ż a n i a . W strefie tej tworzywo przechodzi ze stanu
stałego w uplastyczniony. Te or et yc zn ie up la st yc zn ie n i e two rz yw a po wi nn o
by ć zakończone w ł aś ni e w te j s t re f i e .
Rys. 5. 1. Schemat wytłaczarki jednoślimakowej: a - głowica z dyszą kształtującą b - lej zasypowy z chłodzeniem wodnym, c - elementy grzejne, d - cylinder, e - ślimak
5 .1 Wytłaczanie 155
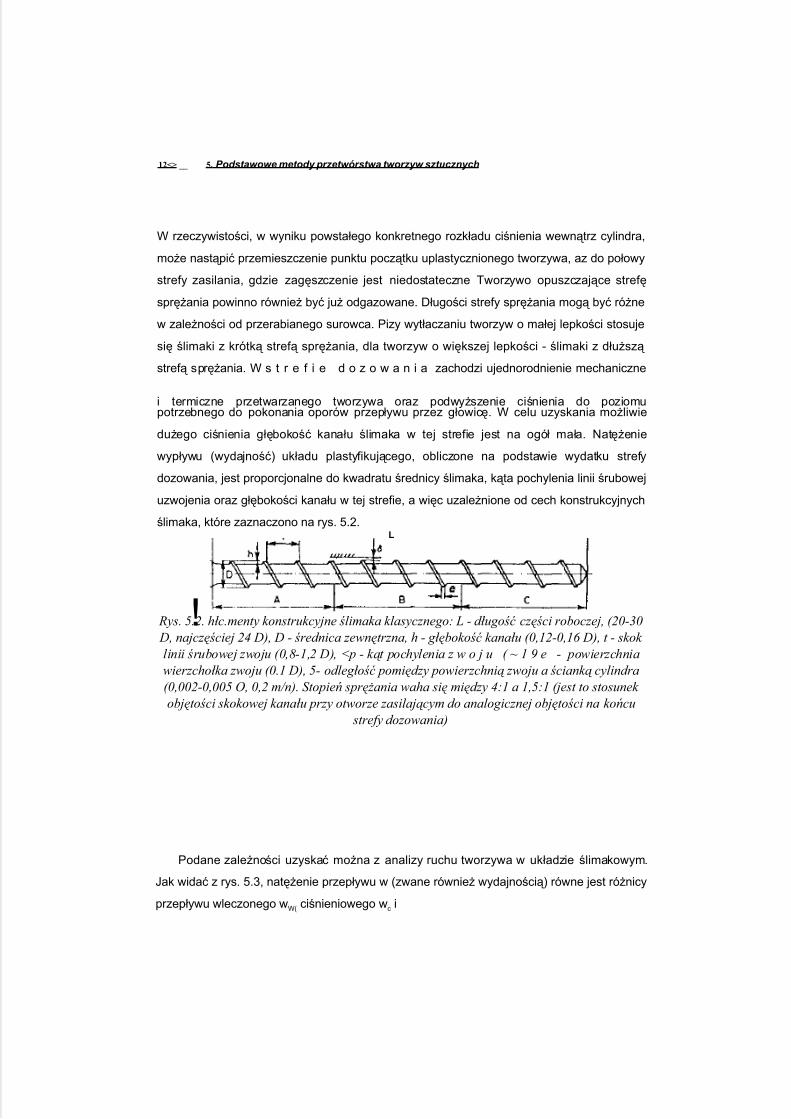
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 156/268
W rzeczywistości, w wyniku powstałego konkretnego rozkładu ciśnienia wewnątrz cylindra,
może nastąpić przemieszczenie punktu początku uplastycznionego tworzywa, az do połowy
strefy zasilania, gdzie zagęszczenie jest niedostateczne Tworzywo opuszczające strefę
sprężania powinno również być już odgazowane. Długości strefy sprężania mogą być różne
w zależności od przerabianego surowca. Pizy wytłaczaniu tworzyw o małej lepkości stosuje
się ślimaki z krótką strefą sprężania, dla tworzyw o większej lepkości - ślimaki z dłuższą
strefą sprężania. W s t r e f i e d o z o w a n i a zachodzi ujednorodnienie mechaniczne
i termiczne przetwarzanego tworzywa oraz podwyższenie ciśnienia do poziomupotrzebnego do pokonania oporów przepływu przez głowicę. W celu uzyskania możliwie
dużego ciśnienia głębokość kanału ślimaka w tej strefie jest na ogół mała. Natężenie
wypływu (wydajność) układu plastyfikującego, obliczone na podstawie wydatku strefy
dozowania, jest proporcjonalne do kwadratu średnicy ślimaka, kąta pochylenia linii śrubowej
uzwojenia oraz głębokości kanału w tej strefie, a więc uzależnione od cech konstrukcyjnych
ślimaka, które zaznaczono na rys. 5.2.
Podane zależności uzyskać można z analizy ruchu tworzywa w układzie ślimakowym.
Jak widać z rys. 5.3, natężenie przepływu w (zwane również wydajnością) równe jest różnicy
przepływu wleczonego wW( ciśnieniowego wc i
L
Rys. 5.2. hłc.menty konstrukcyjne ślimaka klasycznego: L - długość części roboczej, (20-30 D, najczęściej 24 D), D - średnica zewnętrzna, h - głębokość kanału (0,12-0,16 D), t - skok linii śrubowej zwoju (0,8-1,2 D), <p - kąt pochylenia z w o j u ( ~ 1 9 e - powierzchniawierzchołka zwoju (0.1 D), 5- odległość pomiędzy powierzchnią zwoju a ścianką cylindra(0,002-0,005 O, 0,2 m/n). Stopień sprężania waha się między 4:1 a 1,5:1 (jest to stosunek objętości skokowej kanału przy otworze zasilającym do analogicznej objętości na końcu
strefy dozowania)
!
12<> __ 5. Podstawowe metody przetwórstwa tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 157/268
przeciekowego ws:
w - w w - w c — w s
(5.1)
5 .1 Wytłaczanie 157
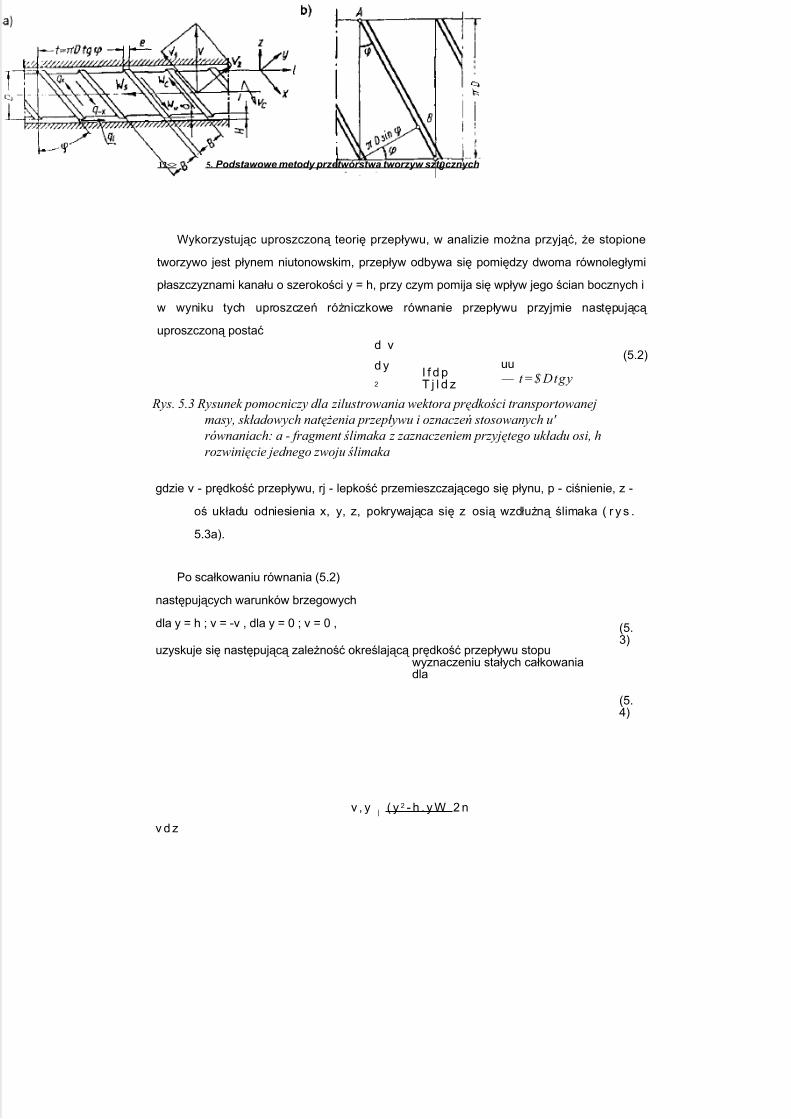
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 158/268
Wykorzystując uproszczoną teorię przepływu, w analizie można przyjąć, że stopione
tworzywo jest płynem niutonowskim, przepływ odbywa się pomiędzy dwoma równoległymi
płaszczyznami kanału o szerokości y = h, przy czym pomija się wpływ jego ścian bocznych i
w wyniku tych uproszczeń różniczkowe równanie przepływu przyjmie następującą
uproszczoną postać
gdzie v - prędkość przepływu, rj - lepkość przemieszczającego się płynu, p - ciśnienie, z -
oś układu odniesienia x, y, z, pokrywająca się z osią wzdłużną ślimaka ( r y s .
5.3a).
Po scałkowaniu równania (5.2)
następujących warunków brzegowych
dla y = h ; v = -v , dla y = 0 ; v = 0 ,
uzyskuje się następującą zależność określającą prędkość przepływu stopuwyznaczeniu stałych całkowaniadla
v , y | ( y 2 - h . y W 2 n
v d z
— t=$ Dtgy
Rys. 5.3 Rysunek pomocniczy dla zilustrowania wektora prędkości transportowanejmasy, składowych natężenia przepływu i oznaczeń stosowanych u' równaniach: a - fragment ślimaka z zaznaczeniem przyjętego układu osi, hrozwinięcie jednego zwoju ślimaka
uuI f d pT j l d z
d v
d y
2
(5.2)
(5.3)
(5.4)
12<> __ 5. Podstawowe metody przetwórstwa tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 159/268
Uwzględniając wielkość elementarnego odcinka powierzchnikanału: bd y,
prostopadłej do v w granicach całego przekroju poprzecznego kanału, wielkość natężenia
przepływu, w, wyrazić można następująco
hw = J v b d y (5.5) o
Po podstawieniu zależności (5.4) do (5.5) oraz uwzględnieniu następujących związków
wynikających z istniejącej konstrukcji ślimaka (rys. 5.3)
Vi = v cos (p = n D n cos cp, (5.6)
b = (t - e) cos <p, (5.7)
d Idz = -—, (5.8)
stntp
dp P2-P1 P
(5.9)d l L w " L , _ 2 '
gdzie: p - ciśnienie na końcu strefy dozowania, n - prędkość obrotowa ślimaka,
uzyskuje się następującą postać równania określającego natężenie przepływu w:
w = A n - B — , (5.10)Tl
gdzie A i B są wielkościami zależnymi tylko od elementów geometrycznych ślimaka, tj .:•Y * Y
n D hsin(pcos(p A = —^ (5.10a)
n2Dh3 sin 2 q>12 L i510b)
Równanie (5.10) w układzie: natężenie przepływu - ciśnienie przedstawia linię prostą o
ujemnym współczynniku kątowym (rys. 5.4).
5 .1 Wytłaczanie 159
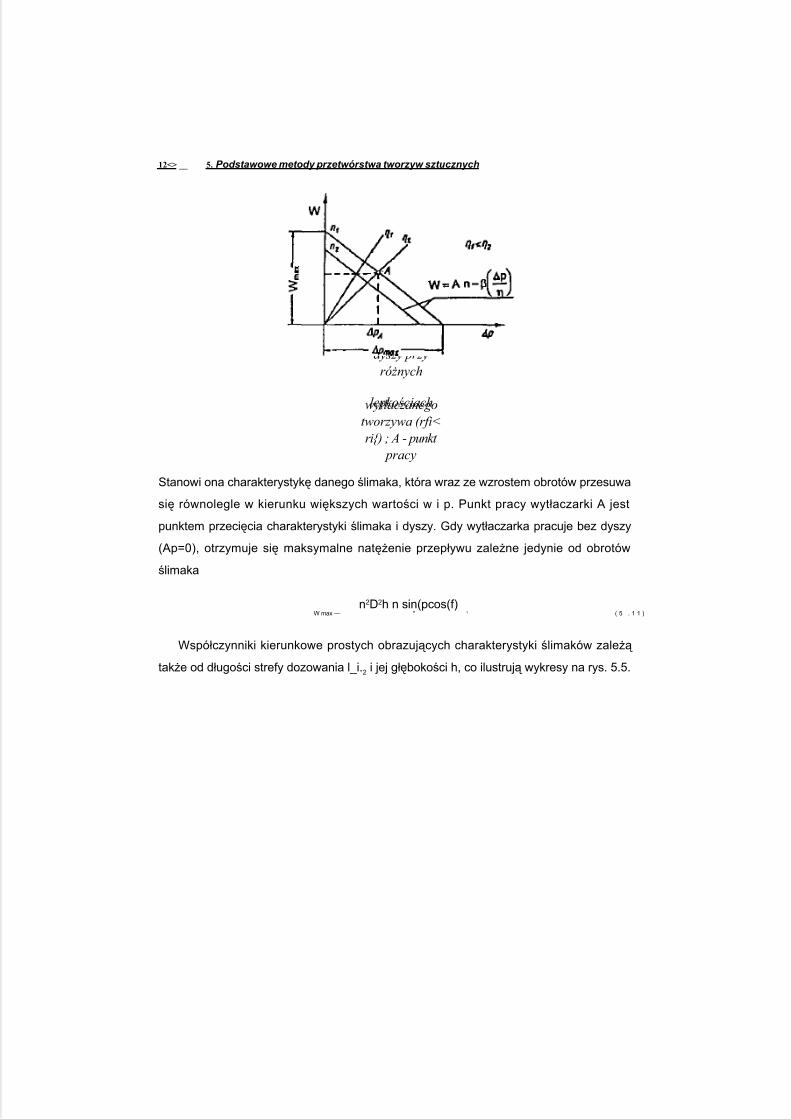
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 160/268
Stanowi ona charakterystykę danego ślimaka, która wraz ze wzrostem obrotów przesuwa
się równolegle w kierunku większych wartości w i p. Punkt pracy wytłaczarki A jest
punktem przecięcia charakterystyki ślimaka i dyszy. Gdy wytłaczarka pracuje bez dyszy
(Ap=0), otrzymuje się maksymalne natężenie przepływu zależne jedynie od obrotów
ślimaka
n2D2h n sin(pcos(f)W max — * 1 ( 5 . 1 1 )
Współczynniki kierunkowe prostych obrazujących charakterystyki ślimaków zależą
także od długości strefy dozowania l_i.2 i jej głębokości h, co ilustrują wykresy na rys. 5.5.
Rys. 5.4.Charakterystyk
a danego ślimaka dla
różnychwartości jego
prędkościobrotowej n( n t > nrf idyszy przyróżnych
lepkościachwytłaczanegotworzywa (rfi<ri{) ; A - punkt
pracy
12<> __ 5. Podstawowe metody przetwórstwa tworzyw sztucznych
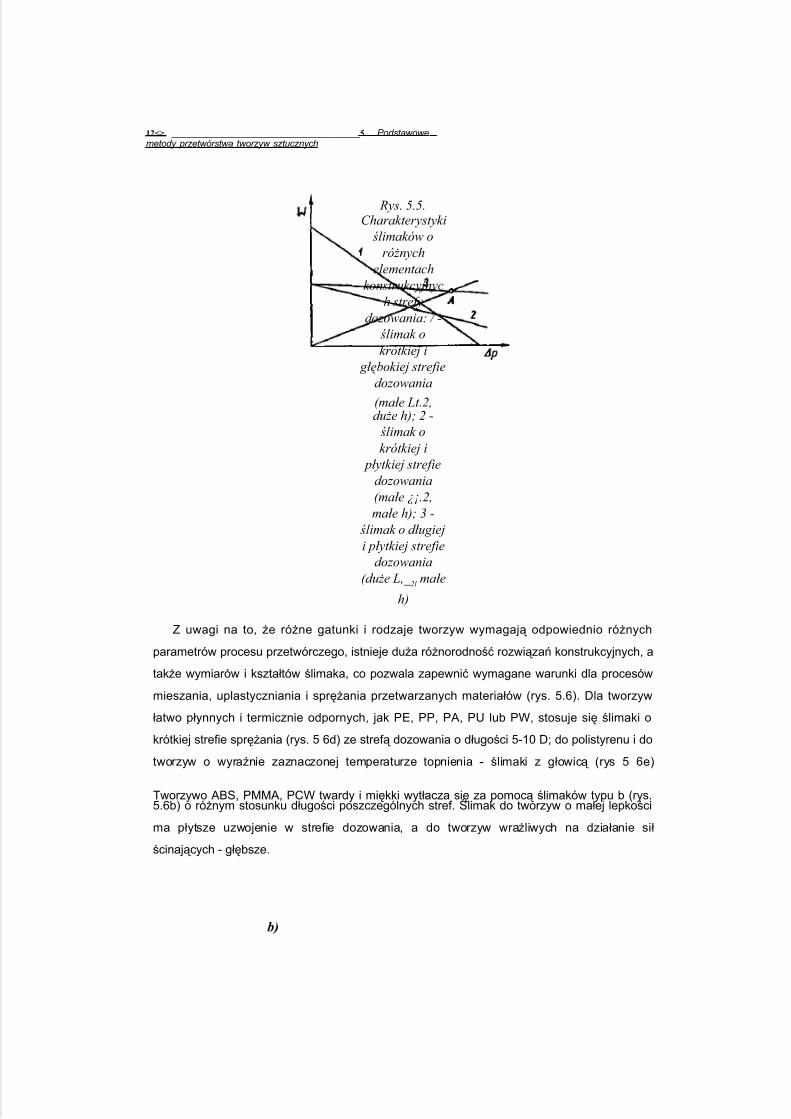
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 161/268
Z uwagi na to, że różne gatunki i rodzaje tworzyw wymagają odpowiednio różnych
parametrów procesu przetwórczego, istnieje duża różnorodność rozwiązań konstrukcyjnych, a
także wymiarów i kształtów ślimaka, co pozwala zapewnić wymagane warunki dla procesów
mieszania, uplastyczniania i sprężania przetwarzanych materiałów (rys. 5.6). Dla tworzyw
łatwo płynnych i termicznie odpornych, jak PE, PP, PA, PU lub PW, stosuje się ślimaki o
krótkiej strefie sprężania (rys. 5 6d) ze strefą dozowania o długości 5-10 D; do polistyrenu i do
tworzyw o wyraźnie zaznaczonej temperaturze topnienia - ślimaki z głowicą (rys 5 6e)
Tworzywo ABS, PMMA, PCW twardy i miękki wytłacza się za pomocą ślimaków typu b (rys.5.6b) o różnym stosunku długości poszczególnych stref. Ślimak do tworzyw o małej lepkości
ma płytsze uzwojenie w strefie dozowania, a do tworzyw wrażliwych na działanie sił
ścinających - głębsze.
b)
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
Rys. 5.5.Charakterystyki
ślimaków oróżnych
elementachkonstrukcyjnyc
h strefydozowania: / -
ślimak okrótkiej i
głębokiej strefiedozowania
(małe Lt.2,duże h); 2 - ślimak okrótkiej i
płytkiej strefiedozowania(małe ¿¡.2,małe h); 3 -
ślimak o długieji płytkiej strefie
dozowania(duże L,_ 2l małe
h)
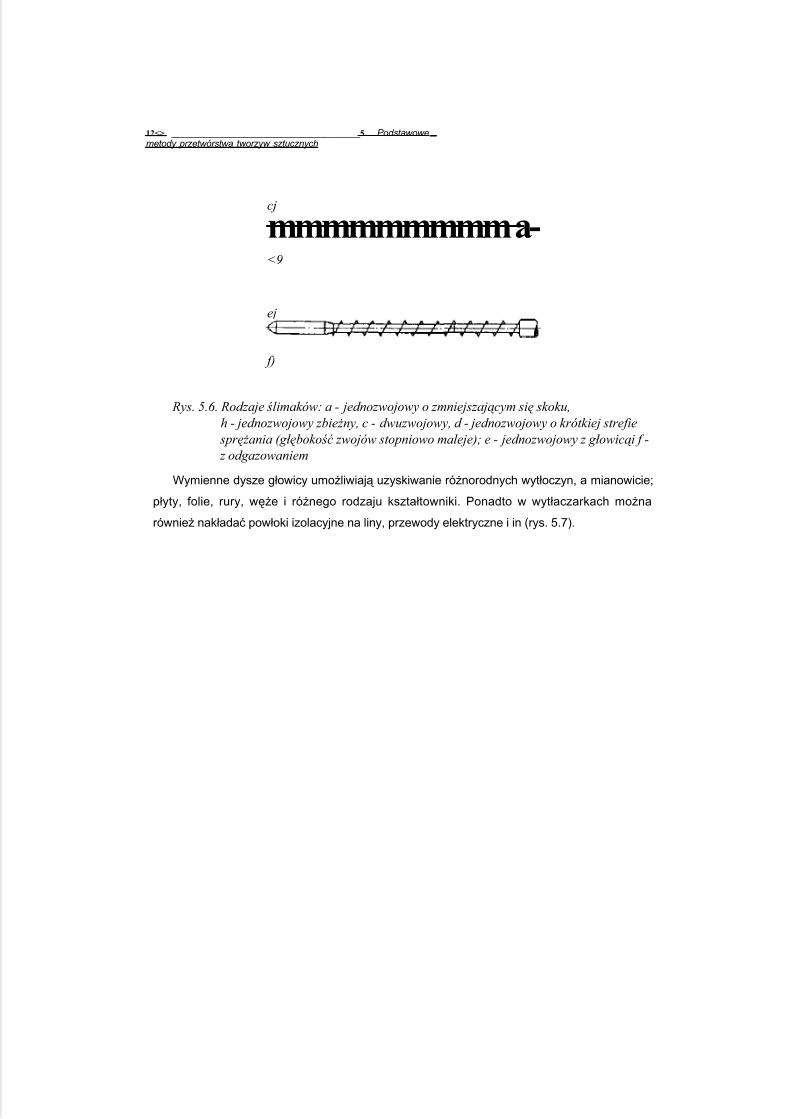
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 162/268
cj
mmmmmmmmm a-<9
ej
f)
Rys. 5.6. Rodzaje ślimaków: a - jednozwojowy o zmniejszającym się skoku,h - jednozwojowy zbieżny, c - dwuzwojowy, d - jednozwojowy o krótkiej strefie sprężania (głębokość zwojów stopniowo maleje); e - jednozwojowy z głowicąi f - z odgazowaniem
Wymienne dysze głowicy umożliwiają uzyskiwanie różnorodnych wytłoczyn, a mianowicie;
płyty, folie, rury, węże i różnego rodzaju kształtowniki. Ponadto w wytłaczarkach można
również nakładać powłoki izolacyjne na liny, przewody elektryczne i in (rys. 5.7).
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
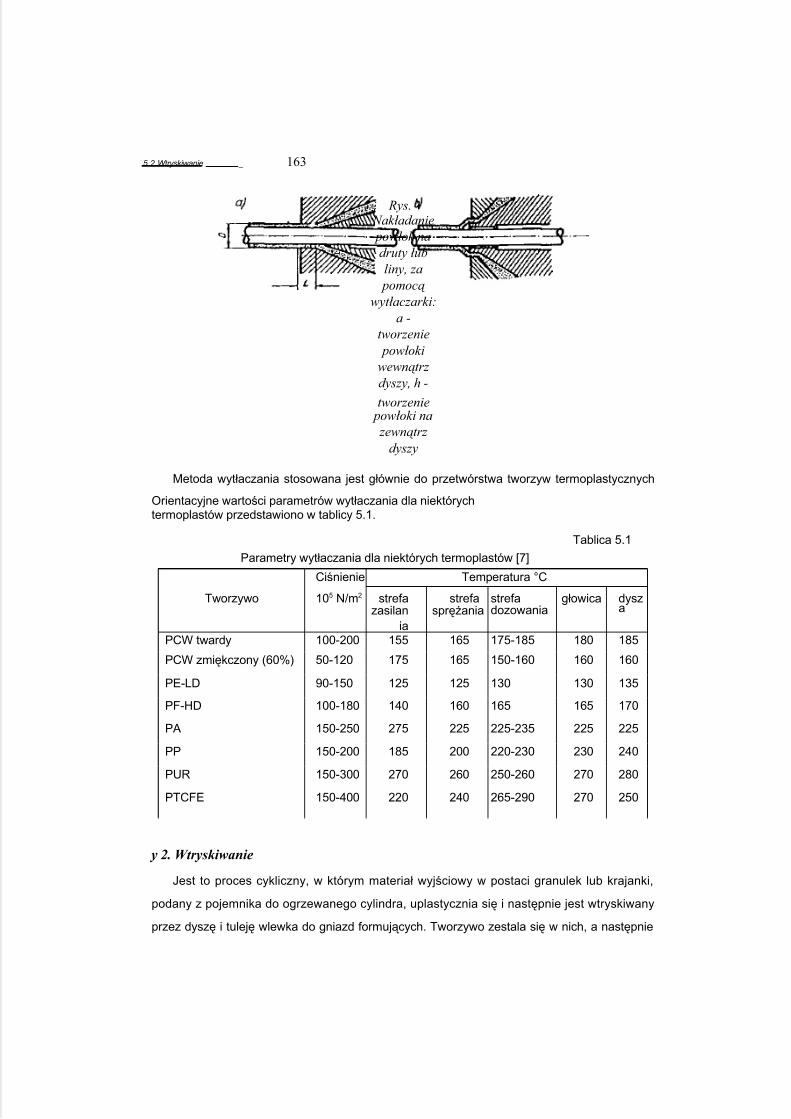
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 163/268
Metoda wytłaczania stosowana jest głównie do przetwórstwa tworzyw termoplastycznych
Orientacyjne wartości parametrów wytłaczania dla niektórychtermoplastów przedstawiono w tablicy 5.1.
Tablica 5.1
Parametry wytłaczania dla niektórych termoplastów [7]
y 2. Wtryskiwanie
Jest to proces cykliczny, w którym materiał wyjściowy w postaci granulek lub krajanki,
podany z pojemnika do ogrzewanego cylindra, uplastycznia się i następnie jest wtryskiwany
przez dyszę i tuleję wlewka do gniazd formujących. Tworzywo zestala się w nich, a następnie
Rys. ' Nakładanie powłok nadruty łubliny, za
pomocą wytłaczarki:
a -tworzenie powłokiwewnątrzdyszy, h -
tworzenie powłoki na zewnątrz
dyszy
Ciśnienie Temperatura °C
Tworzywo 105 N/m2 strefazasilan
ia
strefasprężania
strefadozowania
głowica dysza
PCW twardy 100-200 155 165 175-185 180 185
PCW zmiękczony (60%) 50-120 175 165 150-160 160 160
PE-LD 90-150 125 125 130 130 135
PF-HD 100-180 140 160 165 165 170
PA 150-250 275 225 225-235 225 225
PP 150-200 185 200 220-230 230 240
PUR 150-300 270 260 250-260 270 280
PTCFE 150-400 220 240 265-290 270 250
5 2 Wtryskiwanie _ 163

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 164/268
jest usuwane z formy w postaci gotowej wypraski, po czym cykl procesu rozpoczyna się od
nowa (rys. 5.8). Stosuje się formy zamknięte chłodzone - przy przetwórstwie tworzyw
termoplastycznych, lub podgrzewane - przy przetwórstwie duroplastów.
Rys. 5.8. Schemat pracy wtryskarki ślimakowej: a - przed rozpoczęciem wtryskiwania, h -wypełnienie gniazda formy, c - okres regulowanego docisku, d - otwarcie formy iwyrzucenie kształtki; 1 - lej zasypowy, 2 - ślimak, 3 - cylinder, 4 - grzejnikielektryczne, 5 - dysza wtryskowa, 6 - tuleja wtryskowa, 7 - zespoły formywtryskowej, 8 - gniazdo formujące, 9 - stół nieruchomy, 10 - stół ruchomy
m a a r f
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 165/268
Początkowo stosowano wtryskarki tłokowe, ale począwszy od lat pięćdziesiątych (od 1956
r.) zostały one zastąpione wtryskarkami ślimakowymi. Wtryskarki ślimakowe cechuje bowiem
większa zdolność uplastycznienia tworzywa niż wtryskarki tłokowe, mają o 30 * 50% niższe
ciśnienie wtrysku (odpadają siły tarcia, powstające w maszynach tłokowych podczas
przesuwania ziarnistej, jeszcze nie stopionej masy), a ponadto wykazują bardziej równomierne
w czasie uplastycznienie tworzywa. We wtryskarkach ślimakowych materiał ulega bowiem
uplastycznieniu nie w ogrzanym cylindrze pod stałym ciśnieniem tłoka, lecz wskutek ruchu
obrotowego ślimaka zdolnego również do przesunięć wzdłużnych. Siły ścinające wytworzone
przez obracający się ślimak dostarczają dodatkowo ciepła potrzebnego do stopienia tworzywa,
dzięki czemu rozkład temperatury w masie plastyfikatu jest równomierny i nie zagraża
przypalaniem tworzywa na ściankach cylindra.
W cyklu procesu wtryskiwania można wyróżnić następujące jego fazy a - zamykanie formy,
b - dosuwanie układu uplastyczniającego do formy, tak aby dysza wtryskowa zetknęła się z
tuleją wtryskową c - wyciśnięcie uplastycznionego tworzywa przez dyszę do gniazda formy i
jego wypełnienie (faza wtrysku), d - uzupełnienie tworzywa w gnieździe poprzez nieduże
dociśnięcie ślimaka w celu wyrównania zmniejszenia objętości wywołanej skurczem
zestalającego się tworzywa, e - odsunięcie układu uplastyczniającego i wprawienie ślimaka w
ruch obrotowy, co powoduje ponowne pobranie tworzywa z leja zasypowego i jego
uplastycznianie, f - otwarcie formy i wyjęcie wypraski, g - przygotowanie formy do następnego
cyklu (czyszczenie, zakładanie rdzeni i zaprasek itp ).
W miarę wypełniania gniazda uplastycznionym tworzywem ciśnienie wewnętrzne w formie
rośnie. Pełny cykl zmiany ciśnienia w formie ilustruje wykres na rys 5.9.
Jak widać, w miarę wypełniania gniazda formy ciśnienie wewnętrzne rośnie i osiąga
maksimum w fazie „c" i „d" cyklu wtryskiwania, tzn. w fazie wypełniania gniazda i w fazie
docisku ślimaka do dyszy wtryskowej. Po okresie kontrolowanego docisku następuje wsteczny
ruch ślimaka i dochodzi do chłodzenia wypraski w formie, czemu towarzyszy spadek ciśnienia
aż do osiągnięcia tzw. ciśnienia szczątkowego, przy którym następuje otwarcie formy i
wyrzucenie kształtki z gniazda.
Do najważniejszych parametrów procesu wtryskiwania zalicza się: temperaturę, ciśnienie i
czas wtrysku. T e m p e r a t u r a w t r y s k u jest to temperatura stanu plastyczno-płynnego,
w której tworzywo pod wpływem siły zewnętrznej, działającej z
określoną szybkością uzyskuje odpowiednią płynność, umożliwiającą pokonanie oporów
przepływu i wypełnienie gniazda formy. Temperatura ta zależy od przetwarzanego tworzywa.
5 2 Wtryskiwanie _ 165
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 166/268
Rys. 5.9. Przebieg zmian ciśnienia wewnątrz formy podczas wtryskiwania tworzywa; A - ruch ślimaka do przodu (forma jest jeszcze pusta), B - napełnienie formy, ( -wzrost ciśnienia, D - spadek ciśnienia na skutek chłodzenia, /:' - zagęszczeniekształtki w formie (okres docisku), F - ślimak cofa się, ciśnienie na kształtkęmaleje, G - gniazdo formy ułega zablokowaniu przez tłoczywo krzepnące w przewężce, kształtka kurczy się, stygnie i odpręża
W tablicy 5.2 zestawiono temperatury, jakie winny występować w poszczególnych
strefach cylindra wtryskarki przy przetwórstwie tworzyw termoplastycznych, natomiast na rys.
5.10 przedstawiono rozkład temperatur przywtryskiwaniu duroplastów.
Tablica 5.2
Warunki ślimakowego wtryskiwania tworzyw termoplastycznych
Forma zamknięta Forma otwarta
ruch élimakamch ślimaka do łyki
do pfwcbj Moment zastí*p**niá i przeHfz** (qntazcfo\fonrHj zablokowano)
!
* sN ^t S 1 S
Arp /»/«
| t t a s
■ ■ ■ Mtnfck}*«* /r/'e
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 167/268
no
wIwc.
OJ £
1s: 50
5fan^Stan zgranalowony-ł pia-
stgcwy
Rys. 5.10. Rrzebieg zmian temperatury przy wtryskiwaniu ślimakowym duroplastów
Aby nastąpił przepływ uplastycznionego tworzywa, a następnie jego wtrysk do formy,
konieczne jest odpowiednie ciśnienie. Ciśnienie wytwarza tłok lub ślimak, który w czasie ruchu
postępowego przesuwa zawartość cylindra do przodu, powodując wtryśnięcie uplastycznionej
porcji tworzywa znajdującej się przed dyszą. Ciśnienie działające na jego czole nazywane jest
c i ś n i e n i e m w t r y s k u i jako takie jest podawane w danych technicznych wtryskarek.
Ciśnienie to bywa nazywane również ciśnieniem zewnętrznym w odróżnieniu od
występującego w formie ciśnienia wewnętrznego. Ciśnienie w formie osiąga 35 - 70% wartości
ciśnienia zewnętrznego. Tworzywo bowiem między czołem tłoka lub ślimaka a gniazdem
zmienia lepkość; spadają siły tarcia wewnętrznego, między cząsteczkowego i o ścianki
cylindra. Spadek ciśnienia wskazuje, że praca tłoka wtryskowego jest częściowo tracona i
zamienia się na ciepło. Im temperatura wtrysku i ciśnienie są wyższe, tym spadek ciśnienia jest
mniejszy.
C z a s w t r y s k u jest sumą czasów przypadających na poszczególne fazy cyklu
wtryskiwania: od „A" do „G", tzn.
Temperatura w cylindrze wtryskarki °C Stopień
Rodza| tworzywa s t r e f y sprężania
I II III IV ślimaka
PCW twardy 170 180 180 130
PS - K 220 230 230 160
PS-zwykły 210 240 240 220 1,6
PE 200 230 230 200
PA 230 230 240 150 5
____60jC 95'C 175 "C
(5.12)
5 2 Wtryskiwanie _ 167
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 168/268
Twtrysku ~ Ti i=A
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 169/268
Czas ten zależy przede wszystkim od wydajności układu uplastyczniającego wtryskarki,
konstrukcji i rozmiarów wy praski oraz rodzaju tworzywa. W zależności od tych czynników czas
wtrysku może wynosić od kilku sekund do kilku minut. Ze względu na wydajność wtryskarki
(czynnik ekonomiczny) dąży się do tego, aby czas cyklu był jak najkrótszy.
Przydatność technologiczną wtryskarki ocenić można m in. również na podstawie
o b j ę t o ś c i w t r y s k u , czyli objętości tworzywa, która przy całkowitym skoku tłoka
wtryskowego wprowadzana jest w gniazdo formy.
F o r m y w t r y s k o w e wykonuje się przede wszystkim z bloków stalowych metodą
obróbki mechanicznej.Koszty wykonania form wtryskowych w znacznym stopniu pogarszają ekonomikę
formowania wtryskowego. Ich obróbka mechaniczna i cieplno-chemiczna jest na ogól dość
kosztowna, szczególnie dla dużych i skomplikowanych kształtek. W związku z tym tam, gdzie
jest to tylko możliwe (tzn. tam gdzie parametry procesu wtrysku nie są zbyt wysokie i serie
produkcyjne krótkie), dąży się do wykorzystywania form wykonywanych z innych materiałów,
np. z metali lekkich, które umieszcza się w ftalowej obudowie wzmacniającej
Podziały klasyfikacyjne form mogą być różne, m.in. rozróżnia się formy z poprzeczną linią
podziału do kierunku wtrysku (rys. 5.11) oraz tzw. formy stożkowe dzielone wzdłuż kierunku
wtrysku (rys. 5.12), które nadają się do wtryskarek o małym nacisku zamykającym.
5 2 Wtryskiwanie _ 169
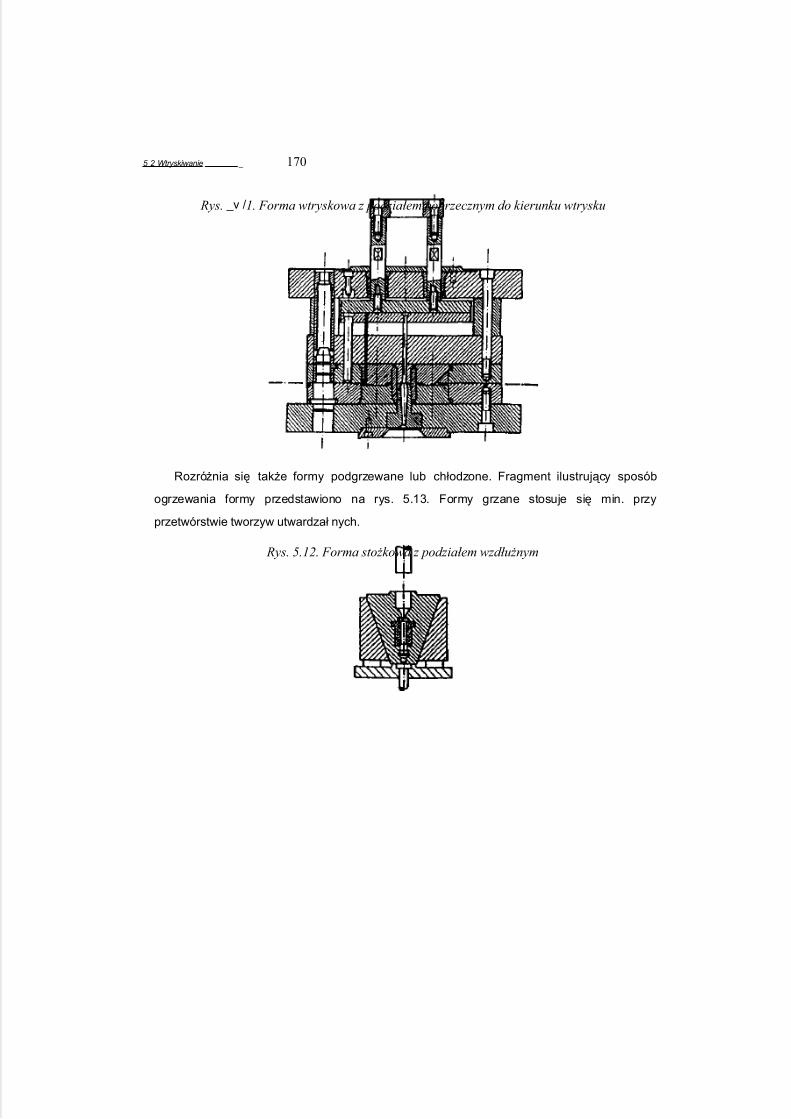
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 170/268
Rozróżnia się także formy podgrzewane lub chłodzone. Fragment ilustrujący sposób
ogrzewania formy przedstawiono na rys. 5.13. Formy grzane stosuje się min. przy
przetwórstwie tworzyw utwardzał nych.
Rys. _v /1. Forma wtryskowa z podziałem poprzecznym do kierunku wtrysku
Rys. 5.12. Forma stożkowa z podziałem wzdłużnym
5 2 Wtryskiwanie _ 170
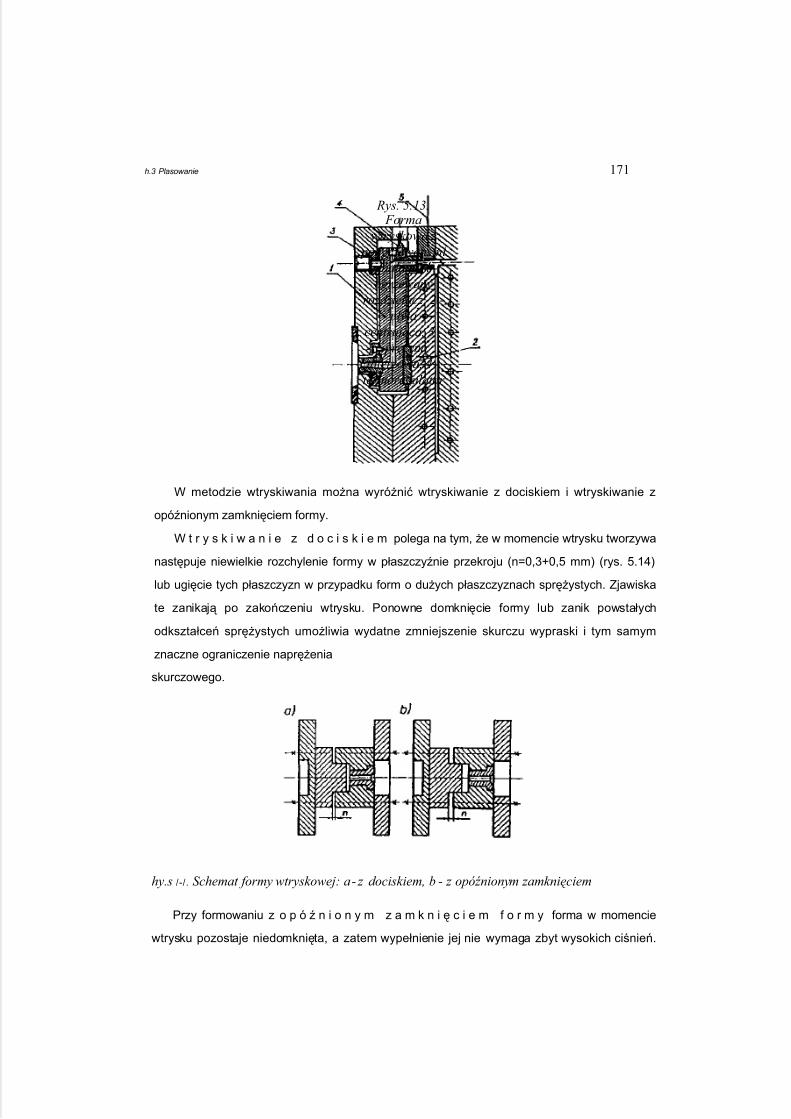
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 171/268
W metodzie wtryskiwania można wyróżnić wtryskiwanie z dociskiem i wtryskiwanie z
opóźnionym zamknięciem formy.
W t r y s k i w a n i e z d o c i s k i e m polega na tym, że w momencie wtrysku tworzywa
następuje niewielkie rozchylenie formy w płaszczyźnie przekroju (n=0,3+0,5 mm) (rys. 5.14)
lub ugięcie tych płaszczyzn w przypadku form o dużych płaszczyznach sprężystych. Zjawiska
te zanikają po zakończeniu wtrysku. Ponowne domknięcie formy lub zanik powstałych
odkształceń sprężystych umożliwia wydatne zmniejszenie skurczu wypraski i tym samym
znaczne ograniczenie naprężenia
skurczowego.
hy.s /-/. Schemat formy wtryskowej: a- z dociskiem, b - z opóźnionym zamknięciem
Przy formowaniu z o p ó ź n i o n y m z a m k n i ę c i e m f o r m y forma w momencie
wtrysku pozostaje niedomknięta, a zatem wypełnienie jej nie wymaga zbyt wysokich ciśnień.
Rys. 5.13. Forma
wtryskowa z podgrzewanymi
kanałami: l -ogrzewany
rozdzielacz, 2 - płyta
centrująca, 3 - sprężyna
talerzowa, 4 -termoregulator
h.3 Plasowanie 171
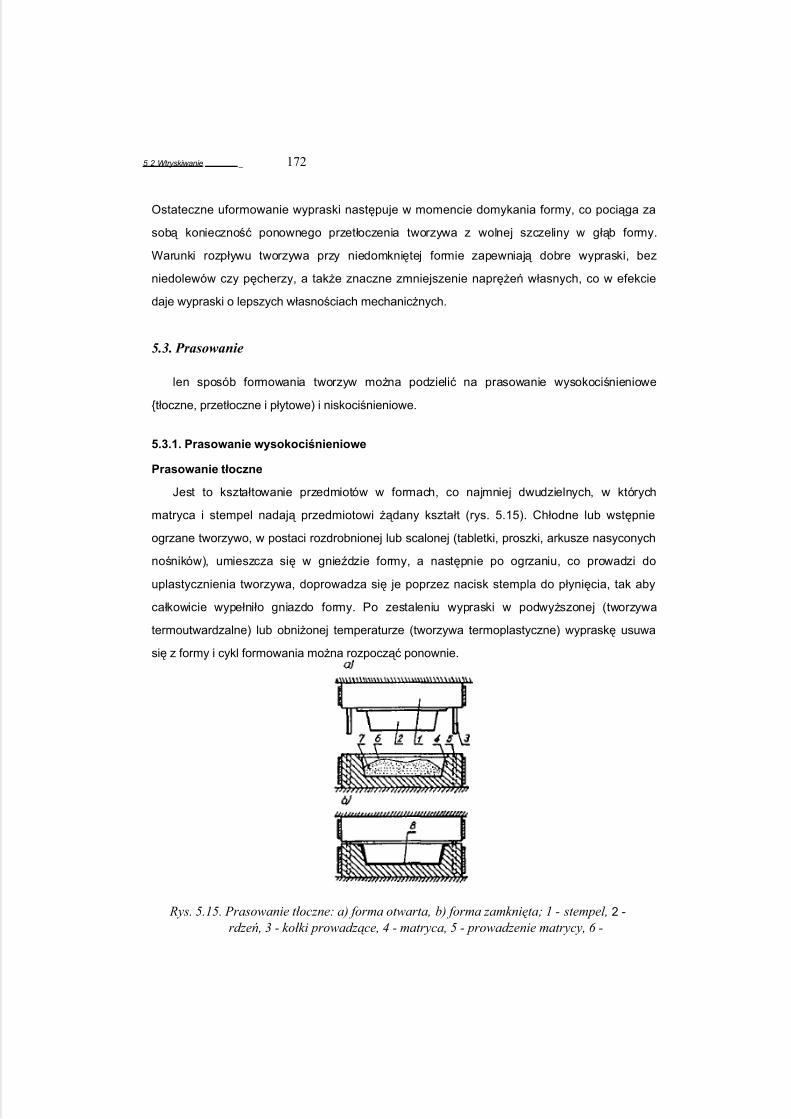
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 172/268
Ostateczne uformowanie wypraski następuje w momencie domykania formy, co pociąga za
sobą konieczność ponownego przetłoczenia tworzywa z wolnej szczeliny w głąb formy.
Warunki rozpływu tworzywa przy niedomkniętej formie zapewniają dobre wypraski, bez
niedolewów czy pęcherzy, a także znaczne zmniejszenie naprężeń własnych, co w efekcie
daje wypraski o lepszych własnościach mechanicżnych.
5.3. Prasowanie
len sposób formowania tworzyw można podzielić na prasowanie wysokociśnieniowe
{tłoczne, przetłoczne i płytowe) i niskociśnieniowe.
5.3.1. Prasowanie wysokociśnieniowe
Prasowanie tłoczne
Jest to kształtowanie przedmiotów w formach, co najmniej dwudzielnych, w których
matryca i stempel nadają przedmiotowi żądany kształt (rys. 5.15). Chłodne lub wstępnie
ogrzane tworzywo, w postaci rozdrobnionej lub scalonej (tabletki, proszki, arkusze nasyconych
nośników), umieszcza się w gnieździe formy, a następnie po ogrzaniu, co prowadzi do
uplastycznienia tworzywa, doprowadza się je poprzez nacisk stempla do płynięcia, tak aby
całkowicie wypełniło gniazdo formy. Po zestaleniu wypraski w podwyższonej (tworzywa
termoutwardzalne) lub obniżonej temperaturze (tworzywa termoplastyczne) wypraskę usuwa
się z formy i cykl formowania można rozpocząć ponownie.
Rys. 5.15. Prasowanie tłoczne: a) forma otwarta, b) forma zamknięta; 1 - stempel, 2 -rdzeń, 3 - kołki prowadzące, 4 - matryca, 5 - prowadzenie matrycy, 6 -
5 2 Wtryskiwanie _ 172

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 173/268
gniazdo matrycy, 7 - tłoczywo, 8 - wypraska
Metodą prasowania tłocznego przetwarza się przede wszystkim tworzywa
termoutwardzalne, rzadziej termoplastyczne. Materiał poddawany prasowaniu nazywany bywa
również tłoczywem.
Wypraski wykonuje się najczęściej w formach stałych umieszczonych w prasach, zwykle
hydraulicznych, górnonapędowych, pojedynczego działania. Zadaniem pras jest stworzenie
podczas prasowania takiego ciśnienia w tworzywie, które pozwoli na pokonanie oporów
przepływu tworzywa przy wypełnianiu gniazda formy, a następnie na jego ściśnięcie
zabezpieczające wyprasce odpowiednią gęstość. Badania wykazały, że po przekroczeniu
ciśnienia 20 MPa gęstość wypraski w zasadzie pozostaje stała. Opory przepływu zależą od
lepkości uplastycznionego tworzywa oraz kształtu gniazda. Z kolei lepkość tworzyw jest funkcją
takich parametrów, jak temperatura, ciśnienie i czas wygrzewania. Ciśnienie wywołuje
zwiększenie lepkości, dlatego wybór ciśnienia prasowania musi uwzględniać zarówno problem
właściwego
h.3 Plasowanie 173
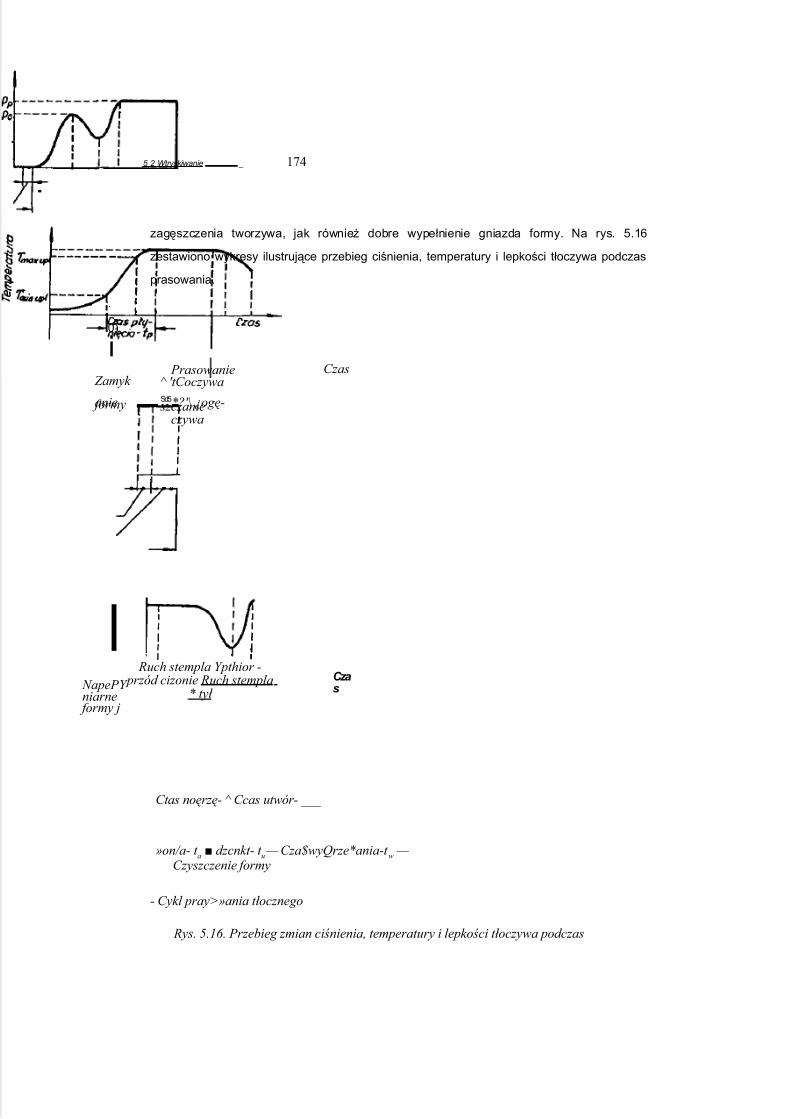
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 174/268
zagęszczenia tworzywa, jak również dobre wypełnienie gniazda formy. Na rys. 5.16
zestawiono wykresy ilustrujące przebieg ciśnienia, temperatury i lepkości tłoczywa podczas
prasowania.
Ctas noęrzę- ^ Ccas utwór- ___
»on/a- t a ■ dzcnkt- t u — Cza$wyQrze*ania-t w —
Czyszczenie formy
- Cykl pray>»ania tłocznego
Rys. 5.16. Przebieg zmian ciśnienia, temperatury i lepkości tłoczywa podczas
Czas
.
0)
i Zamyk
anie formy
Prasowanie^ 'tCoczywaSd5*?'\ ¿ogę- szczanie
czywa
Ruch stempla Ypthior - przód cizonie Ruch stempla
* tył Czas
I NapePY niarne formy j
5 2 Wtryskiwanie _ 174
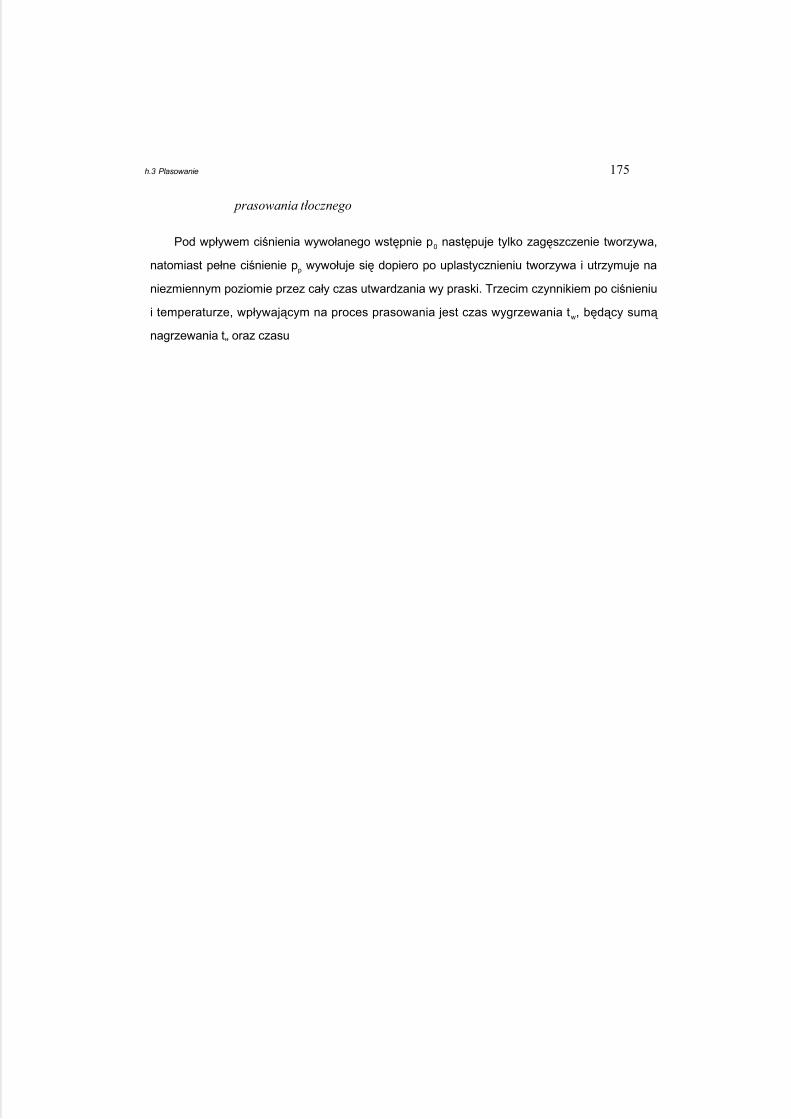
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 175/268
prasowania tłocznego
Pod wpływem ciśnienia wywołanego wstępnie p0 następuje tylko zagęszczenie tworzywa,
natomiast pełne ciśnienie pp wywołuje się dopiero po uplastycznieniu tworzywa i utrzymuje na
niezmiennym poziomie przez cały czas utwardzania wy praski. Trzecim czynnikiem po ciśnieniu
i temperaturze, wpływającym na proces prasowania jest czas wygrzewania tw, będący sumą
nagrzewania t„ oraz czasu
h.3 Plasowanie 175
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 176/268
utwardzania tu. Czas wygrzewania musi być tak dobrany, aby zapewniał uzyskanie
odpowiedniego stopnia utwardzenia wypraski. Zależy on od wielu czynników zarówno
materiałowych (typ żywicy, stopień jej skondensowania, rodzaj napełniacza itp.), jak i poza
materiałowych (np. kształt i wymiary próbki). Przy jego ustalaniu należy również zwrócić
uwagę na to, że zbytnie wydłużanie czasu wygrzewania może prowadzić do obniżenia
własności mechanicznych wypraski. Jakość uzyskiwanych wyrobów zależy zatem od
prawidłowego doboru wymienionych uprzednio trzech parametrów: ciśnienia, temperatury i
czasu.
Prasowanie przetłoczne
Polega ono na tym, że niezbędną ilość tłoczywa, najczęściej wstępnie ogrzanego,
umieszcza się w cylindrze, z którego, w postaci całkowicie uplastycznionej, zostaje
przetłoczone przez jeden lub więcej kanałów do formy (rys. 5.17). W przetwórstwie tworzyw
termoutwardzalnych formy są podgrzewane, w termoplastycznych - chłodzone.
5.3 Prasowanie 176

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 177/268
5 3Ptasownnie
_________ 177
A'v'v. 5.17.Schemat
prasowania przetłocznego:
a) przygotowanie
tworzywa douplastycznieniawstępnego, b) przetloczenie
tworzywawstępnie
uplastycznioneg o do gniazda
formy, c)otwarcie trzechczęści składo-wych formy
prasowniczej; 1- tłoczywo w
komorze zasypowej, 2 - górna matryca,
3 - dolna
matryca, 4 -kanał
doprowadzającyuplastycznionetworzywo do
gniazda formy, 5- wypływ
tłoczywa do gniazda, 6 -
nadłewdolotowy, 7 -
płyty
przetłocznika, 8- zabierak
wyciągający, 9 - płyta komory
zasypowej, 10 -tuleja komory
zasypowej, 11 - płyta
pomocnicza, ¡2 -tuleja kanału
przelotowego, 13- gniazdo
matrycy, 14 -wypraska, 15 - płyta matrycy
dolnej, 16 -wypychacz
nadlewu, 17 -wypychacze wy
prasek
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 178/268
Wartość wywołanych ciśnień wewnętrznych przy prasowaniu przetłocznym na ogół jest
zbliżona do ciśnień stosowanych przy prasowaniu tłocznym i analogicznie uzalezniona jest
od rodzaju tłoczywa. Podczas przepływu tworzywa z cylindra przetłocznego do gniazda
formy zachodzi znaczny spadek ciśnienia (ok. 2/3) wywołany oporami przepływu. Chcąc
zatem utrzymać odpowiednio wysokie ciśnienie wewnątrz tworzywa, trzeba wywołać w
cylindrze przetłocznym niemal trzykrotnie wyzsze ciśnienie, zwane ciśnieniem zewnętrznym
prasowania przetłocznego Ciśnienie to wynosi ok. 120 + 160 MPa dla tworzyw o dużej i
średniej płynności bez grzania wstępnego, lub 80 + 120 MPa przy grzaniu wstępnym. Czas
cyklu przetłocznego tpt składa się: z czasu nagrzewania t„ i utwardzania tłoczywa tu orazczasu otwierania tof i czyszczenia formy tcz.
Czas nagrzewania przy prasowaniu przetłocznym, obejmujący zabieg uplastycznienia i
prasowania (przetłaczania), jest znacznie krótszy od czasu nagrzewania przy prasowaniu
tłocznym. Wpływa na to bardziej intensywne i równomierne nagrzewanie się tłoczywa
podczas przetłaczania uplastycznionej masy przez kanały układu wlewowego.
Przy przetwarzaniu tworzyw utwardzalnych proces przetłaczania tworzywa nie powinien
przekroczyć trwania stanu uplastycznionego, aby nie obniżyć własności mechanicznych
wypraski. Czas ten należy ustalać każdorazowo w zalezności od warunków prowadzenia
procesu; w zależności od temperatury procesu może się on zmieniać w zakresie od
kilkunastu minut do jednej minuty. Ogólnie można stwierdzić, ze czas cyklu prasowania
przetłocznego jest krótszy od czasu cyklu prasowania tłocznego i nie zależy bezpośrednio
od grubości wypraski.
Prasowanie płytowe
Metoda prasowania płytowego polega na sprasowywaniu szeregu warstw arkuszy
nośnika (papier, tkaniny itp.) nasyconego żywicą lub mieszanek wykonanych z
rozdrobnionych napełniaczy (np. wióry, pażdzierze itp.) oraz żywicy występującej w formie
rozdrobnionej lub w stanie płynnym.
Prasowanie płytowe stosowane jest przede wszystkim przy wytwarzaniu półfabrykatów
z tworzyw warstwowych zwanych laminatami bądź przy wytwarzaniu płyt wiórowych,
paździerzowych lub włókien spilśnionych. Przygotowane pakiety umieszcza się pomiędzy
płytami prasowniczymi o grubości 1+2 mm, mających lustrzano gładką stronę licową i
poddaje sprasowywaniu pod ciśnieniem 8 + 12 MPa przy nośniku nasyconym żywicą oraz 3
+ 6 MPa przy plastyfikacie. Niezbyt wysokie ciśnienia prasowania związane są ze
5.3 Prasowanie 178

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 179/268
stosunkowo niskimi własnościami nośnika, a w przypadku plastyfikatu z
możliwością jego wypływania spomiędzy płyt Tak jak w poprzednio omawianych
metodach prasowania, gęstość prasowanego materiału jest funkcją ciśnienia prasowania,
np. przy prasowaniu rozdrobnionej masy drzewnej, stosując ciśnienie 2 MPa otrzymuje się
materiał o gęstości p = 800 + 1100 kg/m3, . latormast stosując ciśnienie 20 MPa otrzymuje
się materiał o gęstości p= 1300 + 1400 kg/m3. Czas prasowania tworzyw
termoutwardzalnych, zawierających niskoskondensowaną żywicę, jest stosunkowo długi i
wynosi 180 + 600 s na 1 mm grubości prasowanej płyty
Płyty wykonane na bazie tworzyw termoutwardzalnych poddaje się chłodzeniupodobnie jak z tworzyw termoplastycznych, dzięki czemu płyty nie ulegają wypaczeniu. Do
prasowania płytowego stosuje się prasy górno- i dolnocylindrowe. W tej metodzie
prasowania formę stanowią tylko ogrzewane płyty, a gniazdo formujące - przestrzeń między
nimi.
5.3.2. Prasowanie niskociśnieniowe
Prasowanie niskociśnieniowe stosowane jest przede wszystkim do formowania tworzyw
zdolnych do utwardzania przy nieznacznym ogrzaniu (do temp. 100° C) i niskim ciśnieniu
(do 3,5 MPa) lub w ogóle bez nacisku i ogrzewania. Do takich tworzyw należą żywice:
epoksydowe, poliestrowe i fenolowe. Nośnik nasycony żywicą umieszcza się jedno- lub
wielowarstwowo w formie wykonanej z gipsu, drewna, tworzywa lub lekkiego metalu, w
zależności od przewidywanych ciśnień. Drugą część formy zastępuje się elastyczną
przeponą (rys 5 18). Przeponę taką może stanowić np. suchy, elastyczny worek z gumy lub
tworzywa sztucznego Podwyższa się temperaturę (ok. 80 °C), po czym do worka
doprowadza się medium (powietrze, olej lub wodę) o nadciśnieniu rzędu 0,8 + 1,2 MPa.
5 3Ptasownnie
_________ 179

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 180/268
Wskutek ogrzania i działania nacisku żywica zostaje utwardzona. Po odprowadzeniu
płynu z worka formę się rozbiera. Na tej samej zasadzie oparte jest prasowanie
podciśnieniowe. Formę z nasyconym nośnikiem wsuwa się do worka gumowego, z którego z
kolei wypompowuje się powietrze. Pod naciskiem ciśnienia atmosferycznego worek dociska
nośnik do formy, powodując utwardzenie żywicy (rys 5.18c). Do niskociśnieniowego
prasowania laminatów można również wykorzystać komory z podwyższonym ciśnieniem
powietrza (rys. 5.19).
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
Rys. 5,18. Przykłady
prasowanianiskociśnienioweg
o przywykorzystaniu
worka gumowego:a) nadciśnieniowe
z patrycą b)nadciśnieniowe z
matrycą c) podciśnieniowe; 1- worek gumowy, 2
- tworzywo sztuczne, 3 - forma
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 181/268
Podane przykłady formowania nie znajdują zastosowania w produkcji dużych serii Do
produkcji masowej stosuje się ogrzewane formy metalowe i specjalne typy pras
umożliwiających uzyskiwanie niewielkich ciśnień (ok. 0,5 kPa). Formy wykonywane są zezwykłej stali konstrukcyjnej gorszej jakości, a niekiedy w formie odlewów ze stopów Al.
Metoda ta znajduje zastosowanie przy formowaniu elementów o dużych powierzchniach z
kompozytów polimerowo-szklanych.
5.4. Kalandrowanie
Kalandrowanie to proces ciągłego kształtowania pasma o regulowanej grubości.
Tworzywo uplastycznione wstępnie w walcarce przepuszczane jest jednokrotnie przez kilka
szczelin międzywalcowych, w wyniku czego otrzymuje się odpowiednio szeroką wstęgę,
którą odbiera się na bębny chłodzące i zwija na wale odbierającym
(rys 5 20).
Rys. 5.19. Przykład prasowania
niskociśnienioweg o w komorze o
podwyższonymciśnieniu
powietrza: } -korpus komory z podwyższonym
ciśnieniem
powietrza, 2 - folia, 3 - nośnik nasycony żywicą 4
- listwauszczelniająca, 5 - forma, 6 - wózek
5.4 Kalandrowanie 181
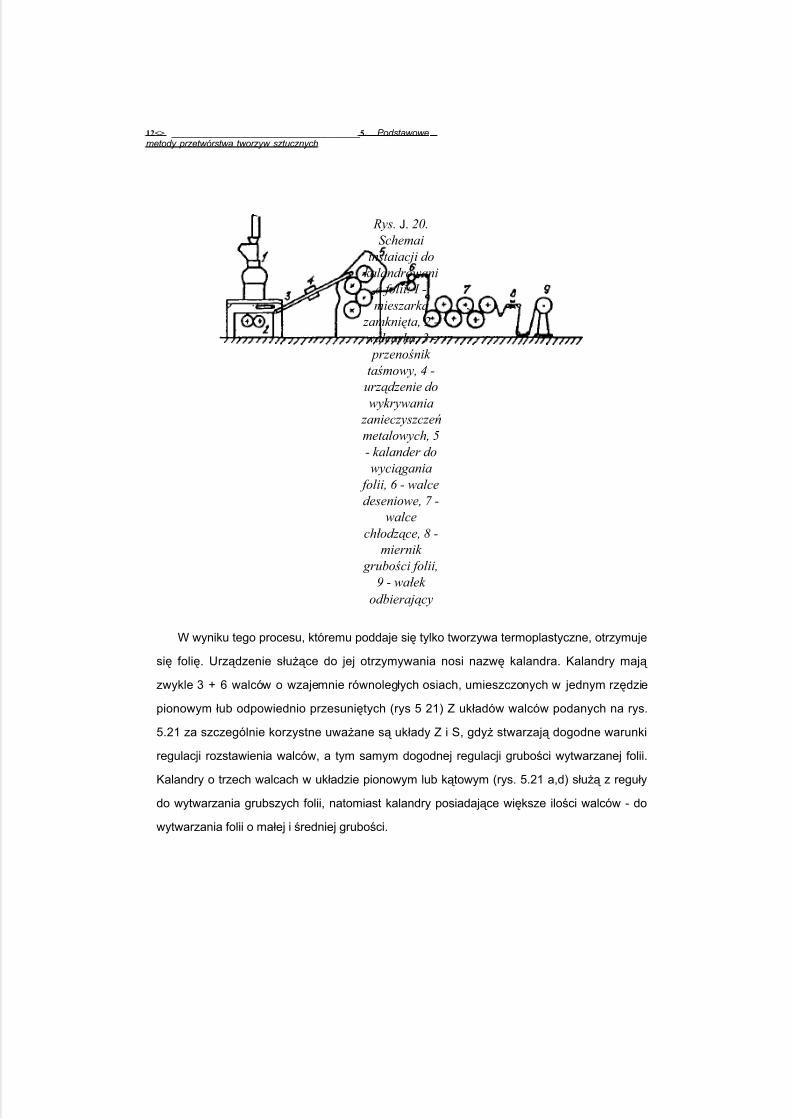
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 182/268
W wyniku tego procesu, któremu poddaje się tylko tworzywa termoplastyczne, otrzymuje
się folię. Urządzenie służące do jej otrzymywania nosi nazwę kalandra. Kalandry mają
zwykle 3 + 6 walców o wzajemnie równoległych osiach, umieszczonych w jednym rzędzie
pionowym łub odpowiednio przesuniętych (rys 5 21) Z układów walców podanych na rys.
5.21 za szczególnie korzystne uważane są układy Z i S, gdyż stwarzają dogodne warunki
regulacji rozstawienia walców, a tym samym dogodnej regulacji grubości wytwarzanej folii.
Kalandry o trzech walcach w układzie pionowym lub kątowym (rys. 5.21 a,d) służą z reguły
do wytwarzania grubszych folii, natomiast kalandry posiadające większe ilości walców - do
wytwarzania folii o małej i średniej grubości.
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
Rys. J. 20.Schemai
instaiacji dokalandrowani
a folii: I -mieszarka
zamknięta, 2 -walcarka, 3 - przenośnik taśmowy, 4 -urządzenie dowykrywania
zanieczyszczeńmetalowych, 5- kalander dowyciągania
folii, 6 - walcedeseniowe, 7 -
walcechłodzące, 8 -
miernik grubości folii,
9 - wałek odbierający
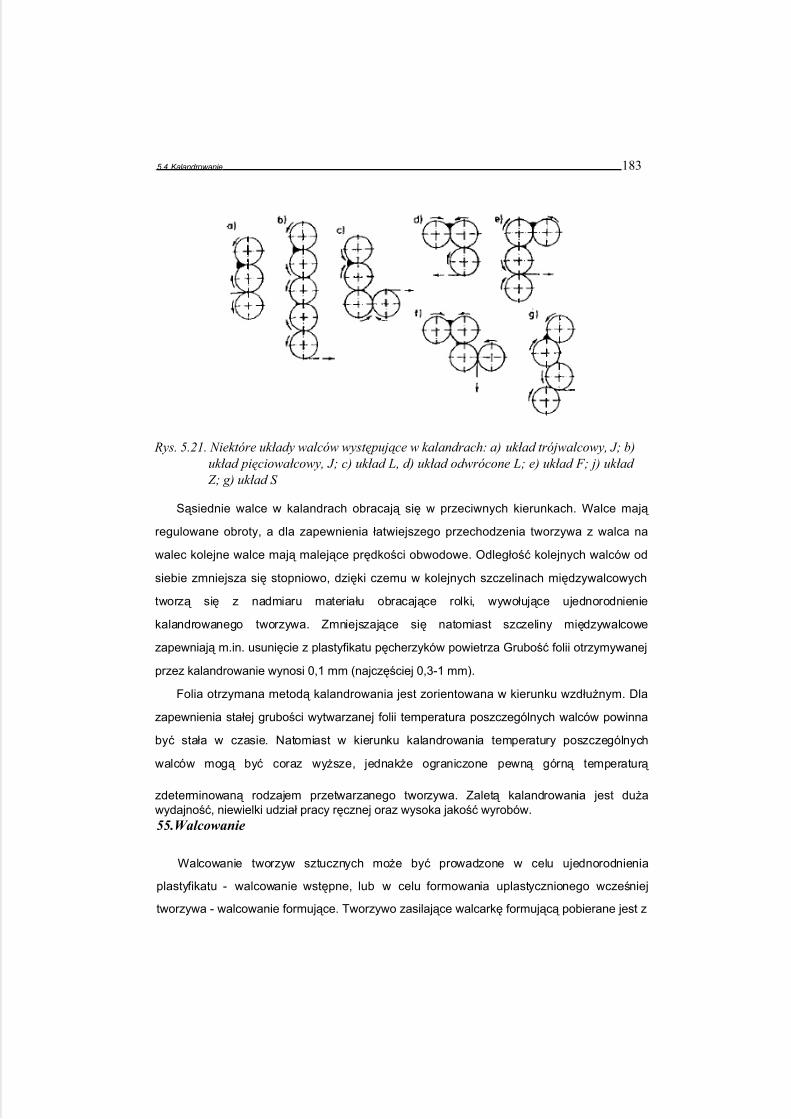
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 183/268
Rys. 5.21. Niektóre układy walców występujące w kalandrach: a) układ trójwalcowy, J; b)układ pięciowałcowy, J; c) układ L, d) układ odwrócone L; e) układ F; j) układ Z; g) układ S
Sąsiednie walce w kalandrach obracają się w przeciwnych kierunkach. Walce mają
regulowane obroty, a dla zapewnienia łatwiejszego przechodzenia tworzywa z walca na
walec kolejne walce mają malejące prędkości obwodowe. Odległość kolejnych walców od
siebie zmniejsza się stopniowo, dzięki czemu w kolejnych szczelinach międzywalcowych
tworzą się z nadmiaru materiału obracające rolki, wywołujące ujednorodnienie
kalandrowanego tworzywa. Zmniejszające się natomiast szczeliny międzywalcowe
zapewniają m.in. usunięcie z plastyfikatu pęcherzyków powietrza Grubość folii otrzymywanej
przez kalandrowanie wynosi 0,1 mm (najczęściej 0,3-1 mm).
Folia otrzymana metodą kalandrowania jest zorientowana w kierunku wzdłużnym. Dla
zapewnienia stałej grubości wytwarzanej folii temperatura poszczególnych walców powinna
być stała w czasie. Natomiast w kierunku kalandrowania temperatury poszczególnych
walców mogą być coraz wyższe, jednakże ograniczone pewną górną temperaturą
zdeterminowaną rodzajem przetwarzanego tworzywa. Zaletą kalandrowania jest dużawydajność, niewielki udział pracy ręcznej oraz wysoka jakość wyrobów.55.Walcowanie
Walcowanie tworzyw sztucznych może być prowadzone w celu ujednorodnienia
plastyfikatu - walcowanie wstępne, lub w celu formowania uplastycznionego wcześniej
tworzywa - walcowanie formujące. Tworzywo zasilające walcarkę formującą pobierane jest z
5.4 Kalandrowanie 183
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 184/268
walcarki wstępnej w formie odcinków wstęgi. W przypadku walcowania formującego
uplastycznione tworzywo przechodzi przez szczelinę międzywalcową tylko jeden raz.
Walcowanie odbywa się przy stałej szczelinie międzywalcowej i zwykle przy tych samych
obrotach walców o jednakowej średnicy Tworzy się ciągła wstęga o stosunkowo dużej
grubości. Za pomocą tej technologii wytwarza się najczęściej wykładziny podłogowe.
56.Odlewanie
Odlewanie to proces polegający na wypełnieniu odpowiedniej formy odlewniczej ciekłym
tworzywem. Formy odlewnicze mogą być bardzo różne w zależności od rodzaju użytego
tworzywa, jak również kształtu i rozmiarów odlewu. Przykładowo, przy wykonywaniu
reprodukcji dzieł sztuki, modeli naukowych, artykułów reklamowych itp., a zatem przy
produkcji pojedynczych egzemplarzy lub krótkich serii można korzystać z modeli o małej
trwałości, wykonywanych np. z gipsu, drewna lub kauczuku silikonowego. Natomiast przy
sporządzaniu odlewów z tworzyw epoksydowych, poliestrowych lub fenolowych stosuje się
formy kokilowe lub przy niezbyt skomplikowanych kształtach - formy piaskowe.
Odlewanie może być realizowane do form otwartych lub zamkniętych. Odlewanie do
form otwartych i nieruchomych stosowane jest bardzo często przy zalewaniu elementów
zespołów elektrotechnicznych. Natomiast przy produkcji wyrobów wewnątrz pustych (np.
zabawki) stosuje się dwudzielne formy metalowe, obrotowe (rys. 5.22).
W produkcji masowej znajdują zastosowanie różne odmiany tej metody, np. podczas
odlewania rotacyjnego (obrotowego) wokół dwóch osi prostopadłych (rys. 5.23) forma
wypełniona dokładnie odmierzoną ilością pasty obraca się w komorze grzejnej, albo, w
przypadku formy o podwójnych ściankach, jest ogrzewana płynem przepływającym
pomiędzy ściankami.
12<> ___________________________________________5. Podstawowe metody przetwórstwa tworzyw sztucznych
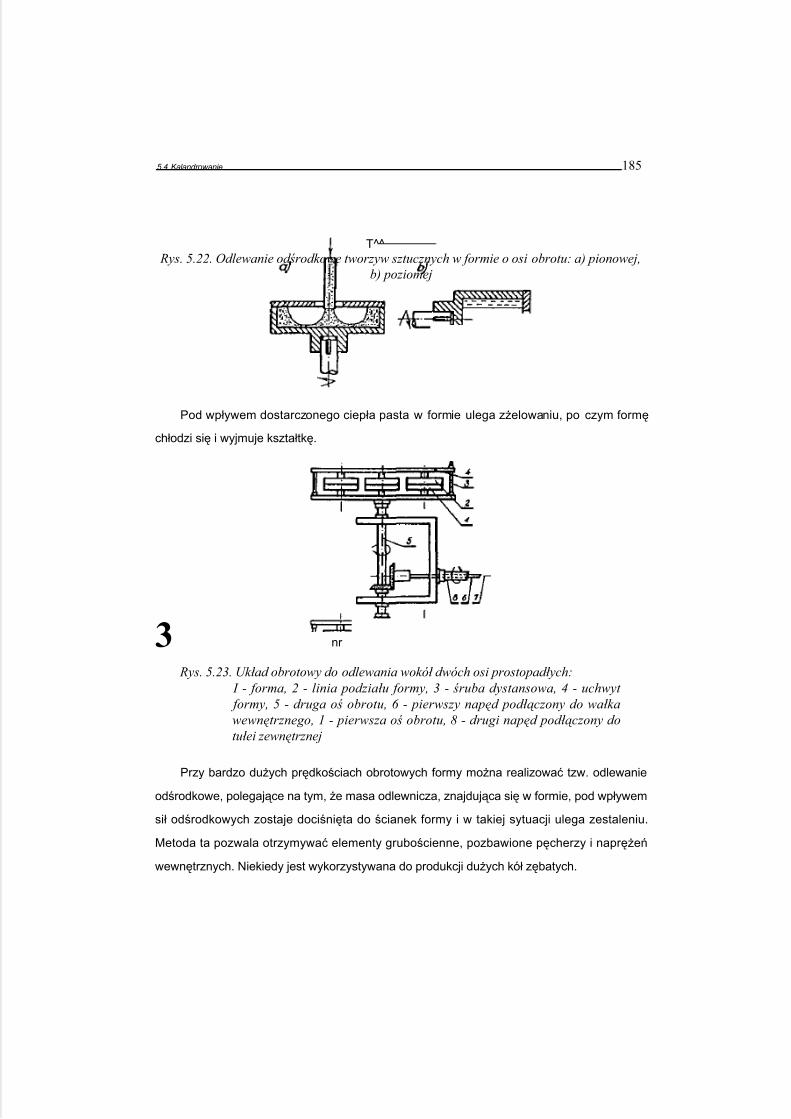
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 185/268
Pod wpływem dostarczonego ciepła pasta w formie ulega zżelowaniu, po czym formę
chłodzi się i wyjmuje kształtkę.
3 Rys. 5.23. Układ obrotowy do odlewania wokół dwóch osi prostopadłych:
I - forma, 2 - linia podziału formy, 3 - śruba dystansowa, 4 - uchwyt formy, 5 - druga oś obrotu, 6 - pierwszy napęd podłączony do wałkawewnętrznego, 1 - pierwsza oś obrotu, 8 - drugi napęd podłączony dotułei zewnętrznej
Przy bardzo dużych prędkościach obrotowych formy można realizować tzw. odlewanie
odśrodkowe, polegające na tym, że masa odlewnicza, znajdująca się w formie, pod wpływem
sił odśrodkowych zostaje dociśnięta do ścianek formy i w takiej sytuacji ulega zestaleniu.
Metoda ta pozwala otrzymywać elementy grubościenne, pozbawione pęcherzy i naprężeń
wewnętrznych. Niekiedy jest wykorzystywana do produkcji dużych kół zębatych.
T^^ Rys. 5.22. Odlewanie odśrodkowe tworzyw sztucznych w formie o osi obrotu: a) pionowej,
b) poziomej
=nr
5.4 Kalandrowanie 185
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 186/268
Do odlewania nadają się przede wszystkim tworzywa utwardzalne. Bezpośrednio przed
procesem odlewania sporządza się masę odlewniczą przez zmieszanie polimeru,
utwardzacza, rozcieńczalnika, napełniacza itp. w odpowiednich proporcjach wynikających z
konieczności uzyskania przez masę odpowiedniej lejności oraz wymaganych właściwości
odlewu po jego utwardzeniu. 2 uwagi na to, ze podczas mieszania może dojść do
zapowietrzenia masy odlewniczej, należy ją przed odlaniem do formy odpowietrzyć,
umieszczając na krótko w komorze próżniowej. Właściwości odlewu, wykonanego zpolimerów utwardzalnych, zależą w bardzo dużym stopniu od przebiegu procesu
utwardzania, a zatem należy zwrócić szczególną uwagę na kinetykę wypełniania gniazda
formy przez tworzywo oraz szybkość ochładzania odlewu, która winna uwzględniać także
ciepło, jakie mogą dostarczyć do układu procesy egzotermiczne utwardzania.
Jak wynika z podanego opisu technologii odlewania tworzyw polimerowych, jest to
technologia stosunkowo prosta w realizacji i to właśnie przyczyniło się do jej
rozpowszechnienia wszędzie tam, gdzie może ona sprostać wymaganiom producenta.Rozdział 6
METODY PRZETWÓRSTWA TWORZYW WYKORZYSTYWANE DO
MODYFIKACJI POWIERZCHNI
W odróżnieniu od metod formujących, omówionych w poprzednim rozdziale, dwie
następne metody przetwórstwa tworzyw; nanoszenie i metalizowanie związane są przede
wszystkim ze zmianą charakteru i własności warstwy wierzchnie]
6 . / . Powłoki z tworzyw sztucznych
Tworzywa sztuczne znalazły szerokie zastosowanie w technice nie tylko jako surowce
służące do wyrobu określonych elementów konstrukcyjnych, ale również jako materiał
powłokowy. Powłoki z tworzyw sztucznych stanowią bardzo skuteczne i dobre
zabezpieczenie antykorozyjne, mają dobre własności izolacyjne i ślizgowe, a także w wielu
5 6 Od/u<,v,in/e 186
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 187/268
przypadkach dekoracyjne. Coraz skuteczniej wypierają konwencjonalne powłoki lakiernicze
oparte na rozpuszczalnikach organicznych Dążenie do maksymalnego wyeliminowania
rozpuszczalników w substancjach powłokowych podyktowane jest względami
bezpieczeństwa, ochrony środowiska oraz kosztami. Jak wiadomo, rozpuszczalnik
wyparowując z warstwy lakierniczej naniesionej na powierzchnię pokrywaną stwarza w
najbłizszym otoczeniu niebezpieczeństwo wybuchu i pożaru, wpływa również bardzo
szkodliwie na stan zdrowia ludzi wykonujących prace malarskie. Opracowanie technologu
nanoszenia powłok ochronnych z tworzyw sztucznych, szczególnie proszkowych, pozwoliłorozwiązać cały szereg problemów technicznych i uzyskać znaczne oszczędności
materiałowe i finansowe
Do najczęściej stosowanych obecnie tworzyw powłokowych należą
1)zmiękczony polichlorek winylu,
2)polietylen o małej i dużej gęstości,
3)poliamidy,
4)polimery fluorowęglowe,
5)tworzywa epoksydowe i poliestrowe oraz ich kompozycje.
Do powlekania powierzchni metalowych stosuje się organiczne materiały powłokowe w
postaci proszków, past, dyspersji oraz ciekłych kompozycjt bezrozpuszczalnikowych. Wybór
odpowiedniego tworzywa i technologii pokrywania zalezy od wielu czynników, a wśród nich
przede wszystkim od wymagań stawianych powłoce oraz od możliwości aparaturowych i
surowcowych wykonującego pokrycia. Poszczególne tworzywa, stosowane na pokrycia,
wymieniane są w katalogach pod ro/nymi nazwami handlowymi nadawanymi im przez
producentów.
W tablicy 6.1 zestawiono przykładowo niektóre z nich wraz z podaniem firmy
produkującej.Jednym z podstawowych mierników przydatności powłoki w eksploatacji jest jej dobry i
trwały kontakt z podłożem. O jakości tego kontaktu decydują siły adhezji występujące
pomiędzy powłoką i podłożem.
Przez pojęcie a d h e z j i rozumiemy zjawisko trwałego powierzchniowego przywierania
ciała z określoną siłą do powierzchni innego ciała. Rozrózniamy adhezję mechaniczną i
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 188/268
adhezję specyficzną.
A d h e z j a m e c h a n i c z n a polega na przenikaniu nieutwardzonego tworzywa
powłokowego w pory i nierówności powierzchniowe materiału podłoża, co po utwardzeniu
polimeru daje elementy mechanicznego połączenia powłokt z pokrywanym materiałem.
A d h e z j a s p e c y f i c z n a natomiast jest przejawem wzajemnego przyciągania się
cząsteczek utwardzonego tworzywa i cząsteczek materiału podłoża na skutek działania sił
międzycząsteczkowych, zwanych siłami van der Waalsa
5 6 Od/u<,v,in/e 188
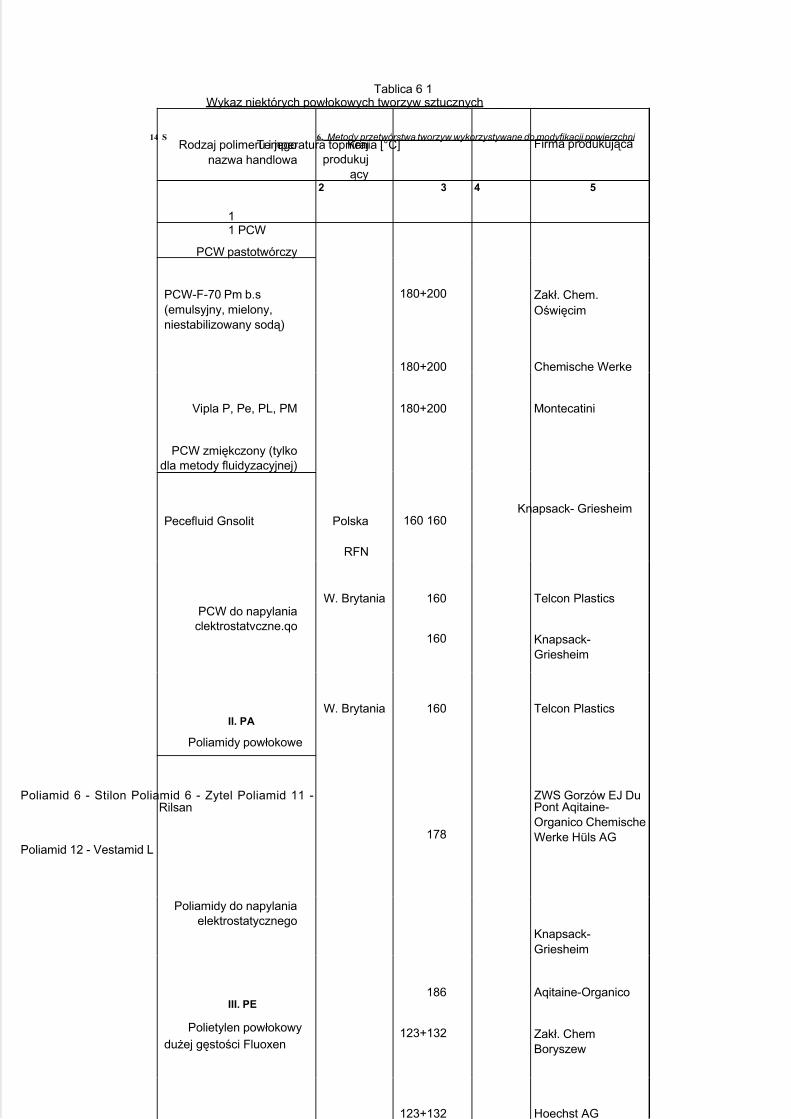
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 189/268
Tablica 6 1Wykaz niektórych powłokowych tworzyw sztucznych
__________________
Rodzaj polimeru i jegonazwa handlowa
Krajprodukuj
ący
Temperatura topnienia [°C] Firma produkująca
1
2 3 4 5
1 PCW
PCW pastotwórczy
PCW-F-70 Pm b.s(emulsyjny, mielony,niestabilizowany sodą)
180+200 Zakł. Chem.Oświęcim
180+200 Chemische Werke
Vipla P, Pe, PL, PM 180+200 Montecatini
PCW zmiękczony (tylkodla metody fluidyzacyjnej)
Pecefluid Gnsolit Polska
RFN
160 160Knapsack- Griesheim
W. Brytania 160 Telcon PlasticsPCW do napylaniaclektrostatvczne.qo
160 Knapsack-Griesheim
W. Brytania 160 Telcon PlasticsII. PA
Poliamidy powłokowe
Poliamid 6 - Stilon Poliamid 6 - Zytel Poliamid 11 -Rilsan
Poliamid 12 - Vestamid L178
ZWS Gorzów EJ DuPont Aqitaine-Organico ChemischeWerke Hüls AG
Poliamidy do napylaniaelektrostatycznego
Knapsack-Griesheim
186 Aqitaine-OrganicoIII. PE
Polietylen powłokowydużej gęstości Fluoxen
123+132 Zakł. ChemBoryszew
123+132 Hoechst AG
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 190/268
cd. tabl. 6.1
1Polietylen
powłokowymałe
jgęstości
AlcathenePowder Te
lcotheneMicr ot
hene
P
HoslalenGS
Telcothene1.d
.Nathene
P
AlcatheneWNF
15
MCestolenA5017
Epif luid
R
e
s
i
co
a
t
E
p
o
x
y
A
ra
ld
it
e
el
7ywice polies
tr owe powł
okowe
Ter ef luid
Alcanex
Ponton
Ż
ywice poli
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 191/268
estr owedonapylaniaelektr o
statycznego
Pe
nton K5L G
risopan
VP (Vottale
f 300UF
TeflonEFPr
esinW
Brytania
W
Brytania
U
F
NW.Br ytaniaFr ancja
W.
B
r
y
t
a
n
i
a
U
S
A
R
F
N
RS
ar
W
Br
sk
USA
Fr
a
U
S
A
110 110 110-
1
25-130 125-130 125-130
120120120
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 192/268
1
2
0
-
1
2
5
1
2
0-
1
2
5
130
-190
1
3
0
-
1
9
0
1
3
0
-
1
9
0
1
3
0
-
1
9
0
1
7
0
1
7
0
18
5
3
8
0
(
s
p
i
e
k
)
3
8
0
(
s
p
i
e
k
)
9
1
6
-
9
3
5
9
1
6
-
9
2
4
9
1
2
-
9
1
6
960960
960
1200120012
00 1200
14
0
0
1
4
0
0
1300
2
2
0
0
2
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 193/268
2
0
0
ICITelcon
Plastics US
Ind. Chem. Co
r p.
Hoec
hst AG Telcon
Plastics Pec
hiney-Saint Gobain
ICI
USCh
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 194/268
Ogólnie energia wzajemnego oddziaływania międzycząsteczkowego ma postać
3 11+ +P2m? m2
1 + ,2
gdzie m - moment magnetyczny cząsteczki, |ł - polaryzacja, I - potencjał jonizacji, r -
odległość między środkami dipoli, T - temperatura [K], k - stała Boltzmanna.
U0 - przedstawia sobą e n e r g i ę w z a j e m n e g o o d d z i a ł y w a n i a
o r i e n t u j ą c e g o , zachodzącego pomiędzy cząsteczkami spolaryzowanymi,
powstającymi w wyniku nierównomiernego rozmieszczenia ładunków dodatnich i ujemnych
w wielu cząsteczkach. Efekt ten powoduje bowiem działanie sił elektrostatycznego
przyciągania dipoli trwałych.
U, - oznacza e n e r g i ę i n d u k c y j n e g o w z a j e m n e g o
o d d z i a ł y w a n i a pomiędzy cząsteczką polarną i niepolarną. Działanie to polega na
indukowaniu momentu dipolowego przez cząsteczkę polarną w cząsteczce niepolarnej, w
wyniku czego zachodzi elektrostatyczne przyciąganie się dipoli trwałych i indukowanych
U d - d y s p e r s y j n e w z a j e m n e o d d z i a ł y w a n i e powstaje zarówno
pomiędzy polarnymi, jak i niepolarnymi cząsteczkami. Polega głównie na tym, że niektóre
elektrony atomów jednej cząsteczki w czasie swego ruchu mogą się znaleźć w zasięgu polaoddziaływania jąder atomów drugiej cząsteczki i wówczas obie cząsteczki przyciągają się
elektrostatycznie.
Wiążąc adhezję tylko z działaniem sił międzycząsteczkowych i zakładając, ze są one
wystarczające do stworzenia wytrzymałych adhezyjnych połączeń, można przyjąć, ze
podstawowy wkład w ogólną energię międzycząsteczkowego wzajemnego oddziaływania
wnosi oddziaływanie między polarnymi grupami funkcyjnymi cząsteczek podłoża i pokrycia.
Dlatego przygotowanie podłoża i wybór polimeru powłokowego odgrywają ważną rolę. W
cząsteczce polimerów spełniających wymogi dobrej adhezji powinny występować grupy z
niesymetrycznie rozłozonymi wiązaniami typu C-OH, 0-NH2, C-COOH, C-F itd., w wyniku
czego moment dipolowy cząstek jest różny od zera. a cząstki mają własności polarne
U ~ UG + U, + u
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 195/268
Tablica 6.2Zalecenia konstrukcyjne dla przedmiotów przeznaczonych do powlekania: a) rozwiązanie
właściwe, b) rozwiązanie niewłaściwe
Zalecane połączenia spawane spoiną ciągłą. Unikaćpołączeń lutowanych lub nitowanych.
O}
rm
i b ;
Otwory 0 0 3 mm ulegają zakryciu przez powłokę.Unikać konstrukcji ze stykającymi się ściankami. a*Szczeliny między stykającymi się ścianami powinnybyć spawane. Połączenia zakładkowe z wolnymiprzestrzeniami nie nadają się do powlekania.
Skok gwintu przeznaczonego do powlekania powinienbyć możliwie duży. Otwory o małej średnicy lub zgwintem o małym skoku powinny być zamknięte.
^'"'tymr nf
W każdym przypadku niezbędne jest zbadaniezgodności grubości powłoki i grubości ścianekprzedmiotu przeznaczonego do powlekania.
Odstęp między dwoma drutami w konstrukcji kratowejpowinien być większy niż 0 drutu. ]
DfflO
OO(
U
MIBOK
Części ruchome, np. zawiasów, należy rozłączyć przedpowlekaniem.
o) 6}
m\juGrubość ścianek jednego wyrobu powinna być jednolita. 11 | n i
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 196/268
Duze znaczenie z punktu widzenia jakości uzyskiwanej powłoki, jak już wspomniano, ma
sposób przygotowania powierzchni powlekanej oraz kształt przedmiotu powlekanego.
Projektując kształt przedmiotu powlekanego należy uwzględnić duży skurcz powłok,
ponieważ w jego wyniku dochodzi do znacznego zmniejszenia grubości powłoki na ostrych
krawędziach przedmiotów; w przypadku najbardziej niekorzystnym - nawet do przerwania jej
ciągłości. Przykłady typowych elementów o prawidłowym rozwiązaniu konstrukcyjnym
przedstawiono w tablicy 6 2.
6.1.1. Przygotowanie powierzchni przedmiotów przeznaczonych do powlekania
tworzywami sztucznymi
Przeznaczone do powlekania powierzchnie metalowe muszą być dokładnie oczyszczone
z olejów, tłuszczów i tlenków. Metoda przygotowania powierzchni powinna być starannie
dobrana w zależności od:
1)rodzaju podłoża (stopy aluminium, żelaza, miedzi),
2)początkowego stanu powierzchni podłoża (obecność lub brak tłuszczów i tlenków),
3)wymaganej przyczepności powłoki.
Ponadto należy brać pod uwagę warunki użytkowania powłoki, np. wykonane z rurek
stalowych ramy krzeseł domowych mogą być jedynie odtłuszczone, natomiast ramy krzeseł
przeznaczonych do eksploatacji publicznej, ze względu na trudniejsze warunki użytkowania,
powinny być odtłuszczone, ewentualnie oczyszczone mechanicznie i pokryte gruntem
zwiększającym przyczepność powłoki. W określonych przypadkach celowe jest nanoszenie
warstw konwersyjnych, np fosforanowanie powierzchni przeznaczonych do powlekania.
Dotyczy to w szczególności sprzętu gospodarstwa domowego, który w trakcie eksploatacji
musi wytrzymać częste uderzenia cieplne i jest wykonany z blach jakościowych o
doskonałym stanie powierzchni (brak utlenienia). Fosforanowanie, a następnie nałożenie
odpowiednich gruntów pozwala uzyskać doskonałą długotrwałą przyczepność powłoki w
ciężkich warunkach eksploatacji (np. urządzenie do zmywania naczyń).
Odtłuszczanie
Proces ten ma na celu usunięcie z powierzchni metalowej śladów olejów lub tłuszczów
oraz zanieczyszczeń w nich zawartych. Oleje lub tłuszcze, jak i
przypadkowe zanieczyszczenia mogą niekiedy utrudniać trawienie chemiczne oraz
nanoszenie warstw specjalnych fosforanów zwiększających przyczepność powłoki.
Odtłuszczanie należy przeprowadzać bardzo starannie, gdyż warunkuje to przyczepność
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 197/268
nałożonej powłoki.
1 ) O d t ł u s z c z a n i e r o z p u s z c z a l n i k a m i c h l o r o w c o w y m i .
Zaliczamy do nich wszelkie pochodne węglowodorów alifatycznych. Do odtłuszczania
powierzchni metalowych stosuje się zazwyczaj trójchloroetylen oraz czterochloroetylen.
Oba produkty, zarówno w stanie gazowym, jak i płynnym, rozpuszczają znaczną ilość
substancji tłuszczowych, przy czym są one niepalne, co jest korzystne ze względów
bezpieczeństwa. Dla pełnego wykorzystania właściwości tych rozpuszczalników konieczne
są specjalne urządzenia umożliwiające otrzymanie kąpieli odtłuszczających w
temperaturze wrzenia, tj. 87°C dla trójchloroetylenu i 119°C dla czterochloroetylenu.2 ) O d t ł u s z c z a n i e w r o z t w o r a c h a l k a l i c z n y c h . W tym celu stosuje
się roztwory alkaliczne oparte na wodorotlenku sodowym, które uzupełniane są dodatkami
substancji zasadowych mniej agresywnych oraz środków powierzchniowo czynnych
umożliwiających zmydlenie olejów i tłuszczów. Należy przy tym zwrócić uwagę na to, że
niektóre metale, np stopy aluminiowe, ulegają zniszczeniu pod wpływem alkaliów.
Stosuje się następujące sposoby odtłuszczania:
1)w parach rozpuszczalnika,
2)w kąpieli i w parach,
3)przez natryskiwanie rozpuszczalnika pod ciśnieniem,
4)elektrolitycznie ultradźwiękami (przy odtłuszczaniu powierzchni małych przedmiotów).
Nadmiar roztworu (np. alkalicznego), jaki pozostał na powierzchni lub w jej załamaniach,
należy spłukać zimną lub gorąca wodą bieżącą.
Oczyszczanie mechaniczne
Tlenki znajdujące się na powierzchni są usuwane przez mechaniczne odrywanie
cząsteczkami ścierniwa narzuconego z odpowiednią energią kinetyczną na oczyszczany
przedmiot. Stosuje się dwa rodzaje ścierniwa: mineralne i metalowe. Jako ścierniwa
mineralne używane są najczęściej piaski rzeczne, piaski kwarcowe z kamieniołomów i
sztuczny korund (tlenek glinowy krystaliczny). Jako ścierniwo metalowe stosowany bywa śrut
kulisty lub pryzmowy. Zalecany jest raczej śrut pryzmowy, ponieważ z uwagi na swoje
działanie pozwala uzyskiwać powierzchnię dobrze zszorstkowaną, co polepsza
przyczepność powłoki.Wytrawianie
Ma ono na celu usunięcie tlenków z powierzchni oczyszczanych przedmiotów. Trawienie
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 198/268
jest zawsze poprzedzane odtłuszczaniem, gdyż kwasy nie rozpuszczają tłuszczów
Stosowanie kwasów lub ich roztworów w celu rozpuszczenia tlenków wymaga po trawieniu
płukania wodą bieżącą oraz pasywacji lub neutralizacji
Spotyka się następujące rozwiązania technologiczne procesu trawienia w kwasach:
1)trawienie w kąpieli,
2)trawienie natryskowe; elementy przesuwają się w tunelu, gdzie poddane zostają
natryskowi cieczy trawiącej,
3)trawienie za pomocą past; pasty lub kity zawierające czynnik trawiący nakłada się na
oczyszczoną powierzchnię, po pewnym czasie przedmioty przemywa się celem
usunięcia środka trawiącego,
4)trawienie w obiegu; proces stosowany jest głównie do oczyszczania wewnętrznych
ścian rurociągów.
Do trawienia stosowane są roztwory następujących kwasów:
1)dla stali - kwas solny, siarkowy, fosforowy,
2)dla aluminium - kwas azotowy, sulfochromowy, fosfochromowy, fluonitrowy,
3)dla miedzi - kwas azotowy, sulfochromowy lub mieszanina kwasów siarkowego,
azotowego i solnego.
Wszystkie kwasy rozpuszczają oprócz tlenków, również metal; a zatem, aby ograniczyćto niszczące działanie bez zmniejszania szybkości rozpuszczania tlenków, do roztworów
trawiących należy dodatkowo wprowadzić odpowiednie inhibitory ograniczające niszczenie
metalu Inhibitorami są substancje organiczne, jak siarczki lub merkaptany, niektóre produkty
aminowane lub związki amino- siarkowe.
Przykładowe rozwiązanie technologiczne przygotowania powierzchni (włącznie z
odtłuszczaniem), stosowane powszechnie dla stali, można przedstawić następującym
cyklem:
-odtłuszczanie alkaliczne: kąpiel odtłuszczająca: wodorotlenek sodowy, węglan sodu,
trójfosforan sodowy, żywice zmydlające się, środki powierzchniowo czynne (stężenie: 5%
wagowo w wodzie). Kąpiel winna mieć temperaturę wrzenia. Czas trwania kąpieli: 5 - 1 0
minut, w zależności od kształtu i zatłuszczenia przedmiotu:
-płukanie: woda bieżąca zimna, temperatura otoczenia, czas 2 -- 5 minut, w zależności od
konstrukcji przedmiotu;
-trawienie kwasem: skład kąpieli: 50% kwasu solnego z inhibitorem, 50% wody, temperatura
otoczenia, ale nie niższa niż 5°C, czas 5 - 1 5 min, w zależności od utlenienia
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 199/268
powierzchni;
-płukanie, woda bieżąca zimna, temperatura otoczenia, czas 2 - 5 min (przy dłuzszym
płukaniu istnieje niebezpieczeństwo ponownego utlenienia w transporcie);
-pasywacja: skład: związki fosfochromowe, stężenie: 0,5°/oo dostosowane do twardości
wody, temperatura: 30 - 50°C, czas 30 s w 50°C;
-suszenie w suszarce 70 - 80°C.
Wpływ sposobu przygotowania powierzchni na przyczepność powłok przedstawiono na
rys. 6.1, który sporządzony został dla powłoki wykonanej z proszku epoksydowego Araldid.
Jak widać z przytoczonych danych, w obszarze przyczepności określanej jako bardzo dobra
znalazły się te próbki, w których podłoże poddawano pełnemu cyklowi oczyszczania
chemicznego z pasywacją.
Nanoszenie gruntu
Przy stosowaniu organicznych powłok ochronnych przygotowanie powierzchni pod
powłokę obejmuje również dla większości tworzyw sztucznych nakładanie tzw gruntu lub
międzywarstwy. Ma to na celu zapewnienie dobrego połączenia warstwy ochronnej z
podłożem. Rodzaje stosowanych gruntów or^z technologie ich nanoszenia związane są
przede wszystkim z rodzajem tworzywa powłokowego. Na przykład, przy powłokach z PCW
na warstwę gruntową można zastosować lakier podkładowy pod plastizol (produkcji
polskiej), Grizocol PH lub N/i lit M (produkcji RFN), które mogą być nanoszone metodą
zanurzeniową przez natrysk lub napylanie. W przypadku powłok z Rilsanu (poliamid 11)
zalecane są grunty o nazwie handlowej Rilprim P3 i Rilprim 104.
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 200/268
IV III II I
Rys.
Wpływ sposobu przygotowania powierzchni podłoża stalowego na przyczepność powłoki wykonanej z proszku epoksydowego „Arałdid": I - szlifowanie, 2 - polerowanie, 3 - szczotkowanie, 4 - powierzchnia nieczyszczona z rdzy, 5 - piaskowanie, 6 - piaskowanie z odtłuszczaniem, 7 - powierzchnia wilgotna, 8 - odtłuszczanie w roztworach wodnych, 9 -odtłuszczanie parami trójchloroetylenu, 10 - obróbka chemiczna z pasywacją. Klasy przyczepności do podłoża: I - zła, li - średnia, 111 -dobra, IV- b. dobra
6.1.2. Metody nanoszenia powłok
Na odpowiednio przygotowaną powierzchnię, tzn. zszorstkowaną i odtłuszczoną oraz w
określonych przypadkach pokrytą warstewką gruntu, organiczne powłoki ochronne można
nanosić rożnymi metodami. Bliżej omówione zostaną jedynie niektóre z nich zaliczane do
najbardziej rozpowszechnionych, a mianowicie: metoda zanurzeniowa, fluidyzacyjna,
napylania elektrostatycznego i natryskiwania płomieniowego.
Powlekanie przez zanurzenie
Do powlekania tą metodą używa się najczęściej past ze zmiękczonego PCW o
zwiększonej tiksotropii i lepkości poniżej 10 Pa s. W skład past z PCW wchodzą zasadniczo
trzy składniki:
1)PCW - 100% cz. wag.,
2)zmiękczacz -100 + 50 % cz. wag.,
3)stabilizator - 1 + 2 % cz. wag.
Przy pastach barwionych dochodzą jeszcze pigmenty w ilości 0,2 do 1% cz. wag
plastyfikatu.
1 2 3 4 5 6 7 8 9
1 0
Metoda przygotowania powierzchni stali
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 201/268
Zmiękczacze, które stanowią mało lotne związki organiczne, są bardzo ważnym
składnikiem pasty, ponieważ określają jej płynność oraz wywierają wpływ na własności
mechaniczne i fizykomechaniczne wykonanej z niej powłoki.
Zadaniem stabilizatora jest zapobieganie rozkładowi pasty podczas żelowania
naniesionej powłoki, które przebiega w podwyższonej temperaturze, a także zobojętnianie
powstającego chlorowodoru,
Zestawienie najczęściej stosowanych zmiękczaczy oraz stabilizatorów PCW produkcji
krajowej przedstawiono w tablicach 6.3 i 6.4.
Tablica 6.3
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
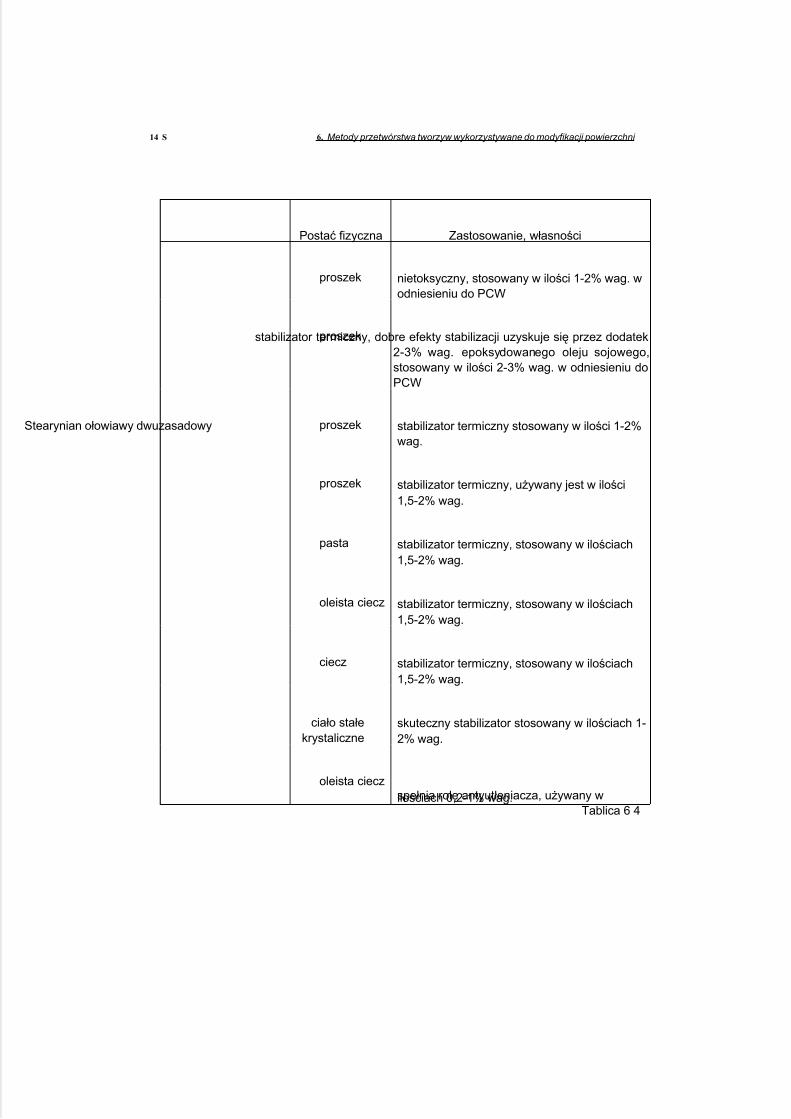
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 202/268
Tablica 6 4
Stabilizatory PCW produkcji krajowej
Postać fizyczna Zastosowanie, własności
proszek nietoksyczny, stosowany w ilości 1-2% wag. wodniesieniu do PCW
proszekstabilizator termiczny, dobre efekty stabilizacji uzyskuje się przez dodatek2-3% wag. epoksydowanego oleju sojowego,stosowany w ilości 2-3% wag. w odniesieniu doPCW
Stearynian ołowiawy dwuzasadowy proszek stabilizator termiczny stosowany w ilości 1-2%wag.
proszek stabilizator termiczny, używany jest w ilości1,5-2% wag.
pasta stabilizator termiczny, stosowany w ilościach1,5-2% wag.
oleista ciecz stabilizator termiczny, stosowany w ilościach1,5-2% wag.
ciecz stabilizator termiczny, stosowany w ilościach1,5-2% wag.
ciało stałekrystaliczne
skuteczny stabilizator stosowany w ilościach 1-2% wag.
oleista cieczspełnia rolę antyutłeniacza, używany wilościach 0,2-1% wag.
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
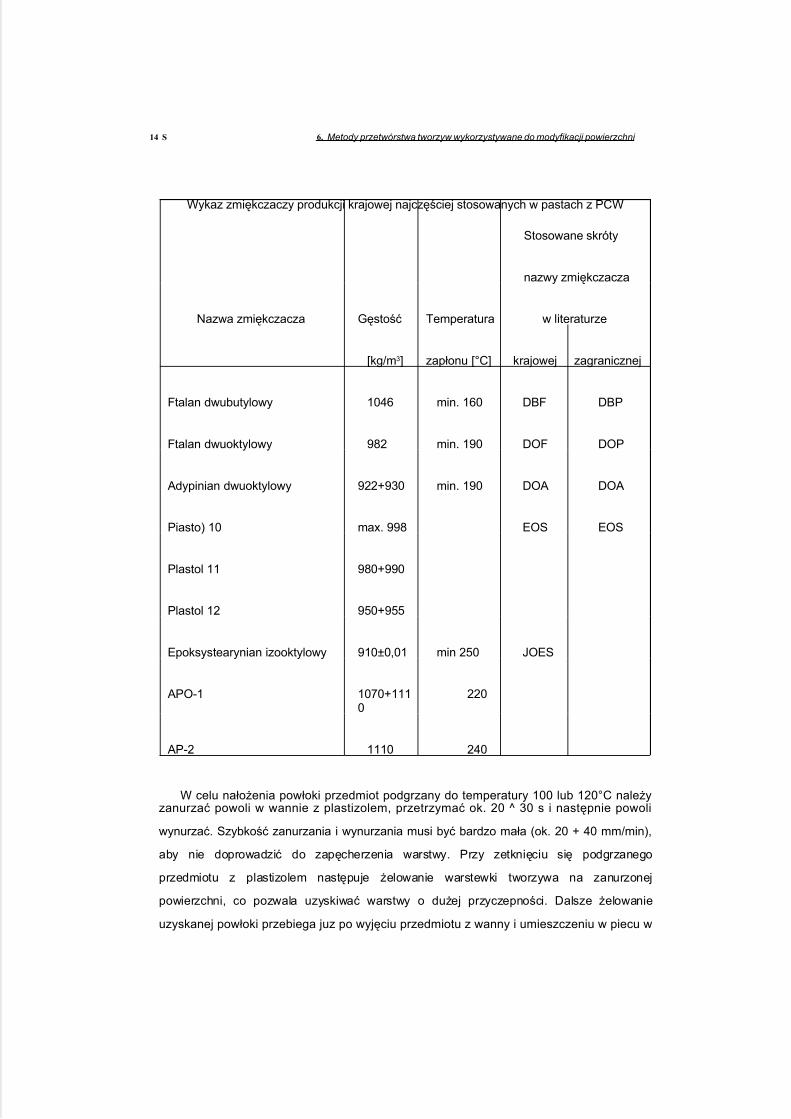
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 203/268
W celu nałożenia powłoki przedmiot podgrzany do temperatury 100 lub 120°C należyzanurzać powoli w wannie z plastizolem, przetrzymać ok. 20 ^ 30 s i następnie powoli
wynurzać. Szybkość zanurzania i wynurzania musi być bardzo mała (ok. 20 + 40 mm/min),
aby nie doprowadzić do zapęcherzenia warstwy. Przy zetknięciu się podgrzanego
przedmiotu z plastizolem następuje żelowanie warstewki tworzywa na zanurzonej
powierzchni, co pozwala uzyskiwać warstwy o dużej przyczepności. Dalsze żelowanie
uzyskanej powłoki przebiega juz po wyjęciu przedmiotu z wanny i umieszczeniu w piecu w
Wykaz zmiękczaczy produkcji krajowej najczęściej stosowanych w pastach z PCW
Stosowane skróty
nazwy zmiękczacza
Nazwa zmiękczacza Gęstość Temperatura w literaturze
[kg/m3] zapłonu [°C] krajowej zagranicznej
Ftalan dwubutylowy 1046 min. 160 DBF DBP
Ftalan dwuoktylowy 982 min. 190 DOF DOP
Adypinian dwuoktylowy 922+930 min. 190 DOA DOA
Piasto) 10 max. 998 EOS EOS
Plastol 11 980+990
Plastol 12 950+955
Epoksystearynian izooktylowy 910±0,01 min 250 JOES
APO-1 1070+1110
220
AP-2 1110 240
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 204/268
temperaturze 180 + 190°C Czas żelowania wynosi 30 + 60 minut, po czym przedmiot jest
wyjmowany z pieca i ochładzany Powłokę można poddać badaniom i pomiarom po upływie
24 godzin od zakończenia operacji powlekania.
Proces żelowania powłoki polega na tym. że w układzie heterogenicznym, jaki
przedstawia sobą np. pasta PCW, pod wpływem temperatury zainicjowane zostają procesy,
przebiegające kolejno i obok siebie, adsorpcji zmiękczacza przez ziarna polimeru i solwatacji
makrocząsteczek przez zmiękczacz. Prowadzi to w konsekwencji do utworzenia
jednorodnego roztworu, który przy ochłodzeniu zestala się dając jednolitą ciągłą powłokę.
Żelowanie i późniejsze utworzenie się powłoki
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
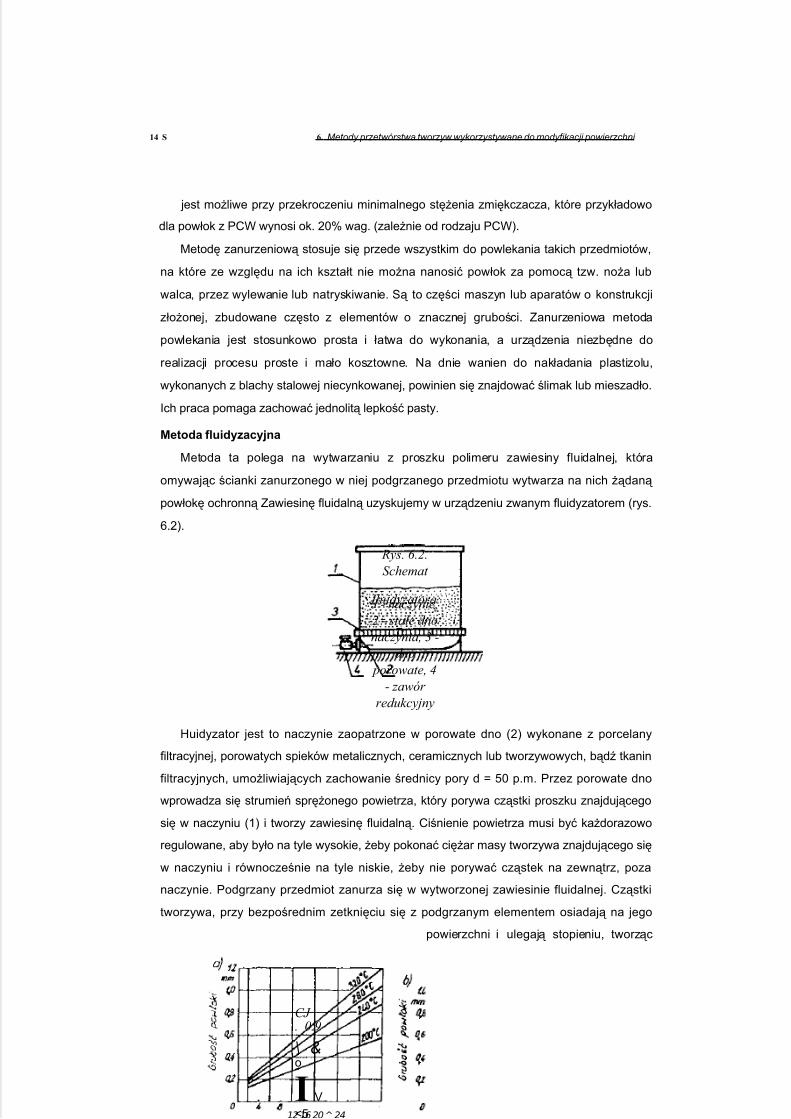
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 205/268
jest możliwe przy przekroczeniu minimalnego stężenia zmiękczacza, które przykładowo
dla powłok z PCW wynosi ok. 20% wag. (zależnie od rodzaju PCW).
Metodę zanurzeniową stosuje się przede wszystkim do powlekania takich przedmiotów,
na które ze względu na ich kształt nie można nanosić powłok za pomocą tzw. noża lub
walca, przez wylewanie lub natryskiwanie. Są to części maszyn lub aparatów o konstrukcji
złożonej, zbudowane często z elementów o znacznej grubości. Zanurzeniowa metoda
powlekania jest stosunkowo prosta i łatwa do wykonania, a urządzenia niezbędne do
realizacji procesu proste i mało kosztowne. Na dnie wanien do nakładania plastizolu,
wykonanych z blachy stalowej niecynkowanej, powinien się znajdować ślimak lub mieszadło.
Ich praca pomaga zachować jednolitą lepkość pasty.
Metoda fluidyzacyjna
Metoda ta polega na wytwarzaniu z proszku polimeru zawiesiny fluidalnej, która
omywając ścianki zanurzonego w niej podgrzanego przedmiotu wytwarza na nich żądaną
powłokę ochronną Zawiesinę fluidalną uzyskujemy w urządzeniu zwanym fluidyzatorem (rys.
6.2).
Huidyzator jest to naczynie zaopatrzone w porowate dno (2) wykonane z porcelany
filtracyjnej, porowatych spieków metalicznych, ceramicznych lub tworzywowych, bądź tkanin
filtracyjnych, umożliwiających zachowanie średnicy pory d = 50 p.m. Przez porowate dno
wprowadza się strumień sprężonego powietrza, który porywa cząstki proszku znajdującego
się w naczyniu (1) i tworzy zawiesinę fluidalną. Ciśnienie powietrza musi być każdorazowo
regulowane, aby było na tyle wysokie, żeby pokonać ciężar masy tworzywa znajdującego się
w naczyniu i równocześnie na tyle niskie, żeby nie porywać cząstek na zewnątrz, poza
naczynie. Podgrzany przedmiot zanurza się w wytworzonej zawiesinie fluidalnej. Cząstki
tworzywa, przy bezpośrednim zetknięciu się z podgrzanym elementem osiadają na jego
powierzchni i ulegają stopieniu, tworząc
Rys. 6.2.Schemat
Jluidyzatora: J - naczynie,2 - stałe dnonaczynia, 3 -
dno porowate, 4
- zawór redukcyjny
12 16 20 24
CJ . 0.9
\ &o
I V<5
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 206/268
6 0
powłokę. Można stosować dwa sposoby nanoszenia warstwy zanurzać podgrzany przedmiot
przez okres niezbędny do uzyskania właściwej grubości powłoki, lub zanurzać kilkakrotnie
co 1 + 2 s, co umożliwia między dwoma kolejnymi zanurzeniami sprawdzenie stanu
naniesionej powłoki Pierwszy sposób prowadzi do bardziej powtarzalnych wyników i jest
zalecany przy zabezpieczeniach seryjnych, drugi natomiast jest przydatny przy realizacji
zabezpieczeń próbnych Pozwala on na przerwanie zanurzenia z chwilą gdy cząstki proszku
stapiają się z trudnością. Całkowity czas zanurzenia w zawiesinie wynosi zwykle 9 do 30 s.
Czynnikami, które wymagają każdorazowego ustalenia dla określonych powłok i
przedmiotów, są temperatura ich podgrzania i czas zanurzenia w złożu fluidalnym. Na rys.
6.3 a, b i c przedstawiono zależność grubości uzyskiwanej powłoki od doboru tych
parametrów dla trzech różnych tworzyw
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 207/268
Rys. 6.3. Zależność grubości powłoki od czasu zanurzenia podgrzanego przedmiotu w złożu fluidalnym: a) polietylen wysokociśnieniowy, b) polietylenniskociśnieniowy, c) poliamid
Należy podkreślić, że dla każdego przedmiotu istnieje pewna minimalna temperatura,
poniżej której nie jest możliwe uzyskanie powłoki o gładkiej powierzchni, nawet jeśli czas
zanurzenia jest bardzo długi.
O jakości powłok uzyskiwanych metodą fluidyzacyjną decydują następujące czynniki
rodzaj materiału, z którego wykonany jest przedmiot przeznaczony do powlekania,
temperatura i czas podgrzewania oraz czas zanurzania przedmiotu w proszkuZestawienie parametrów procesu dla niektórych najczęściej stosowanych tworzyw
polimerowych przedstawiono w tablicy 6.5.
Tablica 6.5
12 f6 20 s 2*
•c
5*6
jirC
4 6 Q f& SO </*»min Z 4 Ó 's to 12 14 S,
Okres zonu/t/ynio
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
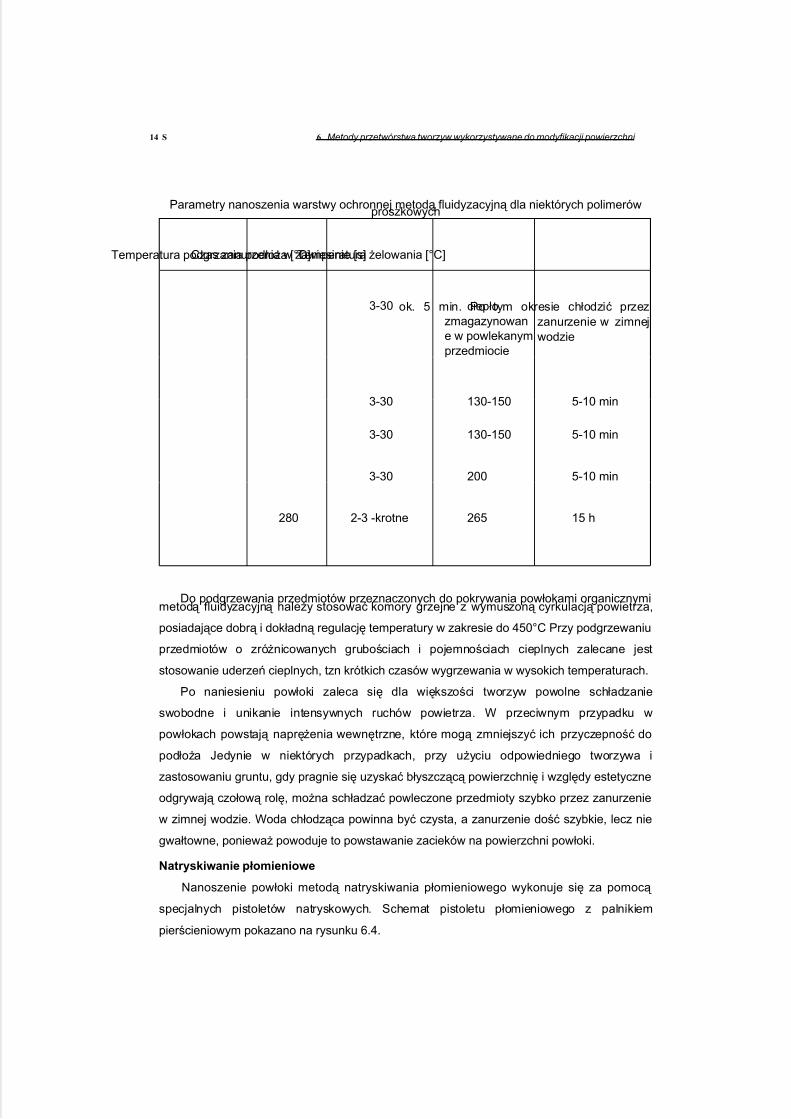
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 208/268
Do podgrzewania przedmiotów przeznaczonych do pokrywania powłokami organicznymimetodą fluidyzacyjną należy stosować komory grzejne z wymuszoną cyrkulacją powietrza,
posiadające dobrą i dokładną regulację temperatury w zakresie do 450°C Przy podgrzewaniu
przedmiotów o zróżnicowanych grubościach i pojemnościach cieplnych zalecane jest
stosowanie uderzeń cieplnych, tzn krótkich czasów wygrzewania w wysokich temperaturach.
Po naniesieniu powłoki zaleca się dla większości tworzyw powolne schładzanie
swobodne i unikanie intensywnych ruchów powietrza. W przeciwnym przypadku w
powłokach powstają naprężenia wewnętrzne, które mogą zmniejszyć ich przyczepność do
podłoża Jedynie w niektórych przypadkach, przy użyciu odpowiedniego tworzywa i
zastosowaniu gruntu, gdy pragnie się uzyskać błyszczącą powierzchnię i względy estetyczne
odgrywają czołową rolę, można schładzać powleczone przedmioty szybko przez zanurzenie
w zimnej wodzie. Woda chłodząca powinna być czysta, a zanurzenie dość szybkie, lecz nie
gwałtowne, ponieważ powoduje to powstawanie zacieków na powierzchni powłoki.
Natryskiwanie płomieniowe
Nanoszenie powłoki metodą natryskiwania płomieniowego wykonuje się za pomocą
specjalnych pistoletów natryskowych. Schemat pistoletu płomieniowego z palnikiem
pierścieniowym pokazano na rysunku 6.4.
Parametry nanoszenia warstwy ochronnej metodą fluidyzacyjną dla niektórych polimerówproszkowych
Temperatura podgrzania podłoża [°C]Czas zanurzenia w zawiesinie [s]Temperatura żelowania [°C]
3-30 ciepłozmagazynowane w powlekanymprzedmiocie
ok. 5 min. Po tym okresie chłodzić przezzanurzenie w zimnejwodzie
3-30 130-150 5-10 min
3-30 130-150 5-10 min
3-30 200 5-10 min
280 2-3 -krotne 265 15 h
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
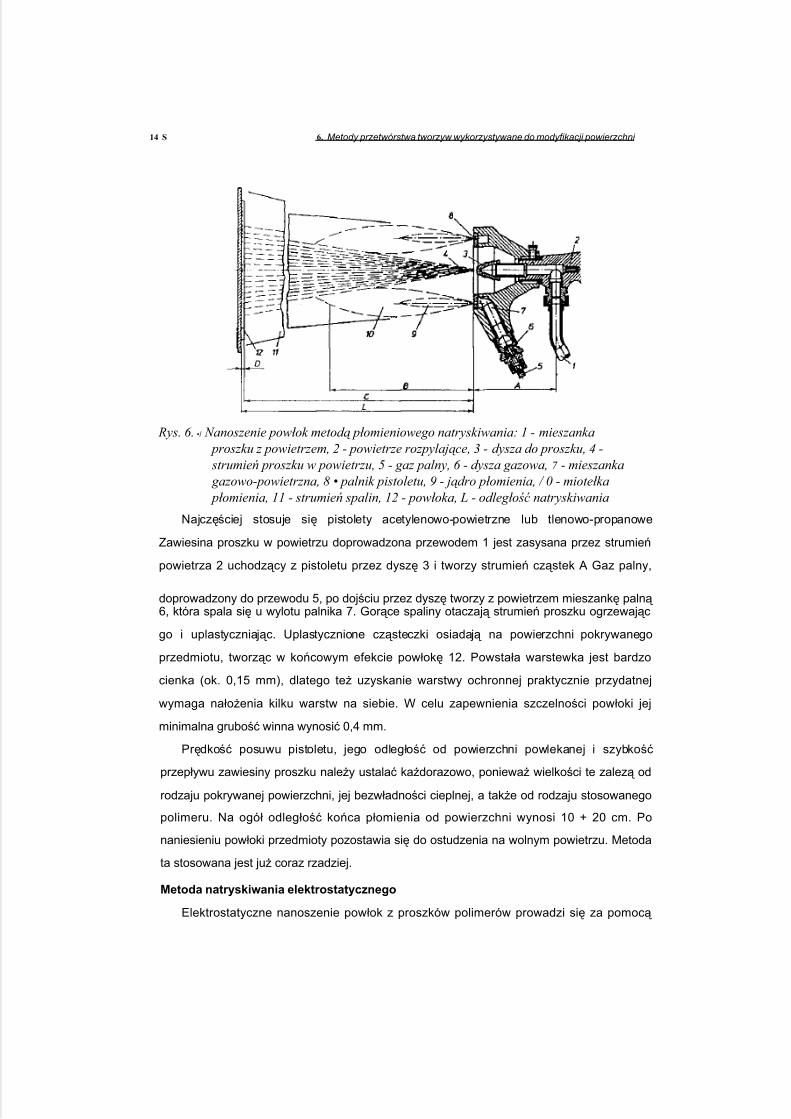
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 209/268
Rys. 6. •/ Nanoszenie powłok metodą płomieniowego natryskiwania: 1 - mieszanka proszku z powietrzem, 2 - powietrze rozpylające, 3 - dysza do proszku, 4 - strumień proszku w powietrzu, 5 - gaz palny, 6 - dysza gazowa, 7 - mieszanka gazowo-powietrzna, 8 • palnik pistoletu, 9 - jądro płomienia, / 0 - miotełka płomienia, 11 - strumień spalin, 12 - powłoka, L - odległość natryskiwania
Najczęściej stosuje się pistolety acetylenowo-powietrzne lub tlenowo-propanowe
Zawiesina proszku w powietrzu doprowadzona przewodem 1 jest zasysana przez strumień
powietrza 2 uchodzący z pistoletu przez dyszę 3 i tworzy strumień cząstek A Gaz palny,
doprowadzony do przewodu 5, po dojściu przez dyszę tworzy z powietrzem mieszankę palną 6, która spala się u wylotu palnika 7. Gorące spaliny otaczają strumień proszku ogrzewając
go i uplastyczniając. Uplastycznione cząsteczki osiadają na powierzchni pokrywanego
przedmiotu, tworząc w końcowym efekcie powłokę 12. Powstała warstewka jest bardzo
cienka (ok. 0,15 mm), dlatego też uzyskanie warstwy ochronnej praktycznie przydatnej
wymaga nałożenia kilku warstw na siebie. W celu zapewnienia szczelności powłoki jej
minimalna grubość winna wynosić 0,4 mm.
Prędkość posuwu pistoletu, jego odległość od powierzchni powlekanej i szybkość
przepływu zawiesiny proszku należy ustalać każdorazowo, ponieważ wielkości te zalezą od
rodzaju pokrywanej powierzchni, jej bezwładności cieplnej, a także od rodzaju stosowanego
polimeru. Na ogół odległość końca płomienia od powierzchni wynosi 10 + 20 cm. Po
naniesieniu powłoki przedmioty pozostawia się do ostudzenia na wolnym powietrzu. Metoda
ta stosowana jest już coraz rzadziej.
Metoda natryskiwania elektrostatycznego
Elektrostatyczne nanoszenie powłok z proszków polimerów prowadzi się za pomocą
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 210/268
specjalnych pistoletów wraz z urządzeniami pomocniczymi umożliwiającymi wytwarzanie
odpowiedniego pola elektrostatycznego. Pełne wyposażenie stanowiska składa się z trzech
zasadniczych części: generatora wysokiego napięcia prądu stałego, pistoletu oraz kabiny i
zbiornika na materiał proszkowy Na rys. 6 5 przedstawiono schemat takiego stanowiska.
AY.s. 6.5. Schemat stanowiska do elektrostatycznego nanoszenia powłok:l - generator wysokiego napięcia, 2 - podajnik proszku, 3 - dysza jonizująca, 4 - przedmiot
powlekany (uziemiony), 5 - wieszak na przedmiot, 6 - pole elektryczne, 7 - kabina, 8 - ssawawentylacyjna, 9 - przewód do odzyskania proszku
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 211/268
Praszek polimerowy przechodzi przez dyszę (3) o wysokim potencjale elektrycznym
spełniającą rolę elektrody jonizującej i pada na powierzchnię metalową przeznaczoną do
powlekania. Przedmioty powlekane (4) są uziemione. Siły przyciągania pomiędzy ujemnie
naładowanymi ziarnami proszku a dodatnio naładowanym przedmiotem pokrywanym
utrzymują na przedmiocie część proszku - jak pokazano to na rys. 6.6
Napylona warstwa proszku utrzymuje część uzyskanych ładunków elektrostatycznych,
nawet po zlikwidowaniu pola elektrostatycznego, przez ok. 30 minut. Umożliwia to
przeniesienie przedmiotu do pieca znajdującego się poza komorą napylania i poddanie
naniesionej warstwy proszku stopieniu w celu uzyskania ciągłej powłoki.
Napięcie głowicy jonizującej wynosi 30 - 90 kV, a jej odległość od uziemionego
przedmiotu 150 + 250 mm. Grubość warstw nakładanych tą metodą mieści się w granicach
40 - 300 pm. W praktyce stosuje się najczęściej powłoki o grubości BO - 150 nm, ponieważ
poniżej 70 pm trudno jest uzyskać powłokę szczelną o jednolitej grubości, natomiast powyżej
200 ^m istnieje niebezpieczeństwo odpadania proszku przy wygrzewaniu.
W przypadku przetapiania powłok z tworzyw termoplastycznych (np. Rilsan ES) powinno
się stosować temperatury ok. 220°C i krótkie czasy wygrzewania 3 - 8 minut. Czas
wygrzewania zależy w dużym stopniu od grubości podłoża. Na rys. 6.7 podano wykres
ilustrujący zależności czasu stopienia proszku na podłożu stalowym od grubości
przedmiotów, w temperaturze 220°C.
Grubość uzyskiwanej powłoki zależy od ilości proszku podawanego do głowicy pistoletu,
prędkości posuwu pistoletu oraz w pewnym stopniu od wysokości napięcia. Dobór
parametrów napylania winien być każdorazowo dostosowany do rodzaju przedmiotu, jakości
stosowanego proszku polimerowego oraz wymagań stawianych powłoce.
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
Rys. 6.6. Tw
orzenie się warstwy proszku przy napylaniu elektrostatycznym
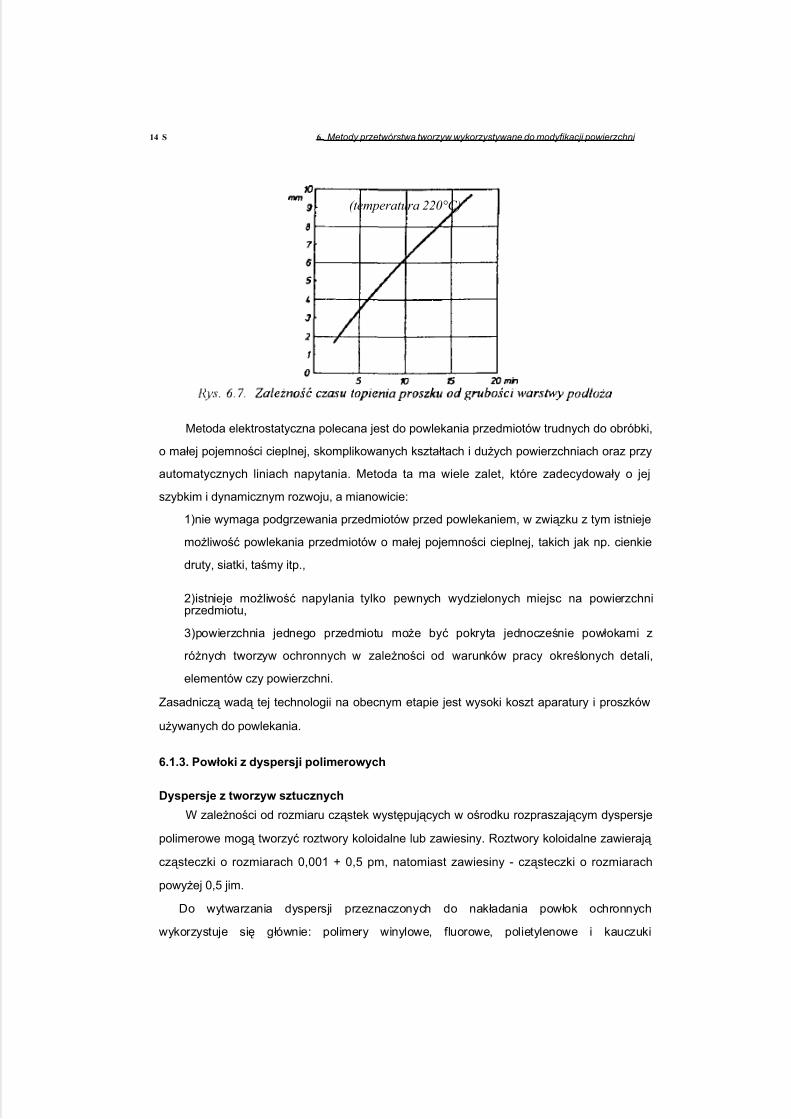
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 212/268
Metoda elektrostatyczna polecana jest do powlekania przedmiotów trudnych do obróbki,
o małej pojemności cieplnej, skomplikowanych kształtach i dużych powierzchniach oraz przy
automatycznych liniach napytania. Metoda ta ma wiele zalet, które zadecydowały o jej
szybkim i dynamicznym rozwoju, a mianowicie:
1)nie wymaga podgrzewania przedmiotów przed powlekaniem, w związku z tym istnieje
możliwość powlekania przedmiotów o małej pojemności cieplnej, takich jak np. cienkie
druty, siatki, taśmy itp.,
2)istnieje możliwość napylania tylko pewnych wydzielonych miejsc na powierzchniprzedmiotu,
3)powierzchnia jednego przedmiotu może być pokryta jednocześnie powłokami z
różnych tworzyw ochronnych w zależności od warunków pracy określonych detali,
elementów czy powierzchni.
Zasadniczą wadą tej technologii na obecnym etapie jest wysoki koszt aparatury i proszków
używanych do powlekania.
6.1.3. Powłoki z dyspersji polimerowych
Dyspersje z tworzyw sztucznych
W zależności od rozmiaru cząstek występujących w ośrodku rozpraszającym dyspersje
polimerowe mogą tworzyć roztwory koloidalne lub zawiesiny. Roztwory koloidalne zawierają
cząsteczki o rozmiarach 0,001 + 0,5 pm, natomiast zawiesiny - cząsteczki o rozmiarach
powyżej 0,5 jim.
Do wytwarzania dyspersji przeznaczonych do nakładania powłok ochronnych
wykorzystuje się głównie: polimery winylowe, fluorowe, polietylenowe i kauczuki
(temperatura 220°C)
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 213/268
polrsiarczkowe. Przy stosowaniu proszków polimerowych o rozmiarach ziarna 0,5 - 1,0 urn
dobór cieczy dyspergujących musi uwzględniać szereg warunków zapewniających
odpowiednią jakość dyspersji, np. dyspersje nie mogą pęcznieć lub przechodzić w stan żelu,
muszą zachować trwałość przy składowaniu oraz zapewniać szybkie odparowanie ośrodka
dyspergującego po naniesieniu powłoki Na ogół jako ciecze rozpraszające w dyspersjach
stosuje się wodę lub ciecze oigarnczne, np. metanol, etanol, butanol, oraz jako dodatki
stabilizatory dyspersji, sroriki powierzchniowo czynne, koloidy ochronne, emulgatory oraz
środki ułatwiające powstawanie błonki na podłożu.
Stosowane są emulgatory anionowe, kationowe i niejonowe. Najszersze zastosowanie
do powlekania metali znalazły dyspersje z polimerów fluorowych, natomiast do powlekania
papieru, tektury czy tkanin szeroko stosuje się dyspersje z innych polimerów Dyspersje z
polimerów fluorowęglowych otrzymywać można dwoma sposobami:
1)przez odpowiednie prowadzenie procesu polimeryzacji wodnej dyspersji polimeru
fluorowego w celu uzyskania jej odpowiedniego stężenia; metodę tę stosuje się
przeważnie w celu uzyskania dyspersji politetrafluoroetytenu
(PTFE);
2)dyspergowanie tworzywa w postaci proszku o odpowiednim rozdrobnieniu,
otrzymanego w wyniku polimeryzacji. Proces przebiega w cieczy przez mielenieskładników dyspersji w młynie koloidalnym lub innym urządzeniu Metodę tę stosuje się
najczęściej do uzyskania dyspersji pohchlorotrifluoroetylenu (PCTFE).
W przypadku PTFE fazę rozpraszającą stanowi najczęściej woda lub układ woda - alkohol, a
w przypadku PCTFE - węglowodory, alkohole, octany lub ketony.
Aby zapewnić trwałość dyspersji, kształt cząstek dyspergowanych powinien być kulisty i
możliwie regularny Stężenie polimeru w dyspersjach PTFE znajduje się w granicach 25 -
65% wag , a w dyspersjach PCTFE 22-50% wag.
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 214/268
Powłoki z dyspersji polifluorowych
W dyspersji cząstki tworzywa otoczone są błonką koloidu ochronnego iub emulgatora i
rozdzielone cieczą dyspergującą np. wodą z dodatkami modyfikatorów (np. ciekłych
związków fluorowęglowych). Po naniesieniu dyspersji na pokrywaną powierzchnię ciecz
dyspergująca odparowuje w pierwszym rzędzie z warstewek najbliższych powierzchni
zewnętrznej. Powstałe zmniejszenie stężenia wody w tej warstewce cząstek powoduje, że
cząstki wody z dalszych warstw dyfundują na zewnątrz i odparowują. Wskutek
odparowywania fazy zewnętrznej (dyspergatora) cząstki polimeru zbliżają się wzajemnie aż
do utworzenia warstewek z kanalikami kapilarnymi o wklęsłym menisku (rys. 6.8 b).
¿ffik ¿m
Rys. 6. H. Poszczególne stadia powstawania powłoki dyspersji z PFE: a) zblizanie sięcząsteczki, b) działanie sił kapilarnych skupiających cząsteczki, cj łączenie sięcząsteczek w wyniku działania przyciągania kapilarnego
Wskutek powstałego działania kapilarnego występują dodatkowe siły przyciągania, które
utrzymują cząstki proszku w dużej spójności. Ponieważ w procesie tym mogą zakotwiczać
się pomiędzy drobinami polimerów pozostałości niektórych składników dyspersji, powstała
powłoka może nie być całkowicie jednolita, ale może zawierać pory lub wręcz pęknięcia. W
związku z tym powłoki nakładane z dyspersji wymagają dokładnego przestrzegania cyklu
technologicznego i wielkości ustalonych parametrów.
W celu zwiększenia przyczepności warstwy do podłoża często zachodzi konieczność
zastosowania międzywarstwy, która różni się jednak nieco od tych, jakie stosuje się np. przy
powłokach z PCW. Przy powłokach polifluorowęglowych jako międzywarstwy stosuje się:1) warstwy metaliczne o grubości 25 - 50 pm, nanoszone najczęściej metodą natrysku
płomieniowego,
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 215/268
2)warstwy cermetali lub materiałów ceramicznych o grubości warstw do 200 ^m,
nanoszonych również przez natrysk płomieniowy lub plazmowy,
3)warstwy emalii nanoszonych albo metodami emalierskimi, albo też przez natryskiwanie
proszków emalii.
Przy nakładaniu powłok polifluorowęglowych na podłoże z aluminium lub jego stopów
stosuje się jako międzywarstwę specjalną emalię ze szkliwa niskotopliwego, któro można
spiekać w temperaturze 350°C (producentem emalii jest firma Ferro Corporation USA). Na
tak przygotowaną powierzchnię nakłada się dwa rodzaje dyspersji - gruntową a następnie
wierzchnią.
Dyspersje gruntowe otrzymuje się zwykle przez połączenie w odpowiednich proporcjach
dyspersji PTFE z roztworem wodnym kwasu fosforowego i bezwodnika kwasu chromowego.
Natomiast dyspersje wierzchnie stanowią uprzednio omówione dyspersje PTFE z dodatkami
dyspergatora i bardzo często pigmentów. Dyspersje nanosi się przez natryskiwanie
pistoletem o ciśnieniu powietrza 0,15 - 0,2 MPa, metodą zanurzeniową lub za pomocą
pędzla.
Tablica 6.6
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
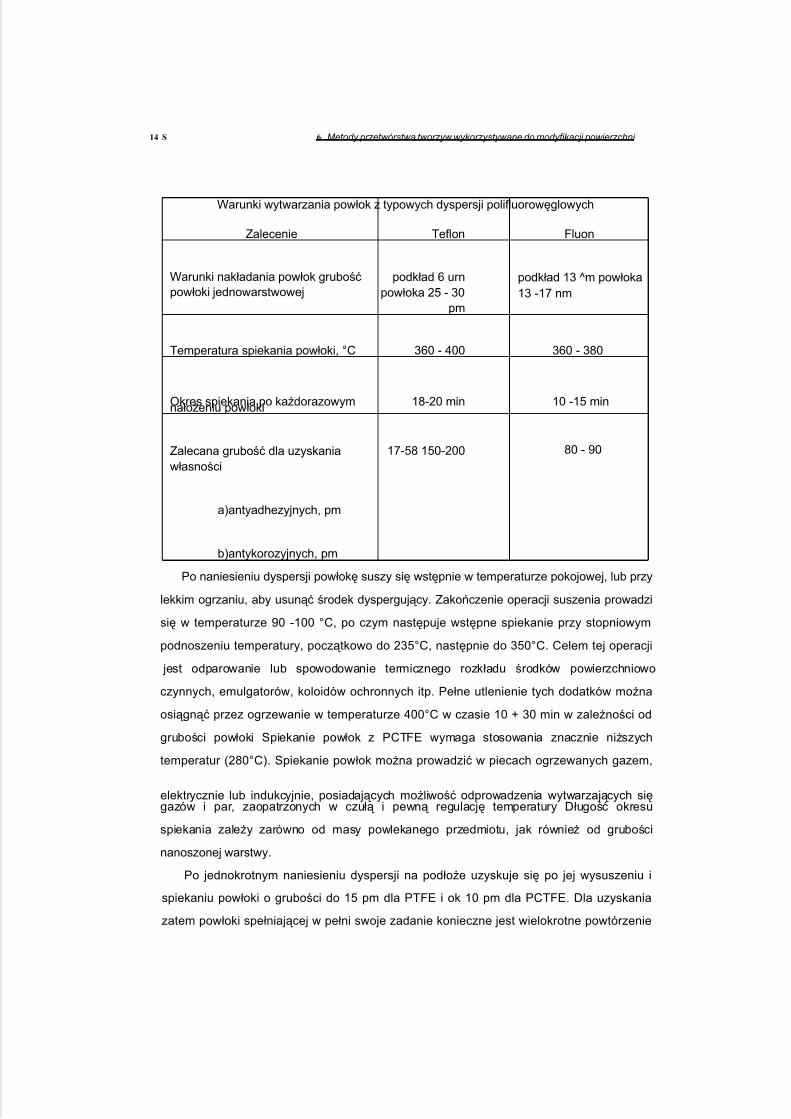
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 216/268
Po naniesieniu dyspersji powłokę suszy się wstępnie w temperaturze pokojowej, lub przy
lekkim ogrzaniu, aby usunąć środek dyspergujący. Zakończenie operacji suszenia prowadzi
się w temperaturze 90 -100 °C, po czym następuje wstępne spiekanie przy stopniowym
podnoszeniu temperatury, początkowo do 235°C, następnie do 350°C. Celem tej operacji
jest odparowanie lub spowodowanie termicznego rozkładu środków powierzchniowo
czynnych, emulgatorów, koloidów ochronnych itp. Pełne utlenienie tych dodatków można
osiągnąć przez ogrzewanie w temperaturze 400°C w czasie 10 + 30 min w zależności od
grubości powłoki Spiekanie powłok z PCTFE wymaga stosowania znacznie niższych
temperatur (280°C). Spiekanie powłok można prowadzić w piecach ogrzewanych gazem,
elektrycznie lub indukcyjnie, posiadających możliwość odprowadzenia wytwarzających sięgazów i par, zaopatrzonych w czułą i pewną regulację temperatury Długość okresu
spiekania zależy zarówno od masy powlekanego przedmiotu, jak również od grubości
nanoszonej warstwy.
Po jednokrotnym naniesieniu dyspersji na podłoże uzyskuje się po jej wysuszeniu i
spiekaniu powłoki o grubości do 15 pm dla PTFE i ok 10 pm dla PCTFE. Dla uzyskania
zatem powłoki spełniającej w pełni swoje zadanie konieczne jest wielokrotne powtórzenie
Warunki wytwarzania powłok z typowych dyspersji polifluorowęglowych
Zalecenie Teflon Fluon
Warunki nakładania powłok grubośćpowłoki jednowarstwowej
podkład 6 urnpowłoka 25 - 30
pm
podkład 13 ^m powłoka13 -17 nm
Temperatura spiekania powłoki, °C 360 - 400 360 - 380
Okres spiekania po każdorazowymnałożeniu powłoki 18-20 min 10 -15 min
Zalecana grubość dla uzyskaniawłasności
a)antyadhezyjnych, pm
b)antykorozyjnych, pm
17-58 150-200 80 - 90
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 217/268
cyklu, ponieważ grubość powłoki antyadhezyjnej powinna wynosić 17 + 90 jam, a
antykorozyjnej 150 + 200 pm. Podwyższa to koszt powłok polifluorowęglowych. Uzyskiwanie
grubszych powłok przy jednokrotnym nałożeniu dyspersji wymaga stosowania tzw. dyspersji
modyfikowanych, zawierających dodatki chroniące grubą warstwę powłoki od pęknięć
podczas suszenia i spiekania. Powłoki z dyspersji modyfikowanych charakteryzują się
strukturą warstwową która formuje się podczas suszenia i spiekania powłoki. Powstała
struktura warstwowa zapewnia doskonałą przyczepność powłoki polifluorowęglowej do
metalowego podłoża. Przy wielokrotnym nakładaniu powłok ostatnia warstwa musi być
poddawana "hartowaniu", tzn szybko schładzana do temperatury ok 100°C. Uzyskuje się to
przez zanurzenie lub zraszanie powierzchni, pokrytych powłoką strumieniem wody. Powłoki
hartowane odznaczają się małymi naprężeniami szczątkowymi oraz większą przyczepnością
do podłoża metalowego w porównaniu z powłokami niehartowanymi.
6.1.4. Inne metody powlekania
Oprócz omówionych podstawowych metod powlekania stosuje się również różne ich
kombinacje, jak np. metoda fluidyzowania elektrostatycznego lub napylania głowicowego za
pomocą dysz Venturiego. Metoda napylania głowicowego polega na pokrywaniu
podgrzewanego przedmiotu proszkiem tworzywowym, doprowadzonym dyszami Venturiego
i rozprowadzanym za pomocą sprężonego powietrza (rys 6 9)
Z uwagi na to, że metody te nie wnoszą istotnych nowych elementów do procesu
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
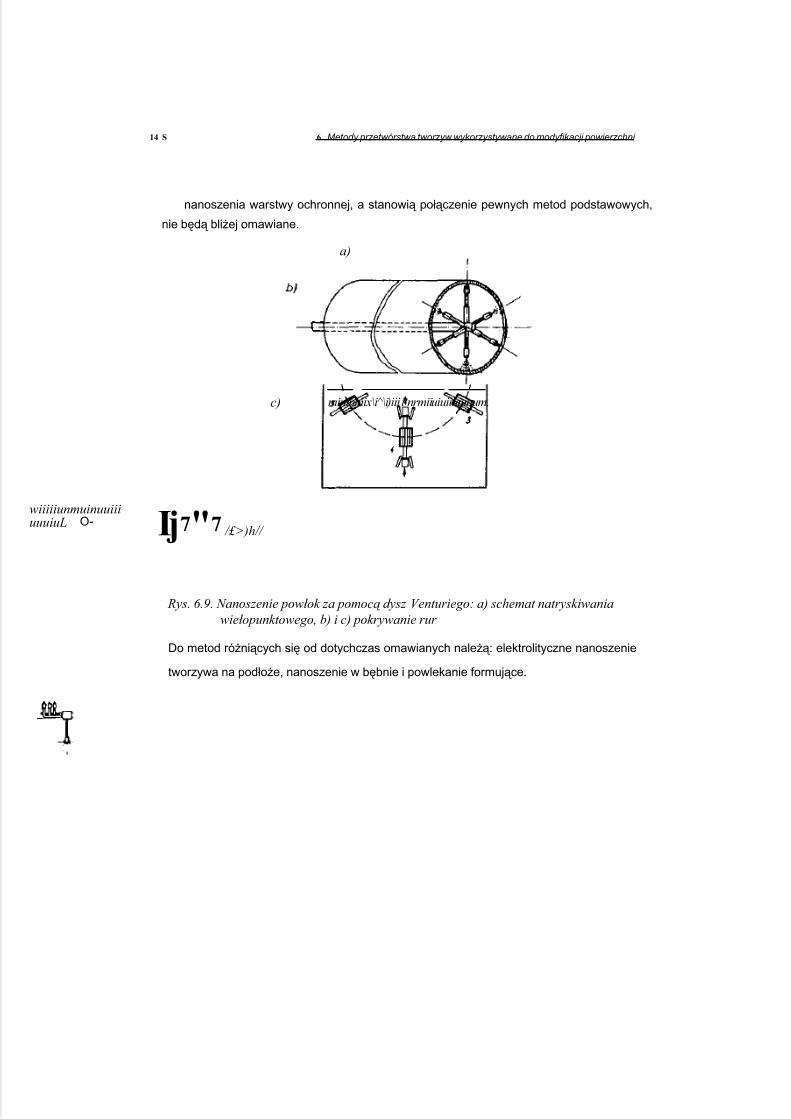
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 218/268
nanoszenia warstwy ochronnej, a stanowią połączenie pewnych metod podstawowych,
nie będą bliżej omawiane.
a)
Ij7"7 /£>)h//
Rys. 6.9. Nanoszenie powłok za pomocą dysz Venturiego: a) schemat natryskiwaniawiełopunktowego, b) i c) pokrywanie rur
Do metod różniących się od dotychczas omawianych należą: elektrolityczne nanoszenie
tworzywa na podłoże, nanoszenie w bębnie i powlekanie formujące.
mininmix\i \i)iii i nrmiiuiuiiuiunum.c)
wiiiiiunmuinuuiiiuuuiuL O-
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 219/268
N a n o s z e n i e e l e k t r o l i t y c z n e realizuje się poprzez wytworzenie
odpowiedniego potencjału elektrostatycznego pomiędzy tworzywem a pokrywanym
elementem, wywołującego ruch cząstek tworzywa do powierzchni pokrywanego elementu W
upłynnionym tworzywie mającym własności elektrolitu zanurza się dwie elektrody pod
napięciem. Cząstki obdarzone ładunkiem ujemnym rozpoczną ruch w kierunku elektrody
dodatniej, którą stanowić powinien przedmiot powlekany. W ten sposób wykonuje się np.
powłoki z alkalizowanego lateksu kauczukowego Otrzymane tą metodą powłoki są na ogół
porowate. Porowatość ich zależy od materiału anody, alkaliczności lateksu oraz natężeniaprądu. Po utworzeniu powłoki o żądanej grubości przedmiot powlekany wyjmuje się z kąpieli
i suszy. Powłoki kauczukowe po osuszeniu poddaje się sieciowaniu w podwyższonej
temperaturze
N a n o s z e n i e w b ę b n i e realizuje się w ten sposób, że szczelny bęben
wypełnia się powlekanymi przedmiotami (ok. 2/3 objętości bębna) oraz ściśle określoną
ilością upłynnionego tworzywa i tak wypełniony wprawia się w powolny ruch obrotowy,
podczas którego następuje pokrywanie mieszanych przedmiotów tworzywem. Po pewnym
czasie bęben ogrzewa się, wskutek czego następuje takie zestalenie tworzywa, że bez
obawy o sklejenie się przedmiotów można je wysypać na drucianą siatkę i umieszczając w
piecu poddawać w dalszym ciągu zestaleniu naniesioną powłokę.
P o w l e k a n i e f o r m u j ą c e polega na wtarciu w nośnik upłynnionego tworzywa i
następnie jego zestaleniu. W wyniku tego uzyskuje się materiał powlekany, składający się ze
wstęgowego nośnika trwale złączonego jednostronnie lub dwustronnie z gładką powłoką
tworzywa. Elementem nanoszącym tworzywo może być wał lub nóż powlekający.
6.1.5. Analiza przydatności powłok
Powłoki organiczne znalazły zastosowanie niemal we wszystkich dziedzinach naszego
życia, spełniając rolę zabezpieczeń antykorozyjnych, izolacji elektrycznej, a także pokryć
dekoracyjnych. Pokrycia z tworzyw sztucznych pozwalają uzyskiwać lepsze efekty w
zabezpieczeniu powierzchni aniżeli lakiery, ponieważ podczas zestalania się powłoki
lakierowej odparowuje rozpuszczalnik i w związku z tym powłoki lakierowane są bardziej
porowate aniżeli z tworzyw, a ponadto są także od nich mniej plastyczne, a więc bardziej
podatne na uszkodzenia i pękanie.
Przeprowadzone badania wykazały, że z 20 t lakieru tylko 8 t pozostaje na powlekanych
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 220/268
powierzchniach, natomiast 12 t odparowuje do atmosfery. Pociąga to za sobą duże straty
ekonomiczne oraz znaczne zanieczyszczenie środowiska Również wydajność pokryć
lakierowych jest nizsza niż polimerowych, np 1 kg lakieru wystarcza na pokrycie ok. 6 m 2
powierzchni, podczas gdy taka sama ilość dyspersji polimerowej wystarcza do pokrycia 12 +
36 m2 powierzchni w zalezności od grubości powłoki.
Stale doskonalenie i rozwój techniki nanoszenia powłok oraz zakres ich stosowania
związane są nie tylko z ich bardzo dobrymi własnościami użytkowymi, ale także z duzą
prostotą tego procesu oraz dużymi możliwościami jego automatyzacji. Dzięki temu możliwa
jest przemysłowa produkcja szeregu wyrobów wymagających tego typu zabezpieczeń, np.
obudowy pralek, maszyn do zmywania naczyń, rur, różnych części maszyn itp. Rury
powleczone żywicami epoksydowymi okazały się bardzo przydatne do transportu różnego
rodzaju cieczy agresywnych oraz ropy naftowej lub rafinowanych produktów naftowych.
Obok bardzo dobrych własności mechanicznych i fizycznych powłok polimerowych na
ich korzyść przemawia również analiza ekonomiczna kosztów tego rodzaju pokryć. Analiza
ekonomiczna prowadzona była w różnych aspektach, a mianowicie z punktu widzenia
przedłużenia żywotności urządzeń, z punktu widzenia możliwości zaoszczędzenia
kosztownych stali stopowych lub metali kolorowych, a co za tym idzie - efektywnych
oszczędności walutowych. Na przykład, wykładziny z PCW zastosowane w wannach
galwanizerskich mogą przedłużyć ich żywotność o 20 + 25%, a powłoki epoksydowe
zastosowane do pokrywania powierzchni wewnętrznej zbiorników przeznaczonych do
przechowywania produktów żywnościowych (win, soków, przecierów itp.) mogą przedłużyć
ich żywotność o ok. 5 lat. Również rury zabezpieczone powłokami z tworzyw sztucznych
można eksploatować ok. 15 razy dłużej niż rury ze stali nierdzewnych oraz ok. 50 razy dłużej
niż rury ze stali węglowej.
W przypadku stosowania powłok polimerowych występują również znaczne
oszczędności materiałowe. Stwierdzono np , że samo stosowanie w aparaturze chemicznej
stali St3 z pokryciami ochronnymi z PCW może dać olbrzymie oszczędności kosztownej stali
X18H9T, ponieważ 1 t polimeru pozwala zaoszczędzić 5 6 t stali Podobnie zastąpienie rur
nierdzewnych rurami z wykładziną PCW lub PE pozwala zaoszczędzić na 1000 m rur o
średnicy 50 mm 0,5 t niklu i 1 t chromu, co ma bardzo duze znaczenie biorąc pod uwagę
ilość produkowanych w kraju rur oraz fakt, ze zaoszczędzone materiały są materiałami
deficytowymi. Duże oszczędności daje stosowanie powłok ochronnych w rurach
transportujących różnego rodzaju zawiesiny wodne o działaniu ścierającym, co ma miejsce
przy hydraulicznym transporcie materiałów sypkich. W tych warunkach dość dobrze zdają
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 221/268
egzamin powłoki z polietylenu o grubościach nie mniejszych niż 1 mm. Szczególnie duże
oszczędności daje wprowadzenie polimerów do przemysłu elektrotechnicznego, np.
zastosowanie jako izolacji elektrycznej 1 t żywicy epoksydowej przy produkcji kabli pozwala
zaoszczędzić 6 t ołowiu i 4 t miedzi.
Powłoki antyadhezyjne również w przemyśle piekarniczym dają duże oszczędności
przez wyeliminowanie przyklejania się przerabianej masy do ścianek urządzeń, nte mówiąc
już o oszczędnościach zarówno energetycznych, jak i wysiłku ludzkiego.
Technologie nanoszenia powłok polimerowych są z punktu widzenia ekonomiki również
konkurencyjne w porównaniu np. do metalicznych powłok ochronnych, ponieważ dają małe
straty materiałowe i bardzo skrócone cykle technologiczne
Stopień wykorzystania polimerowych materiałów pokrywających przy różnych metodach
nanoszenia powłoki oceniany jest następująco:
WSPÓŁCZYNNIK SPOSÓB NANOSZENIA POWŁOKIWYKORZYSTANIA
POLIMERU, [%]
-metoda fluidyzacyjna - 97
-metoda elektrostatyczna - 98
-przez zanurzenie - 85
-natrysk płomieniowy - 75
co potwierdza występowanie bardzo małych strat materiałowych właściwie we wszystkich
metodach nakładania powłok polimerowych. Również pod względem długości cyklu
nanoszenia powłoki tworzywa polimerowe potwierdzają swoją wyższość, gdyż cykl
nanoszenia pokryć polimerowych trwa zwykle 50 ; 60 minut, natomiast dia pokryć
galwanicznych wynosi on kilka godzin, a przy zastosowaniu farb i lakierów wydłuża się do 24
godzin.
Zastąpienie powłok galwanicznych polimerowymi pozwala również zaoszczędzić
znaczne ilości takich metali, jak chrom lub nikiel, i obniżyć równocześnie koszt własny
wyrobów, gdyz koszt materiałowy może się zmniejszyć nawet dziesięciokrotnie.
Dodatkowym walorem pokryć polimerowych jest możliwość stosowania całej gamy
kolorów oraz łatwość przechodzenia od jednego koloru do drugiego, a także możliwość
stosowania zróżnicowanych grubości warstw od 20 do 800 nm.
Efekty ekonomiczne uzyskiwane przy zastosowaniu pokryć polimerowych zależą
oczywiście od użytego materiału, długości cyklu formowania warstwy ochronnej oraz stopnia
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 222/268
zautomatyzowania procesu. Przykładowo, porównując koszt pokrycia 1 m2 powłoką
polimerową o przyjętej grubości stwierdzono, że: wykorzystując na powłokę tworzywo PCW
można czterokrotnie obniżyć koszt pokrycia, jeśli zastąpi się zwykłą metodę fluidyzacji
metodą zmechanizowaną z kolei wykorzystując inne tworzywo, tj stosując w miejsce PCW,
PE oraz zastępując metodę fluidyzacji metodą natrysku płomieniowego, można podwyższyć
koszt pokrycia o ponad 100%.
Przedstawione efekty ekonomiczne, jakie można uzyskać przy stosowaniu pokryć
polimerowych, mają jedynie charakter orientacyjny, ponieważ badania prowadzone w tej
dziedzinie są raczej wyrywkowe, obejmujące określony asortyment produkcji, a nie całość
problemu. Niemniej już na podstawie tych danych widać, jak duze możliwości ekonomiczne
tkwią w szerokim stosowaniu powłok polimerowych.
6.2. Metalizowanie tworzyw sztucznych
Przez pojęcie metalizowania rozumie się pełne lub częściowe powlekanie powierzchni
tworzywa sztucznego metalami. Pozwala to uzyskać materiał łączący w sobie zalety tak
tworzyw sztucznych, jak i metalu, tzn. ciężar właściwy materiału nadal jest mały, formowanie
łatwe, ale ma przy tym również dobre własności elektryczne i optyczne. Zapotrzebowanie natworzywa metalizowane stale rośnie. Jak podają statystyki, zapotrzebowanie na
metalizowane tworzywo ABS w 1975 r. wynosiło w Europie 15000 t, a w USA - 35000 t.
Powlekanie metalami można prowadzić w sposób zapewniający możliwie wielką
przyczepność powłoki do podłoża lub przy odmiennej technologii, w sposób pozwalający
uzyskać warunki późniejszego łatwego oddzielenia pokrycia, np. w galwanoplastyce, przy
produkowaniu form i innych materiałów. W zależności od przeznaczenia materiału można
stosować różne powłoki metaliczne. Najczęściej stosuje się srebrzenie, miedziowanie,
niklowanie, antymonowanie, złocenie lub platynowanie. Sposób realizacji procesu
metalizowania tworzywa może być bardzo zróżnicowany, np można naklejać lub
naprasowywać folię metalową powlekać proszkiem metalicznym odpowiednio przygotowane
powierzchnie tworzywa przez napylenie katodowe w próżni 1,33 10'3 kPa, nanosić proszek
metalu w postaci zawiesiny lub pasty, bądź wykorzystać metody chemicznego lub
galwanicznego nanoszenia powłok znane w przemyśle i stosowane przy nanoszeniu powłok
ochronnych na metale Wybór metody zależy od wielu czynników, wśród których wymienić
należy: rodzaj tworzywa, które ma być powlekane, grubość warstwy, ekonomikę procesu
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 223/268
oraz przeznaczenie nanoszonej warstwy.
Bardzo ogólna ocena kosztów związanych z różnymi metodami nanoszenia powłok
metalicznych na tworzywa doprowadziła do stwierdzenia, że najniższe koszty występują przy
nanoszeniu proszków metali i rosną w następującej kolejności: metalizowanie natryskowe,
osadzanie chemiczne, powlekanie elektrolityczne, naparowywanie w wysokiej próżni,
napylanie katodowe. W latach pięćdziesiątych tworzywa metalizowane umożliwiły duży
postęp w przemyśle elektronicznym dzięki wprowadzeniu obwodów drukowanych, co dało w
efekcie nie tylko zminiaturyzowanie wielu urządzeń, ale również znaczne zmniejszenie
kosztów robocizny i zużycia deficytowych metali. Jako inne przykłady wykorzystania tworzyw
metalizowanych w elektrotechnice można by wymienić cewki indukcyjne mające dowolne
kształty, kondensatory, w których laminat stanowi dielektryk, a folia okładzinę znajdującą się
po obu jego stronach itp. Innym z kolei przykładem wykorzystania powłok metalicznych jest
technika odlewania precyzyjnego, w której powłoki metaliczne zapewniają większą gładkość
odlewu i równocześnie zwiększają żywotność formy.
Z uwagi na dużą estetykę powłok metalicznych tworzywa metalizowane znalazły również
szerokie zastosowanie dekoracyjne.6.21.Metalizowanie chemiczne
Proces chemicznego metalizowania zachodzi na zasadzie redukcji związków metali z
roztworów ich soli. Jest to metoda bezprądowa. Przy osadzaniu metali metodą redukcji na
powierzchni muszą występować katalityczne centra umożliwiające bezzakłóceniowy
przebieg procesu Metalami działającymi katalitycznie są: żelazo, nikiel, kobalt, pallad, rod,
złoto, aluminium i magnez Nanoszenie pierwszej warstwy metalowej na powierzchnię
tworzywa sztucznego metodą bezprądową może tylko wtedy dać pożądany wynik, gdy
powlekana powierzchnia została pokryta dobrze przylegającymi zarodkami Jako środek
redukujący stosuje się przede wszystkim podfosforan sodowy i wodorotlenek boru lub
borazon.
Metoda ta bywa najczęściej wykorzystywana przy nanoszeniu warstwy miedzi lub nikluWarstwy miedzi mogą być osadzane z kąpieli w temperaturze pokojowe] i dzięki temu
własności termoplastów nie ulegają pogorszeniu. Kąpiele do niklowania stosuje się
najczęściej w wyższych temperaturach.
Metody bezprądowego metalizowania znajdują zastosowanie przede wszystkim tam,
gdzie należy pokryć warstwą metalu o jednakowej grubości przedmioty silnie wyprofilowane.
Można uzyskiwać warstwy o grubości od 0,2 pm do I.O pm, a w przypadku powlekania
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 224/268
niklem grubości ok 10 pm i większe
6.22.Galwaniczne nakładanie metali
Powłoki otrzymane metodą galwaniczną są znacznie twardsze i odporniejsze od powłok
nakładanych metodą bezprądową Są to z reguły powłoki zabezpieczające warstwę
wierzchnią tworzywa przed szkodliwym działaniem czynników zewnętrznych, na które dane
tworzywo nie jest odporne. W związku z tym muszą mieć odpowiednio większą grubość i
bardzo dobrą przyczepność do podłoża.
Największą trudność w galwanicznym osadzaniu metali na tworzywach sztucznych
sprawia brak przewodnictwa elektrycznego wyrobów powlekanych, dlatego też częstopowlekanie galwaniczne poprzedza chemiczne nałożenie powłoki metalowej na tworzywo.
Dopiero tak przygotowaną powierzchnię umieszcza się w elektrolicie i podłącza napięcie.
Pod wpływem przepływającego prądu rozpocznie się ruch jonów metali, z reguły
naładowanych dodatnio, do anody, gdzie po rozładowaniu atomy metalu osadzają się na
pokrywanej powierzchni
W celu zabezpieczenia delikatnej warstewki metalicznej, nałożonej metodą bezprądową
często stosuje się dwustopniowe pokrywanie galwaniczne:
1)gruntowanie - pokrywanie wstępne do grubości ok. 1 pm w kąpielach łagodnych, o
specjalnie dobranym składzie,
2)pokrywanie do żądanej grubości.
Proces galwanicznego metalizowania tworzyw stosowany jest przy wytwarzaniu obwodów
drukowanych.
6.23.Metalizowanie natryskowe
Jest to proces, w czasie którego metal w postaci drutu lub proszku zostaje stopiony pod
wpływem ciepła płomienia gazowego lub łuku elektrycznego i następnie rozpylony za
pomocą strumienia gazu, najczęściej powietrza sprężonego Cząstki metalu w stanie
półplastycznym padają na powierzchnię pokrywaną ulegają spłaszczeniu, sczepiająsię ze
sobą i tworzą ciągłą powłokę.
Do zalet tej metody należą łatwość przeprowadzania procesu i stosunkowo duza prostota
wymaganych urządzeń. Ponadto jest to proces suchy, przez co wyklucza się możliwość
powstawania ognisk korozji pod powłoką cechuje go duża szybkość nakładania powłoki i
osiąganie dużych jej grubości (do ok. 1000 pm).
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 225/268
Do wad tej metody zalicza się złą jakość uzyskiwanych powłok. Są to powłoki mocno
porowate, o niejednorodnej budowie i o niezbyt dobrych własnościach zarówno
mechanicznych, jak i elektrycznych. Metodę metalizowania natryskowego można stosować
jedynie do tworzyw odpornych na działanie znacznych sił mechanicznych i stosunkowo
wysoką temperaturę.
6.24.Naparowywanie próżniowe
Jedną z najważniejszych obecnie metod metalizowania jest naparowywanie metali w
wysokiej próżni. Polega ona na osadzaniu z fazy gazowej cienkiej warstwy metalicznej na
danym podłożu. Metal przeznaczony do nałożenia na element powlekany odparowuje się w
warunkach wysokiej próżni. Temperatura parowania metali w tych warunkach jest znacznie
niższa niż pod ciśnieniem atmosferycznym Metale doprowadzone do tej temperatury parują
a ich cząstki rozchodzą się z powierzchni masy stopionej wzdłuż linii prostych we wszystkich
kierunkach, tworząc molekularny strumień par. Im wyższa próżnia, tym mniejsza możliwość
zderzenia się cząstek metalu z cząsteczkami gazu resztkowego, co mogłoby zakłócić ich
bieg, a zatem większe prawdopodobieństwo rozchodzenia się cząstek wzdłuż linii prostych
Cząstki odparowanego metalu natrafiając w zasięgu swojej drogi swobodnej na powierzchnię
powlekanego tworzywa o temperaturze znacznie niższej niż ich własna temperatura,kondensują się na niej, tworząc równomierną warstwę, której grubość zalezy na ogół od
okresu naparowywania, ilości metalu odparowanego w jednostce czasu oraz odległości
podłoża od źródła parowania
Na ogół metodą naparowywania udaje się osadzić na powierzchniach tworzyw
sztucznych tylko stosunkowo cienkie warstwy. W praktyce dotychczas najczęściej
naparowuje się aluminium, które daje powłoki o jasnosrebrzystym połysku i znacznej
trwałości.Rozdział 7
PRZYKŁADY ZASTOSOWANIA TWORZYW SZTUCZNYCH W
KONSTRUOWANIU NIEKTÓRYCH ELEMENTÓW MASZYN
Tworzywa sztuczne znajdują coraz większe zastosowanie w technice. Stosowane są do
wyrobu rożnego rodzaju kształtek, płyt, profili, a także gotowych elementów konstrukcyjnych.
Poprawność ich działania wymaga spełnienia co najmniej trzech warunków w fazie
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
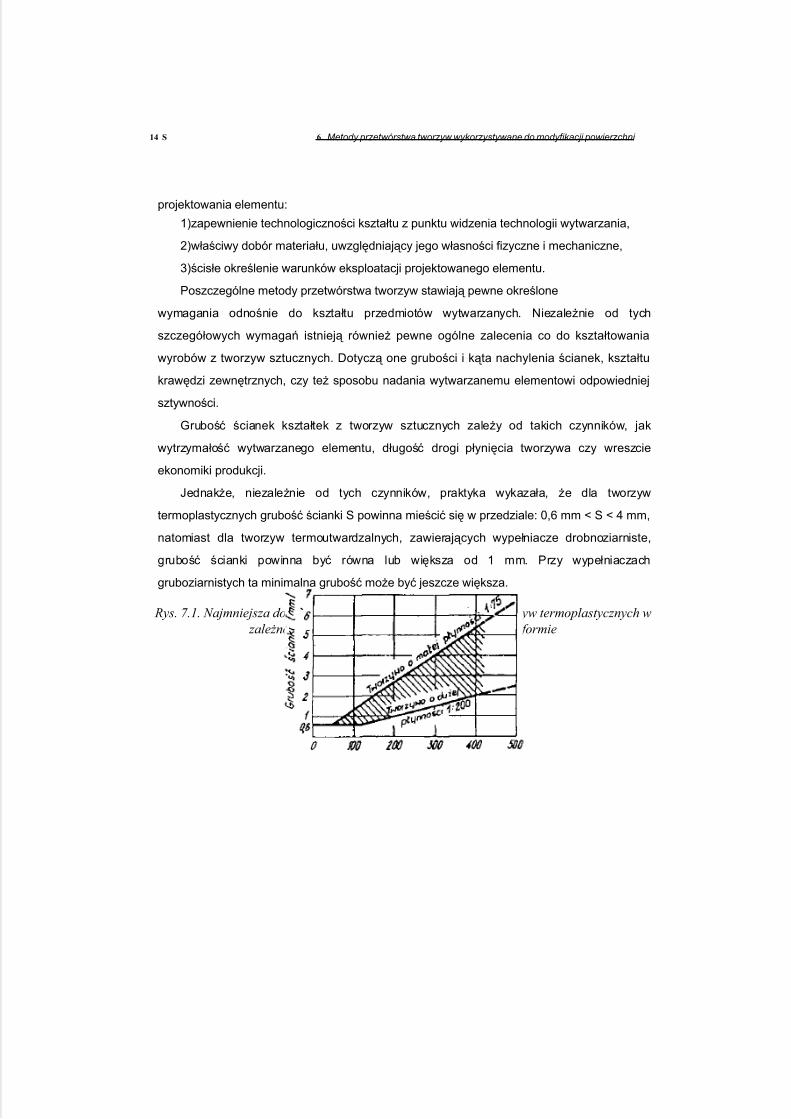
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 226/268
projektowania elementu:
1)zapewnienie technologiczności kształtu z punktu widzenia technologii wytwarzania,
2)właściwy dobór materiału, uwzględniający jego własności fizyczne i mechaniczne,
3)ścisłe określenie warunków eksploatacji projektowanego elementu.
Poszczególne metody przetwórstwa tworzyw stawiają pewne określone
wymagania odnośnie do kształtu przedmiotów wytwarzanych. Niezależnie od tych
szczegółowych wymagań istnieją również pewne ogólne zalecenia co do kształtowania
wyrobów z tworzyw sztucznych. Dotyczą one grubości i kąta nachylenia ścianek, kształtu
krawędzi zewnętrznych, czy też sposobu nadania wytwarzanemu elementowi odpowiedniej
sztywności.
Grubość ścianek kształtek z tworzyw sztucznych zależy od takich czynników, jak
wytrzymałość wytwarzanego elementu, długość drogi płynięcia tworzywa czy wreszcie
ekonomiki produkcji.
Jednakże, niezależnie od tych czynników, praktyka wykazała, że dla tworzyw
termoplastycznych grubość ścianki S powinna mieścić się w przedziale: 0,6 mm < S < 4 mm,
natomiast dla tworzyw termoutwardzalnych, zawierających wypełniacze drobnoziarniste,
grubość ścianki powinna być równa lub większa od 1 mm. Przy wypełniaczach
gruboziarnistych ta minimalna grubość może być jeszcze większa.Orogo płynięcia Imm!
Rys. 7.1. Najmniejsza dopuszczalna grubość ścianki kształtek z tworzyw termoplastycznych w zależności od długości drogi płynięcia tworzywa w formie
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 227/268
Na rys. 7.1 i 7,2 przedstawiono zależności najmniejszej dopuszczalnej grubości ścianki
kształtki od długości drogi płynięcia tworzywa w formie. Są to zależności liniowe. Obrazy
graficzne tych funkcji różnią się między sobą kątami nachylenia do osi poziomej.
Wytwarzana kształtka nie może zawierać również zbyt zróżnicowanych grubości ścianek,
ponieważ w większości przypadków prowadzi to do zapęcherzenia wyprasek {rys. 7.3). W
miejsce ścianek grubych, o dużej koncentracji materiału, należy przewidywać wzmocnienie
przez użebrowanie (rys. 7.4).
Kierunek pro6(Mon<a
Grubość ścianki ś tmmł Rys. 7.2. Najmniejsza dopuszczalna grubość ścianki kształtek skrzynkowych z tłoczyw
termoutwardzalnych proszkowych w zależności od głębokości kształtek
14 S 6. Metody przetwórstwa tworzyw wykorzystywane do modyfikacji powierzchni
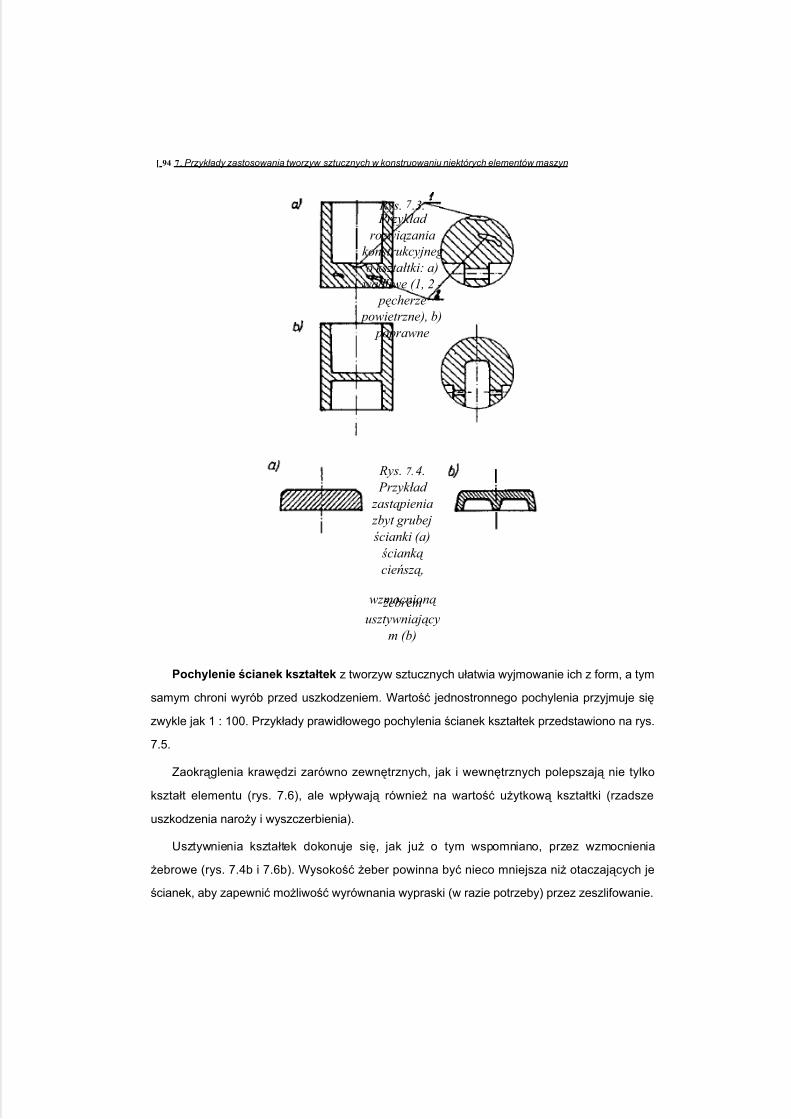
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 228/268
Pochylenie ścianek kształtek z tworzyw sztucznych ułatwia wyjmowanie ich z form, a tym
samym chroni wyrób przed uszkodzeniem. Wartość jednostronnego pochylenia przyjmuje się
zwykle jak 1 : 100. Przykłady prawidłowego pochylenia ścianek kształtek przedstawiono na rys.
7.5.
Zaokrąglenia krawędzi zarówno zewnętrznych, jak i wewnętrznych polepszają nie tylko
kształt elementu (rys. 7.6), ale wpływają również na wartość użytkową kształtki (rzadsze
uszkodzenia naroży i wyszczerbienia).
Usztywnienia kształtek dokonuje się, jak już o tym wspomniano, przez wzmocnienia
żebrowe (rys. 7.4b i 7.6b). Wysokość żeber powinna być nieco mniejsza niż otaczających je
ścianek, aby zapewnić możliwość wyrównania wypraski (w razie potrzeby) przez zeszlifowanie.
Rys. 7 .3. Przykład
rozwiązaniakonstrukcyjneg o kształtki: a)
wadliwe (1, 2 - pęcherze
powietrzne), b) poprawne
Rys. 7.4. Przykład
zastąpienia zbyt grubej ścianki (a)
ścianką cieńszą,
wzmocnioną żebremusztywniający
m (b)
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
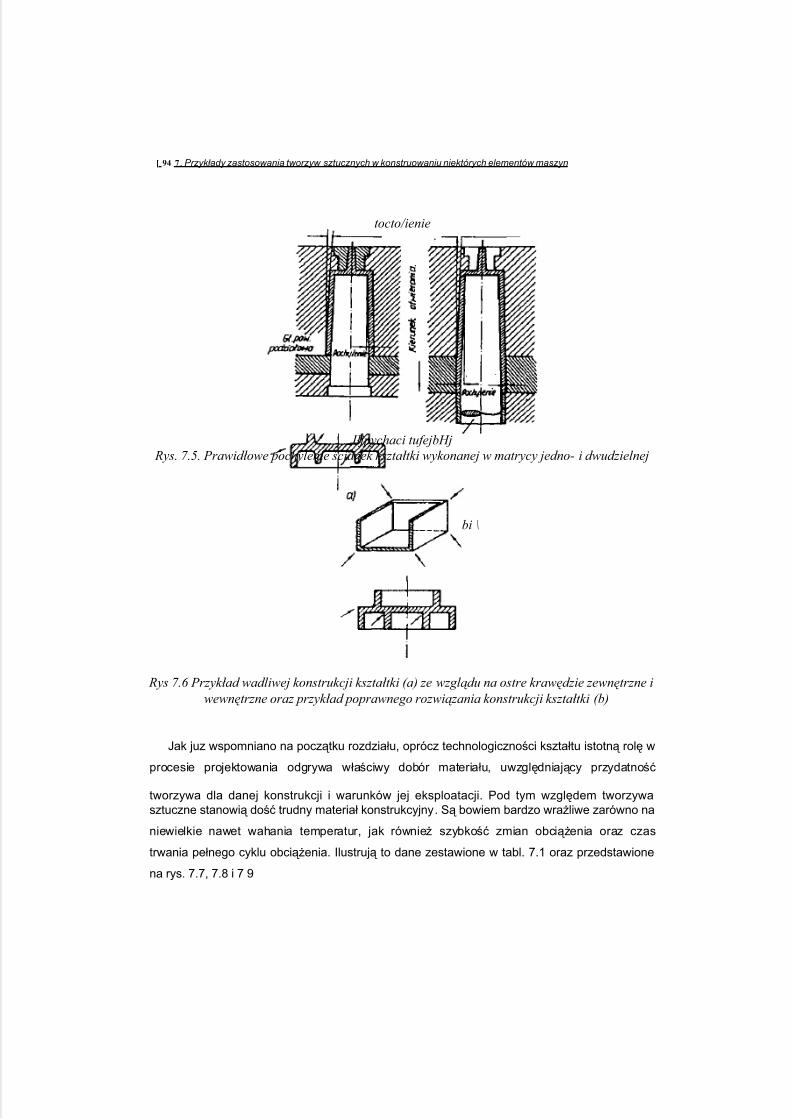
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 229/268
Rys 7.6 Przykład wadliwej konstrukcji kształtki (a) ze wzglądu na ostre krawędzie zewnętrzne iwewnętrzne oraz przykład poprawnego rozwiązania konstrukcji kształtki (b)
Jak juz wspomniano na początku rozdziału, oprócz technologiczności kształtu istotną rolę w
procesie projektowania odgrywa właściwy dobór materiału, uwzględniający przydatność
tworzywa dla danej konstrukcji i warunków jej eksploatacji. Pod tym względem tworzywasztuczne stanowią dość trudny materiał konstrukcyjny. Są bowiem bardzo wrażliwe zarówno na
niewielkie nawet wahania temperatur, jak również szybkość zmian obciążenia oraz czas
trwania pełnego cyklu obciążenia. Ilustrują to dane zestawione w tabl. 7.1 oraz przedstawione
na rys. 7.7, 7.8 i 7 9
tocto/ienie
Iłjpychaci tufejbHj Rys. 7.5. Prawidłowe pochylenie ścianek kształtki wykonanej w matrycy jedno- i dwudzielnej
bi \
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 230/268
Tablica 7.1
TlTj
Rys. 7.7. Wpływ temperatury na doraźną wytrzymałość na rozciąganie niektórychmateriałów konstrukcyjnych oraz tworzyw sztucznych: 1 - AlMgC.u2, 2 - St38, 3- TWS (żywica + 30% włókna szklanego - tkanina), 4 - AlMgS , 5 - TWS (żywica+ 30% włókna szklanego - mata), 6 - Al ws, 7 - PA 6 (35% włókien szkłanych), 8- PC, 9 - POM, JO - PA6 suchy, 11 - PMMA, 12 - ABS, 13 - PJ\ 14 - PVC, 15 -
Doraźna wytrzymałość niektórych tworzyw sztucznych określana w różnych temperaturach
Materiał Wytrzymałośtempera -50
ć [MPa] przy turze °C +70
Tekstolit (laminat na bazie żywicy fenolowo-formaldehydowej) 90,0
Tworzywo fenolowo-formaldehydowe 50,0250,030,0 110,0
Nylon (Poliamid 6.6) 120,0
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
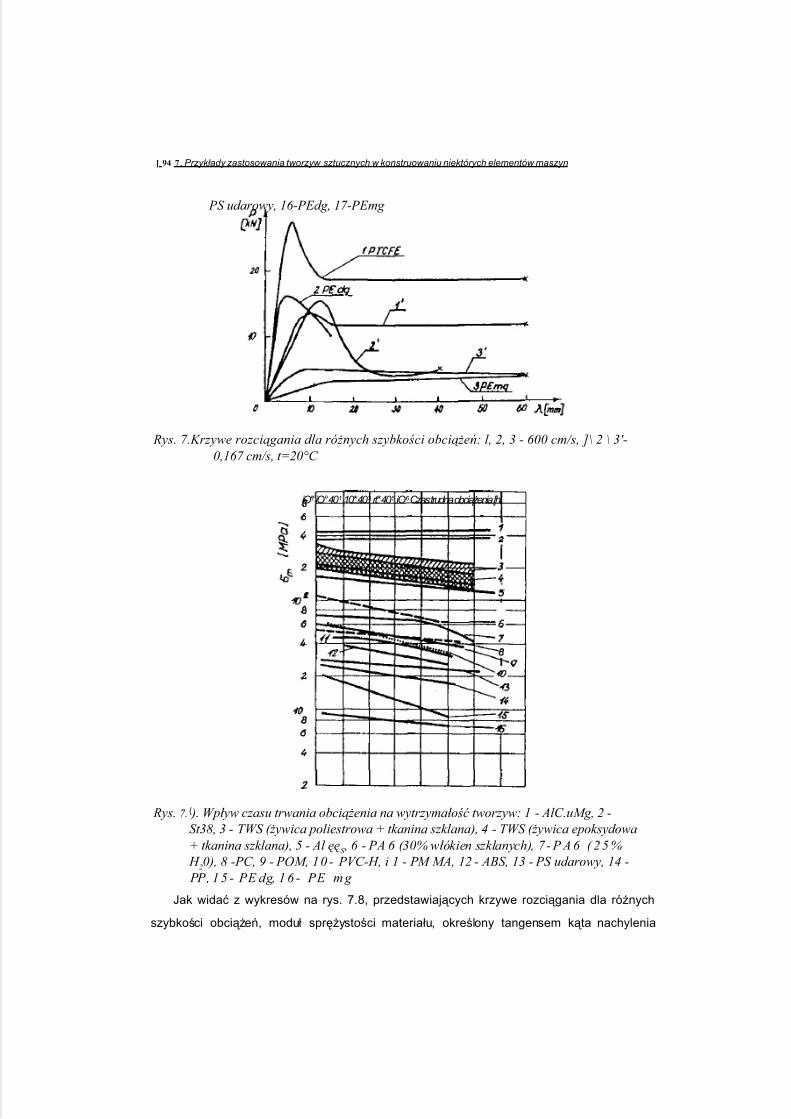
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 231/268
PS udarowy, 16-PEdg, 17-PEmg
Rys. 7.Krzywe rozciągania dla różnych szybkości obciążeń: l, 2, 3 - 600 cm/s, ]\ 2 \ 3'-0,167 cm/s, t=20°C
Rys. 7. { ). Wpływ czasu trwania obciążenia na wytrzymałość tworzyw: 1 - AlC.uMg, 2 -St38, 3 - TWS (żywica poliestrowa + tkanina szklana), 4 - TWS (żywica epoksydowa+ tkanina szklana), 5 - Al ęęS , 6 - PA 6 (30% włókien szklanych), 7- P A 6 ( 2 5 % H 20), 8 -PC, 9 - POM, 10 - PVC-H, i 1 - PM MA, 12 - ABS, 13 - PS udarowy, 14 - PP, 1 5 - PE dg, 1 6 - PE m g
Jak widać z wykresów na rys. 7.8, przedstawiających krzywe rozciągania dla różnych
szybkości obciążeń, moduł sprężystości materiału, określony tangensem kąta nachylenia
iO' f iO° 40 1 10* 40 3 rt* 40 5 iO6 Czas trudna obciążenia [hi
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
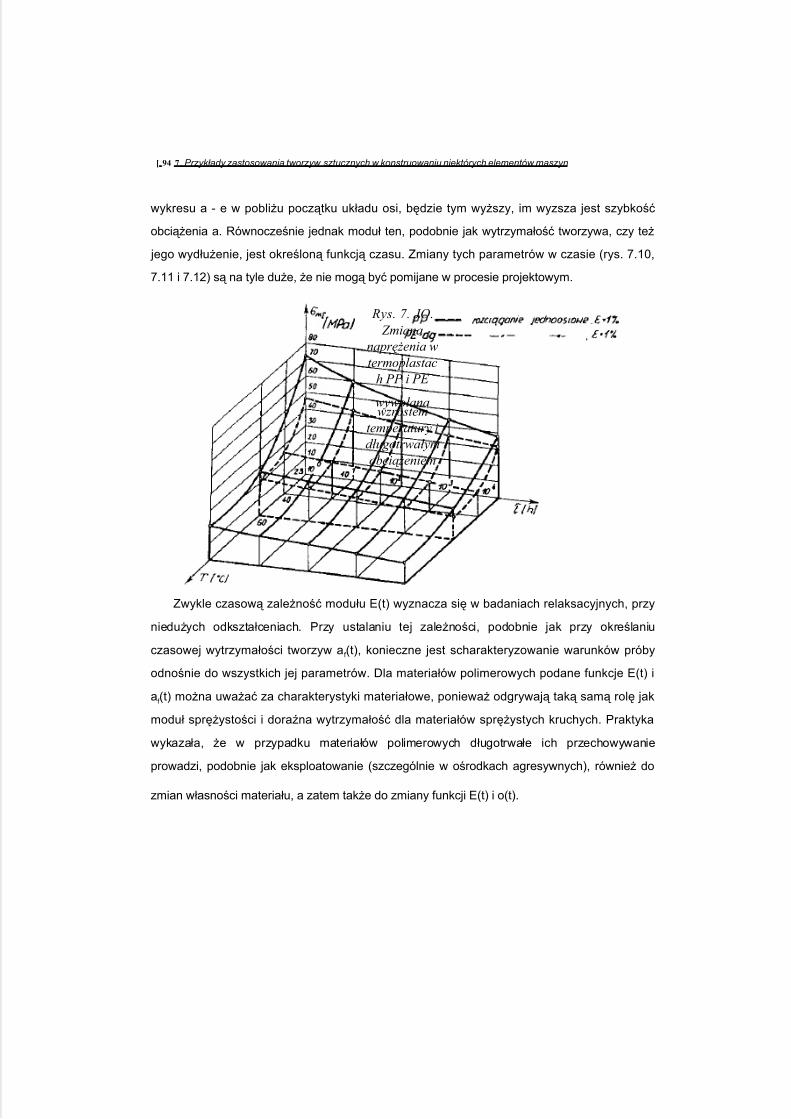
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 232/268
wykresu a - e w pobliżu początku układu osi, będzie tym wyższy, im wyzsza jest szybkość
obciążenia a. Równocześnie jednak moduł ten, podobnie jak wytrzymałość tworzywa, czy też
jego wydłużenie, jest określoną funkcją czasu. Zmiany tych parametrów w czasie (rys. 7.10,
7.11 i 7.12) są na tyle duże, że nie mogą być pomijane w procesie projektowym.
Zwykle czasową zależność modułu E(t) wyznacza się w badaniach relaksacyjnych, przy
niedużych odkształceniach. Przy ustalaniu tej zależności, podobnie jak przy określaniu
czasowej wytrzymałości tworzyw af (t), konieczne jest scharakteryzowanie warunków próby
odnośnie do wszystkich jej parametrów. Dla materiałów polimerowych podane funkcje E(t) i
af (t) można uważać za charakterystyki materiałowe, ponieważ odgrywają taką samą rolę jak
moduł sprężystości i doraźna wytrzymałość dla materiałów sprężystych kruchych. Praktyka
wykazała, że w przypadku materiałów polimerowych długotrwałe ich przechowywanie
prowadzi, podobnie jak eksploatowanie (szczególnie w ośrodkach agresywnych), również do
zmian własności materiału, a zatem także do zmiany funkcji E(t) i o(t).
Rys. 7. JO. Zmiana
naprężenia wtermoplastac
h PP i PE
wywołanawzrostem
temperatury idługotrwałymobciążeniem
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
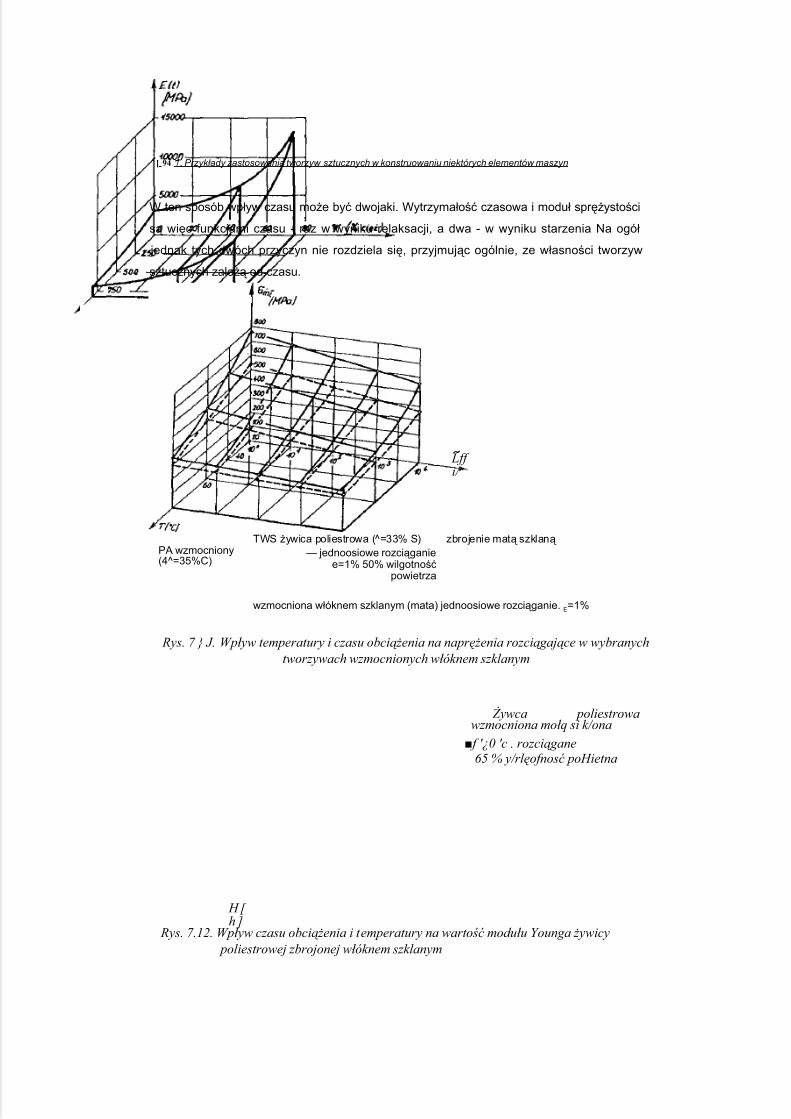
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 233/268
W ten sposób wpływ czasu może być dwojaki. Wytrzymałość czasowa i moduł sprężystości
są więc funkcjami czasu - raz w wyniku relaksacji, a dwa - w wyniku starzenia Na ogół
jednak tych dwóch przyczyn nie rozdziela się, przyjmując ogólnie, ze własności tworzyw
sztucznych zależą od czasu.
TWS żywica poliestrowa ( =33% S) zbrojenie matą szklaną
wzmocniona włóknem szklanym (mata) jednoosiowe rozciąganie. E=1%
Rys. 7 } J. Wpływ temperatury i czasu obciążenia na naprężenia rozciągające w wybranychtworzywach wzmocnionych włóknem szklanym
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
Lff i/
PA wzmocniony(4^=35%C)
— jednoosiowe rozciąganiee=1% 50% wilgotność
powietrza
■f '¿0 'c . rozciągane
H [ h ]
Żywca poliestrowawzmocniona mołq si k/ona
65 % y/rlęofnosć poHietna
Rys. 7.12. Wpływ czasu obciążenia i temperatury na wartość modułu Younga żywicy poliestrowej zbrojonej włóknem szklanym
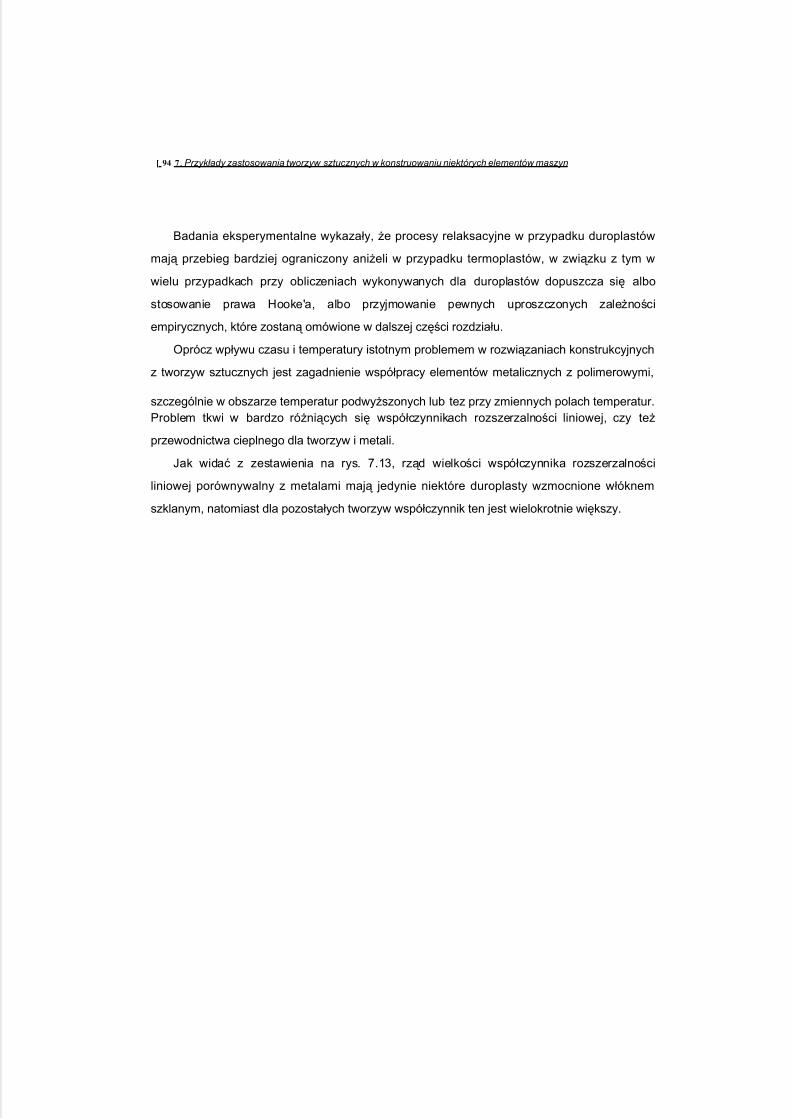
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 234/268
Badania eksperymentalne wykazały, że procesy relaksacyjne w przypadku duroplastów
mają przebieg bardziej ograniczony aniżeli w przypadku termoplastów, w związku z tym w
wielu przypadkach przy obliczeniach wykonywanych dla duroplastów dopuszcza się albo
stosowanie prawa Hooke'a, albo przyjmowanie pewnych uproszczonych zależności
empirycznych, które zostaną omówione w dalszej części rozdziału.
Oprócz wpływu czasu i temperatury istotnym problemem w rozwiązaniach konstrukcyjnych
z tworzyw sztucznych jest zagadnienie współpracy elementów metalicznych z polimerowymi,
szczególnie w obszarze temperatur podwyższonych lub tez przy zmiennych polach temperatur.Problem tkwi w bardzo różniących się współczynnikach rozszerzalności liniowej, czy też
przewodnictwa cieplnego dla tworzyw i metali.
Jak widać z zestawienia na rys. 7.13, rząd wielkości współczynnika rozszerzalności
liniowej porównywalny z metalami mają jedynie niektóre duroplasty wzmocnione włóknem
szklanym, natomiast dla pozostałych tworzyw współczynnik ten jest wielokrotnie większy.
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 235/268
f/W ztmene ułokne/r> sz^km/rn
Rys. 7.13. Współczynnik rozszerzalności liniowej - a
Porównanie współczynników przewodnictwa cieplnego dla tworzyw i metali wykazuje z
kolei, że dla stali jest on ponad 25-krotnie wyższy niż dla tworzywa wzmocnionego włóknem
stalowym.
polietylen polipropylen -Li,.
polt/luoroolef*nyT
polistyren , P t
r m
L
poliwęglan 1m ?m
n L.
polichlorek winylu pOUokryi poliamid w
HHr m
stopy miedz/ 1
fenóp/osfy Wm V-
omtno ploslij —Fi
tb»QrzyuQ Mar praso*.
W
z&ozo istot UWUiUJUU* Ul
L^j
l
r *
metofe ¿eAJcie
w6 40* 2 « 6 iO2 Z
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 236/268
Rys. 7.14. Współczynnik przewodnictwa cieplnego - X
Duże zróżnicowanie własności fizycznych tworzyw współpracujących ze sobą może się
stać przyczyną powstawania albo znacznych naprężeń wewnętrznych w gotowych
konstrukcjach, albo też zbyt dużych luzów pomiędzy współpracującymielementami.
Poprawny dobór współpracujących ze sobą materiałów, z uwzględnieniem warunków
eksploatacji, ma zatem bardzo istotne znaczenie dla prawidłowego działania całej konstrukcji.
W obliczeniach konstrukcyjnych należy także uwzględnić dużą zależność własności
tworzyw od ośrodka, w którym materiał pracuje. Stwarza to jednak dość znaczne trudności,
ponieważ brak jest w tym zakresie określonych zależności funkcyjnych. Na ogół tego rodzaju
NortfHOHe fu. prosou.
Y jut
b?7
jl
pot/etyen m i pOA/luprOOfefM(J z
po/tsłyren w i po/ib/ęęion Qa po/icrtofek HthyJu r i poftokrtjl □ pottanud r z
a żywce po/< esłro^e W
A Ą m W m
fenopfaskjomtnop/cts/(j r
y
rH 3 m m
0.1 02 OJ OA Q> 0£ 0,7 0,8+icpótc2ynntk przebtodn!ch-io ciopłneęo
A [kW/m-Kj
wosaaa zbtof&ye Hłóktom tX7WA ziyofente /toknymmeio/iczni/mi tzAJani/mi
iebzp i sfof mefa/e iekhe stopy mecfa
O 00 £00 300 400uspótczyrmk prz&jochtcbja oępłneęo A [,kW/mK]
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 237/268
wpływy uwzględnia się poprzez wprowadzanie odpowiednich współczynników korekcyjnych.
Stanowią one składowe współczynnika bezpieczeństwa stosowanego przy obliczaniu
określonych elementów z tworzyw sztucznych. W dokładnych obliczeniach współczynnik
bezpieczeństwa wyrazić można zależnością:
n = OKTM (7 1)
gdzie: O - współczynnik uwzględniający odpowiedzialność projektowanego detalu i warunki
jego eksploatacji, K - współczynnik uwzględniający wpływ koncentratów naprężeń, rozmiary i
kształt detalu oraz dokładność obliczeń, T -
współczynniki technologiczne,
M - współczynniki uwzględniające określone własności zastosowanego materiału.
Wartości szczegółowe poszczególnych współczynników korekcyjnych zestawiono w tablicy
7.2.Tablica 7 2
Wartości składowych współczynnika bezpieczeństwa
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 238/268
Dodatkowo wartości współczynników korekcyjnych mogą być różnicowane w zależności
od przyjętego kryterium wytrzymałościowego, zwanego również kryterium zniszczenia. Na ogół
stosowane są trzy kryteria zniszczenia: powstanie złomu, powstawanie mikropęknięć,
stabilność kształtu i wymiarów. Ponieważ dla większości tworzyw efektywny moduł na ogół jest
mniejszy niż dla metali, zatem kryterium wytrzymałościowym w tworzywach bywa w większości
przypadków trzecie z wymienionych kryteriów, a mianowicie stabilność kształtu i wymiarów,
Oznaczenie Kryteria doboru wartości współczynnika Wartości
0, nieodpowiedzialne (nieobciążone) detale detale obciążonedetale obciążone, pracujące w warunkach wibracji dyn. iobciążenia zmiennego znaku
1-1,05 1,05 -1,1 1,2-2,5 i
więcej
o2 atmosfera normalna podwyższona wilgotność, woda roztwory
organiczne, tłuszcze i inne
1,0 1,1 1,2
K,
k2
K3
należy przyjmować w zależności od wystąpienia koncentratoranaprężeńprzyjmuje się w zależności od rozmiarów i złożoności detalu,większe wartości dla części większych i o bardziej złożonychkształtach przybliżoność obliczeń
1 -2,2 iwięcej
1-1,5 1,4 -
1,6
Ti
t2 t3
detale formowane metodą nawijania
detale odlewane i prasowane
detale formowane autoklawami metodą próżniową ikontaktową
długotrwałe utwardzanie przy niewysokich temperaturach
utwardzanie w formie prasowniczej utwardzanie TWCzprzy naniesieniu czynnika wiążącego metodą
centrobieżną
inne metody walcowania
1 - 1,05
1,05-1,15
1,15 - 1,25
1 - 1,05 1,1 -
1,2 2-2,5 1,1
- 1,2 1,05
M,
m2
tworzywo termoreaktywne zbrojone proste i z wypełniaczem
termo reaktywne tw. termoplasty tworzywa izotropowe
1
1,1-1,35
1,05-1,2 1,1
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
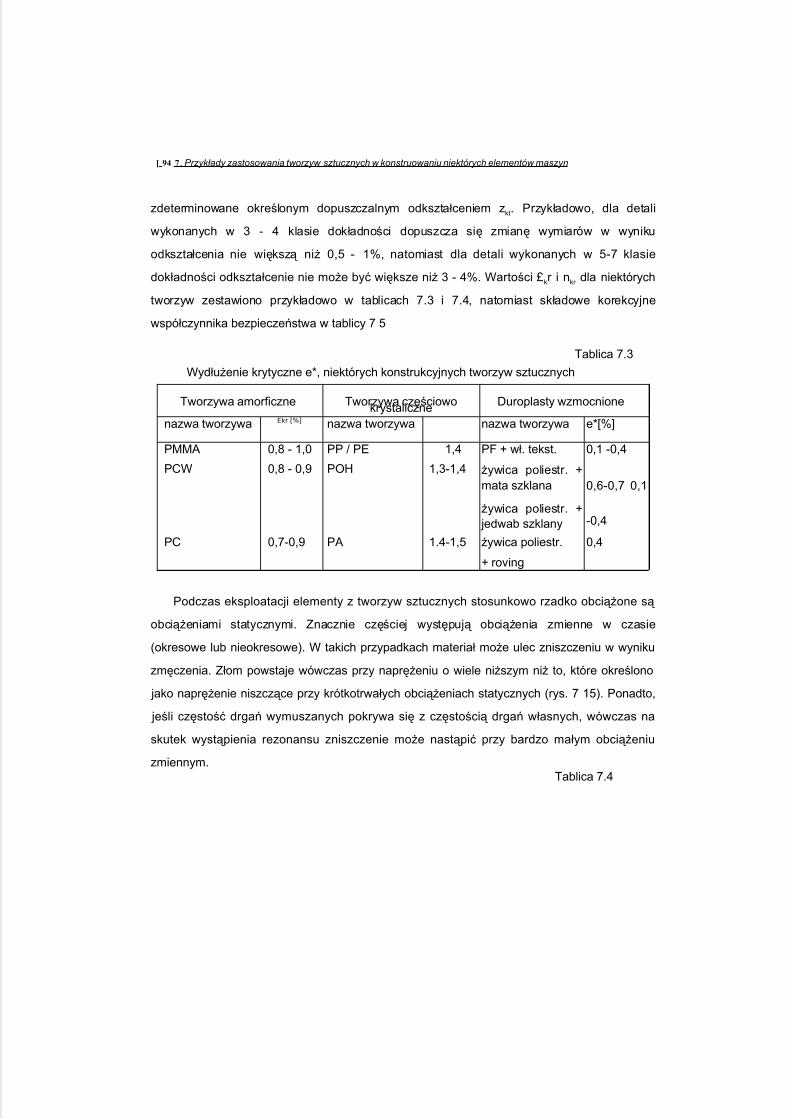
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 239/268
zdeterminowane określonym dopuszczalnym odkształceniem zkt. Przykładowo, dla detali
wykonanych w 3 - 4 klasie dokładności dopuszcza się zmianę wymiarów w wyniku
odkształcenia nie większą niż 0,5 - 1%, natomiast dla detali wykonanych w 5-7 klasie
dokładności odkształcenie nie może być większe niż 3 - 4%. Wartości £kr i nkr dla niektórych
tworzyw zestawiono przykładowo w tablicach 7.3 i 7.4, natomiast składowe korekcyjne
współczynnika bezpieczeństwa w tablicy 7 5
Tablica 7.3
Wydłużenie krytyczne e*, niektórych konstrukcyjnych tworzyw sztucznych
Podczas eksploatacji elementy z tworzyw sztucznych stosunkowo rzadko obciążone są
obciążeniami statycznymi. Znacznie częściej występują obciążenia zmienne w czasie
(okresowe lub nieokresowe). W takich przypadkach materiał może ulec zniszczeniu w wyniku
zmęczenia. Złom powstaje wówczas przy naprężeniu o wiele niższym niż to, które określono
jako naprężenie niszczące przy krótkotrwałych obciążeniach statycznych (rys. 7 15). Ponadto,
jeśli częstość drgań wymuszanych pokrywa się z częstością drgań własnych, wówczas na
skutek wystąpienia rezonansu zniszczenie może nastąpić przy bardzo małym obciążeniu
zmiennym.Tablica 7.4
Tworzywa amorficzne Tworzywa częściowokrystaliczne Duroplasty wzmocnione
nazwa tworzywa Ekr [%] nazwa tworzywa nazwa tworzywa e*[%]
PMMA 0,8 - 1,0 PP / PE 1,4 PF + wł. tekst. 0,1 -0,4
PCW 0,8 - 0,9 POH 1,3-1,4 żywica poliestr. +mata szklana
żywica poliestr. + jedwab szklany
0,6-0,7 0,1
-0,4
PC 0,7-0,9 PA 1.4-1,5 żywica poliestr. 0,4
+ roving
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 240/268
Tablica 7.5
Wartości korekcyjnych składowych współczynników bezpieczeństwa w zależności odprzyjętego kryterium zniszczenia
Wartości naprężenia granicznego CTc dla niektórych tworzyw konstrukcyjnych
Materiał aCkr (po 104 h) [MPa]
Polietylen niskociśnieniowy
Polipropylen
Polistyren
Polichlorek winylu twardy
Poliamid 6 (wilg. tp « 1,0+1,5%)Poliwęglany
Poliamid wzmocniony (Vw«35 % wł. szkl.)
Żywica poliestrowa + mata szklana (Vw«35 % wł. szkl.)
Żywica poliestrowa + mata szklana (y^O % wł. szkl.)
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
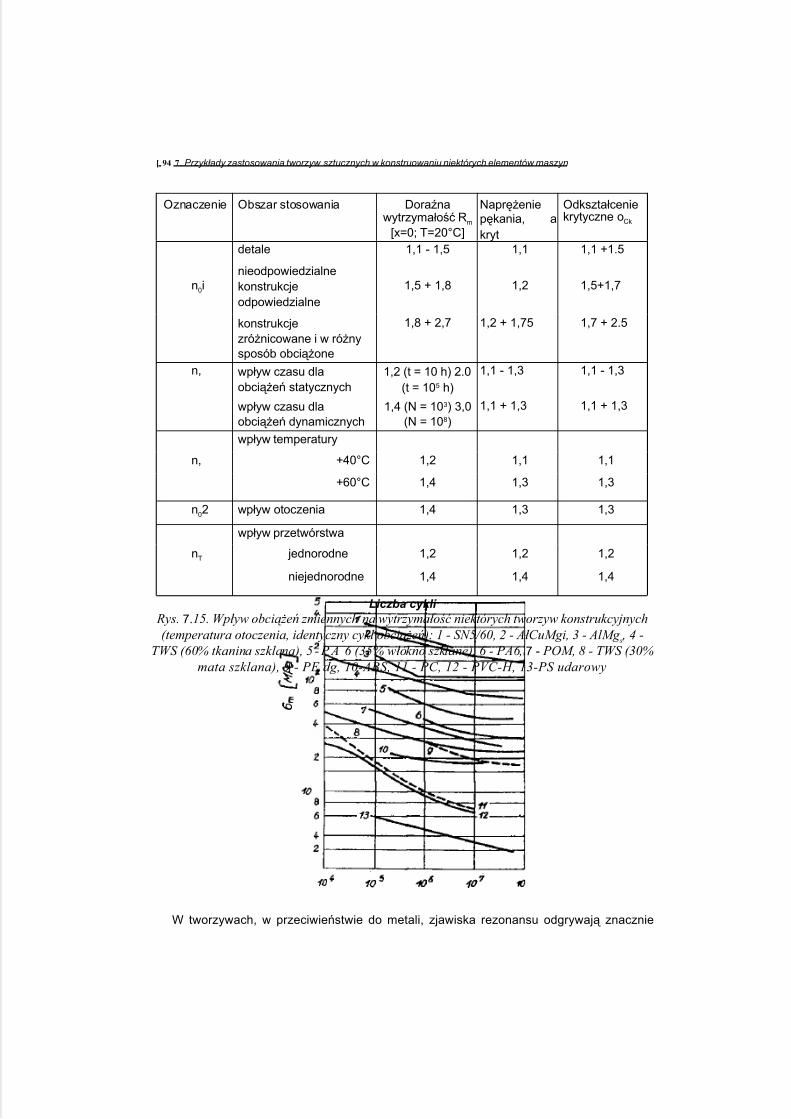
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 241/268
W tworzywach, w przeciwieństwie do metali, zjawiska rezonansu odgrywają znacznie
Oznaczenie Obszar stosowania Doraźnawytrzymałość Rm
[x=0; T=20°C]
Naprężeniepękania, akryt
Odkształceniekrytyczne oCk
detale
nieodpowiedzialne
1,1 - 1,5 1,1 1,1 +1.5
n0i konstrukcjeodpowiedzialne
1,5 + 1,8 1,2 1,5+1,7
konstrukcjezróżnicowane i w różnysposób obciążone
1,8 + 2,7 1,2 + 1,75 1,7 + 2.5
n, wpływ czasu dlaobciążeń statycznych
1,2 (t = 10 h) 2.0(t = 105 h)
1,1 - 1,3 1,1 - 1,3
wpływ czasu dlaobciążeń dynamicznych
1,4 (N = 103) 3,0(N = 108)
1,1 + 1,3 1,1 + 1,3
wpływ temperatury
n, +40°C 1,2 1,1 1,1
+60°C 1,4 1,3 1,3
n02 wpływ otoczenia 1,4 1,3 1,3
wpływ przetwórstwa
nT jednorodne 1,2 1,2 1,2
niejednorodne 1,4 1,4 1,4
Liczba cykli
Rys. 7.15. Wpływ obciążeń zmiennych na wytrzymałość niektórych tworzyw konstrukcyjnych(temperatura otoczenia, identyczny cykł obciążeń): 1 - SN5/60, 2 - AłCuMgi, 3 - AlMg s , 4 -
TWS (60% tkanina szklana), 5 - P A 6 (35% włókno szklane), 6 - PA6, 7 - POM, 8 - TWS (30%mata szklana), 9 - PE dg, 10-ABS, 11 - PC, 12 - PVC-H, 13-PS udarowy
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 242/268
mniejszą rolę na skutek małej ich gęstości i dużego dekrementu tłumienia. Dla tworzyw określa
się zwykle tzw. przedział ograniczonej trwałości przy wcześniej ustalonej liczbie cykli
obciążania (np. 106 lub 107 cykli). Wówczas wytrzymałość zmęczeniowa dla danej liczby cykli
obciążenia okazuje się kryterium wytrzymałości na zmęczenie.
Wytrzymałość zmęczeniowa może być niekiedy również scharakteryzowana tzw.
współczynnikiem zmęczenia.
o ,K =—1 ( 7 . 2 )
gdzie: n.i - wytrzymałość zmęczeniowa materiału,
ar - naprężenie niszczące przy obciążeniu statycznym.
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 243/268
Współczynnik zmęczenia dla większej części termoplastów (oprócz formaldehydów) jest
niski i wynosi przykładowo 10% wytrzymałości natychmiastowej, natomiast dla tworzyw
zbrojeniowych 20 do 35%.
Wyniki badań zmęczeniowych mogą być wykorzystane do obliczeń konstrukcyjnych
jedynie wówczas, gdy sposób obciążenia i geometria badanych próbek zbliżone są do
warunków obciążenia obliczanych detali w warunkach eksploatacyjnych. Dla większości detali
maszyn, posiadających złożone kształty geometryczne (koła zębate, łopatki itp), badania
zmęczeniowe powinny być prowadzone bezpośrednio na danym elemencie.
Istnieje w literaturze szereg propozycji i zaleceń dotyczących sposobu przeprowadzania
obliczeń wytrzymałościowych przy projektowaniu określonych elementów z tworzyw
sztucznych. Aby nie rozbudowywać zbytnio opracowania, zaprezentowany zostanie tylko jeden
ze sposobów, zalecany przez J. Ja. Alsic i B N. Błagor, przyjmujący jako kryterium zniszczenia
- wytrzymałość materiału W cytowanej pozycji literaturowej autorzy podają że obliczenia
wytrzymałościowe detali maszyn z tworzyw sztucznych przeprowadza się na ogół wg
następującego schematu oblicza się obciążenia działające na dany element, określa warunki
temperaturowe i środowiskowe jego pracy, zakłada trwałość elementu, jego klasę dokładności i
stopień odpowiedzialności. Następnie znanymi metodami wytrzymałości materiałów określa się
naprężenia w niebezpiecznych przekrojach obliczanych detali oraz trzy naprężenia główne <j2,
o3 w niebezpiecznym przekroju. W oparciu o te naprężenia oblicza się naprężenia o fad według
zależności określonych równaniem (7.3), stosowanym dla materiałów izotropowych poddanych
obciążeniom długotrwałym:
+
gdzie:
+ —
2) + CtV(<*L -Glf +(°2 -a3)2 ~al)2 (7 3)
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 244/268
3(1 - n)
5
+
t i
T|(1-ti)b, -
5 + r| (n + 2Xn + i)
c, -5+ n)
(7.5)
a
r
t
-
w
y
t
r
z
y
m
a
ło
ś
ć
n
a
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
a,= (7.
4)
(7.6)
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 245/268
r
o
z
c
i
ą
g
a
n
i
e
p
o
c
z
a
s
i
e
o
b
c
i
ą
ż
e
n
i
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 246/268
a
t
,
a
d
-
w
y
t
r
z
y
m
a
ł
o
ś
ć
n
a
ś
c
i
s
k
a
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 247/268
n
i
e
p
o
c
z
a
s
i
e
o
b
c
i
ą
ż
e
n
i
a
t
.
N
a
s
t
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 248/268
ę
p
n
i
e
w
y
k
o
r
z
y
s
t
u
j
e
s
i
ę
w
a
r
u
n
e
k
:
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 249/268
O red ^ o
Obliczenia te, jak
widać, wymagają
znajomości
odpowiednich
charakterystyk
mechanicznych
tworzyw
sztucznychwybranych na
daną konstrukcję.
Niekiedy zgodnie
z zaleceniami
ASTM zmianę
naprężeń w
czasie, w ciele
sprężystym,
można określić
również
zależnością:
- o
gdzie: o0
-
n
a
p
r
ę
ż
(o)t
(7.7)
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 250/268
e
n
i
e
p
r
z
y
k
r
ó
t
k
o
t
r
w
a
ł
y
m
s
t
a
t
y
c
zn
y
m
o
b
c
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 251/268
i
ą
ż
e
n
i
u
,
(
o
)
t
-
n
a
p
r
ę
ż
e
n
i
e
p
o
cz
a
s
i
e
t
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 252/268
,
a, b - stałe
charaktery
styczne
dla danego
materiału
(tabl. 7.6),
Tablica 7.6
Wartościwspółczynników a i bdlaniektórychtworzywsztucznych
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 253/268
co prowadzi do pewnego uproszczenia obliczeń, pod warunkiem że dysponuje się
odpowiednim katalogiem danych materiałowych. Trwałość elementów konstrukcji
wykonanych z tworzyw sztucznych można określać wielkością przedziału czasowego
niezbędnego do uzyskania zniszczenia elementu, albo też do momentu przekroczenia
dopuszczalnych odkształceń - e kr . Czas do zniszczenia próbki pod wpływem działającego
naprężenia w temperaturze T można obliczyć z zależności(7.8):
(7.8)
gdzie: t0 - okres drgań atomów (10*12 + 10"13 s), U0
- energia wiązania chemicznego, y -
współczynnik konfiguracji, k - stała
Boltzmanna.
Trwałość elementu z punktu widzenia kryterium dopuszczalnych odkształceń ek, przy pracy w
temp. T można określić natomiast z zależności (7.9).
(7.9)
gdzie: ckr - dopuszczalne odkształcenie krytyczne, f.0 -
odkształcenie w temperaturze otoczenia, r[ -
współczynnik lepkości w temperaturze T.
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
Tworzywo Stała a Stała b
Nylon (Poliamid 6.6) 0,047 + 0,048 4 ■ 10~*
Polimetakrylan lany 0,029 1,9 ■ 10-5
Policzterofluoroetylen 0,062 0,33 • 10'3
Polietylen 0,040 1,0 ■ 10-5
Fenoplasty 0,08 -r 0,1 1,0- 10"5
Aminoplasty 0,1 1,0 10s

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 254/268
Jako przykłady ilustrujące praktyczne wykorzystanie tworzyw sztucznych w konstrukcjach
inżynierskich wybrano łożyska ślizgowe i koła zębate.7. L Łożyska ślizgowe
Tworzywa sztuczne znalazły szerokie zastosowanie w budowie łożysk ślizgowych ze
względu na następujące właściwości:
1)mają mały współczynnik tarcia suchego, co w konsekwencji daje małe straty
energii,
2)zdolność do pochłaniania wody i smarów stwarza efekt samosmarowalności;
3)w określonych warunkach temperaturowych wykazują dużą odporność na ścieranie,
4)wykazują zdolność tłumienia drgań,
5)mają dużą wytrzymałość na ścieranie,
6)są odporne na działanie wody i smarów,
7)są lekkie,
8)cechują się dużą łatwością kształtowania i produkowania wielkoseryjnego,
Do wad tworzyw sztucznych wykorzystywanych jako materiały łożyskowe zalicza się:
1)małą przewodność cieplną
2)dużą higroskopijność i nasiąkliwość, co powoduje niestabilność wymiarówNa łożyska stosuje się najczęściej następujące tworzywa: fenoplasty, poliamidy,
poliacetale, poliwęglany, policzterofluoroetylen i politereftalan, który uważany jest za jeden z
najlepszych materiałów łożyskowych {mała higroskopijność, duża odporność chemiczna oraz
duża odporność na ścieranie). Graniczne obciążenie łożyska jest uwarunkowane
wytrzymałością na ściskanie zastosowanego materiału oraz temperaturą która ustala się w
łożysku w czasie pracy.
Pierwszy warunek można sprawdzić korzystając z uproszczonej zależności:
P = j^Pdop (7-1°)
gdzie: p - jednostkowe obciążenie ściskające, P -
obciążenie łożyska,
I - długość czynna łożyska (długość pokrywających się części czopa i panwi), d -
średnica czopa,
pd0P - dopuszczalny nacisk jednostkowy dla zastosowanego materiału.
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 255/268
Drugi warunek można sprawdzić, korzystając z równania:
+ (7.11)
gdzie p - jednostkowy nacisk powierzchniowy, v - prędkość obwodowa, s grubość ścianki
łożyska, I - szerokość łożyska, AS - różnica temperatur pomiędzy temperaturą zewnątrz i
wewnątrz łożyska, Xt w - współczynnik przewodności cieplnej, odpowiednio dla materiału
łożyska L i wału w, p - współczynnik tarcia, K^K? - współczynniki uwzględniające sposób
odprowadzania ciepła; dla zwykłych, normalnych rozwiązań konstrukcyjnych łożysk Ki = 1/2,
K2 = 1/24.
Problem odprowadzania ciepła powstającego w czasie pracy łożysk ma w przypadku
łożyska z tworzyw sztucznych istotne znaczenie. Od temperatury pracy łożyska zalezy
bowiem jego trwałość, jak i współczynniki tarcia zastosowanych materiałów. Przykładowo, w
tablicy 7.7 zestawiono wartości współczynników tarcia dla poliamidu 6-6 i
policzterofluoroetylenu w różnych temperaturach.
Z zestawienia wyraźnie widać, jak duże różnice w tym zakresie mogą wystąpić w
różnych materiałach. Ponadto nie można dopuścić do zbyt wysokiej temperatury wewnątrz
łożyska również dlatego, że tworzywa sztuczne posiadają na ogół małą odporność cieplną.
Tablica 7.7Wartości współczynników tarcia dla różnych temperatur
Materiał Temperatura [°C]
20 50 100 150 180
Poliamid 6.6 0,43 0,43 0,54 0,56 0,60
Policzterofluoroetylen 0,04 0,04 0,04 0,04 0,04
7. 1 Łożyska ślizgowe 255

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 256/268
Aby więc zapewnić poprawne warunki pracy i możliwie dobreodprowadzenie ciepła, należy odpowiednio dobrać grubość ścianki łożyska s i jego szerokość w stosunku do wielkości iloczynu pv. Wykorzystuje się do tego celu odpowiedniewykresy, które przykładowo dla łożyska poliamidowego przedstawiono na rys. 7.16.10
0 12 3 4 5 6 7
9 [mm]
bei smarohtonio f ¿/*ąj$) smarowanie ctogłe f / u * 0,09)
/ednorcnoue smarowane //jmO,f?)
prjy woi/ażu Hys 7 16. Dopuszczalne obciążenie łożyska ślizgowego z PA w zależności od
szerokości łożyska ! i grubości ścianki s, AS - 60°C
Jak widać z przebiegu wykresów, dopuszczalne obciążenie łożyska
pozostaje również w ścisłej zależności od warunków pracy, tzn. w łożyskach
smarowanych pv przyjmuje wartości najwyższe.
W tablicy 7.8 zestawiono dopuszczalne obciążenia przy różnych
warunkach smarowania dla niektórych tworzyw sztucznych.
Z przedstawionego zestawienia widać, że szczególnie duże obciążenia
mogą przyjmować łożyska z wkładką z polifluoroetylenu oraz łożyska z
V
i c\
*^ V -
—3 y—
rN
_
e 3
oE Z
0,5
0.1
(mm]
1
0
1
0
2
030 406
0
iO 1
00
Ą OO203
0 406 0100
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 257/268
poliamidów, pracujących nawet w warunkach szczególnie trudnych, tzn. bez
smarowania.
Pozostałe termoplasty mogą być stosowane w urządzeniach o małym
obciążeniu łożysk Zależność pomiędzy wielkością obciążenia p i szybkością
obwodową v przy zachowaniu stałego iloczynu pv jest dla poszczególnych
tworzyw nieco inna (rys. 7.17). Dlatego też dobór obciążenia i szybkości musi
być przeprowadzony dla każdego materiału indywidualnie.
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 258/268
Higroskopijność tworzyw i ich niskie przewodnictwo cieplne uwzględnić należy również
przy określaniu luzu łożyskowego. Przyjmuje się, że zmiana objętości tworzywa wywołana
warunkami pracy przebiega w kierunku projektowanej szczeliny, której wymiar dla łożysk
metalicznych można określić z zależności:
h = 0, 004 d (7 12)
Dla łożysk wykonanych z tworzyw sztucznych równanie (7.12) należy powiększyć o
dodatkowy człon, co ilustruje równanie (7.13):
h = 0,004 d + 6 s (ef + aAS) (7 13)
gdzie: d - średnica łożyska [mm],
s - grubość ścianki łożyska [mm],
Tablica 7 8Dopuszczalne wartości obciążeń łożysk wykonanych z różnych tworzyw sztucznych
MateriałMaksymalne obciążenie [MPa] Maksymalnaszybkość[m/s]
Wartośćgranicznapv [MPa •m/s]
Sposób smarowania
PA 1 - 3 0,2 - 0,4 smar, olej do 30°C
0,05 - 3 0,07 bez smarowania
POM 2 - 4 0,2 - 0,4 smar, olej
0,1 -2 0,13-0,06 bez smarowania do 30 °C
PTFE>0,005...0,5 0,04 - 0,09 bez smarowania
PTFE - jako 2,0 1-1,5 bez smarowania
wkładka
PE 0,5-3 0,02 bez smarowania
Poliimid 10 3,7 bez smarowania
7,1 Łożyska ślizgowe 258
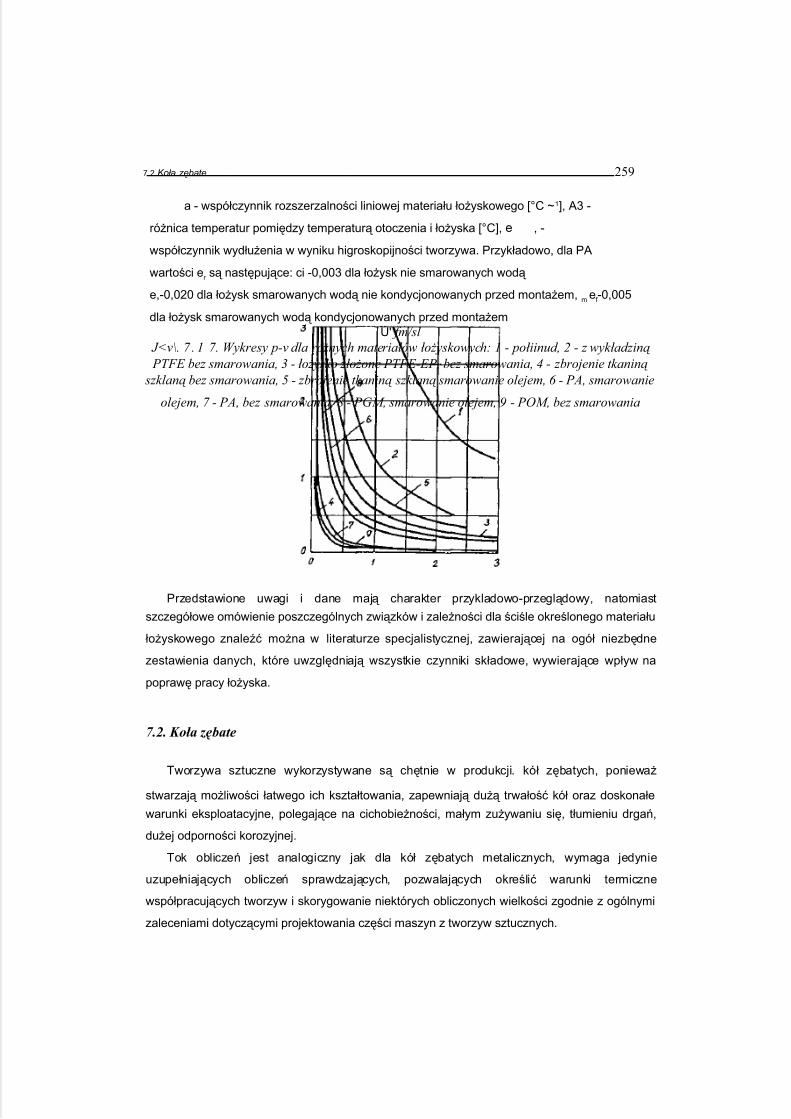
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 259/268
a - współczynnik rozszerzalności liniowej materiału łożyskowego [°C ~1], A3 -
różnica temperatur pomiędzy temperaturą otoczenia i łożyska [°C], e , -
współczynnik wydłużenia w wyniku higroskopijności tworzywa. Przykładowo, dla PA
wartości er są następujące: ci -0,003 dla łożysk nie smarowanych wodą
e,-0,020 dla łożysk smarowanych wodą nie kondycjonowanych przed montażem, m ef -0,005
dla łożysk smarowanych wodą kondycjonowanych przed montażem
Przedstawione uwagi i dane mają charakter przykladowo-przeglądowy, natomiast
szczegółowe omówienie poszczególnych związków i zależności dla ściśle określonego materiału
łożyskowego znaleźć można w literaturze specjalistycznej, zawierającej na ogół niezbędne
zestawienia danych, które uwzględniają wszystkie czynniki składowe, wywierające wpływ na
poprawę pracy łożyska.
7.2. Koła zębate
Tworzywa sztuczne wykorzystywane są chętnie w produkcji. kół zębatych, ponieważ
stwarzają możliwości łatwego ich kształtowania, zapewniają dużą trwałość kół oraz doskonałe
warunki eksploatacyjne, polegające na cichobieżności, małym zużywaniu się, tłumieniu drgań,
dużej odporności korozyjnej.
Tok obliczeń jest analogiczny jak dla kół zębatych metalicznych, wymaga jedynie
uzupełniających obliczeń sprawdzających, pozwalających określić warunki termiczne
współpracujących tworzyw i skorygowanie niektórych obliczonych wielkości zgodnie z ogólnymi
zaleceniami dotyczącymi projektowania części maszyn z tworzyw sztucznych.
U' fm/sl J<v\. 7 . 1 7. Wykresy p-v dla różnych materiałów łożyskowych: 1 - połiinud, 2 - z wykładziną PTFE bez smarowania, 3 - łożysko złożone PTFE-EP, bez smarowania, 4 - zbrojenie tkaniną
szklaną bez smarowania, 5 - zbrojenie tkaniną szklaną smarowanie olejem, 6 - PA, smarowanie
olejem, 7 - PA, bez smarowania, 8 - PGM, smarowanie olejem, 9 - POM, bez smarowania
7.2 Koła zębate 259
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 260/268
Uwzględnienie wpływu temperatury wymaga w pierwszym rzędzie określenia temperatury
współpracujących kół.
Obliczenie temperatury koła napędowego czy też napędzanego umożliwia równanie
bilansu cieplnego:
23200 K, K, + 8,5-r bZj 2(vm)^ ' A
gdzie: m - moduł [mm],
i - przełożenie przekładni, v - prędkość obwodowa [mis], Zn,2 - liczba zębów
odpowiednio: koła napędzającego i koła napędzanego, a,,2.o - temperatura
odpowiednio: koła napędowego, napędzanego i otoczenia [°C], P - moc przenoszona
przez przekładnię [kW], b - szerokość wieńca zębatego [mm], p - współczynnik tarcia,
K, - współczynnik bez miana. Przykładowo, jego wartości przy obliczeniach
temperatury koła lub powierzchni bocznej zęba mogą być następujące:
K1 ~ 2,4 PA/PA temperatura koła Ki = 1,0PA/St F
K1 = 15 PA/PA temperatura powierzchni bocznej zęba K1 = 10PA/St
K2 - współczynnik, [m2 s °C/J], który może przyjmować następujące wartości: K2 = 0 dla
przekładni otwartej, K2 = 0,05...0,15 dla przekładni częściowo otwartej, K2 = 0,2
dla przekładni zamkniętej.
Wytrzymałość zębów u podstawy. Podstawa zęba obciążona jest zarówno
naprężeniem zginającym, jak i ściskającym oraz ścinającym. Naprężenie wypadkowe można
określić z zależności:
«-^i.*., <715>
gdzie: F0 - siła obwodowa [N],
(7.14)
7,1 Łożyska ślizgowe 260
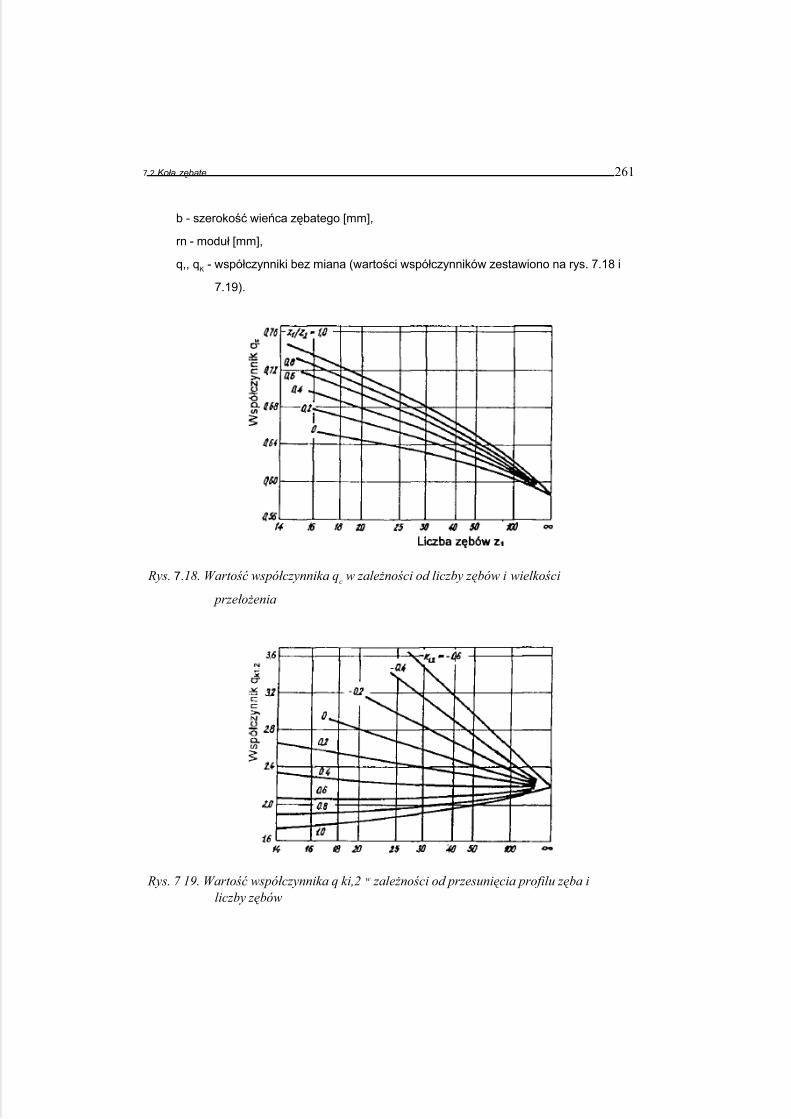
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 261/268
b - szerokość wieńca zębatego [mm],
rn - moduł [mm],
q,, qK - współczynniki bez miana (wartości współczynników zestawiono na rys. 7.18 i
7.19).
Rys. 7.18. Wartość współczynnika qc w zależności od liczby zębów i wielkości
przełożenia
Rys. 7 19. Wartość współczynnika q ki,2 w zależności od przesunięcia profilu zęba iliczby zębów
Liczba zębów zV2
7.2 Koła zębate 261

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 262/268
Naprężenie dopuszczalne określa się z zależności:
CTdop i7-16)
gdzie: oD - wytrzymałość materiału dla określonych warunków eksploatacji, n -
współczynnik bezpieczeństwa.
W tablicy 7.9 zestawiono przykładowo dla różnych tworzyw sztucznych dopuszczalne
wartości jednostkowej siły obwodowej przy różnych warunkach eksploatacji przekładni,
natomiast na rys. 7.20a i b wykresy pozwalające określić wartości naprężenia aD dla niektórych
tworzyw sztucznych.Tablica 7.9
Naciski działające na powierzchni roboczej zęba obliczyć można, wykorzystując wzory
Hertza:
p f K F o Z 2 + Z 1"1'bmZ, ' Z2
przy czym:
(7.17)
Dopuszczalne wartości jednostkowej siły obwodowej dla różnych warunków pracy
Es b
[N/cm]
praca długotrwała E°C]praca krótkotrwała [°C]
150 120
200 140
(200)(100)
95
105
280
7,1 Łożyska ślizgowe 262

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 263/268
i i— + — I sinacosa E, E2
gdzie: Pc - maksymalny nacisk powierzchniowy na bokach zębów [Pa], F0 - siła obwodowa [N],
b - szerokość wieńca [mm], m - moduł [mm],
f = Jo.7y (7.18)
7.2 Koła zębate 263
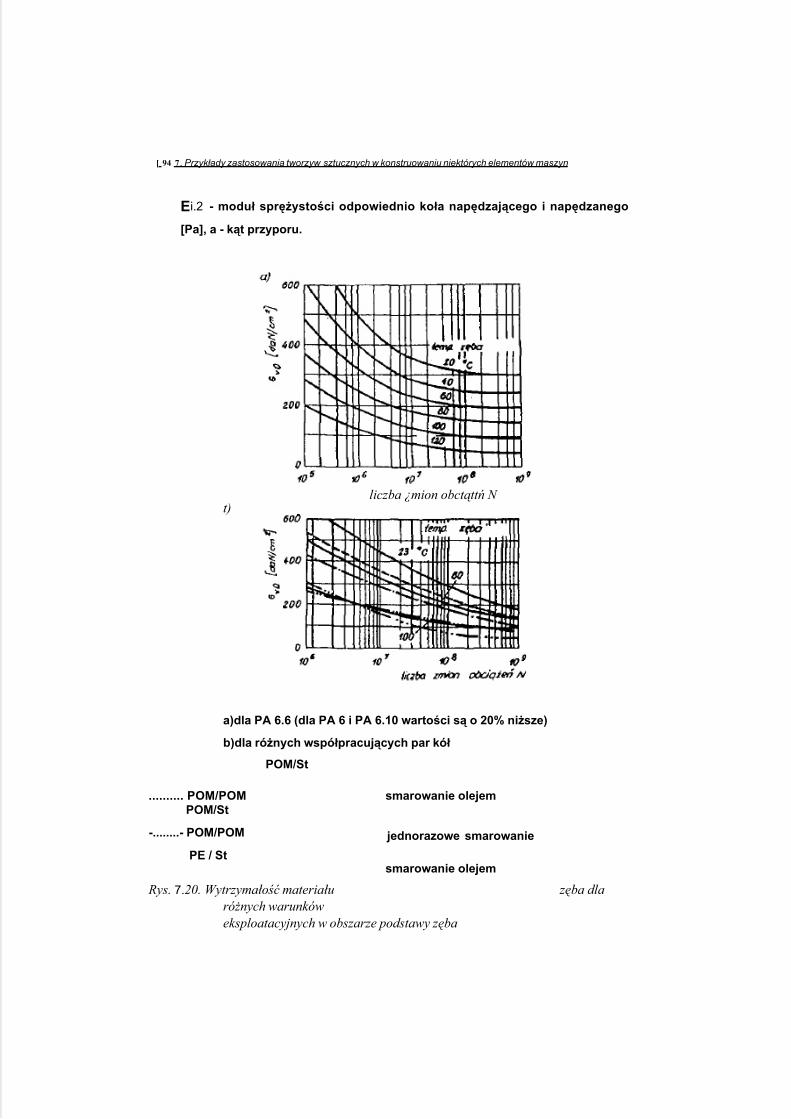
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 264/268
Ei.2 - moduł sprężystości odpowiednio koła napędzającego i napędzanego
[Pa], a - kąt przyporu.
liczba ¿mion obctąttń N t)
a)dla PA 6.6 (dla PA 6 i PA 6.10 wartości są o 20% niższe)
b)dla różnych współpracujących par kół
POM/St
.......... POM/POMPOM/St
-........- POM/POM
PE / St
Rys. 7.20. Wytrzymałość materiału zęba dlaróżnych warunkóweksploatacyjnych w obszarze podstawy zęba
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
smarowanie olejem
jednorazowe smarowanie
smarowanie olejem
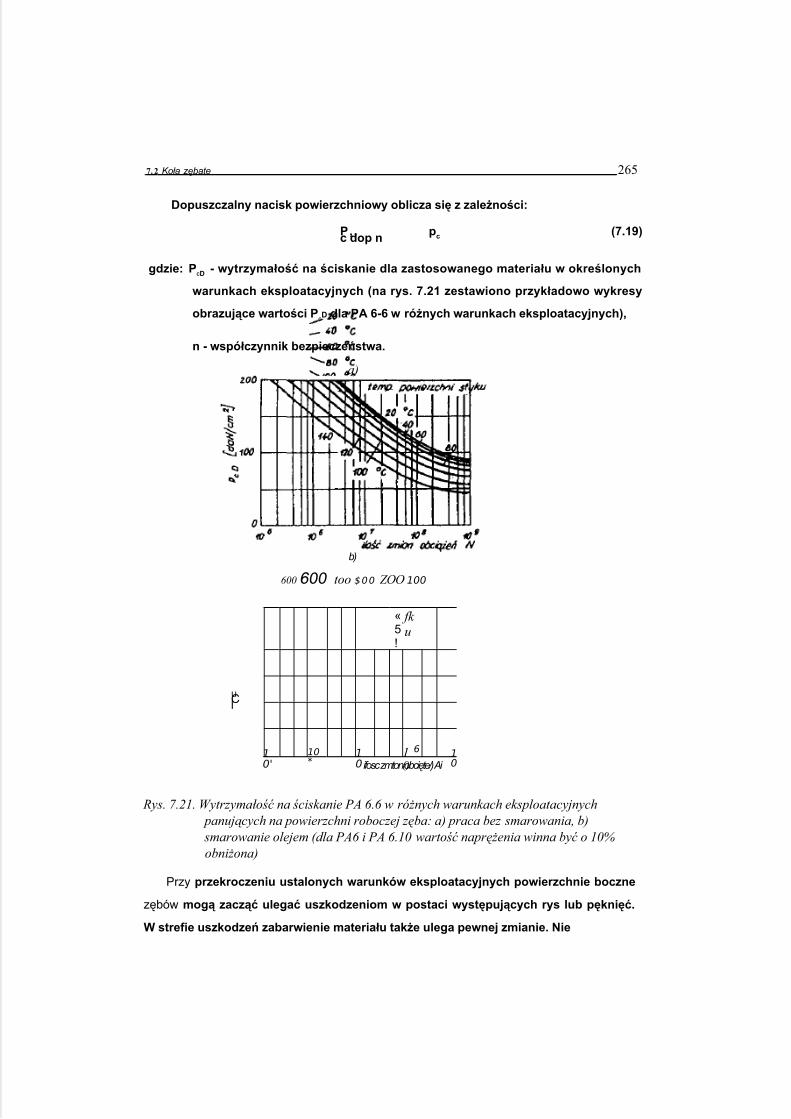
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 265/268
Dopuszczalny nacisk powierzchniowy oblicza się z zależności:
P,, pc (7.19)c dop n
gdzie: PCD - wytrzymałość na ściskanie dla zastosowanego materiału w określonych
warunkach eksploatacyjnych (na rys. 7.21 zestawiono przykładowo wykresy
obrazujące wartości PCD dla PA 6-6 w różnych warunkach eksploatacyjnych),
n - współczynnik bezpieczeństwa.
a)
b)
600 600 too $00 ZOO 100
«5!
fk u
uCl
10'
10*
10
10
6 10ifosc zmton obcięte/) Ai
Rys. 7.21. Wytrzymałość na ściskanie PA 6.6 w różnych warunkach eksploatacyjnych panujących na powierzchni roboczej zęba: a) praca bez smarowania, b) smarowanie olejem (dla PA6 i PA 6.10 wartość naprężenia winna być o 10%obniżona)
Przy przekroczeniu ustalonych warunków eksploatacyjnych powierzchnie boczne
zębów mogą zacząć ulegać uszkodzeniom w postaci występujących rys lub pęknięć.
W strefie uszkodzeń zabarwienie materiału także ulega pewnej zmianie. Nie
7. 2 Koła zębate 265
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 266/268
prowadzi to początkowo do unieruchomienia przekładni, jedynie do pogorszenia warunków
pracy, co przyspiesza zużycie zębów. Produkcję kół zębatych z tworzyw termoplastycznych
wytwarzanych metodą wtrysku cechują bez porównania lepsze wskaźniki ekonomiczne niż
kół zębatych metalowych, ponieważ czas produkcji z kilku godzin spada do kilku minut,
odpadają też zabiegi obróbki wiórowej, jak: wiercenie, frezowanie itp., a więc także
wykorzystanie materiału z 50 - 60% wzrasta do 95% Przy produkcji seryjnej daje to
olbrzymie oszczędności.
Przedstawione przykłady stanowią jedynie pewną ilustrację sposobu postępowania przy
projektowaniu różnego rodzaju detali z tworzyw sztucznych. Niemniej z przytoczonego
materiału można zauważyć, że w zasadzie podstawowe wzory obliczeniowe są analogiczne
jak przy projektowaniu detali z tradycyjnych materiałów konstrukcyjnych, a jedynie poprzez
odpowiednie współczynniki korekcyjne i właściwie dobrane charakterystyki materiałowe
uwzględnia się specyfikę tworzyw sztucznych.
*
* *
Rozległość tematyki, którą trzeba było zawrzeć w ograniczonej, niezbyt rozbudowanejobjętości skryptu, wymagała dokonania daleko idących skrótów i selektywnego wyboru
informacji. W działaniach tych kierowano się zarówno założeniami programowymi,
obowiązującymi na kierunku kształcenia I n ż y n i e r i a M a t e r i a ł o w a w przedmiocie
t w o r z y w a s z t u c z n e , jak również częściowo spostrzeżeniami absolwentów tego
Kierunku, zatrudnionych w przemyśle. Zakres opracowania nie jest zatem całkowicie
dowolny, ponieważ musi się mieścić w ramach określonych zarówno programem, jak i liczbą
godzin wykładów. Czynniki te zadecydowały o zakresie prezentowanej tematyki oraz stopniu
szczegółowości omawianych zagadnień. Wyczerpujące, kompleksowe omówienie tematyki
tworzyw sztucznych na obecnym etapie rozwoju nauki i techniki wymagałoby bardzo
obszernego opracowania, przekraczającego wielokrotnie przedstawioną pracę.
Wraz z rozwojem przemysłu tworzyw sztucznych i jego przetwórstwa oraz technologiami
otrzymywania polimerów rozszerzyły się bowiem bardzo dziedziny i formy ich zastosowań.
Coraz częściej spotyka się także tworzywa połączone z innymi materiałami, w celu
uzyskania materiału o nowych, jeszcze ciekawszych dla konstruktora i użytkownika
własnościach. Różnorodność form wykorzystania tego typu materiałów jest tak duża, że
[ 94 7 . Przykłady zastosowania tworzyw sztucznych w konstruowaniu niektórych elementów maszyn
5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 267/268
trudno byłoby nawet wymienić wszystkie. Można z nich bowiem wytwarzać zarówno
jednostki pływające, jak i zbiorniki o dużych pojemnościach, czy też cysterny samochodowe,
jak również osprzęt elektrotechniczny i precyzyjne elementy techniczne, szereg niezbędnych
i niezastąpionych wręcz protez w medycynie, a obok tego także sprzęt sportowy i elementy
budowlane.Przytoczone przykłady stanowią potwierdzeniepewnej uniwersalności tworzyw. Materiały temogą być eksploatowane przez człowieka nietylko jako samodzielne tworzywo konstrukcyjne,ale także jako wspaniałe uzupełnienie tworzywtradycyjnych, które bez tego uzupełnienia wwielu przypadkach nie są w stanie spełnićnaszych oczekiwań i wymagań.Literatura
1.Ashby M. F., Jones D. H.: Materiały inżynierskie. WNT, Warszawa 1996.
2.Ferry J.D.: Lepkosprężystość polimerów. WNT, Warszawa 1965.
3.Łączyński B.: Metody przetwórstwa tworzyw sztucznych. WNT, Warszawa 1969.
4.Menges G.. Werkstoffkunde der Kunststoffe, Carl Hanser Verlag, München - Wien,
1979.
5.Seachtling H., Żebrowski W.: Tworzywa sztuczne - Poradnik. WNT, Warszawa 1971(wyd. 3).
6.Sikora R.: Przetwórstwo tworzyw sztucznych. PWN, Warszawa 1982.
7.Szlezyngier W.: Tworzywa sztuczne. Chemia - Technologia wytwarzania -
Właściwości - Przetwórstwo - Zastosowanie. Wydawn. Politechniki Rzeszowskiej,
Rzeszów 1996.
8.Tworzywa konstrukcyjne nowej generacji. Przetwórstwo i zastosowanie. Praca
zbiorowa, PLASTECH, Warszawa 1997.
9.Ward J.M.: Mechaniczne własności polimerów jako tworzyw konstrukcyjnych.
PWN, Warszawa 1975.
10.Wyatt O.H., Dew-Hughes D.: Wprowadzenie do inżynierii materiałowej - metale,
ceramika i tworzywa sztuczne. WNT, Warszawa 1978.
7. 2 Koła zębate 267

5/12/2018 I.Hyla - Tworzywa sztuczne. Właściwości, Przetwórstwo, Zastosowanie. - slidepdf.com
http://slidepdf.com/reader/full/ihyla-tworzywa-sztuczne-wlasciwosci-przetworstwo-zastosowanie 268/268
T w o rz y w a s ztu c zn e , k tó ry c h p o ds ta w o w y m s kła d n ik ie m s ą p o lim e r y, s ta n o w ią g ru pm a t e ria ło w ą o b a r d zo s z e ro k ic h i r ó żn o ro d n y c h m o ż l iw o ś c ia c h z a s to s o w a ń . Z n a jo m o śc h a ra k te r ys ty k m e c h a n ic z n y ch i f iz y c zn y c h ty c h m a t e r ia łó w , ja k r ó w n ie ż te c h n o lo g ii ic p rze twórs twa o raz m oż l iwośc i eksp loa tac ji go towych wy robów, s tanow i za tem w o b e c n e j d o bie n ie zb ę dn y e le m e n t w ie d zy in ż yn ie rs kie j. W y c ho d zą c te m u zapo t rzebowan iu naprzec iw w ks iążce p rzeds taw iono - w p rzys tępne j d l a i nżyn ie rafo rm ie - poszczegó lnefa z y d z ia ła ln o ś c i in ż y n ie r sk ie j z w ią z a n e j z w y t w o rz e n ie m tw or zy w a i p r ze tw o r z e n ie mgowo k reś lone w y roby uży tkowe .
S łowa k luczowe:• tworzywa wie lkocząsteczkowe•prze twórs two tworzyw sz tucznych•własnośc i f izyczne two rzyw po l ime rowych•e lemen ty pro jek towan ia wyrobówz two rzywsztucznych
Wydawnictwo Politechniki Śląskiej
44-100 Gliwice, ul. Akademicka 5, tel./fax (032) 237-13-81 Dział Sprzedaży i Reklamy tel. (032) 237-
18-48 www.wydawnictwo.polsl.gliwice.pl, e-mail: [email protected]





























