Embed Size (px)
Citation preview

IDENTIFICACIÓN DE LA CADENA DE ABASTECIMIENTO DE MANTENIMIENTO
PARA EL ALISTAMIENTO DE ZONALES EN LA UNIDAD DE NEGOCIO SAN
BERNARDINO DE LA EMPRESA ETIB
ALEXIS NEREY MENDIETA MANCIPE
SERGIO ANDRÉS BARRERA PATIÑO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERIA DE PRODUCCION
TECNOLOGÍA EN MECÁNICA
BOGOTÁ, D.C.
2016

IDENTIFICACIÓN DE LA CADENA DE ABASTECIMIENTO DE MANTENIMIENTO
PARA EL ALISTAMIENTO DE ZONALES EN LA UNIDAD DE NEGOCIO SAN
BERNARDINO DE LA EMPRESA ETIB
ALEXIS NEREY MENDIETA MANCIPE
SERGIO ANDRÉS BARRERA PATIÑO
Proyecto de grado para optar al título de
Ingeniero en Producción y Tecnólogo en Mecánica
Asesor
HUMBERTO GUERRERO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERIA DE PRODUCCION
TECNOLOGÍA EN MECÁNICA
BOGOTÁ, D.C.
2016

3

4
CONTENIDO
Pág.
1. GLOSARIO 8
2. INTRODUCCIÓN 9
3. JUSTIFICACIÓN 10
4. EL PROBLEMA 12
4.1 DESCRIPCIÓN DEL PROBLEMA 12
4.2 FORMULACIÓN DEL PROBLEMA 13
5. OBJETIVOS 14
5.1 OBJETIVO GENERAL 14
5.2 OBJETIVOS ESPECÍFICOS 14
6. METODOLOGÍA 15
7. DELIMITACIÓN 16
8. MARCO REFERENCIAL 17
8.1 MARCO HISTÓRICO 17
8.2 MARCO TEÓRICO 21
8.2.1 Cadena de abastecimiento. 21 8.2.2 Diagrama de Pareto. 22 8.2.3 Justo a Tiempo. 23 8.2.4 Diagrama de Ishikawa. 24 8.2.5 Ingenieria de Tiempos. 25
8.2.5.1 Técnicas de medición del Trabajo 26
8.2.5.2 Tiempo de espera (Lead Time). 27
8.3 MARCO CONCEPTUAL 30
8.3.1 Servucción. 30 8.3.2 Mantenimiento. 30
8.3.2.1 Mantenimiento Preventivo. 30

5
8.3.2.2 Mantenimiento Correctivo. 31
8.3.3 Las fallas mecánicas más comunes de los buses del SITP 31
8.3.3.1 Las Fallas 31
8.3.3.2 Zonales varados. 32
9. DIAGNÓSTICO 34
9.1 SITUACIÓN ACTUAL 34
9.2 DESCRIPCIÓN ACTUAL DEL PROCESO 37
9.3 EVALUACIÓN DIAGNÓSTICA. 42
10. SOLUCIÓN 48
10.1 INDICADORES DE GESTIÓN 50
11. CONCLUSIONES 51
12. RECOMENDACIONES 52
13. BIBLIOGRAFÍA 53

6
LISTA DE TABLAS
Pág
Tabla 1. Cantidad de varados año 2015 34
Tabla 2. Características Alistamiento Flota 39
Tabla 3. Novedades Operativas 43
Tabla 4. Falencias en el Alistamiento de flota. 46
Tabla 5. Propuestas para el Alistamiento de Flota 48

7
LISTA DE GRÁFICAS
Pág
Gráfica 1. Situación actual SITP 18
Gráfica 2. Zonas SITP 20
Gráfica 3. Cadena de abastecimiento Error! Bookmark not defined.
Gráfica 4. Diagrama Ishikawa 24
Gráfica 5. Lead Time 28
Gráfica 6. Flujo de productos 24
Gráfica 7. Flujo de información 22
Gráfica 8. Distribución Flota San Bernardino 35
Gráfica 9. Líneas Flota San Bernardino 36
Gráfica 10. Tipologías Flota San Bernardino 36
Gráfica 11. Flujo procesos para alistamiento de zonales. 38
Gráfica 12. Total Novedades ETIB Mayo 40
Gráfica 13. Fallas Mayo San Bernardino 41
Gráfica 14. Fallas Mayo por Líneas San Bernardino 41
Gráfica 15. Fallas Mayo por Tipologías San Bernardino 42
Gráfica 16. Diagrama de Pareto Fallas Correctivas 44
Gráfica 17. Diagrama de Causa y Efecto 45

8
1. GLOSARIO
ALISTAMIENTO: Proceso donde se ejecutan diferentes actividades, tanto
preventivas como correctivas, con la finalidad de asegurar un buen funcionamiento
del zonal.
HABILITACIÓN: Procedimiento con el cual Transmilenio permite el normal
funcionamiento de un vehículo que haya presentado inmovilización después de
verificar la subsanación de la falla presentada.
INMOVILIZACIÓN: Designación dada por Transmilenio para identificar los
vehículos que han presentado algún tipo de falla en su funcionamiento.
OPERACIÓN: Proceso que se lleva a cabo por una serie de actividades que
permiten la prestación del servicio de transporte urbano..
OPERADOR: Denominación asignada a las personas que se dedican a la
conducción de los vehículos del SITP.
RUTA: Trayectoria determinada para cada uno de los servicios de transporte que
pueden prestar los vehículos, la cual está identificada por números o combinación
de estos con letras para la identificación por parte de los usuarios.
SITP: Siglas con las que se abrevia o se conoce el sistema integrado de
transporte público para la ciudad de Bogotá.
TANQUEO: Proceso por el cual se abastece de combustible a un automotor.
USUARIO: Denominación que se le da a cada una de las personas que utilizan el
SITP.
ZONAL: Nombre con el que se le conoce al automotor o vehículo que presta el
servicio de transporte en rutas urbanas del SITP (microbús, bus, buseta y padrón).

9
2. INTRODUCCIÓN
En la ciudad de Bogotá se está implementando un sistema integrado de transporte
público (SITP), el cual está conformado por trece empresas que suministran el
servicio con diferentes tipologías de buses como los son Articulados, Biarticulados,
Alimentadores, Padrones, Buses, Busetas y Microbuses; estas empresas o
consorcios se rigen bajo unas normas generadas por el ente gestor Transmilenio
S.A. La Empresa de Transporte Integrado de Bogotá ETIB S.A.S. es el consorcio
encargado de suministrar servicio de transporte a los habitantes de la zona de
Bosa, para cumplir con dicha labor cuenta con una flota de 1300 vehículos
manejando tipologías de Alimentadores, Padrones, Buses, Busetas y Microbuses
los cuales están distribuidos en 10 rutas alimentadoras y 56 rutas zonales, y estas
a su vez están controladas por siete unidades de negocio (UNE) para poder llevar
un control y prestar un mejor servicio.
Este proyecto muestra el proceso de recepción, alistamiento y entrega de los
vehículos asignados a la unidad de negocio San Bernardino de la empresa ETIB,
describiendo la participación del área de mantenimiento para entregar zonales con
estándares de calidad y seguridad definidos por el ente gestor para la prestación
de un excelente servicio a los usuarios del sistema, en cuanto al funcionamiento
normal de los vehículos. Con el fin de cumplir con la calidad de servicio solicitada
por Transmilenio, los consorcios deben reportar en tiempo real toda novedad que
presenten los zonales cuando estén en servicio, lo cual dependiendo de la falla
presentada genera una inmovilización al zonal. Cuando se generan las
inmovilizaciones los zonales deben transbordar los usuarios y dirigirse a la unidad
de negocio perteneciente para que el área de mantenimiento corrija la falla y
presente el móvil a interventoría para la verificación y habilitación del zonal,
quedando disponible para prestar de nuevo el servicio.
El área de mantenimiento de la unidad San Bernardino cuenta con planeación de
mantenimiento preventivo y mantenimiento correctivo ejecutados tanto con
personal Outsourcing como con personal propio de la compañía, intervenciones
que son avaladas por interventoría del ente gestor para asegurar el cumplimiento
de normas establecidas por Transmilenio, de ahí la importancia de identificar la
cadena de mantenimiento para evitar que se pierda el flujo de los procesos,
mejorando la disponibilidad de flota habilitada por el ente gestor para lograr
cumplir con la prestación del servicio.

10
3. JUSTIFICACIÓN
Analizando la empresa ETIB en conjunto, el área de mantenimiento es un
elemento muy importante dentro de la cadena del servicio, ya que tiene la
responsabilidad de mantener los vehículos de la empresa en perfecto estado para
que se pueda cumplir con la misión de la organización, de ahí radica la
importancia de que las intervenciones tanto preventivas como correctivas
realizadas a cada uno de los zonales sean certeras, oportunas y rápidas para
disponer de la flota en los casos que se generen inmovilizaciones por parte del
ente gestor, lo cual genera desincentivos y pérdidas económicas a la compañía
llegado el punto de no cumplir las directrices.
Teniendo definida la cadena y los procesos de mantenimiento se puede llegar a
controlar de la mejor manera esta área, puesto que se mejora la confiabilidad en
términos de calidad y disponibilidad de la flota, facilitando la coordinación de los
vehículos por parte del área de operaciones beneficiando finalmente a los usuarios
del sistema permitiendo que la compañía cumpla satisfactoriamente con su misión.
Durante lo corrido de este año Transmilenio ha realizado 73.719 inspecciones a
buses del Sistema Integrado de Transporte Público, en las cuales se han
presentado 5.778 vehículos inmovilizados por no cumplir con los estándares
establecidos para estos vehículos que solo pueden movilizarse una vez certifiquen
que el mantenimiento se hizo adecuadamente.
Adicionalmente y frente a las quejas por los daños en buses del Sistema,
Transmilenio reconoció que actualmente en el SITP operan vehículos modelos
2004, 2005 y 2006 que no han sido renovados de acuerdo con las expectativas
planteadas al inicio de la operación y esto, según Transmilenio, “aumenta las
probabilidades de que se presente el deterioro físico en estos vehículos, sin que
esto implique el incumplimiento de las condiciones técnicas y de seguridad para la
prestación del servicio”.
Según Transmilenio, la totalidad de la flota vinculada, que es de 6.053 buses,
cuenta con la revisión técnico-mecánica y de gases vigente, que debe cumplir con
los requisitos establecidos en la NTC 5375 (Revisión técnico-mecánica y de
emisiones contaminantes en vehículos automotores).

11
Sin embargo, como es de esperarse, los componentes de la flota (piezas de los
vehículos) presentan algún tipo de desgaste, lo que sumado a una operación de
aproximadamente 200 kilómetros diarios por vehículo, genera que en algunos
buses no alcance a realizarse el mantenimiento preventivo programado antes de
presentarse algún tipo de falla.

12
4. EL PROBLEMA
4.1 DESCRIPCIÓN DEL PROBLEMA
La Empresa de Transporte Integrado de Bogotá es uno de los 13 consorcios del
SITP que presta servicio de transporte al ente gestor Transmilenio S.A para
satisfacer las necesidades de los habitantes del sector de Bosa en la ciudad de
Bogotá. Para cumplir con este compromiso cuenta con una política de gestión
integral la cual se basa en “una cultura de calidad y servicio sustentada en
principios de disponibilidad, confiabilidad, seguridad, oportunidad y efectividad”,
esa es la manera en que este consorcio viene trabajando hace más de tres años
para convertirse en la mejor empresa operadora de transporte zonal del SITP.
Para cumplir de la mejor forma con la misión de la compañía, ETIB tiene definidos
los procesos internos de la compañía, teniendo un proceso diario de alistamiento
de la flota, el cual se realiza en horario nocturno desde las 22:00 horas hasta las
3:00 am, iniciando con la recepción de los vehículos, seguido del suministro de
combustible y posterior lavado, para realizar una corrección de fallas registradas
por los operadores durante el día. En este alistamiento el área de mantenimiento
interviene tanto en el inicio como al final del proceso, ya que el personal de
recepción de flota es parte dicha área y es quien finalmente reporta directamente
las fallas encontradas para ser reparadas.
Para que la operación diaria sea un éxito en la unidad de negocios San Bernardino
de la empresa ETIB, se debe garantizar la disponibilidad de 212 vehículos para
que presten un servicio sin interrupción en las 11 rutas asignadas a esta UNE,
para lo cual esta UNE cuenta con 230 vehículos manteniendo un stock de 18
zonales para cubrir eventualidades que se puedan presentar, como lo son
accidentes de tránsito, vehículos varados durante la operación o asignación de
nuevos viajes según la demanda de usuarios, teniendo en cuenta esto y el lapso
tan corto para realizar el alistamiento de la flota, dicho backup de flota vehicular se
reduce drásticamente lo cual se puede ver reflejado en el incumplimiento de
servicios.
La UNE (unidad de negocios) San Bernardino, en la cual está enfocado este
estudio, se presentan varias fallas, inicialmente para que el vehículo sea
intervenido el recepcionista de flota después de recibir la novedad debe reportar al
coordinador de mantenimiento para que se empiece a gestionar lo necesario para
realizar las reparaciones, y direcciona el móvil al área de tanqueo, seguido por el
lavado del zonal y así finalmente ingresar al área de mantenimiento. Identificando

13
los procesos y teniendo en cuenta los tiempos que llevan cada uno de estos, se
puede optimizar la calidad y la disponibilidad de la flota para que la interventoría
del ente gestor autorice dichos vehículos.
La mayor cantidad de incumplimientos que se presentan al iniciar la operación se
deben por incumplimientos en tiempo de entrega de los vehículos por parte del
área de mantenimiento hacia operaciones, lo que implica sanciones o
desincentivos por parte de Transmilenio hacia el consorcio, además por las
políticas de calidad que mantiene el ente gestor genera una alta cantidad de
inmovilizaciones, lo que no permite operar el zonal hasta que se corrija la falla y la
habilite la interventoría después de su respectiva revisión. Para minimizar estas
fallas y tener una información más exacta se evaluara el problema en la unidad de
negocio San Bernardino donde se han identificado algunos inconvenientes que
dificultan el alistamiento de la flota vehicular:
EL tiempo con el que se cuenta para revisar y realizar el alistamiento de la
flota es muy reducido ya que se cuenta con tan sólo 5 horas nocturnas en
la franja horaria de las 22:00 horas hasta las 3:00 am.
La infraestructura con que se cuenta en la UNE San Bernardino y su
ubicación son muy precarias, no cuenta con un área amplia para un mejor y
organizado alistamiento de la flota, además de encontrarse en un punto
remoto de la ciudad.
El almacén de repuestos de la UNE no mantiene un inventario de
repuestos acorde con la cantidad de vehículos asignados, lo cual genera
tiempos muertos en la corrección de fallas o prácticas en procedimientos
de muy baja calidad para mantener un vehículo operativo.
El personal con el que cuenta la unidad de negocios durante el alistamiento
nocturno, tanto contratado directamente por la empresa y los contratados
por terceros, es muy bajo para el número de fallas que se deben corregir
durante el alistamiento.
4.2 FORMULACIÓN DEL PROBLEMA
¿Cómo se puede mejorar la cadena de abastecimiento de mantenimiento para el
alistamiento de la flota vehicular en la unidad de negocios San Bernardino de la
empresa ETIB?

14
5. OBJETIVOS
5.1 OBJETIVO GENERAL
Proponer el mejoramiento de la cadena de abastecimiento de mantenimiento para
el alistamiento de la flota vehicular en la unidad de negocio San Bernardino de la
empresa ETIB, identificando los procesos que intervienen en el alistamiento de los
zonales asignados a esta UNE para obtener una mayor disponibilidad de flota.
5.2 OBJETIVOS ESPECÍFICOS
Definir los procesos que influyen en el alistamiento de la flota dentro del área
de mantenimiento para la recepción y salida de la flota a tiempo y con los
estándares requeridos por medio de un diagrama de flujo para lograr entender
el funcionamiento de la cadena de abastecimiento.
Identificar los inconvenientes que generen pérdidas de tiempo en el
alistamiento de la flota realizando observación y entrevistas con las personas
que interactúan en dicho alistamiento para identificar las fallas que se puedan
presentar.
Sugerir lineamientos que ayuden a minimizar los obstáculos que se presenten
en el alistamiento de la flota, los cuales se generarán a partir de las
herramientas de análisis.
Sugerir indicadores que permitan la visualización y comparación de las
mejoras que se puedan generar a partir de la aplicación de la propuesta que se
genere.

15
6. METODOLOGÍA
Para identificar la cadena de mantenimiento en el alistamiento de la flota vehicular
en la unidad de negocio San Bernardino de la empresa ETIB y analizar los
problemas que afecten el buen funcionamiento de dicha cadena, se realizará un
trabajo tipo descriptivo ya que se pretende describir los procesos que se llevan a
cabo en mantenimiento durante el alistamiento de la flota teniendo en cuenta las
experiencias y registros laborales, para llegar a este fin se procederá de la
siguiente manera:
Recolección de información que será dada a partir de los procesos que se
generan en el área de mantenimiento para poder llevar a cabo una descripción
del proceso de alistamiento de la flota vehicular mediante el uso de diagramas
de flujo mostrando de una forma más clara los procesos.
Identificación de los procesos que interactúan con el alistamiento de la flota
vehicular para llegar a conocer las principales causas que generan retrasos en
la entrega de zonales por parte de mantenimiento.
Analizar la información obtenida teniendo en cuenta las principales fallas de los
eslabones de la cadena en el alistamiento de la flota utilizando herramientas
para diagnósticos como lo son el Diagrama de Pareto, Diagrama Ishikawa y
Tormenta de Ideas.
Diseñar un plan de mejora que brinde un efectivo alistamiento de flota vehicular
en la UNE San Bernardino donde se muestren recomendaciones dirigidas al
aumento de productividad durante dicho alistamiento basándose en la
información recolectada y evidenciada.

16
7. DELIMITACIÓN
Este trabajo tiene por finalidad la identificación de los procesos que intervienen en
el alistamiento de la flota vehicular en la unidad de negocio San Bernardino de la
empresa ETIB, desde el momento de la recepción de los vehículos hasta la salida
de los mismos para iniciar la operación, proceso que tiene una duración de 5
horas nocturnas, en donde se utilizarán los conceptos básicos de la cadena de
abastecimiento para realizar un plan de mejora en la cadena de mantenimiento
implicada en el alistamiento de la flota y de esta forma obtener un mejor
aprovechamiento del tiempo productivo de los procesos implicados.
Delimitación de Espacio: La identificación de la cadena de abastecimiento
de mantenimiento para el alistamiento de zonales en la unidad de negocio
San Bernardino de la empresa ETIB, se llevará a cabo en la UNE San
Bernardino ubicada en el barrio Potreritos de la localidad de Bosa en la
ciudad de Bogotá, donde se podrá identificar y observar la infraestructura
donde se llevan a cabo los procesos para el alistamiento de la flota
vehicular de la empresa ETIB asiganda a la unidad de negocio ya
mencionada.
Delimitación de Tiempo: La investigación de este trabajo se llevará a cabo
durante la franja horaria de las 22:00 hasta las 6:00 horas en la unidad de
negocios San Bernardino durante el mes de Mayo del año 2016, en donde
se podrá evidenciar el proceso de alistamiento de los 230 vehículos que
conforman la flota vehicular asignada a dicha unidad. Se realizará un
seguimiento a las actividades que intervienen en el alistamiento de la flota
como lo son la recepción, tanqueo, lavado, realización de mantenimientos y
entrega de los zonales.
Delimitación Temática: La información que se pretende recolectar será
dada por la observación y entrevistas que se obtengan durante el
seguimiento a las labores del recepcionista de flota, isleros, operadores,
técnicos de mantenimiento, supervisor y coordinador de mantenimiento de
la UNE San Bernardino, todo esto con la finalidad de tener una visión más
objetiva de los procesos que intervienen en el alistamiento de flota para
poder aplicar de la mejor manera los conceptos de la cadena de
abastecimiento, diagrama de Pareto, diagrama de Ishikawa, entre otras
teorías que permitan el mejoramiento de los procesos.

17
8. MARCO REFERENCIAL
8.1 MARCO HISTÓRICO
En 1967 había en Bogotá 2.679 autobuses urbanos que transportaron, en
promedio, 1.629.254 pasajeros por día, en esta época, cuando la ciudad era de un
poco más de un millón de habitantes y tenía 8.000 hectáreas de extensión, el
servicio era relativamente razonable y cómodo. Pero a medida que la ciudad
creció y llegó a alcanzar más de cinco millones de habitantes y una extensión
superior a 30.000 hectáreas, no sólo aumentó sustancialmente el parque
automotor hasta alcanzar más de 20.000 vehículos, sino que se multiplicaron la
anarquía, el caos, la ineficiencia, la incomodidad y la contaminación1.
El sistema integrado de transporte público en Bogotá nace2“como instrumento que
garantizará mejor calidad de vida de los ciudadanos, optimizando los niveles de
servicio para viajes que se realizan en la ciudad.”, teniendo como objetivo integrar,
reducir y modernizar el número de empresas prestadoras del servicio a sólo 13 las
cuales operan en igual número de zonas en las que la ciudad está dividida más
una zona neutral. El Sistema Integrado de Transporte Público comprende las
acciones para la articulación, vinculación y operación integrada de los diferentes
modos de transporte público, las instituciones o entidades creadas para la
planeación, la organización, el control del tráfico y el transporte público, la
infraestructura requerida para la accesibilidad, circulación y el recaudo del
sistema.
En la actualidad el sistema de transporte publico de Bogotá cuenta
aproximadamente con 10.000 buses vinculados del componente zonal en las
nueve empresas existentes, de las cuales un alto porcentaje se encuentra en
estado de desgaste bastante alto puesto que son vehículos hasta modelos 2003,
los cuales por exigencia de la empresa reguladora del sistema (Transmileno S.A)
deben ser cambiados manteniendo un uso máximo de 10 años a partir de la fecha
de matrícula.
Según estudios realizados al SITP, al 7 de noviembre del año 2015 sólo se
contaba con el 82% (Ver Gráfica 1) de la implementación del sistema, la cual al
1TRANSMILENIO, Historia de Transmilenio. 2015, Disponible en internet en: http://www.transmilenio.gov.co/es/articulos/historiaRecuperado el Mayo 7 de 2016. 2SITP, 2015. Disponible en internet en: http://www.sitp.gov.co/Publicaciones/que_es_el_sitp/informacion_general Recuperado el Mayo 7 de 2016.
18
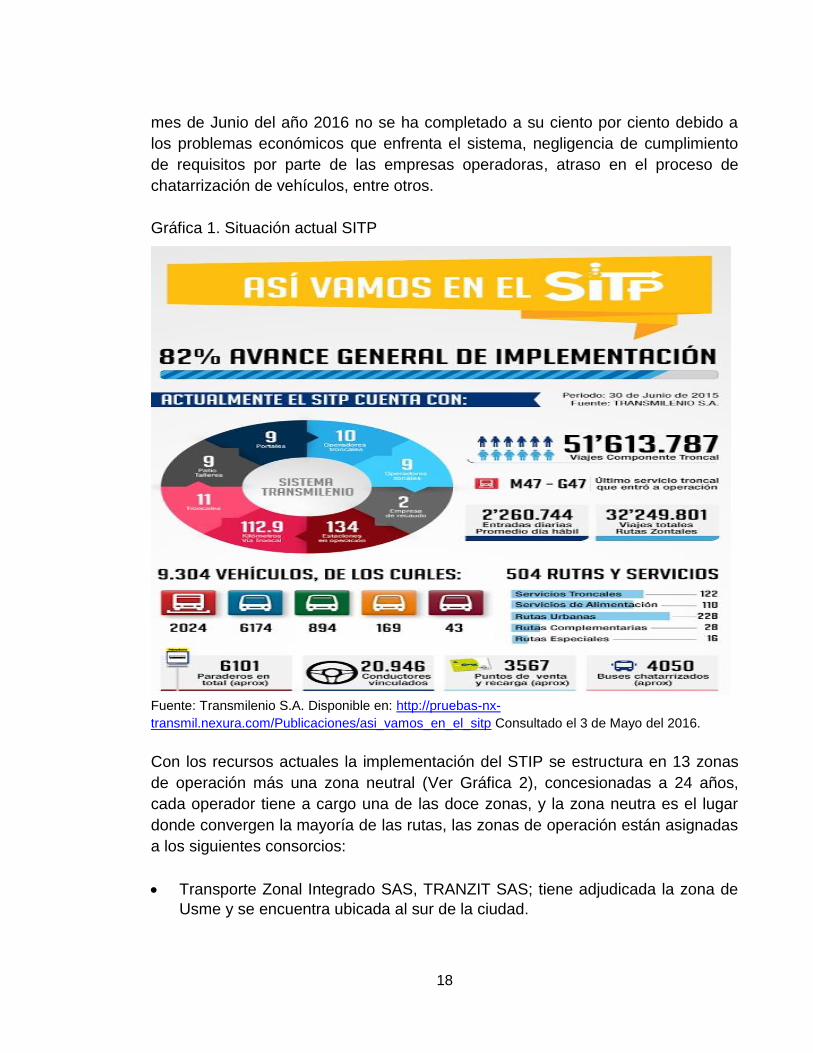
mes de Junio del año 2016 no se ha completado a su ciento por ciento debido a
los problemas económicos que enfrenta el sistema, negligencia de cumplimiento
de requisitos por parte de las empresas operadoras, atraso en el proceso de
chatarrización de vehículos, entre otros.
Gráfica 1. Situación actual SITP
Fuente: Transmilenio S.A. Disponible en: http://pruebas-nx-
transmil.nexura.com/Publicaciones/asi_vamos_en_el_sitp Consultado el 3 de Mayo del 2016.
Con los recursos actuales la implementación del STIP se estructura en 13 zonas
de operación más una zona neutral (Ver Gráfica 2), concesionadas a 24 años,
cada operador tiene a cargo una de las doce zonas, y la zona neutra es el lugar
donde convergen la mayoría de las rutas, las zonas de operación están asignadas
a los siguientes consorcios:
Transporte Zonal Integrado SAS, TRANZIT SAS; tiene adjudicada la zona de
Usme y se encuentra ubicada al sur de la ciudad.

19
GMOVIL SAS; tiene adjudicada la zona de Engativá y se encuentra ubicada al
occidente de la ciudad.
Masivo Capital SAS; tiene adjudicada la zona Suba Centro y Kennedy, se
encuentra ubicada en el norte y occidente de la ciudad.
Empresa de Transporte Integrado de Bogotá, ETIB SAS; tiene adjudicada la
zona de Bosa y se encuentra ubicada al suroccidente de la ciudad.
Este es Mi Bus SAS; tiene adjudicada la zona de Calle 80, Tintal y zona
Franca y se encuentra ubicada al noroccidente de la ciudad.
SUMA SAS; tiene adjudicada la zona de Ciudad Bolívar y está ubicada al sur
de la ciudad.
Egobus; tiene adjudicada la zona Suba Centro y Perdomo, en la actualidad se
encuentra suspendido por problemáticas financieras y empresariales, se
encuentra al noroccidente de la ciudad apoyada por Este es Mi Bus SAS.
Coobus; tiene adjudicada la zona de Fontibón, en la actualidad se encuentra
suspendido por problemáticas financieras y empresariales, se encuentra al
occidente de la ciudad apoyada por Este es Mi Bus SAS.
Consorcio Express; tiene adjudicada la zona de Usaquén y San Cristóbal y se
encuentra ubicada al nororiente de la ciudad.

20
Gráfica 2. Zonas SITP
Fuente: Transmilenio S.A. Disponible en: http://pruebas-nx-
transmil.nexura.com/Publicaciones/asi_vamos_en_el_sitp Consultado el 7 de Mayo del 2016.
En este momento en el sistema todavía cuenta con vehículos modelo 2003 en
adelante, los cuales debieron salir de la operación en el año 2013 de acuerdo a los
lineamientos impuestos por el ente gestor Transmilenio SA, quien es el que
administra, planifica y organiza el sistema integrado de transporte de Bogotá
utilizando los servicios prestados por las empresas privadas las cuales aportan al
sistema la flota vehicular teniendo en cuenta que dicha flota debe garantizar un
servicio de transporte de calidad, eficiente y eficaz.
La Empresa de Transporte Integrado de Bogotá (ETIB SAS) nace en el año 2012
teniendo adjudicada la zona de Bosa por un periodo de 24 años teniendo como
misión3 “garantizar un excelente servicio de transporte público urbano a los
usuarios del SITP en la ciudad de Bogotá, respondiendo a sus necesidades y
expectativas de manera oportuna, segura y eficiente, comprometidos con
principios y valores orientados a la excelencia, con el mejor talento humano y con
la mejor flota de buses del sistema”. Para llevar a cabo su misión ETIB cuenta con
una flota vehicular compuesta por 1300 vehículos para transportar alrededor de
2´000.000 de usuarios del sistema semanalmente, así mismo cuenta con 3560
operadores encargados de conducir los vehículos por sus 66 rutas asignadas. De
igual manera ETIB tiene alrededor de 540 personas que conforman el área
administrativa y de mantenimiento, sin tener en cuenta el personal outsourcing, las
3ETB. Disponible en internet en: http://etib.com.co/web/index.php/sobre-etib/politica- de-gestion- integral Consultado el 7 de Mayo de 2016
21
cuales se encuentran distribuidas en siete unidades de negocio para poder lograr
un mejor control de la operación y del mantenimiento.
La flota vehicular de ETIB se encuentra distribuida de la siguiente manera:
Autosur, 175 vehículos, es la sede principal.
Sevillana, 120 vehículos.
Sevillana II, 150 vehículos.
San José, 315 vehículos.
San José II, 220 vehículos.
San Bernardino, 230 vehículos
Alimentadores, 90 vehículos.
Actualmente ETIB ocupa el primer lugar de cumplimiento de la operación entre los
nueve consorcios zonales con el 96% de cumplimiento de los viajes, siendo esta
una parte de su visión la cual contempla el reconocimiento por parte de los
ususarios y de Transmilenio como la mejor empresa del SITP en terminos de
calidad.
8.2 MARCO TEÓRICO
Se hará énfasis en las teorías que busquen el mejoramiento de los procesos de
producción, teniendo en cuenta el mejoramiento continuo, tiempos de producción y
optimización de recursos para generar un correcto flujo de la cadena de
abastecimiento.
8.2.1 Cadena de abastecimiento. La cadena de abastecimiento (Ver Gráfica 7) permite definir dentro de una empresa los procesos y actividades por los cuales se debe transitar para poder transformar un producto o servicio final desde la adquisición de la materia prima hasta la entrega al usuario.

22
Gráfica 3. Cadena de abastecimiento
Fuente: Disponible en: http://es.slideshare.net/IMFformacion/logstica-y-cadena-de-
suministro-29523927 Consultado el 20 de Mayo de 2016.
Para administrar una cadena de abastecimiento se deben tener en cuenta varios factores, pero los más importantes son la complejidad del producto, el número de proveedores y clientes y la disponibilidad de materiales. Hay varias dimensiones a considerar que incluyen la complejidad de la cadena y la longitud de la misma, es obvio que en cada empresa se manejan varias cadenas con distintas características en referencia a los puntos anteriores, lo que hace más complejo definir las relaciones entre las diferentes entidades. Definir las relaciones en cada punto de las cadenas puede ser diferente en cada caso y es la clave para definir los tipos de relaciones y por ende las estrategias que permitirán ventajas competitivas en la relación uno a uno. No todos los enlaces deberán ser integrados y coordinados de la misma forma. 8.2.2 Diagrama de Pareto. El diagrama de Pareto está basado en la “ley 80-20” o de “los pocos vitales y muchos triviales”, enunciada por el economista italiano Wilfredo Pareto a principios del siglo veinte. Pareto se dio cuenta de que la mayor parte de la riqueza de Italia se concentraba en manos de una pequeña parte de la población, quedando el resto distribuido entre la mayoría. Aplicando este mismo principio, cuando dividimos las causas que explican un problema en la organización, si somos capaces de cuantificar su efecto nos daremos cuenta generalmente de que sólo con unos pocos factores se explica la mayor parte del efecto. Esto nos permite focalizar los esfuerzos en esas causas principales. En

23
esto consiste la “Ley 80-20”: en un 20% de los factores o causas se concentra el 80% del efecto. Por supuesto, son números redondos, simbólicos. También es conocido este principio como “clasificación ABC”: los factores o causas “A” se corresponderían con el 20% que soporta el 80% del peso total del problema. La elaboración de este diagrama se inicia con la agrupación de la información a evaluar, se determina el número de veces que se presenta el problema y de esta manera, ordenando los datos de mayor a menor, se calculan las frecuencias absoluta, acumulada, relativa unitaria y relativa acumulada. 8.2.3 Justo a Tiempo.El sistema justo a tiempo, comenzó como el sistema de producción de la empresa Toyota por el año 1976 buscando mejorar la flexibilidad delos procesos fabriles como respuesta al descenso del crecimiento económico de esos años debido a la segunda crisis mundial del petróleo en 1976. En el estudio de la filosofía japonesa, encontraron 14 puntos principales de trabajo, 7 relacionados con el respeto a las personas y otros 7 enfocados a la parte técnica. En este estudio se determinaron 7 de los 14 puntos como los más apropiados para aplicar en el medio occidental. Estos elementos esenciales componen lo que llamamos "justo a tiempo". Más que un modelo de gestión se presenta como una filosofía de trabajo, en la cual, las materias primas y los productos llegan justo a tiempo, bien sea para la fabricación o para el servicio al cliente. La filosofía del "justo a tiempo" se fundamenta principalmente en:
La reducción del desperdicio.
La calidad de los productos o servicios.
Profundo compromiso (lealtad) de todos y cada uno de los integrantes de la organización.
Fuerte orientación a sus tareas (involucrarse en el trabajo).
Mayor productividad, menores costos, calidad, mayor satisfacción del cliente, mayores ventas y muy probablemente mayores utilidades.
Justo a tiempo implica producir sólo exactamente lo necesario para cumplir las metas pedidas por el cliente. Producir el mínimo número de unidades en las menores cantidades posibles y en el último momento posible, eliminando la necesidad de almacenaje, ya que las existencias mínimas y suficientes llegan justo a tiempo para reponer las que acaban de utilizarse y la eliminación del inventario de producto terminado. De lo que se trata es que con la metodología del Just- in- Time, la compañía pueda apoyarse para construir una ventaja competitiva y sostenible en el mercado. La elaboración de una estrategia competitiva a nivel de negocio supone definir aquella o aquellas variables en que se quiere ser superior a la competencia y que hacen que los clientes compren nuestros productos y no los de aquella.

24
Podemos enumerar cinco variables que servirán de base para conseguir esa ventaja competitiva:
1. Costo 2. Calidad 3. Servicio 4. Flexibilidad 5. Innovación
8.2.4 Diagrama de Ishikawa. El diagrama de Ishikawa o diagrama de casa-efecto (Ver Gráfica 6), conocido tmabién como diagrama espina de pescado, consiste en una representación gráfica donde se logra evidenciar las causas que explican un determinado problema, lo cual la convierte en una herramienta muy práctica para la toma de desiciones en temas donde se evidencien desempeños deficientes. La estructura de este diagrama es intuitiva, ya que identificado el problema se registran un conjunto de causas que explican potencialmente dicho problema, adicional a cada causa se le puede enlazar una subcausa dando una mejor visión de comportamiento de falla.
Gráfica 4. Diagrama Ishikawa
Fuente: Gestión de Operaciones. Disponible en:
http://www.gestiondeoperaciones.net/gestion-de-calidad/que-es-el-diagrama-de-ishikawa-
o-diagrama-de-causa-efecto/ Consultado el 20 de Mayo de 2016.

25
8.2.5 Ingenieria de Tiempos4. El estudio o ingenieria de tiempos y movimientos es una herramienta para la medición de trabajo utilizado con éxito desde finales del Siglo XIX, cuando fue desarrollada por Taylor. A través de los años dichos estudios han ayudado a solucionar multitud de problemas de producción y a reducir los costos. La Medición del trabajo es la aplicación de técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea definida efectuándola según una norma de ejecución preestablecida. Fue en Francia en el siglo XVIII, con los estudios realizados por Perronet acerca de la fabricación de alfileres, cuando se inició el estudio de tiempos en la empresa, pero no fue sino hasta finales del siglo XIX, con las propuestas de Taylor que se difundió y conoció esta técnica, el padre de la administración científica comenzó a estudiar los tiempos a comienzos de la década de los ochentas, allí desarrolló el concepto de la “ tarea” en el que proponía que la administración se debía encargar de la planeación del trabajo de cada uno de sus empleados y que cada trabajo debía tener un estándar de tiempo basado en el trabajo de un operario muy bien calificado. Después de un tiempo, fuel matrimonio Gilbreth el que, basado en los estudios de Taylor, ampliará este trabajo y desarrollara el estudio de movimientos, dividiendo el trabajo en 17 movimientos fundamentales llamados Therbligs (su apellido al revés). Muchas serán las ocasiones en las que requerirá de alguna técnica de medición del trabajo. En el proceso de fijación de los tiempos estándar quizá sea necesario emplear la medición para:
Minimizar el tiempo requerido para la ejecución de trabajos.
Comparar la eficacia de varios métodos, los cuales en igualdad de
condiciones el que requiera de menor tiempo de ejecución será el óptimo.
Conservar los recursos y minimizan los costos.
Repartir el trabajo dentro de los equipos, con ayuda de diagramas de
actividades múltiples, con el objetivo de efectuar un balance de los
procesos.
Determinar el número de máquinas que puede atender un operario.
Eliminar o reducir los movimientos ineficientes y acelerar los eficientes.
Las etapas necesarias para efectuar sistemáticamente la medición del trabajo son:
Seleccionar el trabajo que va a ser objeto de estudio.
Registrar todos los datos relativos a las circunstancias en que se realiza el trabajo,
a los métodos y a los elementos de actividad que suponen.
Examinar los datos registrados y el detalle de los elementos con sentido crítico
para verificar si se utilizan los métodos y movimientos más eficaces, y separar los
elementos improductivos o extraños de los productivos.
Medir la cantidad de trabajo de cada elemento, expresándola en tiempo, mediante
la técnica más apropiada de medición del trabajo.
_________________________ 4 Benjamín W. Niebel, A. 1990, Ingeniería industrial, métodos, tiempos y movimientos, Ed. Alfaomega, México.

26
Compilar el tiempo estándar de la operación previendo, en caso de estudio de
tiempos con cronómetro, suplementos para breves descansos, necesidades
personales, etc.
Definir con precisión la serie de actividades y el método de operación a los que
corresponde el tiempo computado y notificar que ese será el tiempo estándar para
las actividades y métodos especificados.
Estas etapas deberán seguirse en su totalidad cuando el objetivo de la medición
sea fijar tiempos estándar (tiempos tipo).
Una vez el tiempo estándar se ha determinado, este puede utilizarse para:
Obtener la información de base para el programa de producción.
Obtener información en que basar cotizaciones, precios de venta y plazos
de entrega.
Fijar normas sobre el uso de la maquinaria y la mano de obra.
Obtener información que permita controlar los costos de la mano de obra
(incluso establecer planes de incentivos) y mantener costos estándar.
8.2.5.1 Técnicas de medición del Trabajo. Cuando se menciona el término Medición del Trabajo no es equivalente al término Estudio de Tiempos, se refiere a que el Estudio de Tiempos es tan solo una de las técnicas contenidas en el conjunto “Medición”. Las principales técnicas que se empleanen la medición del trabajo son:
Muestreo del Trabajo
Estimación Estructurada
Estudio de Tiempos
Normas de Tiempo Predeterminadas
Datos Tipo estándar.
Es innegable que dentro de las técnicas que se emplean en la medición del trabajo
la más importante es el Estudio de Tiempos, o por lo menos es la que más nos
permite confrontar la realidad de los sistemas productivos sujetos a medición.
El Estudio de Tiempos es una técnica de medición del trabajo empleada para
registrar los tiempos y ritmos de trabajo correspondientes a los elementos de una
tarea definida, efectuada en condiciones determinadas y para analizar los datos a
fin de averiguar el tiempo requerido para efectuar la tarea según una norma de
ejecución preestablecida.
El estudio de movimientos se puede aplicar en dos formas, el estudio visual de los
movimientos y el estudio de los micromovimientos. El primero se aplica más
recientemente por su mayor simplicidad y menor costo, el segundo sólo resulta

27
factible cuando se analizan labores de mucha actividad cuya duración y repetición
son elevadas. Estos movimientos se dividen en eficientes e ineficientes así:
Eficientes o efectivos: De naturaleza física o muscular: alcanzar, mover, soltar y
pre colocar en posición. De naturaleza objetiva o concreta: usar, ensamblar y
desensamblar. Ineficientes o inefectivos.
Así como en el estudio de métodos, en la medición del trabajo es necesario tener
en cuenta una serie de consideraciones humanas que nos permitan realizar el
estudio de la mejor manera, dado que lamentablemente la medición del trabajo,
particularmente el estudio de tiempos, adquirieron mala fama hace años, más aún
en los círculos sindicales, dado que estas técnicas al principio se aplicaron con el
objetivo de reducir el tiempo improductivo imputable al trabajador, y casi que
pasando por alto cualquier falencia imputable a la dirección.
8.2.5.2 Tiempo de espera (Lead Time). El tiempo que transcurre desde el inicio de un proceso hasta la finalización del mismo es una variable muy importante en los porcesos de producción puesto que es un factor relevante en la reducción de costos e interfiere directamente en el mejoramiento de una cadena de abastecimiento. Para poder llegar a un tiempo optimo en cualquier cadena de producción se debe realizar primero un análisis detallado de cada uno de los eslabones que forman parte de dicha cadena, lo cual determinará el cumplimiento de una serie de etapas que deben ser previsibles y medibles en tiempo y que dependeran directamente de la capacidad que se tiene para responder a la necesidad como se puede observar en la gáfica 3. Por lo tanto se puede plantear la siguiente ecuación: Tiempo de espera =
Capacidad vs. Pronóstico.

28
Gráfica 5. Lead Time
Fuente: Fuente: Cámara de Comercio de Bogotá. Disponible en:
http://bibliotecadigital.ccb.org.co/bitstream/handle/11520/1040/3726_logisticainternacional
comercioexterior.pdf Consultado el 18 de Mayo de 2016.
Capacidad: El Lead Time estará determinado por el cumplimiento de una serie de
etapas que deben ser previsibles y medibles en tiempo pero que dependerán
drásticamente de la Capacidad (Ver Gáfica 4) que se tiene de responder a las
necesidades de los clientes. Esta se puede medir en términos de tecnología, mano
de obra, recursos financieros, etc. Ejemplo:
Gráfica 6. Flujo de productos
Fuente: Cámara de Comercio de Bogotá. Disponible en:
http://bibliotecadigital.ccb.org.co/bitstream/handle/11520/1040/3726_logisticainternacional
comercioexterior.pdf Consultado el 18 de Mayo de 2016.

29
Forecast: Por otro lado existe el Forecast o previsión de ventas ( Ver Gráfica 5).
Esta herramienta se utiliza para hacer un pronóstico de la posible demanda que se
tendrá de un producto en determinado espacio de tiempo, lo cual conlleva a hacer
una planificación de compras y contratación para cumplir con un determinado nivel
de producción de unidades acorde con la capacidadque se tiene. Ejemplo:
Gráfica 7. Flujo de información
Fuente: Cámara de Comercio de Bogotá. Disponible en:
http://bibliotecadigital.ccb.org.co/bitstream/handle/11520/1040/3726_logisticainternacional
comercioexterior.pdf Consultado el 18 de Mayo de 2016.

30
8.3 MARCO CONCEPTUAL
8.3.1 Servucción5. La servucción es todo proceso o conjunto de actividades que se realizan para la elaboración de un determinado servicio, cuyas características son determinadas desde la idea generada hasta el desarrollo de la misma como un servicio. Es importante recordar aquí que el cliente-comprador de un servicio, participa de manera activa en la producción del mismo, sin él el mercado en su totalidad no existiría, la total satisfacción de las necesidades del cliente es el primer elemento en el sistema de servucción, este debe sentirse estimulado y motivado para solicitar el servicio que se vaya a prestar. La fabricación de servicios, o sea la servucción, obedece a la misma ley de sistemas, a continuación se realiza una comparación entre la fabricación de productos tangibles y la fabricación de servicios como lo expresa la siguiente tabla. Fuente 8.3.2 Mantenimiento6. El mantenimiento está definido como la acción de mantener todo elemento natural e industrial en perfectas condiciones de funcionamiento para evitar su deterioro, en el caso de la conservación de los vehículos se manejan principalmente los mantenimientos preventivos y correctivos. 8.3.2.1 Mantenimiento Preventivo. El mantenimiento preventivo está dado por el conjunto de acciones a realizar a algún elemento con el fin de conservarlo para garantizar su buen funcionamiento y fiabilidad. El principal objetivo es evitar o minimizar las consecuencias por las fallas de las máquinas, logrando prevenir fallas antes que ocurran, incluyendo acciones como cambio de piezas desgastadas, cambios de lubricantes entre otros. Este mantenimiento se puede realizar según los siguientes criterios:
Mantenimiento programado, las revisiones se realizan por tiempo, horas de uso, kilometraje recorrido, etc.
Mantenimiento predictivo, pronostico un momento donde se deben realizar ciertas reparaciones o cambios de piezas mediante un seguimiento previo que determina el periodo máximo o vida útil de los elementos.
Mantenimiento de oportunidad, es el que se realiza en los tiempos muertos o de no operación de las máquinas.
________________________ 5 http://eco.unne.edu.ar/contabilidad/costos/iapuco/trabajo25_iapuco.pdf Consultado el 20
de Mayo de 2016. 6 http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/mantenimiento/ Consultado el 20 de Junio de 2016.
31
8.3.2.2 Mantenimiento Correctivo. El mantenimiento correctivo está dado por las acciones que se realizan para corregir fallas observadas o averías que se presenten durante la operación y generan un funcionamiento inadecuado de la máquina.
8.3.3 Las fallas mecánicas más comunes de los buses del SITP7. Quienes montan diariamente en estos buses se habrán topado, al menos en una oportunidad, con buses en mal estado. 7 “Desde el cabildo distrital tengo que denunciar a la opinión pública, que el Sistema integrado de Transporte de Bogotá, en su componente zonal, se llenó de buses viejos y deteriorados, llamados comúnmente “tartanas”, que a diario ponen en riesgo la vida y la integridad física de más de un millón de usuarios que utilizan este medio de transporte”.
8.3.3.1 Las Fallas.
Pernos de las llantas flojos
Direcciones y cajas de cambio a punto de soltarse
Llantas lisas
Buses sin extintores o sin llantas de repuesto
Espejos retrovisores rotos
Goteras
Paredes laterales con orificios
Sillas en mal estado
Guanteras rotas
Cabina a punto de romperse en dos El pésimo estado de los buses hace que se presenten múltiples accidentes que en ocasiones dejan personas heridas o lesionadas. Cifras de la Secretaría de Movilidad señalan que: En 2012, se presentaron 75 accidentes en cuatro meses de ese año que operó el sistema. En el 2013, se presentaron 1472 accidentes, es decir, 4 casos por día. En el 2014, se presentaron 3806 accidentes, es decir, 10.42 casos por día. En el 2015, se presentaron 4600 accidentes, es decir, 12.6 casos por día.
_______________________ 7 PUBLIMETRO. Las fallas mecánicas más comunes de los buses del SITP. Publicado el 11 de
Mayo de 2016 Disponible en internet en: http://www.publimetro.co/bogota/las-fallas-mecanicas-
mas-comunes-de-los-buses-del-sitp/lmkpek!0LaFPJOSUSGL6/ Consultado el 17 de junio de 2016

32
“Todo esto se debe a la falta de control a los operadores, quienes según denuncian los conductores, no están realizando los mantenimientos en talleres debidamente certificados, adicionalmente Asopartes denunció recientemente, que a los buses del Sitp les están instalando repuestos de segunda o de mala calidad, lo que es otro factor de riesgo para los usuarios”, señala. En aumento también se encuentra la cifra de personas heridas en los accidentes que involucran los buses del Sitp, de acuerdo a las cifras de la Secretaría de Movilidad. En 2012 hubo 9 personas, en 2013 hubo 357, en 2014 hubo 1215 y en 2015 hubo 1800. Finalmente, el concejal le atribuye esto a que los buses son “cada vez más viejos” y, además, hay cerca de “5 mil buses chimenea del Sitp provisional que aún circulan por la ciudad sin control y sin acogerse totalmente, al esquema y a las normas del Sistema Integrado de Transporte”7 8.3.3.2 Zonales varados. En el marco de la implementación del Sistema Integrado de Transporte Público (SITP) de Bogotá, TransMilenio reveló que diariamente se reportan 194buses varados, de los 6.290 que funcionan en el Sistema. Esta cifra corresponde al 3% de la flota total. Se estima que los daños más recurrentes en los vehículos se encuentran en el sistema de suspensión, en los embragues y en el desgaste del motor, los frenos y las cajas. “Una condición que afecta muchísimo a los carros es el estado de las vías. Adicionalmente, el SITP usa flota usada, vehículos que tienen kilómetros importantes y la congestión es otro factor que afecta el desempeño de los carros”, explicó a Noticias Caracol Johana Camargo, gerente de operaciones del concesionario SUMA, uno de los encargados de manejar parte de la flota. Solo en este concesionario, registra el medio de comunicación, se han invertido cerca de ocho mil millones de pesos en lo que va corrido del año en mantenimiento. Allí, 150 hombres trabajan para revisar los vehículos a diario. “Están confluyendo dos situaciones: la edad del vehículo y el estado dramático de las vías”, agrega Juan Luis Molano, gerente de mantenimiento del concesionario, que maneja 521 vehículos, de los que el 65% son vehículos ya usados. Estos se adquieren y se acoplan para ponerlos a disposición del SITP. _______________________ 7 PUBLIMETRO. Las fallas mecánicas más comunes de los buses del SITP. Publicado el 11 de
Mayo de 2016 Disponible en internet en: http://www.publimetro.co/bogota/las-fallas-mecanicas-
mas-comunes-de-los-buses-del-sitp/lmkpek!0LaFPJOSUSGL6/ Consultado el 17 de junio de 2016

33
Molano señala que cada 3.500 kilómetros los buses reciben mantenimiento, mientras que Luis Bejarano, director técnico de buses de Transmilenio explica que se realizan inspecciones constantes. “Hacemos control todos los días a la salida de los patios para velar porque el servicio se preste en condiciones de seguridad”, precisa Bejarano, indicando además que el sistema cuenta con 850 buses de reserva listos ante cualquier eventualidad y dispuestos para garantizar el éxito de la operación. Actualmente, el SITP cuenta con una flota de 6.290 buses y aunque es un sistema que se encuentra en implementación, se espera que en el mes de noviembre la integración de los demás buses tradicionales se complete8.
______________________ 8 El Espectador. Diariamente se varan 194 buses del SIPT. Publicado el 3 de Junio de 2015. Disponible en internet en:
http://www.elespectador.com/noticias/bogota/diariamente-se-varan-194-buses-del-sitp-articulo-564408 Consultado el 17 de
junio de 2016

34
9. DIAGNÓSTICO
9.1 SITUACIÓN ACTUAL La unidad de negocio San Bernardino es la segunda UNE más grande de la empresa ETIB, con el 17.7% del total de la flota vehicular de la compañía bajo su responsabilidad, ubicada en el la zona suroccidental más alejada de la ciudad, barrio Potreritos, punto estratégico de inicio de las 11 rutas zonales del SITP distribuidas por la compañía en dicha unidad. En la unidad de negocio San Bernardino se realiza el mantenimiento a 230 vehículos ( Ver Gráfica 8), así como el alistamiento diario y estacionamiento de los mismos. La prioridad de la UNE San Bernardino radica en la disponibilidad de los 212 vehículos para la operación diaria de las 11 rutas asignadas, de allí que las fallas mecánicas y eléctricas de los vehículos deben ser lo más nulas posibles puesto que cualquier incumplimiento en el servicio genera multas y desincentivos económicos para la compañía, a continuación en la tabla 1 se relacionan las principales causa de novedades en la flota que generaron inmovilización de los zonales de la empresa ETIB durante el año 2015: Tabla 1. Cantidad de varados año 2015
Novedad Cantidad de varados
Se apaga y no enciende 1866
Caja de velocidades 1741
Puertas 1626
TQ 02 1583
Temperatura 1260
Frenos 908
Embrague 819
Dirección 481
Compresor 399
Potencia 344
Luces 329
Carrocería 300
Aceleración 218
Fuga de combustible 186
Cardan 160
Exceso de humo 145
Testigos tablero 135
Corto eléctrico 133
Suspensión 122
Puertas 121 Fuente: Los Autores, 2016

35
En total, durante al año 2015 se presentaron 13.783 novedades en la operación, lo cual implica que Transmilenio generó aproximadamente 10 veces inmovilización a la totalidad de la flota de la empresa ETIB en lo corrido del año 2015, de ahí la importancia del mantenimiento certero en la flota asignada a cada unidad de negocio para poder mantener una flota confiable y poder cumplir con la prestación del servicio de transporte para los usuarios del sistema.
A continuación, en la gráfica 8, se muestra la composición de la flota vehicular asignada a la UNE San Bernardino, donde se evidencia que cuenta con el 60% de su flota nueva los cuales son automotores modelo 2014 y el restante está compuesto por vehículos modelo 2004 a 2011. Gráfica 3. Distribución Flota San Bernardino
Fuente: Los autores, 2016
La UNE San Bernardino cuenta con seis líneas de las marcas de automotores Agrale, Chevrolet y Hyundai (ver gráfica 9) todas dedicadas a prestar el servicio de transporte en tipología de Microbús, Buseta y Bus (ver gráfica 10); estos vehículos reciben un alistamiento nocturno para garantizar el funcionamiento normal durante la operación.
13829
18
18
86
6 5
2
Composición de Flota2014
2009
2010
2008
2005
2011
2007
2006
2004

36
Gráfica 4. Líneas Flota San Bernardino
Fuente: Los Autores, 2016
Gráfica 5. Tipologías Flota San Bernardino
Fuente: Los Autores, 2016
138
72
12 5
2 1
Líneas Flota San BernardinoMA 8.7
NPR
NKR
MA 8.5TCA
MA 9.0TCA
HD 72
194
16
20
Tipología Flota San Bernardino
BUS
BUSETA
MICROBUS

37
9.2 DESCRIPCIÓN ACTUAL DEL PROCESO El alistamiento de la flota vehicular se inicia con la recepción del zonal donde se registran las novedades que pueden presentar tanto mecánicas, eléctricas, daños en carrocería, entre otras. Luego se dirigen a la zona de tanqueo y posterior lavado externo, para finalmente ingresar a su mantenimiento preventivo o correctivo según sea necesario, finalmente se trasladan a la ubicación de estacionamiento donde se realiza la limpieza interna y quedan a disposición del área de operaciones para la asignación de los servicios. Teniendo en cuenta esto la cadena de abastecimiento para el alistamiento de la flota inicia con la recepción del vehículo por parte del área de mantenimiento, la cual se da cuando ingresa el móvil a la unidad de negocio después de terminar los servicios asignados por operaciones, lo cual puede ser en cualquier momento del día, pero la mayor cantidad de ingresos se registran desde las 22:00 horas. En el proceso de recepción interviene el operador el cual informa al recepcionista de flota las fallas que evidenció en el automotor durante la operación además el recepcionista realiza una inspección visual para determinar que otras fallas puede identificar para sí poder determinar si el zonal ingresa a mantenimiento correctivo, aunque en algunos casos los vehículos ingresan directo al área de mantenimiento puesto que presentan fallas que afectan seriamente su funcionamiento. En este punto el recepcionista también debe organizar de acuerdo a la llegada los vehículos que ingresan según la programación a los mantenimientos preventivos, después de tener la anterior información se direccionan los vehículos al área de tanqueo y lavado para retornar de nuevo a mantenimiento. Para tener una mejor idea del proceso de alistamiento de la flota vehicular, se realiza un mapa de flujo de procesos el cual se puede observar en la gráfica 11.

38
Gráfica 6. Flujo procesos para alistamiento de zonales.
NO
SI
NO
SI
NO SI
Fuente: Los Autores, 2016
INICIO
RECEPCIÓN
VEHICULO
TANQUEO
LAVADO
EXTERNO
¿REQUIERE
MANTENIMIENTO?
PARQUEO Y
LAVADO
INTERNO
FIN
MANTENIMIENTO
¿ESTÁ
INMOVILIZADO?
PRESENTAR A
INTERVENTORÍA
¿ES
HABILITADO?

39
En la tabla 2 se describen los procesos que intervienen en el alistamiento de la
flota con más detalle mostrando el personal encargado del proceso, objetivo y una
breve descripción de los procedimientos.
Tabla 2. Características Alistamiento Flota
Proceso Encargado Objetivo Descripción
Recepción Recepcionista de
Flota
Recibir la totalidad de la flota. Registro de vehículos que necesiten mantenimiento. Organizar ingreso al área de tanqueo.
Recibir el vehículo y el reporte del operador con las fallas presentadas durante la operación, direccionar el vehículo a la zona de tanqueo y lavado y reportar al coordinador de mantenimiento de ser necesario alguna intervención.
Tanqueo Islero Suministrar el combustible a toda la flota.
Suministrar el combustible a la totalidad de la flota, garantizando el correcto llenado de los tanques de combustible llevando un registro del consumo por vehículo.
Lavado Quality Car Wash Mantener la limpieza en la flota vehicular.
Realizar lavado externo cumpliendo con los requerimientos del ente gestor.
Mantenimiento Supervisor de Mantenimiento
Garantizar que los zonales que ingresen al área se les realicen el mantenimiento necesario.
Supervisar y verificar que se realicen las intervenciones necesarias, tanto correctivas como preventivas, para que los vehículos estén en un estado funcional bajo los estándares de seguridad y calidad, trabajos que se pueden realizar tanto por personal técnico contratado directamente por la compañía como con el personal Outsourcing.
Habilitación Zonal
Interventor Transmilenio
Habilitar los zonales que tengan inmovilización por fallas presentadas en la operación.
Revisar y habilitar los zonales que presenten inmovilización por algún tipo de falla presentada en la operación, garantizando los parámetros de seguridad y calidad solicitados por

40
Fuente: Los Autores, 2016
Teniendo la información de los zonales que presentaron falla durante el mes de
Mayo del presente año se pudo generar las siguientes gráficas 12, 13,14 y 15
donde se observan las principales novedades presentadas en la UNE San
Bernardino desglosadas por tipología de servicio y por la línea automotriz.
Gráfica 7. Total Novedades ETIB Mayo
Fuente: Los Autores, 2016
0
50
100
150
200
250
300 278
201 193
164144
114
8
Novedades Mayo
San José
Sevillana II
San Bernardino
San José II
Sevillana
Autosur
Alimentadores
Transmilenio.
Limpieza Interna Quality Car Wash Mantener la limpieza en la flota vehicular.
El zonal se estaciona en el área de parqueo donde se realiza la limpieza interna detallando los puntos críticos como lo son vidrios, espejos, pasamanos, entre otros, cumpliendo con los requerimientos del ente gestor.
Entrega de Flota Recepcionista de
Flota
Entregar los vehículos operativos al área de operaciones
Se realiza un barrido dejando registro de los vehículos de la flota que se encuentran operativos, disponibles para iniciar la operación.

41
Gráfica 8. Fallas Mayo San Bernardino
Fuente: Los Autores, 2016
Gráfica 9. Fallas Mayo por Líneas San Bernardino
Fuente: Los Autores, 2016
0
5
10
15
20
25
30
35
40
45C
aja
de
ve
loci
dad
es
TQ 0
2
Emb
ragu
e
Pu
ert
as
Se a
pag
a y
no
en
cie
nd
e
Tem
pe
ratu
ra
Fuga
de
air
e
Fre
no
s
Co
mp
reso
r
Po
ten
cia
Ace
lera
ció
n
Luce
s
Car
roce
ría
Fuga
de
co
mb
ust
ible
Mo
tor
Car
dan
Co
rre
as
Susp
en
sió
n
Co
rto
elé
ctri
co
Fuga
de
ace
ite
Esp
árra
gos
Eje
s
Re
ten
ed
or
Dir
ecc
ión
Exce
so d
e h
um
o
Llan
tas
Fuga
de
re
frig
era
nte
42373533
2218
10 9 8 8 7 6 5 3 2 2 2 2 1 1 1 1 1 1 1 1 1
San Bernardino Mayo
0
20
40
60
80
100
120
Ma8.7euroV
Npr Nkr Ma8.5 Ma9.0 HD72
103
72
114 2 1
Fallas por Líneas

42
Gráfica 10. Fallas Mayo por Tipologías San Bernardino
Fuente: Los Autores,
9.3 EVALUACIÓN DIAGNÓSTICA. Cuando la flota es ingresada a la unidad de negocio se realiza un registro de novedades con respecto a fallos o reportes en vía los cuales necesitan mantenimientos correctivos que se deben realizar en el menor tiempo posible y así poder tener la disponibilidad de la flota necesaria para cumplir con la operación. Se realizó una agrupación de las fallas que tiene mayor incidencia mediante el uso del diagrama de Pareto, con la información obtenida durante el mes de Mayo teniendo en cuenta las novedades registradas para la flota vehicular de la unidad San Bernardino.
0
20
40
60
80
100
120
140
160
Bus Buseta Micro
160
18 15
Fallas por Tipología

43
Tabla 3. Novedades Operativas
Novedades Frecuencias
Absoluta Absoluta Acumulada
Relativa Unitaria
Relativa Acumulada
Puertas 28 28 14,51% 14,51%
Caja de velocidades 28 56 14,51% 29,02%
Se apaga y no enciende
22 78 11,40% 40,41%
TQ 02 22 100 11,40% 51,81%
Embrague 17 117 8,81% 60,62%
Fuga de aire 16 133 8,29% 68,91%
Temperatura 12 145 6,22% 75,13%
Frenos 11 156 5,70% 80,83%
Suspensión 4 160 2,07% 82,90%
Potencia 4 164 2,07% 84,97%
Fuga de aceite 3 167 1,55% 86,53%
Luces 3 170 1,55% 88,08%
Correas 2 172 1,04% 89,12%
Cardan 2 174 1,04% 90,16%
Dirección 2 176 1,04% 91,19%
Compresor 2 178 1,04% 92,23%
Baterías 2 180 1,04% 93,26%
Aceleración 2 182 1,04% 94,30%
Fuga de combustible 2 184 1,04% 95,34%
Fuga de refrigerante 2 186 1,04% 96,37%
Turbo 1 187 0,52% 96,89%
Corto eléctrico 1 188 0,52% 97,41%
Carrocería 1 189 0,52% 97,93%
Exceso de humo 1 190 0,52% 98,45%
Limpia-brisas 1 191 0,52% 98,96%
Testigos 1 192 0,52% 99,48%
Motor 1 193 0,52% 100,00% Fuente: Los Autores, 2016
La anterior tabla (Tabla 3) registra las novedades registradas en vía durante el mes de Mayo por los zonales de la UNE San Bernardino, empezando con las de mayor incidencia y terminando con las de menor. Durante el mes de Mayo se reportaron 193 novedades diferentes, las más renuentes son las 28 fallas por Puertas e igual número de reportes por Caja de velocidades, lo que representa el 14.51% de las reparaciones a realizar en cada sistema, y un total del 29% de correctivos a realizar. Con el diagrama de Pareto se puede visualizar el punto hasta donde llega el 80% de las novedades, en la siguiente gráfica (Ver Gráfica

44
16) se observa que el 80% de los fallos se encuentran en las primeras ocho novedades. Gráfica 11. Diagrama de Pareto Fallas Correctivas
Fuente: Los Autores, 2016
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
0
5
10
15
20
25
30
Pu
erta
s
Caj
a d
e ve
loci
dad
es
Se a
pag
a y
no
en
cien
de
TQ 0
2
Emb
ragu
e
Fuga
de
aire
Tem
pe
ratu
ra
Fre
no
s
Susp
en
sió
n
Po
ten
cia
Fuga
de
ace
ite
Luce
s
Co
rre
as
Car
dan
Dir
ecc
ión
Co
mp
reso
r
Bat
eri
as
Ace
lera
ció
n
Fuga
de
com
bu
stib
le
Fuga
de
refr
ige
ran
te
Turb
o
Co
rto
elé
ctri
co
Car
roce
ría
Exce
so d
e h
um
o
Lim
pia
-bri
sas
Test
igo
s
Mo
tor
Absoluta RelativaAcumulada

45
Cada proceso dentro de la cadena de abastecimiento tiene sus funciones
específicas, por lo tanto se puede realizar un análisis individual de cada eslabón
donde se puedan encontrar interrupciones o falencias que afecten el correcto flujo
de la cadena, algunas de las fallas son expuestas tanto en la gráfica 17 como en
la Tabla 4.
Gráfica 12. Diagrama de Causa y Efecto
Fuente: Los Autores, 2016

46
Tabla 4. Falencias en el Alistamiento de flota.
Proceso Falencias Descripción
Recepción
Tiempo perdido en la comunicación de las novedades presentadas.
La comunicación de las fallas presentadas en los zonales se da por medio del formato check-list el cual es entregado después de que ingresa la mayoría de la flota.
Tanqueo Desorganización al momento del tanqueo.
Se ha presentado desorganización en el momento del tanqueo ya que algunos operadores no respetan el turno asignado generando conflictos y retrasando el alistamiento de la flota.
Lavado Retrasos en el lavado externo del vehículo
El bajo nivel de control por parte del supervisor de la empresa de lavado implica un bajo rendimiento de los técnicos que realizan el lavado externo.
Mantenimiento
Intervenciones de mantenimiento de baja calidad o sin concluir.
La falta de repuestos. Herramienta en mal estado o inexistencia de la misma en el personal contratado directamente por la compañía. Alto número de novedades correctivas y poco personal para la realización de las intervenciones.
Habilitación Zonal
No habilitación del zonal
Reparaciones de baja calidad encontradas por el interventor de Transmilenio.
Limpieza Interna Retrasos en la limpieza interna del vehículo
Falta de compromiso por parte del personal de limpieza interna generando retrasos en la entrega del zonal al área de operaciones.
Fuente: Autores, 2016

47
El proceso de recepción de la flota debe ser lo más práctico para evitar que se
genere un cuello de botella en la cadena de abastecimiento del alistamiento de la
flota, pero a su vez lo más minucioso posible para evitar la omisión de registro de
novedades del estado de los vehículos. Al finalizar la recepción, sobre la media
noche aproximadamente, el recepcionista de flota se dirige a las oficinas de
mantenimiento para entregar los formatos diligenciados con las fallas de los
zonales y reportar las novedades encontradas al coordinador y supervisor de
mantenimiento. Teniendo dicha información el gestor de órdenes puede dar inicio
a la creación de órdenes de trabajos para los respectivos vehículos que presenten
novedad y de igual manera para los que están programados para mantenimiento
preventivo según información suministrada por el planeador de mantenimiento.
Con esta información nos podemos dar cuenta que la primera orden de trabajo se
genera dos horas después de iniciarse el proceso del alistamiento de la flota
vehicular, lo que genera reducción de los tiempos de intervención para los
zonales, además retrasando la información para el área de compras para la
asignación y entrega de los repuestos que sean necesarios.
El proceso del tanqueo, al igual que el de lavado externo, al generar los retrasos
explicados en la tabla anterior agregan un tiempo de espera adicional para el inicio
de las intervenciones de los zonales en el área de mantenimiento, lo cual obliga al
supervisor de mantenimiento a salir en la búsqueda de los vehículos para poder
iniciar con los trabajos necesarios. Esto finalmente es una causa para que los
trabajos que se deben realizar a los zonales por el área de mantenimiento sean
inconclusos, de baja calidad y generen un aplazamiento de los mantenimientos
preventivos, lo cual implica a largo plazo mayor cantidad de intervenciones
correctivas.

48
10. SOLUCIÓN
Teniendo en cuenta las posibles interrupciones que se generan en los diferentes
procesos de la cadena de abastecimiento para el alistamiento de la flota vehicular
se proponen una seria de soluciones o alternativas para mejorar el correcto flujo
de la cadena de abastecimiento, las cuales se describen a continuación en la tabla
5.
Tabla 5. Propuestas para el Alistamiento de Flota
Proceso Falencias Propuestas
Recepción
Tiempo perdido en la comunicación de las novedades presentadas.
Implementación de sistemas interactivos, como el uso de tabletas electrónicas las cuales se pueden enlazar con la red de datos de la compañía para permitir una comunicación en tiempo real con el área de mantenimiento, gestor de órdenes, supervisor y coordinador de mantenimiento.
Tanqueo Desorganización al momento del tanqueo.
Programar para el alistamiento nocturno de la flota dos Isleros los cuales estarán organizando los vehículos para evitar inconvenientes entre operadores.
Lavado Retrasos en el lavado externo del vehículo
Solicitar a la compañía de lavado un supervisor que genere orden y control al personal que realiza el lavado externo de los zonales durante dicho proceso.
Mantenimiento
Intervenciones de mantenimiento de baja calidad o sin concluir.
Modificar la programación del personal de mantenimiento contratado por la compañía directamente y el personal outsourcing, para obtener una mayor cantidad de recursos que realicen las intervenciones necesarias y programadas.
Limpieza Interna Retrasos en la limpieza interna del vehículo
Solicitar a la compañía de lavado un supervisor que genere orden y control al personal que realiza la limpieza interna de los zonales durante dicho proceso.
Fuente: Los Autores, 2016

49
Teniendo en cuenta las propuestas para el alistamiento de la flota vehicular en la
unidad de negocios San Bernardino se sugiere tener en cuenta los siguientes
puntos:
En el proceso de recepción la utilización de los medios electrónicos como la
tableta se puede mejorar enlazándola al software de mantenimiento de las
compañía en donde el gestor pueda generar alertas por vehículos con el fin
que el coordinador de mantenimiento decide a cuales novedades se les debe
generar una orden de trabajo y que personal lo debe realizar, esto para
mantener el orden y jerarquía en el área de mantenimiento.
En el proceso de tanqueo se evidencia la necesidad de mantener un mínimo
de dos personas Isleros para prevenir los inconvenientes con los operadores y
garantizar un correcto flujo en este proceso.
En cuanto a la limpieza externa e interna de los zonales es necesaria la
supervisión de los dos equipos de lavado, teniendo en cuenta que se realizan
en lugares diferentes estos dos procesos, permite que el personal que realiza
la limpieza se desorganice generando más retrasos al alistamiento de la flota
vehicular., de ahí la importancia de mantener dos supervisores durante todo el
proceso.
En el área de mantenimiento de la UNE San Bernardino actualmente se cuenta
con 35 personas técnicas contratadas directamente por la compañía, cuatro
supervisores de mantenimiento, tres gestores de órdenes de trabajo, dos
Isleros, un planeador de mantenimiento, un coordinador y un gerente de
mantenimiento. Adicionalmente cuenta con 25 personas que trabajan con
empresas externas dedicadas a la prestación de servicios de mantenimiento.
De aquí se plantea aumentar la cantidad de personal que trabaje en el horario
nocturno, ya que en la compañía se establecieron 3 turnos laborales de 8
horas.

50
10.1 INDICADORES DE GESTIÓN
De igual manera como se formuló en los objetivos se piensa que los indicadores
de gestión que aplican de mejor manera para el control y el seguimiento de los
resultados del alistamiento de la lota se pueden medir de la siguiente manera:
Cumplimiento mantenimientos preventivos =𝑁° 𝑀𝑡𝑡𝑜𝑟𝑒𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑠
𝑁° 𝑀𝑡𝑡𝑜𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜𝑠 × 100
Productividad de mantenimiento = Tiempo de Actividad por vehículo
Tiempo estandar de Actividad por vehículo× 100
Porcentaje de zonales inmovilizados =𝑁° 𝑖𝑛𝑚𝑜𝑣𝑖𝑙𝑖𝑧𝑎𝑑𝑜𝑠
𝑇𝑜𝑡𝑎𝑙𝐹𝑙𝑜𝑡𝑎 × 100
Tiempo vehículos inmovilizados =∑ 𝑑í𝑎𝑠𝑖𝑛𝑚𝑜𝑣𝑖𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛
𝑇𝑜𝑡𝑎𝑙𝐹𝑙𝑜𝑡𝑎

51
11. CONCLUSIONES
Se logró mostrar la importancia de cada eslabón de la cadena de abastecimiento
para el área de mantenimiento en el alistamiento de la flota vehicular, dicho
alistamiento requiere un trabajo articulado y fluido, puesto que cada falla que
pueda presentar cada proceso genera inmediatamente pérdidas de tiempo
considerables al siguiente eslabón.
Se propuso un control de tiempo a las actividades que se realizaran por cada
vehículo lo que ayuda a mejorar la planeación y el desarrollo de las actividades
necesarias.
La implementación de sistemas informáticos prácticos contribuirá a un mejor flujo
de la información sobre todo en el proceso de recepción, lo que ayudará a mejorar
los tiempos de trabajo y reacción del personal de mantenimiento sobretodo en el
alistamiento de herramientas y repuestos para poder realizar las intervenciones
necesarias de una manera completa.
La implementación de la filosofía Justo a Tiempo ayudará a eliminar los tiempos
muertos en todo el proceso mejorando el funcionamiento total del alistamiento de
la flota garantizando una mayor disponibilidad de flota para el área de
operaciones.

52
12. RECOMENDACIONES
Realizar una nueva programación del personal que trabajará en el alistamiento de
la flota para poder obtener una mayor capacidad de reacción a los mantenimientos
que se deban realizar en dicho alistamiento.
Eliminar los tiempos que no generan valor a la cadena de abastecimiento
garantizando la mayor productividad del personal que interviene en todo el
proceso de alistamiento de flota.
Implementar un diagrama de actividades a realizar y generar incentivos por
cumplimiento al personal de cada eslabón de la cadena de abastecimiento.
Organizar una meta de revisión de zonales por personas de mantenimiento que
garanticen las inexistencias de fallas en los zonales para evitar la no habilitación
por parte de la interventoría de mantenimiento.

53
13. BIBLIOGRAFÍA
CÁMARA DE COMERCIO DE BOGOTÁ. Logística y Distribución Física
Internacional: Clave en las operaciones de comercio exterior Disponible en internet
en:
http://bibliotecadigital.ccb.org.co/bitstream/handle/11520/1040/3726_logisticaintern
acionalcomercioexterior.pdf
CHASE y AQUILANO. Gestión de la Producción y dirección de Operaciones. 5ed.
México: McGraw Hill, 2006.
CONSULTORIO CONTABLE. Justo a Tiempo. Universidad EAFIT. Disponible en
internet en: http://www.eafit.edu.co/escuelas/administracion/consultorio-
contable/Documents/Nota%20de%20clase%2019%20Justo%20a%20tiempo.pdf
El Espectador. Diariamente se varan 194 buses del SIPT. Publicado el 3 de Junio de 2015. Disponible en internet en: http://www.elespectador.com/noticias/bogota/diariamente-se-varan-194-buses-del-sitp-articulo-564408 Consultado el 17 de junio de 2016
Escuela Técnica Superior de Ingenieros Industriales. El Diagrama de Pareto.
Universidad de Vigo. Disponible en internet en:
http://gio.uvigo.es/asignaturas/gestioncalidad/GCal0405.DiagramaPareto.pdf
ETB. ¿Quiénes Somos? Disponible en internet en: http://etib.com.co/web/index.php/sobre-etib/politica- de-gestion- integral Recuperado el 7 de Mayo de 2016
FUERTES, Marcelino. Ingeniería de Métodos y Tiempos, texto básico.
RioambaEspoch, 2008.
Gestión de Operaciones. ¿Que és diagrama de Ishikawa y qué es Diagrama de
Causa y Efecto? Publicado el 31 de diciembre de 2014. Gestión de Calidad.
Disponible en internet en: http://www.gestiondeoperaciones.net/gestion-de-
calidad/que-es-el-diagrama-de-ishikawa-o-diagrama-de-causa-efecto/
Gestión de Operaciones. Como hacer un Diagrama de Pareto en Excel 2010.
Publicado el 31 de diciembre de 2014. Gestión de Calidad. Disponible en internet
enhttp://www.gestiondeoperaciones.net/gestion-de-calidad/como-hacer-un-
diagrama-de-pareto-con-excel-2010/
54
HARRINGTON, James. Mejoramiento de los procesos de la empresa. Bogotá:
McGraw Hill, 1992.
MARCO, Juan Antonio. Introducción a la Logística Publicado 27 de Diciembre de
2013. IMF Bussines School.Disponible en internet en:
http://es.slideshare.net/IMFformacion/logstica-y-cadena-de-suministro-29523927
PUBLIMETRO. Las fallas mecánicas más comunes de los buses del SITP. Publicado el 11 de Mayo de 2016 Disponible en internet en: http://www.publimetro.co/bogota/las-fallas-mecanicas-mas-comunes-de-los-buses-del-sitp/lmkpek!0LaFPJOSUSGL6/ Consultado el 17 de junio de 2016
SALINAS, Oscar Javier. Servicio y procesos de elaboración de servicios.
Publicado 11 de Octubre de 2000. Gestiopolis. Disponible en internet en:
http://eco.unne.edu.ar/contabilidad/costos/iapuco/trabajo25_iapuco.pdf
SHROEDER, Roger. Ingeniería Industrial; Administración de operaciones. A ed.. Mexico: McGraw Hill, 1992.
Sistema Integrado de Transporte de Bogotá. En: Wikipedia, Disponible en internet
en:
https://es.wikipedia.org/wiki/Sistema_Integrado_de_Transporte_de_Bogot%C3%A
1
SITP, 2015. Disponible en internet en: http://www.sitp.gov.co/Publicaciones/que_es_el_sitp/informacion_general Recuperado el Mayo 7 de 2016.
TRANSMILENIO, Historia de Transmilenio. 2015, Disponible en internet en: http://www.transmilenio.gov.co/es/articulos/historia Recuperado el Mayo 7 de 2016.
FRIEVALDS, Niebel. Ingeniería Industrial, Métodos estándares y diseño del trabajo, México: Editorial Alfaomega, Edición 11,2004
KRICK, Edward. Ingeniería de Métodos. Editorial Limusa S.A. México D.F. 1999 ISBN 968-18-0585-2.
MAYNARD, Harold. Manual de Ingeniería de Producción Industrial, Editorial Reverté, volumen 1, 1984, ISBN 8429126708.
Benjamín W. Niebel, A. 1990, Ingeniería industrial, métodos, tiempos y movimientos, Ed. Alfaomega, México.





























