Embed Size (px)
Citation preview
Hydrotreating Process Development for the Production of Biofuels from Vegetable Oils
Suchada Butnark
ResearcherPetroleum Products and Alternative Fuels Research Department
August 1, 2013

PTT RTI Disclaimer
-------------------------------------------------------------------------------------------------
PTT Research and Technology Institute,
PTT Public Company Limited Disclaimer
-------------------------------------------------------------------------------------------------
The information contained in our presentation is intended solely for your personal reference only. In addition, such information contains projections and forward-looking statements that reflect our current views with respect to future events and financial performance. These views are based on assumptions subject to various risks and uncertainties. No assurance is given that future events will occur, that projections will be achieved, or that our assumptions are correct. Actual results may differ materially from those projected.

Outline
• Global Energy System
• Thailand Current Energy Status
• Overview on Biofuels
• R&D of BHD Production at PTT-RTI
– Phase I(A): lab-scale BHD production
– Phase I(B): Lab-scale Catalyst Syntheses
– Phase II(A): Pilot-scale Production of Standalone BHD
– Phase II(B): Pilot-scale Production of Co-processed BHD
– Phase III: Plant Trial of Co-processing of Palm oil and Refinery
Stream
• Conclusion and Future Works
3

GLOBAL ENERGY SYSTEM
Page 4

The current global energy system is fossil fuel dominated
5
1. Fossil fuel still dominates (85%)
2. Bioenergy is leading amongst RE, followed by hydropower
Source: The IPCC Special Report on Renewable Energy Sources and Climate Change Mitigation, IPCC, 2011
Welcome Speech “World Renewable Energy Congress WREC 2011 – Sweden”
Analyzed by Dr. Kunn Kungvansaichol

Energy accounts for 79% of Global Greenhouse Gas Emissions
Source: Energy: the EU and the World - WREC 2011 6
GHG share in 2008
Analyzed by Dr. Kunn Kungvansaichol

International Energy Outlook by Fuel Type from 1990-2035
Page 7Source: International Energy Outlook 2010, EIA, USA, July 2010
• Liquids (including biofuel)
increases due to the demand in
Transportation sector, while other
sectors are flat. Also liquids still
dominate.
• Natural gas grows well in power
generation sector
• Coal will provide the largest
share for power generation
• The share of renewable power
increases from 18% in 2007 to 23%
in 2035 (within power sector only)
• Within RE, hydro and wind
accounts for 54% and 26 %
Analyzed by Dr. Kunn Kungvansaichol

THAILAND CURRENT ENERGY
STATUS
Page 8

Thailand Current Energy Status : Gas and Oil Lead
Source: EPPO 9
Analyzed by Dr. Kunn Kungvansaichol

0
500
1000
1500
2000
2500
3000
3500
1985
1990
1995
2000
2005
2010
2015
Oil
Natural
Gas
Coal &
Lignite
Hydro &
Imported
Electricity
Actual ProjectionKBD
47%
32%
17%
2.7%
2006: ~1,440KBD
31%
43%
15%
3%
•Oil and gas are major sources of energy and
will remain so for many years;
• Transportation sector still occupies the largest
portion of total energy demand or around 38%
followed by industrial sector unlike the world
situation
Source: Energy Policy and Planning Office, Ministry of Energy
Renewables
1.4%
8%
Industrial
37%
Transportation
38%
Others
25%
Note: feedstock excluded and information for Renewables from 2005
Thailand’s Commercial Primary Energy Consumption

Thailand’s National Policy on Biofuel
Page 11
Alternative Energy Development Plan (AEDP: 2012-2021)
Target: Alternative Energy 25% within 2021
New Energy
Wave
(2 MW)
Geothermal
(1 MW)
Solar Power
(2000 MW)
Wind
(1200 MW)
Hydro
(1608 MW)Biomass
Biomass
(3630 MW)
Biogas
(600 MW)
Waste
(160 MW)
Biofuel
Ethanol
(9 MMLPD)
Biodiesel
(5.97 MMLPD)
Diesel Substitute
(25 MMLPD)
Low Carbon Society Development
R&D Budget
Private and Community Investment
Source: http://www.dede.go.th : AEDP 2012-2021

New Biofuels Replacing Diesel as of Thailand’s AEDP: 2012-2021
Page 12
Plan Deliverables Phase I Phase II
1. R&D Plan
1.1 ED95
1.2 Diesohol
1.3 FAEE
1.4 BHD
1.5 Algae
1.6 Jatropha
1.7 BTL
- Proper information of on
development of new
biofuels
- Preparation on pilot
projects and
commercialization of new biofuels
2. Pilot Project and Fleet Test
- Pilot projects
- Fleet test on new
biofuel
- Decision making on
investment of new feasible biofuel
3. Commercialization - Commercialization with
capacity of 2 MMLPD in
2018
- Up to 25-MMLPD capacity in 2021
ED 95Diesohol
FAEEBHD
Algae
BTLJatropha
2014
2015
2016
2014-2016
Pilot Projects: ED 95 or Diesohol or FAEE
2015-2017
Pilot Projects: Algae, Jatropha and BHD
2015-2017
Pilot Projects: Bio-Derived Jet Fuel and BHD
Commercialization
2018 2019 2020 2021
2 6 15 25
Source: Thailand’s Alternative Energy Development Plan: AEDP 2012-2021

OVERVIEW ON BIOFUELS
Page 13

PTT Biofuels and Biorefinery R&D Program Overview
14

PTT R&D overview on biofuel
R&D 2nd gen.1st gen.
sugarcane
Sweet Sorghum
Ag. Residue
& Waste
Ethanol
Biodiesel/
BHD
Cassava
Oil Palm Jatropha Curcas Microalgae
Woody Crops
Grasses
Aquatic Plants
BHDBiodiesel
Cassava EtOH Cellulosic EtOH
BTL
Synthetic
Fuels
Processes
Molasses &
Sugarcane
Juice EtOH
Pyrolysis
Bioplastics
Animal Feed
Biochemicals
othersPage 15
Source: Dr.Kunn Kangvansaichol

16
– Acid Value
– Methanol
– Oxidation Stability
– Poly unsaturated fatty acidmethyl ester content
– Ester content
– Tri-glyceride
– Mono-glyceride
– Di-glyseride
– Glycerine
– Solid foreign material
– Water
– Cold performance
– Metals
– Phosporous
Damage on Fuel line parts
metal corrosion, rubber swell
etc.
Pump failure sticking
adhesive material
Filter plugging
→Engine stop
by stopping fuel supply
Hard start
at low temperature
Deterioration of
after treatment system
Estimated Trouble Properties to be remarked
Worsen exhaust gas
Issues of Low Quality Biodiesel (FAME) in Thailand:FAME Properties to be remarked
Source: Petroleum Products and Alternative Fuels Research Department

17
Filter
(FAME)
Pressure
Sensor Common Rail
Supply
Pump
Fuel
Filter
Injector
Fuel Tank
Pressure
Discharging
Valve
ECU
ECU
No.2
Valve
Stick inside FIE
Poor oxidation stability FAME corrodes fuel tank and clogging in nozzle of common rail engine.
Forming Carbonic Acid Salt
(Adhesive material)
Issues of FAME:Example of Market Experience
Source: Petroleum Products and Alternative Fuels Research Department

The Comparison between FAME, BHD and Diesel
18
Source: Petroleum Products and Alternative Fuels Research Department
FAME BHD Diesel

Oil and Fat
Blending
Methanol & Catalyst
FAME
Transesterification Biodiesel
Glycerine
Bxx
Fatty Acid Methyl Ester (FAME or Biodiesel) &
Bio-hydrogenated Diesel(BHD)
19
Oil and Fat
Blending
Hydrogen & Catalyst BHD-Standalone
Hydrotreating BHD
Propane/Water
BHD-blended
Diesel (ULSD)
Oil and Fat
Hydrogen& Catalyst BHD-Coprocess
Preheater
BHD-ready Diesel
(ULSD)Distillate
Hydrotreater
VGO/Diesel
Bio-hydrogenated Diesel(BHD) Process
Source: Dr.Kunn Kangvansaichol

BHD : World Status
Company Technology Status
Neste Oil Standalone
(NExBTL)
• Summer 2007: Neste Oil’s Porvoo refinery 170,000 t/a
• 2008: 100% NExBTL in Helsinki Buses & Green Diesel (BHD10)
• 2009: 2nd Porvoo 170,000 t/a of NExBTL diesel
• 2010: 800,000 t/a in Singapore (550 Million EURO), shifting
towards palm oil certified by the Roundtable on Sustainable
Palm Oil (RSPO)
• 2011: 800,000 t/a in Rotterdam (25-hectare site close to oil
refineries and petrochemical plants)
Petrobras Co-processing
(H-BIO)
• 2008-2012 : Investment in PETROBRAS refineries (5 ready)
• 2012 Target : Using up to 1.6 Million m3/year of vegetable oil
(compared to 938 thousand m3/year Biodiesel production)
ConocoPhillips Co-processing • Dec 2006: Whitegate Refinery, Cork, Ireland at 1,000 BPD
• 2007: Pilot with Tyson On hold due to lack of gov. subsidy
BP Co-processing
(Renewable
Diesel)
• 2008Q1: 1.5% Tallow BP’s Bulwer Refinery (tallow) in
Queensland
• 2009: Plan to commercial up to 5% Tallow
Cetane Energy Standalone • 2009: Produced 300 bbls of renewable diesel from tallow
Source: www.greencarcongress.com, Neste, Petrobras, Conoco, BP, ENI, UOP, Cetane Energy
20

BHD : World Status (cont.)Company Technology Status
Nippon Oil Co-processing • 2007-2008: BHD10 trial in 2 buses in Tokyo (with TOYOTA)
Shell N/A • Pilot Test with Alberta Renewable Diesel Demonstration Project
compared with Biodiesel
• The test is Canada’s largest Renewable Diesel demonstration
Dynamic Fuels BiofiningTM by
Syntroleum
• 2009: Constructing a $135 million, 75 MMgy facility that aims
to start producing renewable diesel and jet fuel in 2010.
Canmet, Natural
Resources
Canada
(SUPERCETANETM)
Standalone • Technology available for licensing
• 2006: Completed the economic feasibility
•The simulated plant location was set in Edmonton,
Alberta, Canada.
•The capital cost to build an 800 barrels/day plant would
be about US$12.7 million (2005). The payout time would be
about 2.4 years based on a price of hydrogen of
US$2.96/kg, a feedstock price of US$0.33/kg and a
SUPERCETANETM selling price of US$0.69/kg.
PTT
(BHD)
Standalone/
Co-processing
• R&D stage (from Palm, Jatropha and FFA)
• 2009Q4: PTT pilot plant completed
• 2008-2011: MOU with TMT/TMAP-EM to study the feasibility of
BHD in Thailand
• 2012: 1.3 ML co-processed BHD from IRPC plant trial
Source: www.greencarcongress.com, ENEOS, Shell, Dynamic Fuels, Canmet, PTT internal
21

BHD : World Status (cont.)
Company Technology Status
Diamond Green
Diesel (DGD)
Co-processing • 2013: 1.5 MLPD green diesel produced from recycled animal fat
and used cooking oil in Narco, Louisiana, USA using UOP Eco-
fining process <http://www.greencarcongress.com>
ENI / UOP Standalone
(EcofiningTM)
• 2008: Front end engineering design of an industrial plant
completed
• 2009: ENI at Livorno, Italy will online Renewable Diesel
Facilities 6,500 BPD Using UOP’s Ecofining Technology (expected)
• 2014: ENI will produce more than 100 million gallons per year
of renewable diesel at its Venice facility beginning in 2014.
Source: www.greencarcongress.com, ENEOS, Shell, Dynamic Fuels, Canmet, PTT internal
22
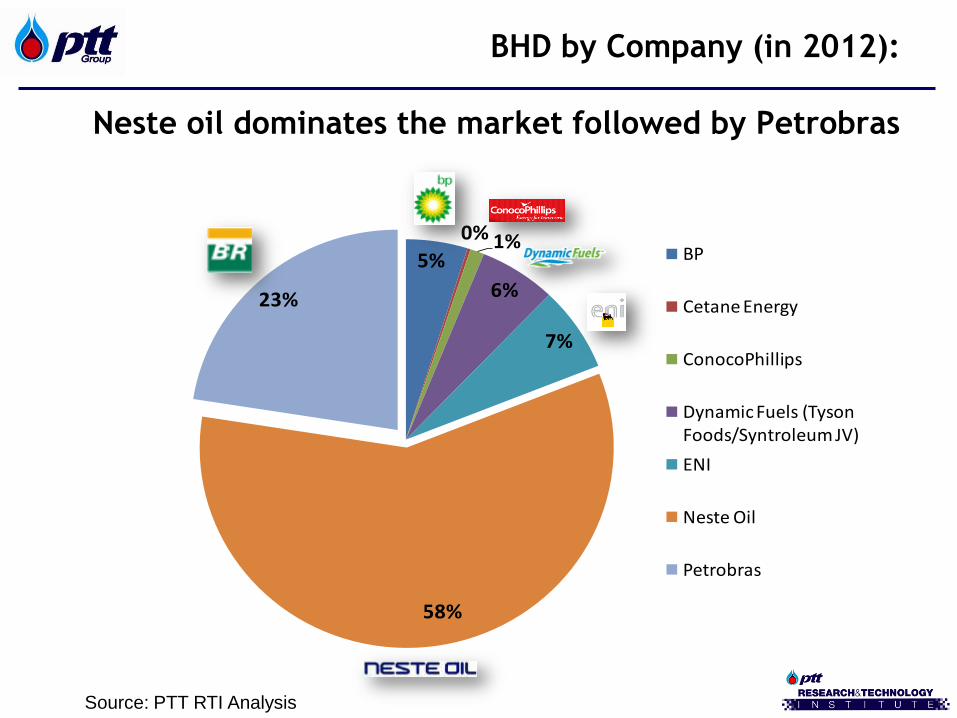
BHD by Company (in 2012):
Neste oil dominates the market followed by Petrobras
Source: PTT RTI Analysis
5%
0% 1%
6%
7%
58%
23%
BP
Cetane Energy
ConocoPhillips
Dynamic Fuels (Tyson Foods/Syntroleum JV)
ENI
Neste Oil
Petrobras

BHD by Feedstock (in 2012):
Palm oil dominates as feedstock of choice
Source: PTT RTI Analysis
5%
53%
7%
23%
1% 11%
N/A
Palm
Soy and Palm
Soybean oil
Soybean oil and others
Tallow

R&D OF BHD PRODUCTION AT PTT-RTI
25

R&D at PTT-RTI
• Feedstock Selection
– Feedstock Types by Generation
• Phase I:
– Lab-scale BHD production
– Lab-scale catalyst syntheses: hydrotreating, hydrocracking and isomerization
catalysts for production of bio-jet, bio-gasoline and iso-BHD
• Phase II:
– Pilot-scale production of standalone BHD
– Pilot-scale production of co-processed BHD
• Phase III:
– Plant trial of co-processing of palm oil and refinery stream
26
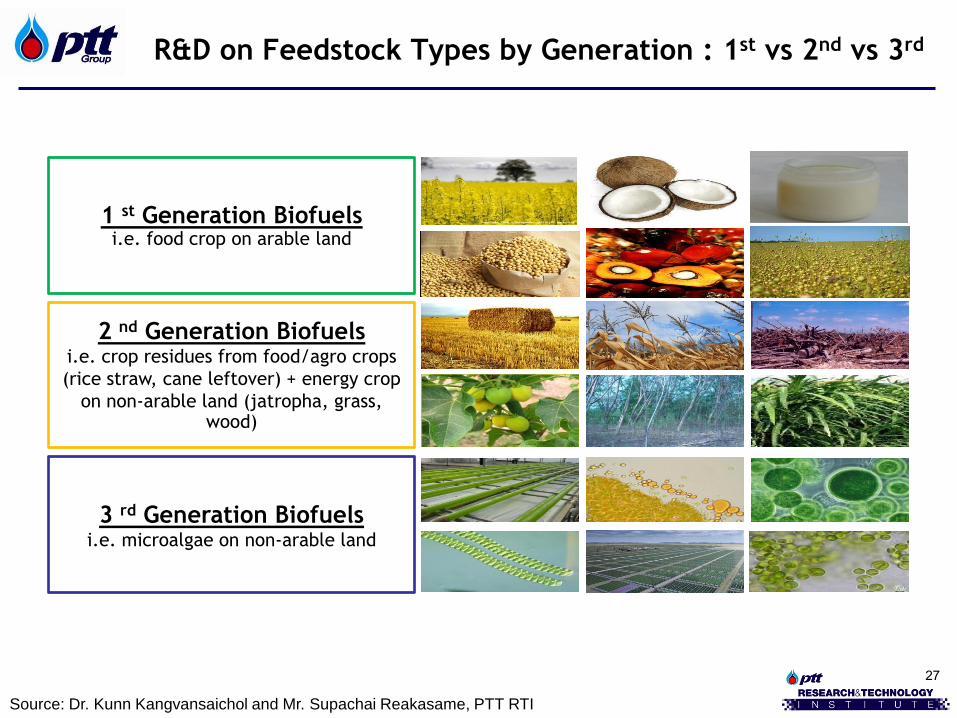
2 nd Generation Biofuels i.e. crop residues from food/agro crops
(rice straw, cane leftover) + energy crop
on non-arable land (jatropha, grass, wood)
1 st Generation Biofuelsi.e. food crop on arable land
3 rd Generation Biofuelsi.e. microalgae on non-arable land
Source: Dr. Kunn Kangvansaichol and Mr. Supachai Reakasame, PTT RTI
R&D on Feedstock Types by Generation : 1st vs 2nd vs 3rd
27

BHD Process Technology Roadmap
28

PHASE I(A): LAB-SCALE BHD
PRODUCTION
29

30
n-BHD can be blended with conventional diesel fuel with more than 5% weight
Oil and Fat
Hydrogen & Catalyst
Hydrotreating n-BHD
Propane/Water
Hydrocracking/
Isomerization
Hydrogen & Catalyst
iso-BHD
Bio-Jet
Bio-Gasoline
Overview of Production of BHD, Bio-jet and Bio-gasoline
(Standalone hydrotreating process)

Micro-hydrotreating Units at TU, PPC and PTT-RTI
31

Variation of feedstock, catalyst and conditions
• Feedstock
– Free fatty acid (FFA)
– Crude palm oil (CPO), refined palm oil (RPO) and palm olein
– Crude jatropha oil (CJO)
– Used cooking oil (UCO)
• Catalyst
– NiMo/Alumina
– CoMo/Alumina
– Pd/C
• Conditions
– Pressure: 15-50 bar
– Temperature: 250-400C
– H2/Oil: 500-1000 NL/L
– LHSV: 0.1-2 h-1
32
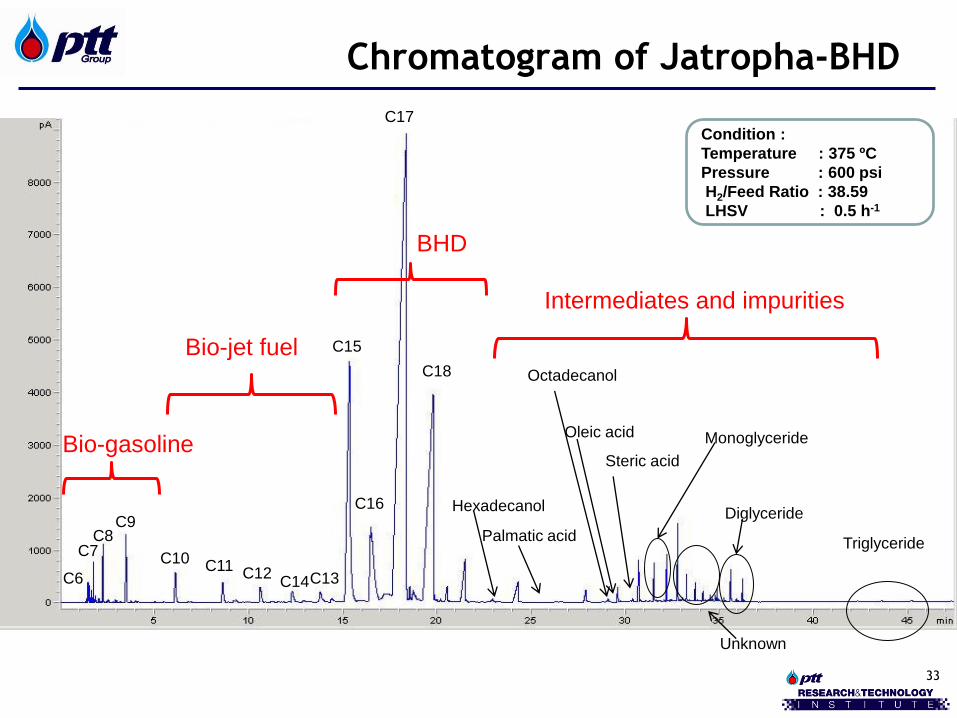
Chromatogram of Jatropha-BHD
33
C17
C18
C15
C16
C13C14C12C11
C10
C9C8
C7
C6
Hexadecanol
Palmatic acid
Octadecanol
Steric acid
Monoglyceride
Diglyceride
Triglyceride
Oleic acid
Condition :
Temperature : 375 ºC
Pressure : 600 psi
H2/Feed Ratio : 38.59
LHSV : 0.5 h-1
Unknown
33
Bio-gasoline
BHD
Bio-jet fuel
Intermediates and impurities

Compositions of palm-BHD and jatropha-BHD
34
Fatty Acid Component Palm (%) Jatropha (%)
C15 5.2 2.3
C16 32.0 12.0
C17 9.0 11.0
C18 49.0 68.0
• The difference in fatty acid component is the main reason
for difference in cloud point
• Jatropha BHD with higher portion of C18 has higher cloud
point than that of Palm BHD

Freezing Point of Different Hydrocarbon Types
Hydrocarbon Freezing Point (C)
C12H26 -10
C14H30 5.5
C15H32 10.0
C16H34 18.1
C17H36 22.5
C18H38 28.0
35
Normal paraffin resulted in wax crystallization at more than 20C.

PHASE I(B): LAB-SCALE CATALYST SYNTHESES:
(HYDROTREATING, HYDROCRACKING AND ISOMERIZATION CATALYSTS
FOR PRODUCTION OF BIO-JET/BIO-GASOLINE AND ISO-BHD)
36

37
iso-BHD can be produced from isomerization process for improvement of
cold flow properties.
Oil and Fat
Hydrogen & Catalyst
Hydrotreating n-BHD
Propane/Water
Hydrocracking/
Isomerization
Hydrogen & Catalyst
iso-BHD
Bio-Jet
Bio-Gasoline
Overview of Production of BHD, Bio-jet and Bio-gasoline
(Standalone hydrotreating process)
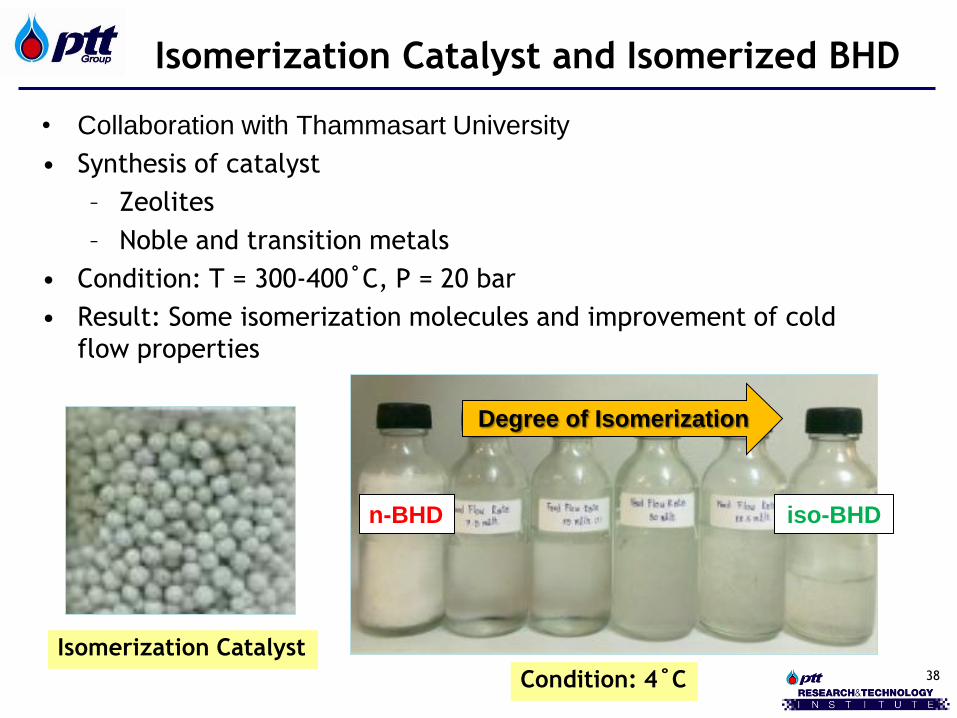
Isomerization Catalyst and Isomerized BHD
38
• Collaboration with Thammasart University
• Synthesis of catalyst
– Zeolites
– Noble and transition metals
• Condition: T = 300-400˚C, P = 20 bar
• Result: Some isomerization molecules and improvement of cold
flow properties
n-BHD
Degree of Isomerization
iso-BHD
Condition: 4˚C
Isomerization Catalyst

Relationship between n-paraffins and Estimated Cloud Points
39
0
20
40
60
80
100
120
-25 -20 -15 -10 -5 0 5 10 15 20 25
nC15-nC18, %wt.
Test, oC
• Low n-paraffin (high iso-paraffin) components
tend to improve cold flow properties of the product
Estimated Cloud Point from DSC,C

Overview of Production of BHD, Bio-jet and Bio-gasoline
(Standalone hydrotreating process)
40
Bio-gasoline and bio-jet can be produced from hydrocracking and
isomerization processes.
Oil and Fat
Hydrogen & Catalyst
Hydrotreating n-BHD
Propane/Water
Hydrocracking/
Isomerization
Hydrogen & Catalyst
iso-BHD
Bio-Jet
Bio-Gasoline

Production of Bio-Jet Fuel
Page 41
• Collaboration with Petroleum and
Petrochemical College
• Result:
- Bio-jet fuel with freezing point at
-46.5C, boiling point of 140-250C
and 30% yield
Distillation of bio-jet fuel product

PHASE II(A): PILOT-SCALE
PRODUCTION OF STANDALONE BHD
42

Pilot-scale Production System at PTT-RTI
Hydrogen Compressor Unit
Hydrotreating Catalyst
43Hydrotreating Unit

Standalone Pilot-Scale Production of BHD
44
BHD from PalmHydrotreating Reactors
Hydrogen Gas
BHD from Jatropha
Palm Oil
Jatropha Oil
Optimal condition: 320 C, 34 bar, LHSV = 1h-1, H2/oil = 1000 NL/L

Property Unit Paraffinic Diesel Limit
EU’sConventionalDiesel Limit
Thailand’sB2 Limit
Thailand’sB5 Limit
Palm-BHD
Jatropha-BHD
Cetane number, min -
Class A Class B
51 50 (2012) 50 (2012) Ongoing Ongoing70 (1) 51 min –
66 max (1)
Cetane index, min - - 46 50 (2012) 50 (2012) 111.6 -
Density at 15°C, min-max
(D 4052)kg/m3 770 – 800 800 – 845 810-870 810-870 784 786
Total aromatics, max wt% 1.0 - - - 0 0
Polycyclic aromatics hydrocarbons (PAH), max (2)
wt%0.1 8 -
(11; 2012)-
(11; 2012)0 0
Total olefin content, max wt% 0.1 - - - - -
Sulfur, max (D 4294)(D 2622; 2012)
ppm 5 10350
(50; 2012)350
(50; 2012)0.31 0.24
Flash point, min (D 93) ⁰C 55 55 52 52 122.5 124
Carbon residue (on 10% distillation residue), max (3)(D 2500)
wt% 0.30 0.30 0.05 0.05 0 0
Ash, max (D 482) wt% 0.01 0.01 0.01 0.01 - -
Heating value (D240) MJ/kg - - 45,968 39,550 47,354 -
Requirements for Diesel Fuels and Analysis Results of
BHD Produced by PTT
45

Property UnitParaffinic
Diesel Limit
EU’sConventionalDiesel Limit
Thailand’sB2 limit
Thailand’sB5 Limit
Palm-BHD
Jatropha-BHD
Water, max mg/kg 200 (4) 200 500(Water/Sed.)
500 (Water/Sed.) 500 (B100)
70 50
Total contamination, max mg/kg 24 24 - 24 (B100) - -
Copper strip corrosion (3 h at 50⁰C)
rating Class 1 Class 1 Class 1 Class 1 1a 1a
FAME (Fatty acid methyl ester) content, max
vol% - 7 2 5 - -
Oxidation stability, max g/m3 25 25 - 25 - -
Lubricity, corrected wear scar diameter (wsd 1.4) at 60⁰C, max
HFRR (CEC F06-A-96)m
460 (5) 460 460 460 579 566
Viscosity at 40⁰C, min-max mm2/s 2.0-4.5 1.2-4.0 1.8-4.1 1.8-4.1 3.3 3.3
Distillation:
T95, max
E250, max
E350, max
⁰C
vol%
vol%
360
-
-
360
65
85
---
---
---
---
90% recovered (D 86) ⁰C 357 max 357 max 357 max 357 max 302.7 305.1
Color: 1) Hue
2) Intensity (D1500)
-
-
-
-
-
-Yellow
4.0
Red
2.0 + red dye
clear , water-
like
clear , water-like
Requirements for Diesel Fuels and Analysis Results of
BHD Produced by PTT (continued)
46

Property UnitParaffinic
Diesel Limit
EU’sConventionalDiesel Limit
Thailand’sB2 Limit
Thailand’sB5 Limit
Palm-BHD
Jatropha-BHD
TAN (D664) mg KOH/g 0.13 0.13 - 0.5 (B100) 0.01-0.05 0.01-0.05
Iodine value (EN 14111)g Iodine/
100 g - -
3
(actual value)120 (B100) Nil Nil
Cloud point (D5771) C - - - - 22 24
Pour point (D5950) C - - 10 10 20 26
Cold filter plugging point (D6371)
C - - - - 20 23
Metal (ICP-OES) ppm
Al ppm - - - - - -
Ni ppm - - - - - -
Co ppm - - - - - -
Mo ppm - - - - - -
Zn ppm - - - - - -
Monoglyceride (EN 14105)
%wt - --
0.80 (B100) Nil Nil
Diglyceride (EN 14105) %wt - - - 0.20 (B100) Nil Nil
Triglyceride (EN 14105) %wt - - - 0.20 (B100) Nil Nil
Total glycerin %wt - - - 0.25 (B100) Nil Nil
FFA %wt - - - - Nil Nil
Requirements for Diesel Fuels and Analysis Results of
BHD Produced by PTT (continued)
47

Properties of BHD Products Compared to Regular Diesel
• Higher cetane number
• Higher heat of combustion (MJ/kg)
• Higher flash point
• Lower density
• Poorer lubricity (compared to biodiesel)
• Poorer cold flow properties
48

PHASE II(B): PILOT-SCALE
PRODUCTION OF CO-PROCESSED BHD
49

Process Diagram for Pilot-scale Co-processing
50
Collaborated with IRPC, about 5-20% refined palm oil (RPO) have been incorporated to vacuum gas
oil (VGO) in pilot-scale demonstration.

Co-processing Technology for BHD Production
51

Co-processed BHD Properties
52
Property UnitParaffinic
Diesel Limit
EU’s ConventionalDiesel Limit
Thailand’sB2 Limit
Thailand’sB5 Limit
Co-processed BHD
Cetane number, min -Class A Class B
51 50 (2012) 50 (2012) 66.4(CFR)70 (1) 51 min – 66
max (1)
Density at 15°C, min-max (D 4052) kg/m3 770 – 800 800 – 845 810-870 810-870 815Total aromatics, max wt% 1.0 - - - 16.1Sulfur, max (D 4294, D 2622) ppm 5 10 50 50 6.37Heating value (D240) J/g - - 45,968 39,550 46,130
Water, max mg/kg 200 (4) 200 500 (Water/Sed.)500 (Water/Sed.)
500 (B100)71
Oxidation stability, max g/m3 25 25 - 25 2Lubricity, corrected wear scar diameter (wsd 1.4) at 60C, max, HFRR (CEC F06-A-96)
m 460 (5) 460 460 460 481
Viscosity at 40C, min-max mm2/s 2.0-4.5 1.2-4.0 1.8-4.1 1.8-4.1 4.4
Distillation: 90% recovered (D 86) C 357 max 357 max 357 max 357 max 352
Iodine value (EN 14111)g Iodine/
100 g- -
3 (actual value)
120 (B100)
Nil
Pour point (D5950) C - - 10 10 3

PHASE III(A): PLANT TRIAL OF CO-PROCESSING OF
PALM OIL AND REFINERY STREAM
53

54
IRPC Plant Trial
At existing hydrotreating unit , refined palm oil (RPO) and heavy gas oil (HGO) was incorporated in-situ.
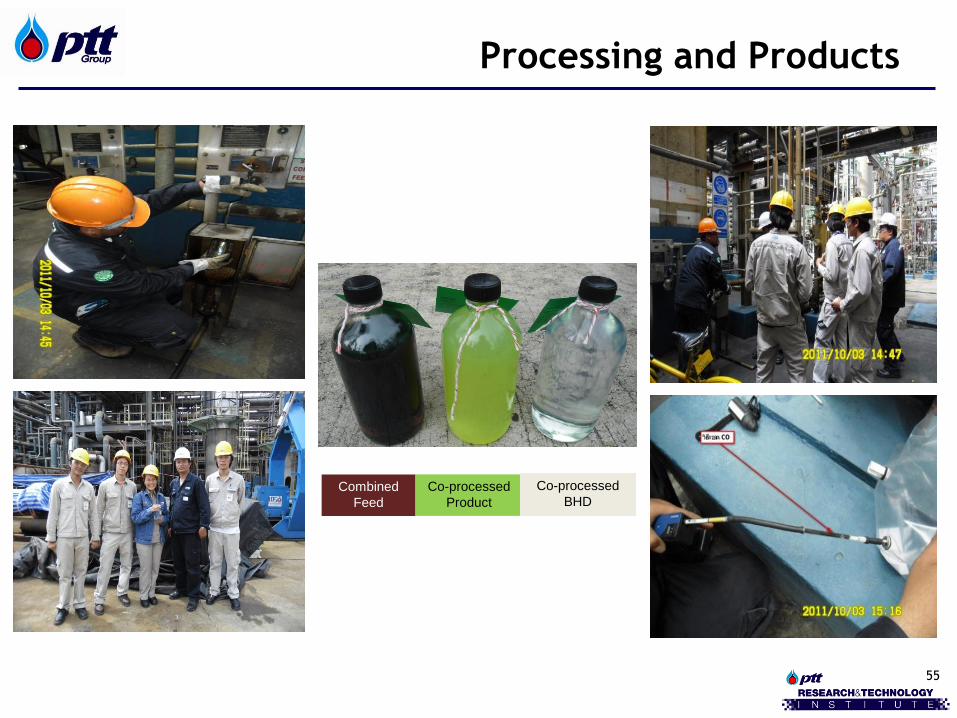
Processing and Products
55
Combined
Feed
Co-processed
Product
Co-processed
BHD

Comparison of Feedstock and Product Properties
56
ItemCetane
Number
Sulfur
(ppm)
Viscosity@40 C
(cSt)
T90 (ASTM D86)
(C)
1. HGO Base 63.4 12300 5.412 369.9
2. RPO ~ 50 3.8 ~ 40 -
3. HGO+RPO 59.6 8600 5.946 348
4. Co-processed Diesel
(Final Product)72.3 1 3.809 350
Effective removal of oxygen in vegetable oils, sulfur and nitrogen contents in petroleum
stream

Final Product Properties
57
Test Item ASTM Method UnitCo-processed
Diesel
Density @15C D4052 g/ml 0.8190
Flash point D93 C 97.0
Cetane number (CFR) D613 - 74.8
Viscosity@ 40C D445 cSt 3.809
Pour point D5950 C 0
Heating value (Gross) D240 J/g 46,498
Aromatic content in diesel by HPLC IP391
- Mono-aromatic %wt 7.8
- Di-aromatic %wt Nil
- Tri-aromatic %wt Nil
- PAH %wt Nil
- Total aromatic %wt 7.8
High frequency reciprocating rig (HFRR) CEC F06-A-96 µm 504
Sulfur content D2622 %wt 0.0001

CONCLUSION AND FUTURE WORKS
58

Conclusion and Future Works
• Seeking for alternative feedstock for BHD production: used cooking oil,
palm stearin, PFAD, algae oil tallow, lard, etc. Also solving the problem of
feedstock price and supply.
• Sustainable development in own country (in terms of bio-resource and
process and catalyst development)
• Source of hydrogen production for sufficient BHD production
• Feasibility study on investment of long-term co-processing and standalone
technologies
• Field test and emission test for BHD blended in diesel for PTT’s future
diesel product
• Government subsidy and tax incentive for future diesel product
59

Acknowledgements
• PTT Research and Technology Institute
• IRPC
• The Petroleum and Petrochemical College,
Chulalongkorn University
• Department of Chemical Engineering, Thammasart
University
60