Embed Size (px)
Citation preview

Hybrid Systems Hybrid Systems –– What Are They?What Are They?
Philadelphia Section ISANovember 15, 2000
Samuel M. Herb P.E.Siemens Moore Process Automation
Based on ISA book: Understanding Distributed Processor Systems for Control

DCS vs PLC vs Hybrid?

What are the Issues?What are the Issues?
? ! ?
NoProject
isSimple

Real Goal for Plant Control SystemReal Goal for Plant Control System
PRODUCTIVITY!!!
ChangesinWork
ForceSocial
Pressures
Government
egulationsEnergyCosts
Environment
R

Distributed Processor System IssuesDistributed Processor System Issues
• Problems of open standards• Impact of fieldbus• Configuration made easy• Significance to batching functions• Inclusion of safety systems• Challenge of advanced control methods

What is Hybrid?• Depends upon who you ask…• Defined by Industry (ARC Research)• Defined by Input & Output Capability
– Analog + Discrete I/O• Defined by Function (Batch Capability)• Defined by Architecture
– Advantages of both PLCs & DCSs– Few disadvantages of either

Process vs. Discrete IndustriesProcess vs. Discrete IndustriesProcess Discrete
Products Fluids Devices, objectsOperations Continuous, Batch Job Shop, Batch,
RepetitiveProduct Design Done in Labs Done with CAD/CAEEquipment Uses Processes Uses MachinesEquipment Cost Very High Medium to HighLabor Cost Low HighSensors Numerous Analog &
DiscreteMostly Discrete
Control Products DCSs, PLCs, SLCsPCs
PLCs, CNCs, RoboticsPCs
Supervisory Control Process Optimization,Scheduling
Cell Control,Scheduling
BusinessManagement
In-house Developed,MRP II, MES, ERP
MRP II, MES, ERP
ImplementationApproach
Bottom up Top Down
Evolution: These Were DistributedEvolution: These Were Distributed
• Touring the plant• Pneumatic
transmission• Electronic
miniaturization

From Central to Distributed ControlFrom Central to Distributed Control
• Distributed – data highway – configured – less risk
(functional, physical)
CENTRAL CONTROL ROOM
COMPUTER
CENTRAL CONTROL ROOM
UNIT CONTROL ROOM
CONTROLLER
CONTROLLER
CONTROLLER
CONTROLLER
DATAHIWAY
• Central– many wires – programmed – vulnerable

DCS - PLC - Central Computers: &DCS - PLC - Central Computers: &Warning! Generalizations Here!Warning! Generalizations Here!
Typical Strengths Typical WeaknessesDCS Distributed Risk Entry Level Cost
Real-Time Throughput Proprietary NetworkAdvanced Control Strategy Proprietary OSPID (3-mode control) Complex InterlocksOperator Interface Control Room EnvironmentLow Integration Cost
PLC Environmental Human InterfaceUptime Integration CostReal-Time Throughput SequencingComplex Interlocks ReportingRLL Easy & Repeatable Application Software
Recipe HandlingCentralComputer
Data Acquisition ProgrammedAdvanced Control Strategy Environmental LimitsDatabase Storage Costly RedundancyHistory & Trending Real-Time ThroughputNetworking

Scan Time ConsiderationsScan Time ConsiderationsWarning! Generalizations Here!Warning! Generalizations Here!
Scan Time Typical Function Likely System1 Month Corporate Update of Plant Computer
Operations Summary ⇓1 Day, Shift Production Report1 Hour Off-line Optimization
Batch ManagementBatch Scheduling
1 Minute Unit Process Optimization DCS1 Second Display Update
Analog ControlProcess CalculationsBatch Sequencing
100 mSec Flow Control20 mSec High Speed Sequencing PLC
Interlocks1 mSec Sequence of Events
DCS⇓
⇓
⇓

System Size ConsiderationsSystem Size ConsiderationsWarning! Generalizations Here!Warning! Generalizations Here!
Over150 Large
DCS
Large DCSwith
Medium PLCs
Large DCSwith
Large PLCs
Loops ofModulating
Control
30to
150SmallDCS
Small DCSwith
Medium PLCs
Small DCSwith
Large PLCs
Under30
Small PLCw/PC
orPC & SLCs
Medium PLCwith PC
orwith SLCs
Large PLCswith
IntegratedWorkstation
Under 200 200 to 600 Over 600
Channels of Discrete I/O

DCS - PLC - PC/PLC Report CardDCS - PLC - PC/PLC Report CardWarning! Generalizations Here!Warning! Generalizations Here! DCS PLC PC/PLC
Control Capabilities:Process I/O A A AMultivariable Regulatory Control A C CComplex Interlocking C A ASequencing B D CRecipe Handling A D BBatch Process Control B D C
User Interface:Ease of Configuration (links & displays) A C DEase of Operator Use A D BEase of Creating Custom Displays A C B
Cost:Hardware C A BInstallation A C DApplication Programming A B C
Additional Considerations:Ease of Expansion (interactive functions) A D DFlexibility A D CRedundancy A C CReliability B A CHardware Maintainability B A BSoftware Maintainability B C D

DCS vs PLCs with PCs as a SystemDCS vs PLCs with PCs as a SystemTypical PLC System Configuration:
PLC
Some Proprietary Network that passes as de facto Physical & Communication Standard
PLC PLC PLC
Controller
Proprietary Network, often based upon a Physical Standard
PC asHMI
Workstationas HMI
Controller Controller Controller
Typical DCS System Configuration:
PCas HMI
Each Individually ConfiguredMust configure to communicate with each PLC, to link views, etc.
“Add-on”configuredseparately
Single database configured for all stations

Latest ApproachLatest ApproachEmerging System Configuration:
Workstationas HMI
Control Control Control Control
Choice of Open Network Flexibility or Proprietary Network Security
User Choice;Uploads controldatabase for:
• Screen Views• Trends• History• etc.
Single distributed control strategy:• Single configuration• Each Controller stores its own
• configuration• documentation• tag names & HMI “calls”• peer-to-peer links for complex strategies• “bridge software” to populate HMI database
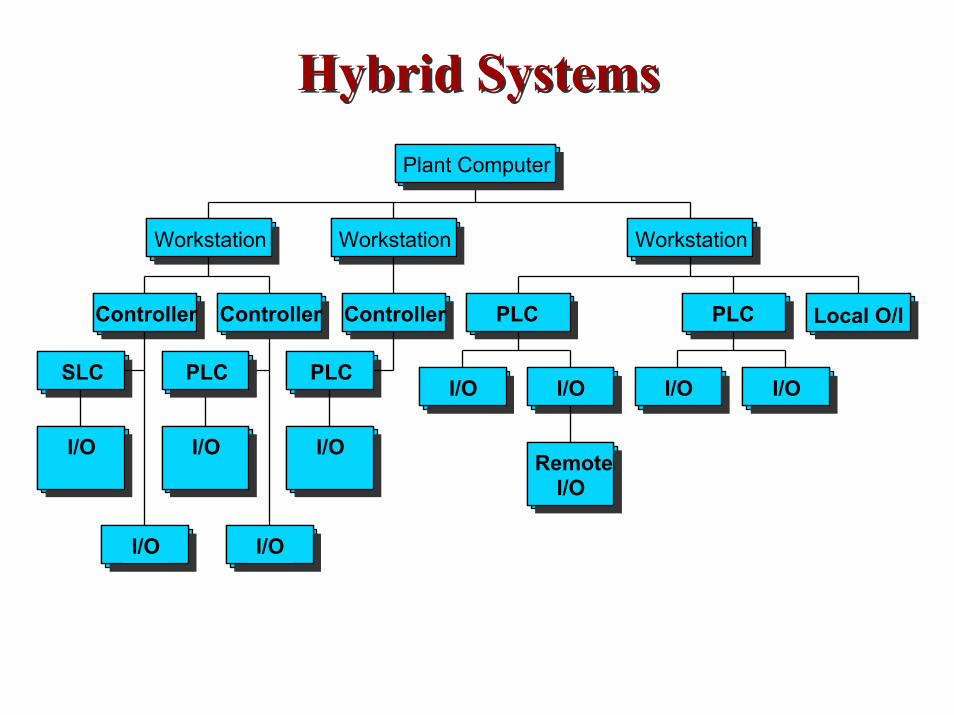
Hybrid SystemsHybrid Systems
I/O
SLC
I/O
Controller
I/O
PLC
I/O
Controller
Workstation
I/O
PLC
Controller
Plant Computer
Workstation Workstation
PLC PLC Local O/I
I/O
I/ORemote
I/O I/O I/O

UNIX - Windows95 - WindowsNTUNIX - Windows95 - WindowsNT
Generalities: UNIX vs NT is currently a standoff“If you don’t know why you need NT, you probably don’t need it!”- Bill Gates
All of above is oversimplified in effort to compare what is far more complex than any chart can show!
Technical Issues UNIX™ Windows95™ WindowsNT™Hardware Needs Highest; Multiprocessors
• Multiple platformsLower; 486 w/ 8-16Mb• Intel only
Higher; Pentium w/ 16-32Mb• Multiple platforms
Scalability Yes, favors larger systems No Yes, favors smaller systemsData Warehouse Excellent Little Good & improvingClient/Server Central server in larger
systemsClient Local server or client
(in large systems)SoftwareCompatibility
High; relative to use, butmany different “flavors”
Higher, but office-based Lower, but growing
Hrdwre & DeviceCompatibility
High; relative to use, butmany different “flavors”
Higher Lower, but promised
Install & Deployment Most by far in Industrialapplications
Comprehensive butdesk-top
Less so; mostly for officedesk-tops, but also industrial
Plug ’n Play Functions Designed for Mission-critical
Built-in but for desk-top None (promised with Cairo)
Performance Higher Lower HigherReliability, Stability Excellent More than DOS, Win 3.1x GoodEase of Use Complex Simple SimpleEase of Administration Complex Simple Not so simpleSecurity Robust Weak GoodCost High Low Medium; grows when more
functions required (like UNIX)

Emergence of PC as a ControllerEmergence of PC as a Controller
• Robustness still a serious concern– “Industrial strength” for processes is
far more severe than factory floor– Corrosive Atmosphere & vibration significant
• Potential to “liberate” end user from being proprietary hostage
• All serious vendors preparing to grow into selling Software rather than hardware
• Process control unlikely to be “shrink-wrapped”• Standards still an obstacle

Future Distributed EvolutionFuture Distributed EvolutionOperator Functions
Historical /Archiving
Statistical Process Control
Relational DataBase Manager ETC.
I/O
Controller Controller Controller Controller Controller
I/O I/O I/O I/O I/O I/O I/O I/O Local Operator Interfaces
I/O I/OSensors Analyzers Valves Drives ETC.
Fieldbus link
Control Room AreaTo Plantwide
Proprietary Data Highway
Migration of Functions
(connecting traditional DCS)
OperatorInterface
Ethernet-type link
ETC.
Field Interfaces

Domain of Control SystemsDomain of Control Systems
Continuous Batch Discrete
Computer
Control Room
Communications
Local Operators
Control
Input/Output SENSORS
MANAGEMENT INFORMATION
SYSTEMS
<< F
IELD
BU
S IN
FLU
ENC
E >>
<< A
DVA
NC
ED C
ON
TRO
L TE
CH
NO
LOG
Y IN
FLU
ENC
E >>
STAND-ALONE CONTROLLERS
PERSONAL COMPUTERS
AN
ALY
ZER
SPERSONAL COMPUTERS
DCS
PLC
HybridHybrid

Control System Market DynamicsControl System Market Dynamics
DCSDCS
PLCPLC
Processonly
MIS
PC
SLC
Only thatdone also inWorkstations
Growth from new markets due toimproved capacity
power, etc.

DCS WorldDCS World--wide Marketplacewide Marketplace
North America30.2%
Europe36.9%
Asia15.2%
Japan13.6%
Rest of World4.1%
Source: 1997 DCS Process Control Market Analysis - ARC Advisory

US Process Automation MarketUS Process Automation MarketEnterpriseEnterpriseEnterprise$4.0 B Billion
Enterprise Resource Planning SystemsManufacturing Execution Systems
Plant LevelPlant LevelPlant Level$5.0 BillionDistributed Control SystemProgrammable Logic Control
Field LevelField LevelField Level
Field InstrumentsField Instruments
$1.3 BillionField InstrumentsExcluding Analyzers & Valves

Batch vs ContinuousBATCHRecipe DrivenFrequentTransient StateSmallerShorterSharedNot clearly knownHighFewLarge numberComplexComplexComplex
CONTINUOUSSet point DrivenOccasionalUsually Steady StateLargerLongerDedicatedMore clearly knownHigh when abnormalManySmaller numberSimplerSimplerSimpler
ControlProduct Grade ChangesOperationsProduct VolumeProduction Life CycleProcess EquipmentProduct ChemistryOperator involvementAnalog control loopsInterlocksSequential ControlTracking & schedulingOperations Management

Parts of a Batch Operation
The Schedule
The Equipment
QR6
Make a batch of QR6 Execution
The Report
The Recipe
The Batch
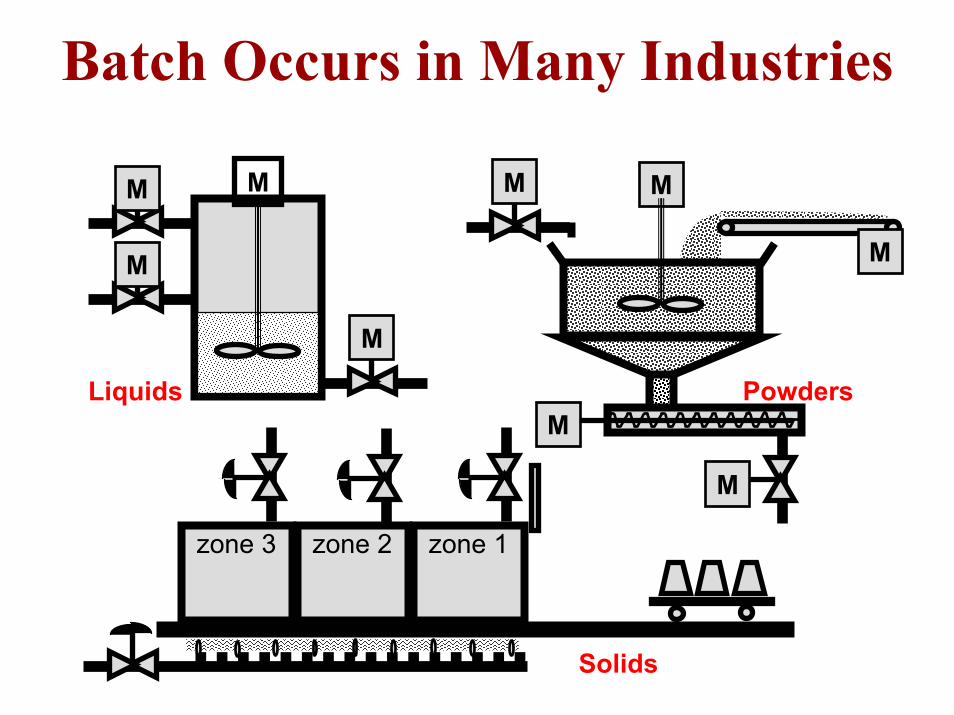
Batch Occurs in Many Industries
M
M
M
M
LiquidsM
M
M M
M
Powders
zone 3 zone 2 zone 1
Solids

Each With Their Own RequirementsApplication Industry
Small quantities of product;different grades in small quantity
Dyestuffs and SpecialtyChemicals
Slow reacting process; reactantheld in vessel long time
Food industry; fermentation ofbeer and wine
Complex reaction not easy tocontrol
Chemicals resins manufacturing
Chemical reaction does not takeplace immediately
Pulp & paper industry; batchdigester
Large number of shades orgrades
House paints
Products or feedstock that cannotbe handled continuously
Solids or highly viscous materialsin iron ore beneficiation and waxseparation
Precise quality control indispensing raw materials;production practices andhistorical documentation
Pharmaceuticals

Each Operation is DifferentSingle-ProductSingle-Stream
One Product
Multi-ProductSingle-Stream
Several Products
Multi-ProductMulti-Stream
Several Products
Single-ProductMulti-Stream
One Product

AvoidOvershoot !!!
AvoidOvershoot !!!
…BUT they made it ON TIME !!

CorporateCorporate--wide Systemswide Systems

Control System Must Link to PlantProductionInformation
Management
RecipeManagement
ProductionPlanning andScheduling
Controllers
Automation System
Data(Batch Record)
ControlControlDomainDomain
ProcessManagement
UnitSupervision
ProcessControl
Safety Protection
InformationInformationDomainDomainMES Instructions
(make a batch)

Disparate Computing Communities:
Enterprise Resource Plan
Data
Control SystemControl System
Information !
Control People understand Plant Floor Complexity– Enterprise is some cloud…..
Business People understandEnterprise Complexity– Control system is a little box...
B u s in e s sP la n
C o n tro l S y s te m
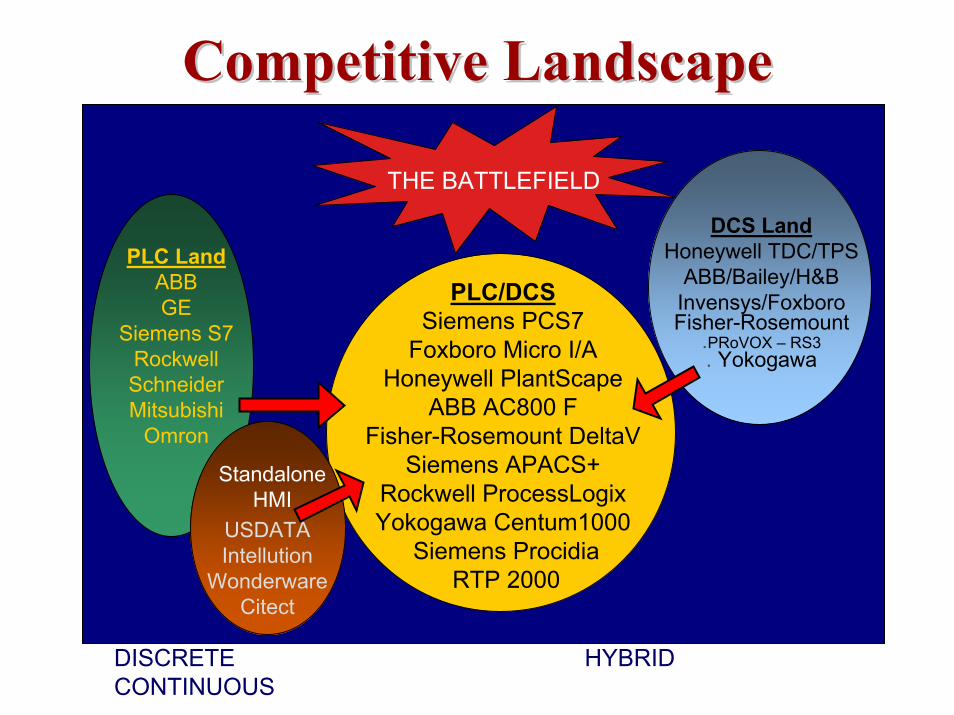
Competitive LandscapeCompetitive Landscape
DISCRETE HYBRID CONTINUOUS
DCS LandHoneywell TDC/TPS
ABB/Bailey/H&BInvensys/FoxboroFisher-Rosemount
.PRoVOX – RS3. Yokogawa
PLC LandABBGE
Siemens S7RockwellSchneiderMitsubishi
Omron
THE BATTLEFIELD
PLC/DCSSiemens PCS7
Foxboro Micro I/AHoneywell PlantScape
ABB AC800 FFisher-Rosemount DeltaV
Siemens APACS+Rockwell ProcessLogixYokogawa Centum1000
Siemens ProcidiaRTP 2000
USDATAIntellution
WonderwareCitect
StandaloneHMI

Business Dynamics Business Dynamics in process automationin process automation
• Hardware margins continue to shrink• Users struggle to keep pace with new
technologies• Small vendors lack resources to service
clients around the world • Hardware suppliers challenged to manage
fast paced software & solutions business• Rising cost of software development• User need for customized solutions

Challenges For Controls SuppliersChallenges For Controls Suppliers• Transition from Hardware to
Software & Solutions
• Development and Management of Open Architecture systems
• Managing Customized Solutions to Customers
• Build Global Sales & Service Infrastructure
• Maintain Margins Selling Software & Solutions
• Keep Pace with New Technologies

Decade of Controls Industry ChangesDecade of Controls Industry Changes

Standards are essential for “Open”Standards are essential for “Open”
SimulationDIPPRPDXISTEP
CAPE-Open
InternetOLE/ActiveX
JAVABrowsers
PlatformUNIX
WindowsNT
RelationalDatabases
ODBCSQL
DistributedApplications
DCOMOPC
HMIWindows
OLE/ActiveXCOM
ControlS88
IEC61131SP50
NetworksEthernet
SP50Fieldbus
RegionalStandardsCENELEC
ANSI/NEMAJIS/CNSCOPANT
Tonight we have systems to show
ABBFisher-Rosemount
HoneywellRTP
Siemens

Slide 1ISA Fieldbus Presentation Session 3
DeltaV ArchitectureDeltaV Architecture
HSE (High Speed Ethernet)HSE (High Speed Ethernet)

Slide 2ISA Fieldbus Presentation Session 3
DeltaV as a Hybrid SystemDeltaV as a Hybrid System• Main processor for regulatory and/or logic
– IEC 1131-3 standard– Function Block Diagramming– Sequential Function Charts– Structured Text
– Foundation Fieldbus Function Blocks• Co-Processors for
– Foundation Fieldbus– AS-I Bus– Profibus DP– Devicenet– General Purpose
– SOE– AGA– Steam– etc.
• HSE Control Network (Formally FF H2)– Open to HSE devices– OPC Data Structure for HMI of choice
DeltaV is built for busses…. Any device can be configured on the bus
Introduction
Architecture
Scalability
Controllers
Operator I/f
Alarming
Trending
Security
Reporting
Data Handoff
Engineering
Applications
Support
PlantScape
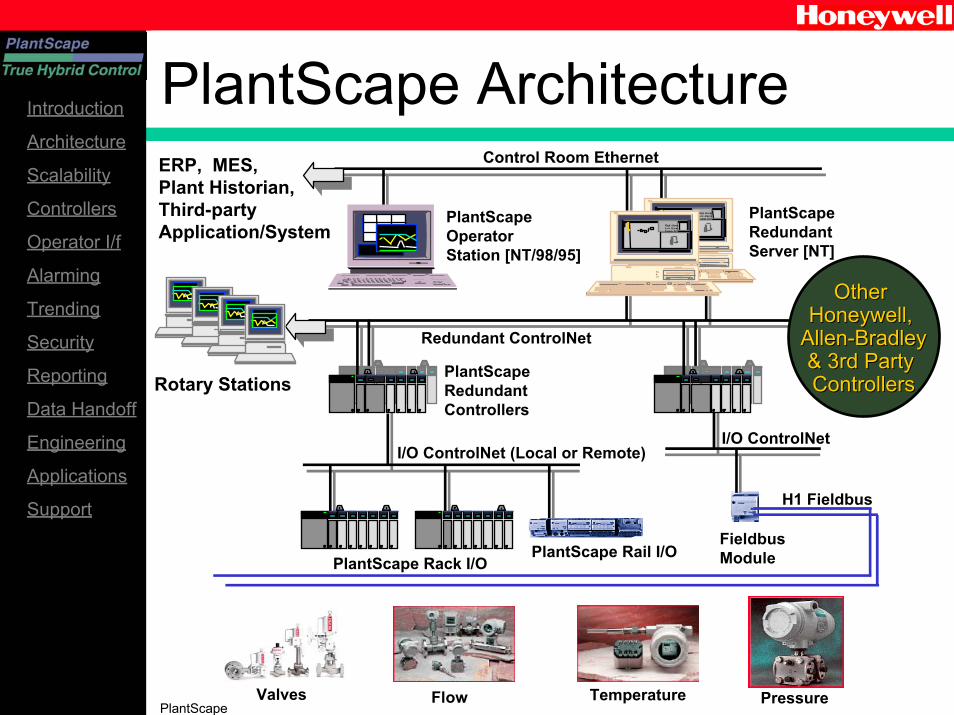
PlantScape Architecture
PressureTemperatureFlowValves
High AlarmLow AlarmComm. Err.
High AlarmLow AlarmComm. Err.
Control Room Ethernet
Redundant ControlNet
PlantScapeRedundantControllers
PlantScape Rack I/OPlantScape Rail I/O
FieldbusModule
PlantScapeOperatorStation [NT/98/95]
PlantScapeRedundantServer [NT]
I/O ControlNet (Local or Remote)
H1 Fieldbus
I/O ControlNet
Other Other Honeywell, Honeywell,
AllenAllen--BradleyBradley& 3rd Party & 3rd Party ControllersControllers
ERP, MES, Plant Historian,Third-party Application/System
Rotary Stations

Introduction
Architecture
Scalability
Controllers
Operator I/f
Alarming
Trending
Security
Reporting
Data Handoff
Engineering
Applications
Support
PlantScape
PlantScape - Architected for Usability• True Client/Server Architecture – modular & scaleable• Single Global Database• Composite Point Structure • Single Point of Build• Fully networkable…remote development, operation, and admin• Deterministic Control• Guaranteed Communication Performance• Employs a complete supervisory infrastructure, including
alarming, history , trending, security and reporting with over 300 standard displays
• Extensive 3rd party Controller, PLC and RTU integration• Integration with Security (XSM) & HVAC (Xfi) systems


•• Hierarchical Design StructureHierarchical Design Structure•• Object Oriented Software DesignObject Oriented Software Design•• HMI FriendlyHMI Friendly•• 1 msec. Time Stamping (SOE/Alarm)1 msec. Time Stamping (SOE/Alarm)•• Peer to Peer Data TransferPeer to Peer Data Transfer•• OnOn--line Logic Changesline Logic Changes•• Superior Analog Functionality Superior Analog Functionality
(Common Mode Rejection Ratio, Normal Mode Noise Rejection, Float(Common Mode Rejection Ratio, Normal Mode Noise Rejection, Floating Pointing Point--PID)PID)
•• Product Support For The Life of Your ProcessProduct Support For The Life of Your Process•• 3 Year Warranty + Non Obsolescence Policy3 Year Warranty + Non Obsolescence Policy
Hybrid Control SystemHybrid Control System

ABB Automation Slide: 1
Supporting the major international fieldbusstandards and HART
Supporting the major international fieldbusstandards and HART
IndustrialIT System Structure with AC800FEngineerIT Operate IT/ Produce IT InformIT
Control ITHSE
FF-H1
FIO 100
PB-PA
PB-DP

ABB Automation Slide: 2
ControlIT with AC800F
Best in class Fieldbus ManagementAll major Fieldbuses (FF, Profibus, HART)Engineering supports all configuration aspectsuserfriendly/ intuitive (FDT/DTM)online (auto-scan)/ offline (libraries)
RedundancyControllerFieldbus Master
Industrial ITIntegrated with OperateIT, ProduceIT, InformIT
Enables Asset OptimizationScalable,High Connectivity
OPC, HART, Serial (Modbus, IEC870)

s
© Siemens , 200027
QUADLOG The Safety PLC
APACS+ QUADLOG
NTWorkstation
Firewall
APACS+ QUADLOG
Supervisors Center
Engineering
ERPConnectivity
RemoteDial-in
Maintenance
Open ApplicationsServer
Profibus DP/PAField Products
Operations
Plant Network OPC Gateway
Expands

Siemens Energy & AutomationPCS7 Process Automation Solutions
s
© Siemens , 2000
PCS7 SystemPCS7 SystemOverviewOverview
CFCCFC
ETHERNET Terminalbus
TCP/IP Eng’ring
Operator Interface (Clients) Plantwide Operator InterfaceHMI based on WinCCWindows NT based Client/Server-ArchitectureOpen System environment
Engineering Station Functions blocks for continuous control (CFC)Ladder Logic for interlockings (LL)Sequential function charts (SFC)Structured Text (SCL)PDM
Control LevelDCS functionality, PLC capabilitiesFully redundant Controllerintegrated BATCH System
Field LevelProfibusI/O-Modules, HART-InterfaceH1/H2
Operator Interface(Server)
Open System Environment(ERP, MIS/MES)
System CommunicationRedundant SystembusRedundant Profibus
PROFIBUS PA
PROFIBUS PAField device
PROCESS FIELD BUS
Distributed I/OET 200
DP/PA-LinkDP/PA Coupler
PROFIBUS DP
4-20 mA / HARTField deviceI/O module
Redundancy
SFCSFC
SCLSCL
PDMPDMEthernet
e.g. PI/Aspentech

Siemens Energy & AutomationPCS7 Process Automation Solutions
s
© Siemens , 2000
Efficient integration with Efficient integration with SIMATIC PCS 7 SIMATIC PCS 7 plantwideplantwide engineeringengineering
PDMPDM
Process Device Managerfor fielddevices
Engineering
Y2
V 5
V4
V3
0000.0M BA RP4
0000.0M BA RP5
0000.0M BA RP6
0000.0M BA RP1 INERTGA S
A BLUFT1
A BLUFT2
A BLUFT3V6
V1Y1
V2
M BA RPC
%A1 0000.0
Reaktor 01
0000.0
%000.0
%000.0
0000.0
produktM1
R1
00000000
F1
WinCCWinCC
OS-Engineering with pre-builtoperator-interface/Faceplates
LibrariesLibraries
Pre-definedProcessFunction blocks
CFCCFC SFCSFC
Application Engineering
SCLSCL
User-definable Function blocks Engineering
SIMATIC Manager Database
STEP 7STEP 7
Network / CommunicationEngineering
System Engineering

© Siemens , 20001
ICS Architecture
CL1
Loop Si gn a tu r e
Graphics
HistoricalData
Analysis
WebBrowser
Controller
Internet/Intranet
Browser
Browser
ICS

© Siemens , 20002
Internet Control System (ICS)
Hybrid-controller category — Embeds graphical HMI data, historical data and loop signature information
within the physical controller.— Accessible from anywhere in the world via a simple internet web browser such as
Microsoft's Internet Explorer— Accessible through web enabled devices such as Personal Digital Assistant's.
The real benefit is the ability to transform the data into useful information. For example Application Service Provider (ASP) :— Can aggregate data & provide reports on operational efficiency
- compared to other user systems- compared to other similar systems in the database.
— From this data process optimization recommendations can be made- by the ASP- by third party experts- by end user himself."

Still Room to Grow
"What the hybrid industries such as pharmaceuticals really lack today." O’Brien says, "is effective enterprise optimization because of the wall that still exists between the traditional processing realm of batch systems and the traditional discrete realm of PLC-based packaging systems.
ARC Research Director Larry O’Brien

There are Never Simple Answers!!There are Never Simple Answers!!
• If there were...• all of this stuff would be
sold mail order, and... • talks like this would be
unnecessary!!





























