Embed Size (px)
Citation preview

0261-3069(94)00003-4
High-velocity oxygen fuel spray coatings for reclamation
R o b e r t W a l k e r Department of Materials Science and Engineering, University of Surrey, Guildford, GU2 5XH, UK B a r r y B a r n e s Plating and Coatings Division, Bootham Engineers Ltd, Scarborough, North Yorkshire, UK
Received 14 September 1994; accepted 14 November 1994
These coatings are produced by a spray of molten powder in a system which has recently been developed utilizing a high-velocity fuel mixture of oxygen-propylene or oxygen-hydrogen.These gases are ejected at high speed from a nozzle and then ignited externally to form a flame which envelops the spray material. A high-velocity flame of compressed air carries the molten powder to a specially prepared surface where it solidifies to form a very dense coating of high bond strength and low porosity. The composition of the coating can be varied and depends upon that of the powder, the most commonly used for reclamation being based on either iron or nickel or tungsten carbide. During coating, the substrate temperature is held below 423 K so the process is considered 'cold'. The spray coatings have good adhesion with low porosity. The high hard- ness and cost competitiveness means that they are beginning to replace electrodeposited nickel and chromium which have long been used for the repair of engineering components.
Keywords: HVOF systems; Spray coatings; reclamation
Introduction Damaged or worn parts of rotating or reciprocating equipment can often be repaired and reinstated by applying a coating produced by electrodepositing, spraying or welding to the relevant local area. It is necessary to have thick deposits which are sound, hard coherent and adherent so that they can be machined to close tolerances. Traditionally, thick electrodeposits have been employed: the terms 'hard' chromium and 'dull' nickel are often used to differentiate from the more common decorative uses of these metal coatings. Flame-sprayed material is another possibility but often produces a porous layer with an inferior bond strength.
Recent developments in the thermal spraying indus- try have led to the introduction of High Velocity Oxygen Fuel (HVOF) systems which can give a wide range of deposits as good as, or better than, plasma coatings. One major advantage of this system is that the temperature of the article being coated is held at a maximum of 423 K. This is called a cold process and has the advantage that it prevents any distortion due to temperature changes causing expansion and contrac- tion. To date, most of the components repaired have been made from engineering steels but other substrate materials can also be restored.
A wide range of coatings can be deposited by the HVOF system. The data in this paper relate to seven
Correspondence to Robert Walker
0261-3069/94/060323-07 © 1995 Elsevier Science Ltd
commercially available materials from the Metco Diamalloy range listed in Table 1: these are compared with the standard electrodeposited chromium and nickel I .
These recently developed HVDF spray coatings have many advantages over the more conventional electro- deposited nickel or chromium. These include:
1. Any size of component can be sprayed because there are no constraints due to the size of plating tank: the Diamond Jet system is completely portable.
2. Spray coatings thicker than the usual chromium deposits are easily produced.
3. Spray coatings do not give hydrogen embrittlement of high-strength steel substrates which can occur with chromium plating.
4. The surface preparation prior to spraying is well understood and needs less equipment than for electrodeposition.
5. There is a wide range of composition of the spray coating which can be modified depending upon the particular use.
6. Specialized equipment is needed for spray coatings but it occupies less space and produces less effluent.
7. Although the cost is usually higher, the better resis- tance to abrasion and sliding wear 2~ can make the spray coatings viable.
8. A high corrosion resistance in certain environments. For example, in acetic acid and acetic anhydride the
Materials & Design Volume 15 Number 6 1994 323
Oxygen fuel spray coatings for reclamation: R. Walker and B. Barnes
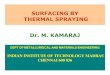
Table 1 HVOF system coatings
Coating Main Diamalloy constituent number
Uses
1003 Stainless steel type 316
2001 Nickel
2003 Tungsten carbide cobalt
2004 Tungsten carbide-cobalt
2007 Tungsten carbide-cobalt
4006 Nickel-chromium
4 0 0 8 Nickel-aluminium
Dimensional restoration of worn parts gives protection against corrosion, erosion and fretting Self-fluxing alloy, gives protection against corrosion and wear at temperatures up to 1080 K Excellent surface finish
Low-temperature (under 810 K) tribological applications Has fine and coarse carbide particles for highly abrasive environments Superalloy with a chemical resistant amorphous structure General reclamation
1003 and 4008 coatings are better than nickel while in citric acid, sodium chloride, sulphur dioxide, sulphuric acid (10-75%), water and salt water the 2001, 2003, 2004, 2007 and 4006 deposits are supe- rior to chromium 5,6.
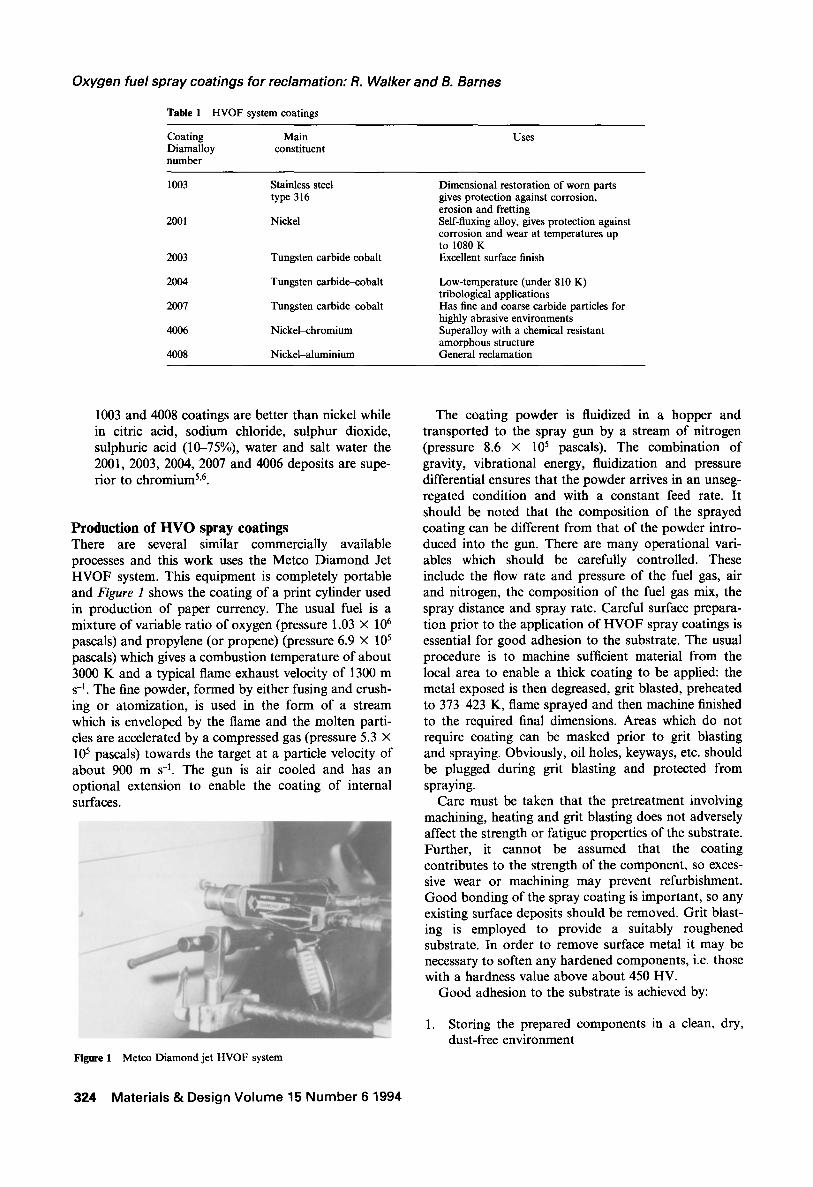
Profluetion of H V O spray coatings There are several similar commercially available processes and this work uses the Metco Diamond Jet HVOF system. This equipment is completely portable and Figure 1 shows the coating of a print cylinder used in production of paper currency. The usual fuel is a mixture of variable ratio of oxygen (pressure 1.03 x 106 pascals) and propylene (or propene) (pressure 6.9 x 105 pascals) which gives a combustion temperature of about 3000 K and a typical flame exhaust velocity of 1300 m s -1. The fine powder, formed by either fusing and crush- ing or atomization, is used in the form of a stream which is enveloped by the flame and the molten parti- cles are accelerated by a compressed gas (pressure 5.3 x l0 s pascals) towards the target at a particle velocity of about 900 m s -1. The gun is air cooled and has an optional extension to enable the coating of internal surfaces.
. . . . ~ s ~
Figure 1 Metco Diamond jet HVOF system
The coating powder is fluidized in a hopper and transported to the spray gun by a stream of nitrogen (pressure 8.6 × 105 pascals). The combination of gravity, vibrational energy, fluidization and pressure differential ensures that the powder arrives in an unseg- regated condition and with a constant feed rate. It should be noted that the composition of the sprayed coating can be different from that of the powder intro- duced into the gun. There are many operational vari- ables which should be carefully controlled. These include the flow rate and pressure of the fuel gas, air and nitrogen, the composition of the fuel gas mix, the spray distance and spray rate. Careful surface prepara- tion prior to the application of HVOF spray coatings is essential for good adhesion to the substrate. The usual procedure is to machine sufficient material from the local area to enable a thick coating to be applied: the metal exposed is then degreased, grit blasted, preheated to 373423 K, flame sprayed and then machine finished to the required final dimensions. Areas which do not require coating can be masked prior to grit blasting and spraying. Obviously, oil holes, keyways, etc. should be plugged during grit blasting and protected from spraying.
Care must be taken that the pretreatment involving machining, heating and grit blasting does not adversely affect the strength or fatigue properties of the substrate. Further, it cannot be assumed that the coating contributes to the strength of the component, so exces- sive wear or machining may prevent refurbishment. Good bonding of the spray coating is important, so any existing surface deposits should be removed. Grit blast- ing is employed to provide a suitably roughened substrate. In order to remove surface metal it may be necessary to soften any hardened components, i.e. those with a hardness value above about 450 HV.
Good adhesion to the substrate is achieved by:
1. Storing the prepared components in a clean, dry, dust-free environment
324 Materials & Design Volume 15 Number 6 1994
Oxygen fuel spray coatings for reclamation: R. Walker and B. Barnes
2. Handling components with care to prevent contam- ination and/or corrosion
3. Applying the spray coating as soon as possible after surface preparation and always within 4 hours
Further details and specifications are given elsewhere ~. Some of the properties of the sprayed and electro-
deposited coatings have already been published 7-9 and these are collated in Table 2. Nickel and the spray coat- ings 1003 and 4008 do resist wear but are not nearly as good as chromium and the tungsten carbide deposits. The HVOF sprayed tungsten carbide-cobalt has been found to have 33% more wear resistance than those produced by a high-energy plasma system which, in turn, were better than the low-energy plasma variety 2. The 80 kW plasma deposits with 83% tungsten carbide-17% cobalt have been shown to have about double the wear resistance of chromium in an abrasive slurry test but with a 35 kW plasma were only 55% better 3. A different spray coating not studied in this work, the 2005 tungsten carbide and 12% cobalt, gave an average volume loss ratio of 0.074 compared with 0.079 for chromium plate, so it performed better in the ASTM wet sand rubber wheel tesP.
Table 2 Some properties o f coatings
Coating Porosity Bond Thickness M a x i m u m (%) strength limit (mm) service
(MN m 2) temperature (K)
Nickel 0 100 >7 870 1003 1 61 2.5 810 4008 <0.5 62 >7 920
Chromium 0 350 0.5 1070 ~ 2001 <0.5 64 1.27 1085 2003 -~0.5 >83 0.64 820 2004 --0.5 >83 0.64 820 2007 -4).5 >96 0.64 820 4006 --42.5 52 1.9 1250
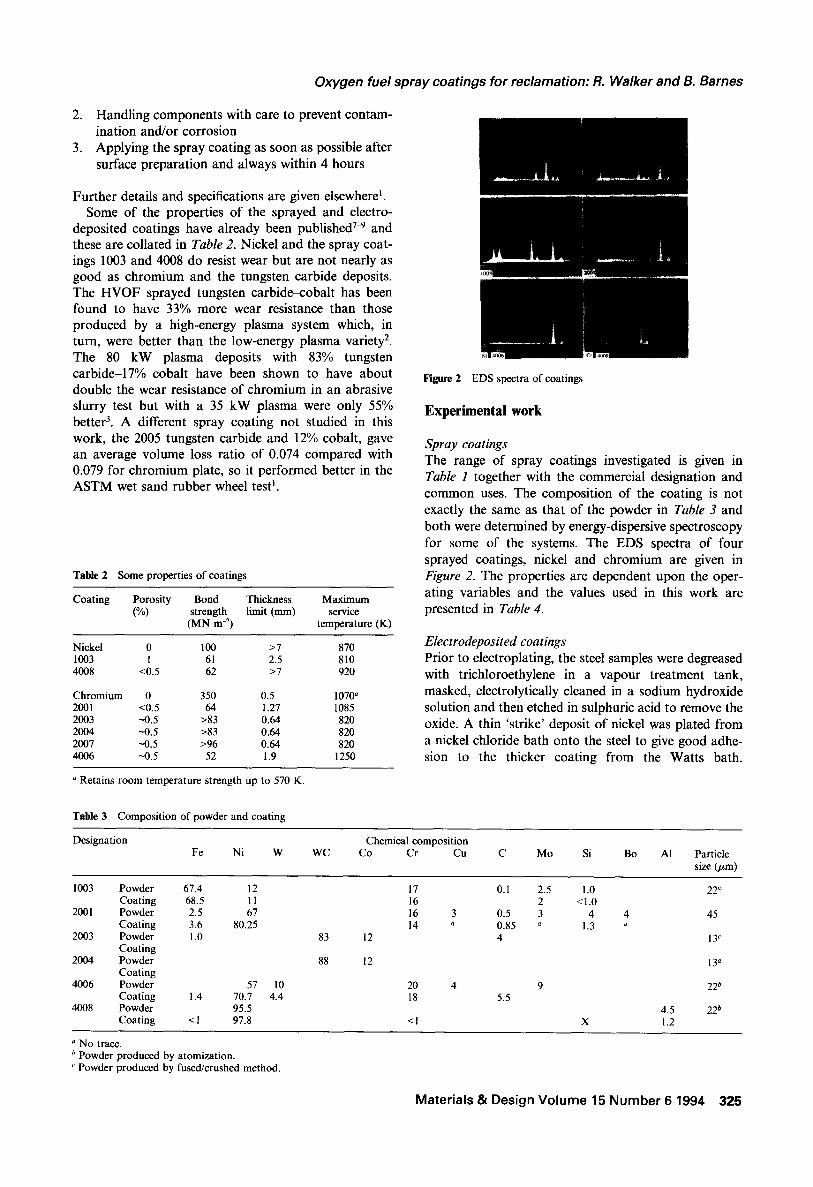
Figure 2 EDS spectra o f coatings
Experimental work
Spray coatings The range of spray coatings investigated is given in Table 1 together with the commercial designation and common uses. The composition of the coating is not exactly the same as that of the powder in Table 3 and both were determined by energy-dispersive spectroscopy for some of the systems. The EDS spectra of four sprayed coatings, nickel and chromium are given in Figure 2. The properties are dependent upon the oper- ating variables and the values used in this work are presented in Table 4.
Electrodeposited coatings Prior to electroplating, the steel samples were degreased with trichloroethylene in a vapour treatment tank, masked, electrolytically cleaned in a sodium hydroxide solution and then etched in sulphuric acid to remove the oxide. A thin 'strike' deposit of nickel was plated from a nickel chloride bath onto the steel to give good adhe- sion to the thicker coating from the Watts bath.
a Retains room temperature strength up to 570 K.
Table 3 Composit ion of powder and coating
Designation Fe Ni W WC
Chemical composit ion Co Cr Cu C Mo Si Bo AI Particle
size (/zm)
1003 Powder 67.4 12 Coating 68.5 11
2001 Powder 2.5 67 Coating 3.6 80.25
2003 Powder 1.0 Coating
2004 Powder Coating
4006 Powder 57 Coating 1.4 70.7
4008 Powder 95.5 Coating < 1 97.8
10 4.4
83
88
12
12
17 16 16 14
20 18
<1
0.1
3 0.5 0.85 4
4 9 5.5
2.5 1.0 2 <1.0 3 4 4 a 1.3 a
4.5 X 1.2
22 °
45
13"
13 a
22 h
22 b
a No trace. b Powder produced by atomization. " Powder produced by fused/crushed method.
Materials & Design Volume 15 Number 6 1994 325

Oxygen fuel spray coatings for reclamation: R. Walker and B. Barnes
Table 4 Diamond jet gun spray parameters
Coating 1003 2001 2003 2004 2007 4006 4008
Hardware Siphon plug #2 #2 #2 #2 #2 #2 #2 Nozzle insert #3 #3 Jetted Jetted Jetted #3 #3
#2 #2 #2 Nozzle shell A A A A A A A Air cap #2 #2 #3 #3 #3 #2 #2 Powder injector #3 #3 #2 #2 #2 #3 #3
Fuel gas and air Oxygen pressure (106PA) 1.03 1.03 1.03 1.03 1.03 1.03 1.03 Oxygen flow" 50 44 42 43 43 50 44 Oxygen b 265.4 278.1 365.4 271.6 265.4 316.2 278.1 Proplylene pressure 0.69 0.69 0.69 0.69 0.69 0.69 0.69 (106pa) Propylene flow" 30 39 38 38 38 34 39 Propylene b 71.4 74.9 73.1 73.6 73.6 65.3 74.9 Air pressure (106Pa) 0.52 0.52 0.52 0.52 0.52 0.52 0.52 Air flow" 55 49 47 47 47 39 49 Air b 317.0 338.6 325.0 325.0 325.0 291.3 338.6
Powder feeder (set tank pressure to 1.21 x 106pa) Carrier gas N 2 N 2 N 2 N 2 N 2 N 2 N 2 Pressure (llYiPa) 0.86 0.86 0.86 0.86 0.86 0.86 0.86 Flow" 55 60 60 55 60 55 60 Pickup shaft "E . . . . E . . . . E . . . . E . . . . E . . . . E . . . . E" Air vibrator (106pa) 0.14 0.14 0.14 0.14 0.14 0.14 0.14
Spraying Spray distance (mrn) 200 225-275 150-200 150-200 150-200 175-225 203 Spray rate (gin =) 38 38 38 38 38 45 38 Deposit efficiency (%) 87 55 70 70 50 65 55
a Flow meter reading. b Standard litres per minute.
Table 5 Electroplating baths and operating parameters
Etch bath Nickel Watts Chromium strike nickel bath bath bath
Nickel sulphate (g 1-1) Nickel chloride (g l -l) Chromic acid (g V 1) Hydrochloric acid (g 1-1) Sulphuric acid (g 1-1) 380 Boric acid (g 1-1) Temperature (K) 293 pH Current density (A m 2) 2000-3000 Potential (V) Agitation
225-375 220 30
47 250
15 300 308-313 323-333
5.6--5.8 324 260-320 5000
2.5-3 6--7 Air
Table 6 Stainless steel samples for deposition
Metallography Adhesion Surface finish
Diameter (mm) 25 25 25 Length (mm) Disk 12 60 Deposit 350 300 150-300 (1600 nickel)
thickness (/an)
C h r o m i u m was depos i ted f rom an acidic c h r o m i u m ba th us ing insoluble lead a l loy anodes . The detai ls o f the ba ths and ope ra t ing pa r a me te r s are co l la ted in Table 5. F u r t h e r detai ls on the s t ructure a n d proper t ies o f e lec t rodepos i t ed coa t ings are given in a review p a p e r I°.
Properties assessed A var ie ty o f p roper t i e s was measu red for bo th the sp rayed and the e lec t rodepos i ted coat ings. Depos i t i on was car r ied out on subs t ra tes o f var ious shapes and sizes m a d e f rom stainless steel (grade 316). Deta i l s are given in Table 6.
The micros t ruc tu res o f the sp rayed coa t ings were examined by opt ica l and e lec t ron mic roscopy and typica l p h o t o g r a p h s o f the cross-sect ions are shown in Figures 3-7. The hardness was measu red on a flat po l i shed surface us ing a K r a u t K r ~ m e r M i c r o d u r wi th a d i a m o n d inden te r and 7.7 N load. The surface finish o f the as-f inished g r o u n d and also l apped and pol i shed cond i t i on was de te rmined wi th a surface c o m p a r a t o r H o m m e l Tester M o d e l T100 to s t a n d a r d D I N 4768. The b o n d s t rength was ca lcu la ted f rom the force measu red using a t ensomete r to pul l a p a r t a bu t t jo in t fo rmed f rom two cylinders, one coa ted and resin b o n d e d to ano the r uncoated ; this was pe r fo rmed accord ing to A S T M C 633.
The relat ive costs o f the different coa t ings were calcu- la ted for a coverage o f cyl indr ica l c o m p o n e n t wi th length 250 mm, d iamete r 50 m m and rad ia l depos i t th ickness 0.1 mm.
326 Materials & Design Volume 15 Number 6 1994

Oxygen fuel spray coatings for reclamation: R. Walker and B. Barnes
Figure 3 Coating 1003: stainless steel 316 4008 ~- "~--- ~
Figure 7 Coating: as Figure 6. Higher magnification nickel
~ ' e 4 Coating 2001: nickel based
Figure 5 Coating 4006: nickel--chromium
Figure 6 Coating 4008: nickel-aluminium
R e s u l t s Table 3 gives details of the composition of the coating and also of the powder together with the particle size and method of production. Considerable differences in concentration are observed between the powder and coating. For example, in system 4006 the powder contained 10%0 tungsten but the deposit had only 4.4%. It can be assumed that some of the elements in the powder decompose during the spraying process as high temperatures are reached. The combustion temperature of the oxygen-propylene is about 3000 K. It may there- fore be necessary to adjust the composition of the powder to compensate for these losses when forming a deposit with a specific composition.
The photographs of the cross-sectioned coatings (Figures 3-7) show good sound deposits which are coherent and adherent to the substrate. The interlock- ing action of the droplets, which flatten out on impact with the base material, provides the adhesion and cohe- sion and this feature is well illustrated for the 1003 coating (Figure 3). The dark lines and areas between the particles are either oxides or voids. It is obviously neces- sary for the molten or semi-molten droplets to have sufficient thermal energy to enable them to flatten out on impact. At too low a temperature the droplets are not melted, so they may be inadequately bonded and careful control of the temperature is necessary. Some coatings may contain a few unmelted particles and rela- tively high levels of oxide with some porosity but still have good bonding to the substrate, which is shown at a higher magnification for coating 4008 in Figure 7.
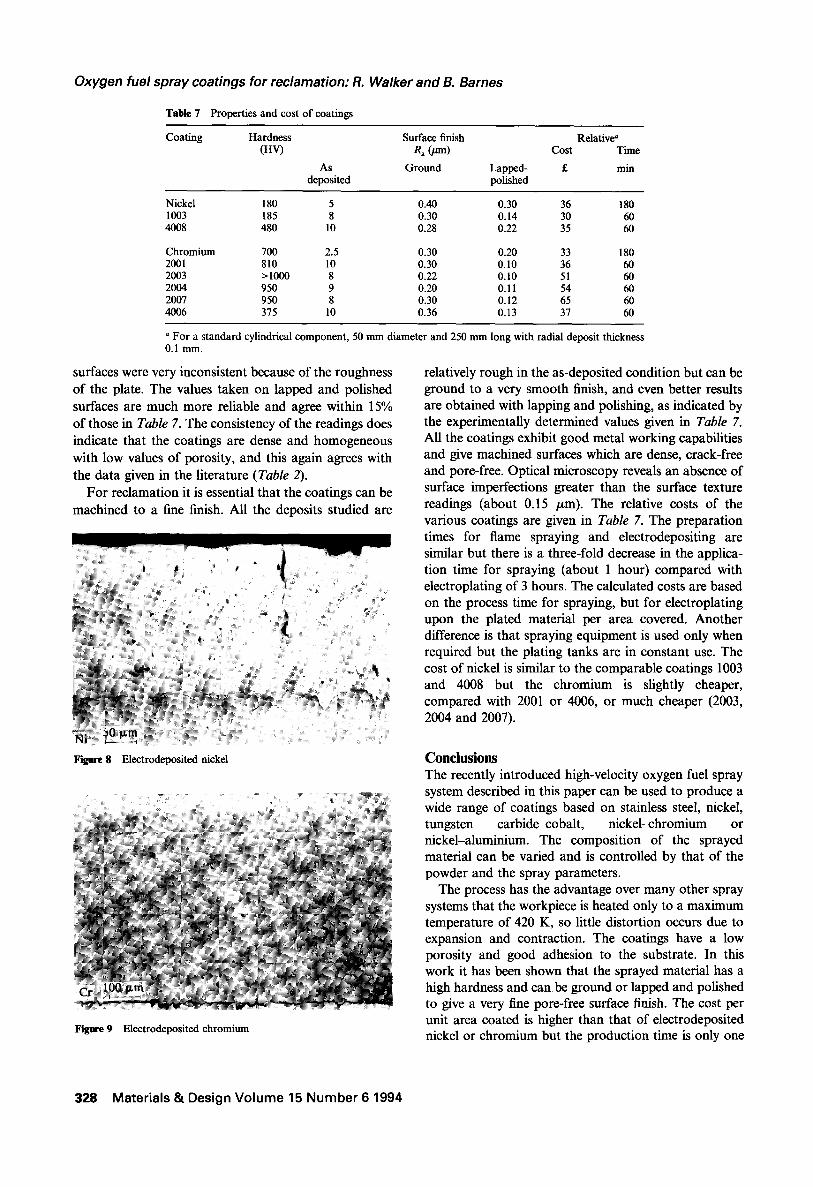
In general, the spray deposits have efficient particle interlocking with low porosity and oxides/voids. The thickness is uniform with a fine structure and good distribution. The average void/particle size for the 2001, 4006 and 4008 coatings is less than 5 /zm. The elec- trodeposited chromium and nickel (Figures 8 and 9) show excellent bonding and no porosity with an absence of the oxides and voids associated with the sprayed coatings. This is in agreement with zero poros- ity and very high bond strength given in Table 2.
The hardness values measured on a fiat polished surface and recorded in Table 7 are similar to those quoted elsewhere. The readings on the as-coated
Materials & Design Volume 15 Number 6 1994 327
Oxygen fuel spray coatings for reclamation: R. Walker and B. Barnes
Table 7 Properties and cost of coatings
Coating Hardness Surface finish Relative ~ (HV) R a (,am) Cost Time
As Ground Lapped- £ min deposited polished
N~kel 180 5 0.40 0.30 36 180 1003 185 8 0.30 0.14 30 60 4008 480 10 0.28 0.22 35 60
Chromium 700 2.5 0.30 0.20 33 180 2001 810 10 0.30 0.10 36 60 2003 >1000 8 0.22 0.10 51 60 2004 950 9 0.20 0.11 54 60 2007 950 8 0.30 0.12 65 60 4006 375 10 0.36 0.13 37 60
a For a standard cylindrical component, 50 mm diameter and 250 mm long with radial deposit thickness 0.1 ram.
surfaces were very inconsistent because of the roughness of the plate. The values taken on lapped and polished surfaces are much more reliable and agree within 15% of those in Table 7. The consistency of the readings does indicate that the coatings are dense and homogeneous with low values of porosity, and this again agrees with the data given in the literature (Table 2).
For reclamation it is essential that the coatings can be machined to a fine finish. All the deposits studied are
relatively rough in the as-deposited condition but can be ground to a very smooth finish, and even better results are obtained with lapping and polishing, as indicated by the experimentally determined values given in Table 7. All the coatings exhibit good metal working capabilities and give machined surfaces which are dense, crack-free and pore-free. Optical microscopy reveals an absence of surface imperfections greater than the surface texture readings (about 0.15 tim). The relative costs of the various coatings are given in Table 7. The preparation times for flame spraying and electrodepositing are similar but there is a three-fold decrease in the applica- tion time for spraying (about 1 hour) compared with electroplating of 3 hours. The calculated costs are based on the process time for spraying, but for electroplating upon the plated material per area covered. Another difference is that spraying equipment is used only when required but the plating tanks are in constant use. The cost of nickel is similar to the comparable coatings 1003 and 4008 but the chromium is slightly cheaper, compared with 2001 or 4006, or much cheaper (2003, 2004 and 2007).
Fig~e 8 Electrodeposited nickel
Figure 9 Electrodeposited chromium
Conclusions The recently introduced high-velocity oxygen fuel spray system described in this paper can be used to produce a wide range of coatings based on stainless steel, nickel, tungsten carbide-cobalt, nickel--chromium or nickel-aluminium. The composition of the sprayed material can be varied and is controlled by that of the powder and the spray parameters.
The process has the advantage over many other spray systems that the workpiece is heated only to a maximum temperature of 420 K, so little distortion occurs due to expansion and contraction. The coatings have a low porosity and good adhesion to the substrate. In this work it has been shown that the sprayed material has a high hardness and can be ground or lapped and polished to give a very fine pore-free surface finish. The cost per unit area coated is higher than that of electrodeposited nickel or chromium but the production time is only one
328 Materials & Design Volume 15 Number 6 1994

Oxygen fue/ spray coatings for reclamation: R. Walker and B. Barnes
third: the better resistance to abrasion and sliding resis- tance does make these sprayed materials viable.
Hence these spray coatings are very competitive with the more traditional electrodeposited nickel and chromium, therefore they are being used for the recla- mation of worn or overmachined components. Other applications include the coating of high-wear surfaces with tungsten carbide and the overlay of coupling areas.
References 1 Barnes, B. A. Study of HVOF spraying as a competitor to elec-
trodeposited dull nickel and thick chromium for engineering reclamation. MSc thesis, Surrey University, 1993
2 Kanfold, R. W. and Rotolico, A. J. Deposition of coatings using a high velocity combination spray gun. Proc 3rd Nat Thermal
Spray Conf, Long Beach CA, May 1990 3 Longo, F. N. Plasma and flame sprayed coatings satisfy hard
chrome plating applications. 8th Int Conf on Thermal Spraying, Miami, FLA, 1976
4 Budinski, K. G. Selection and Use of Wear Tests for Coatings, ASTM STP 769 (Ed. Bayer, R.G.) 1983, pp. 118-133
5 Metco Ltd. Coating recommendations. Applications Analyses and Coating Selection, March 1985
6 Oswald, J. W. Heavy Electrodeposition of Nickel International Nickel Co. Ltd, Millbank, London SWl, pp. 34-38
7 Instructions G42235 Issue A. Catalogue No. DJ 778, Diamond Jet Systems Process Manual Metco Westbury, NY, 11590, 1989
8 Department of Trade and Industry. Wear Resistant Surfaces in Engineering, HMSO, London, 1985
9 Grainger, S. Engineering Coatings - Design and Application, Abington Publishing, 1989
10 Walker, R. Structure and properties of electrodeposited metals. lnt Metallurgical Review 1974, 19 (178), 1-20
Materials & Design Volume 15 Number 6 1994 329