Embed Size (px)
Citation preview

HIGH TEMPERATURE STRUCTURAL FOAM'
Erik S. Weiser NASA Langley Research Center
Hampton, VA 2368 1
Faye F. Baillif Lockheed Martin Michoud Space Systems
New Orleans, LA 70129
Brian W. Grimsley and Joseph M. Marchello Old Dominion University
Norfolk, VA 23529
ABSTRACT
The Aerospace Industry is experiencing growing demand for high performance polymer foam. The X-33 program needs structural foam insulation capable of retaining its strength over a wide range of environmental conditions. The High Speed Research Program has a need for low density core splice and potting materials. This paper reviews the state of the art in foam materials and describes experimental work to fabricate low density, high shear strength foam which can withstand temperatures from -220°C to 220°C.
Commercially available polymer foams exhibit a wide range of physical properties. Some with densities as low as 0.066 g/cc are capable of co-curing at temperatures as high as 182°C. Rohacell foams can be resin transfer molded at temperatures up to 180°C. They have moduli of elasticity of 0.19 MPa, tensile strengths of 3.7 Mpa and compressive strengths of 3.6 MPa. The Rohacell foams cannot withstand liquid hydrogen temperatures, however Imi-Tech markets SolimideB foams which withstand temperatures from -250°C to 200"C, but they do not have the required structural integrity.
The research activity at NASA Langley Research Center focuses on using chemical blowing agents to produce polyimide thermoplastic foams capable of meeting the above performance requirements. The combination of blowing agents that decompose at the minimum melt viscosity temperature together with plasticizers to lower the viscosity has been used to produce foams by both extrusion and oven heating. The foams produced exhibit good environmental stability while maintaining structural properties.
Key Words: Polymer foam, low density structural foam, thermoplastic, polyimide
' This paper is declared a work of the U.S. Goverment and is not subject to copyright protection in 'he United States.

1.0 INTRODUCTION
Low density porous materials, otherwise known as foams, were first developed in the United States and Europe in the mid-to-late 1930’s (1). The term polymer foams or cellular polymers refers to a two-phase gas-solid system in which the solid polymer is continuous and the gaseous cells are dispersed throughout the solid (2). Polymeric materials are foamed to meet various application needs, such as weight-reduction, insulation, buoyancy, energy dissipation, conveyance, and comfort. These polymeric foams can be produced by several different methods including extrusion, compression molding, injection molding, reaction injection molding, and solid state methods.
Rigid extruded foamed polystyrene was first produced commercially in the United States in the mid-1940’s followed by polyurethanes (1). A solution of polystyrene in methyl chloride is heated above its normal boiling point while under pressure within an extruder barrel. As the material exits the barrel of the extruder, the solvent evaporates, simultaneously foaming the plastic and cooling it below its glass transition temperature (Tg). Foaming and dimensional stabilization thus are carried out in one step (3). Later, polystyrene was fabricated from beads in one of the first closed mold operations. The polystyrene was prefoamed into beads and later placed in a closed mold, where the beads were allowed to expand further and fuse together as the temperature was raised above Tg. Concurrently, phenolic and urea-formaldehyde foams were used in Europe but did not appear in the United States until the mid-1960’s and the 1970’s when the market for building thermal insulation was expanded by the oil energy crises of the 1970’s (1).
As late as 1978, the largest single application of cellular polymers involved comfort cushioning, and the market was dominated by flexible open-cell polyurethane foam and to a lesser extent latex foam rubber. Thermal insulation was the second largest application and was clearly the largest application for rigid closed-celled materials (1). It is estimated that in 1995 close to 6 billion pounds of foamed plastics were produced and consumed in the United States alone, and it is projected that this usage will grow at 3 - 4% annual rate to about 7 billion pounds by the year 2000 (4).
In the late 1960’s a new type of polymeric foam was developed by Monsanto and DuPont based on a polyimide precursor. These new polyimide foams showed improved properties in areas such as thermal stability, non-flammability, radiation resistance, improved toughness, and reduced smoke and toxic fume generation (1). Recently, the aerospace industry has had a growing need for high performice polymer foams for applications such as cryogenic insulation, flameproofing, energy absorbers, etc, and has turned to polyimide foams to meet these needs. For example, the X-33 Single Stage to Orbit (SSO) Space Transportation Vehicle requires a lightweight structural foam which retains its structural integrity at temperatures ranging from -250°C to 250°C (5). The High Speed Research Program has a need for low

density core splice material with a density of 0.50 g/cc and also potting material with a density of 0.56 g/cc (6). This paper will review the state of the art in polyimide foam materials and will describe experimental work being done to fabricate low density, high shear strength, foam which can meet upcoming critical needs in aerospace projects.
2.0 FOAM CHARACTERISTICS
There are two main types of polymeric foams: thermoplastic and thermoset foams. Thermoplastic foams can be reprocessed and recycled, while thermoset foams are intractable since they are usually highly crosslinked. Within these classes, the polymeric foams are further classified as rigid, semi-rigid, semi-flexible, or flexible, depending upon their compositions, cellular morphologies, thermal characteristics such as Tg, percent crystallinity, extent of crosslinking, etc. (4)
2.1 Foam Material
The cellular void space in any polymeric foam material is formed through the use of blowing agents. There are two types of blowing agents used to produce foams: chemical blowing agents and physical blowing agents (4). Chemical blowing agents give off gases during the foaming process, either due to a polymerization reaction or by thermal decomposition of a secondary agent. Physical blowing agents are simply inert gases such as nitrogen, carbon dioxide, freon, etc. The three most important characteristics of a secondary blowing agent are the decomposition temperature, the volume of gas generated per unit weight, and the nature of the decomposed residue. To produce uniform cells the blowing agent must be uniformly dispersed or dissolved, uniformly nucleated, and rapidly and smoothly decomposed over a narrow temperature range. Foam stabilization occurs through the attainment of a high viscosity or gelation of the polymer system (3). If stabilization occurs before the blowing agent has begun to decompose and release gas, large fissures or holes may form. Cells formed too soon before stabilization may collapse and give a coarse, weak, spongy material. Stabilization of thermoplastic foam occurs when the material is cooled below Tg, while in a thermoset foam, increased crosslink density or gelation will cause a foam to stabilize.
2.2 Cell Structure: Open or Closed
Foams are usually classified as closed-cell or open-cell. Closed cell foams are generally rigid, while open cell foams are generally flexible (4). The presence of cells acts to substantially decrease both the density and the strength of the solid polymer. The foam cells also act as a good heat insulator by virtue of the low conductivity of the gas, usually air, contained in the system. Foamed materials have a much higher flexural modulus to density than unfoamed materials due to the cells, e.g. a beam of foam deflects less than an unfoamed beam of the same

length, width, and weight under the same load. Finally, any foam will have energy-storing or - dissipating capacity operating through a greater displacement than the unfoamed material (3).
If the cells are discrete and the gas phase of each is independent of that of other cells the material is termed closed-celled (2). Closed cells result when the decomposition and gelation are carried out in a closed mold almost filled with polymer and blowing agent. The closed mold is raised in temperature and held under pressure. After the heating cycled is completed, the article is cooled until the foamed material is dimensionally stablebefore the pressure is released. The growth of a hole or cell in the molten polymer is controlled by the pressure difference between the inside and the outside of the cell, the surface tension of the molten polymer, and the radius of the cell.
DP =2(g)/r (2)
Where DP is the difference between the pressure generated by the blowing agent inside the cell
and the pressure of the fluid phase of the molten polymer. Gamma (g) is the surface tension of
the molten polymer and r is the radius of the cell.
Opened-cell foams are foams which have discrete interconnecting pockets which are porous. Open cells result when a mixture of polymer and blowing agent are spread on a substrate and allowed to fuse without a second confining surface present to hinder the cell formation. In general, open cell foams have a greater effect on reducing the overall strength of the material. An open-cell foam acts as a sponge, soaking up liquid by capillary action. A closed-cell foam makes a better buoy or life jacket because the cells do not fill with liquid (3).
3.0 HIGH PERFORMANCE FOAMS'
Polyimide foams are used for their superior thermal and acoustic insulation properties over polystyrene, polyethylene, and other low-cost polymer foams in applications where performance is more important than cost. Commercially available high performance polyimide foams are very limited. Several companies produce polyimide foams which could be considered for use by the aerospace industry: Imi-Tech Corporation in Elk Grove Village, Illinois; Schuller International Inc. in Littleton, Colorado; and Rohm Tech Inc. in Malden, Massachusetts. Imi-Tech Corporation and Schuller International Inc. both produce a highly aromatic polyimide foam, while Rohm Tech Inc. produces a rigid foam based on polymethacrylimide. In all three cases the foams produced by these companies can only meet certain requirements demanded by the aerospace industry. None of the foams produced can meet all the requirements of future aeronautics and space programs.
' The use of trademarks or names of manufacturers in this report is for accurate reporting and does not constitute an official endorsement, either expressed or implied, of such products or manufacturers by NASA.

3.1 Imi-Tech Corporation - SOLIMIDP
Density (g/cc)
Thermal Conductivity (WlmK)
Tensile Strength
Imi-Tech Corporation produces polyimide foams under the tradename Solimide", of which thereare four main types produced. TA301 and AC430 are low density materials, 0.54 and 0.33 glcc, respectively, used primarily as light-weight thermal acoustic insulation where non- flammability, low smoke generation, and weight are important factors. Both materials have very high Tg's (-275OC) but lose a significant amount of their initial tensile strength after 1000 hours at 260OC: 60-70% for TA301 and 25% for AC430. They therefore are not suitable for elevated temperature applications. A high temperature version called HT430 can withstand 260°C for 1000 hours with only a 4% tensile strength loss. This version of the SoZimide@ foam is used mainly for insulation due to its high temperature stability. Imi-Tech Corporation also offers various densified foams, from 0.032 grams per cubic centimeter to several different customized densities depending on the application, under the Solimide" tradename however, most of these foams are used for thermal insulation and acoustic cushioning in aircraft interiors. The Imi-Tech densified foams have found limited use due to their low strength capabilities and high material costs. Table 1 shows some selected properties for various Solimide" foams.
ASTMD- 0.0088 0.0053 0.0064 3574 (A) ASTM C- 0.042 0.050 0.046
518 @ 75°F
ASTMD- 0.069 k 0.048 k 0.041 -+
Table 1. Selected Properties for Solimide" Foams.
' 0.0320 - 0.032
0.317 - (MPa) I 3574(E) I 50% [ 40% I 50%
Friabilitv (% wt. loss) I ASTM C- I 1 I 0.9 I _ .
Optical Smoke Density (D,)
Flaming
42 1
662 ASTM E-
5 3 3 Non-Flamhg
Dielectric Constant 3 2 1
ASTM D- 1 .O 15 1.013 im
3.2 Schuller International Inc. - INSULMIDFM
Compressibility (MPa)
Densified
ASTM D- 0.007 3574(C) 43%
1.039
0.04 1
Schuller International has had an established core technology centered on closed cell polyurethane foam production at least since the early 1980's (1). Shuller's polyimide foam technology, however, has not become a viable entity until mid-1992 when they developed InsulmideTM foams. InsuZmideTM foams are available in a variety of forms from 1.22 m. x 2.44

m. blocks as thick as 0.178 meters to sheets of any smaller size and as thin as 3.18 millimeters. InsulmideTM is also available as precut pipe insulation in lengths up to 1.22 meter with shiplap joints and factory-applied jackets with adhesive. The standard density of Schuller foam is 0.088 grams per cubic centimeter. ZnsulmideTM foam could find use as a thermal and acoustic insulation in marine applications or any other application where a low density material is required. Like other polyimide based foams, InsulmideTM foam has improved fire resistance, is non-toxic, has a low smoke emission, is a good thermal insulator, and has superior acoustic insulation capabilities to many foams that are available. InsulmideTM foam is not a structural foam and therefore, does not meet the requirements demanded by the aerospace industry for applications which require good tensile and compressive strengths. Table 2, below, shows some selected properties of Insulmidem foams.
Property Density (g/cc)
Thermal Conductivitv
Table 2. Selected Properties for InsulmideTM Foam.
Test Method Insulmide ASTM D-3574 (A) 0.0088
ASTM C-518 @ 75°F 0.042 (W/mK)
Tensile Strength (MPa) Friability (% wt. loss)
Optical Smoke Density (D,) Flaming
ASTM D-3574 (E) 0.033 ASTM C-421 1.2 ASTM E-662
1.8
I Non-Flasng I I 2.0 Compressibility (MPa) I ASTMD-3574(C) I 0.012
3.3 Rohm Tech Inc. - ROHACELL@
Rohrn Tech Inc. markets many foams under the tradename Rohacelp. Rohacelp is a polymethacrylimide rigid foam (PMI) which is manufactured by hot foaming of methacrylic acidmethacrylonitrile copolymer sheets. Rohacelp foams come in various grades and within each grade the foam is fabricated to different densities. The industrial grade, IC, is a closed-cell rigid foam and has a maximum operating temperature of 121°C and comes in various densities (0.032 to 0.192 gkc) (1). IG foam is used the aircraft, marine, electronics, and radiation industries. This type of foam has also found uses in sporting goods as structural stiffeners and in freight containers. Within the IG grade there is an industrial grade with certified material property test results called AIR. The aircraft grade, WF, and heat-rated aircraft grade, WFHT, are used for construction applications. Rohacel$'s WF and WFHT foams are also closed-celled rigid foams with densities ranging from 0.048 to 0.304 grams per cubic centimeter and a maximum use temperature of 177°C. Rohacelp foams have excellent tensile and shear strengths compared to other polyimide foams. These foams are used in helicopter blades, radomes, antennae, and nose tips for aircraft. Table 3 gives some selected data on Rohacelp foams.

Table 3. Selected Properties for Rohacelp foams.
The foams discussed in this section represent the mainstay of high performance polyimide foams. Each material has qualities which can bring it to the forefront for the applications which fit it best. When these foams are compared to the strict requirements for a reusable launch vehicle (X-33) or commercial supersonic aircraft (HSR), however, they do not entirely meet the grade. InsulmideTM does not have the reproducibility to make it a viable candidate. Solimide@ foams require too much secondary manufacturing to densify the foam into a structural type material. Finally, Rohacelp foams do not have the flammability resistance nor the hydrophobic qualities required to withstand the harsh environmental conditions necessary in aerospace applications. For this reason, NASA has begun to look at more advanced polyimides to meet the future needs of these applications.
4.0 FOAM RESEARCH
4.1 Polyimide Characterization
Two NASA Langley polyimides, L a R P IA, oxydiphthalic anhydride I 3,4-oxydianiline (7), and LaRCTM IAX, oxydiphthalic anhydride with a 90: 10 ratio of 3,4-oxydianiline and 1,4- phenylenediamine (8); and Mitsui Toatsu’s PIXA with a 4% stoichiometric imbalance, were tested to identify melt rheology and crystallization kinetics. The minimum melt viscosity was found using a Rheometrics System 5 rheometer. The viscosity of the polymer is the critical element to allow foaming to occur in an extruder. Melt rheology results from the polyimides tested indicated that the viscosities needed to be lowered. To reduce the viscosity to an acceptable level a plasticizer was added to the polymers in small quantities. Plasticizers allow the Tg of a polyimide to be lowered thus softening the material and reducing the viscosity. For these experiments, a NASA Langley plasticizer was used: LaRCTM-LV232. Table 4 provides

the rheological data which include the effect of a plasticizer on the viscosity of the polyimides. A Shimadzu DSC-50 differential scanning calorimeter was used to ascertain the glass transition point of the polyimides. The results in table 4 helped to determine the temperatures necessary to allow foaming to occur in an extruder.
LaRCTM - IA L*PM - IAX Mitsui -PIXA
90%-IA + 10% LV232
Table 4. Polyimide Characterization.
("0 (poise) Temperature ("C) 248.83 3855.0 400 257.72 4418.6 400 302.87 3985.4 400
1932.4 400
I Polyimide I Tg I Minimum Viscosity I Minimum Viscosity 1
Blowing Agent
BASF Theic ("c) I %wtLoss ("c) I g as (mug.) 280 I 100 250-300 I 105 '
I 90%-IAX + 1 o % ~ v 2 3 2 i I 2237.1 I 400 90%-PIXA + 10% LV232 I 1153.3 400 I
Barium Silt of 5phenyltetrazole Polyvel Inc.
25% Barium Salt of 5-phenyltetrazole in copolymer carrier
4.2 Chemical Blowing Agents
~~.
420 80 350-450 48
The TGA data were obtained using a Seiko TG/DTA 220 thermo-gravametric analyzer at 2.5"C/min. in flowing (40 d m i n . ) air. Table 5 gives the results from the TGA analysis and the amount of gas generated by the blowing agent decomposition. The gas generation data was obtained using a gasbomb collector. A measured amount of blowing agent was placed in a steel pipe attached to a sealed collector. The pipe was heated to the blowing agent's decomposition temperature and the resulting gas was collected and measured.
Table 5. Blowing Agent Characterization.
I I TGA I Gas Generation i
I tris (2-hydroxethyl) isocyanurate I I I I EsDirit Chemicals I 400 I 70 I 350-400 I 110 I
The TGA data show that BASF's Theic blowing agent, tris (Zhydroxethyl) isocyanurate, has 100% weight loss. However, the decomposition temperature of 280°C is below the Tg of the high strength polyimides used in this project and therefore it will not be able to foam the polymers adequately. The Barium salt of 5-phenyltetrazole, by Espirit Chemicals, therefore appears to be the best blowing agent tested. Its decomposition temperature matches the

minimum viscosity temperature of the polyimides and it is capable of generating the same amount of gas as the Theic. The Polyvel, 25% Barium Salt of 5-phenyltetrazole in copolymer carrier, has a good decomposition temperature, but it does not produce enough gas to make it a viable candidate.
Powder Mixtures
90% PIXA + 10% Polyvel 90% IAX + 10% Polyvel 90% IA + 10% Polyvel
80% IAX + 10% Polvvel + 10% LV232
4.3 Extruder Experiments
Foam Density
0.5 1 0.53 0.54
(g/cc)
0.44
Tests were conducted to identify a chemical blowing agent capable of producing a low density foam from the LaRCTM-IA, -If&, and Mitsui PIXA polyimides. The effect of the LV232 plasticizer on foam density was also investigated.
90% IA + 10% Barium Salt 80% IA + 10% Barium Salt + 10% LV232
80% PIXA + 10% Theic + 10% LV232 80% TAX + 10% Their + 10% 1 V717
A C.W. BrabenderTM 314" single screw laboratoxy extruder was used to generate the polymer foam. This instrument was chosen for its ability to simulate small scale production while still allowing for an intimate blending of the polymeric material with fillers and blowing agents. The material is conveyed through three heat controlled zones by a rotating venting screw with a 5: 1 compression ratio. The speed at which the screw rotates determines the amount of shear imparted to the material and the amount of time it is subjected to heat. The ideal screw speed was found to be 20 revolutions per minute. In the first two heat zones the material is blended and softened. The tempera@ in the third zone is chosen to reach the lowest viscosity of the polymer and cause decomposition of the chemical blowing agent. Here the shear imposed by the screw aids in disbursement of cells as they nucleate in the molten polymer. The foamed material exits the third zone and is forced into the die attachment where it is formed. A circular die with a 0.64 centimeter orifice was utilized to produce foam rods with diameters of 0.95 to 1.91 centimeters. The rod diameter is further influenced by the convey belt which carries the foam away from the heat of the die. The foam extrusion tests yielded reproducible foams with densities ranging from 0.14 g/cc to 0.75 g/cc (Table 6).
0.17 0.14 0.75 n71
Table 6. Extruded foam test data.
I ~~
90% PIXA + 10% Barium Salt I 0.2 1 90% IAX + 10% Barium Salt 0.17 I

4.4 Closed Mold Experiments
-Solution Preparation In a 1 liter three neck round bottom flask equipped with a mechanical stirrer, N, inlet and drying tube was placed 3,4’-ODA (80.lg, 0.4 mol.) and 109 grams of Fisher Scientific’s Tetrahydrofuran (THF) / Ethanol (70/30). The solid dissolved within one hour and a slurry of ODPA (122.88 , 0.796 mole), PA (1.1849 g, 0.008 mol) and 307 grams of THF / Ethanol (70/30) was added to create a final solution with 30% solids by weight. After an hour of stirring the mixture became warm to the touch and an orange viscous solution formed. The mixture was stirred continuously for 15 hours.
-Pellet Preparation The polyamide acid solution containing 30% LaRCm-IA and 70% solvent THF / Ethanol (70/30) was poured through a 0.64 centimeter adapter into a shallow water bath to form “ropes” with a diameter of 0.635 - 0.95 cm. The outside of the ropes formed a white skin which encapsulated the polyamide acid solution. After further leaching of the THF I Ethanol solvent, the ropes were removed and air dried overnight. The dried ropes were pelletized in a grinder. The resulting pellets contained 20 - 25% THF / Ethanol solvent by weight as found by thermal gravametric analyzer (TGA).
-Foaming The polyamide acid pellets containing 25% solvent by weight were placed in a circular aluminum mold with a volume of 13.5 cubic centimeters. The base of the mold contained a sheet of kapton release film and the top surface was covered with a graphite block, to allow venting while the volume was contained. The block was preheated in the oven to 260°C. The aluminum mold and block were placed in an oven at 260°C for 30 minutes, then removed and quenched in an ice bath. The resulting foam cylinders have densities ranging from 0.08 g/cc to 0.18 g/cc.
5.0 DISCUSSION
5.1 Extruded Foam
Low density foams are possible by extrusion. Table 6 shows that by using a chemical blowing agent that has a decomposition temperature which matches the minimum viscosity point of a polymer, a low density foam can be formed by extrusion. It is clear from the data that Espirit Chemicals, Barium salt, chemical blowing agent is indeed the most favorable blowing agent among the three tested. This is because the blowing temperature closely matches the polymer’s minimum melt viscosity temperature. The densities of LaRCTM-IA, LaRCTM-IAX, and h4itsui P E A foams produced using the single-screw extruder and the Espirit Chemical’s blowing agent all display densities below the desired 0.20 glcc. In addition, the use of 10% LaRCTM-

LV232 plasticizer gave the polyimide foams with lower densities than those without the plasticizer.
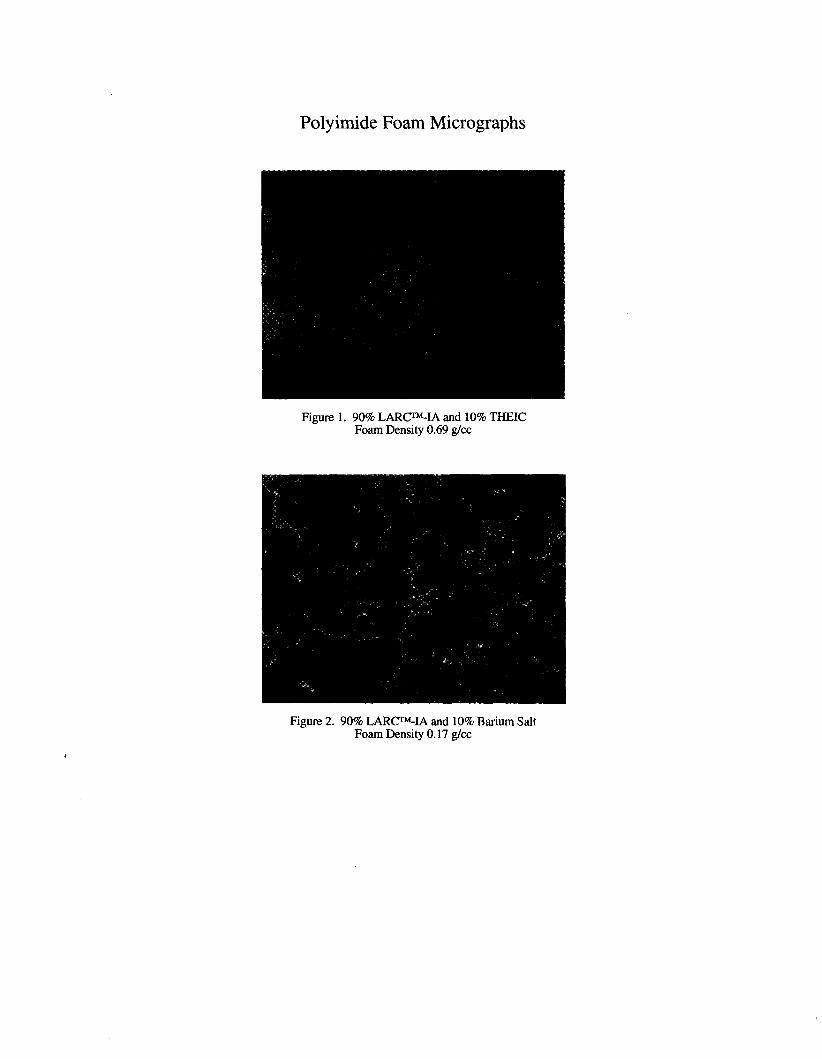
The foam extrusion experiments also prove that the decomposition temperature of the BASF Theic is below the minimum melt viscosity temperature of the polyimides. Figure 1 is a photomicrograph of LaRCm-IA and the BASF Theic blowing agent, no gaseous cells formed within the polymer. The lack of cellular pockets within the polymer can be attributed to the Theic decomposing at a temperature below the minimum melt viscosity of the material. The Theic blowing agent decomposed while the polymer was in a solid state and thus did not foam the material.
Figure 2 shows a nearly uniformed closed-cell structure produced by the barium salt chemical blowing agent. Ten percent barium salt was used to produce the LaRCTM-IA foam with a density of 0.17 gkc. The photomicrograph also indicates that a better cellular size distribution is needed to enhance the quality of the foam. The cells within this foaq structure have a wide variation in size, which could be due to poor distribution of polymer and blowing agent. However, it is clear that the use of Espirit Chemical's barium salt will produce a low density foam by extrusion.
The Polyvel blowing agent, 25% Barium Salt of 5-phenyltetrazole in copolymer carrier, mixed with LaRCTM-IA, figure 3, resulted in a relatively high density foam as compared to the foam fabricated with 100% barium salt. This can be attributed to the low amount of gas generated during decomposition, 48 mYg. compared to 110 d i g . for the 100% barium salt. As seen in Table 6, the density produced with the Polyvel blowing agent was nearly double that given by the Espirit Chemicals barium blowing agent for every experiment. Figure 3 displays a distribution of cells throughout the micrograph. Once again the cell size is not uniform and thus the foam lacks homogeneity.
5.2 Close Mold Foaming
Initial closed mold experiments have resulted in the fabrication of several low density foams. Densities ranging from 0.08 to 0.14 g/cc were produced. These densities are well below the target value of 0.20 g/cc and the foams appear to have a poor cellular structure (fig. 4). The poor cellular structure can be attributed to the lack of a surfactant in the polymer mix and the coarsness of the polymer powder. Surfactants are used in polymer foams to control the gaseous cell growth. The surfactant strengthens the interface between the gas formed by the chemical blowing agent and the polymer melt. Finely ground polymer powder would allow more uniform cell growth due to the increased surface area. At the rapid heating rate used, the blowing agent may explode at such a high pressure that the polymer can not hold its cellular structure and the foam walls may breakdown. Figures 4 shows a photomicrograph of LaRCTM- IA with poor cellular structure due to a rapid processing cycle and large polymer particle size.

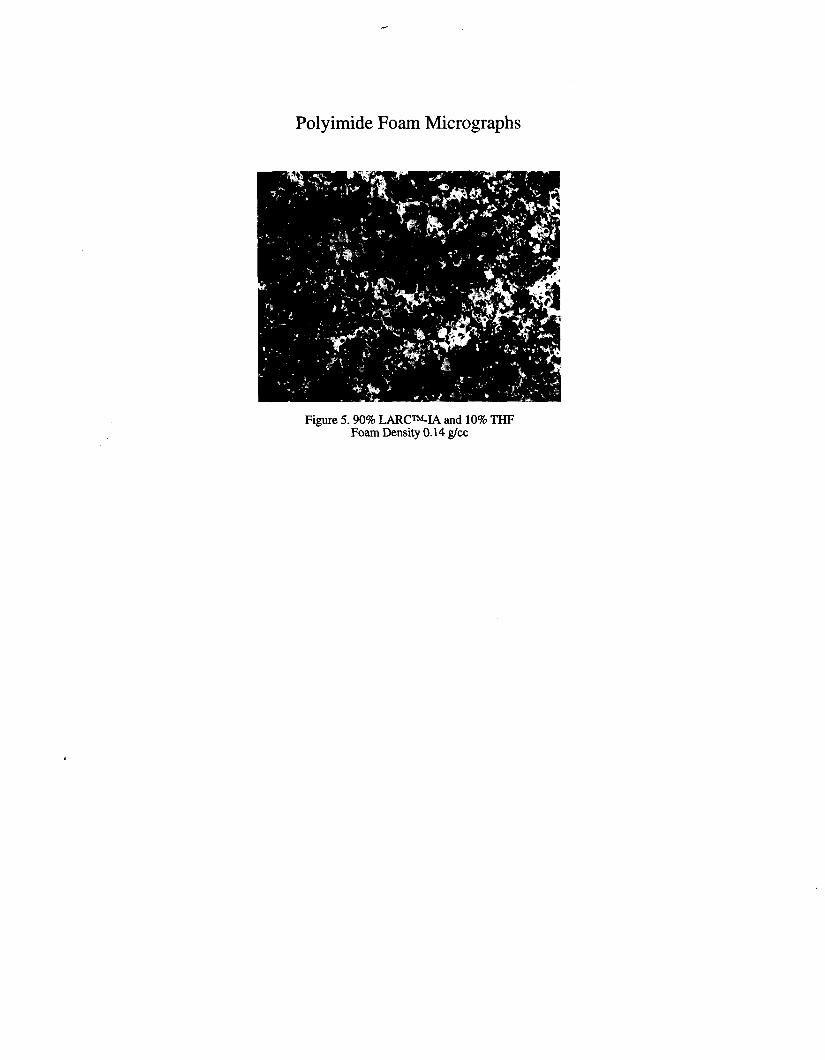
Figure 5 shows LaRcTM-IA foam with improved cellular structure produced using finely ground polymer precursor and a more controlled heating cycle in which the polymer was slowly ramped to its finally cure temperature of 260°C. Comparing figures 4 and 5, it should be noted that the controlled heat ramp resulted in a slightly higher density foam, due to a more stable foam process. However, a more uniform cell structure should result in better physical properties of the foam.
6.0 CONCLUSIONS AND FUTURE WORK
In this study it was shown that low density polyimide foams are possible by both extrusion and closed-mold processing. Espirit Chemicals Inc., Barium Salt, chemical blowing agent has the best decomposition properties (1 10 mg/cc gas evolution and 400°C decomposition temperature) to allow low density foams to be extruded. The addition of plasticizers to the polymer solution aids in the reduction of melt viscosity and allows chemical blowing agents to successfully foam high melt temperature polyimide materials. Foams produced using plasticizers had uniform cell distribution.
In the period ahead mechanical properties of extruded and closed-mold formed foams will be determined. The poor cellular uniformity in the initial foams may result in less than optimum mechanical properties. The use of surfactants and finely ground polymer precursors in later experiments should allow uniform cell size and distribution and thus increase the strength of the foam.
7.0 REFERENCES
1. NASA Contractor’s report, NASA Contract No. NASW-4367, Research Triangle Institute,
2. J. L. Holmes, “Cellular Materials,” Encyclopedia of Polymer Science and Technology, Vol. 3, John Wiley and Sons, Inc., New York, 1985, pp. 80-98.
3. F. Rodriguez, “Principles of Polymer Systems,” Hemisphere Publishing Corporation, New York, 1989, pp. 403-416.
4. K. Khemani, “Polymeric Foams: Science and Technology,” American Chemical Society, Washington D.C., 1997, pp. 1-7 & 195-205.
5. V.P. McConnell, NASA Gets Hands-on With X-33 Design, High-Performance ComDosites, T. J. Baucom, ed., Elseevier, New York, &&jy, 56-58 (1997).
6. K. Fisher, RTM and Core Materials Offer Product Advances, High-Performance Composites, T. J. Baucom, ed., Elseevier, New York, m, 33-35 (1997).
7. T. H. Hou, N. J. Johnston, T. L. St. Clair, IM-7/LaRCTh4-IA Polyimide Composites, Performance Polymers, 2 (z), 105-124 (1995).
8. T. H. Hou, N. J. Johnston, E. S . Weiser, and J. M. Marchello. Processing and Prouerties
North Carolina, 1994, Closed Material.
of I-M7 Composites Made From LaRCTM-IAX Polyimide Powders, SOC. Kdv. Matl: Proc. Eng. Series, 22, 135, (1995).
Poly imide Foam Micrographs
Figure 1. 90% LARCTM-IA and 10% THEIC Foam Density 0.69 g/cc
Figure 2. 90% LARCm-IA and 10% Barium Salt Foam Density 0.17 glcc

Polyimide Foam Micrographs
Figure 3. 90% LARCm-IA and 10% POLYVEL Foam Density 0.54 glcc
Figure 4.90% LARCm-IA and 10% THF Foam Density 0.10 g/cc
Polyimide Foam Micrographs
Figure 5.90% LARCm-IA and 10% THF Foam Density 0.14 glee




























