Embed Size (px)
Citation preview

ASEGURAMIENTO DE LA CALIDAD
HERRAMIENTAS PARA EL MEJORAMIENTO DE LA
CALIDAD

2
HERRAMIENTAS
El seguimiento y control de la calidad es un trabajo a tiempo completo. Afortunadamente se tienen 8 herramientas (principales) a la disposición para este tipo de tareas.
Es de hacer notar que dos de las herramientas, gráficas de control y diseño de experimentos requieren de más explicación y serán cubiertas en sucesivas sesiones.

3
DIAGRAMAS DE PROCESOS
¿Cómo se puede mejorar un proceso si se desconoce la ubicación de los cuellos de botella?
Un diagrama de procesos identifica el flujo del proceso, cuellos de botella potenciales, pasos críticos y puntos de control potenciales.
Para esto se empieza por listar todos los pasos en el proceso y se representan a través de un diagrama de flujo a partir del cual se formulan las siguientes preguntas:
1. ¿Cuál es el propósito de cada paso?2. ¿Se pueden combinar o eliminar pasos?3. ¿Se pueden ejecutar pasos simultáneamente o en paralelo?4. ¿Cuáles pasos producen el mayor número de errores?
Al encontrar respuestas a estas interrogantes se simplifica y ordena el proceso al eliminar o rediseñar aquellos pasos que tienen un mayor número de errores.

4
FLUJOGRAMAS

5
FLUJOGRAMAS …

6
TABLA DE CHEQUEO¿Cuántos errores han ocurrido en cada etapa del proceso?Una tabla de chequeo (Check Sheet) ayuda a ubicar áreas de potenciales problemas por frecuencia, tipo o causa. Se lista los tipos deerrores y luego se registra el número de cada tipo.
Categoría de Errores
Ene Feb Mar Abr Mayo Jun Total
Crédito mal chequeado
2 1 1 4
Tarjetas de firmas sin firmar
4 3 2 3 4 2 18
Faltan referencias
4 1 1 1 7
No se ordenaron cheques
1 1 2
Planillas extraviadas
2 4 3 2 5 16
Datos incorrectos
2 2 4

7
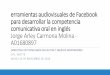
DIAGRAMA DE PARETO
¿Cuáles pasos del proceso muestran los errores más frecuentes o de mayor costo?
Un diagrama de Pareto nos puede ayudar a responder la pregunta. El diagrama e Pareto no es más que una gráfica de la tabla de chequeo.
No se debe confundir el diagrama de Pareto con un histograma.

8
PARETO
C2 18 16 7 4 4 2Percent 35.3 31.4 13.7 7.8 7.8 3.9Cum % 35.3 66.7 80.4 88.2 96.1 100.0
C1
50
40
30
20
10
0
100
80
60
40
20
0
C2
Per
cent
Pareto Chart of C1

9
DIAGRAMAS DE CAUSA EFECTO
Una vez identificadas las fuentes de mayor concentración de errores, ¿cómo resolverlas?. Un diagrama tipo espina de pescado o Ishikawa es una herramienta visual y creativa que permite abordar la pregunta. Pasos:
1. Coloque en una caja la meta deseada
2. Nombre en otras cajas las posibles causas. Huesos principales
3. En cajas más pequeñas nombre de 2 a 6 causas secundarias.

10
ISHIKAWA
Auditar
Automatizar
Recordatorios
Gente
Clientes
Entrenamiento
pop-up
Cheque enmarcado
Primera chequera
Datos de errores
Supervisor
Cause-and-Effect Diagram

11
HISTOGRAMAS Y DIAGRAMAS DE DISPERSION
• Los histogramas son una herramienta que permiten ______________
• A través de los diagramas de dispersión se puede establecer ____________

12
DISEÑO DE EXPERIMENTOS
• Quizás la más poderosa arma del arsenal del ingeniero de calidad
• Primero se identifican uno o más factores que se creen que mejoran el producto o proceso
• Luego se ejecuta un estudio a una escala pequeña
• Si se determina que los factores introducen un cambio, estos se implantan permanentemente

13
EJEMPLO
En una empresa productora de circuitos impresos, el tiempo de soldar para las 800 conexiones de una tarjeta electrónica era de 160 milisegundos. El equipo de ingeniería creía que podía reducir el tiempo sin incrementar el número de conexiones mal soldadas. Al reducir el tiempo de soldar se esperaba obtener un incremento significativo de la productividad. Algunos ingenieros planificaron un estudio. Primero identificaron 3 factores que pensaban afectaban de manera significativa el tiempo de soldar.

14
FACTORES
1. La velocidad de la banda transportadora que lleva las tarjetas a la máquina de soldar (la velocidad era de 6 pies por minuto)
2. La temperatura de la cámara de precalentamiento donde las tarjetas son calentadas antes de soldar las 800 conexiones (la temperatura era de 140°)
3. El ángulo de inclinación de las tarjetas al entrar a la máquina de soldar (el ángulo de inclinación era de 6°)

15
NIVELES
FACTOR VARIACIONES
Velocidad de la banda 5 y 7 pies por minutos
Temperatura de la cámara de
precalentamiento
120° y 160°
Ángulo de inclinación 5° y 7°

16
DISEÑO DEL EXPERIMENTO
Factor
Velocidad5 ft/m 5 ft/m 7 ft/m 7
ft/m
Temperatura/ángulo 5° 7° 5° 7°
120° 1 2 3 4
160° 5 6 7 8

17
RESULTADOS DEL EXPERIMENTO
• La mayor velocidad de soldadura ocurrió en la combinación 6, es decir:– A una velocidad de 5 pies por minuto para la banda
transportadora– Temperatura en la cámara de precalentamiento de
160°– Ángulo de inclinación de 7°
• En promedio, la combinación redujo el tiempo de soldar de 160 ms a 104 ms, una reducción de 35% sin afectar la calidad

18
Gráficas de Control
0
1
2
3
4
5
DatosEstacionarios
Errores por KLOC

19
¿Qué miden?
Por ejemplo:
1. El tiempo promedio para abrir una cuenta corriente
2. La desviación estándar en los tiempos de soldadura de circuitos impresos
A intervalos apropiados (cada hora, días, etc.) se selecciona un subgrupo de tamaño n, se calculan estadísticas de la muestra tales como media y desviación estándar. Cada muestra se grafica en un gráfico de control separado.

20
Líneas del Gráfico
1. La línea central que representa la media de los datos registrados
2. El límite de control inferior (LCI)
3. El límite de control superior (LCS)
Los límites usualmente están a 3 desviaciones estándar de la línea central. ¿Por qué?

21
CONTROL DE PROCESOS
• En Control. Un proceso se dice que está en control cuando los valores están entre los límites superior e inferior y no existe un patrón sistemático. Las variaciones presentes se dicen son de causa común o las inherentes al proceso.
• Fuera de Control. Cuando un valor está por debajo o por arriba de uno de los límites de control se dice que el proceso está fuera de control. También se dice que está fuera de control si 8 valores en sucesión están por arriba o por debajo de la línea central, aún cuando todos los valores estén dentro de los límites. La variación es asignable a una causa.

22
VARIACIONES
• De Causa Común. Es el resultado de muchos cambios pequeños que ocurren en la operación diaria del proceso. Estos pequeños cambios crean la variación natural del proceso.
• De Causa Asignable o Especial. Es la variación debida a causas específicas y es una variabilidad no natural. Rotación en la fuerza de trabajo y cambio de personal es una de posibles causas de variabilidad en un proceso.

23
REGLAS USADAS
1. Unos o más puntos fuera de control
2. Una corrida de al menos 8 puntos, hacia arriba o hacia debajo, de la línea central o mediana
3. Dos o más puntos fuera de los límites de alarma a dos sigma (pero aún dentro de los límites de control)
4. Cuatro o cinco puntos más allá de los límites de 1 sigma
5. Un patrón inusual o no aleatorio
6. Uno o más puntos cerca de un límite control o de alarma

24
PROPÓSITO DE LAS GRÁFICAS
1. Proveen un sistema de alarma preventivo, advirtiendo de un proceso que se va a salir de control
2. Permiten la detección de causas asignables de variación. Si se eliminan o minimizan las causas de variación se traducirá en una menor variabilidad del proceso implicando mayor uniformidad, menos reprocesamiento y más productividad.
3. Permiten la evaluación de la capacidad del proceso, la cual es la habilidad del proceso de entregar productos o servicios conformes al cliente.

25
TIPOS DE GRÁFICAS DE CONTROL
• DE VARIABLES
• DE ATRIBUTOS

26
TIPOSPROCESO CARACTERÍSTICA
DE CALIDADTIPO GRÁFICA
Papeleo para alquilar un
carro
Tiempo Variable Media y desviación estándar
Facturación Ausencia de errores Atributo Fracción no conforme
Llenado de órdenes
Ausencia de diferentes tipos y
grados de errores
Atributo Defectos